Anodizing Aluminium Dengan Menggunakan Pewarna
Tembaga Nitrat Dan Kalium Permanganat
PENELITIAN
Oleh :
EDVIN MAHARDIKA ( 0631010059 )
ANIK TRESNAWATI ( 0631010088 )
JURUSAN TEKNIK KIMIA
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSSITAS PEMBANGUNAN NASIONAL “VETERAN”
JAWA TIMUR
KATA PENGANTAR
KATA PENGANTAR
Segala puji syukur kami panjatkan kepada Allah SWT karena berkat
rahmat dan hidayah-Nya kami dapat menyelesaikan penelitian dengan judul
“Anodizing Aluminium Dengan Menggunakan Pewarna Tembaga Nitrat Dan
Kalium Permanganat “.
Adapun tujuan dari penelitian ini adalah untuk memenuhi pesyaratan
akademis guna mencapai gelar sarjana pada jurusan Teknik Kimia, Fakultas
Teknologi Industri, Universitas Pembangunan Nasional “ Veteran “ Jawa Timur.
Pada kesempatan ini penyusun ingin mengucapkan rasa terima kasih
kepada :
1. Bapak Ir. Sutiyono, MT, selaku Dekan Fakultas Teknologi Industri
Universitas Pembangunan Nasional “ Veteran “ Jatim.
2. Ibu Ir. Retno Dewati, MT, selaku Ketua Jurusan Teknik Kimia Universitas
Pembangunan Nasional “ Veteran “ Jatim.
3. Ibu Ir. Isni Utami.,MT , selaku Dosen Pembimbing kami.
4. Ibu Ir. Dwi Heri A.,MT, selaku Dosen Penguji I kami.
5. Bapak Ir. L. Urip Widodo, MT, selaku Dosen penguji II kami.
6. Bapak dan Ibu Dosen Jurusan Teknik Kimia yang telah memberikan
pengetahuannya kepada kami.
7. Kedua Orang Tua dan Saudara kami yang memberikan dukungan baik
materiil maupun spiritual.
KATA PENGANTAR
Teknik Kimia UPN “Veteran” Jawa Timur ii 8. Teman – teman kami semua yang membantu kami sehingga penelitian
kami ini dapat mengerjakan penelitian ini dengan baik dan benar.
Kami menyadari bahwa laporan penelitian ini masih belum sempurna, sehingga
segala kritik dan saran yang bersifat membangun sangatlah diharapkan.
Semoga laporan penelitian ini bermanfaat bagi para pembaca.
Surabaya, Oktober 2010
INTISARI
INTISARI
Penelitian Anodizing Aluminium Dengan Menggunakan Pewarna
Tembaga Nitrat Dan Kalium Permanganat dilakukan dengan : proses
pendahuluan yaitu, pembersihan mekanis, degresing dan acidetching.
Kemudian dilakukan proses anodizing menggunakan campuran larutan
elektrolit (H2SO4) 2,5 N dan (H2C2O4) 0,5 N denga arus 12 volt, waktu 60
menit, suhu 30oC.
Setelah anodizing dilakukan proses pewarnaan dengan
menggunakan pewarna organik kalium Permanganat ( KMnO4 ) dengan
konsentrasi 10 gr/lt, 20 gr/lt, 30gr, 40 gr/lt dan Tembaga Nitrat (Cu(NO3)2 )
dengan konsentrasi 50 gr/lt, 100 gr/lt, 150 gr/lt, 200 gr/lt dan suhu pewarnaan
90oC, 95oC, dan 100oC dengan waktu pewarnaan 5menit. Lalu tahap akhir disealing dengan K2Cr2O7 dengan suhu 90oC dengan waktu 10 menit.
Dari penelitian didapat kondisi yang terbaik dengan hasil
pewarnaaan yang merata yaitu konsentrasi kalium Permanganat ( KMnO4 ) 30
gr/lt dan Tembaga Nitrat (Cu(NO3)2 ) 100 gr/lt dengan suhu pewarnaan 900C
menghasilkan berat lapisan 0,0119 gr yang berwarna coklat.
DAFTAR ISI
II.2. 4. Pembilasan secara kimia (Chemical Engineering) . 10 II.3. Landasan Teori ... 11
II.3.1. Teknik Proses Anodizing Aluminium ... 11
II.3.2. Pengerjaan Akhir ... 12
III.5. Variabel yang digunakan pada penelitian ... 19
DAFTAR ISI
Teknik Kimia UPN “Veteran” Jawa Timur iv
III.6. Pengamatan Kondisi Operasi Anodizing ... 20
III.7. Pengamatan Kondisi Pewarnaan ... 21
BAB IV HASIL PENGAMATAN DAN PEMBAHASAN... 22
IV.1 Hasil Pengamatan... 22
IV.2 Grafik Dan Pembahasan ... 23
BAB V KESIMPULAN DAN SARAN... 30
V.1. Kesimpulan ... 30
V.2. Saran... 30
DAFTAR PUSTAKA
DAFTAR GAMBAR
DAFTAR GAMBAR
Gambar 1. Rangkaian Aliran proses Anodizing ... 7
Gambar 2. Alat anodizing ... 12
Gambar 3. Susunan Alat Pewarnaan... 17
Gambar 4. Diagram Alir ... 18
Gambar 5.Grafik pengaruh penambahan barbagai konsentrasi KMnO4 terhadap berat lapisan yang dihasilkan dengan variasi suhu pewarna dengan waktu pewarnaan 10 menit dan konsentrasi Cu(NO3)2 50 gr/lt. ... 23
Gambar 6.Grafik pengaruh penambahan barbagai konsentrasi KMnO4 terhadap berat lapisan yang dihasilkan dengan variasi suhu pewarnaan dengan waktu pewarnaan 10 menit dan konsentrasi Cu(NO3)2 100 gr/lt ... 23
Gambar 7.Grafik pengaruh penambahan barbagai konsentrasi KMnO4 terhadap berat lapisan yang dihasilkan dengan variasi suhu pewarnaan dengan waktu pewarnaan 10 menit dan konsentrasi Cu(NO3)2 150 gr/lt. ... 24
