BAB II
BAB II
PROFIL PERUSAHAAN
PROFIL PERUSAHAAN
2.1
2.1
LATAR BELAKANG PERUSAHAANLATAR BELAKANG PERUSAHAANPT. Krakatau Steel yang berlokasi di kota Cilegon merupakan industri pengolah baja PT. Krakatau Steel yang berlokasi di kota Cilegon merupakan industri pengolah baja terbesar di Indonesia. Pabrik ini merupakan pemrulaan proyek baja dari pemerintah yang terbesar di Indonesia. Pabrik ini merupakan pemrulaan proyek baja dari pemerintah yang mulai berdiri pada bulan Mei 1962. Pada mulanya proyek tersebut dikenal dengan nama mulai berdiri pada bulan Mei 1962. Pada mulanya proyek tersebut dikenal dengan nama proyek pabrik baja “TRIKORA” y
proyek pabrik baja “TRIKORA” yang mendapat bantuan dari pemerintah Rusia.ang mendapat bantuan dari pemerintah Rusia.
Adanya pemeberontakan G30S PKI mengakibatkan proyek pembangunan dari tahun Adanya pemeberontakan G30S PKI mengakibatkan proyek pembangunan dari tahun 19966 sampai sekitar tahun 1972 dapat dikatakan terhenti total. Kesulitan utamanya adalah 19966 sampai sekitar tahun 1972 dapat dikatakan terhenti total. Kesulitan utamanya adalah pembiayaan pembangunan pabrik. Akhirnya, berdasarkan peraturan
pembiayaan pembangunan pabrik. Akhirnya, berdasarkan peraturan pemerintah No. 35 tpemerintah No. 35 tahunahun 1970 proyek pabrik baja “TRIKORA” berubah nama menjadi PT.
1970 proyek pabrik baja “TRIKORA” berubah nama menjadi PT. Krakatau Steel yangKrakatau Steel yang disahkan dengan ditandatangani akte notaris No. 35 pada tanggal 23 Oktober 1971. disahkan dengan ditandatangani akte notaris No. 35 pada tanggal 23 Oktober 1971. Pembangunan proyek PT. Krakatau Steel pada akhir tahun 1976 telah dapat diselesaikan, Pembangunan proyek PT. Krakatau Steel pada akhir tahun 1976 telah dapat diselesaikan, yaitu pabrik besi beton dan dapat mulai dioperasikan secara komersil
yaitu pabrik besi beton dan dapat mulai dioperasikan secara komersil sejak tahun 1977.sejak tahun 1977.
Pabrik besi siku yang berada didalam satu gedung dengan pabrik besi beton, Pabrik besi siku yang berada didalam satu gedung dengan pabrik besi beton, pembangunannya selesai
pembangunannya selesai pada pada bulan bulan Juli Juli 1977. Dengan 1977. Dengan selesainya selesainya pabrik pabrik besi besi siku siku tersebut,tersebut, maka seluruh pembangunan pabrik baja yang mulanya merupakan proyek bantuan Rusia maka seluruh pembangunan pabrik baja yang mulanya merupakan proyek bantuan Rusia sudah dapat diselesaikan.
sudah dapat diselesaikan.
PT. Krakatau Steel selanjutnya melaksanakan pembangunan pabrik-pabrik baru sebagai PT. Krakatau Steel selanjutnya melaksanakan pembangunan pabrik-pabrik baru sebagai perluasan
perluasan usaha. usaha. Sebagai Sebagai tujuan tujuan pendirian pendirian PT. PT. Krakatau Krakatau Steel, Steel, maka maka pabrik-pabrik pabrik-pabrik yangyang dibangun adalah yang terpadu, yaitu dapat mengolah biji besi sampai dengan produk-produk dibangun adalah yang terpadu, yaitu dapat mengolah biji besi sampai dengan produk-produk jadi dari baja.
jadi dari baja.
Dasar penentuan lokasi pendirian pabrik besi baja, antara lain: Dasar penentuan lokasi pendirian pabrik besi baja, antara lain:
Adanya cikal bakal industri baja (TRIKORA)Adanya cikal bakal industri baja (TRIKORA)
Letak geografis, yaitu berada dipinggir lautLetak geografis, yaitu berada dipinggir laut
Merupakan daerah tandusMerupakan daerah tandus
Tersedianya tenaga kerjaTersedianya tenaga kerja
Berikut adalah sejarah singkat berdirinya PT. Krakatau Steel: Berikut adalah sejarah singkat berdirinya PT. Krakatau Steel:
1.
1. Tahun 1956Tahun 1956
Munculnya gagasan perlunya industri baja di Indonesia yang dikemukakan oleh Chaerul Munculnya gagasan perlunya industri baja di Indonesia yang dikemukakan oleh Chaerul Saleh, Menteri Perindustrian & Pertambangan serta Ir. H. Juanda, Dirjen Biro Perancangan Saleh, Menteri Perindustrian & Pertambangan serta Ir. H. Juanda, Dirjen Biro Perancangan Negara (menj
Negara (menjadi Perdana adi Perdana Menteri Menteri RI pada RI pada tahun tahun 1958). Persetujuan 1958). Persetujuan pokok kerjasama pokok kerjasama dalamdalam lapangan ekonomi dan teknik antara Republik Indonesia dengan Uni Repblik Sovyet Sosialis lapangan ekonomi dan teknik antara Republik Indonesia dengan Uni Repblik Sovyet Sosialis tanggal 15 September 1956.
tanggal 15 September 1956.
Direalisasikan dengan penandatanganan kontrak pembangunan proyek vital oleh Direalisasikan dengan penandatanganan kontrak pembangunan proyek vital oleh Perdatam:
Perdatam:
1.
