UNIVERSITAS MUHAMMADIYAH SURAKARTA | 2013 | Aditya Sundawa
NASKAH PUBLIKASI ILMIAH
ANALISIS PENINGKATAN LABA PENJUALAN BANTAL ANGIN MENGGUNAKAN
VARIABLE COSTING DAN THEORY OF CONSTRAINT
(Studi Kasus: UKM M.S.Haris Desa Brangkal, Karanganyar)
Diajukan Sebagai Salah Satu Syarat Untuk Memperoleh
Gelar Sarjana Teknik Jurusan Teknik Industri Fakultas Teknik
Universitas Muhammadiyah Surakarta
Diajukan oleh:
ADITYA SUNDAWA
D 600.080.044
JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNIK
UNIVERSITAS MUHAMMADIYAH SURAKARTA
UNIVERSITAS MUHAMMADIYAH SURAKARTA | 2013 | Aditya Sundawa
HALAMAN PENGESAHAN
ANALISIS PENINGKATAN LABA PENJUALAN BANTAL ANGIN MENGGUNAKAN
VARIABLE COSTING DAN THEORY OF CONSTRAINT
(Studi Kasus: UKM M.S.Haris Desa Brangkal, Karanganyar)
Naskah Publikasi Tugas Akhir ini telah diterima dan disahkan sebagai salah satu
syarat untuk menyelesaikan Studi S-1 untuk memperoleh gelar Sarjana Teknik Jurusan
Teknik Industri Fakultas Teknik Universitas Muhammadiyah Surakarta.
Hari
:
Tanggal :
Disusun oleh:
Nama
: Aditya Sundawa
NIM
: D600.080.044
Jur / Fak
: Teknik Industri / Teknik
Mengesahkan:
Pembimbing I
(Siti Nandiroh, ST, M.Eng.)
Pembimbing II
UNIVERSITAS MUHAMMADIYAH SURAKARTA | 2013 | Aditya Sundawa
HALAMAN PERSETUJUAN
Naskah Publikasi Tugas Akhir dengan judul ANALISIS PENINGKATAN LABA
PENJUALAN BANTAL ANGIN MENGGUNAKAN VARIABLE COSTING DAN THEORY
OF CONSTRAINT (Studi Kasus: UKM M.S.Haris Desa Brangkal, Karanganyar) telah diuji
dan dipertahankan dihadapan Dewan Penguji Tugas Akhir sebagai salah satu syarat untuk
memperoleh gelar Sarjana Teknik Jurusan Teknik Industri Fakultas Teknik Universitas
Muhammadiyah Surakarta.
Hari
:
Tanggal :
Menyetujui,
Tim Penguji
Tanda Tangan
1. Siti Nandiroh, ST, M.Eng
___________________________
2. Mila Faila Sufa, ST, MT
___________________________
3. Hafidh Munawir, ST, M.Eng
___________________________
4. Muchammad Djunaidi, ST, MT
UNIVERSITAS MUHAMMADIYAH SURAKARTA | 2013 | Aditya Sundawa
PERNYATAAN
Dengan ini saya menyatakan bahwa Naskah Publikasi Tugas Akhir ini tidak terdapat
karya yang pernah diajukan untuk memperoleh gelar kesarjanaan di suatu Perguruan Tinggi
dan sepanjang sepengetahuan saya juga tidak terdapat karya atau pendapat yang pernah
ditulis atau diterbitkan oleh orang lain, kecuali yang secara tertulis dikutip dalam naskah ini
dan disebutkan dalam daftar pustaka.
Surakarta, Maret 2013
UNIVERSITAS MUHAMMADIYAH SURAKARTA | 2013 | Aditya Sundawa
ANALISIS PENINGKATAN LABA PENJUALAN BANTAL ANGIN MENGGUNAKAN VARIABLE COSTING DAN THEORY OF CONSTRAINT
(Studi Kasus: UKM M.S.Haris Desa Brangkal, Karanganyar) 1
Aditya Sundawa 2
Siti Nandiroh, 3Mila Faila Sufa
1,2,3
Jurusan Teknik Industri UMS
adityasundawa.08@gmail.com, stnandiroh@rocketmail.com, mfsisonline@gmail.com
Jl. Ahmad Yani Tromol Pos 1 Pabelan Surakarta Telp. (0271) 717417 ext 237
ABSTRAKSI
Usaha kecil menengah M.S.Haris merupakan bagian industri kecil yang bergerak dalam usaha pembuatan bantal angin. Di mana bahan-bahan baku dari bantal angin diproses hingga menjadi produk bantal angin yang siap untuk dipasarkan.
Tujuan dari penelitian ini antara lain menentukan harga pokok produksi menggunakan
variable costing, mengalokasikan sumber daya produksi, menganalisis kendala internal dan
menghitung kapasitas produksi yang optimal dengan menggunakan theory of constraint. Data-data yang diolah didapat dari usaha kecil menengah M.S.Haris sesuai dengan data yang dibutuhkan dalam penelitian.
Hasil penelitian dari perhitungan variable costing didapatkan harga pokok produksi bantal angin per-pack sebesar Rp. 12.182,50 dengan harga jual per-pack sebesar Rp. 21.300,00 kemudian dari perhitungan theory of constraint diketahui bahwa stasiun kerja jahit merupakan stasiun kerja yang menjadi kendala karena memiliki persentase sebesar 107,26 % dan dari perhitungan theory of
constraint didapatkan jumlah produksi optimal sebesar 3.156 pack dengan keuntungan yang diperoleh
sebesar Rp. 19.426,41 dalam periode tiga bulan yang akan datang. Kata kunci: laba, Theory Of Constraint, Variable Costing.
PENDAHULUAN 1. Latar Belakang
Laba merupakan kenaikan modal (aktiva bersih) yang berasal dari transaksi sampingan atau transaksi yang jarang terjadi dari suatu badan usaha, dan dari semua transaksi atau kejadian lain yang mempengaruhi badan usaha selama suatu periode kecuali yang timbul dari pendapatan atau investasi oleh pemilik. (Baridwan, 1992).
Usaha Kecil Menengah (UKM) M.S.Haris merupakan usaha kecil menengah yang bergerak dalam bidang usaha pembuatan bantal angin. Pemasaran dari produk bantal angin ini sendiri cukup luas, sehingga memunculkan persaingan diantara produk-produk bantal angin yang ada. Di dalam persaingan yang tinggi saat ini, menuntut suatu industri untuk menghasilkan produk yang berkualitas tinggi dengan harga yang terjangkau, sehingga perusahaan dapat memberikan kepuasan kepada konsumen.
