Sifat Mekanis Dan Struktur Mikro Baja Perkakas AISI H13 Setelah High
Speed Quenching Dan High Impact Treatment (HIT) Dengan Media
Quenching Oli
Rizky Aditya Tara, Myrna Ariati Mochtar
Departemen Teknik Metalurgi dan Material, Fakultas Teknik, Universitas Indonesia, Kampus Baru UI Depok, Depok, 16436, Indonesia
Email: rizkyat@gmail.com
Abstrak
Baja perkakas AISI H13 merupakan salah satu baja yang memerlukan ketangguhan dan kekerasan yang baik agar dapat berjalan dengan optimal. Peningkatan sifat mekanis tersebut merupakan salah satu perhatian dalam industri baja perkakas maupun dies. sebuah dies dikatakan baik apabila dapat memenuhi beberapa kriteria seperti tahan suhu tinggi, tahan aus, dan tahan kejutan. Terdapat dua metode yang dapat digunakan untuk mencapai kriteria tersebut, High Speed Quenching dan High Impact Treatment. Penelitian ini akan menggunakan High Speed Quenching 10 bar dan High Impact Treatment 120°C dan 180°C. Lalu dibandingkan sifat mekanis antara High Speed Quenching dengan High Impact Treatment, didapat hasil bahwa metode High Impact Treatment 180ºC mempunyai sifat mekanis yang lebih baik dibandingkan metode High Speed Quenching.
Mechanical Properties and Microstructure of AISI H13 Tool Steel After High Speed Quenching and High Impact Treatment (HIT) With Oil Quenching Medium
Abstract
AISI H13 tool steel is a steel requires good toughness and hardness in order to run optimally. Improving mechanical properties is one of the main concerns in the industry of tool steels and dies. High temperature resistant, wear resistant, and shock resistant are the main criterias that we need to make a good quality dies. There are two methods that can be used to achieve these criteria such, high speed quenching and high impact treatment. This study was conducted by using 10 bars of high speed quenching and high impact treatment at temperatures120°C and 180°C. Mechanical properties of the two methods are then compared. The result shows that high impact treatment method has the better mechanical properties than high speed quenching method.
.
1. Pendahuluan
Komponen maupun suku cadang yang baik dan berkualitas memiliki spesifikasi tertentu sesuai dengan aplikasinya masing-masing Dengan banyaknya minat terhadap dunia otomotif, produsen komponen otomotif dituntut untuk mampu menghasilkan suku cadang dengan kualitas dan kuantitas yang terjamin. Untuk mendapat komponen serta suku cadang yang baik dan berkualitas tersebut maka harus dibuat dengan proses yang sesuai. Salah satu proses pembentukan bagian komponen ini adalah dengan menggunakan die casting.
Die casting merupakan proses pencetakan logam dengan cara menekan logam cair di
bawah tekanan tinggi ke dalam rongga cetakan sehingga memungkinkan untuk terjadinya pembekuan[1]. Karena bertekanan tinggi, maka dies atau cetakan haruslah terbuat dari bahan berkekuatan tinggi. Selain itu, syarat lain yang dibutuhkan adalah ketahanan temperatur tinggi serta memiliki ketangguhan dan kekerasan yang cukup baik. Pemilihan material sangatlah penting, dan salah satu jenis logam yang dapat digunakan adalah jenis tool steel atau baja perkakas.
Salah satu proses perlakuan panas baja perkakas adalah proses pembentukan fasa martensit melalui proses high speed quenching, yaitu proses pengerasan baja pada atmosfer
vacuum. Hasilnya adalah martensit yang keras, namun ketangguhan terbatas dan berbiaya
tinggi. Selain itu juga dilakukan proses high impact treatment yang menerapkan pendinginan bertahap sebelum pencelupan media oli. Dengan proses tersebut diharapkan akan didapat kekerasan dan ketangguhan yang memenuhi kebutuhan untuk pembuatan dies.
Salah satu yang menjadi perhatian utama industri adalah masalah peningkatan ketangguhan baja perkakas AISI H13 dengan menggunakan proses high impact treatment (HIT) yang lebih sering dikenal sebagai proses marquenching atau martempering yang akan dibandingkan dengan hasil yang didapat dari proses high speed quench dengan menggunakan tekanan gas yang tinggi.
