(CRP)
(
DI PT. LOTUS INDAH TEXTILE INDUSTRIES SURABAYA )SKRIPSI
Oleh :
BASITH MAHARANI
0632010144
JURUSAN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN”
JAWA TIMUR
KATA PENGANTAR
Puji syukur kehadirat Allah SWT, yang telah melimpahan rahmat dan hidayahNya sehingga saya sebagai penulis dapat menyelesaikan Tugas Akhir dengan judul “ PERENCANAAN KAPASITAS PRODUKSI KAIN BORDIR DENGAN
METODE CAPACITY REQUIREMENT PLANNING DI PT. LOTUS INDAH
TEXTILE INDUSTRIES SURABAYA ”, merupakan kurikulum yang harus
ditempuh oleh mahasiswa sebagai salah satu syarat untuk memperoleh gelar Sarjana Teknik di Fakultas Teknologi Industri UPN “Veteran” Jawa Timur.
Atas terselesainya pelaksanaan dan penyusunan Tugas Akhir ini, maka penulis menyampaikan rasa terima kasih yang sebesar-besarnya kepada:
1. Prof. DR. Ir. Teguh Soedarto, MP. selaku Rektor Universitas Pembangunan Nasional “Veteran” Jawa Timur.
2. Ir. Sutiyono, MT. selaku Dekan Fakultas Teknologi Industri Universitas Pembangunan Nasional “Veteran” Jawa Timur.
3. Ir. M. Tutuk Safirin, MT. selaku Ketua Jurusan Teknik Industri Universitas Pembangunan Nasional “Veteran” Jawa Timur.
mengarahkan penulis hingga Tugas Akhir ini dapat terselesaikan.
5. Ir. Endang Pudji W, MMT selaku Dosen Pembimbing II yang selalu mengarahkan dan mendidik dengan keihklasan dan sabar sehingga penulis dapat mennyelesaikan Tugas Akhir.
6. Ir. M. Tutuk Safirin, MT dan Ir. M. Anang F, MMT selaku dosen penguji seminar I dan seminar II.
7. Ibu Widayati selaku pembimbing lapangan yang selalu mengarahkan dan meluangkan waktunya dengan penuh kesabaran sehingga penulis dapat menyelesaikan Tugas Akhir.
8. Bapak Kostiyoto, Bapak Rosert S dan Ibu Anik serta seluruh karyawan PT. Lotus Indah Textile Industries Surabaya.
9. IbuQ tersayang, MasQ, AdekQ, MbahQ dan Tante - tanteQ dan seluruh keluarga besarQ terima kasih atas kasih sayang, doa, dorongan semangat, motifasi dan bantuan yang diberikan kepada saya.
10.Teman-teman paralel C angkatan ’06 dan semua teman-teman yang selalu mendukung dan membantu selama penelitian Tugas Akhir ini agar cepat terselesaikan.
11.Teman-teman kosQ yang selalu membantu dan memberikan motifasi selama penelitian Tugas Akhir ini agar cepat terselesaikan.
Penulis menyadari sepenuhnya bahwa di dalam penyusunan laporan ini masih jauh dari sempurna, hali ini disebabkan keterbatasan yang saya miliki. Untuk itu penulis dengan senang hati menerima segala kritik dan saran yang bersifat membangun guna kesempurnaan Tugas Akhir ( Skripsi ) ini.
Akhir kata penulis berharap semoga Tugas Akhir ini dapat bermanfaat bagi semua pihak dan terutama bagi penulis sendiri.
Hormat Kami,
Penulis
LEMBAR JUDUL
LEMBAR PENGESAHAN
DAFTAR ISI ……….. iv
DATAR TABEL... vii
DAFTAR GAMBAR………. x
DAFTAR LAMPIRAN ………..…...……….….…………. xii
BAB I PENDAHULUAN 1.1. Latar Belakang ……….……… 1
1.2. Perumusan Masalah ………...………... 3
1.3. Batasan Masalah ……….…... 3
1.4. Tujuan Penelitaian ……….………. 3
1.5. Asumsi – asumsi ……… 4
1.6. Manfaat Penelitian ……….. 4
1.7. Sistematika Penulisan ………. 5
BAB II TINJAUAN PUSTAKA 2.1. Definisi Kapasitas ...……….……….………... 7
2.2. Konsep Kapasitas ….………..………... 9
2.3. Perencanaan Kapasitas ………..…… 10
2.3.1. Capacity Planning Using Overall Factor …..……..…...….. 11
2.3.4. Capacity Requirement Planning ………. 15
2.4. Beberapa Definisi Kapasitas Dengan Perencanaan Kebutuhan Kapasitas .………....….……… …… 20
2.5. Hubungan Perencanaan Kebutuhan Kapasitas Dengan Beban….. 22
2.6. Analisa Perencanaan Kebutuhan Kapasitas ……….. 26
2.7. Manifacturing Resources Planning ………... 31
2.7.1. Tujuan Manufacturing Resources Planning ……… 33
2.7.2. Perencanaan Dalam Proses Masnufacturing Resources Planning ………... 34
2.7.3. Hasil Implementasi Manufacturing Resources Planning .... 36
2.8. Material Requirement Planning ……….... 40
2.8.1. Tujuan Dan Ciri – cirri Material Requirement Planning … 40 2.8.2. Inputan Material Requirement Planning ……… 42
2.8.3. Mekanisme Dasar Material Requirement Planning …….. 43
2.8.4. Output Material Requirement Planning ………. 46
BAB III METODE PENELITIAN 3.1. Tempat Dan Waktu Penelitian .……….……… 48
3.2. Identifikasi Dan Definisi Operasional Variabel ……….... 48
3.2.1. Identifikasi Variabel ……….… 48
3.2.2. Definisi Operasional Variabel ………... 50
3.5. Metode Analisa Data ……….. 57
BAB IV ANALISA DAN PEMBAHASAN 4.1. Data Forecast Demand Produk .…...….……….… 62
4.2. Perhitungan Jadwal Induk Produksi ………..………... 63
4.3. Struktur Produk ………..……….….….. 67
4.3.1. Perhitungan Kebutuhan Material ……….…. 67
4.4. Data Kapasitas Tersedia ………..……….. 70
4.5. Waktu Setup Dan Waktu Proses ……… 72
4.6. Perhitungan Kapasitas Tersedia ….……… 81
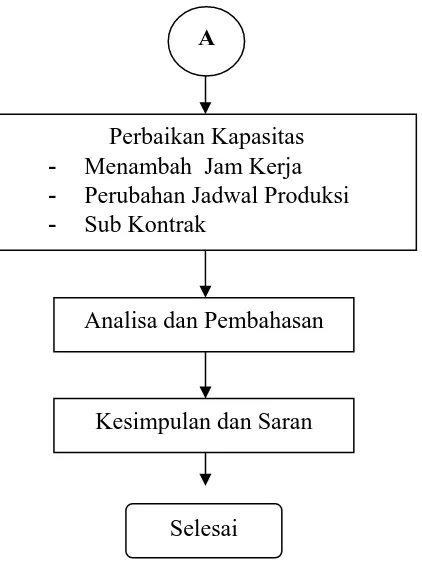
4.7. Usulan Perbaikan ………...……… 98
4.8. Hasil Dan Pembahasan …………..………...……… 116
BAB V KESIMPULAN DAN SARAN 5.1. Kesimpulan ………...……… 118
5.2. Saran ………..…………...……… 119
DAFTAR PUSTAKA ……….….………… xiv
1. Tabel 2.1. Planned Order release dari Part A dan B ……….. 26
2. Tabel 2.2. Standart Setup Time dan Standart Run Time ………... 27
3. Tabel 2.3. Operation Time Per Unit dari Part A dan B ………..… 28
4. Tabel 2.4. Contoh Laporan CRP ………. 29
5. Tabel 2.5. Material Requirement Planning ………..…... 44
6. Tabel 4.1. Data Peramalan Permintaan Produk ………..… 62
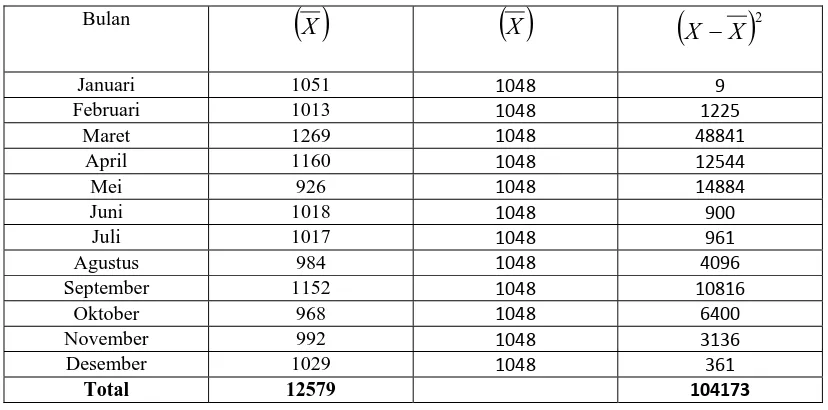
7. Tabel 4.2. Perhitungan Rinci Safety Stock Kain Katun Typ 45 ……… 64
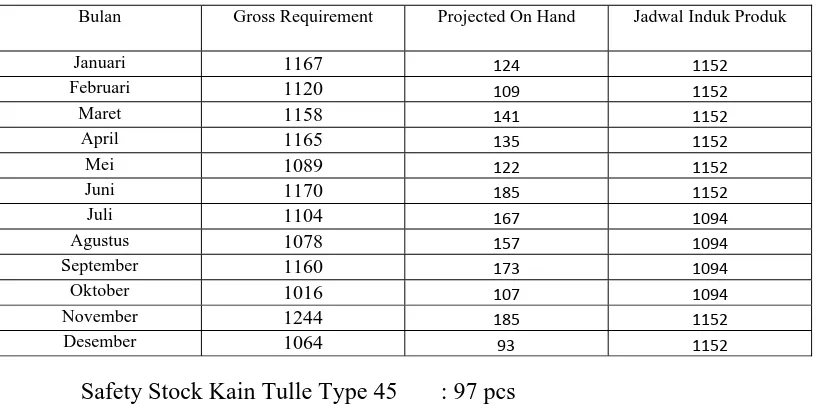
8. Tabel 4.3. Perhitungan Jadwal Induk Produksi Kain Katun Type 45 .……..… 65
9. Tabel 4.4. Perhitungan Jadwal Induk Produksi Kain Katun Type 60 ……..…. 65
10. Tabel 4.5. Perhitungan Jadwal Induk Produksi Kain Tulle Type 45 ……... 66
11. Tabel 4.6. Perhitungan Jadwal Induk Produksi Kain Katun Type 60 …….… 66
12. Tabel 4.7. Daftar Nama Komponen Dan Kode Item Tiap Komponen ……… 67
13. Tabel 4.8. Daftar Kebutuhan Material Kain Katun Type 45 ………..…. 68