Dalam penelitian ini metode yang digunakan untuk menentukan harga pokok produksi adalah Metode Variable Costing, karena UKM M.S.Haris merupakan usaha kecil menengah, sehingga produk-produk yang dihasilkan dan dijual hanya dibebani dengan biaya-biaya yang berubah secara sebanding dengan produksi.
Untuk melakukan perbaikan dengan mempertimbangkan kendala-kendala yang ada di dalam proses produksi dalam penelitian ini menggunakan pendekatan Theory Of Constraint (TOC). Pendekatan ini menekankan pada optimasi pemanfaatan stasiun constraint yang bertujuan untuk
UNIVERSITAS MUHAMMADIYAH SURAKARTA | 2013 | Aditya Sundawa
meningkatkan hasil produk jadi keseluruhan yang terjual (throughput), menguragi persediaan (inventory) dan mengurangi biaya operasional (operating expenses).
2. Tujuan Penelitian
Adapun tujuan dilakukannya penelitian ini adalah sebagai berikut: a. Menentukan harga pokok produksi bantal angin.
b. Mengalokasikan sumber daya produksi yang terbatas sehingga didapatkan laba produksi yang optimal.
c. Menentukan dan menganalisis sumber kendala internal yang ada terhadap pengaruh kendala pada sistem produksi.
d. Menghitung kapasitas produksi bantal angin yang optimal untuk meningkatkan laba dengan menggunakan Theory Of Constraint.
LANDASAN TEORI 1. Harga Pokok Produksi
Harga pokok produksi adalah semua pengeluaran yang dilakukan perusahaan untuk memproduksi suatu produk.
Unsur-Unsur Biaya Dalam Harga Pokok Produksi
Terdapat tiga unsur biaya produksi menurut Horngren (1992) yaitu: biaya bahan baku, biaya tenaga kerja langsung dan biaya produksi tak langsung atau biaya overhead pabrik.
a. Biaya Bahan Baku b. Biaya Tenaga Kerja c. Biaya Overhead
Metode Penentuan Harga Pokok Produksi
Metode penentuan harga pokok produksi adalah cara memperhitungkan unsur-unsur biaya ke dalam harga pokok produksi. Dalam memperhitungkan unsur biaya ini, terdapat dua metode yaitu: a. Metode Variable Costing
Variable costing merupakan metode penentuan harga pokok produksi yang hanya
memperhitungkan biaya produksi yang berperilaku variabel ke dalam harga pokok produksi, yang terdiri dari biaya bahan baku, biaya tenaga kerja langsung dan biaya overhead pabrik variabel. harga pokok produksi menurut metode variable costing terdiri dari unsur biaya produksi berikut ini:
Biaya bahan baku xxx
Biaya tenaga kerja langsung xxx
Biaya overhead pabrik variable xxx +
Harga pokok produksi xxx
Dengan demikian total harga pokok produk yang dihitung dengan menggunakan pendekatan
variable costing terdiri dari unsur harga pokok produksi variabel (biaya bahan baku, biaya
tenaga kerja langsung dan biaya overhead pabrik variabel) ditambah dengan biaya non produksi variabel (biaya pemasaran variabel dan biaya adaministrasi dan umum variabel) dan biaya tetap (biaya overhead pabrik tetap, biaya pemasaran tetap, biaya administrasi dan umum tetap). (Mulyadi, 2000)
b. Metode Full Costing
Full costing merupakan metode penentuan harga pokok produksi yang memperhitungkan semua
unsur biaya produksi ke dalam harga pokok produksi. Total harga pokok produk yang dihitung dengan pendekatan full costing terdiri dari unsur harga pokok produksi (biaya bahan baku, biaya tenaga kerja langsung, biaya overhead pabrik variabel dan biaya overhead pabrik tetap) ditambah dengan biaya non produksi (biaya pemasaran, biaya administrasi dan umum).
UNIVERSITAS MUHAMMADIYAH SURAKARTA | 2013 | Aditya Sundawa
2. Pengukuran Kerja
Teknik pengukuran waktu kerja dapat dikelompokkan kedalam dua bagian, yaitu pengukuran waktu langsung dan tidak langsung. Pengukuran waktu langsung meliputi studi waktu dengan jam henti dan sampling kerja, sedangkan pengukuran waktu tidak lansung meliputi standart data (data waktu baku) dan waktu gerakan. (Wignjosoebroto, 1995)
Studi Waktu Dengan Jam Henti
Langkah pertama dalam studi waktu dengan jam henti adalah melakukan pengukuran waktu, kemudian dicatat pada lembar pengamatan. Untuk mengetahui berapa banyak data yang harus diambil, maka perlu pengukuran pendahuluan. Pada tahap ini digunakan tes kecukupan data dan keseragaman data. Apabila dalam tes tersebut data belum mencukupi, maka perlu dilakukan pengukuran waktu lagi untuk menambah data.
Rumus yang digunakan untuk perhitungan adalah: a. Tes Kecukupan Data
2 2 2 / '
x x x N s k NDimana: N’ = Jumlah data yang seharusnya dilakukan N = Jumlah data pengamatan
k = Harga indeks
s = Derajat ketelitian
x = Waktu pengamatan dari setiap elemen kerja
Apabila N’ kurang dari atau sama dengan N, maka data telah cukup. Sebaliknya jika N’ lebih besar dari N, maka data dikatakan kurang dan harus dilakukan penambahan data.
b. Keseragaman Data BKA =Xk
BKB =X k
1 2 1
N X X Dimana: BKA = Batas Kontrol Atas BKB = Batas Kontrol Bawah
X1 = Waktu Pengamatan Ke-1
k = Tingkat Keyakinan, di mana tingkat keyakinan:
k = 1, untuk tingkat keyakinan 68% k = 2, untuk tingkat keyakinan 95% k = 3, untuk tingkat keyakinan 99%
Bila semua data berada dalam batas kontrol, maka data dikatakan seragam. Jika ada data yang berada diluar batas control, maka dikatakan data tersebut mengandung nilai ekstern dan tidak perlu diikut sertakan dalam perhitungan. (Sutalaksana, 1997)
Beberapa perhitungan yang digunakan dalam studi waktu dengan jam henti (stop watch time
study), adalah sebagai berikut:
a. Perhitungan performance rating
Performance rating / penyesuaian dilakukan untuk mengetahui tingkat kewajaran kerja operator
dibandingkan dengan waktu normal operator yang bekerja secara wajar. Performance rating diperlukan dalam perhitungan waktu baku. Penentuannya diambil menurut tabel penyesuaian
Westinghouse. Penyesuaian dengan Westinghouse ini mengarahkan penilaian 4 faktor yang
dianggap dapat menentukan kewajaran dan ketidakwajaran dalam bekerja yaitu: 1) Ketrampilan, yaitu kemampuan mengikuti cara kerja yang telah ditetapkan.