Gambar 8. Grafik pengaruh penambahan barbagai konsentrasi KMnO4 terhadap berat lapisan yang dihasilkan dengan variasi suhu pewarnaan dengan waktu pewarnaan 10 menit dan konsentrasi Cu(NO3)2 200 gr/lt. ... 24
Gambar 9. Grafik pengaruh penambahan barbagai konsentrasi KMnO4 terhadap berat lapisan yang dihasilkan dengan variasi konsentrasi Cu(NO3)2 dengan waktu pewarnaan 10 menit dan suhu pewarnaan 90 0C... 28
Gambar 10. Grafik pengaruh penambahan barbagai konsentrasi KMnO4 terhadap berat lapisan yang dihasilkan dengan variasi konsentrasi Cu(NO3)2 dengan waktu pewarnaan 10 menit dan suhu pewarnaan 95 0C... 28
DAFTAR GAMBAR
Teknik Kimia UPN “Veteran” Jawa Timur vii Gambar 11.Grafik pengaruh penambahan barbagai konsentrasi KMnO4
terhadap berat lapisan yang dihasilkan dengan variasi
konsentrasi Cu(NO3)2 dengan waktu pewarnaan 10 menit dan
suhu pewarnaan 100 0C... 29 Gambar 12. Grafik pengaruh penambahan barbagai konsentrasi Cu(NO3)2
terhadap berat lapisan yang dihasilkan dengan variasi suhu
pewarna dengan waktu pewarnaan 10 menit dan konsentrasi
KMnO4 10 gr/lt. ... 25
Gambar 13.Grafik pengaruh penambahan barbagai konsentrasi Cu(NO3)2
terhadap berat lapisan yang dihasilkan dengan variasi suhu
pewarna dengan waktu pewarnaan 10 menit dan konsentrasi
KMnO4 20 gr/lt. ... 25
Gambar 14.Grafik pengaruh penambahan barbagai konsentrasi Cu(NO3)2
terhadap berat lapisan yang dihasilkan dengan variasi suhu
pewarna dengan waktu pewarnaan 10 menit dan konsentrasi
KMnO4 30 gr/lt. ... 26
Gambar 15.Grafik pengaruh penambahan barbagai konsentrasi Cu(NO3)2
terhadap berat lapisan yang dihasilkan dengan variasi suhu
pewarna dengan waktu pewarnaan 10 menit dan konsentrasi
KMnO4 40 gr/lt. ... 26
DAFTAR TABEL
DAFTAR TABEL
Table 1. Sifat – sifat fisika aluminium ... 3
Tabel 2. Perbedaan Reaksi Proses Anodizing dan Elektroplating ... 5
Table 3. Kondisi operasi bahan pewarna organic ... 13
Tabel 4. Kondisi operasi dan komposisi Bahan Pewarna Anorganik ... 14
Tabel 5. Metode dan contoh sealing ... 15
Table 6. Hasil penelitian pewarnaan alumunium dengan KMnO4 dan Cu(NO3)2 setelah proses anodizing... 22
PENDAHULUAN
BAB I
PENDAHULUAN
I.1. Latar Belakang
Alumunium digunakan secara luas, karena mempunyai sifat – sifat seperti
ringan, bercahaya, daya hantar listrik tinggi, dan mudah dipadukan dengan unsur
– unsur lain. Sifat lainnya yangdimanfaatkan sebagai pelindung adalah mudah
beroksidasi dengan oksigen pada udara terbuka dan membentuk lapisan oksida
yang tipis Al2O3 yaitu ± 0,005 – 0,01 micron pada permukaannya, tetapi lapisan
tersebut belum dapat dikatakan sebagai pelindung yang protektif karena terlalu
tipis.
Korosi pada aluminium terjadi karena adanya unsur lain dalam aluminium
seperti magnesium, silicon, besi, dan tembaga baik yang berasal dari hasil
pengolahan yang kurang sempurna maupun yang sengaja di tambahkan untuk
maksud – maksud tertentu. Untuk itu pengerjaan secara kimia atau dengan proses
anodic oxidation ( proses anodizing ) diusahakan untuk mendapatkan lapisan
oksida yang lebih tebal dan berfungsi sebagai lapisan pelindung.
Pembentukan lapisan oksida proses anodizing pada aluminium
diperkenalkan pada tahun 1846 M. Di Jepang baru dikenal pada tahun 1923 dan
dikembangkan dengan adanya proses sealing pada tahun 1929 dengan tujuan
meningkatkan kekuatan terhadap karat.
Ditinjau dari pemakaian dan kegunaannya, prosesz anodizing secara garis
besar dapat dibagi menjadi dua macam yaitu untuk keperluan dekoratif dan untuk
keperluan protektif. Untuk yang bersifat dekoratif harus tahan warna ( light
fastness ) dan cuaca ( weather fastness ) karena sinar matahari, sedangkan untuk
yang bersifat protektif antara lain haris tahan korosi dan abrasi.
Berbagai penelitian yang telah dilakukan disampaikan bahwa
substasnsi – subtansi pewarnaan seperti bahan warna organic dapat dilakukan
bersamaan dengan pelapisan oksida, yang akan menghasilkan efek dekoratif.
PENDAHULUAN
Teknik Kimia UPN “Veteran” Jawa Timur 2 Dalam penelitian ini dipelajari bagaimana pengaruh komposisi dari
tembaga nitrat dan kalium permanganate agar diperoleh hasil pewarnaan yang
tahan warna dan cuaca setelah proses anodizing.