2. Dasar Teori
2.1. Perlakuan Panas Baja Perkakas AISI H13
Baja perkakas AISI H13 merupakan klasifikasi AISI untuk hot work tool steel, baja ini mempunyai kualitas tinggi yang digunakan unuk berbagai aplikasi, dengan paduan seperti tungsten (W), molibdenum (Mo), Vanadium (V), dan kromium (Cr)[1]. Sifat utama baja perkakas AISI H13 adalah tahan deformasi suhu tinggi, hardenability tinggi, ketahanan thermal fatigue, oksidasi, tekanan, shock, dan abrasi[2]. Sifat fisik yang akan terbentuk bergantung pada jenis perlakuan panas dan fasa yang terbentuk. Untuk mendukung baja perkakas AISI H13 agar dapat bekerja dengan baik maka dibutuhkan kekerasan dan ketangguhan yang sesuai. Untuk mendapatkan kekerasan maka fasa yang dibutuhkan adalah martensit, namun ketangguhannya terbatas sehingga dibutuhkan fasa lain yang dapat meningkatkan nilai ketangguhannya yaitu bainit. Sifat mekanis yang terdapat pada baja perkakais AISI H13 merupakan gabungan dari martensit dan bainit yang menghasilkan kekerasan dan ketangguhan yang cukup tinggi.
Perlakuan panas pada baja perkakas AISI H13 dilakukan dengan dua metode yaitu high
speed quenching dan high impact treatment (martempering). Kedua perlakuan panas tersebut
akan dibandingkan sifat mekanisnya sehingga didapat berbagai nilai ketangguhan. Gambar 1 menunjukkan fasa yang terbentuk akibat berbagai kecepatan pendinginan dari temperatur austenisasi sekitar 1030°C.
2.2. High Speed Quenching
High speed quenching merupakan metode perlakuan panas yang dilakukan didalam
sebuah vacuum dengan media pendingin gas. Beberapa gas yang dapat digunakan untuk proses pendinginan adalah argon, nitrogen, helium, dan hidrogen. Argon merupakan media pendingin yang mempunyai kecepatan pendinginan paling rendah, dan juga sedikit mahal. Nitrogen merupakan media pendingin yang paling banyak digunakan karena tidak terlalu mahal dan kecepatan pendinginannya diatas argon. Helium juga merupakan gas yang dapat digunakan sebagai media pendingin, namun helium merupakan gas langka sehingga harganya mahal. Dan hidrogen merupakan gas yang mempunyai kecepatan pendinginan paling tinggi diantara 3 gas lain, namun penggunaan hidrogen sedikit berbahaya karena rawan meledak. Pada penelitian kali ini gas yang digunakan adalah nitrogen (N2). Proses pengerasan dalam vacuum furnace yang
diikuti dengan ntirogen (N2) gas quenching akan memberikan distorsi minimum, stuktur mikro
martensit yang seragam tanpa terjadinya dekarburisasi dan sedikit austenit sisa[4]. Ilustrasi proses pemanasan dan pendinginan yang terjadi dalam vacuum diilustrasikan pada Gambar 2.
Gambar 2. Proses Pendinginan Dan Pemanasan Dalam Vacuum[5]
Pemanasan dilakukan secara bertahap untuk menghindari thermal shock, perubahan suhu yang tiba-tiba pada saat proses perlakuan panas dapat menyebabkan kegagalan pada material. Begitu juga dengan proses pendinginan dilakukan secara bertahap, dimana gas akan dikeluarkan dengan tekanan yang bertahap, sehingga dapat mereduksi kemungkinan terjadinya distorsi[6].
2.2. High Impact Treatment
High Impact Treatment merupakan metode perlakuan panas yang dilakukan dengan cara
temperatur Ms dengan tujuan agar tercapai keseragaman temperatur antara bagian dalam dan permukaan material, sehingga dapat mengurangi terjadinya distorsi[5] pada material dan memungkinkan terbentuknya material dengan tingkat presisi yang tinggi. Dilanjutkan dengan pencelupan kedalam oli dengan suhu 120°C dan 180°C untuk dapat dilihat dan dibandingkan sifat mekanisnya terhadap metode high speed quenching.
