4.1. Pengumpulan Data
Pengumpulan data pada bab ini meliputi upaya pembahasan tentang gambaran umum perusahaan, pengumpulan data tentang proses produksi masing- masing tipe MCB dan pengolahan data dalam pengukuran kerja.
4.1.1. Gambaran Umum Perusahaan
P.T. E-T-A Indonesia merupakan suatu industri ( PMA dari Jerman ) yang bergerak dalam pembuatan MCB ( Mini Circuit Breaker ). P.T. E-T-A lndonesia memproduksi 3 macam MCB yaitu tipe 1160, 1658, dan 8340. Dimana masing- masing tipe juga terdiri dari berbagai macam ampere. Untuk tipe 1160 dan 1658 hanya diproduksi di E-T-A Indonesia sedangkan urtuk tipe 8340 juga diproduksi di E-T-A negara yang lain.
F.T. E-T-A berproduksi selama 5 hari dalam satu minggu ( senin-jumat) dengan jam kerja dari pukul 07.30 sampai 16.30 sudah tennasuk di dalamnya lstirahat selama 1 jam. Sehap harinya, 5 menit sebelum waktu pulang kerja diadakan pembersihan tempat kerja untuk tiap mesinnya.
Setiap lini produksi untuk masing-masing tipe MCB dipimpin oleh kepala PG ( Product Group ). Setiap kepala PG dibawahi oleh kepala produksi.
4.1.2. Proses Produksi MCB ripe 1160 Urutan langkah kerjanya yaitu :
• Las Kontak Anschluss
Kontakplaetchen diletakkan dengan pinset pada matras lalu letakkan sockel di atas kontakplaetchen dan kemudian dilas. Setelah itu kontak anschluss dibersihkan dengan lap bersih yang telah dicelupkan pada air dan cairan RW 77.
Saat ini output target per hari adalah 4000 unit. Waktu set up yang dibutuhkan mesin adalah 5 menit.
• Las Kontak Bimetal
Kontakplaetchen diletakkan pada matras dan kemudian dilas dengan bimetal.
Setelah itu bimetal dicuci dengan air biasa yang bersuhu 60°C selama 10 menit dan dikeringkan dengan oven.
Saat ini output target per hari adalah 4000 unit. Waktu set up yang dibutuhkan mesin adalah 5 menit.
• Gulung Draht
Pengerjaan gulung draht dibagi menjadi 3 cara yaitu:
- Guhing Draht automatic
Bimetal diletakkan pada matras dengan posisi kontak di atas lalu dilakukan penggulungan.
Saat ini output target per hari adalah 1500 unit. Mesin tidak membutuhkan waktu set up.
- Guiung Draht semi automatic
Bimetal diletakkan di matras dengan posisi kontak di bawah lalu dilakukan pengelasan dan penggulungan. Setelah itu bimetal di-abisolasi.
Saat ini dengan outpul target per hari gulung draht semi automatic adalah 600 unit. Output target per han untuk abisolasi adalah 3000 unit. Mesin tidak membutuhkan waktu set up.
- Gulung Draht manual
Bimetal diletakkan pada matras dengan posisi kontak di bawah lalu dilakukan penggulungan hingga 24 gulungan. Setelah itu bimetal di-abisolasi dan di-las draht bimetal.
Saat ini terdapat output target per hari untuk tiap mesin 1300 unit. Waktu sel up yang dibutuhkan mesin draht bimetal adalah 5 menit.
• Las Bimetal Ansehluss
Sockel dan bimetal diletakkan pada matras kemudian dilas. Saat mi output target per hari untuk tiap mesin 1300 unit. Waktu set up yang dibutuhkan mesin bimetal
anschluss adalah 5 menit.
• Las Draht Anschluss
Baugruppe dan sweissplatte diletakkan pada matras dan kemudian dilas. Saat ini output target per hari untuk tiap mesin 1300 unit. Waktu set up yang dibutuhkan mesin draht anschluss adalah 5 menit.
• Pra Uji
Barang jadi drmasukkan ke mesin pra uji. Setelah selesai barang jadi ditutup dengan kappe. Saat ini output target per hari 2000 unit. Waktu set up yang dibutuhkan mesin pra uji adalah 5 menit.
• Ruang uji
Pada ruang uji, barang jadi diuji dengan 3 tahap pengujian. Dimulai dari sortir awal barang jadi kemudian dilanjutkan dengan uji UL dan uji DL. Output target tiap hari adalah 3000 unit.
• Montage Kappe
Barang jadi diletakkan pada matras dan diberi stempel yang berisi waktu pembuatannya. Saat ini outpul target per hari untuk tiap mesin 4500 unit. Mesin montage kappe tidak membutuhkan waktu set up.
• Gosok kappe
Barang jadi dipegang dengan tangan lalu dengan posisi terbalik digosokkan pada mesin gosok hingga timbul garis-garis melintang. Saat ini output target per hari untuk tiap mesin 3000 unit. Mesin gosok kappe tidak membutuhkan waktu set up.
• Labelling
Barang jadi diletakkan pada matras lalu diberi label. Saat ini output target per hari untuk tiap mesin 4500 unit. Waktu set up yang dibutuhkan mesin label adalah 30 menit.
