KAJIAN ERGONOMI DALAM PERANCANGAN ALAT BANTU
PROSES PENYETELAN DAN PENGELASAN PRODUK TANGKI TRAVO
Oleh :
Sritomo W.Soebroto, Arief Rahman, dan Elfino Jovianto Laboratorium Ergonomi, Aplikasi dan Perancangan Sistem Kerja
Jurusan Teknik Industri – Fakultas Teknologi Industri Institut Teknologi Sepuluh Nopember – Surabaya
Ph/Fax : (031) – 5939361, 5939362; e-mail: msritomo@rad.net.id
ABSTRAK
PT BD-Surabaya adalah sebuah industri manufaktur yang menghasilkan produk travo yang fungsi utamanya untuk menaik/turunkan tegangan listrik. Ada dua bagian utama dari produk ini yaitu bagian dalam (inner part) dan bagian luar (outer part). Bagian dalam lebih merupakan komponen-komponen rangkaian listrik yang akan menentukan fungsi-guna utama produk ini, sedangkan bagian luar --- tangki travo dan radiator --- merupakan bagian penunjangnya. Fokus penelitian akan lebih ditujukan terhadap proses pengerjaan komponen tangki travo khususnya untuk proses penyetelan dan pengelasannya. Proses penyetelan dan pengelasan tangki travo selama ini dilakukan dengan metode kerja yang cenderung konvensional, mengabaikan prinsip-prinsip kerja ergonomis dan tidak produktif. Kondisi tersebut bisa dilihat dari lamanya waktu proses pengerjaan, terutama untuk proses penyetelan (setting-up) sebelum proses pengelasan tangki.
Dengan memperhatikan kondisi dan cara kerja yang tidak produktif serta berlangsung berulang kali seperti ini; maka penelitian akan mengembangkan solusi alternatif berupa perancangan alat bantu (semacam ”fixture”) yang akan mampu mempercepat proses penyetelan dan memperingan beban kerja operator pengelasan. Evaluasi dan pertimbangan ergonomis dalam perancangan alat bantu ini ditunjukkan dengan diaplikasikannya data antropometeri dan pengukuran kinerja operator yang bisa dilihat dari waktu/output kerja yang jauh lebih produktif. Hal tersebut dapat ditunjukkan dalam proses penyetelan dimana sebelum dilakukan intervensi ergonomis memerlukan waktu proses sebesar 58,3 menit/unit dan konsumsi enersi kerja 5,832 kcal/menit; sedangkan setelah dilakukan solusi ergonomis terjadi penurunan waktu proses kerja yaitu menjadi 42,8 menit/unit dengan konsumsi enersi kerja sebesar 5,064 kcal/menit. Selanjutnya dengan aplikasi Nordic Body Map dapat pula diketahui adanya penurunan keluhan sakit pada 27 titik anggota tubuh.
Kata Kunci : Proses Penyetelan dan Pengelasan, Perancangan Alat Bantu (Fixture), Ergonomi-Antropometri, dan Pengukuran Kinerja Operator.
1. Pendahuluan
PT BD-Surabaya adalah sebuah industri manufaktur yang menghasilkan produk travo yang fungsi utamanya untuk menaik/turunkan tegangan listrik. Ada dua bagian utama dari produk ini yaitu bagian dalam (inner part) dan bagian luar (outer part). Bagian dalam lebih merupakan komponen-komponen rangkaian listrik yang akan menentukan fungsi-guna utama produk ini, sedangkan bagian luar --- tangki travo dan radiator --- merupakan bagian penunjangnya. Dari aliran proses pembuatan travo ini, fokus penelitian akan lebih ditujukan terhadap proses pengerjaan komponen tangki travo khususnya untuk proses penyetelan dan pengelasannya. Proses penyetelan dalam hal ini merupakan aktivitas kerja yang harus dilakukan operator yang terdiri atas elemen-elemen aktivitas pengukuran, penyesuaian dan penyatuan/perakitan bagian-bagian
yang membentuk tangki travo. Sedangkan proses pengelasan merupakan langkah akhir yang akan membuat bagian-bagian tangki travo tadi akan menyatu secara permanen.
Proses penyetelan dan pengelasan tangki travo di PT. BD-Surabaya masih dilakukan secara konvensional dan cenderung mengabaikan prinsip maupun kaidah ergonomi. Aktivitas kerja berlangsung secara manual dan kurang memperhatikan faktor kenyamanan, kesehatan maupun keselamatan kerja manusia. Tanpa disadari hal tersebut akan mempengaruhi efektivitas, efisiensi dan produktivitas kerja (Jovianto, 2005). Sebagaimana lazimnya yang terjadi di industri acapkali posisi dan tata cara kerja operator tidak dirancang dengan baik, sehingga akan membawa kinerja operasional menjadi tidak optimal; dan disisi lain kondisi kerja tersebut akan mempercepat kelelahan dan menimbulkan banyak keluhan, rasa sakit maupun cedera pada anggota tubuh operator pada jangka pendek maupun panjang. Gambar tersebut dibawah ini akan menunjukkan situasi dan kondisi kerja yang sedang berlangsung sebelum dan selama penelitian dilakukan.