I.2. Tujuan Penelitian
Tujuan penelitian ini adalah untuk mengetahui pengaruh komposisi
campuran bahan pewarna anorganik tembaga nitrat dan kalium permanganate
pada logam aluminium setelah mengalami proses anodizing khususnya untuk
warna coklat.
I.3. Manfaat Penelitian
1. Untuk mendapatkan kondisi optimum proses pewarnaan pada logam
aluminium.
TINJ AUAN PUSTAKA
Aluminium merupakan unsure logam yang paling umum dalam kerak
bumi, barulah pada kira – kira 100 tahun yang lalu sebuah proses industry
ditemukan untuk memproduksi aluminium tersebut. Pada waktu itu aluminium
sama berharganya seperti perak, dan dipakai untuk permata, hiasan – hiasan dan
barang mewah.
Seperti logam aktif lainnya, aluminium direduksi dalam suasana tak berair.
Pada tahun 1886, garam kriolit, Na3AlF6 yang meleleh digunakan sebagai pelarut
untuk Al2O3. Oleh dua orang penemu. Charles M Hall di Amerika Serikat dan
Paul Heroult di Prancis……….. ( Kimia Untuk Universitas ed 6, 1991 ).
Aluminium adalah unsur logam yang berwarna putih keperakan dan
termasuk golongan III A. keberadaan alumunium di alam merupakan isotop
tunggal dengan nomor masaa 27.
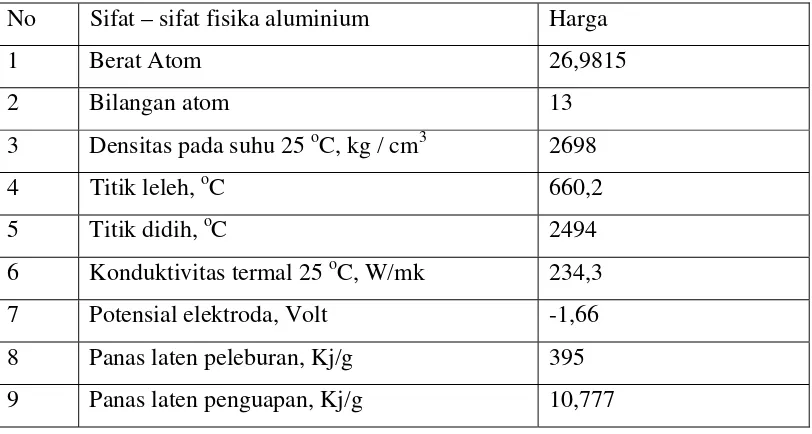
Aluminium seperti logam – logam laiinya, memiliki sifat – sifat fisika dan kimia
sebagai berikut :
Table 1. Sifat – sifat fisika aluminium.
No Sifat – sifat fisika aluminium Harga
1 Berat Atom 26,9815
TINJ AUAN PUSTAKA
Teknik Kimia UPN “Veteran” Jawa Timur 4 10 Ekivalen elektrokimia, mg/c 0,0932
11 Modulus young’s , Mpa 65000
Sifat – sifat kimia aluminium
1. Bereaksi dengan unsur senyawa anorganik
Ion aluminium memiliki bilangan koordinasi 6, di dalam larutan
mengikat 6 molekul air membentuk ( Al ( H2O)6)3+ . pada penambahan
basa akan menyebabkan subsitusi oleh ion hidroksil pada molekul air
berlangsung sampai terbentuk hidroksida yang terbentuk endapan.
Pada suhu tinggi aluminium dapat mereduksi logam sehingga
reaksi berikut digunakan dalam pembuatan logam – logam tertentu dan
Alloys.
3MO + 2 Al Al2O3 + 3 M ……( kimia untuk Universitas ed6,1991)
Aluminium tidak bereaksi dengan hydrogen secara langsung tetapi
bereaksi dengan nitrogen, sulfur, dan karbon dengan adanya oksigen
dalam udara dan berlangsung pada suhu tinggi.
Reaksi dalam unsure halogen ( fluorin, bromine, dan
iodine ) berlangsung dengan cepat dan membentuk trihalida dengan
reaksi :
2 Al + 3 X2 AlX3 ….. ( kimia untuk universitas ed 6,1991 )
2. Reaksi denan senyawa organic
Aluminium tidak bereaksi dengan senyawa hidrokarbon jenuh maupun
tak jenuh, hidrokarbon alifatik maupun aromatic. Turunan hidrokarbon
terhalogenasi umumnya tidak bereaksi dengan aluminium kecuali
dengan adanya air yang cenderung membentuk asam – asam halogen.
Stabilitas kimia aluminium dengan alcohol sangat baik begitu juga
TINJ AUAN PUSTAKA
Teknik Kimia UPN “Veteran” Jawa Timur 5
Anodizing
Anodizing adalah suatu proses elektrolisa dalam larutan elektrolit yang
reaksinya terjadi secara oksidasi pada anoda. Proses ini merupakan kebalikan dari
electroplating.
Proses anodizing dapat dibedakan dalam dua tipe lapisan oksida yaitu type
porous film ( lapisan pori – pori ) yang tebalnya 2,54 – 12,7 micron dan type
barrier film ( lapisan barrier ) yang tebalnya 0,254 micron.
Oleh karena lapisan oksida yang terjadi bersifat porous, maka daya
serapnya relative tinggi sesuai dengan kondisi yang dilakukan pada proses
anodizing. Dengan tingginya daya serap, sehingga lapisan oksida pada aluminium
mudah untuk diberi warna, hanya dengan mencelupkan ke dalam larutan pewarna
baik dari bahan organic maupun anorganik.
Proses pewarnaan pada penelitian ini berdasarkan pada penelitian
sebelumnya yaitu proses anodizing pada aluminium degan larutan elektrolit
H2SO4 yang telah dilakukan oleh stefanus W dan Linnawati.