1. Proyek Aluminium MedanProyek Aluminium Medan 2.
2. Proyek Besi Baja KalimantanProyek Besi Baja Kalimantan 3.
3. Proyek Besi Baja TrikoraProyek Besi Baja Trikora
Pembentukan tim proyek besi baja, dikepalai oleh Drs. Soejipto, dibantu oleh Ir. A. Pembentukan tim proyek besi baja, dikepalai oleh Drs. Soejipto, dibantu oleh Ir. A. Sayoeti, Ir. Tan Boen Liam, dan RJK Wiriasoeganda. Penelitian sumber biji besi di Sayoeti, Ir. Tan Boen Liam, dan RJK Wiriasoeganda. Penelitian sumber biji besi di Bayah/Ujung Kulon Banten serta Lanpung dibantu ahli dari Belanda, yaitu Ir. Binghorst. Bayah/Ujung Kulon Banten serta Lanpung dibantu ahli dari Belanda, yaitu Ir. Binghorst.
2.
2. Tahun 1959Tahun 1959
Penelitian lokasi pendirian pabrik Besi Baja dilakukan terhadap dua Provinsi dan dibantu Penelitian lokasi pendirian pabrik Besi Baja dilakukan terhadap dua Provinsi dan dibantu tim ahli dari Rusia.
tim ahli dari Rusia.
a.
a. Jawa Jawa Timur Timur : : Gresik, Gresik, Probolinggo, Probolinggo, dan dan BanyuwangiBanyuwangi b.
b. Jawa Jawa Barat Barat : : CilegonCilegon
Prinsip yang dipegang dalam survei lokasi pendirian pabrik yaitu: Prinsip yang dipegang dalam survei lokasi pendirian pabrik yaitu:
1.
1. Menggunakan bahan baku dari dalam negeri, alternatif: di wilayah TimurMenggunakan bahan baku dari dalam negeri, alternatif: di wilayah Timur dari Kalimantan dan wilayah Barat dari Lampung.
dari Kalimantan dan wilayah Barat dari Lampung. 2.
4. Pendirian sumber tenaga listrik baru (Diesel, gas dan batu bara). Hasil survei menyatakan bahwa Cilegon dan Probolinggo yang memenuhi syarat diatas.
Pemerintah Indonesia melalui Menteri Departemen Perindustrtian, Perdagangan dan Pertambangan (Deperdatam) memutuskan Cilegon yang paling cocok untuk dijadikan lokasi pabrik baja berkapasitas produksi mencapai 100.00 ton pertahun, menggunakan proses Tanur
Siemens Martin (Open Hearth Furnace), dengan pertimbangan:
Bahan baku 70% scrub dan 30% pig iron dari Lampung Air dari daerah Cidanau (Cinangka)
Adanya pelabuhan Merak
3. Tahun 1962
Peletakkan batu pertama atau peresmian pembangunan proyek besi baja TRIKORA Cilegon di area 616 Ha pada tanggal 20 Mei 1962 dan berdasarkan ketetapan MPRS No. 2/1960 proyek diharuskan selesai sebelum tahun 1968.
4. Tahun 1967
Berubahnya proyek besi baja Trikora menjadi bentuk Perseroan Terbatas (PT) berdasarkan intruksi Presiden Republik Iindonesia No.17 tanggal 28 Desember 1967.
5. Tahun 1970
PT. Krakatau Steel resmi berdiri berdasarkan peraturan pemerintah Republik Indonesia No. 35 tanggal 31 Agustus 1970 tentang penyertaan modal negara Republik Indonesia untuk pendirian perusahaan perseroan PT. Krakatau Steel, dengan maksud dan tujuan untuk
menyelenggarakan penyelesaian pembangunan proyek baja TRIKORA serta mengembangkan industri baja dalam arti luas.
6. Tahun 1971
Pendirian PT. Krakatau Steel disahkan dengan akte notaris Tan Thong Kie No, 34 tanggal 23 Oktober 1971 di Jakarta dan diperbaiki dengan naskah No. 25 tanggal 29 Desember 1971.
7. Tahun 1973-1974
PT. Krakatau Steel dengan bantuan keuangan dari PERTAMINA telah memutuskan memperluas kapasitas produksi agar membuat billet sendiri, bahkan bisa membuat slab dan baja lembaran panas. Namun rencana ini tidak dapat berjalan dengan semestinya karena
PERTAMINA sendiri mengalami masalah keuangan. 8. Tahun 1977
Peresmian pabrik besi beton, pabrik besi profil dan pelabuhan khusus Cigading PT. Krakatau Steel oleh Presiden Soeharto tanggal 27 Juli 1977.
9. Tahun 1979
Peresmian pabrik besi spons model Hylsa (50%), pabrik billet baja (Electric Arc Furnace) atau dapur Thomas Wire Rood, PLTU 400 MW, dan pusat penjernihan air (kapasitas 2000 Liter per detik)PT. KS serta KHI Pipe oleh Presiden Soeharto tanggal 9 Oktober 1979.
10. Tahun 1983
Peresmian pabrik slab baja (EAF), Hot Strip Mill dan pabrik besi spons unit dua PT. KS oleh Presiden Soeharto tanggal 24 Februari 1982.
11. Tahun 1985
Expor perdana pabrik baja PT. KS ke beberapa negara seperti Jepang, Inggris, Amerika, India, China, Timur Tengah, Korea, dan negara-negara ASEAN.
12. Tahun 1989
PT. Krakatau Steel dan 9 BUMN strategis lain (PT. Boma Bisma Indra, PT. Dahana, PT.INKA, PT. INTI, PT. IPTN, PT. LEN, PT. Barata Indonesia, PT. Pindad, dan PT. PAL) berdasarkan keputusan Presiden Republik Indonesia No. 44 tanggal 28 Agustus 1989.
13. Tahun 1990
Peletakkan batu pertama perluasan dan modernisasi PT. KS oleh Menteri Pemuda Perindustrian atau Dirut PT. KS, Ir. Tungky Ariwibowo tanggal 10 Nopember 1990, dengan sasaan: Peningkatan kapasitas produksi dari 1,5 juta ton menjadi 2,5 juta ton per tahun, peningkatan kualitas dan peragaman jenis baja dan efisiensi produksi.