Gambar 1. Kondisi dan Posisi Kerja Proses Penyetelan dan Pengelasan Tangki Travo Sikap/posisi dan tata cara kerja selama proses penyetelan dan pengelasan tangki travo yang cenderung mengabaikan prinsip-prinsip kerja ergonomis akan berakibat pada rendahnya tingkat produktivitas operator. Hal tersebut bisa dilihat dari lamanya waktu proses pengerjaan, terutama untuk proses penyetelan (setting-up) sebelum proses pengelasan tangki. Dengan memperhatikan kondisi dan cara kerja yang tidak produktif yang berlangsung berulang kali seperti ini; maka penelitian akan mengembangkan sebuah solusi alternatif berupa perancangan alat bantu (semacam ”fixture”). Perancangan alat bantu bertujuan untuk mempercepat proses kerja, memperingan beban kerja dan meningkatkan kinerja operator penyetelan dan pengelasan.
Dengan adanya alat bantu penyetelan/pengelasan yang dirancang secara khusus; maka posisi kerja operator akan dirubah yaitu dari posisi kerja duduk/jongkok menjadi berdiri. Sebuah posisi kerja natural yang seharusnya dan sebaiknya dilakukan oleh operator yang melaksanakan kerja penyetelan maupun pengelasan. Evaluasi dan pertimbangan ergonomis dalam perancangan alat bantu ini ditunjukkan melalui aplikasi data antropometri yang relevan untuk perancangan alat bantu yang diperlukan operator di stasiun kerja penyetelan dan pengelasan. Sedangkan untuk melihat azas manfaat yang mampu dicapai dari hasil rancangan dan modifikasi tata cara kerja bisa dilihat dari tolok ukur waktu ataupun output (standar) yang dicapai, dan juga enersi kerja fisik (energy costs of work) yang dikonsumsikan selama melakukan aktivitas (Tayyari, 1982; Wignjosoebroto, 2003).
2. Pendekatan Pemecahan Masalah 2.1. Permasalahan
Berdasarkan latar belakang masalah seperti yang telah diuraikan maka pokok permasalahan yang dihadapi adalah bagaimana meningkatkan kinerja operator dengan melakukan modifikasi posisi dan tata cara kerja melalui pendekatan ergonomi. Untuk maksud tersebut penelitian akan menghasilkan rancangan fasilitas bantu agar proses kerja di Stasiun Kerja Penyetelan dan Pengelasan di PT BD-Surabaya bisa lebih produktif. Rancangan fasilitas bantu dibuat dengan mengikuti kaidah-kaidah teknis dan sekaligus ergonomis. Terutama dalam hal penentuan dimensi ukuran-ukurannya yang akan mengaplikasikan data antropometri operator/pekerja yang relevan. Selain peningkatan produktivitas, implementasi dari data antropometri operator didalam perancangan diharapkan akan mampu meningkatkan kenyamanan maupun keamanan/ keselamatan selama proses kerja berlangsung.
2.2. Perancangan Stasiun Kerja
Stasiun kerja merupakan area 3 (tiga) dimensi yang mengelilingi seorang pekerja (operator) yang batas-batas dimensi ruangnya akan ditentukan oleh titik-titik singgung yang dapat dicapai dengan mudah oleh bagian-bagian tubuh (terutama anggota tubuh untuk melakukan gerakan-gerakan kerja, seperti kaki maupun lengan/tangan) dan lokasi untuk penempatan mesin, perkakas kerja, dan fasilitas bantu kerja lainnya yang akan dioperasikan oleh pekerja. Stasiun kerja yang dirancang secara benar akan mampu memberikan keselamatan dan kenyamanan kerja bagi operator yang selanjutnya akan berpengaruh secara signifikan didalam menentukan tingkat kinerjanya. Dalam hal ini ada hubungan yang erat antara kenyamanan dan produktivitas kerja yang mampu dicapai oleh seorang pekerja; meskipun masih banyak orang yang berasumsi bahwa produktivitas dan kualitas kerja (quality of work life) merupakan fungsi linier dari tingkatan upah maupun insentif yang bisa diberikan pada pekerja (Barnes, 1980; Wignjosoebroto, 2000). Begitu pula banyak orang kurang menyadari kalau ketidak-nyamanan kerja yang dirasakan oleh seorang pekerja ternyata diakibatkan kesalahan-kesalahan didalam perancangan fasilitas kerja yang harus dioperasikan maupun stasiun kerja dimana operator akan menghabiskan sebagian besar waktunya dalam area kerja (work envelope) yang sempit dan terbatas. Ketidak-nyamanan kerja bisa juga disebabkan oleh posisi kerja yang tidak benar (misalkan terlalu lama duduk, jongkok maupun berdiri) dan memerlukan energi tambahan yang akhirnya bisa mempercepat datangnya kelelahan, penurunan kinerja dan produktivitas. Stasiun kerja haruslah dirancang sedemikian rupa sehingga pekerja akan mampu melaksanakan aktivitasnya secara efektif, leluasa dan nyaman.