Anodizing aluminium merupakan proses pelapisan logam aluminium
sebagai anoda dan elektroda inert ( karbon ) sebagai katoda dalam suatu bak
plating yang mengandung elektrolit tertentu.
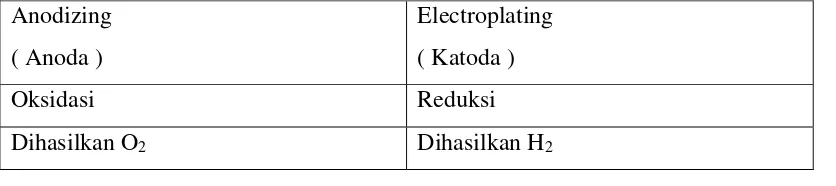
Sedangkan pengertian anodizing adalah proses elektrolisa dalam larutan
elektrolit yang reaksinya terjadi secara oksidasi pada anoda. Proses ini merupakan
kebalikan dari proses electroplating.
Perbedaan reaksi dan prinsip kerja proses electroplating dan proses
anodizing diperlihatkan pada table berikut ini:……….( Teknik Proses Anodizing
Aluminium dan Paduannya, 1990 )
TAbel 2. Perbedaan Reaksi Proses Anodizing dan Elektroplating.
TINJ AUAN PUSTAKA
Teknik Kimia UPN “Veteran” Jawa Timur 6 Logam larut Logam diendapkan
Al Al3+ + 3e Al3+ + 3e Al
Kesamaan antara proses anodizing dan proses electroplating terletak pada sumber
arus listrik yang digunakan yaitu sumber arus searah DC ( Direct Curent ).
Pada anodizing benda kerja membantu ion – ion membentuk lapisan oksida,
sedangkan pada electroplating ion – ion logam diendapkan pada permukaan benda
kerja secara reduksi.
Anodizing aluminium dilakukan dengan tujuan :
1. Meningkatkan ketahanan terhadap korosi
2. Merupakan dasar plating selanjutnya
3. Memperbaiki penampilan dekoratif
4. Meningkatkan ketahanan abrasi.
Reaksi yang terjadi pada proses anodizing :
Katoda : 6e + 6H+ 3H2
Anoda : 2Al(s)+ 3H2O Al2O3(s) + 6H+ + 6e
3H2O + 2Al(s) Al2O3(s) + 3H2
Kondisi Operasi
Dalam proses anodizing lapisan oksida yang dihasilkan akan berbeda –
beda sifatnya dengan rangkaian aliran proses yang digunakan. Oleh karena itu
Asosiasi Aluminium telah membuat suatu klarifikasi mengenai rangkaian aliran
proses anodizing yang dilengkapi dengan tingkat – tingkat pengerjaan.
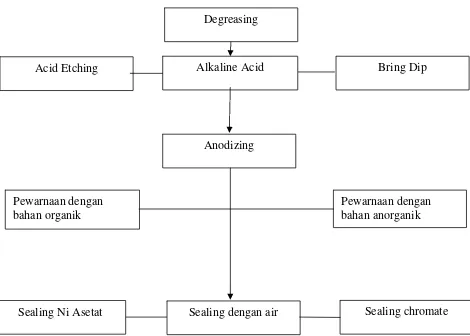
Rangkaian aliran proses anodizing yang banyak digunakan pada industry –
TINJ AUAN PUSTAKA
Teknik Kimia UPN “Veteran” Jawa Timur 7 Gambar 1. Rangkaian Aliran proses Anodizing
Larutan Elektrolit Untuk Proses Anodizing.
Sebelum proses Anodizing dilakuka, yang perlu diperhatikan adalah
larutan elektrolit yang digunakan. Lapisan oksida type berpori ( porous ) dapat
dihasilakan dengan menggunakan bermacam – macam jenis larutan. Lapisan
porous banyak dipakai karena absorpsinya baik sekali terhadap zat warna, jenis –
jenis larutan elektrolit tersebut diantaranya :
1. Jenis larutan elektrolit anodizing dekoratif
a. Jenis larutan chromic
- Jenis larutan chromic – sulfat Degreasing
Acid Etching Alkaline Acid Bring Dip
Anodizing
Pewarnaan dengan bahan organik
Pewarnaan dengan bahan anorganik
Sealing dengan air
TINJ AUAN PUSTAKA
2.Jenis Larutan elektrolit Hard Anodizing
TINJ AUAN PUSTAKA
Teknik Kimia UPN “Veteran” Jawa Timur 9 Dalam praktek – praktek komersial, proses – proses asam krom, memerlukan 40
v,sedangkan proses asam sulfat hanya memerlukan 15vsampai 20 volt.oleh karena
itu,lapisan pemisah pada asam krom kira – kira dua kali dari yang terdapat dalam
pelapisan – pelapisan sulfat…( Elektroplating Engineering Handbook, 1971 ).
II.2. Teknik Proses Anodizing
1. Pencucian lemak ( degreasing )
Pengerjaan ini bertujuan untuk menghilangkan lemak maupun kotoran
– kotoran yang menempel serta menetralisir permukaan aluminium. Cara
pengerjaannya mirip dengan pengerjaan pencucian lemak pada proses
elektrolplating, hanya bahan larutannya yang berbeda.
Kesempurnaan lapisan tergantung dari hasil pencucian, oleh karena
itu pencucian harusa dilakukan dengan seksama. Pelaksanaan pencucian
didasarkan pada kulaitas permukaan benda kerja, semakin tinggi kualitas
kotorannya, semakin lama waktu pencuciannya.
2. Pengetsaan ( Etching )
Pengetsaan adalah suatu cara pembersihan logam ( benda kerja ) dari
lapisan oksida dan unsure – unsure pengotor yang menempel, sehingga
akan menghasilkan daya adhesi permukaan benda kerja yang kuat.