14. Tahun 1991
Penggabungan usaha (Merger) PT. Cold Rolling Mill Indonesia Utama (PT. CRMIU) dan PT. Krakatau Baja Permata (PT. KBP) menjadi unit operasi PT. Krakatau Steel tanggal 1 Oktober 1991, CRM didirikan 19 Februari 1983 dan diresmikan t ahun 1987.
15. Tahun 1993
Peresmian perluasan PT. Krakatau Steel oleh Presiden Soeharto tanggal 18 Februari 1993, meliputi: Modernisasi dan perluasan HSM dari 1,2 juta ton menjadi 2 juta ton per tahun. Peningkatan kualitas dan efisiensi HSM. Perluasan pelabuhan pellet biji besi dari kapasitas pembongkaran 3 juta ton menjadi 6 juta ton per tahun.
16. Tahun 1994
PT. Krakatau Steel memperoleh pengakuan mutu Internasional dengan diterimanya sertifikat ISO9002, yaitu pada tanggal 17 Nopember 1994.
17. Tahun 1995
Penyelesaian proyek perluasan dan modernisasi PT. Krakatau Steel oleh Menteri Pemuda Perindustrian Republik Indonesia atau komisaris utama PT. Krakatau Steel, Ir. Tungky Ariwibowo, bertepatan dengan HUT ke-25 PT. KS tanggal 31 Agustus 1995. Pabrik yang mengalami proyek perluasan tersebut yaitu Pabrik Besi Spons-HYL III.
18. Tahun 1996
PT. Krakatau Steel memisahkan unit-unit otonom (unit penunjang) menjadi anak perusahaan, yang meliputi:
Penjernihan air Krenceng menjadi PT. Krakatau Tirta Industri Pelabuhan khusus Cigading menjadi PT. Krakatau Bandar Samudra Rumah Sakit Krakatau Steel menjadi PT. Krakatau Medika.
19. Tahun 1997
PT. Krakatau Steel mendapat sertifikat ISO14001 pada bulan April 1997
20. Tahun 1998
PT. Krakatau Steel menjadi anak perusahaan PT. Pakarya Industri (Persero) tanggal 10 Agustus 1998 berdasarkan PP No. 35/1998.
21. Tahun 1999
PT. Pakarya Industri (Persero) berubah nama menjadi PT. Bahana Pakarya Industri Strategis (BPIS) dengan total aset Rp 16 Triliun. Neuro Furnace Controller (NFC), yang merupakan sistem pengendali sistem pengendali elektroda terpadu berbasis jaringan saraf tiruan, mulai diterapkan pada operasi rutin Electric Arc Furnace (EAF), pabrik SSP II PT. KS. NFG adalah hasil karya inovasi tenaga-tenaga PT. KS dengan LSDE-BPPT, dan telah dipatenkan dengan nomor P990187 serta meraih ASEAN ENGINEERING AWARDS (24-102001).
22. Tahun 2010
PT. Krakatau Steel (Persero) Tbk resmi mencatatkan sahamnya di Bursa Efek Indonesia (BEI).
2.2
VISI DAN MISI PERUSAHAAN2.2.1
Visi Perusahaan (Corporate Vision)Sebagai acuan dalam proses pengembangan kualitas dan kuantitas produksi PT. Krakatau Steel memiliki visi sebagai berikut :
Perusahaan baja terpadu dengan keunggulan kompetitif untuk tumbuh dan berkembang secara berkesinambungan menjadi perusahaan terkemuka di dunia (an integrated steel company with competitive edges to grow continuously toward a leading global enterprise)
2.2.2
Misi Perusahaan (Corporate Mision)M enyediakan produk jasa ber mutu dan jasa ter kai t bagi k emakmu r an bangsa. (providing the best-quality steel product an related services for the prosperity of the nation)
2.3
NILAI-NILAI PERUSAHAAN Competence
Mencerminkan kepercayaan akan kemampuan diri serta semangat untuk meningkatkan pengetahuan, keterampilan, keahlian, dan sikap mental demi peningkatan kinerja yang berkesinambungan.
Integrity
Menceminkan komitmen yang tinggi terhadap setiap kesepakatan, aturan dan ketentuan serta undang – undang yang berlaku, melalui loyalitas, profesi dalam memperjuangkan kepentingan perusahaan.
Reliable
Mencerminkan kesiapan, kecepatan, dan tanggap dalam merespon komitmen, dan janji, dengan mensinergikan berbagai kemampuan untuk meningkatkan kepuasan dan kepercayaan pelanggan.
Innovative
Mencerminkan kemauan dan kemampuan untuk menciptakan gagasan baru dan implementasi yang lebih baik dalam memperbaiki kualitas proses dan hasil kerja diatas standard.
2.4
UNIT-UNIT PRODUKSISebagai industri baja terpadu yang pertama di Indonesia, PT. Krakatau Steel memiliki unit-unit produksi yang saling menunjang satu sama lain. Berikut adalah alur proses produksi baja dari setiap unit produksi.
Gambar 2.1 Alur Proses Produksi Dari Setiap Unit
2.4.1
Pabrik Besi Spons ( Direct Reduction Plant / DRP )Direct Reduction Plant adalah pabrik yang mengolah Iron Ore Pellet (IOP) menjadi Sponge Iron (besi spons). Mengolah bahan baku bijih besi dalam bentuk pellet menjadi besi spons yang berbentuk pellet juga. Disini bijih besi ( pellet ) direaksikan dengan gas alam dan gas-gas lainnya dalam dua unit reaktor yang keduanya berkapasitas total 1,2 juta ton/tahun. Pabrik ini menggunakan proses reduksi langsung atau tanpa dilebur, yaitu dengan mereaksikan pellet dan gas pereduksi yang dihasilkan dari gas alam dan steam dalam sebuah reformer . Pabrik ini dapat memproduksi 1,6 juta ton besi spons tiap tahun dari dua unit pabrik (HYL I dan HYL III). Produk besi spons yang dihasilkan memiliki beberapa keunggulan dibandingkan dengan sumber metalik lain, utamanya disebabkan oleh rendahnya unsur pengotor (residual elements) serta kandungan karbon yang cukup tinggi sehingga proses pembuatan menggunakan dapur listrik berlangsung efisien dan akurat, menjamin konsistensi kualitas baja yang dihasilkan.