Gambar 3. Proses HIT[7]
Dengan penahanan temperatur pada suhu dan periode waktu tertentu, maka temperatur permukaan material menjadi sama dengan temperatur bagian inti.
3. Metodologi Penelitian
Penelitian ini dilakukan dengan menggunakan baja perkakas AISI H13 berbentuk kubus dengan ukuran 20x20x20 cm untuk high speed quenching dan 15x15x15 cm untuk high impact
treatment. Komposisi kimia baja perkakas AISI H13 adalah sebagai berikut:
Tabel 1. Komposisi Kimia Baja Perkakas AISI H13
Komposisi (%)
C Si Mn Cr Mo V
0,40 1,0 0,5 5,0 1,3 1,0
Kubus baja perkakas AISI H13 tersebut diberi preheat sebanyak dua kali pada suhu 650°C dan 850°C selama 3,5 jam, lalu di austenisasi pada 1030°C selama 4,5 jam. Lalu dilakukan pendinginan, pada high speed quenching tekanan gas yang diberikan bertahap dimulai dari 4 bar, 10 bar, 5 bar, dan 4 bar. Sedangkan pada high impact treatment diberikan gas N2 4 bar
lalu dilanjutkan dengan pencelupan oli pada suhu 120°C dan 180°C lalu didinginkan dengan kipas. Setelah itu keduanya diberikan temper sebanyak dua kali pada suhu 570°C dan 550°C. Masing-masing sampel kemudian dipotong dengan wire cutting pada bagian dalam (1 buah) dan permukaan (2 buah) dengan bentuk standar uji impak sesuai ASTM E-23[7].
Pengujian yang dilakukan adalah pengujian impak, pengujian keras, struktur mikro, dan SEM. Pengujian impak dilakukan dengan meletakkan sampel pada alat uji impak charpy untuk mengetahui seberapa besar energi yang dapat diserap oleh material apabila dikenai beban kejut, sehingga didapat nilai joule untuk menentukan harga impak material. Preparasi sampel dan pengujian dilakukan sesuai dengan standar dari ASTM E-23. Pengujian keras dilakukan dengan menjejakkan sampel pada alat uji kekerasan Rockwell C sebanyak tiga kali penjejakan menggunakan indentor intan dan beban 150 KgF untuk mengetahui nilai kekerasan material. Pengujian tersebut dilakukan sesuai dengan standar dari ASTM E-18[8] Struktur mikro dan SEM didapatkan