Ada dua macam cara pengetsaan yaitu :
a. Pengetsaan secara asam ( acid Etching )
Bila dilanjutkan dengan proses pewarnaan secara panas,
hasilnya akan lebih baik jika dibandingkan dengan larutan
alkali, karena pengaruhnya terhadap logam dasar kecil.
b. Pengetsaan sacara alkali ( Alkaline Etching )
Larutan alkaline etching banyak digunakan untuk aluminium
TINJ AUAN PUSTAKA
Teknik Kimia UPN “Veteran” Jawa Timur 10 dikombinasikan dengan unsure – unsure lain dilakukan dalam
keadaan panas.
3. Pembilasan ( Rising )
Pembilsan bertujuan untuk menetralisir benda kerja dari larutan
pencuci maupun larutan elektrolit anadozing. Cara pembilasan disesuaikan
dengan sisitem pencucian itu sendiri.
Sistem pembilasan dengan air yang mengalir sangat efisien dan lebih
bersih dibandingkan dengan cara direndam, karena air pembilas selalu
berganti – ganti secara kontinyu,tetapi dalam perencanaannya cukup sulit.
Pembilasan dapat pula dihilangkan dengan cara disemprotkan dengan
tenaga penyemprotan sesuai yang diinginkan.
4. Pembilasan secara kimia ( Chemical Engineering )
Beberapa aluminium paduan selain dapat dibersihkan dengan cara
diatas dapat pula dibersihkan dengan cara proses kimia.
Pembersihan dengan cara kimia ini disamping akan mendapatkan
aluminium lebih bersih juga jauh lebih kering.
Sebelum pencucian denagn kimia dilakukan, benda kerja terlebih
dahulu dibersihkan dari kotoran – kotoran, debu dan lainnya. Hal ini untuk
menjaga dan mnghindari terbentuknya gas pada permukaan aluminium,
sehingga dapat mempengaruhin pada proses pencelupan dalam larutran
nitrat atau asam phospat. Untuk menghindari terbentuknya gas, maka
larutan harus dipanaskan atau dilakukan agitasi, sehingga dengan adnya
gerakan yang terus menerus udara pada permukaan aluminium akan
berkurang.
Pembilasan tidak dicantumkan dalam rangkaian aliran proses diatas
tetapi tetap dibutuhkan setiap kali proses misalnya setelah degresing
etching, anodizing dan pewarnaan. Hal ini dikarenakan pada pembilasan
TINJ AUAN PUSTAKA
Teknik Kimia UPN “Veteran” Jawa Timur 11 pembilasan pada proses electroplating. Sedangkan pembilasan dengan air
panas, hanya dilakukan setelah proses chemical brightening.
II.3. Landasan Teori
II.3.1. Teknik Proses Anodizing Aluminium
Dalam proses anadozing, lapisan oksida yang dihasilkan akan berbeda –
beda sifatnya sesuai dengan rangkaian aliran proses yang digunakan faktor –
faktor yang mempengaruhi anodizing:
- Waktu pencelupan ( Dipping time )
Semakin lama waktu pencelupan semakin tebal lapisan oksida
yang didapat. Lazimnya waktu pencelupan pada proses anadozing
berkisar antara 10 – 60 menit.
- Rapat arus ( current density )
Rapat arus biasanya pada proses anadozing berkisar 1,10 – 1,80
A/dm2. Bila rapat arus lebih rendah darin itu maka hasil lapisan lembek, berbintik – bintik dan tipis, sebaliknya jika dinaikkan lebih
dari 3,2 A/dm2 lapisan akan keras, berbintik – bintik dan cenderung akan terbakar ( hitam ).
- Temperatur dan konsentrasi asam
Akibat tinginya temperature akan meningkatkan konsentarsi asam
akan menghasilkan karakteristik lapisan yang hampir sama. Kedua
faktor tersebut menyebabkan kelarutan lapisan oksida, sehingga
menghasilkan lapisan yang tipis, berbintik – bintik dan lunak.
Keadaan ini mengurangi juga berat lapisan. Untuk itu temperature
TINJ AUAN PUSTAKA
Teknik Kimia UPN “Veteran” Jawa Timur 12
Gambar 4. Proses anodizing
Keterangan :
A. Power supply dengan arus 20 Volt DC
B. Anoda (alumunium)
C. Katoda (grafit)
D. Beaker glass 200 ml
E. Beaker glass 1000 ml
F. Termometer
II.3.2. Pengerjaan Akhir
1. Pewarnaan
Berbeda dengan lapisan oksida pada logam – logam lainnya,
lapisan oksida pada aluminium dan paduannya mudah untuk diberikan
warna. Bahan pewarna terbuat dari bahan organic dan anorganik atau suatu
larutan asam organic. Terjadinya warna akibat adanya reaksi bahan
pewarna dengan ion – ion aluminium dan sifat penyerapan serta sifat aktif
dan permukaan lapisan oksida aluminium.
Cara pewarnaan aluminium ada beberapa macam :
a. Pewarnaan dengan bahan organic.