14. Tabel 4.9. Daftar Kebutuhan Material Kain Katun Type 60 ……….….. 68
15. Tabel 4.10. Daftar Kebutuhan Material Kain Tulle Type 45 ….…..……..…. 69
16. Tabel 4.11. Daftar Kebutuhan Material Kain Tulle Type 45 ….…..….….…. 69
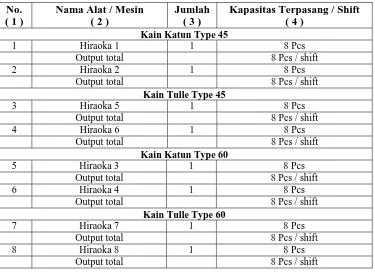
17. Tabel 4.12. Data Kemampuan Produk Riil ………....….… 70
18. Tabel 4.13. Data Kemampuan Produk Riil ………...… 71
19. Tabel 4.14. Data Kemampuan Produk Riil ………..……... 72
22. Tabel 4.17. Kebutuhan Kapasitas Kain Katun Type 60 …………....………. 76
23. Tabel 4.18. Kebutuhan Kapasitas Kain Katun Type 60 ………...……….…. 76
24. Tabel 4.19. Kebutuhan Kapasitas Kain Tulle Type 45 …….………. 78
25. Tabel 4.20. Kebutuhan Kapasitas Kain Tulle Type 45 …….……….… 78
26. Tabel 4.21. Kebutuhan Kapasitas Kain Tulle Type 60 …….……….… 80
27. Tabel 4.22. Kebutuhan Kapasitas Kain Tulle Type 60 …….……….… 80
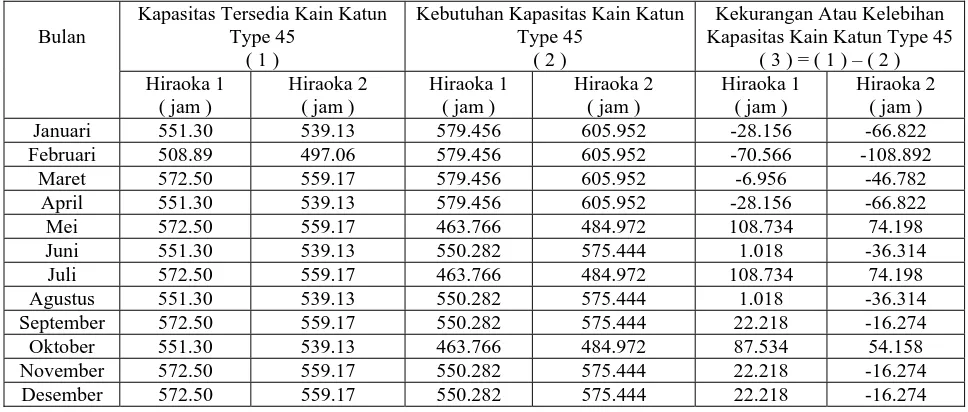
Tabel Perhitungan CRP Dengan 6 Hari Kerja 28. Tabel 4.23. Kekurangan / Kelebihan Kapasitas Kain Katun Type 45 ...… 83
29. Tabel 4.24. Laporan CRP Kain Katun Type 45 Pada Hiraoka 1 dan 2 …..… 84
30. Tabel 4.25. Kekurangan / Kelebihan Kapasitas Kain Katun Type 60 ...… 87
31. Tabel 4.26. Laporan CRP Kain Katun Type 60 Pada Hiraoka 3 dan 4 ….… 88 32. Tabel 4.27. Kekurangan / Kelebihan Kapasitas Kain Tulle Type 45 …….… 91
33. Tabel 4.28. Laporan CRP Kain Tulle Type 45 Pada Hiraoka 5 dan 6 .…….. 92
34. Tabel 4.29. Kekurangan / Kelebihan Kapasitas Kain Tulle Type 60 …….… 95
35. Tabel 4.30. Laporan CRP Kain Tulle Type 60 Pada Hiraoka 7 dan 8 .…….. 96
Tabel Perhitungan CRP Dengan 7 Hari Kerja 36. Tabel 4.31. Kekurangan / Kelebihan Kapasitas Kain Katun Type 45 ...…… 100
37. Tabel 4.32. Laporan CRP Kain Katun Type 45 Pada Hiraoka 1 dan 2 .…… 101
38. Tabel 4.33. Kekurangan / Kelebihan Kapasitas Kain Katun Type 60 ...…... .105
39. Tabel 4.34. Laporan CRP Kain Katun Type 60 Pada Hiraoka 3 dan 4 …... 106
42. Tabel 4.37. Kekurangan / Kelebihan Kapasitas Kain Tulle Type 60 ….…. 113 43. Tabel 4.38. Laporan CRP Kain Tulle Type 60 Pada Hiraoka 7 dan 8 …… 114
1. Gambar 2.1. Sistem Perencanaan Kebutuhan Kapasitas ……… 16
2. Gambar 2.2. Load Profile Berdasarkan Laporan CRP ………... 30
3. Gambar 2.3. Sistem Manufacturing Resources Planning ( MRP II ) …………. 32
4. Gambar 2.4. Struktur Produk ……….. 38
5. Gambar 2.5. Imput Sistem Material Requirement Planning ……….. 39
6. Gambar 2.6. Proses Kerja dari MRP ……….. 42
7. Gambar 2.7. Sistem MRP Terkomputerisasi ……….. 47
8. Gambar 3.1. Langkah – langkah Pemecahan Masalah ………... 53
9. Gambar 4.1. Struktur Produk ……….. 67
Gambar Load Profile Dengan 6 Hari Kerja 10. Gambar 4.2. Load Profile Pada Mesin Heraoka 1 ……… 85
11. Gambar 4.3. Load Profile Pada Mesin Heraoka 2 ……… 85
12. Gambar 4.4. Load Profile Pada Mesin Heraoka 3 ……… 89
13. Gambar 4.5. Load Profile Pada Mesin Heraoka 4 ……… 89
14. Gambar 4.6. Load Profile Pada Mesin Heraoka 5 ……… 93
15. Gambar 4.7. Load Profile Pada Mesin Heraoka 6 ……… 93
16. Gambar 4.8. Load Profile Pada Mesin Heraoka 7 ……… 97
17. Gambar 4.9. Load Profile Pada Mesin Heraoka 8 ……… 97
19. Gambar 4.11. Load Profile Pada Mesin Heraoka 2 ……….. 102
20. Gambar 4.12. Load Profile Pada Mesin Heraoka 3 ……….. 107
21. Gambar 4.13. Load Profile Pada Mesin Heraoka 4 ……….. 107
22. Gambar 4.14. Load Profile Pada Mesin Heraoka 5 ……….. 111
23. Gambar 4.15. Load Profile Pada Mesin Heraoka 6 ……….. 111
24. Gambar 4.16. Load Profile Pada Mesin Heraoka 7 ……….. 115
25. Gambar 4.17. Load Profile Pada Mesin Heraoka 8 ……….. 115
1. Lampiran 1
Gambaran Umum Perusahaan 2. Lampiran 2
Data Peramalan Permintaan Produk
Perhitungan Rinci Safety Stock Tiap – Tiap Kain Bordir 3. Lampiran 3
Perhitungan Projected On Hand 4. Lampiran 4
Kebutuhan Material Pada Tiap – Tiap Kain Bordir 5. Lampiran 5
Perhitungan Operasi Time Pada Kain Katun Type 45 6. Lampiran 6
Perhitungan Operasi Time Pada Kain Katun Type 60 7. Lampiran 7
Perhitungan Operasi Time Pada Kain Tulle Type 45 8. Lampiran 8
Perhitungan Operasi Time Pada Kain Tulle Type 60 9. Lampiran 9
Perhitungan CRP Pada Kain Katun Type 45 Selama 6 Hari Kerja
11. Lampiran 11
Perhitungan CRP Pada Kain Tulle Type 45 Selama 6 Hari Kerja 12. Lampiran 12
Perhitungan CRP Pada Kain Tulle Type 60 Selama 6 Hari Kerja
PT. Lotus Indah Textile Industries Surabaya adalah suatu perusahaan tekstil yang memproduksi kain bordir dengan type 45 dan 60. Perusahaan ini memproduksi barang tersebut dengan kualitas yang tinggi sesuai dengan standart yang ditentukan. Sistem produksi kain bordir di PT. Lotus Indah Textile Industries sudah terbilang lama, dan akan dilakukan analisis kapasitas. Sehingga dapat ditentukan kapasitas yang optimal sesuai dengan kebutuhan demand produk. Berdasarkan hal tersebut maka diperlukan penelitian perencanaan kebutuhan kapasitas yang optimal, sehingga kebutuhan produksi yang akan di pasarkan dapat ditepenuhi.
Untuk Menyelesaikan permasalahan dalam penelitian ini adalah dengan menggunakan metode Capacity Requirement Planning ( CRP ). CRP memberikan informasi mengenai kondisi dan kapasitas yang terjadi pada perusahaan tersebut untuk dijadikan suatu tindak lanjut terhadap keadaan tersebut. Yaitu dengan ditampilkanya suatu laaporan dari Capacity Requirement Planning.
Capacity Requirement Planning ( CRP ) merupakan suatu metode yang digunakan untuk menganalisa kondisi kapasitas yang terjadi pada suatu perusahaan, yaitu sumber daya yang dimiliki oleh perusahaan tersebut baik sumber daya manusianya ataupun mesin yang dimiliki oleh perusahaan. Metode CRP ini untuk meberikan gambaran kondisi perusahaan, sehingga perusahaan dapat secepatnya mengantisipasi dan melakukan tindakan apabila terjadi kekurangan atau kelebihan sumber daya. Dari hasil pemecahan masalah dilakukan perbandingan antara kapasitas tersedia yang dimilliki dengan beban yang diterima sudah sesuai atau belum.