Spesifikasi rancangan stasiun kerja akan terkait erat dengan karakteristik fisik manusia (data antropometri) yang diukur baik melalui metode pengukuran statik maupun dinamik yang akan berinteraksi dengan sistem kerja yang ada. Menurut Stevenson (1987, 1989) dan Wignjosoebroto (2000, 2001, 2003) antropometri adalah satu kumpulan data numerik yang berhubungan dengan karakteristik fisik tubuh manusia, ukuran dan kekuatan serta penerapan dari data tersebut untuk penanganan masalah desain (perancangan). Agar rancangan suatu produk atau fasilitas kerja nantinya sesuai dengan tubuh manusia yang mengoperasikannya, maka harus diperhatikan prinsip-prinsip dalam aplikasi data anthropometri. Untuk mencapai kondisi tersebut, maka ada 2 (dua) faktor penentu yang harus diperhitungkan dalam proses perancangan sebuah stasiun kerja, yaitu (a) harus selalu diingat bahwa populasi pekerja akan sangat bervariasi dan berbeda-beda baik dalam bentuk maupun ukuran tubuh (antropometri)-nya; dan (b) harus dipahami benar tentang karakteristik dari populasi pemakai produk ataupun fasilitas kerja seperti pendidikan, kultur, skill, attitude, kemampuan fisik maupun mental, dan lain-lain. Kesalahan pokok yang sering dilakukan oleh seorang perancang adalah menempatkan karakteristik dan spesifikasi ukuran yang ada pada dirinya sendiri kedalam rancangan yang akan dibuatnya.
Prinsip yang ingin diterapkan disini adalah “if I can use it, it must be designed well” . Kesalahan mendasar semacam ini hanya dapat dieliminir dengan cara menerapkan data antropometri yang tepat dan relevan dengan populasi terbesar pemakainya.
2.3. Pendekatan Ergonomi dalam Perancangan Stasiun/Fasilitas Kerja
Ergonomi yang secara umum diartikan sebagai ”the study of work” telah mampu membawa perubahan yang signifikan dalam mengimplementasikan konsep peningkatan produktivitas melalui efisiensi penggunaan tenaga kerja dan pembagian kerja berdasarkan spesialisasi-keahlian kerja manusia (Bridger, 1995; Sanders & McCormick, 1992). Konsep produktivitas yang terjadi dalam lini produksi di industri telah menggeser struktur ekonomi agraris yang berbasis pada kekayaan sumber daya alam untuk kemudian beranjak menuju ke struktur ekonomi produksi (industri) yang menekankan arti pentingnya nilai tambah (added value). Fokus dari apa yang telah diteliti, dikaji dan direkomendasikan oleh para pionir studi tentang kerja di industri ini --- yang selanjutnya dicatat sebagai awal dari era “scientific management” --- telah memberikan landasan kuat untuk menempatkan ”engineer as economist” didalam perancangan sistem produksi. Dalam hal ini implementasi ergonomi industri berkisar pada 2 (dua) tema pokok yaitu (a) telaah mengenai“interfaces” manusia dan di mesin dalam sebuah sistem kerja, dan (b) analisa sistem produksi (industri) untuk memperbaiki serta meningkatkan performans kerja yang ada.
Pendekatan ergonomi dalam perancangan stasiun dan/atau fasilitas kerja di industri telah menempatkan rancangan sistem kerja manusia-mesin yang awalnya serba rasional-mekanistik menjadi tampak lebih manusiawi. Disini faktor yang terkait dengan fisik (faal/fisiologi) maupun perilaku (psikologi) manusia baik secara individu pada saat berinteraksi dengan mesin dalam sebuah rancangan sistim manusia-mesin dan lingkungan kerja fisik akan dijadikan pertimbangan utama. Persoalan perancangan tata cara kerja di lini aktivitas produksi nampaknya juga akan terus terarah pada segala upaya untuk mengimplementasikan konsep “human-centered engineered systems” dalam perancangan teknologi produk maupun proses dengan mengkaitkan faktor manusia didalamnya. Pendekatan ergonomi yang dilakukan dalam perancangan sistem produksi di lantai produksi akan mampu menghasilkan sebuah rancangan sistem manusia-mesin yang sesuai dengan ekspektasi manusia pekerja atau tanpa menyebabkan beban kerja yang melebihi ambang batas (fisik maupun psikologis) manusia untuk menahannya. Dalam hal ini akan diaplikasikan segala macam informasi yang berkaitan dengan faktor manusia (kekuatan, kelemahan/keterbatasan) dalam perancangan sistem kerja yang meliputi perancangan produk (man-made objects), mesin & fasilitas kerja dan/atau lingkungan kerja fisik yang lebih efektif, aman, nyaman, sehat dan efisien (ENASE). Rekayasa manusia (human engineering) yang dilakukan terhadap sistem kerja tersebut diharapkan akan mampu (a) memperbaiki performans kerja manusia seperti menambah kecepatan kerja, ketelitian, keselamatan, kenyamanan dan mengurangi penggunaan enersi kerja yang berlebihan dan mengurangi kelelahan; (b) mengurangi waktu yang terbuang sia-sia untuk pelatihan dan meminimalkan kerusakan fasilitas kerja karena human errors; dan (c) meningkatkan “functional effectiveness” dan produktivitas kerja manusia dengan memperhatikan karakteristik manusia dalam desain sistem kerja (Suyatno, 1985; Wignjosoebroto, 2001).