hasilnya dengan mengacu pada standar dari ASTM E-3[9], sebelum dilihat dengan mikroskop optik dan SEM, sampel terlebih dahulu diamplas kasar sampai halus (180 – 1500 mesh) untuk menghilangkan goresan pada material, sampel tidak perlu di mounting karena ukuran sampel sudah cukup besar dan setiap pergantian ukuran amplas sampel diputar 90° untuk menghilangkan goresan sisa amplas sebelumnya. Setelah proses amplas selesai sampel lalu
dipoles dengan TiO2 (3µ) untuk memperhalus permukaan sampel hingga skala mikron agar
permukaan sampel yang dipoles dapat memantulkan cahaya dengan baik, sampel juga diputar 90° seperti pada proses amplas untuk menghilangkan goresan sisa, lalu sampel di etsa menggunakan nital 5% selama 5 detik untuk mengkorosi batas butir sehingga fasa yang terbentuk menjadi kontras dan dapat dilihat, pengujian ini dilakukan untuk mengetahui fasa yang terbentuk pada material setelah melalui proses perlakuan panas. Untuk memudahkan pengerjaan maka setiap sampel diberi kode sebagai berikut :
A : High Speed Quenching
C : High Impact Treatment 180°C D : High Impact Treatment 120°C
Setelah sampel diberi kode, untuk menjelaskan bagian dalam dan permukaan sampel maka diberi penomoran sebagai berikut :
1 : Bagian Dalam 2 : Bagian Permukaan 1 3 : Bagian Permukaan 2
4. Hasil Penelitian
4.1. Hasil Pengujian Impak Baja Perkakas AISI H13
Berikut ini merupakan nilai energi potensial baja perkakas AISI H13 sesudah perlakuan panas yang dilakukan :
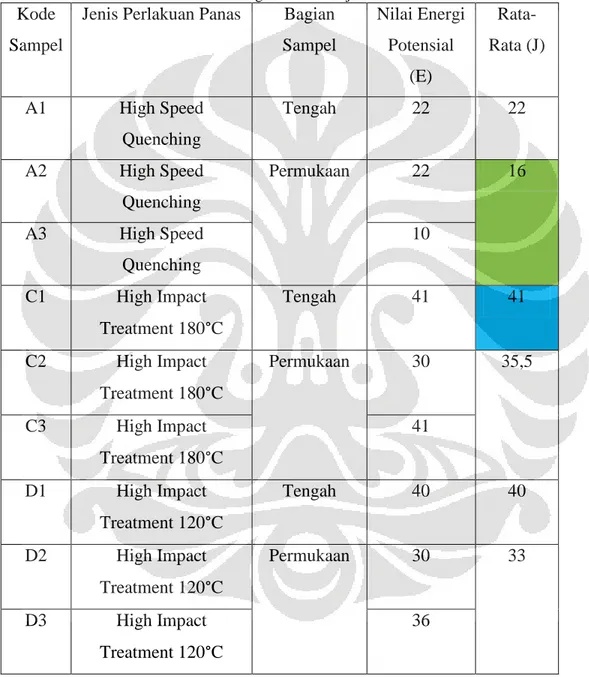
Tabel 2. Nilai Energi Potensial Baja Perkakas AISI H13
Kode Sampel
Jenis Perlakuan Panas Bagian Sampel Nilai Energi Potensial (E) Rata-Rata (J) A1 High Speed Quenching Tengah 22 22 A2 High Speed Quenching Permukaan 22 16 A3 High Speed Quenching 10 C1 High Impact Treatment 180°C Tengah 41 41 C2 High Impact Treatment 180°C Permukaan 30 35,5 C3 High Impact Treatment 180°C 41 D1 High Impact Treatment 120°C Tengah 40 40 D2 High Impact Treatment 120°C Permukaan 30 33 D3 High Impact Treatment 120°C 36