Adapun kekurangan kapasitas pada perusahaan saat menggunakan 6 hari kerja dengan 3 shift adalah sebagai berikut : Heraoka 1 : Bulan Januari 28.156 jam, Februari 70.566 jam dan Maret 6.956 jam; Heraoka 2 : Bulan Januari 66.882 jam, Februari 108.892 jam, Maret 46.782 jam, April 66.882 jam, Juni 36.314 jam, Agustus 36.314 jam, September 16.274 jam, November 16.274 jam dan Desember 16.274 jam; Heraoka 3 : Bulan Februari 61.75 jam, April 18.90 jam, Juni 18.90 jam dan Agustus 18.90 jam; Heraoka 4 : Bulan Januari 9.288 jam, Februari 80.644 jam, Maret 17.714 jam, April 38.694 jam, Mei 17.714 jam, Juni 38.694 jam, Juli 17.714 jam, Agustus 38.694 jam, Oktober 9.288 jam dan Desember 17.714 jam; Heraoka 5: Bulan Januari 3.118 jam, Februari 46.428 jam, April 3.118 jam dan Juni 3.118 jam; Heraoka 6 : Bulan Januari 1.88 jam, Februari 45.05 jam, April 1.88 jam dan Juni 1.88 jam; Heraoka 7 : Bulan Januari 7.15 jam, Februari 50.46 jam, Juni 7.15 jam dan Agustus 7.15 jam; Heraoka 8 : Bulan Januari 38.048 jam, Februari 80.818 jam, April 8.381 jam, Mei 16.868 jam, Juni 38.048 jam, Juli 16.868 jam, Agustus 38.048 jam, Oktober 8.381 jam, November 16.868 jam dan Desember 16.868 jam, sehingga perusahaan harus melakukan penambahan jumlah mesin sebanyak 4 mesin dan jumlah hari kerja menjadi 7 hari kerja dengan 3 shift agar kebutuhan kapasitas yang diperlukan pada perusahaan dapat terpenuhu semuanya, bila masih ada yang mengalami kekurangan maka harus diadakan Rescheduling atau Penjadwalan Ulang.
.
1.1.Latar Belakang
Setiap perusahaan memerlukan sumber daya dalam melaksanakan proses produksinya. Seringkali sumber daya ini menjadi kurang efektif dan efisien karena berbagai sebab. Sehingga dalam perencanaan produksi akan menimbulkan permasalahan dan keuntungan yang didapat oleh perusahaan akan menjadi kurang optimal. Oleh sebab itu, perusahaan hendaknya mampu mengelola sumber daya yang akan digunakan agar optimal dalam pencapaian tujuan serta dapat memenuhi kebutuhan konsumen dengan tepat dan cepat.
PT. Lotus Indah Textile Industries Embroidery terletak di jalan Raya Kedung Asem No. 1 Kedung Baruk, Rungkut, Surabaya. Beroperasi selama 24 jam dengan pembagian 3 shift kerja untuk setiap harinya dan merupakan salah satu perusahaan yang bergerak dalam bidang produksi, khususnya pembuatan produk kain bordir yang bahan bakunya berasal dari benang dan kain. Oleh karenanya PT. Lotus Indah Textile Industries Embroidery Surabaya yang bergerak dibidang produksi harus senantiasa memperhatikan mutu atau kualitas dari bahan yang diproduksinya. Hal ini dapat memberikan kepuasan pada konsumen yang menggunakan produknya, sehingga dapat meningkatkan produktivitas bagi PT. Lotus Indah Textile Industries Embroidery Surabaya tersendiri.
Dalam proses produksi perusahaan dituntut untuk dapat mensupply produk dengan tepat waktu kapanpun dan jumlah berapapun. Dalam hal ini perencanaan kebutuhan kapasitas produksi tidak optimal, maka akan mengganggu kelancaran jadwal produksi sehingga akan menimbulkan kerugian baik dari segi waktu maupun biaya. Untuk itu diperlukan metode pengendalian perencanaan kebutuhan kapasitas produksi yang sesuai untuk memaksimumkan output produksi guna memenuhi permintaan pasar. Hal ini mutlak diperlukan mengingat PT. Lotus Indah Textile Industries adalah sebuah perusahaan yang kebutuhan kapasitas produksinya sangat kompleks.
1.2. Perumusan Masalah
Dari uraian latar belakang dapat diketahui bahwa perencanaan kebutuhan kapasitas produksi sangat penting untuk menunjang proses produksi. Berdasarkan kondisi tersebut maka dapat diajukan pertanyaan sebagai permasalahan yang diangkat dalam penelitian ini yaitu :
“ Bagaimana menyusun suatu perencanaan kapasitas pada PT. Lotus Indah Textile Industries Surabaya dengan menggunakan metode Capacity Requirement Planning (CRP)? ”
1.3. Batasan Masalah
Agar permasalahan yang akan di pecahkan tidak terlalu meluas maka diperlukan batasan sebagai berikut:
1. Penelitian ini dilakukan pada produksi kain border type kain Katun dan kain Tulle.
1.4. Tujuan Penelitian
Berdasarkan permasalahan diatas, maka tujuan yang hendak dicapai adalah sebagai berikut :
1. Menghitung perencanaan kapasitas produksi aktual di setiap stasiun kerja. 2. Menentukan kebutuhan kapasitas pada perusahaan.
3. Memberikan usulan perbaikan untuk mengurangi terjadinya keterlambatan kebutuhan produksi.
1.5. Asumsi-Asumsi
Asumsi-asumsi dari penelitian ini adalah : 1. Kualitas bahan baku sesuai dengan yang diharapkan. 2. Kondisi mesin yang digunakan dalam keadaan baik. 3. Supply bahan baku berjalan lancar.
1.6. Manfaat Penelitian
Dengan melaksanakan penelitian skripsi didalam perusahaan, maka manfaat yang didapat adalah antara lain :
1. Bagi Perusahaan
2. Bagi Mahasiswa
Membawa wawasan dan kemampuan dalam mengaplikasikan ilmu-ilmu Teknik Industri khususnya metode Capacity Requirement Planning.
3. Bagi Universitas
Memberikan referensi tambahan dan perbendaharaan agar berguna didalam mengembangkan ilmu pengetahuan dan berguna sebagai pembanding bagi mahasiswa dimasa yang akan datang.
1.7. Sistematika Penulisan
Sistematika penulisan laporan penelitian ini sesuai dengan yang ditetapkan oleh pihak fakultas secara berurutan sehingga dapat diperoleh gambaran yang jelas dan terarah adapun sistematika penulisan adalah sebagai berikut :
BAB I : PENDAHULUAN
Bab ini diuraikan mengenai latar belakang penelitian, rumusan masalah, tujuan penelitian, asumsi yang digunakan, dan manfaat yang dapat diperoleh dari penelitian, serta sistematika penulisan laporan.
BAB II : TINJAUAN PUSTAKA
Bab ini berisi tentang teori-teori yang relavan dan sesuai dengan topik penelitian yang dilakukan serta teori tentang metode yang digunakan.
BAB III : METODOLOGI PENELITIAN
2.1. Definisi Kapasitas
Kapasitas adalah batas kemampuan dari unit produksi untuk berproduksi dalam kurun waktu tertentu, biasanya dinyatakan dengan istilah unit keluaran per unit waktu (Elwod S. Buffa, 1999).
Menurut Lockyer, Kapasitas ialah kemampuannya untuk menghasilkan apa yang diminta (diperlukan) konsumen. Dan tentunya, harus ada kesesuaian antara kebutuhan yang diberi ciri oleh ramalan pasar dan kemampuan kapasitas. Kapasitas dibedakan antara tiga level yang berbeda, antara lain :
Kapasitas Potensial, (Potential Capacity) ialah kapasitas yang dapat diadakan
dalam horizon keputusan eksekutif senior.
Kapasitas Segera, (Immediete Capacity) ialah kapasitas yang dapat disediakan
dalam periode anggaran sekarang.
Kapasitas Efektif, (Effective Capacity) ialah kapasitas yang digunakan
didalam periode anggaran sekarang. (Lockyer, et.all, 1987)
Kapasitas dapat juga didefinisikan sebagai jumlah output per unit dalam suatu satuan waktu yang mampu dihasilkan oleh suatu sistem produkitivitas yang terdiri atas : Pekerja, Mesin, Pusat Kerja, departement dan fasilitas lainnya..(McLeavy dan Marasimhan, 1972)
Kapasitas adalah suatu ukuran kemampuan produktif suatu fasilitas per unit waktu. Beberapa definisi kapasitas secara umum menurut Handoko, 1984 dapat diperinci antara lain :
a. Desaign capacity, yaitu tingkat keluaran per satuan waktu, untuk mana pabrik
dirancang
b. Rated Capacity, yaitu tingkat keluaran per satuan waktu yang menunjukkan
bahwa fasilitas secara teoritis mempunyai kemampuan memproduksinya. c. Standart Capacity, yaitu tingkat keluaran per satuan waktu yang ditetapkan
sebagai sasaran bagi manajemen, supervisi, dan para operator mesin; dapat digunakan sebagai dasar penyusunan anggaran. Kapasitas standart adalah sama dengan rated capacity dikurangi cadangan keperluan pribadi standart, tingkat sisa(scrap) standart, berhenti untuk pemeliharaan standart, cadangan untuk pengawasan kualitas standart dan sebagainya.
d. Actual / Operating Capacity, yaitu tingkat keluaran rata – arat per satuan
waktu selama periode – periode waktu yang telah lewat. Ini adalah kapasitas standart ± cadangan – cadangan, penundaan, tingkat sisa nyata dan sebagainya.
e. Peak Capacity, yaitu jumlah keluaran per satuan waktu yang dapat dicapai
2.2. Konsep Kapasitas
Material Requirement Planning mengasumsikan bahwa apa yang dijadwalkan,
dapat diterapkan, tanpa memperhatikan keterbatasan kapasitas. Kadang – kadang asumsi ini valid, tetapi kadang – kadang pula tidak dapat dipenuhi. Capacity Requirement Planning menguji asumsi ini dan mengidentifikasikan area yang
melebihi kapasitas (Overload) dan area yang mengalami kekurangan kapasitas (Underload). Sehingga perencana dapat mengambil tindakan yang tepat. Capacity Requirement Planning membandingkan load yang ditetapkan pada setiap Work
Center melalui Open and Planned Order yang diciptakan oleh Material
Requirement Planning. Dengan kapasitas yang tersedia pada tiap Work Center
dalam setiap periode waktu dari horison perencanaan.(Edward. et al, 1998)
harus menghadapi masalah yang komplex yaitu efisiensi operasi pabrik, minimasi investasi Inventory dan meningkatkan layanan pelanggan.
2.3. Perencanaan Kapasitas (Capacity Planning)
Perencanaan kapasitas adalah proses untuk menentukan jumlah kebutuhan orang (pekerja), mesin, dan sumber daya fisik untuk menentukan object produksi dari suatu organisasi perusahaan..(Mcleavy, et all, 1995).