3. Metode Penelitian
Langkah-langkah pemecahan masalah dalam penelitian ini diawali dengan identifikasi permasalahan. Kemudian dilanjutkan dengan pengumpulan, pengolahan, pengujian dan analisa data yang relevan dengan kondisi lapangan yang ada. Data diperoleh melalui studi lapangan studi lapangan dengan cara pengamatan langsung dan sekaligus mencoba melakukan wawancara dengan operator maupun supervisor yang terlibat dalam aktivitas kerja yang diteliti. Selanjutnya mengembangkan konsep rancangan fasilitas kerja yang bisa dipergunakan untuk membantu
memperbaiki sikap/posisi kerja operator pada saat melakukan aktivitas penyetelan maupun pengelasan tangki travo. Pertimbangan aspek ergonomi didalam rancangan (design) fasilitas kerja bantu akan merubah sikap/posisi kerja operator dari duduk-jongkok menjadi sikap/posisi kerja berdiri. Sebagai acuan untuk penetapan dimensi ukuran rancangan fasilitas kerja bantu digunakan data antropometri yang relevan dengan operator. Rancangan kemudian direalisasikan dengan langkah pembuatan “prototipe”; sedangkan pengujian seberapa signifikan kinerja rancangan diperoleh dengan menggunakan tolok ukur kelayakan ergonomis (waktu/output standard, penggunaan enersi kerja fisik dan keluhan subyektif). Selanjutnya gambar 2 berikut secara sistematis akan menunjukkan langkah-langkah penelitian yang dilakukan.
Gambar 2. Langkah-Langkah Penelitian dan
Perancangan
Alat Bantu Penyetelan dan Pengelasan Tangki Travo
4. Rancangan Alat Bantu Kerja Penyetelan dan PengelasanLangkah awal sebelum dilakukan perancangan alat bantu adalah mengidentifikasikan kondisi- kondisi kerja yang tidak ergonomis dan produktif. Konsep dasar yang dipergunakan untuk perancangan adalah dengan menerapkan beberapa prinsip ekonomi gerakan (motion economy) seperti (a) menghilangkan gerakan-gerakan kerja yang tidak perlu dan justru memboroskan tenaga, (b) meng kombinasikan beberapa aktivitas menjadi sebuah aktivitas yang memungkinkan dilaksanakan secara bersamaan, (c) menghilangkan atau mengurangi aktivitas manual manakala hal tersebut dapat dilaksanakan dengan menggunakan peralatan kerja (mekanisasi kerja), serta (d)
Pengumpulan, Pengolahan dan Pengujian Data
Sikap/Posisi Kerja dan Data
Antropometri Data Waktu/ Output Std (Produktivitas) Data Konsumsi Enersi Kerja Fisik Data Keluhan Subyektif Ergonomis?
Perancangan Alat Bantu & Prototyping Identifikasi Permasalahan
(Kondisi Existing)
mengupayakan penggunaan peralatan kerja untuk melakukan berbagai macam aktivitas ( multi-purpose). Berdasarkan prinsip ekonomi gerakan tersebut, maka rancangan peralatan kerja (alat bantu) dibuat dengan maksud untuk menghilangkan ataupun mengurangi kondisi kerja yang tidak produktif. Data berikut merupakan hasil analisa dan pengukuran kondisi kerja awal untuk aktivitas penyetelan dan pengelasan tangki travo yang berhasil diperoleh sebelum dilakukan perbaikan tata cara kerja-nya :
Waktu standar untuk proses penyetelan sebesar 58,3 menit per unit; sedangkan output standar sebesar 1 unit travo per jam atau 8 unit per hari (8 jam kerja). Untuk proses pengelasan sebesar 78,4 menit per unit dengan output standar sebesar 6 unit per hari (8 jam kerja). Konsumsi enersi untuk aktivitas penyetelan sekitar 5,832 kcal/menit dengan denyut nadi
sekitar 111 detak/menit; sedangkan untuk proses pengelasan sekitar 5,5 kcal/menit dan denyut nadi sekitar 107 detak/menit.