4.2. Hasil Pengujian Kekerasan Baja Perkakas AISI H13
Berikut ini merupakan hasil pengujian kekerasan baja perkakas AISI H13 sesudah perlakuan panas yang dilakukan :
Tabel 3. Nilai Kekerasan Baja Perkakas AISI H13 Kode Sampel Jenis Perlakuan Panas Nilai Kekerasan (HRC) Jumlah Rata-Rata A1 High Speed Quenching 44,8 43,8 46,3 44,97 44,97 A2 High Speed Quenching 46 47,5 47,5 47 47,38 A3 High Speed Quenching 48 47,7 47,6 47,77 C1 High Impact Treatment 180°C 44,6 46,5 44,1 45,07 45,07 C2 High Impact Treatment 180°C 45,4 45 47 45,8 45,52 C3 High Impact Treatment 180°C 45,6 44,7 45,4 45,23 D1 High Impact Treatment 120°C 43 46,3 44,1 44,47 44,47 D2 High Impact Treatment 120°C 46,1 42,8 44,8 44,57 44,84 D3 High Impact Treatment 120°C 44,9 45,6 44,8 45,1
4.3. Struktur Mikro Baja Perkakas AISI H13
Berikut ini merupakan struktur mikro baja perkakas AISI H13 sesudah perlakuan panas yang dilakukan :
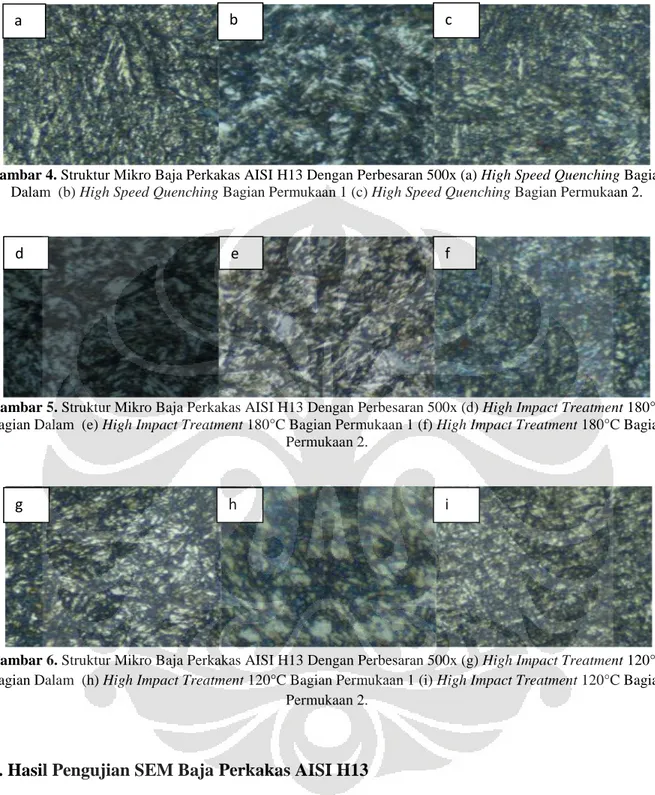
Gambar 4. Struktur Mikro Baja Perkakas AISI H13 Dengan Perbesaran 500x (a) High Speed Quenching Bagian
Dalam (b) High Speed Quenching Bagian Permukaan 1 (c) High Speed Quenching Bagian Permukaan 2.
Gambar 5. Struktur Mikro Baja Perkakas AISI H13 Dengan Perbesaran 500x (d) High Impact Treatment 180°C
Bagian Dalam (e) High Impact Treatment 180°C Bagian Permukaan 1 (f) High Impact Treatment 180°C Bagian Permukaan 2.
Gambar 6. Struktur Mikro Baja Perkakas AISI H13 Dengan Perbesaran 500x (g) High Impact Treatment 120°C
Bagian Dalam (h) High Impact Treatment 120°C Bagian Permukaan 1 (i) High Impact Treatment 120°C Bagian Permukaan 2.
4.4. Hasil Pengujian SEM Baja Perkakas AISI H13
Berikut ini merupakan struktur mikro baja perkakas AISI H13 sesudah perlakuan panas yang dilakukan : a a b c d e f g h i
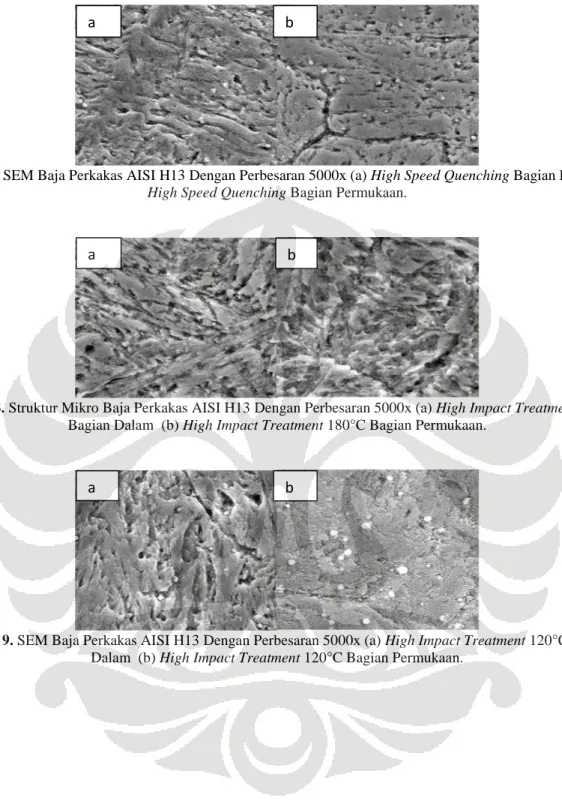
Gambar 7. SEM Baja Perkakas AISI H13 Dengan Perbesaran 5000x (a) High Speed Quenching Bagian Dalam (b)
High Speed Quenching Bagian Permukaan.