UNIVERSITAS MUHAMMADIYAH SURAKARTA | 2013 | Aditya Sundawa 2) Usaha, yaitu kesungguhan operator ketika melakukan pekerjaan.
3) Kondisi kerja, yaitu kondisi fisik lingkungan kerja.
4) Konsistensi, yaitu kestabilan waktu kerja operator dalam bekerja.
Kemudian dari setiap faktor terbagi kedalam kelas-kelas dengan nilai masing-masing. Rumus untuk perhitungan Performance rating adalah:
PR = (Jumlah penyesuaian keempat faktor) + 1 b. Perhitungan waktu baku
Tujuan perhitungan ini adalah untuk menentukan waktu baku dari kegiatan kerja operator yang diperlukan dalam pembuatan produk.
Rumus yang digunakan dalam perhitungan ini adalah: Waktu baku = (waktu siklus x PR) x
all % 100 % 100 Dimana:
PR = Performance rating = (Jumlah nilai penyesuaian keempat faktor + Allowance)
3. Theory Of Constraint (Teori Kendala)
Theory of constraint (TOC) adalah bahwa setiap organisasi mempunyai kendala-kendala yang
menghambat pencapaian kinerja (performance) yang tinggi. Untuk itu kendala-kendala ini harus diidentifikasi dan diatur untuk memperbaiki kinerjanya. Jika suatu kendala (constrains) telah terpecahkan, maka kendala tersebut kendala berikutnya akan dapat diidentifikasi dan diperbarui.
Dettmer (1997) telah mengembangkan lima langkah dalam usaha untuk memperbaiki setiap elemen yang terdapat di dalam sistem. Lima langkah tersebut adalah:
a. Identifikasi kendala dalam sistem.
Memprioritaskan menurut pengaruh terhadap tujuan. Mungkin ada banyak kendala dalam satuan waktu, tetapi biasanya hanya sedikit kendala yang sesungguhnya dalam sistem itu. b. Memutuskan bagaimana menghilangkan kendala tersebut.
Menentukan bagaimana menghilangkan kendala yang telah ditemukan dengan pertimbangan biaya terendah.
c. Subordinatkan sumber daya lain terhadap sumber daya yang telah ditetapkan sebagai kendala. Mengevaluasi apakah kendala tersebut masih menjadi kendala pada performansi sistem atau tidak. Jika tidak, langsung ke langkah 5. Tapi apabila sistem masih memiliki kendala maka lanjutkan ke langkah 4.
d. Evaluasi kendala.
Apabila langkah ini dilakukan, maka langkah ke-2 dan ke-3 tidak berhasil menangani kendala. Sehingga harus ada perubahan besar dalam sistem seperti reorganisasi, perbaikan modal atau modifikasi subtansi sistem.
e. Kembali ke langkah 1 dan hindari inersia
Inersia adalah solusi yang menyebabkan kendala lain timbul. Perlu diketahui siklus ini tidak akan pernah berhenti.
Jika langkah ke-3 atau langkah ke-4 telah dipecahkan maka kembali ke langkah 1 untuk mengulangi siklus.
Ukuran Kinerja Dalam Theory Of Constraint
Untuk mengukur kinerja perusahaan terdapat kriteria-kriteria pengukuran yang harus digunakan, kriteria itu antara lain:
a. Kriteria pengukuran finansial
1) Keuntungan bersih atau net profit, yaitu selisih hasil produk terjual (throughput) dengan biaya produksi (operating expenses).
UNIVERSITAS MUHAMMADIYAH SURAKARTA | 2013 | Aditya Sundawa 2) Tingkat pengembalian modal (ROI)
I OE T ROI
Dimana: T = Produk terjual OE = Biaya produksi
I = Keuntungan relatif terhadap modal investasi 3) Aliran kas, yaitu aliran keuntungan dalam interval waktu. b. Kriteria pengukuran operasional
Adapun kriteria pengukuran operasional meliputi:
1) Throughput: Suatu pengukuran untuk menghasilkan uang melalui penjualan produk jadi bukan berupa persediaan.
2) Persediaan (Inventory): Semua uang yang diinvestasikan dalam pembelian segala sesuatu sampai diharapkan produk jadi terjual, dapat berupa bahan baku, komponen atau produk jadi yang belum terjual tetapi tidak termasuk tenaga kerja.
3) Biaya Operasional (Operating Expense): Semua uang yang dikeluarkan sistem dalam perubahan persediaan menjadi throughput. Ini termasuk biaya-biaya lain, tenaga kerja langsung dan tak langsung, biaya simpan, depresiasi peralatan dan lain-lain.
Dari sisi operasional, tujuan perusahaan adalah meningkatkan throughput, dengan mereduksi persediaan dan mereduksi biaya-biaya operasional. Maka dengan memperhitungkan pengukuran-pengukuran diatas, produktivitas yang semula mrnggunakan rumus:
Produktivitas =
Input Output
Rumus tersebut berubah menjadi: Produktivitas =
Input Throughput
Produktivitas pada dasarnya berkaitan dengan sistem produksi adalah sistem dimana faktor input dikelola dalam suatu cara yang terorganisir untuk mewujudkan barang atau jasa secara efektif dan efisien.
PENGOLAHAN DATA
Pada proses produksi bantal angin di UKM M.S.Haris Karanganyar terdapat beberapa elemen-elemen kerja (stasiun kerja). Berikut ini merupakan dekripsi dari masing-masing elemen-elemen kerja.