Dengan mengacu pada standar konsumsi enersi untuk pekerjaan yang kualifikasi berat berkisar 5,2 kcal/menit (Christensen, 1964; Tayyari, 1985; dan Wignjosoebroto, 2000); maka dapat ditarik kesimpulan kalau kondisi kerja awal tersebut kurang ergonomis. Dalam hal ini konsumsi enersi dirasakan terlalu besar (kualifikasi kerja manual berat) dan melelahkan. Kondisi ini bisa menyebabkan rendahnya produktivitas kerja, selain juga menyebabkan tingginya keluhan subyektif rasa sakit di 27 titik anggota tubuh yang terdeteksi melalui kuestioner yang mengaplikasikan Nordic Body Map (NBM). Melalui NBM dapat diketahui kemudian bagian-bagian anggota tubuh (otot) yang mengalami rasa sakit dengan tingkat keluhan mulai dari tidak nyaman sampai sangat sakit. Dengan melihat dan menganalisa NBM, maka dapat diestimasi jenis dan tingkat keluhan otot skeletal yang dirasakan oleh pekerja. Bagian otot skeletal yang dimaksud disini adalah bagian-bagian tubuh mulai dari leher sampai ke kaki yang terbagi menjadi 27 titik/bagian. Dari analisa awal aktivitas penyetelan maupun pengelasan tersebut tergolong kerja berat, karena selama melakukan aktivitas operator harus bekerja dengan cara menahan, memposisikan dan menekan material dengan secara manual yang kesemuanya memerlukan tenaga maupun enersi fisik besar. Untuk mengatasi hal tersebut, solusi alternatif diberikan dengan cara mengembangkan rancangan alat bantu (fixture) yang berfungsi mengeliminasi ataupun mengurangi beban kerja fisik operator selama melakukan aktivitas penyetelan maupun pengelasan tangki travo (Jovianto, 2005). Rancangan alat bantu akan mengeliminir elemen-elemen kerja tidak produktif yang dalam proses penyetelan bisa dijumpai dalam elemen-elemen kerja mengukur dan memposisikan benda kerja (tangki travo) yang keduanya dilakukan secara manual.
Agar bisa mencapai tujuan yang dikehendaki, maka ada beberapa atribut/kriteria teknis dari rancangan alat bantu yang harus dijadikan sebagai bahan pertimbangan, antara lain sebagai berikut :
Efektif
- Ukuran pada alat bantu harus tepat secara teknis dan sesuai dengan antropometri.
- Alat bantu harus dapat membantu memberikan tekanan pada bagian–bagian yang memer lukan penyetelan/pengelasan, yaitu side plate dan upper plate.
- Alat bantu mampu menahan benda kerja dengan stabil pada bagian ground base dan base plate.
Efisien
- Alat bantu harus dapat mengukur sekaligus memposisikan serta menahan bagian - bagian yang akan di las sehingga dapat menggabungkan beberapa elemen kerja menjadi satu sehi- ngga kerja menjadi lebih produktif.
- Dibuat stopper pada alat bantu yang dapat membantu memposisikan komponen dengan cepat dan tepat sehingga mengurangi kerja yang berulang-ulang.
existing namun dengan elemen kerja yang teleh disesuaikan dengan alat bantu yang memper timbangkan faktor teknis dan prinsip-prinsip ergonomi.
- Alat bantu dibuat sederhana dan tidak terlalu besar mengingat terbatasnya area stasiun kerja dan layout mesin.
Kenyamanan, Keamanan dan Kesehatan
- Diperlukan holder agar dapat menahan dan menekan bagian-bagian travo dengan stabil sehi ngga beban kerja operator berkurang dan tidak mempercepat datangnya kelelahan.
- Untuk posisi kerja, sebaiknya dirubah menjadi posisi kerja berdiri. Hal ini disebabkan pada saat bekerja, operator banyak bergerak-pindah untuk mengambil komponen-komponen mau berubah posisi kerja terutama pada saat proses pengelasan.
- Dengan perubahan posisi kerja dari duduk/jongkok menjadi berdiri, maka dimensi ukuran alat bantu penyetelan dan pengelasan tangki travo dibuat berdasarkan data anthropometri yang relevan dengan ukuran tubuh (antropometri) operator. Dimensi ukuran yang diambil adalah :
D5 (tinggi tangan dari lantai pada posisi berdiri) dimaksudkan sebagai batasan minimum dari tinggi meja alat bantu. Diambil persentil 95 % yaitu 75,6 cm, dengan panjang alat las adalah 25cm dan tinggi sepatu sekitar 5cm maka batasan minimumnya adalah 75,6cm-20cm=55,6cm
D3 (Tinggi bahu pada posisi tegak) dimaksudkan sebagai acuan perancangan tinggi handle. Diambil persentil 50% yaitu 140cm, maka batasannya (tinggi bahu +/- jangkauan) adalah 78 cm dan 202 cm. Hal ini berarti handle harus berada di dalam range tersebut.
D26 (panjang tangan) dimaksudkan sebagai batasan maksimum jangkauan (panjang tangan + panjang alat las) yang nantinya akan menjadi radius jangkauan. Persentil panjang yang diambil adalah persentil 5%. Maka batasannya adalah 62cm+25cm=87cm - Dibuat holder pada alat bantu sehingga dapat menahan bagian-bagian travo dengan stabil
sehingga pada saat dikerjakan tidak ada resiko jatuh dan mengenai operator.
- Untuk keselamatan dan kesehatan kerja, maka pada saat bekerja operator diwajibkan memakai celemek tahan api, bersepatu, memakai sarung tangan, dan memakai pelindung wajah dan mata serta memakai masker (perlengkapan K3).