Pewarnaan dengan bahan organic dapat menghasilakan bermacam –
macam warna sesuai dengan yang diinginkan. Tetapi kelemahan bahan
TINJ AUAN PUSTAKA
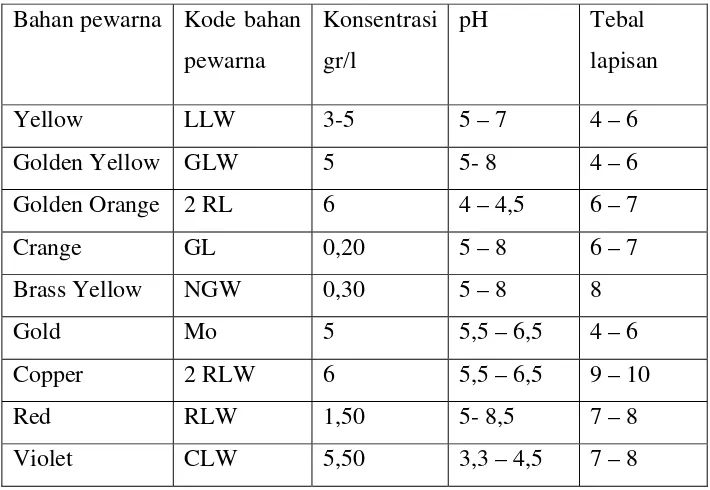
Teknik Kimia UPN “Veteran” Jawa Timur 13 Faktor – faktor yang penting pada proses pewarnaan tergantung dari
kerapatan dari lapisan oksida. Kondisi operasi proses anodizing seperti
komposissi elektrolit, temperature, dan rapat arus akan menentukan
warna yang cocok.
Kondisi operasi anodizing untuk pewarnaan dengan bahan pewarna
diatas adalah sebagai berikut :
Perbedaan dengan bahan organic adalah pewarnaan dengan cara
ini, warna yang dihasilkan terbatas. Daya tahan cahaya atau sinar dan
TINJ AUAN PUSTAKA
Teknik Kimia UPN “Veteran” Jawa Timur 14 Pewarnaan dengan cara ini banyak digunakan pada produk –
produk untuk interior. Berikut dijelaskan contoh – contoh dari paduan
bahan – bahan pewarna anorganik :
- ( CH3COOH) acid + K2Cr2O7 Kuning
- Co(CH3COOH)2 4H2O + K2Cr2O7 Kuning coklat
- CuSO4 + (NH4) Hijau
- (NH4)2Fe2(C2O4)3H2O Kuning emas
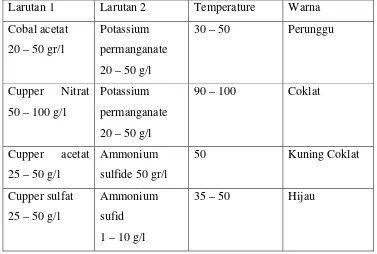
Tabel 4. Kondisi operasi dan komposisi Bahan Pewarna Anorganik
Larutan 1 Larutan 2 Temperature Warna
Cobal acetat
Proses ini digunakan pada paduan aluminium yang tertentu saja.
Aluminium – aluminium paduan tersebut, sewaktu proses anodizing
langsung menghasilkan lapisan oksida berwarna.
Karena warna yang dihasilkan langsung, maka warna tersebut
sedikitnya mempunyai kelebihan antara lain seperti kestabilan warna
TINJ AUAN PUSTAKA
Teknik Kimia UPN “Veteran” Jawa Timur 15 Warna yang dihasilkan terbatas tergantung pada komposisi paduan
sertra tebal lapisan oksida. Umumnya pewarnaan secara ini dilakukan pada
produk – produk arsitektur.
d. Pewarnaan secara elektrolit
Lapisan oksida dari hasil anodizing dalam larutan asam sulfat atau
asam oksalat, diwarnakan secara elektrolisa dalam larutan garam logam
atau bukan logam seperti carboxyl acid, phetholic acid atau salicylic acid
dengan arus bolak – balik. Sifat warna yang dihasilkan sedikit gelap, tetapi
lebih kuat atau stabil, sehingga banyak digunakan untuk warna keperluan
arsitektur seperti kusen, pintu, jendela, dan pagar.
2. Sealing
Sealing adalah proses akhir dari rangkaian proses anodizing
tujuannya adalah untuk mengurangi daya serap lapisan oksida. Dengan
demikian akan menambah sifat protektif terhadap lingkungan ( korosi ),
karena adanya penambahan perubahan struktur permukaan lapisan.
Sealing biasanya di kerjakan dengan cara mencelupkan benda kerja
( lapisan oksida ) ke dalam air yang mendidih ( 98 – 100 oC ), pH 6 – 6,5 dalam waktu 3 – 6 menit.
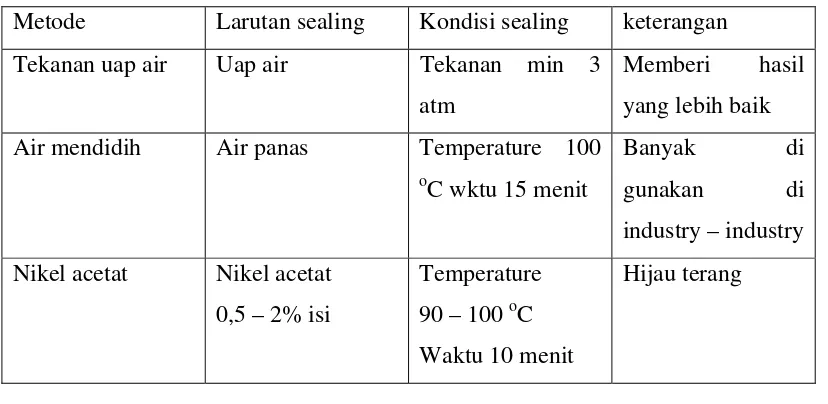
Tabel 5. Metode dan contoh sealing
Metode Larutan sealing Kondisi sealing keterangan
Tekanan uap air Uap air Tekanan min 3
atm
Memberi hasil
yang lebih baik
Air mendidih Air panas Temperature 100
TINJ AUAN PUSTAKA
Teknik Kimia UPN “Veteran” Jawa Timur 16 Potassium
dikromat
K2Cr2O7 5% isi Temperature
90 – 100 oC Waktu 10 menit
Kuning
Water glass Water glass
5 – 10 % isi
Temperature 50oC Waktu 10 menit
Setelah sealing dalam air mendidih, kemudian diikuti dengan sealing
dalam larutan dicromat, maka akan menghasilkan lapisan yang mempunyai sifat
daya tahan korosi yang cukup tinngi dan tanpa mempengaruhi warna dari lapisan.