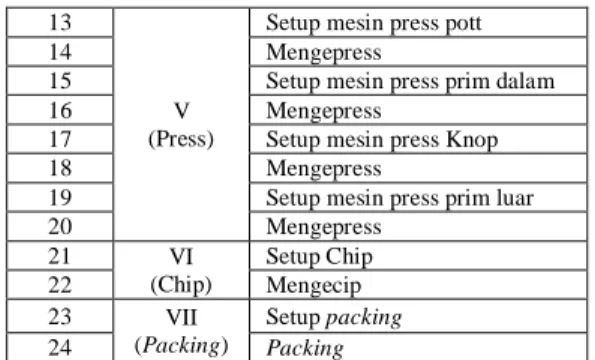
Tabel 1. Elemen Kerja Pada Proses Produksi Bantal Angin
No. Operasi
Stasiun
Kerja Elemen Kerja 1
I (Potong)
Setup Pemotongan 2 Pemotongan kain olivegrin 3 Setup Pemotongan 4 Pemotongan kain palace 5 Setup Pemotongan 6 Pemotongan kain oscar 7 II (Sablon) Setup Sablon 8 Penyablonan 9 III (Jahit)
Setup mesin jahit 10 Penjahitan 11 IV (Gambar) Setup Gambar 12 Menggambar 13 V (Press)
Setup mesin press pott 14 Mengepress
15 Setup mesin press prim dalam 16 Mengepress
17 Setup mesin press Knop 18 Mengepress
19 Setup mesin press prim luar 20 Mengepress 21 VI (Chip) Setup Chip 22 Mengecip 23 VII (Packing) Setup packing 24 Packing
Sumber: UKM M.S.Haris Karanganyar
Data pengamatan setiap elemen kerja pada bagian produksi bantal angin dilakukan sepuluh kali pengamatan. Hasilnya dapat dilihat pada tabel dibawah ini:
UNIVERSITAS MUHAMMADIYAH SURAKARTA | 2013 | Aditya Sundawa Tabel 2. Data Waktu Pengamatan Setiap Elemen Kerja
Xi
Elemen Kerja (Menit)
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 1 1.12 1.07 1.08 1.33 1.13 2.33 1.33 0.80 2.30 5.13 0.88 0.68 3.15 1.30 2.22 1.13 1.63 0.65 1.08 1.18 0.75 0.65 0.67 0.60 2 1.13 1.03 1.12 1.37 1.15 2.28 1.48 0.75 2.25 5.07 0.85 0.72 3.12 1.33 2.25 1.17 1.60 0.62 1.12 1.22 0.77 0.67 0.65 0.62 3 1.08 1.05 1.07 1.42 1.07 2.32 1.47 0.78 2.23 5.10 0.90 0.67 3.08 1.27 2.27 1.15 1.50 0.63 1.15 1.17 0.72 0.63 0.62 0.58 4 1.12 1.02 1.08 1.32 1.10 2.38 1.43 0.82 2.28 5.02 0.95 0.70 3.13 1.25 2.20 1.18 1.62 0.60 1.10 1.15 0.75 0.70 0.65 0.63 5 1.10 1.07 1.05 1.40 1.12 2.37 1.45 0.73 2.22 5.03 0.85 0.75 3.07 1.32 2.27 1.13 1.63 0.67 1.08 1.22 0.78 0.63 0.68 0.57 6 1.13 1.03 1.10 1.35 1.07 2.32 1.48 0.77 2.28 5.10 0.88 0.68 3.10 1.28 2.30 1.12 1.58 0.62 1.07 1.13 0.73 0.62 0.67 0.58 7 1.07 1.00 1.12 1.33 1.08 2.28 1.35 0.80 2.25 5.03 0.92 0.65 3.12 1.30 2.27 1.10 1.52 0.63 1.10 1.12 0.78 0.65 0.63 0.63 8 1.08 1.10 1.03 1.32 1.10 2.33 1.47 0.75 2.30 5.07 0.93 0.72 3.13 1.32 2.25 1.15 1.55 0.58 1.08 1.15 0.68 0.68 0.62 0.65 9 1.10 1.08 1.05 1.38 1.12 2.32 1.43 0.82 2.27 5.13 0.88 0.67 3.12 1.33 2.22 1.10 1.57 0.65 1.15 1.10 0.72 0.67 0.65 0.62 10 1.15 1.07 1.07 1.33 1.07 2.28 1.48 0.75 2.28 5.10 0.87 0.70 3.10 1.35 2.27 1.12 1.60 0.67 1.12 1.13 0.70 0.62 0.63 0.57 ∑ Xi 11.07 10.52 10.77 13.55 11.00 23.22 14.38 7.77 22.26 50.78 8.92 6.93 31.13 13.05 22.50 11.35 15.80 6.32 10.90 11.57 7.38 6.52 6.47 6.05 ∑ 𝑿 1.11 1.05 1.08 1.36 1.10 2.32 1.44 0.78 2.27 5.08 0.89 0.69 3.11 1.31 2.25 1.14 1.58 0.63 1.09 1.16 0.74 0.65 0.65 0.61
1. Pengujian Keseragaman Dan Kecukupan Data
Proses pengujian data dilakukan dengan tes keseragaman dan kecukupan data pada setiap
elemen kerja. Perhitungan tes keseragaman data pada elemen kerja 1 adalah sebagai
berikut:
a. Tes Keseragaman Data 1) Rata-rata waktu siklus
11 . 1 2 21 . 2
k X X 2) Standar deviasi 1 ) ( 1 2
N X X 1 10 ) 11 . 1 15 . 1 ( .. ... ) 11 . 1 13 . 1 ( ) 11 . 1 12 . 1 ( 2
9 0085 . 0 0009 . 0 0307 . 0 2 X 0217 . 0 4142 . 1 0307 . 0 X 3) Batas kontrol BKA = X k.
X = 1.11 + 2(0.0217) = 1.15 BKB = X k.
X = 1.11 – 2(0.0217) = 1.063UNIVERSITAS MUHAMMADIYAH SURAKARTA | 2013 | Aditya Sundawa
Tingkat keyakinan yang digunakan yaitu 95 % dan tingkat ketelitian 5 %. Dari hasil perhitungan uji keseragaman data terlihat bahwa rata-rata dari sub grup berada dalam batas kontrol, baik Batas Kontrol Atas (BKA) maupun Batas Kontrol Bawah (BKB).
(Pengujian keseragaman data elemen kerja 2 sampai elemen kerja 24 dihitung menggunakan langkah-langkah yang sama dengan pengujian keseragaman data elemen kerja 1 dan hasilnya
adalah
data sudah seragam atau terkendali).