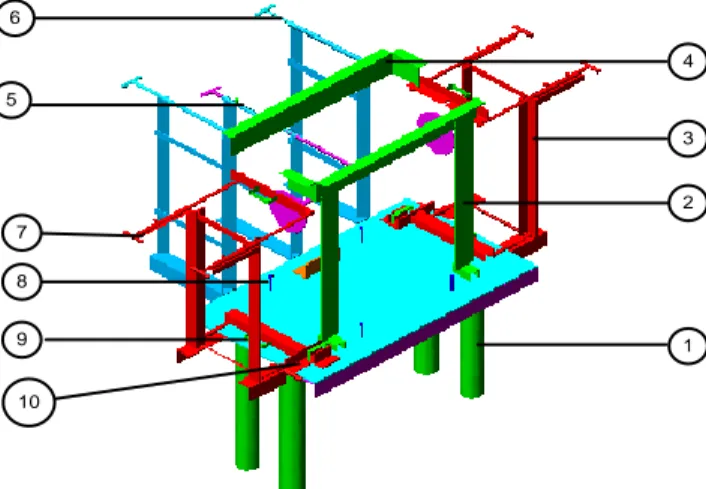
Dengan menggunakan kriteria rancangan alat bantu maka dibuatlah desain akhir dari alat bantu pada departemen penyetelan seperti pada gambar dibawah ini.
4 3 2 1 9 7 5 6 8 10
Keterangan:
1. kaki penyangga (70 cm ; memenuhi tinggi minimum) 2. holder untuk menahan upper (back) plate
3. stopper dan holderside plate untuk maemposisikan dan memberi penekanan pada side plate dan juga untuk memposisikan lifting lug.
4. holder untuk menahan upper (front) plate
5. penekan untuk menekan side plate dari dalam dan untuk menjaga ukuran diagonal tetap sesuai (tinggi 130cm ; memenuhi jangkauan handle)
6. penekan unuk menekan upper plate (tinggi 150cm ; memenuhi jangkauan handle) 7. penekan untuk menekan side plate(tinggi 150cm ; memenuhi jangkauan handle) 8. stopperground base untuk memposisikan ground base
9. stopper dan holder untuk memposisikan base plate dan side plate dengan benar. 10. stopper base plate untuk memposisikan base plate dengan tepat.
Gambar 4. Alat Bantu dalam Kondisi Digunakan untuk Proses Penyetelan
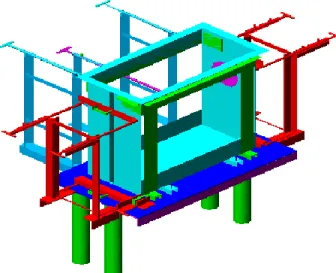
Untuk rancangan alat bantu pengelasan dibuat dengan prinsip hampir sama dengan alat bantu penyetelan. Disini ada semacam alat/poros pemutar yang akan memudahkan operator pada saat mengelas tanpa harus menghadapi kendala bergerak memutar ataupun memindahkan mesin las terlalu sering akibat kabel las yang terlalu pendek. Gambar 5 berikut menunjukkan rancangan rancangan alat bantu untuk proses pengelasan.
Keterangan :
1. Holder ground base untuk memegang tangki travo agar tetap stabil walaupun digerakkan berputar.
2. Poros pemutar untuk memudahkan ge- rakan kerja operator tanpa harus berpin dah posisinya.
3. Kursi kerja ergonomis yang dirancang sesuai dengan antropometri operator.
Gambar 5. Alat Bantu untuk Proses Pengelasan
1
2
5. Implementasi, Analisa dan Evaluasi Ergonomi Hasil Rancangan
Adanya alat bantu akan menyebabkan berubahnya posisi maupun tata cara (metode) kerja yang harus dilakukan oleh operator. Dengan memberikan pelatihan dan sosialisasi penggunaan peralatan bantu, maka diharapkan operator akan bisa memahami dan menerima tata cara kerja yang baru yang lebih ergonomis dan produktif. Gambar berikut menunjukkan prototipe dari rancangan alat bantu untuk proses penyetelan dan posisi kerja operator pada saat melaksanakan aktivitas penyetelan/pengelasan.
Gambar 6. Proses Penyetelan dan Pengelasan dengan Menggunakan Alat Bantu
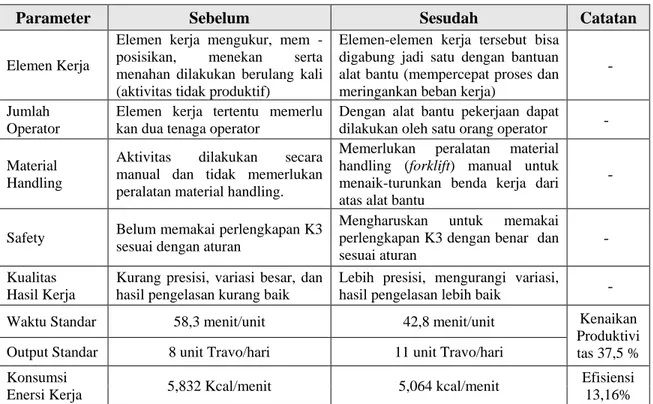
Seberapa jauh kondisi kerja yang baru mampu memberikan perubahan tata cara kerja dan perbaikan efisiensi/produktivitas kinerja operasional yang mampu dihasilkan di stasiun kerja penyetelan dapat dilihat dalam tabel 2 berikut ini.