Perencanaan kapasitas juga menentukan level fungsi dari kapasitas yang dibutuhkan dalam melaksanakan jadwal produksi, membandingkannya dengan kapasitas yang tersedia, perencanaan penting yang dibutuhkan untuk mengatur tingkat atau jadwal kapasitas. Elemen kritis kapasitas yang direncanakan antara lain : pekerja, jam mesin, fasilitas, kapasitas gudang, dan peralatannya. .(McLeavy dan Marasimhan, 1972)
Disini akan dijelaskan empat prosedur untuk perencanaan kapasitas. Teknik yang pertama adalah perencanaan kapasitas dengan menggunakan keseluruhan faktor (Capacity Planning Using Overall Factor / CPOF) adalah yang termudah dimana hanya berdasarkan perhitungan data. Yang kedua, struktur kapasitas (Bill Of Capacity / BOF), yang membutuhkan informasi produk yang lebih detail. Yang
menghubungkan antara tahapan waktu data MRP dan data sistem operasi yang dihitung dengan kebutuhan kapasitas untuk menghasilkan antara permintaan operasi (jadwal penerimaan produk) dan perencanaan permintaan (Vollmann, et all, 1998)
2.3.1 Capacity Planning Using Overall Factor.
Capacity Planning Using Overall Factor (CPOF) / faktor perencanaan
kapasitas adalah unit yang mengkonversi yang digunakan untuk mengkonversi output yang direncanakan kedalam jumlah unit dari beberapa sumber daya yang dibutuhkan untuk memproduksi outputnya. CPOF dibedakan oleh fakta bahwa tidak seperti teknik perencanaan kapasitas yang lain, unit konversi ini tidak langsung diperoleh dari data historis aggregat yang langsung bertentangan, analisis rincinya dari sumber daya yang dibutuhkan untuk dihasilkan pada tiap komponen dari suatu produk akhir. Beberapa batasan dari teknik ini mengikuti antara lain :
Tidak memperhatikan pada lead time yang dibutuhkan dalam memproduksi
sebuah produk dan komponennya, sehingga beban yang diasumsikan dalam melengkapi produk diberikan perbulan yang mungkin secara aktual akan jatah pada awal bulan.
Tidak memperhatikan secara langsung pada persediaan yang tersedia dan
bahan dalam proses pada tiap komponen, yang mungkin mengurangi kebutuhan jam kerja orang pada perencanaan produksi.
Rata – rata waktu per unit yang digunakan bahwa pada Mix Product yang
datang. Perubahan campuran atau prosesnya akan merubah waktu rata – rata dan pengaruh pada total waktu yang diperlukan.
Total waktu standart yang diproduksi pada periode dasar mungkin termasuk
dalam produksi dari servis bagian – bagian yang rusak dan pengerjaan ulang. Jika demikian waktu per unit dari perhitungan produk secara aktual adalah jumlah waktu atau unit dari produk ditambah beberapa servis komponen dan pengerjaan ulang (Mc Leavy, et all, 1975)
Pendekatan CPOF menurut Vollmann, dkk. Relatif mudah mengarah ke perencanaan kapasitas kasar(RCCP) yang secara khusus didalam dasar perhitungan manualnya. Adapun data yang dimasukkan dari MPS yang lebih cukup dari perencanaan material yang lebih detail. Prosedur ini umumnya berdasarkan pada faktor perencanaan yang diambil dari standart atau data historis dari produk akhir . Ketika faktor perencanaan ini akan diaplikasikan pada MPS, secara keseluruhan pekerja atau kebutuhan kapasitas jam mesin dapat diperkirakan. Hal ini memperkirakan secara keseluruhan adalah setelah secara keseluruhan dialokasikan di tiap – tiap pusat kerja pada dasar data historis pada beban kerja. Perencanaan CPOF umumnya dinyatakan dalam jangka mingguan atau bulanan pada periode waktu dan direvisi seperti perubahan pada MPS. Prosedur CPOF atau variasinya digunakan pada beberapa perusahaan, adapun langkah aplikasinya antara lain :
Langkah pertama dari prosedur CPOF meliputi perhitungan kapasitas yang
Langkah kedua meliputi penggunaan rasio yang telah lalu untuk
mengalokasikan total kapasitas yang dibutuhkan setiap periode pada tiap pusat kerja. prosentase yang lalu dari jumlah tenaga kerja langsung sampai jam kerja ditiap pusat kerja yang utama digunakan pada tiap tahun, untuk menjelaskan rasio alokasinya.( Vollmann, et all, 1998)
2.3.2 Bill Of Capacity.
Bill Of Capacity (BOC) atau struktur kapasitas adalah metode Rough Cut atau
perencanaan kasar yang memberikan langsung banyak jaringan antara tiap produk akhir ke dalam MPS dan kebutuhan kapastas untuk tiap pusat kerja. Hal ini dimasukkan kedalam beberapa shift dalam produk campuran (Product Mix). Konsekuensinya lebih banyak data daripada prosedur CPOF. Data yang dibutuhkan antara lain : Bill Of Material (BOM), Routing Data, Jam kerja langsung atau data jam mesin juga harus tersedia untuk tiap operasi.
2.3.3 Resource Profiles / Time Phased Bill Of Capacity.
Resource profile juga dikenal dengan Time Phased Bill Of Capacity (TPBOC) yang mirip dengan BOC, kecuali bahwa Time Bucket dimana beban yang terjadi dijelaskan oleh Backward Schedulling dari MPS menggunakan lead time standart.
TPBOC mengatasi satu dari kelemahan dari BOC, dimana TPBOC mengambil lead time kedalam perhitungan kapan beban akan terjadi. Bagaimananpun juga
terdapat kelemahan yang lain, seperti halnya BOC perhitungan persediaan langsung dan persediaan komponen dalam proses tidak diambil dalam perhitungan. Untuk lebih lanjut metode ini tidak menghadapi pengaruh spesifik bahwa pengukuran lot pada pesanan untuk komponenn tidak akan dijelaskan kapan beban akan terjadi dan jumlah dari setup. (Mc Leavy, et all, 1975)
Antara prosedur CPOF dan perancangan kapasitas memasukkan perhitungan waktu yang spesifik pada proyeksi beban kerja pada tiap pusat – pusat kerja. dalam membuat resource profiles, data lead time produksi diambil kedalam perhitungan untuk menyediakan proyeksi fase waktu pada kapasitas yang dibutuhkan untuk tiap fasilitas produksi. Resource profiles ini menyediakan pendekatan yang lebih mengarah pada perencanaan kapasitas produksi kasar (Rough Cut Capacity Planning). Sehingga dalam mengaplikasikan metode ini lita menggunakan BOM, Routing dan informasi waktu standart, serta menambahkan lead time untuk tiap produk akhir dan bagian komponennya dalam data base.
2.3.4 Capacity Requirement Planning.
Pada dasarnya, Perencanaan Kebutuhan Kapasitas (CRP) membandingkan kapasitas yang dibutuhkan terhadap Projected Available Capacity untuk Open Manufacturing Orders dan Planned Manufacturing Orders yang dihasilkan oleh
sistem MRP. CRP menggunakan Routing Files dan informasi pusat kerja untuk menghitung beban yang dijadwalkan pada pusat – pusat kerja, dengan mengasumsikan kapasitas tak terbatas. Apabila CRP mengindikasikan bahwa beban dari pesanan yang dikeluarkan ditambah jadwal MRP dari pesanan yang direncanakan adalah layak dari sudut pandang kapasitas, pesanan – pesanan yang direncanakan itu dikeluarkan ke PAC untuk dilaksanakan (Gasperz.2002).
CRP berbeda dari prosedur perencanaan kapasitas kasar dalam empat hal,
Pertama utilitas CRP dalam fase waktu informasi perencanaan material dihasilkan
dari suatu sistem MRP. Ini termasuk pertimbangan dari semua ukuran lot yang aktual, sebaik seperti lead time antara untuk pesanan shop order order (jadwal penerimaan) dan pesanan yang direncanakan untuk pesanan periode ke depan.
Kedua, sistem MRP fitur untuk menentukan kebutuhan kasar sampai kebutuhan
perencana MRP untuk mengurangi scrap, data item yang salah, dan lain – lain. (Vollmann, et all, 1998)
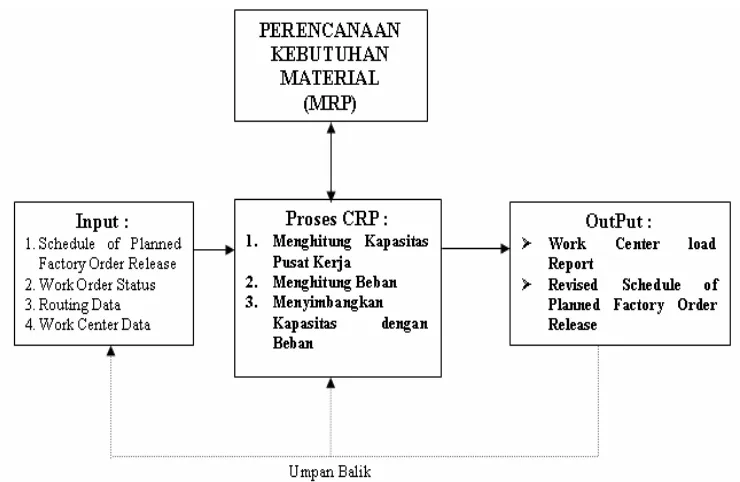
[image:30.595.133.503.248.489.2]Sebagai suatu sistem perencanaan kapasitas dalam MRP II yang lebih besar, CRP memiliki input, proses, output dan umpan balik. Sistem CRP ditunjukkan dalam gambar dibawah ini.
Gambar 2.1. Sistem Perencanaan Kebutuhan Kapasitas ( Sumber : Gasperz, 2002 )
a. Input Perencanaan Kebutuhan Kapasitas
Dalam perencanaan kebutuhan kapasitas atau Capacity Requirement Planning (CRP) diperlukan beberapa inputan atau masukan data – data yang dibutuhkan, antara lain sebagai berikut :
Jadwal Perencanaan Pesanan Kerja (Schedule Of Planned Factory Order
Release); jadwal ini merupakan salah satu output dari MRP. CRP memiliki
Status Pesanan Kerja(Work Order Status); informasi ini diberikan untuk
semua Open Orders yang ada dengan operasi yang masih harus diselesaikan, Work center yang terlibat, dan perkiraan waktu.
Data Routing(Routing Data); memberikan jalur yang direncanakan untuk
factory Orders melalui proses produksi dengan perkiraan waktu operasi.