Gambar 2.2 Proses Produksi Di Pabrik Besi Spons
Berdasarkan teknologi yang digunakan, Pabrik Besi Spons dibagi menjadi dua yaitu:
1. Pabrik besi spons dengan teknologi HYL-I dari Meksiko yang mulai beroperasi tahun 1979. Unit ini beroperasi dengan menggunakan 4 model. Tiap model mempunyai empat buah reaktor dengan proses fixed batch. Unit ini mempunyai kapasitas produksi 400 ribu ton besi spons per tahun. Kapasitas reaktor 200 ton per batch dan tingkat metalisasi 88-89%. Selama tahun 2002, HYL-I tidak beroperasi atau diberhentikan operasinya karena umur ekonomisnya yang sudah habis dan teknologinya yang obsolete (usang).
2. Pabrik besi spons dengan teknologi HYL-III dari Meksiko yang lebih canggih dari HYL-I dan mulai beroperasi tahun 1994. Unit ini beroperasi dengan menggunakan dua reaktor tegak dengan proses kontinyu. Unit ini mempunyai kapasitas produksi 1,2 juta ton besi spons per tahun. Dengan teknologi proses kontinyu 170 ton spons/hour (1993). Tingkat pencapaian metalisasi 91-92%. Besi spons yang dihasilkan memiliki komposisi kimia:
a. Fe: 88-91% C: 1,5-2,5% SiO2: 1,25-3,43% Al2O3: 0,61-1,63% CaO: 0,2 – 0,21% MgO: 0,31-1,62% P: 0,014-0,027% Cu: 0,001-0,004%.
b. Kotoran (oksidasi –oksidasi lanjut) : 0,1-0,5%. c. Tingkat metalisasi : 88-90%.
Fasilitas utama dari Pabrik Besi Spons adalah sebagai berikut:
Nama Perusahaan Fasilitas Utama
HYL-I
Reformer
Kapasitas 1.000.000 mtpy Cooling System
OP.Rate 500.000 mtpy
Primary Reduction
Teknologi Hylsa (Mexico)
Secondary Reduction
HYL-III
Reformer
(Rekondisi ex. HYL-I)
Kapasitas Desain 1.500.000 mtpy Heat Recuparator Teknologi Hylsa (Mexico) Gas Heater
Ferrostaal (Germany) Reactor
Tabel 2.1 Fasilitas Pabrik Besi Spons
Gambar 2.4 Reaktor HYL1 dan HYL2
Secara umum Pabrik Besi Spons dibagi menjadi tiga area utama, yaitu: 1. Area Proses Reformasi.
2. Area Proses Reduksi. 3. Area Sistem Penunjang.
Proses Reformasi adalah proses reaksi antara natural gas dengan steam yang terjadi di dalam pipa –pipa katalis di reformer. Sedangkan proses reduksi adalah proses reaksi bijih besi dan gas proses yang terjadi di dalam reaktor. Selain itu, Pabrik Besi Spons juga memiliki beberapa sistem penunjang proses produksi sebagai berikut:
1. CO2absorption system.
2. Process Cooling Water System. 3. Equipment Cooling Water System. 4. Steam System.
7. Hydroulic System. 8. Sulfur Injection System.
9. Iron Ore Pellet Handling System. 10.Spons Handling System.
11.Emergency Generator System..
Hasil produksi dari pabrik besi spons terutama digunakan sebagai bahan baku pembuatan baja yang nantinya akan dikirim keSlab Steel Plant dan Billet Steel Plant .
2.4.2
Pabrik Billet Baja ( Billet Steel Plant / BSP )Pabrik billet baja adalah pabrik yang membuat baja dalam bentuk batangan yang digunakan sebagai bahan baku untuk pembuatan baja profil, baja tulang beton, dan baja kawat. Bahan baku pabrik ini adalah besi spons, besi tua ( scrap), dan paduan ferro yang dilebur dan diolah di dalam dapur listrik ( Electric Arc Furnace) untuk dicairkan. Setelah mencair, selanjutnya baja dituang dalam cetakan atau sebuah mesin pengecoran kontinyu (Continuous Casting Machine) sehingga menjadi billet baja.
Pabrik BSP mempunyai empat buah dapur listrik dengan kapasitas mesin 65 ton per cetak atau Billet Continuous Caster . Kapasitas pabrik BSP adalah 700.000 ton/tahun. Pabrik ini menggunakan sumber radioaktif untuk mengukur level dari baja cair.
Gambar 2.5 Proses Produksi Pabrik Billet Baja
Penampang billet pada pabrik baja ini diproduksi dalam dua macam :
Gambar 2.6. Hasil Produksi
Hasil dari produk ini dipakai untuk bahan baku wire rod bar dan section mill . Pabrik Billet Baja memiliki fasilitas utama sebagai berikut:
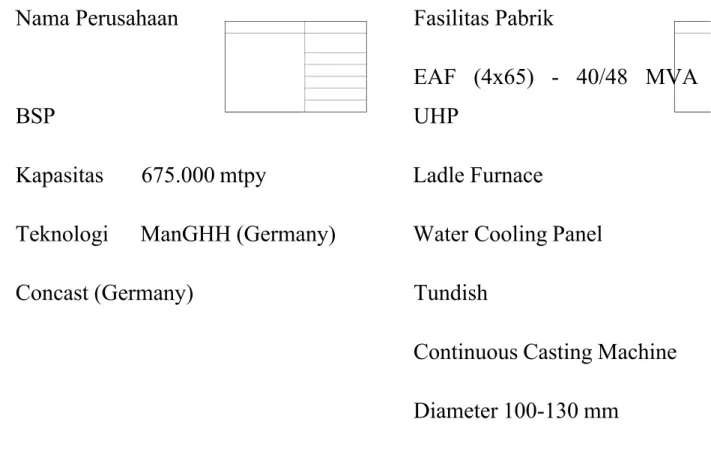
Nama Perusahaan Fasilitas Pabrik
BSP
EAF (4x65) - 40/48 MVA UHP
Kapasitas 675.000 mtpy Ladle Furnace
Teknologi ManGHH (Germany) Water Cooling Panel
Concast (Germany) Tundish
Continuous Casting Machine Diameter 100-130 mm
Berikut ini penjelasan dari setiap fasilitas utama dari Pabrik Billet Baja: 1. Electri c Arc F ur nace
Electric Arc Furnace menghasilkan baja cair dari bahan baku berupa besi spons (sponge iron), iron scrap dan kapur (lime) untuk mengontrol kandungan fosfor dan sulfur.