Tabel Perbandingan Kondisi Kerja Sebelum dan Sesudah Menggunakan Alat Bantu (Stasiun Kerja Proses Penyetelan)
Parameter Sebelum Sesudah Catatan
Elemen Kerja
Elemen kerja mengukur, mem - posisikan, menekan serta menahan dilakukan berulang kali (aktivitas tidak produktif)
Elemen-elemen kerja tersebut bisa digabung jadi satu dengan bantuan alat bantu (mempercepat proses dan meringankan beban kerja)
-
Jumlah Operator
Elemen kerja tertentu memerlu kan dua tenaga operator
Dengan alat bantu pekerjaan dapat
dilakukan oleh satu orang operator - Material
Handling
Aktivitas dilakukan secara manual dan tidak memerlukan peralatan material handling.
Memerlukan peralatan material handling (forklift) manual untuk menaik-turunkan benda kerja dari atas alat bantu
-
Safety Belum memakai perlengkapan K3 sesuai dengan aturan
Mengharuskan untuk memakai perlengkapan K3 dengan benar dan sesuai aturan
-
Kualitas Hasil Kerja
Kurang presisi, variasi besar, dan hasil pengelasan kurang baik
Lebih presisi, mengurangi variasi,
hasil pengelasan lebih baik -
Waktu Standar 58,3 menit/unit 42,8 menit/unit Kenaikan
Produktivi tas 37,5 %
Output Standar 8 unit Travo/hari 11 unit Travo/hari
Konsumsi
Enersi Kerja 5,832 Kcal/menit 5,064 kcal/menit
Efisiensi 13,16%
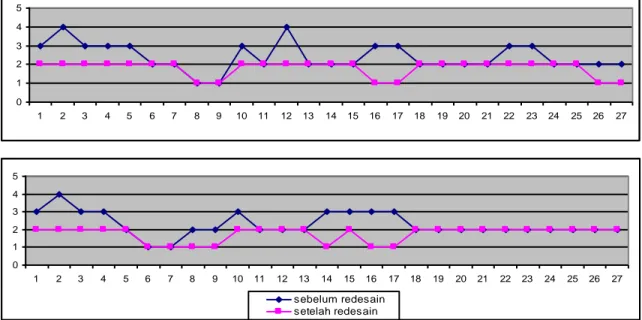
Selanjutnya dengan menggunakan kuestioner (check point) Peta “Nordic” Anggota Tubuh Manusia (Nordic Body Map) secara subyektif dapat diketahui adanya perubahan berupa penurunan tingkat keluhan rasa sakit (nyeri otot) ataupun ketidak-nyamanan 27 titik dari bagian-bagian tubuh mulai dari kepala/leher (titik nomor 1) sampai dengan kaki (titik nomor 27). Tingkat keluhan diekspresikan secara subyektif oleh operator pada saat bekerja mulai dari rasa tidak/kurang nyaman (point 1) sampai dengan rasa amat sangat sakit (point 4). Gambar 7 menunjukkan gambaran tingkat keluhan subyektif rasa sakit untuk 27 bagian tubuh sesuai dengan kuestioner NBM pada kondisi eksisting dan kondisi saat dioperasikannya rancangan alat kerja bantu. Rancangan alat bantu yang mengimplementasikan data antropometri operator dan perubahan posisi kerja dari duduk-jongkok menjadi berdiri ternyata mampu menekan tingkat keluhan subyektif pada beberapa anggota tubuh tertentu seperti ditunjukkan dalam gambar grafik dari dua orang operator berikut ini :
0 1 2 3 4 5 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 0 1 2 3 4 5 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 sebelum redesain setelah redesain
Gambar 7. Grafik Perbandingan Tingkat Keluhan Subyektif Sebelum dan Sesudah Digunakannya Alat Bantu Proses Penyetelan Tangki Travo untuk Dua Operator Berbeda
5. Kesimpulan
Berdasarkan analisa dan interpretasi data penelitian yang ada dapat disimpulkan bahwa rancangan alat bantu kerja yang berfungsi seperti fixture telah mampu meningkatkan kinerja operator di Stasiun Kerja Penyetelan dan Pengelasan Tangki Travo secara lebih produktif lagi. Rancangan alat bantu penyetelan dan pengelasan yang dibuat berdasarkan dimensi antropometri operator yang relevan telah memberikan perubahan dalam hal sikap/posisi kerja dari duduk-jongkok menjadi berdiri dan menyebabkan gerakan-gerakan kerja operator menjadi lebih bebas, nyaman, efektif dan efisien. Evaluasi ergonomi-antropometri terhadap perbaikan tata cara kerja dan penggunaan rancangan alat bantu di Stasiun Kerja Penyetelan menunjukkan adanya penurunan waktu standar operasi penyetelan dari 58,3 menit/unit menjadi 42,8 menit/unit, atau peningkatan output kerja dari 8 unit travo/hari menjadi 11 unit travo/hari. Peningkatan produktivitas sebesar 37,5% ini memberikan hasil perubahan yang cukup signifikan ditinjau dari aspek teknis maupun ekonomisnya.