Setiap Parts, Assembly, dan Produk yang dibuat memiliki Routing yang Unik, terdiri dari satu atau lebih operasi. Informasi yang diperlukan yang diperlukan untuk CRP adalah : Operation Number, Operation Planned work Center, Possible alternate Work Center, Standart Setup Time, Standart Run Time Per
Unit, Tooling Needed at Each Work Center, dan lain – lain. Routing
memberikan petunjuk pada proses CRP sebagaimana layaknya BOM memberikan petunjuk pada proses MRP.
Data Pusat Kerja(Work Center Data); data ini berkaitan dengan setiap
Production Work Center, termasuk sumber – sumber daya, standart utilisasi
per shift, faktor utilisasi, faktor efisiensi, rata – rata waktu antrian, rata – rata waktu menunggu dan bergerak. (Gasperz.2002)
b. Proses Perencanaan Kebutuhan Kapasitas
Dalam proses perencanaan kebutuhan kapasitas atau Capacity Requirement Planning (CRP) dilakukan beberapa proses perhitungan. Berikut ini merupakan proses dalam sistem CRP, antara lain :
Menghitung kapasitas Pusat Kerja (Work Center). Kapasitas pusat kerja
ditentukan berdasarkan sumber – sumber daya mesin dan manusia, faktor faktor jam operasi, efisiensi, dan utilisasi. Kapasitas pusat kerja biasanya ditentukan secara manual. Termasuk dalam penentuan kapasitas pusat kerja adalah : identifikasi dan definisi pusat kerja, serta perhitungan kapasitas pusat kerja.
Menentukan Beban (Load). Perhitungan Load pada setiap pusat kerja dalam
setiap periode waktu dilakukan dengan menggunakan Backward Schedulling, menggunakan Infinite Loading, menggandakan Load untuk setiap item melalui kuantitas dari item yang dijadwalkan untuk suatu periode waktu. Dengan demikian Load ditetapkan pada setiap pusat kerja untuk periode waktu mendatang yang diakumulasikan berdasarkan pada Open Orders (Scheduled Receipt) dan Planned Factory Orders Releases. Proses ini menggunakan
komputer.
Menyeimbangkan Kapasitas dan Beban. Apabila nampak
Apabila penyesuaian – penyesuaian rutin tidak cukup memadai, penjadwalan ulang dari MRP atau MPS perlu dilakukan. Hal ini biasanya merupakan Human Judgement dan dilakukan secara intensif (berulang atau berkali – kali.)
bersama dengan laporan beban pusat kerja (Work Center Load Report) dari CRP. Dengan kata lain proses akan diulang sampai memperoleh beban yang dapat diterima (Acceptable Load). (Gasperz.2002)
c. Output Perencanaan Kebutuhan Kapasitas
Berdasarkan data masukan dan proses dalam perencanaan kebutuhan kapasitas atau Capacity Requirement Planning (CRP) maka dihasilkan beberapa data yang akan dianalisa. Berikut ini merupakan Output dalam sistem CRP, antara lain : Laporan Beban Pusat Kerja (work center load report); laporan ini
menunjukkan hubungan antara kapasitas dan beban. Apabila dalam laporan ini tampak ketidakseimbangan antara kapasitas dan beban, maka proses CRP proses secara keseluruhan perlu diulang. Work Center Load Profile seiring ditampilkan dalam bentuk grafik batang (Bar Chart) yang sangat bermanfaat untuk melihat antara beban yang diproyeksikan (Projected Load) dan kapasitas yang tersedia, sekaligus mengidentifikasikan apakah terjadi overloads ataukah underloads. CRP biasanya menghasilkan Work Center
Load Profile untuk setiap pusat kerja yang diidentifikasikan dalam pabrik.
Pertimbangan antara beban dan kapasitas dapat juga ditampilkan dalam format kolom.
Perbaikan schedule of planned order release; Perbaikan jadwal ini
Release Dates, untuk Factory Orders berdasarkan perhitungan keterbatasan
kapasitas.perbaikan Schedule Of Planned Factory Order Release merupakan output tidak langsung (InDirect Output) dari proses CRP sebab mereka adalah hasil dari Human Jugdments yang berdasarkan analisis dari output laporan beban pusat kerja (Work Center Load Reports). Salah satu pilihan penyesuaian yang mungkin, disamping perubahan kapasitas, mengubah Planned Start Dates yang dibuat melalui rencana MRP. Hal ini mempunyai pengaruh
terhadap pergeseran beban diantara periode waktu untuk mencapai keseimbangan yang lebih baik. (Gasperz.2002)
2.4. Beberapa Definisi Kapasitas Terkait Dengan Perencanaan
Kebutuhan Kapasitas
Agar dapat menyesuaikan tingkat kebutuhan kapasitas untuk menanggapi naik turunnya permintaan pasar, perlu dilakukan fore-cast penjualan dan merencanakan perubahan-perubahan kapasitas yang dibutuhkan. Bila hal ini tidak dilakukan, perubahan-perubahancenderung terjadi secara tiba-tiba dan derastik, sehingga akan leb ih memakan biaya.
Dalam CRP perlu juga dikemukakan beberapa definisi yang akan banyak dipergunakan dalam pembahasan yang terkait dengan perencanaan kapasitas, antara lain :
Pusat Kerja (Work Center)
dipertimbangkan sebagai satu unit untuk tujuan perencanaan kebutuhan kapasitas (CRP) dan penjadwalan terperinci (Detailed Scheduleing). Dalam lingkungan Job Shop Manufacturing, pusat – pusat kerja (Work Centers) sering memisahkan departemen – departemen dan mungkin dipertimbangkan sebagai departemen tersendiri.
Pesanan Manufaktur (Manufacturing Order)
Merupakan suatu dokumen atau identitas jadwal yang memberikan kewenangan untuk membuat Part tertentu atau produk dalam jumlah tertentu. Pesanan manufakturing dapat berupa salah satu : Open Orders, Already In Proses, atau Planned Orders, sebagaimana dijadwalkan melalui proses MRP.
Routing
Merupakan sekumpulan informasi yang merinci metode pembuatan item tertentu, termasuk operasi yang dilakukan, sekuens operasi, berbagai pusat kerja yang terlibat, serta standart untuk waktu Setup (Setup Time) dan waktu pelaksanaan kerja (Run Time).
Beban (Load)
termasuk waktu menunggu (Waiting Time), waktu antri (Queue Time), dan waktu bergerak (Move Time)
Kapasitas ( Capacity or Available Capacity)
Merupakan tingkat dimana sistem manufakturing (Tenaga kerja, mesin, pusat kerja, departeman, pabrik) berproduksi. Dengan kata lain, kapasitas merupakan tingkat output yang daoat dicapai dengan spesifikasi produk, Product Mix, tenaga kerja, dan peralatan yang ada sekarang. Dalam CRP,
kapasitas berkaitan dengan tingkat output kerja dalam setiap pusat kerja. Kapasitas Maksimal (Maximum Capacity)
Adalah kapasitas secara teoritis atau kapasitas potensial dari suatu sistem produksi. Hal ini berdasarkan asumsi dari kondisi ideal seperti : tiga shift per hari kerja, tujuh hari kerja per minggu, opreasi tanpa mengalami downtime. Kapasitas yang dibutuhkan (Required Capacity)
Adalah kapasitas yang diperlukan untuk membangun suatu penjadwalan produksi.. (McLeavy dan Marasimhan, 1972).
2.5. Hubungan Perencanaan Kebutuhan Kapasitas dengan Beban
Menurut gasperz, tujuan utama CRP adalah menunjukkan perbandingan antara beban yang ditetapkan pada pusat – pusat kerja melalui pesanan kerja yang ada dan kapasitas dari setiap pusat kerja selama periode waktu tertentu.
arus kedatangan melebihi kapasitas, beban akan meningkat, yang ditandai yang berada didalam antrian kerja yang tidak diproses didepan pusat kerja. Sebaliknya jika arus kedatangan pesanan lebih sedikit daripada kapasitas yang ada, beban (pesanan yang menunggu untuk diproses) akan berkurang.
Tujuan dari perencanaan kapasitas pada level ke tiga dari hierarki perencanaan kapasitas adalah berusaha mengatur bersama pesanan kerja yang datang dan atau kapasitas dari pusat kerja untuk mencapai suatu aliran yang mantap atau seimbang. Apabila beban bertambah, yang ditandai oleh banyaknya antrian, maka waktu tunggu pusat kerja (work Centre Lead Time) akan lebih panjang. Sebaliknya, apabila beban dikurangi, waktu tunggu akan lebih pendek karena aliran kerja bergerak melalui pusat kerja tanpa membutuhkan antrian kerja yang panjang. Penanganan hubungan antara kapasitas dan beban didasarkan pada kemampuan sistem perencanaan dan pelaksanaan untuk menyesuaikan tingkat kedatangan dan kapasitas. Unit pengukuran dari beban dan kapasitas terbanyak menggunakan jam kerja selama interval waktu tertentu. (Gasperz.2002)
Ada tiga teknik pengukuran kapasitas yaitu :
Theoretical Capacity (Synonym : Maximum Capacity, Design Capacity)
pusat kerja memiliki 4 mesin dan dijadwalkan untuk beroperasi dalam satu shift selama 8 jam kerja, dalam periode 5 hari per minggu, maka kapasitas
teoritisnya : 4 x 8 x 5 = 160 jam / perminggu. Jam kerja ini selanjutnya diterjemahkan kedalam unit produksi dengan menggunakan jam kerja standart. Sebagai misal : untuk memproduksi 1 produk membutuhkan waktu standart 0,2 jam (12 menit), maka secara teoritis 160 jam kerja / minggu akan menghasilkan 160 jam / minggu x 1 unit / 0,2 jam = (160 jam / 0,2 jam) x 1 unit / minggu = 800 unit / minggu. Kapasitas produksi teoritis tidak pernah dapat dicapai, dan karena itu tidak umum dipergunakan dalam penentuan kapasitas.
Demonstrated Capacity (Synonym : Actual Capacity, Effective Capacity)
Merupakan tingkat output yang dapat diharapkan berdasarkan pada pengalaman, yang mengukur produksi secara aktual dari pusat kerja di waktu lalu, yang biasanya diukur menggunakan angka rata – rata beban kerja normal. Sebagai contoh : jika suatu pusat kerja menghasilkan rata – rata 650 unit per periode kerja, sedangkan jam kerja standart adalah 0,2 jam per unit produk, maka Demonstrated Capacity dihitung sebagai : 650 unit / periode x 0,2 jam standart / unit = 130 jam standart / periode waktu.