II.4 Hipotesa
Komposisi dan konsentrasi campuran bahan pewarna tembaga nitrat dan
PELAKSANAAN PENELITIAN
Teknik Kimia UPN “Veteran” Jawa Timur 17 BAB III
PELAKSANAAN PENELITIAN
III. 1 Bahan-bahan yang digunakan :
1. Alumunium
2. Karbon (C) sebagai elektrode inert
3. Aquadest
4. Asam Sulfat (H2SO4)
Konsentrasi : 2,5 N dan 1 M
5. Asam Oksalat (H2C2O4)
Konsentrasi : 0,5 N
6. Natrium hidroksida (NaOH)
Konsentrasi : 2,5M
7. Konsentrasi KMnO4
Konsentrasi :10; 20; 30; 40 (gr/lt)
8. Konsentrasi Cu(NO3)2
Konsentrasi :50; 100; 150; 200 (gr/lt)
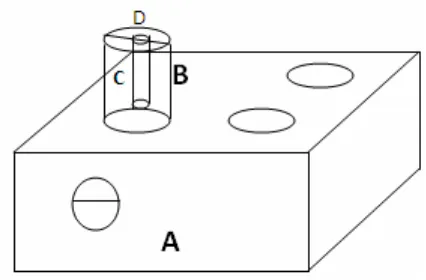
III.2 Gambar Alat :
Gambar 3. Susunan Alat Pewarnaan
Keterangan :
A. Water bath
B. Beaker glass 200 ml
C. Aluminium
PELAKSANAAN PENELITIAN
Teknik Kimia UPN “Veteran” Jawa Timur 18 III.3 Prosedur Penelitian
A. Pengerjaan Pendahuluan
1. Degreasing
.Alumunium yang telah dibersihkan dengan kertas gosok, kemudian dicuci
dengan NaOH 2,5 M dengan suhu 40OC selama 1 menit. Setelah itu dibilas dengan aquadest.
2. Etching
Setelah deagreasing, alumunium dicuci dengan H2SO4 1 M pada suhu
80OC selama 1 menit, untuk membersihkan alumunium dari lapisan oksida dan unsur pengotor yang masih menempel.
Setalah itu dibilas dengan aquadest.
3. Anodizing
Setelah proses di atas, alumunium dianodizing dengan larutan elektrolit
asam sulfat 2,5 N dan asam oksalat 0,5N selama 60 menit dengan arus 20
volt DC pada suhu 30OC.
4. Setelah itu alumunium disealing dengan air pada suhu 100OC selama 5 menit.
B. Pengerjaan akhir (Pewarnaan)
1. Alumunium hasil anodizing dicelupkan ke dalam larutan Cu(NO3)2 dan
KMnO4 dengan variasi konsentrasi yang beda selama 5 menit pada variasi
suhu yang berbeda.
2. Lalu disealing dengan larutan K2Cr2O7 0,5% pada suhu 90OC selama 10
PELAKSANAAN PENELITIAN
Teknik Kimia UPN “Veteran” Jawa Timur 19 III. 4. Diagram Alir
III. 4.1 Pengerjaan Pendahuluan
III. 4.2 Pengerjaan Akhir
Gambar 4. Diagram Alir Degreasing
(NaOH 2,5 M)
Etching (H2SO4 1M)
Anodizing
Sealing
(H2O pada suhu 100OC)
Pewarnaan
Sealing
(Potasium dikromat 90OC)
Pada suhu 40OC Waktu = 1 menit
Pembilasan dengan aquadest
Pada suhu 80OC Selama 1 menit
Pembilasan dengan aquadest Dikeringkan dengan oven
Dengan arus 20 volt DC Waktu = 60 menit
Waktu = 5 menit
Waktu = 5 menit
PELAKSANAAN PENELITIAN
Teknik Kimia UPN “Veteran” Jawa Timur 20 III. 5 Variabel yang digunakan pada penelitian :
Variabel tetap dari penelitian ini adalah :
- Waktu anodizing = 60 menit
- Besar potensial elektrode = 20 volt arus DC
- Konsentrasi asam sulfat (H2SO4) = 2,5 N
- Konsentrasi asam oksalat (H2C2O4) = 0,5 N
- Waktu pewarnaan = 5 menit
Variabel bebas dari penelitian ini adalah :
- Konsentrasi KMnO4 : 10; 20; 30; 40 (gr/lt)
- Konsentrasi Cu(NO3)2 : 50; 100; 150; 200 (gr/lt)
- Suhu pewarnaan = 90, 95, 100O C
III. 6 Pengamatan Kondisi Operasi Anodizing
Sebelum dianodizing alumunium terlebih dahulu diperlakukan degreasing,
perlakuan ini bertujuan untuk menghilangkan lemak maupun kotoran-kotoran
yang menempel pada permukaan alumunium. Cara yang dilakukan adalah dengan
cara alkaline cleaning dengan menggunakan NaOH 2,5 M pada suhu 40OC selama satu menit pada saat perlakuan degreasing, pada logam terlihat adanya lapisan
tipis dan licin yang hilang dengan pembilasan menggunakan aquadest
berulang-ulang. Hal ini dikarenakan pada permukaan alumunium terdapat lemak atau
minyak yang bereaksi dengan NaOH membentuk sabun.
Selanjutnya alumunium diperlakukan etching dengan larutan H2SO4 1 M
pada suhu 80OC selama 1 menit. Pada saat alumunium dicelupkan dalam larutan H2SO4 terlihat adanya gelembung-gelembung udara, setelah gelembung udara
hilang, alumunium terlihat mengkilap.