2. L adle F ur nace
Aktivitas utama di dalam ladle furnace adalah:
Menurunkan kandungan oksigen dalam baja dengan menggunakan aluminium;
Homogenisasi temperatur dan komposisi kimia dengan bubbling Argon; dan
Menambahkan alloy untuk mendapatkan spesifikasi yang diinginkan.
3. Continu ous Castin g M achi ne
Baja billet diperoleh dari proses pencetakan kontinyu (continuous casting ) dimana perlindungan menggunakan gas argon diperlukan antara ladle dan tundish. Ukuran billet yang dihasilkan adalah 110x110 mm 120x120 mm; 130x130 mm dan panjang maksimum mencapai 12000 mm.
2.4.3
Pabrik Baja Slab ( Slab Steel Plant / SSP )PT. Krakatau Steel memiliki dua pabrik baja slab, yaitu SSP I yang dibangun tahun 1982 dan SSP II yang dibangun tahun 1993. Slab Steel Plant I yang dibangun dengan menggunakan teknologi pembuatan baja MANGHH dan CONCAST ini, mempunyai empat dapur baja listrik yang masing-masing berkapasitas 130 ton dan dua mesin concast (mesin tuang kontinyu) serta ladle furnace. SSP II dibangun dengan teknologi pembuatan baja dari
Voest Alpine-Australia memiliki dua dapur baja listrik, satu mesin concast , ladle furnace, dan
Gambar 2.7 Proses Produksi Pabrik Baja Slab
Pabrik baja slab memproduksi lembaran baja yang bahan baku utamanya adalah besi spons dan scrap ditambah dengan batu kapur, serta dicampur dengan unsur-unsur lain seperti C, Fe, dan Si. Pabrik ini juga memanfaatkan peleburan ulang baja-baja reject (rusak) dari pabrik-pabrik lain seperti HSM, CRM, dan WRM. Komposisi kimia dari baja didaur ulang sesuai permintaan konsumen. Pabrik ini memproduksi baja slab dengan ukuran : tebal 200 mm, lebar 950 – 2080 mm, dan panjang maksimum 12.000 mm, dengan berat maksimum 30 ton. Baja yang dihasilkan dari SSP ini merupakan baja ultra low carbon dengan kandungan gas terlarut (hidrogen dan nitrogen) relatif rendah. Hasil produksi SSP ini kemudian dikirim ke HSM.
Pabrik Baja Slab memiliki fasilitas utama seperti tertulis pada tabel di bawah ini:
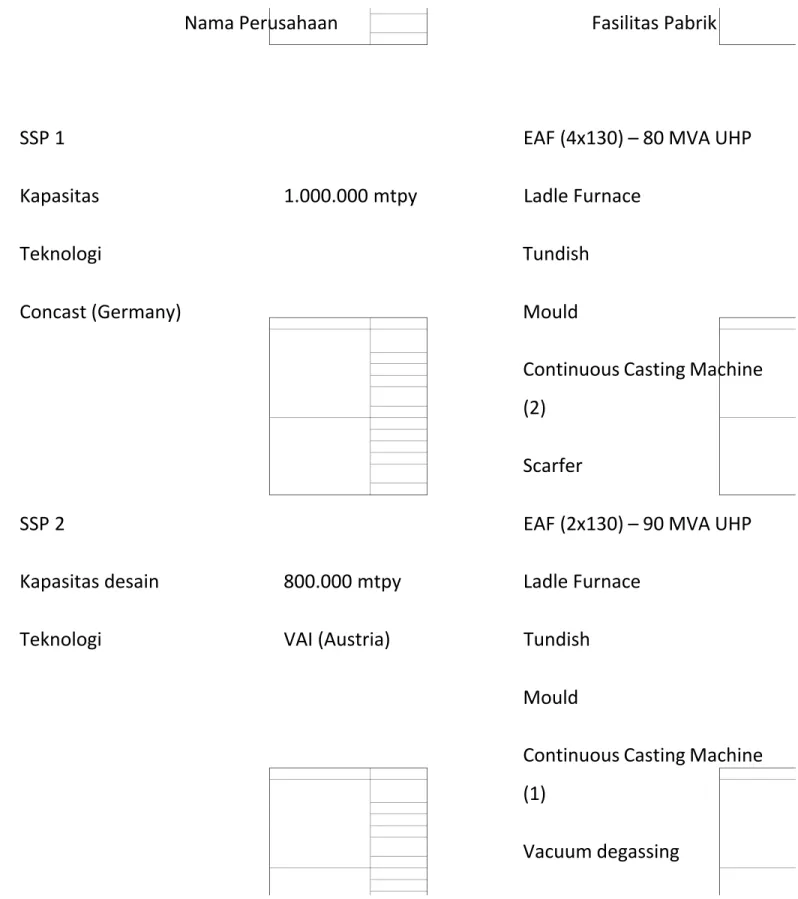
Nama Perusahaan Fasilitas Pabrik
SSP 1 EAF (4x130) – 80 MVA UHP
Kapasitas 1.000.000 mtpy Ladle Furnace
Teknologi Tundish
Concast (Germany) Mould
Continuous Casting Machine (2)
Scarfer
SSP 2 EAF (2x130) – 90 MVA UHP
Kapasitas desain 800.000 mtpy Ladle Furnace
Teknologi VAI (Austria) Tundish
Mould
Continuous Casting Machine (1)
Vacuum degassing Tabel 2.3 Fasilitas Utama Pbrik Baja Slab
Penjabaran dari setiap fasilitas tersebut di atas adalah sebagai berikut: 1. Electri c Arc Fu rn ace
Electric Arc Furnace menghasilkan baja cair dari bahan baku berupa besi spons ( sponge iron), iron scrap dan kapur (lime) untuk mengontrol kandungan fosfor dan sulfur.