Rated Capacity (synonym : Calculated Capacity, Nominal Capacity)
Waktu kerja yang tersedia (Available Work Time, synonym : Productivity Capacity or Scheduled Capacity) adalah banyaknya jam kerja aktual yang
dijadwalkan atau tersedia, pada pusat kerja selama periode waktu dihitung sebagai banyaknya orang atau mesin x jam per shift x shift x hari kerja per periode.
Utilisasi adalah pecahan yang menggambarkan persentase clock time yang tersedia dalam pusat kerja yang secara aktual digunakan untuk produksi berdasarkan pengalaman yang lalu. Utilisasi dapat ditentukan untuk mesin atau tenaga kerja, atau keduanya, tergantung pada mana yang lebih cocok untuk situasi dan kondisi aktual di perusahaan. Perlu dicatat, bahwa angka Utilisasi tidak dapat melebihi 1,0 (100%). Formula untuk menghitung utilisasi adalah
jadwal menurut tersedia yang Jam produksi untuk digunakan yang aktual Jam Utilisasi _ _ _ _ _ _ _ _ _
Efisiensi adalah faktor yang mengukur performansi aktual dari pusat kerja relatif terhadap standart yang diterapkan. Faktor efisiensi dapat lebih besar dari 1,0. formula untuk menghitung efisiensi adalah
produksi untuk digunakan yang aktual Jam diproduksi atau diperoleh yang dart s Jam Efisiensi _ _ _ _ _ _ _ _ _ tan _
Dengan demikian Rated (or Calculated Capacity) Capacity dihitung :
2.6. Analisa Perencanaan Kebutuhan Kapasitas
Analisis CRP membutuhkan perhitungan yang terpisah berkaitan dengan kebutuhan Setup Time dan Run Time. Analisis CRP lebih terperinci dibanding RCCP, dimana dalam analisis CRP dibutuhkan informasi tentang Standard Setup Times dan Standard Run Times per unit item yang akan dibuat. Perhitungan
Operation Time per unit dalam analisis CRP menggunakan formula berikut :
} _ _ : ) / _ {( / _ / _ / _ _ _ _ Size Lot Average Lot Time Setup Unit time Run unit time Setup Unit Time Run Unit per Time Operation
Pada dasarnya terdapat beberapa langkah yang diperlukan untuk melaksanakan analisis CRP, yaitu :
a. Langkah 1 : Memperoleh informasi tentang Planned Order Release dari
MRP
Informasi yang berkaitan dengan Planned Order Release untuk tiap komponen per periode waktu berdasarkan informasi dari MRP yang telah dijadwalkan, dicantumkan dalam sebuah tabel. Sebagai contoh informasi yang berkaitan dengan Planned Order Release untuk part A dan B selama periode waktu 4 minggu berdasarkan informasi dari MRP telah dijadwalkan seperti tampak pada tabel dibawah ini :
Parts Minggu 1 Minggu 2 Minggu 3 Minggu 4 Part A Part B 400 800 400 800 400 800 400 800 Tabel.2.1 Planned Order release dari Part A dan B
b. Langkah 2 : Memperoleh informasi tentang Standard Run Time per Unit
dan Standard Setup time per Lot Size.
Tiap pusat kerja ( Work Center ) dengan informasi tentang Standard Setup Time per Lot Size dan Standard Run Time per Unit dicantumkan pada dalam tabel. Sebagai contoh terdapat tiga pusat kerja (Work Center) dengan informasi tentang Standard Setup Time per Lot Size dan Standard Run Time per Unit part A dan B seperti yang dicantumkan pad tabel berikutnya :
Work Center Part Lot Size Setup Tim / Lot (Menit)
Run Time / Unit (Menit) WC-1
WC-2 WC-1 WC-2 WC-3
A
B
400
800
60 80 80 96 120
1,20 1,50 1,50 1,20 2,00 Tabel 2.2. Standart Setup Time dan Standart Run Time
c. Langkah 3 : Menghitung kapasitas yang dibutuhkan dari masing –
masing pusat kerja
Perhitungan kapasitas yang dibutuhkan dari masing – masing pusat kerja ( Work Center ) dilakukan dengan menggunakan formula :
} _ _ : ) / _ {( / _ / _ / _ _ _ _ Size Lot Average Lot Time Setup Unit time Run unit time Setup Unit Time Run Unit per Time Operation
Sebagai contoh perhitungan operation time per unit dari part A dan B untuk setiap work center berdasarkan pada tabel contoh sebelumnya yang ditunjukkan dalam tabel dibawah ini :
Part (1) Lot Size (2) Work Center (3) Setup Time / Lot (Menit) (4) Setup Time / Unit (Menit) (5) = (4) /
(2) Run Time / Unit (Menit) (6) Operation Time / Unit
(Time) (7)=(5) x (6)
Total Operation Time (Menit) (8) = (2) x (7)
A 400 WC-1 WC-2 60 80 0,15 0,20 1,20 1,50 1,35 1,70 540 680 B 800 WC-1
WC-2 WC-3 80 96 120 0,10 0,12 0,15 1,50 1,20 2,00 1,60 1,32 2,15 1280 1056 1720 Tabel 2.3. Operation Time per Unit dari Part A dan B pada work center 1,2,3
( Sumber : Gasperz, 2002 )
Dari tabel diatas dapat dihitung kapasitas yang dibutuhkan dari masing-masing Work Center untuk memproduksi part A dan B, melalui penjumlahan nilai-nilai
Total Operation Time dari masing-masing Work Center itu. Dengan demikian
d. Langkah 4 : Membuat Laporan Perencanaan Kebutuhan Kapasitas
Perhitungan kebutuhan sumber daya spesifik diatas adalah penggunaan jam mesin perlu mempertimbangkan kondisi aktual dari perusahaan seperti tingkat efisiensi dan utilisasi penggunaan sumber daya itu. Selanjutnya hasil-hasil dari CRP ditampilkan dalam suatu diagram yang dikenal sebagai Load Profile. Load Profile merupakan metode yang umum dipergunakan untuk menggambarkan kapasitas yuang dibutuhkan versus kapasitas yang tersedia. Dengan demikian Load Profile didefinisikan sebagai tampilan dari kebutuhan kapasitas di waktu mendatang berdasarkan pesanan-pesanan yang direncanakan dan dikeluarkan sepanjang suatu periode waktu tertentu. Sebagai contoh laporan kebutuhan kapasitas mesin dari masing-masing Work Center berdasarkan data pada tabel contoh ynag sebelumnya, kemudian dalam analisis CRP ditunjukkan dalam tabel berikutnya :
Tabel 2.4. Contoh Laporan CRP
Deskripsi Minggu 1 Minggu 2 Minggu 3 Minggu 4
Total
WC-1
(1). Waktu yang tersedia (Aktual) (2). Tingkat utilisasi (Kondisi Awal) (3). Tingkat Efisiensi (Kondisi
Aktual)
(4). Kapasitas Tersedia (Rated Capacity)
= (1) x (2) x (3) (5). Kebutuhan Aktual
(6). Kelebihan/kekurangan kapasitas = (4) – (5)
WC-2
(1). Waktu yang tersedia (Aktual) (2). Tingkat utilisasi (Kondisi Awal) (3). Tingkat Efisiensi (Kondisi
Aktual)
(4). Kapasitas Tersedia (Rated
Capacity) = (1) x (2) x (3) (5). Kebutuhan Aktual
(6). Kelebihan/kekurangan kapasitas = (4) – (5)
WC-3
(1). Waktu yang tersedia (Aktual) (2). Tingkat utilisasi (Kondisi Awal) (3). Tingkat Efisiensi (Kondisi
Aktual)
(4). Kapasitas Tersedia (Rated Capacity)
= (1) x (2) x (3) (5). Kebutuhan Aktual
(6).Kelebihan/kekurangan kapasitas = (4) – (5)
1736 + 208 2400 0,90 0,90 1944 1720 + 224 1736 + 208 2400 0,90 0,90 1944 1720 + 224 1736 + 208 2400 0,90 0,90 1944 1720 + 224 1736 + 208 2400 0,90 0,90 1944 1720 + 224 6944 + 832 9600 - - 7776 6880 + 896 Keterangan :
Waktu yang tersedia per minggu dihitung berdasarkan 5 hari/minggu x 8 jam/hari x x 60 menit/jzm = 2400 menit per minggu. Tingkat efisiensi dan utilisasi merupakan kondisi performansi aktual dao work centers.
( Sumber : Gasperz, 2002 )
Sehingga Load Profle untuk kasus yang dikemukankan diatas ditunjukkan seperti dibawah ini :
1944
18201763
1720
1944
18201763
1720
1944
18201763
1720
1944
18201763
1720
1600
1650
1700
1750
1800
1850
1900
1950
K eb u tu h an K ap asi tas (M e n it)Minggu 1 Minggu 2 Minggu 3 Minggu 4
Periode Waktu (Minggu)Aktual WC-1
WC-2 WC-3
2.7. Manufacturing Resources Planning
Material Requirement Planning (MRP) telah digunakan secara meluas pada
industri – industri manufakturing dan menghasilkan pengurangan persediaan rata – rata sebesar 20 – 30%. Keberhasilan MRP tersebut mengakibatkan perluasan aplikasinya pada bidang selain produksi. Meskipun aplikasi ini lebih sulit diterapkan pada industri jasa (Service), tetapi bidang jasa tertentu telah membuktikan keefektifan MRP. Penyebab utama sulitnya penerapan konsep MRP pada bidang jasa adalah variasi permintaan konsumen yang beragam. Hal ini mengakibatkan kombinasi kegiatan produksi dan konsumsi material menjadi rumit. Meskipun demikian organisasi jasa menghasilkan jadwal induk yang mendetail sehingga dapat digunakan dalam mengaplikasikan MRP. Aplikasi – aplikasi tersebut memperluas konsep MRP lebih dari sekedar proses penentuan kebutuhan material, menjadi proses penentuan kebutuhan Sumber Daya Manufaktur, yang disebut Manufacturing Resources Planning, atau MRP II (Nasution, 1998)
Sehingga dapat didefinisikan bahwa MRP II adalah suatu sistem informasi manufakturing formal dan eksplisit yang mengintegrasikan fungsi – fungsi utama
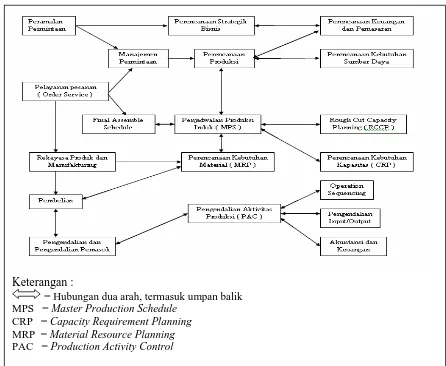
Keterangan :
= Hubungan dua arah, termasuk umpan balik MPS = Master Production Schedule
[image:46.595.100.546.111.477.2]CRP = Capacity Requirement Planning MRP = Material Resource Planning PAC = Production Activity Control
Gambar 2.3 Sistem Manufacturing Resources Planning ( MRP II ) ( Sumber : Gasperz, 2002 )
Melnyk dan kawan – kawan (1983) menjabarkan ciri – ciri utama MRP II sebagai berikut :
a. MRP II adalah sistem dari atas kebawah (a top – down sistem), dimulai dari memformulasikan perencanaan strategi bisnis yang diformalkan dan dikemukakan kembali sebagai strategi fungsional.