Gambar 8. Struktur Mikro Baja Perkakas AISI H13 Dengan Perbesaran 5000x (a) High Impact Treatment 180°C
Bagian Dalam (b) High Impact Treatment 180°C Bagian Permukaan.
Gambar 9. SEM Baja Perkakas AISI H13 Dengan Perbesaran 5000x (a) High Impact Treatment 120°C Bagian
Dalam (b) High Impact Treatment 120°C Bagian Permukaan.
a b
a b
5. Pembahasan
5.1. Pengujian Impak Baja Perkakas AISI H13
Setelah pengujian impak maka didapat nilai energi potensial pada tiap sampel. Dapat dilihat nilai energi potensial tertinggi dimiliki oleh sampel high impact treatment 180°C, diikuti dengan high impact treatment 120°C, dan high speed quenching dengan nilai energi potensial terendah. Namun pada tabel 2 dapat dilihat bahwa perbedaan harga impak pada sampel high
impact treatment 180°C dan high impact treatment 120°C tidak berbeda jauh sehingga dapat
dikatakan bahwa metode high impact treatment 120°C lebih ekonomis untuk dilakukan dibanding dengan high impact treatment 180°C.
5.2. Pengujian Kekerasan Baja Perkakas AISI H13
Pengujian kekerasan dilakukan untuk mendapatkan nilai kekerasan pada tiap sampel dengan tiga kali penjejakan sehingga didapat nilai kekerasan rata-rata. Pada tabel 3 dapat dilihat bahwa nilai kekerasan tertinggi dimiliki oleh sampel high speed quenching, diikutin dengan high
impact treatment 180°C, dan high impact treatment 120°C dengan nilai kekerasan terendah.
Terlihat bahwa sampel high impact treatment 180°C dan high impact treatment 120°C memiliki nilai kekerasan yang tidak terlalu berbeda. Hal ini disebabkan karena proses high impact
treatment terjadi keseragaman suhu dibagian dalam dan luar sampel sehingga sifat mekanisnya
tidak akan berbeda jauh. Sehingga dapat dikatakan meski sampel high impact treatment 120°C memiliki nilai kekerasan terendah namun lebih ekonomis untuk dilakukan dibanding dengan
high impact treatment 180°C.
5.3. Struktur Mikro Baja Perkakas AISI H13
Struktur mikro baja perkakas AISI H13 sesudah perlakuan panas dapat dilihat pada Gambar 4, 5, dan 6. Berdasarkan gambar tersebut terlihat bahwa fasa yang terbentuk pada high
speed quenching, high impact treatment 180°C, high impact treatment 120°C merupakan
gabungan dari martensit dan bainit berdasarkan bentuknya yang tajam dan panjang. Perbedaannya terletak pada kadar atau persentase fasa yang terbentuk pada material sehingga mengakibatkan variasi nilai sifat mekanis. Berdasarkan hasil pengamatan menggunakan SEM pada Gambar 7, 8, dan 9 terlihat bahwa di beberapa sampel terutama di bagian permukaan terdapat karbida yang terlihat dalam bentuk bulatan kecil berwarna putih.
6. Kesimpulan
Berdasarkan data dan analisa hasil pengujian sampel yang diberi perlakuan pengerasan dengan variabel pendinginan yang berbeda maka didapat beberapa kesimpulan sebagai berikut :
1. Hasil pengujian impak menunjukkan bahwa metode High Impact Treatment 180°C memiliki harga impak yang tertinggi dengan nilai 0,51 J/mm2 dengan perbedaan 2,43% dibandingkan High Impact Treatment 120°C.
2. Hasil uji kekerasan dengan menggunakan mesin Rockwell C menunjukkan bahwa metode High Speed Quenching memiliki nilai kekerasan yang paling tinggi dengan nilai 47 HRC dengan perbedaan 2,55% dibandingkan High Impact Treatment 180°C dan 5,31% dibandingkan High Impact Treatment 120°C.