2. L adle F ur nace
Aktivitas utama di dalam ladle furnace adalah:
menurunkan kandungan oksigen dalam baja dengan menggunakan aluminium; homogenisasi temperatur dan komposisi kimia dengan bubbling Argon; dan menambahkan alloy untuk mendapatkan spesifikasi yang diinginkan.
3. RH -Vacuu m Degassi ng
RH-degasser diperlukan untuk memenuhi permintaan produk baja high- grade dari konsumen.
4. Continu ous Castin g M achi ne
Baja slab diperoleh dari proses pencetakan kontinyu (continuous casting ) dimana perlindungan menggunakan gas argon diperlukan antara ladle dan tundish. Ukuran slab yang dihasilkan mempunyai ketebalan 200 mm, lebar 800-2080 mm dan panjang maksimum 12000 mm.
Pabrik Slab Baja (Slab Steel Plant ) memiliki kapasitas produksi sebesar 1.800.000 ton per tahun:
SSP I : 1.000.000 ton SSP II : 800.000 ton
2.4.4
Pabrik Baja Lembaran Panas ( Hot Strip Mill / HSM )Pabrik Baja Lembaran Panas atau Hot Strip Mill (HSM) merupakan pabrik yang menghasilkan baja lembaran tipis berupa coil , plat , dan sheet dengan proses pemanasan sampai suhu ± 1250 0C, yang merupakan pemrosesan lanjutan dari baja lembaran yang dihasilkan oleh pabrik slab baja dan kemudian dilakukan pengerolan panas (milling ).
Pabrik Pengerolan Baja Lembaran Panas atau Hot Strip Mill (HSM) mempunyai kapasitas produksi 2 juta ton/tahun. Pengendalian proses dilakukan secara otomatis dengan control set up computer , sehingga dapat menjamin kualitas produk yang dihasilkan dalam hal kekuatan mekanik, toleransi ukuran, maupun kualitas bentuk ( shape).
Gambar 2.9 Proses Produksi Pabrik Baja Lembaran Panas Perlengkapan utama Pabrik Baja Lembaran Panas adalah :
1. Dua buah dapur pemanas dengan kapasitas 300 ton/jam dengan bahan bakar gas alam, solar dan residu untuk memanskan slab.
2. Sebuah sizing press yang digunakan untuk mengatur lebar.
3. Sebuah roughing yang dilengkapi flange edgerroll dan water descaler dengan tekanan air 180 bar.
4. Sebuah pemotong kepala dan ekor ( slab cropshear ).
5. Enam buah finishing stand yang dilengkapi dengan alat ukur pengontrol lebar, panjang, tebal, dan temperatur strip secara otomatis
6. Dua buah measuring house.
Pabrik ini memanfaatkan sumber radioaktif untuk mengukur ketebalan dan profi l strip
untuk mengatur posisi slab dalam furnace. Selain itu juga, pabrik ini menghasilkan strip
dengan ketebalan 2 mm sampai dengan 25 mm, lebar 500 mm sampai 2080 mm.
Pabrik Baja Lembaran Panas memiliki fasilitas utama sebagai berikut:
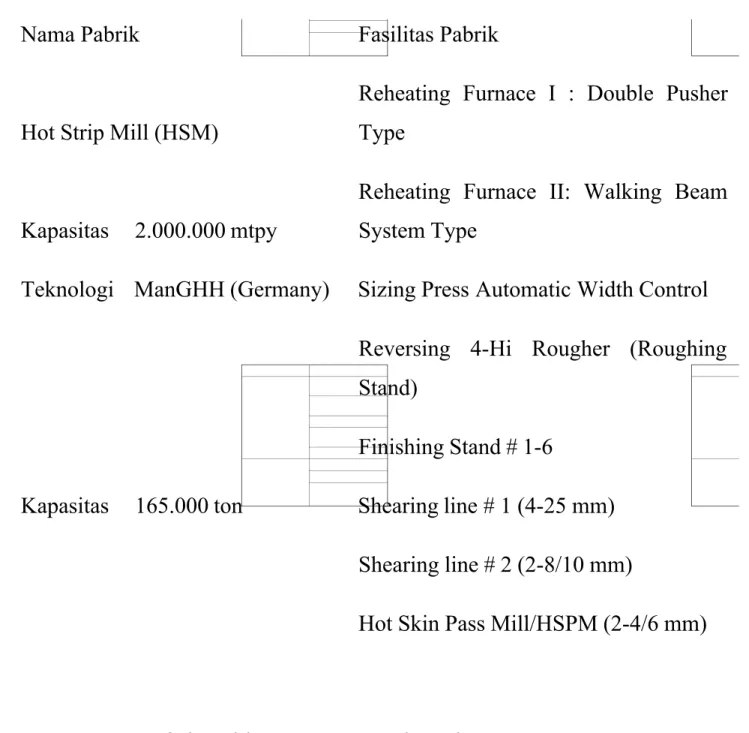
Nama Pabrik Fasilitas Pabrik
Hot Strip Mill (HSM)
Reheating Furnace I : Double Pusher Type
Kapasitas 2.000.000 mtpy
Reheating Furnace II: Walking Beam System Type
Teknologi ManGHH (Germany) Sizing Press Automatic Width Control Reversing 4-Hi Rougher (Roughing Stand)
Finishing Stand # 1-6
Kapasitas 165.000 ton Shearing line # 1 (4-25 mm) Shearing line # 2 (2-8/10 mm)
Hot Skin Pass Mill/HSPM (2-4/6 mm)
Tabel 2.4 Fasilitas Utama Pabrik Baja Lembaran Panas
2.4.5
Pabrik Baja Batang Kawat ( Wire Rod Mill / WRM )Pabrik batang kawat atau wire rod beroperasi tahun 1979 dengan kapasitas awal 220.000 ton/tahun, menggunakan teknologi SMS dari Jerman, kapasitasnya meningkat menjadi 300.000 ton/tahun pada tahun 1992 karena penambahan equipment dari Morgan USA. Pabrik ini menggunakan bahan setengah jadi dari pabrik baja billet sebagai bahan baku utama untuk diolah menjadi batang baja kawat. Kapasitas produksi saat ini sebesar 450 ribu ton/tahun batang kawat baja.