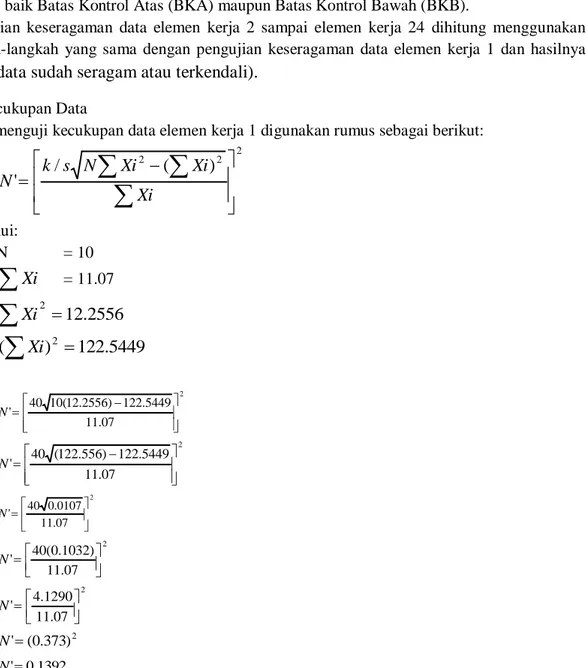
b. Tes Kecukupan Data
Untuk menguji kecukupan data elemen kerja 1 digunakan rumus sebagai berikut:
2 2 2
)
(
/
'
Xi
Xi
Xi
N
s
k
N
Diketahui: N = 10
Xi
= 11.07 2556 . 12 2
Xi5449
.
122
)
(
Xi
2
Jadi, 2 07 . 11 5449 . 122 ) 2556 . 12 ( 10 40 ' N 2 07 . 11 5449 . 122 ) 556 . 122 ( 40 ' N 2 07 . 11 0107 . 0 40 ' N 2 07 . 11 ) 1032 . 0 ( 40 ' N 2 07 . 11 1290 . 4 ' N 2 ) 373 . 0 ( ' N 1392 . 0 ' NDari hasil diatas bahwa N’ < N atau (0.1392 < 10) maka jumlah pengamatan sudah mencukupi dan memenuhi tingkat keyakinan 95 % dan ketelitian 5 %.
(Pengujian kecukupan data elemen kerja 2 sampai elemen kerja 24 dihitung menggunakan langkah-langkah yang sama dengan pengujian keseragaman data elemen kerja 1 dan hasilnya
adalah
data sudah cukup).
c. Menentukan Waktu Normal
Waktu normal dari data yang terkumpul ditentukan dengan cara berikut:
Tabel 3. Pengamatan Waktu Siklus Subgrup
Sub Grup Waktu Siklus (menit) Rata-rata 1 1.12 1.13 1.08 1.13 1.07 1.11 2 1.13 1.07 1.08 1.10 1.15 1.11
X 2.21 Jadi, 1.11 2 21 . 2 XUNIVERSITAS MUHAMMADIYAH SURAKARTA | 2013 | Aditya Sundawa
Dengan Menggunakan rumus perhitungan Performance Rating untuk elemen pekerjaan setup alat potong adalah sebagai berikut:
Tabel 4. Faktor Penyesuaian Pekerjaan Setup Alat Potong
Faktor Kelas Lambang Penyesuaian Ketrampilan Good C1 (+) 0.06
Usaha Good C1 (+) 0.05 Kondisi Kerja Fair E (-) 0.03 Konsistensi Good C (+) 0.01 (+) 0.07
Maka, Performance Rating = 1.07
Wn = X x P
= 1.11 x 1.07 = 1.18 menit
Dengan cara seperti diatas dilakukan dalam perhitungan untuk elemen-elemen operasi kerja yang lain, dan hasil dari perhitungan dapat dilihat pada tabel dibawah ini:
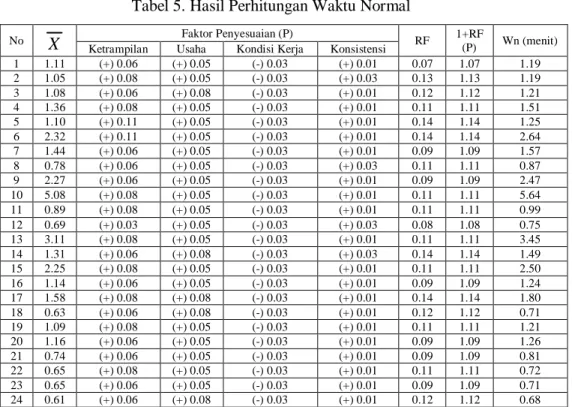
Tabel 5. Hasil Perhitungan Waktu Normal
No X Faktor Penyesuaian (P) RF 1+RF
(P) Wn (menit) Ketrampilan Usaha Kondisi Kerja Konsistensi
1 1.11 (+) 0.06 (+) 0.05 (-) 0.03 (+) 0.01 0.07 1.07 1.19 2 1.05 (+) 0.08 (+) 0.05 (-) 0.03 (+) 0.03 0.13 1.13 1.19 3 1.08 (+) 0.06 (+) 0.08 (-) 0.03 (+) 0.01 0.12 1.12 1.21 4 1.36 (+) 0.08 (+) 0.05 (-) 0.03 (+) 0.01 0.11 1.11 1.51 5 1.10 (+) 0.11 (+) 0.05 (-) 0.03 (+) 0.01 0.14 1.14 1.25 6 2.32 (+) 0.11 (+) 0.05 (-) 0.03 (+) 0.01 0.14 1.14 2.64 7 1.44 (+) 0.06 (+) 0.05 (-) 0.03 (+) 0.01 0.09 1.09 1.57 8 0.78 (+) 0.06 (+) 0.05 (-) 0.03 (+) 0.03 0.11 1.11 0.87 9 2.27 (+) 0.06 (+) 0.05 (-) 0.03 (+) 0.01 0.09 1.09 2.47 10 5.08 (+) 0.08 (+) 0.05 (-) 0.03 (+) 0.01 0.11 1.11 5.64 11 0.89 (+) 0.08 (+) 0.05 (-) 0.03 (+) 0.01 0.11 1.11 0.99 12 0.69 (+) 0.03 (+) 0.05 (-) 0.03 (+) 0.03 0.08 1.08 0.75 13 3.11 (+) 0.08 (+) 0.05 (-) 0.03 (+) 0.01 0.11 1.11 3.45 14 1.31 (+) 0.06 (+) 0.08 (-) 0.03 (+) 0.03 0.14 1.14 1.49 15 2.25 (+) 0.08 (+) 0.05 (-) 0.03 (+) 0.01 0.11 1.11 2.50 16 1.14 (+) 0.06 (+) 0.05 (-) 0.03 (+) 0.01 0.09 1.09 1.24 17 1.58 (+) 0.08 (+) 0.08 (-) 0.03 (+) 0.01 0.14 1.14 1.80 18 0.63 (+) 0.06 (+) 0.08 (-) 0.03 (+) 0.01 0.12 1.12 0.71 19 1.09 (+) 0.08 (+) 0.05 (-) 0.03 (+) 0.01 0.11 1.11 1.21 20 1.16 (+) 0.06 (+) 0.05 (-) 0.03 (+) 0.01 0.09 1.09 1.26 21 0.74 (+) 0.06 (+) 0.05 (-) 0.03 (+) 0.01 0.09 1.09 0.81 22 0.65 (+) 0.08 (+) 0.05 (-) 0.03 (+) 0.01 0.11 1.11 0.72 23 0.65 (+) 0.06 (+) 0.05 (-) 0.03 (+) 0.01 0.09 1.09 0.71 24 0.61 (+) 0.06 (+) 0.08 (-) 0.03 (+) 0.01 0.12 1.12 0.68
d. Menghitung Waktu Baku
Dalam menentukan waktu baku diperlukan besarnya kelonggaran. Untuk perhitungan waktu baku digunakan rumus:
Waktu baku = Wn x all % 100 % 100
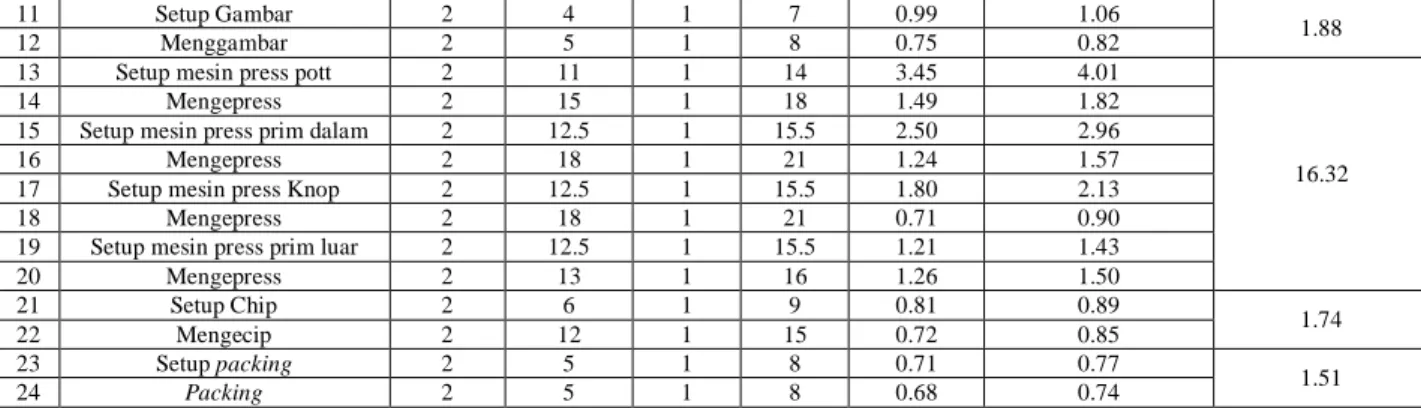
Tabel 6. Hasil Perhitungan Waktu Baku
No Elemen Kerja Personal Fatique Delay Total Wn (menit)
Wb (menit)
All (%) All (%) All (%) All (%) Wb Elemen Kerja Wb Stasiun Kerja 1 Setup Pemotongan 2 21 1 24 1.19 1.57
11.05 2 Pemotongan kain olivegrin 2 11.5 1 14.5 1.19 1.39
3 Setup Pemotongan 2 21 1 24 1.21 1.59 4 Pemotongan kain palace 2 11.5 1 14.5 1.51 1.77 5 Setup Pemotongan 2 21 1 24 1.25 1.64 6 Pemotongan kain oscar 2 11.5 1 14.5 2.64 3.09 7 Setup Sablon 2 11 1 14 1.57 1.83
2.84 8 Penyablonan 2 11.5 1 14.5 0.87 1.02
9 Setup mesin jahit 2 3 1 6 2.47 2.63
8.76 10 Penjahitan 2 5 1 8 5.64 6.13
UNIVERSITAS MUHAMMADIYAH SURAKARTA | 2013 | Aditya Sundawa
11 Setup Gambar 2 4 1 7 0.99 1.06
1.88 12 Menggambar 2 5 1 8 0.75 0.82
13 Setup mesin press pott 2 11 1 14 3.45 4.01
16.32 14 Mengepress 2 15 1 18 1.49 1.82
15 Setup mesin press prim dalam 2 12.5 1 15.5 2.50 2.96 16 Mengepress 2 18 1 21 1.24 1.57 17 Setup mesin press Knop 2 12.5 1 15.5 1.80 2.13 18 Mengepress 2 18 1 21 0.71 0.90 19 Setup mesin press prim luar 2 12.5 1 15.5 1.21 1.43 20 Mengepress 2 13 1 16 1.26 1.50 21 Setup Chip 2 6 1 9 0.81 0.89 1.74 22 Mengecip 2 12 1 15 0.72 0.85 23 Setup packing 2 5 1 8 0.71 0.77 1.51 24 Packing 2 5 1 8 0.68 0.74
2. Perhitungan Variable Costing
Dari beberapa data yang ada maka dapat ditentukan biaya produksi dan non produksi selama periode satu bulan dengan jumlah produksi 1200 pack bantal angin. Data biaya produksi dan non produksi sebelum pemisahan semi variabel dalam periode satu bulan dapat dilihat pada tabel dibawah ini:
Tabel 7. Biaya Produksi Dan Non Produksi Sebelum Pemisahan Semi Variabel
Jenis Biaya Nilai Biaya (Rp) Keterangan A. Biaya Produksi
1. Biaya Bahan Baku Langsung 9286200 Variabel 2. Biaya Tenaga Kerja Langsung 4320000 Variabel 3. Biaya Overhead Pabrik
~Alat Bantu Produksi 1004000 Tetap ~Perawatan Mesin 100000 Variabel ~Penyusutan Mesin 260000 Tetap ~Reparasi dan Pemeliharaan Bangunan 170000 Semi Variabel ~Penyusutan Bangunan 132950 Tetap ~Pajak Bumi dan Bangunan 15000 Tetap ~Listrik 160000 Semi Variabel
Jumlah Biaya Overhead Pabrik 1841950 Total Biaya Produksi (1+2+3) 15448150 B. Biaya Non Produksi
1. Biaya Penjualan
~Promosi Penjualan 406000 Tetap ~Biaya Pengiriman/BBM 202500 Variabel
Total Biaya Penjualan 608500
2. Biaya Administrasi dan Umum
~Biaya Telepon 240000 Semi Variabel ~Reparasi dan Pemeliharaan Mobil 500000 Variabel ~Penyusutan Mobil 279200 Tetap Total Biaya Administrasi dan Umum 1019200
Jumlah Biaya Non Produksi (1+2) 1627700
Total Biaya (A+B) 17075850
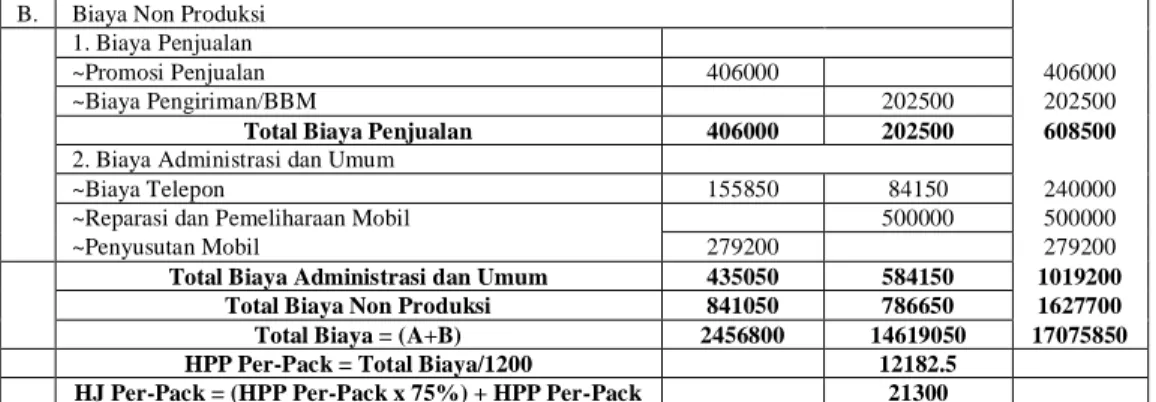
Setelah melakukan perhitungan pemisahan biaya semi variabel, penyusutan bangunan, penyusutan mesin dan penyusutan mobil, maka dapat ditentukan harga pokok produksi. Klasifikasi biaya setelah dilakukan pemisahan biaya semi variabel dapat dillihat pada tabel dibawah ini:
Tabel 8. Klasifikasi Biaya Produksi Dan Non Produksi Setelah Pemisahan Semi Variabel
Jenis Biaya Jumlah Biaya Total Biaya Tetap Biaya Variabel
A. Biaya Produksi
1. Biaya Bahan Baku Langsung 9286200 9286200 2. Biaya Tenaga Kerja Langsung 4320000 4320000 3. Biaya Overhead Pabrik
~Alat Bantu Produksi 1004000 1004000
~Perawatan Mesin 100000 100000
~Penyusutan Mesin 260000 260000
~Reparasi dan Pemeliharaan Bangunan 85850 84150 170000 ~Penyusutan Bangunan 132950 132950 ~Pajak Bumi dan Bangunan 15000 15000