3. Berdasarkan letak sampel yang diambil dari spesimen, sampel bagian permukaan memiliki harga impak yang lebih rendah dibandingkan bagian dalam permukaan dengan perbandingan 27,1% pada proses High Speed Quenching, 13,4% pada proses
High Impact Treatment 180°C, dan 17,5% pada proses High Impact Treatment 120°C.
4. Berdasarkan letak sampel yang diambil dari spesimen, sampel bagian permukaan mempunyai nilai kekerasan yang lebih tinggi dibandingkan bagian dalam sampel dengan perbandingan 4,34% pada proses High Speed Quenching, 1,6% pada proses
High Impact Treatment 180°C, dan 0,22% pada proses High Impact Treatment 120°C.
5. Struktur mikro menunjukkan gabungan dari fasa martensit dan bainit, dimana kekerasan bainit sedikit dibawah martensit namun memiliki ketangguhan yang lebih baik.
6. Berdasarkan data dari sifat mekanis, proses HIT dapat menjadi alternatif dari proses
7. Saran
Saran dan rekomendasi yang dapat diberikan untuk penelitian lanjutan mengenai
high speed quenching dan high impact treatment adalah sebagai berikut:
1. Pengujian high speed quenching menggunakan media gas yang berbeda untuk mengetahui pengaruh perbedaan gas terhadap fasa yang terbentuk.
2. Melakukan pengujian high impact treatment dengan variabel suhu oli lain untuk mendapat metode terbaik dengan biaya yang rendah.
3. Melakukan pengujian high impact treatment dengan menggunakan media pendingin lainnya untuk mendapatkan sifat mekanis sesuai kebutuhan.
8. Referensi
[1] Heat Treating. ASM Handbook. Vol. 4: ASM International Handbook Committee, 1991, pp : 1544, 1609 – 1663, 15, 179 - 180
[2] Dominique., The Effect of Heat Treatment Atmosphere on Hardening of Surface Region
of H13 Tool Steel., Auckland : Auckland University of Technology, 2006, pp : 16 - 17
[3] Roberts G, Krauss G, Kennedy R., Tool Steels, 5th edition., USA : ASM International. 1998, p : 95
[4] Attaullah, Arain., Heat Treatment and Toughness Behavior of Tool Steels (D2 and H13)
for Cutting Blades., Toronto : Department of Metallurgy and Material Science
University of Toronto, 1999, pp : 16 - 19, 85
[5] W Jing, G Jianfeng, S Xuexiong, H Xiaowei, C Nailu, Z Weimin., Numerical
simulation of high pressure gas quenching of H13 steel., journal of materials processing
technology. China : Shanghai Jiao Tong University, Shanghai 2006, pp : 188 - 194 [6] Jaques Since, Jean, Irretier, Olaf., Vacuum Heat Treatment and High Pressure Gas
Quenching - Aspec in Distorsion Control., France: ECM Technologies, Grenoble, 2010,
p : 1
[7] Zieger, B., Vacuum Heat Treatment of Hot-Work Steel., Germany: SCHMETZ GmbH. p : 6
[8] ASTM E-23. (2004). Standard Test Method for Notched Bar Impact Testing of Metallic Materials.
[9] ASTM E-18. (2005). Standard Test Method for Rockwell Hardness and Rockwell Superficial Hardness of Metallic Materials.
![Gambar 1. Diagram TTT Baja Perkakas AISI H13 [3]](https://thumb-ap.123doks.com/thumbv2/123dok/4610649.3366618/3.918.181.743.288.1003/gambar-diagram-ttt-baja-perkakas-aisi-h.webp)
![Gambar 2. Proses Pendinginan Dan Pemanasan Dalam Vacuum [5]](https://thumb-ap.123doks.com/thumbv2/123dok/4610649.3366618/4.918.174.743.288.888/gambar-proses-pendinginan-dan-pemanasan-dalam-vacuum.webp)
![Gambar 3. Proses HIT [7]](https://thumb-ap.123doks.com/thumbv2/123dok/4610649.3366618/5.918.179.744.286.907/gambar-proses-hit.webp)