Selain mampu meningkatkan produktivitas kerja, perbaikan tata cara kerja dan penggunaan alat bantu juga memberikan dampak positif yang lain berupa penurunan konsumsi enersi fisik kerja
dari 5.832 kcal/menit menjadi 5,064 kcal/menit. Penurunan konsumsi enersi atau efisiensi sebesar 13,16% ini jelas akan mampu membuat beban kerja-fisik operator menjadi berkurang dan pekerjaan menjadi lebih ringan, nyaman serta tidak membuat cepat lelah. Hal tersebut diperkuat dengan data penurunan tingkat keluhan subjektif rasa sakit seperti yang ditampilkan di gambar grafik Nordic Body Map untuk beberapa titik dari total 27 titik bagian anggota tubuh akibat sebagai konsekuensi logis dari aktivitas kerja manual-fisik dan sikap/posisi kerja yang tidak memenuhi kaidah ergonomis. Berdasarkan parameter-parameter kinerja operator seperti yang telah diuraikan diatas, dapat disimpulkan bahwa perancangan metode kerja dan alat bantu yang telah diterapkan telah mampu mengurangi kondisi kerja yang tidak ergonomis.
6. Daftar Pustaka
1. Barness, Ralph M. Motion and Time Study: Design and Measurement of Work. New York : John Wiley & Sons, 1980.
2. Bridger, R.S. Introduction to Ergonomics. New York : McGraw-Hill Inc., 1995
3. Christensen, E.H. L’Homme du Travial: Serie, Securite, Hygiene et Medicine du Travial. no 4. Geneva : Burreau International du Travial, 1964.
4. Fariborz, Tayyari dan J.L. Smith. Occupational Ergonomics : Principles and Applications. London : Chapman & Hall, 1985.
5. Grandjean, E. Fitting the Taks to the Man : An Ergonomics Approach. Philadelphia: Taylor & Francis, 1986.
6.
Jovianto, Elfino. Perancangan Metode Kerja Berbasis Ergonomi pada Bagian Penyetelan dan Pengelasan Tangki Travo di PT. BD-Surabaya. Tugas Akhir Mahasiswa (S-1) – Jurusan Teknik Industri FTI-ITS, 2005.7. Sanders, Mark S. and Ernest McCormick. Human Factors in Engineering and Design. New York : McGraw Hill Publishing Company Ltd, 1992.
8. Sastrowinoto, Suyatno. Meningkatkan Produktivitas Dengan Ergonomi. Jakarta : Pustaka Binaman Presindo, 1985.
9. Stevenson, M.G. The Ergonomic Approach to Repertion Strain Injuries. Sydney : UNSW Press, 1987.
10. Stevenson, M.G. Principles Of Ergonomics. NSW : Center for Safety Science-University Of New South Wales - Australia , 1989.
11. Wignjosoebroto, Sritomo. Ergonomi, Studi Gerak dan Waktu : Teknik Analisis untuk Meningkatkan Produktivitas Kerja. Jakarta : PT. Gunawidya, 2000.
12. Wignjosoebroto, Sritomo. Evaluasi Ergonomis dalam Proses Perancangan Produk. Proceeding Seminar Nasional Ergonomi 2000, Surabaya 6-7 Desember 2000.
13. Wignjosoebroto, Sritomo. Prinsip-Prinsip Perancangan Berbasiskan Dimensi Tubuh (Antropometri) dan Perancangan Stasiun Kerja. Paper disampaikan sebagai pengantar diskusi dalam Lokakarya IV “Methods Engineering: Adaptasi ISO/TC159 (Ergonomics) dalam Standar Nasional Indonesia (SNI)” pada tanggal 17-19 Oktober 2000 di Laboratorium Perancangan Sistem Kerja & Ergonomi – Jurusan Teknik Industri Institut Teknologi Bandung (ITB) - Bandung.
14. Wignjosoebroto, Sritomo, Sri Gunani Partiwi, dan Denik Putri Perdani. Evaluasi Ergonomi dalam Perancangan Fasilitas dan Tata Cara Kerja di Sektor Industri-Kecil Menengah Tradisional. Jurnal Ergonomika – Laboratorium Perancangan Sistem
Kerja dan
Ergonomi – Institut Teknologi Bandung, Edisi 6 Juli 2001.
15. Wignjosoebroto, Sritomo, Sri Gunani Partiwi dan Achmad Hanafi. Modifikasi Rancangan Mesin Perontok Padi dengan Pendekatan Ergonomi-Antropometri. Proseding Seminar Nasional Ergonomi – Perhimpunan Ergonomi Indonesia (PEI) dan Fakultas Teknologi Pertanian UGM, Tanggal 13 September 2003.