Dengan variasi produk :
Batang kawat karbon rendah
Batang kawat untuk elektroda las
Batang kawat untuk cold heading diameter 5,5mm, 8mm, 10mm, dan 12mm.
Pabrik kawat baja ini dilengkapi dengan enam mesin pembuat kawat dan unit pelapis seng. Pabrik ini menghasilkan kawat baja dengan kadar karbon rendah.
Pabrik Baja Batang Kawat Memiliki Fasilitas utama sebagai berikut: Nama Pabrik Fasilitas Pabrik
Wire Rod Mill Furnace
Kapasitas 450.000 mtpy Roughing stand Kapasitas Awal 220.000 mtpy Rotary Shear
Teknology & Morgan (USA) Intermediate Stand CD Shear
Chopping Shear 10 Finishing Stand Side Looper
Qwater Box
Pinch Roll Water Head Steimor Conveyor Mandrel
Transfer Car Compactor
Gambar 2.12 Hasil Produksi Pabrik Baja Batang Kawat
2.4.6
Pabrik Baja Lembaran Dingin ( Cold Rolling Mill / CRM )Pabrik ini diselesaikan tahun 1986 dengan menggunakan teknologi CLECIM dari Perancis. Pabrik Pengerolan Baja Lembaran Dingin atau Cold Rolling Mill (CRM) merupakan pabrik yang menghasilkan baja lembaran tipis seperti divisi HSM, tetapi hasil produksinya berdimensi lebih tipis, dengan proses tarik dan tekan yang merupakan pemrosesan lanjutan dari baja produksi HSM. Hasil produksi dalam bentuk gulungan atau
coil . Kapasitas dari pabrik CRM yaitu 850 ribu ton/tahun. Coil yang dihasilkan berukuran :
Lebar : 600 - 1300 mm Tebal : 0,18 - 3 mm
Nama Pabrik Fasilitas Pabrik
Cold Rolling Mill (CRM) Continuous Picking Line (CPL)
Kapasitas 650.000 mtpy Tandem Cold Mill
Kapasitas awal 850.000 mtpy Continuous Aneling Line (CAL) Teknologi CLECIM (Perancis) Temper Processing Mill (TPM)
Recoiling Line (REC) Shearing Line (SHR)
Electrical Cleaning (ECL) #1
Shearing Line #2 Batch Anneling Furnace (BAF)
Kapasitas 165.000 ton Preparation Line (PRP)
Sitting Line (SLT)
Electrical Cleaning (ECL) #2 Tabel 2.6 Fasilitas Pabrik Baja Lembaran Dingin
2.5
ANAK PERUSAHAAN PT. KRAKATAU STEELSelain unit-unit produksi yang berfungsi sebagai bagian utama dari proses produksi baja, PT. Krakatau Steel juga memiliki unit-unit penunjang yang merupakan anak perusahaan dari PT. Krakatau Steel yang berfungsi untuk memperlancar proses produksi. Anak perusahaan tersebut adalah sebagai berikut:
2.5.1 PT. Krakatau Daya Listrik (KDL)
Perusahaan ini memiliki Pembangkit Listrik Tenaga Uap (PLTU) berkapasitas 400 MW yang terdiri dari lima unit turbin dan masing – masing berkapasitas 80 MW. Selain itu juga dilengkapi dengan sistem jaringan dan distribusi sampai ke konsumen.
2.5.2 PT. Krakatau Bandar Samudra (KBS)
Saat ini, perusahaan ini memiliki dermaga dengan panjang total 1098 m dan kedalaman 14 m. Pelabuhan Cigading yang dikelola PT. KBS mampu melayani bongkar muat kapal dengan bobot mati hingga 70.000 DWT.
2.5.3 PT. Krakatau Tirta Industri (KTI)
Dengan debit air sebesar 2000 liter/detik air bersih yang dihasilkan, cukup untuk memenuhi kebutuhan proses industri di seluruh kawasan PT. Krakatau Steel maupun untuk kebutuhan hidup bagi warga kompleks perumahan.
2.5.4 PT. KHI Pipe Industries (PT. KHI)
Memproduksi pipa-pipa baja untuk penyaluran minyak, gas, air, ataupun struktur bangunan. Pada saat ini PT. KHI mampu memproduksi pipa dengan diameter 4 – 80 inchi
dengan spesifikasi AKI sampai dengan grade SLX – 70.
2.5.5 PT. Krakatau Engineering (PT. KE)
PT. KE bergerak dalam bidang usaha engineering , procurement , construction, project management , dan prediktif management (PEC MM) yang didukung oleh 468 orang tenaga profesional yang telah berpengalaman.
2.5.6 PT. Krakatau Wajatama (PT. KW)
PT. KW menghasilkan baja tulangan beton, baja profil ukuran medium ke bawah, serta kawat paku, dengan kapasitas masing- masing 150 ton per tahun, 45 ribu ton per tahun, dan 18 ribu ton per tahun.
2.5.7 PT. Krakatau Information Technology (PT. KIT)
PT. KIT didukung oleh 131 orang tenaga profesional yang telah berpengalaman di bidang pengelolaan dan pengembangan sistem, otomasi pabrik, jaringan dan komunikasi, dan
Value Added Network .
2.5.8 PT. Pelat Timah Nusantara (PT. Latinusa)
PT. Latinusa mampu menghasilkan 130.000 ton per tahun timplate (coil dan sheet ) dengan kualitas prime, assorted waste, dan unassorted waste yang dapat digunakan untuk can ( food critical ), general can (noncritical ) dengan pasar domestik.