Gelembung-gelembung udara tersebut adalah gas hidrogen.
2Al(s) + 3H2SO4(aq) Al2(SO4)3(aq) + 3 H2(g)
Selanjutnya alumunium dibilas dengan aquadest dan siap dianodizing.
Pada saat proses anodizing dengan larutan H2SO4 dan larutan H2C2O4
terlihat adanya gelembung-gelembung udara pada katoda. Hal ini disebabkan
PELAKSANAAN PENELITIAN
Teknik Kimia UPN “Veteran” Jawa Timur 21 2H+ + 2e H2 EO = 0,00 volt
(Fundamental of Chemical Technology, 1983)
Menurut Junius D. Edward penambahan asam oksalat akan memberikan
hasil pelapisan yang lebih baik, serta mempunyai ketahanan abrasi yang tinggi.
Sedangkan menggunakan elektrolit H2SO4 saja akan mengakibatkan permukaan
alumunium hasil anodizing akan kehitaman (terbakar).
III. 7 Pengamatan Kondisi Pewarnaan
Terjadinya warna pada alumunium karena adanya reaksi bahan pewarna
dengan ion-ion alumunium, sifat penyerapan serta sifat aktif dari permukaan
lapisan oksida alumunium.
Berdasarkan hasil percobaan yang telah dilakukan pewarnaan dengan
Cu(NO3)2 dan KMnO4 akan memberikan warna coklat.
Setelah proses pewarnaan alumunium disealing dengan K2Cr2O7 0,5%
HASIL PENGAMATAN DAN PEMBAHASAN
Hasil penelitian pewarnaan alumunium dengan KMnO4 dan Cu(NO3)2
setelah proses anodizing akan ditunjukan dalam table dan berbagai grafik
dibawah ini yang disertai dengan pembahasan.
Table 6. Hasil penelitian pewarnaan alumunium dengan KMnO4 dan
Cu(NO3)2 setelah proses anodizing:
Suhu
10 0.01162 Kurang Bagus 0.01165 Kurang Bagus 0.01171 Kurang Bagus
50 20 0.01172 Kurang Bagus 0.01178 Kurang Bagus 0.01184 Kurang Bagus
30 0.01184 Kurang Bagus 0.01189 Kurang Bagus 0.01199 Kurang Bagus
40 0.012 Kurang Bagus 0.01208 Kurang Bagus 0.01216 Kurang Bagus
10 0.01163 Kurang Bagus 0.01168 Kurang Bagus 0.01172 Kurang Bagus
100 20 0.01174 Kurang Bagus 0.0118 Kurang Bagus 0.01187 Kurang Bagus
30 0.01184 Bagus 0.0119 Kurang Bagus 0.01202 Kurang Bagus 40 0.01202 Kurang Bagus 0.0121 Kurang Bagus 0.01219 Kurang Bagus
10 0.01165 Kurang Bagus 0.0117 Kurang Bagus 0.01173 Kurang Bagus
150 20 0.01175 Kurang Bagus 0.01182 Kurang Bagus 0.01189 Kurang Bagus
30 0.01187 Kurang Bagus 0.01193 Kurang Bagus 0.01203 Kurang Bagus
40 0.01205 Kurang Bagus 0.01212 Kurang Bagus 0.01219 Kurang Bagus
10 0.01166 Kurang Bagus 0.01172 Kurang Bagus 0.01174 Kurang Bagus
200 20 0.01177 Kurang Bagus 0.01183 Kurang Bagus 0.0119 Kurang Bagus
30 0.01189 Kurang Bagus 0.01195 Kurang Bagus 0.01205 Kurang Bagus
KESIMPULAN DAN SARAN
Teknik Kimia UPN “Veteran” Jawa Timur 30
BAB V
KESIMPULAN DAN SARAN
V.1. Kesimpulan
1. Konsentrasi Tembaga Nitrat dan Kalium permanganate serta suhu
pewarnaan sangat mempengaruhi berat lapisan dan warna dari pada
aluminium tersebut.
2. Secara visual pada konsentrasi KMnO4 30 gr/lt dan Cu(NO3)2 100gr/lt
pada suhu 90oC diperoleh hasil pewarnaan yang paling bagus dengan berat lapisan yang merata yaitu 0,0119 gr. Sedangkan pada konsentrasi KMnO4
40gr/lt dan Cu(NO3)2 40gr/lt pada suhu 100oC diperoleh hasil pewarnaan
yang kurang bagus dengan berat lapisan yang kurang merata 0,01221 gr.
V.2. Saran
1. Pewarnaan logam aluminium sebaiknya dilakukan untuk warna lain dan
dengan metode yang berbeda.
2. Setelah diamplas sebaiknya aluminium langsung dianodizing karena jika
DAFTAR PUSTAKA
Teknik Kimia UPN “Veteran” Jawa Timur 31
DAFTAR PUSTAKA
Austin, George T., dan Jasjfi, E., 1994, “Industri Proses Kimia”, edisi 5, Erlangga,
Jakarta.
Kimia Untuk Universitas ed 6, 1991.
Griffin, R. C., 1972, “Technical Methods of Analysis”, 2nd edition, Mc. Graw Hill Book Company, Inc., New York.
Kirk, R. E., and Othmer, P. F., 1952, “Encyclopedia of Chemical Technology”,
vol. 10, The Inter Science Encyclopedia, Inc., New York.
Smallwood, Ian, 1993, “Solvent Recovery Handbook”, Mc. Graw Hill Kagasuka,
Ltd. Tokyo.
Vogel, 1985, “Buku Teks Analisis Organik Kualitatif Makro dan Semimikro”,
bagian II, PT. Kalman Media Pustaka, Jakarta.
Teknik Proses Anodizing Aluminium dan Paduannya, 1990
www.chemicalland21.com
www.google.co.id