~Listrik 117950 42050 160000
UNIVERSITAS MUHAMMADIYAH SURAKARTA | 2013 | Aditya Sundawa
B. Biaya Non Produksi 1. Biaya Penjualan
~Promosi Penjualan 406000 406000
~Biaya Pengiriman/BBM 202500 202500
Total Biaya Penjualan 406000 202500 608500
2. Biaya Administrasi dan Umum
~Biaya Telepon 155850 84150 240000 ~Reparasi dan Pemeliharaan Mobil 500000 500000
~Penyusutan Mobil 279200 279200
Total Biaya Administrasi dan Umum 435050 584150 1019200
Total Biaya Non Produksi 841050 786650 1627700
Total Biaya = (A+B) 2456800 14619050 17075850
HPP Per-Pack = Total Biaya/1200 12182.5
HJ Per-Pack = (HPP Per-Pack x 75%) + HPP Per-Pack 21300
3. Perhitungan Theory Of Constraint
Data kapasitas tiap stasiun kerja selengkapnya dapat dilihat pada tabel dibawah ini: Tabel 9. Data Kapasitas Stasiun Kerja
No Stasiun Kerja Jumlah Peralatan Waktu Kerja Selama 3 Bulan (menit) Kapasitas Total (menit) Effisiensi (%) Kapasitas Waktu Tersedia (menit) a b c d = (b x c) e f = (d x e) 1 Potong 2 34560 69120 0.88 60825.6 2 Sablon 1 34560 34560 0.88 30412.8 3 Jahit 1 34560 34560 0.88 30412.8 4 Menggambar 1 34560 34560 0.88 30412.8 5 Press 4 34560 138240 0.88 121651.2 6 Mengecip 1 34560 34560 0.88 30412.8 7 Packing 1 34560 34560 0.88 30412.8
Selanjutnya tahap pertama dalam teori kendala adalah mengidentifikasi kendala dalam sistem. Disini berarti menentukan sumber yang kemungkinan berpotensi menjadi kendala (capacity
constraints resourse). Untuk itu perlu penentuan nilai rasio pemanfaatan sumber daya sebagai nilai
kemungkinan menjadi kendala. Nilai terbesar tersebut tergantung pada proses produksi yang dilakukan, yaitu dengan rumus:
Si Ti k
Maka perhitungannya dapat dilihat pada tabel dibawah ini: Tabel 10. Nilai Rasio Kendala
No Stasiun Kerja Kapasitas Waktu 1 Pack Produk (menit) Jumlah Permintaan Selama 3 Bulan Kapasitas Waktu Stasiun Kerja (menit) Kapasitas Waktu Tersedia (menit) Rasio Kendala(K) (%) a b c = (a x b) d e = (c/d) 1 Potong 11.05 3724 41150.2 60825.6 67.65 2 Sablon 2.84 3724 10576.16 30412.8 34.78 3 Jahit 8.76 3724 32622.24 30412.8 107.26 4 Menggambar 1.88 3724 7001.12 30412.8 23.02 5 Press 16.32 3724 60775.68 121651.2 49.96 6 Mengecip 1.74 3724 6479.76 30412.8 21.31 7 Packing 1.51 3724 5623.24 30412.8 18.49
Setelah itu, maka langkah selanjutnya adalah mengalokasikan jumlah produksi tersebut dengan memperhatikan jumlah permintaan dan kapasitas waktunya. Adapun hasilnya dapat dilihat pada tabel solusi interasi dibawah ini:
UNIVERSITAS MUHAMMADIYAH SURAKARTA | 2013 | Aditya Sundawa Tabel 11. Solusi Interasi
No Stasiun Kerja Kapasitas Waktu 1 Pack Produk (menit) Jumlah Permintaan Selama 3 Bulan Kapasitas Waktu Stasiun Kerja (menit) Kapasitas Waktu Tersedia (menit) Rasio Kendala(K) (%) a b c = (a x b) d e = (c/d) 1 Potong 11.05 3724 41150.2 60825.6 67.65 2 Sablon 2.84 3724 10576.16 30412.8 34.78 3 Jahit 8.76 3156 27646.56 27648 100.00 4 Menggambar 1.88 3724 7001.12 30412.8 23.02 5 Press 16.32 3724 60775.68 121651.2 49.96 6 Mengecip 1.74 3724 6479.76 30412.8 21.31 7 Packing 1.51 3724 5623.24 30412.8 18.49
Untuk hasil rekapitulasi perhitungan stasiun kerja jahit dapat dilihat pada tabel dibawah ini: Tabel 12. Rekapitulasi Perhitungan Stasiun Kerja Jahit