menjaga keakuratan perubahan data. Kmampuan “What – If” digunakan sebagai kebiasaan dalam mengevaluasi perencanaan alternatif. Sistem ini mampu mengolah data detail kebutuhan sumber daya untuk proses evaluasi. c. MRP II adalah sistem perusahaan secara keseluruhan (a total company
sistem), dimana kelompok – kelompok fungsional berinteraksi secara formal
seperti biasanya dan membuat keputusan – keputusan bersama.
d. MRP II adalah sistem nyata bagi pengguna (user transparent). Penggunaan pada seluruh tingkatan harus mengerti dan menerima logika dan realisme dari sistem tersebut dan tidak bekerja diluar sistem yang telah diformalkan.(Nasution, 1998).
2.7.1. Tujuan Manufacturing Resources Planning
Sedangkan tujuan sasaran MRP II adalah menentukan serta menempatkan prioritas permintaan dan Delivery, menyediakan Decision Support untuk Capacity Planning, penjadwalan untuk aliran material, menjamin keakuratan informasi, dll.
(Scott,1994).
2.7.2.Perencanaan Dalam Proses Manufacturing Resources Planning
Pada dasarnya perencanaan manufaktur mencakup perencanaan terhadap output dan input dari operasi manufakturing yang dikelompokkan dalam dua jenis
perencanaan, yaitu : perencanaan prioritas (Priority Planning), yang berkaitan dengan perencanaan output dan perencanaan kapasitas (Capacity Planning) yang berkaitan dengan perencanaan input. Perencanaan prioritas menentukan produk – produk atau prioritas – prioritas dari operasi manufakturing untuk memenuhi permintaan pasar, seperti produk yang dibutuhkan, berapa banyak yang dibutuhkan, termasuk spesifikasi kualitas dan lain – lain. Perencanaan kapasitas menentukan sumber daya atau tingkat kapasitas yang dibutuhkan oleh operasi manufakturing untuk memenuhi jadwal produksi atau output yang diinginkan,
membandingkan kebutuhan produksi dengan kapasitas yang tersedia, dan menyesuaikan tingkat kapasitas atau jadwal produksi. Perencanaan kapasitas mencakup kebutuhan sumber daya manufaktur seperti jam mesin, jam tenaga kerja, fasilitas peralatan, ruang untuk tempat penyimpanan (warehousing space) , rekayasa (Engineering), energi dan sumber daya keuangan.
Kekurangan kapasitas akan menyebabkan kegagalan memenuhi target produksi, keterlambatan pengiriman ke pelanggan, dan kehilangan kepercayaan dalam sistem formal yang mengakibatkan reputasi dari perusahaan akan menurun. Pada sisi lain, kelebihan kapasitas akan mengakibatkan tingkat utilisasi sumber – sumber daya yang rendah, biaya meningkat, harga pokok menjadi tidak kompetif, kehilangan pangsa pasar, penurunan keuntungan dan lain – lain.
Dengan demikian, kekurangan kapasitas maupun kelebihan kapasitas akan memberikan dampak negatif bagi sistem manufaktur, sehingga perencanaan kapasitas yang efektif adalah menyediakan kapasitas sesuai dengan kebutuhan pada waktu yang tepat. Sistem manufakturing tidak dapat memproduksi prioritas (output) yang diinginkan tanpa memiliki kapasitas (input) yang cukup. Karena itu, dalam sistem manufakturing modern aktivitas perencanaan prioritas (Priority Planning) sejajar dengan aktivitas perencanaan kapasitas, sehingga terdapat suatu
hirarki dari rencana – rencana kapasitas (Capacity Planning) yang sejajar dan sesuai dengan hirarki dari rencana – rencana prioritas (Priority Plans).
Pada dasarnya terdapat empat tingkat dalam hirarki dalam hirarki perencanaan prioritas dan kapasitas yang terintegrasi, antara lain :
a. Perencanaan Produksi dan Perencanaan Kebutuhan Sumber Daya
b. Penjadwalan Produksi Induk ( MPS ) dan Rough Cut Capacity Planning ( RCCP ).
d. Pengendalian Aktivitas Produksi / Production Activity Planning ( PAC ) dan Pengendalian Input / Output serta Operation sequencing. (Gasperz.2002)
2.7.3.Hasil Implementasi Manufacturing Resources Planning
Dengan mengintegrasikan seluruh proses perencanaan prioritas dan perencanaan kapasitas, maka MRP II menjadi proses yang sangat efektif untuk mengaitkan proses proses perencanaan jangka panjang dengan rencana produksi jangka pendek. Pendekatan yang digunakan adalah pendekatan Top – Bottom, sehingga garis perencanaan dan pencapaian dapat menggunakan seluruh sumber daya perusahaan yang tersedia. Umpan balik mengalir secara Bottom – Up pada saat terjadi hal – hal yang luar biasa. Proses ini menjamin agar tingkat validitas rencana dapat tetap dipertahankan. Proses umpan balik ini akan menjadi jembatan untuk renacana tingkat atas dengan pekerjaan aktual yang dilakukan di pabrik. (Santoso, 1990)
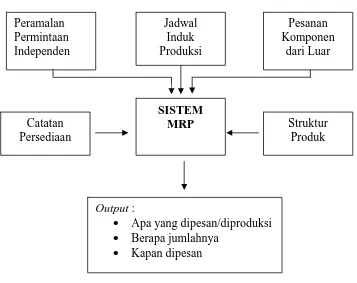
Menurut Teguh Baroto 2002 ada tiga input yang dibutuhkan oleh sistem MRP. Ketiga input itu adalah sebagai berikut.
Jadwal induk produksi
Catatan keadaan persediaan Struktur produk
Jadwal induk produksi merupakan proses alokasi untuk membuat sejumlah produk yang diinginkan dengan memperhatikan kapasitas yang dipunyai (yaitu mesin, peralatan, pekerja dll). Perencanaan jadwal induk produksi dilakukan dalam dua tahap. Tahap pertama adalah menentukan besarnya kapasitas atau kecepatan operasi yang diinginkan. Tahap kedua adalah menentukan jumlah total tenaga kerja yang dibutuhkan disetiap periode, jumlah mesin, dan jumlah shift kerja yang diperlukan untuk penjadwalan.
Catatan keadaan persediaan menggambarkan status semua item yang ada dalam persediaan. Setiap item persediaan harus didifinisikan untuk menjaga kekeliruan perencanaan. Catatan persediaan ini harus dijaga agar tetap up to date, dengan selalu melakukan pencatan pada setiap transaksi yang terjadi, yaitu penerimaan, pengeluaran, produk gagal, dll.
Disamping ketiga input diatas, sistem MRP memerlukan input lain sebagai berikut.
Pesanan komponen perusahaan lain
Permalan atas item yang independen.
Pesanan komponen perusahaan lain adalah bahwa selain menjual produk jadi, perusahanan juga menjual komponen untuk perusahaan lain. Termasuk dalam pengertian ini adalah peramalan dari service part, pesanan antar perusahaan, dan pesanan untuk kepentingan – kepentingan eksperimen, promosi, pemeliharaan serta kepentingan lainnya.
Peramalan atas sistem yang bersifat independent adalah komponen – komponen yang dibutuhkan, namun berada diluar jalur sistem MRP. Program khusus dimaksudkan untuk menambah hasil peramalan yang telah dibuat pada perhitungan kebutuuhan kotor dalam sistem MRP. Peramalan di sini termasuk peramalan atas komponen dari perusahaan laindan peramalan atas item yang independent.
Z
A B C
F Q
X Q
D
E X
X
Peramalan Permintaan Independen
Jadwal Induk Produksi
Pesanan Komponen
dari Luar
SISTEM MRP
Catatan Persediaan
Struktur Produk
Output :
Apa yang dipesan/diproduksi Berapa jumlahnya
Kapan dipesan
Gambar 2.5. Input Sistem Material Requirement Planning ( Sumber Teguh Baroto, 2002 )
Output dari sistem MRP adalah berupa rencana pemesanan atau rencana
produksi yang dibuat atas dasar Lead Time. Lead time dari suatu item yang dibeli adalah rentang waktu sejak pesanan dilakukan sampai barang diterima. Lead time item yang dibuat adalah rentang waktu sejak perintah pembuatan sampai dengan
item selesai diproses.
Rencana pemesanan memiliki dua tujuan yang hendak dicapai yaitu: 1. Menentukan kebutuhan bahan pada tingkat lebih bawah.