2.5.9 PT. Krakatau Industri Estate Cilegon (PT. KIEC)
Sebagai pengelola seluruh aset-aset perusahaan, baik produk maupun jasa. 2.5.10 PT. Krakatau Medika (PT. KM)
Sebagai Rumah Sakit bagi karyawan PT. Krakatau Steel, karyawan anak perusahaan PT.Krakatau Steel, serta umum.
2.6 PERUSAHAANJOIN VENTURE
Selain memiliki anak perusahaan sendiri, PT. Krakatau Steel juga memiliki perusahaan join venture yang berfungsi untuk memperlancar proses industri di perusahaan. Perusahaan
tersebut adalah sebagai berikut:
1. PT. Cipta Marga Nusaphala Persada 2. PT. Marga Mandala Sakti
3. PT. METBELOSA
4. PT. INDAREF
5. PT.Seamless Pipe Indonesia Jaya 6. PT.Kerismas Witikco Makmur
2.7 STRUKTUR ORGANISASI PERUSAHAAN
PT. Krakatau Steel memiliki struktur organisasi yang berdasarkan fungsionalnya berbentuk garis dan staf secara terbatas. Dalam struktur organisasi PT. Krakatau Steel, jabatan direktur utama tidak termasuk dalam struktur kepegawaian karena diangkat langsung oleh menteri perindustrian. Selain direktur utama, dalam pelaksanaannya terdapat lima direktorat yang membantu, yaitu:
1. Direktorat Perencanaan dan Teknologi
Bertugas merencanakan, melaksanakan, mengembangkan, dan mengevaluasi usaha, pengolahan data, pengadaan prasarana penunjang kawasan industri, dan masalah konstruksi. Selain itu, juga bertugas menangani masalah-masalah yang berkaitan dengan teknologi yang bersifat jangka panjang.
2. Direktorat Produksi
Bertugas merencanakan, melaksanakan, dan mengembangkan kebijaksanaan di bidang pengoperasian dan perawatan sarana produksi, metalurgi, dan koordinasi produksi.
3. Direktorat Sumber Daya Manusia & Umum
Bertugas merencanakan, melaksanakan, dan mengembangkan kebijaksanaan di bidang personalia, kesehatan, kesejahteraan, pendidikan, dan pelatihan kerja, serta merencanakan organisasi, hubungan masyarakat, dan administrasi pengelolaan kawasan, serta keselamatan kerja.
4. Direktorat Keuangan
Bertugas merencanakan, melaksanakan, dan mengembangkan kebijaksanaan di bidang keuangan.
5. Direktorat Pemasaran
Bertugas merencanakan, melaksanakan dan mengembangkan kebijaksanaan di bidang pemasaran produk.
2.8 KEPEGAWAIAN DAN SISTEM KERJA PERUSAHAAN 2.8.1 Status Kepegawaian
Dalam sistem organisasi perusahaan PT. Krakatau Steel dikenal dua status karyawan, yaitu : 1. Karyawan Organik
Yaitu karyawan yang diangkat sebagai karyawan tetap oleh PT. Krakatau Steel.
2. Karyawan Non-Organik
Yaitu karyawan yang diangkat sebagai karyawan dalam jangka waktu tertentu, yang juga disebut sebagai karyawan kontrak.
2.8.2 Sistem Kerja
Dalam upaya untuk memenuhi target yang telah ditentukan, maka pabrik harus beroperasi secara maksimal. Untuk itu, PT. Krakatau Steel menyusun program kerja bagi karyawan sebagai berikut :
1. Karyawan Non-Shift
Waktu kerja per hari di PT. Krakatau Steel adalah 8 jam per hari atau 40 jam per minggu, dengan waktu istirahat selama 60 menit. Dengan pengaturan waktu sebagai berikut:
Hari senin sampai kamis, masuk pukul 08.00 sampai 16.30, waktu istirahat pukul 12.00 sampai 12.30 WIB.
Hari jum’at masuk pukul 08.00 sampai 17.00, waktu istirahat pukul 11.45 sampai 12.45 WIB.
2. Karyawan Shift
Untuk karyawan shift waktu kerja diatur secara bergilir selama 24 jam, dengan pembagian waktu kerja 3 shift. Masing-masing shift bekerja selama 8 jam dengan sistem kerja dilakukan oleh group shift , dimana 3 group shift bekerja selama 24 jam, dan 1 group shift libur. Dengan pembagian sistem adalah sebagai berikut :
Shift I bekerja pukul 22.00 sampai 06.00
Shift II bekerja pukul 06.00 sampai 14.00
Shift III bekerja pukul 14.00 sampai 22.0
mendapat bantuan uang cuti masing-masing 100% gaji untuk cuti tahunan, dan 200% untuk cuti besar.
2.9 KESEJAHTERAAN KARYAWAN
Selain gaji dan tunjangan yang diberikan, perusahaan juga berusaha meningkatkan kesejahteraan karyawannya dengan cara memberikan fasilitas-fasilitas, antara lain :
1. Asur ansi tenaga kerj a
Terdiri dari asuransi kematian dan asuransi kecelakaan yang diberikan melalui asuransi sosial tenaga kerja.
2. Jami nan Kesehatan
Berupa pemeriksaan, pengobatan, dan perawatan untuk karyawan dan keluarganya yang sedang sakit, baik fisik maupun mental. Yang berhak menerima adalah karyawan tetap, istri, atau suami karyawan yang terdaftar di divisi personalia dan anak kandung karyawan ataupun anak angkat yang sah dan terdaftar di divisi personalia dengan ketentuan belum mencapai umur 21 tahun dan belum berpenghasilan tetap.
3. Jaminan hari tua
Diberikan kepada karyawan yang memenuhi ketentuan telah mencapai umur 55 tahun atau pensiun dipercepat karena cacat. Selain itu, juga diberikan fasilitas pendidikan dan Tunjangan Hari Raya.