No Keterangan Bantal Angin Keterangan 1 Permintaan 3 Bulan 3724 3.724 unit 2 Harga Jual 21300 Rp. 21.300/ unit 3 Biaya Variabel 7740 Rp. 7.740/ unit 4 Laba Kotor @ (2 - 3) 13560 Rp. 13.560/ unit 5 Waktu Penjahitan 8.76 8,76 menit 6 Laba/waktu 1547.95 Rp. 1.547,95/ unit 7 Kapasitas Penjahitan 8.76 8,76 menit 8 Jml Produk diproduksi 3156 3.156 unit 9 Total Kapasitas Waktu (7 x 8) 27646.56 27.646,56 menit 10 Total Laba Kotor (4 x 8) 42795360 Rp. 42.795.360 11 Biaya Operasional 23368950 Rp. 23.368.950 12 Keuntungan Bersih 19426410 Rp. 19.426.410
KESIMPULAN DAN SARAN 1. Kesimpulan
Berdasarkan hasil perhitungan dan analisa pada Bab sebelumnya, yakni Bab IV maka dapat diperoleh kesimpulan sebagai berikut:
a. Berdasarkan hasil perhitungan dari variabel costing didapatkan harga pokok produksi bantal angin per-pack sebesar Rp. 12182,50 dengan harga jual produk bantal angin per-pack sebesar Rp. 21.300,-.
b. Dari hasil perhitungan dan analisa data diketahui bahwa stasiun kerja yang menjadi kendala adalah stasiun kerja jahit, karena memiliki nilai persentase kendala diatas 100% yaitu sebesar 107,26%.
c. Usulan perbaikan untuk memenuhi permintaan pasar yaitu dengan menambah jam kerja karyawan yang biasa disebut dengan jam lembur.
d. Berdasarkan hasil perhitungan, keuntungan/ laba yang diperkirakan dapat dicapai oleh UKM dengan jumlah produksi optimal sebesar 3.156 pack serta memperhatikan pembatas yang ada dalam proses produksi adalah sebesar Rp. 19.426.410,- untuk periode permintaan 3 bulan.
2. Saran
Berdasarkan hasil penelitian dan analisa data yang telah dilakukan maka penulis memberikan saran kepada UKM dalam melaksanakan kegiatan produksi, diantaranya adalah:
a. Untuk menentukan solusi yang paling baik yang dapat memberikan keuntungan/ laba yang maksimal terhadap UKM maka perlu dilakukan penelitian lebih lanjut dalam menganalisa dan mendukung program perbaikan berkelanjutan dengan menambah jam kerja karyawan/ lembur.
UNIVERSITAS MUHAMMADIYAH SURAKARTA | 2013 | Aditya Sundawa
b. Pimpinan UKM hendaknya memberikan kebijakan-kebijakan kepada karyawan agar dapat bekerja dengan performa yang terbaik dan maksimal sehingga dapat meningkatkan keuntungan/ laba yang maksimal dengan cara memberikan bonus pada akhir tahun, menambah gaji karyawan apabila dapat menyelesaikan produk lebih banyak, memberikan kesejahteraan bagi karyawan untuk memotivasinya dalam bekerja.
c. Pemilik atau pimpinan UKM hendaknya melakukan investasi dengan mengganti mesin dan alat produksi yang lama diganti dengan mesin dan alat produksi yang baru jika sumber daya tersebut sudah tidak lagi bekerja dengan maksimal.
DAFTAR PUSTAKA
Baridwan, Zaki. 1992. Intermediate Accounting. Yogyakarta: PT BPFE-Yogyakarta
Dettmer, H, William. 1997. Goldrat’s Theory Of Constraint: A System Approach to Continuous
Improvement,
Wilwouke: ASQC Quality Press
Handogo. 2009. Aplikasi Theory Of Constraint Untuk Optimasi Volume Produksi Pada PT.
Tri Kartika Megah Salatiga Jl. Solo – Salatiga KM 4 Salatiga: Universitas
Muhammadiyah Surakarta
Horngren, Charles T & Foster, George. 1992. Akuntansi Biaya. Jakarta: erlangga Mulyadi. 2000. Akuntansi Biaya. Yogyakarta: Aditya Media
Rozi, Ahmad. 2010. Penentuan Harga Pokok Produksi Lele Pada Petani Lele Di Desa Tuntang. Semarang: Universitas Diponegoro Semarang
Sutalaksana, Z. Iftikar. 1997. Teknik Tata Cara Kerja. Bandung: Jurusan Teknik Industri Institut Teknologi Bandung
UKM M.S.Haris, Pabrik Pembuatan Bantal Angin (Air Pillow), Brangkal, Karangrejo, Karanganyar Wignjosoebroto, Sritomo. 1995. Ergonomi Studi Gerak dan Waktu, Edisi Pertama. Jakarta: Guna