[image:53.595.124.481.115.398.2]2.8. Material Requirement Planning
Terdapat beberapa macam definisi dari sistem MRP. Menurut Rangkuti, MRP Merupakan suatu sistem perencanaan dan penjadwalan material untuk produksi yang memerlukan beberapa tahapan atau proses atau fase atau suatu rencana produksi untuk sejumlah produk jadi yang diterjemahkan kebahan mentah (komponen) yang dibutuhkan dengan waktu tenggang sehingga dapat ditentukan kapan dan berapa banyak yang dipesan untuk masing – masing komponen suatu produk yang akan dibuat.( Rangkuti, 1996)
Menurut Arman Hakim, Teknik perencanaan kebutuhan material ( Material Requirement Planning ), digunakan untuk perencanaan dan pengendalian item
barang (komponen) yang tergantung (dependent) pada item – item ditingkat yang lebih tinggi. Kebutuhan pada item - item yang bersifat tergantung merupakan hasil dari kebutuhan yang disebabkan penggunaan item – item tersebut dalam memproduksi item yang yang lain.(Nasution, 1998)
Sehingga, perencanaan kebutuhan material adalah metode penjadwalan untuk menentukan Purchased Planned Order dan Manufactured Planned Orders yang kemudian diajukan untuk analisis lanjutan berkenaan ketersediaan kapasitas dan keseimbangan menggunakan perencanaan kebutuhan kapasitas (Capacity Requirement Planning = CRP).(Gasperz.2002)
2.8.1.Tujuan dan Ciri – ciri Material Requirement Planning
Tindakan ini sekaligus merupakan pegangan untuk melakukan pembelian atau produksi yang merupakan keputusan baru atau merupakan perbaikan atas keputusan yang lalu. Kondisi tersebut dapat dimungkinkan karena kemampuan sistem MRP memiliki beberapa ciri – ciri utama. Ciri – ciri utama tersebut antara lain sebagai berikut :
a. Mampu menentukan kebutuhan pada saat yang tepat. kapan suatu pekerjaan harus selesai atau material harus tersedia untuk memenuhi permintaan atas produk yang sudah direncanakan dalam jadwal induk produksi (Master Production Schedule).
b. Pembentukan kebutuhan minimal setiap item. Dengan diketahui kebutuhan akhir, MRP dapat menentukan secara tepat sistem penjadwalan (prioritas) untuk memenuhi semua kebutuhan minimal setiap item.
c. Menanyakan pelaksanaan rencana pemesanan. Maksudnya adalah memberikan indikasi kapan pemesanan atau pembatalan pemesanan harus dilakukan, baik pemesanan yang diperoleh dari luar atau dibuat sendiri.
2.8.2.Inputan Material Requirement Planning
Dalam hal ini, moto dari sistem MRP adalah memperoleh material yang tepat, dari sumber yang tepat untuk dan pada waktu yang tepat. Berdasarkan MPS yang diturunkan dari rencana produksi, suatu item MRP mengidentifikasi item apa yang harus dipesan, berapa banyak kuantitas item yang harus dipesan, dan bagaimana waktu memesan item itu. Sebagai suatu sistem, MRP membutuhkan lima inputan utama seperti yang ditunjukkan pada gambar berikut :
Gambar 2.6. Proses kerja dari MRP (Gasperz, 2002)
Dari gambar diatas tampak bahwa proses MRP membutuhkan lima sumber Informasi MRP. Antara lain adalah :
a. Master Production Schedule (MPS) yang merupakan suatu pernyataan
b. Bill Of Material (BOM) merupakan daftar dari semua material, Parts, dan sub
assemblies serta kuantitas dari masing – masing yang dibutuhkan untuk
memproduksi satu unit produk atau Parent Assembly
c. Item Master merupakan suatu file yang berisi informasi status tentang
material, Parts, Subassemlies, dan produk – produk yang menunjukkan kunatitas On – hand, kuantitas yang dialokasikan (Allocated Quantity), waktu tunggu yang direncanakan (Planned Lead Time), Ukuran lot (Lot Size), stok pengaman(Safety Stock), kriteria lot sizing, toleransi untuk scrap atau hasil dan berbagai informasi penting lainnya yang berkaitan dengan suatu item.
d. Pesanan – pesanan ( Order ) akan memberitahukan tentang berapa banyak dari tiap item yang akan diperoleh sehingga meningkatkan Stock On Hand pada masa mendatang.
e. Kebutuhan ( Requirement ) akan memberitahukan tentang berapa banyak dari masing – masing item itu dibutuhkan sehingga akan mengurangi Stock On Hand dimasa mendatang. .(Gasperz, 2002)
2.8.3.Mekanisme dasar Material Requirement Planning
Menurut Gasperz, Mekanisme dasar dari proses MRP membutuhkan beberapa komponen. Komponen – komponen tersebut antara lain sebagai berikut :
a. Lead Time merupakan jangka waktu yang dibutuhkan sejak MRP
b. On Hand merupakan inventory on – hand yang menunjukkan kuantitas item secara fisik ada dalam stockroom. Sebagai contoh dalam tabel berikut, dimana persediaan on hand adalah 550 unit, lead time 3 minggu dan lot size 1000. Material : On – Hand : 550 Safety Stock : 0 Lead time : 3 minngu Lot Size : 1000
Time Periode
1 2 3 4 5
Gross Requirement 250 500 200 350 400
Scheduled Receipt 1000
Projected On Hand 300 800 600 250 - 150
Projected Available 300 800 600 250 850
Net Requirement 150
Planned Order Receipt 1000
Planned Order Release 1000
Tabel .2 5. material Requirement Planning (MRP) (Gasperz, 2002, )
c. Lot Size merupakan kuantitas pesanan dari item yang memberitahukan MRP
berapa banyak kuantitas yang harus dipesan serta teknik lot sizing apa yang dipakai. Dalam kasus diatas, ukuran kuantitas, adalah tetap sebesar 1000 unit.
d. Safety Stock merupakan stok pengaman yang ditetapkan oleh perencana MRP
untuk mengatasi fluktuasi dalam permintaan dan atau penawaran.dalam kasus diatas, stok pengaman diasumsikan nol.
e. Planning Horizon merupakan banyaknya waktu ke depan yang tercakup dalam
perencanaan. Dalam kasus diatas, horizon perencanaan adalah 5 minggu.
f. Gross Requirement merupakan total dari semua kebutuhan termasuk
g. Project On Hand merupakan Projected Available Balanced (PAB), dan tidak termasuk Planned Orders. Sehingga rumusnya menjadi :
Dalam kasus diatas diketahui bahwa On – Hand pada awal periode 1 adalah 550 unit, sehingga untuk Project On – Hand untuk periode 1,2,3,4, dan 5 dihitung sebagai berikut :
Project On – Hand periode 1 = 550 + 0 – 250 = 300 unit
Project On – Hand periode 2 = 300 + 1000 – 500 = 800 unit
Project On – Hand periode 3 = 800 + 0 – 200 = 600 unit
Project On – Hand periode 4 = 600 + 0 – 350 = 250 unit
Project On – Hand periode 5 = 250 + 0 – 450 = - 150 unit
h. Net Requirement merupakan kekurangan material yang diproyeksikan untuk
periode ini sehingga perlu diambil tindakan ke dalam perhitungan Planned Order Receipts agar dapat menutupi kekurangan material pada periode
tertentu. Sehingga rumusnya menjadi seperti :
Dalam kasus diatas, Projected Available untuk setiap periode dihitung sebagai berikut :
Projected Available periode 2 = 300 + 1000 + 0 – 500 = 800 unit
Projected Available periode 3 = 800 + 0 + 0 – 200 = 600 unit
Projected Available periode 4 = 600 + 0 + 0 – 350 = 350 unit
Projected Available periode 5 = 250 + 0 + 1000 – 400 = 850 unit
i. Planned Order Receipt merupakan kuantitas pesanan pengisian kembali yang
telah direncanakan oleh MRP untuk diterima pada periode tertentu guna memenuhi kebutuhan bersih.
j. Planned Order Release merupakan kuantitas Planned Orders yang
ditempatkan atau dikeluarkan dalam periode tertentu, agar item dipesan itu akan tersedia pada saat yang dibutuhkan.
2.8.4.Output Material Requirement Planning
Output dari sistem MRP adalah penentuan jumlah masing – masing BOM dari
item yang dibutuhkan bersamaan dengan tanggal dibutuhkannya. Informasi ini digunakan untuk merencanakan pelepasan pesanan (Order Release) untuk pembelian dan pembuatan sendiri komponen – komponen yang dibutuhkan. Pelepasan pesanan yang direncanakan (Planned Order Release, POR) secara otomatis dihasilkan oleh sistem komputer MRP bersamaan dengan pesanan – pesanan yang harus dijadwalkan kembali, dimodifikasi, ditangguhkan atau dibatalkan. Dengan cara ini MRP, menjadi suatu alat untuk perencanaan operasi bagi manajer produksi. Berdasarkan penjelasan tersebut, maka output dari sistem MRP antara lain :
b. Memberikan indikasi bila diperlukan penjadwalan ulang. c. Memberikan indikasi untuk pembatalan atas pemesanan. d. Memberikan indikasi tentang keadaan dari persediaan.
Input dan output dari sistem MRP tersebut disimpan dan diproses secara terkomputerisasi. Hal ini disebabkan karena banyaknya data yang harus disimpan dan diproses, sehingga perhitungan secara manual akan menyulitkan dan membingungkan.(Nasution, 1998)
3.1. Tempat dan Waktu Penelitian
Dalam penelitian pengumpulan data dilakukan di PT. Lotus Indah Textile Industries yang terletak di Jl. Raya Kedung Asem No. 1 Rungkut, Surabaya. Pengambilan data dilakukan pada bulan Maret 2010 sampai dengan data yang diperlukan terpenuhi.
3.2. Identifikasi dan Definisi Operasional Variabel
3.2.1 Identifikasi Variabel
Sebelum melakukan penelitian, melakukan identifikasi dulu apa yang akan diteliti sehingga dapat diketahui apa yang menjadi masalah pada perusahaan. Dalam penelitian ini variable yang diteliti adalah perencanaan kebutuhan kapasitas produksi pada PT. Lotos Indah Textile Industries, ditinjau dari :
1. Struktur Produk ( jenis dan jumlah material untuk satu menit produksi ).
2. Lead Time.
3. Jumlah Material Dalam Satu Lot ( Metode Penentuan Lot ).
4. Schedule Of Planned Factor Order Release.
5. Jadwal Induk Produksi.
6. Work Order Status.
7. Routing Data.
8. Work Center.
- Set Up Time
- Waktu Proses
- Waktu Proses Standart
- Waktu Proses Aktual
9. Waktu kerja yang ditetapkan dan waktu aktual. Variabel – variabel tersebut adalah sebagai berikut : 1. Variabel Bebas
Yaitu variabel yang mempengaruhi variasi perubahan nilai variabel terikat, Meliputi :
- Faktor operator
Keahlian, kesungguhan dan ketelitian operator dalam bekerja disini sangat mempengaruhi kualitas produk kain border yang dihasilkan terutama pada saat poroses produksi.
- Faktor lingkungan kerja
Ruangan yang tidak bersih, panas dan kurang cahaya membuat karyawan atau pekerja kurang nyaman dalam bekerja, cepat menimbulkan kelelahan dan mengurangi ketelitian dalam bekerja.
- Faktor mesin
- Faktor kualitas bahan baku
Jenis bahan baku yang mempunyai kualitas berbeda dapat mempengaruhi produk yang dihasilkan. Bahan baku yang kurang baik akan menyebabkan produk memiliki kualitas yang tidak sesuai dengan spesifikasi yang telah ditentukan.
- Metode
Metode kerja dalam pencampuran material harus diperhati