4.1.3. Proses Produksi MCB tipe 1658 Urutan langkah kerjanya yaitu :
• Cuci Bimetal
Bimetal dimasukkan ke dalam mesin ultrasonic untuk dicuci selama 10 menit.
Kemudian bilas dengan air biasa dan keringkan bimetal dengan lap bersih. Untuk sekali pencucian dapat menampung 2000 unit.
• Oven Bimetal
Bimetal diletakkan pada loyang stainless lalu oven selama 2 jam untuk MCB > 8 A, untuk MCB < 8 A oven selama 20 menit. Sekah oven dapat menampung 1000 unit. Waktu set up yang dibutuhkan mesin adalah 1 jam.
• Press Bimetal
Pengerjaanpres'i' bimetal dibagi menjadi 2 yaitu : - Untuk MCB < 8 A
Bimetal didinginkan terlebih dahulu di ruangan bertemperatur 23 °C minimal 1 hari. Setelah itu bimetal diletakkan pada matras dengan posisi terbalik lalu dipres. Output target per hari adalah 4000 unit. Mesin membutuhkan waktu set up 5 menit.
- Untuk MCB > 8 A
Bimetal diletakkan di matras dengan posisi terbalik lalu dipres. Output target per hari adalah 4000 unit. Mesin membutuhkan waktu set up 5 menit.
• Las Kontak Bimetal
Kontakplaetchen dan bimetal diletakkan pada matras lalu dilas. Output target per hari untuk tiap mesin 4000 unit. Waktu set up yang dibutuhkan mesin adalah 5 menit.
• Kellmg Bimetal Anschluss
Niet dimasukkan pada mesinnya, anschluss dan bimetal diletakkan pada matras lalu lakukan pengelingan. Saat ini output target per hari untuk tiap mesin 3000 unit. Waktu set up yang dibutuhkan mesin adalah 5 menit.
• Kelling Kontak Anschluss
Kontaktniet diletakkan pada matras dengan pinset lalu anschluss dimasukkan pada kontaktniet dengan tangan. Setelah itu lakukan pengelingan. Saat ini output target per hari 4000 unit. Waktu set up yang dibutuhkan mesin adalah 5 menit.
• Montage Sockel
Anschluss, bimetal dan sockel digabung / dirakit. Output target tiap hari adalah 4000 unit. Mesin tidak membutuhkan sei up.
• Eyeleting Anschluss - Sockel
Eyeleting dikerjakan dengan mesin dan juga secara manual. Pada pengerjaan ini eyelet, baugruppe dan bimetal digabung menjadi satu. Oatput target per hari untuk manual adalah 2000 unit sedangkan untuk mesin adalah 4000 unit. Mesin eyeleting tidak membutuhkan waktu set up.
• Montage Lme
Dibagi menjadi 3 tahap pengerjaan yaitu : - Montage Feder
Baugruppc diinasukkan pada matras berjajar lalu masukkan feder di tengah sockel.
- Montage Druck Knopf
Knopf dimasukkan pada baugruppe lalu tutup penahan knopf. Baugruppe diambil jika bimetal sudah tertutup.
- Montage Housing
Baugruppe dimasukkan pada housing dengan tangan.
Saat ini output target per hari adalah 2000 unit. Mesin tidak membutuhkan waktu set up.
• Ruang uji
Di ruang uji, MCB mengalami 3 tahap pengujian yaitu sortir awal, uji UL dan uji DL. Output target per hari untuk mang uji adalah 4000 unit.
• Labelling
Barang jadi diletakkan pada matras lalu diberi label. Saat ini output target per hari untuk tiap mesin adalah 4000 unit ( 1 hari = 8 jam kerja ). Waktu sel up yang dibutuhkan mesin adalah 10 menit.
4.1.4. Proses Produksi MCB tipe 8340
Pengerjaannya dibagi menjadi 2 tahap yaitu pembuatan baugruppe dan montage. Baugruppe merupakan komponen-komponen dari MCB yang dibuat sendiri
oleh P.T. E-T-A sedangkan montage merupakan perakitan dari berbagai material dan baugruppe menjadi barang jadi MCB.
Macam-macam Baugruppe dan langkah kerjanya :
• Baugruppe Las - Las Anschiuss
Cara kerja dari las anschiuss yaitu kontakplaetchen diletakkan pada matras dengan posisi terbalik dengan menggunakan pinset. Anschluss diletakkan di atas kontakplaetchen dan kemudian dilas.
Saat im terdapat 1 mesin las anschluss dengan output target per hari 3000 unit.
Produksi untuk las anschluss tidak dilakukan tiap hari, tergantung pesanan dari gudang. Waktu set up yang dibutuhkan mesin adalah 5 menit
- Las Kontaktarm
Cara kerja dari las kontaktarm dibagi menjadi 3 tahap yang masing-masing tahap mengalami proses pengelasan. Tahap 1 yaitu kontakplaetchen dengan kontaktarm dilas. Kemudian disambungkan dengan litze dengan dilas. Setelah dilas dengan litze, selanjutnya dilas dengan winkel.
Saat ini terdapat 1 mesin las kontaktarm dengan output target per hari 3000 unit. Produksi untuk las kontaktarm tidak dilakukan tiap hari, tergantung pesanan dari gudang. Waktu set up yang dibutuhkan mesin adalah 5 menit.
• Baugruppe Schaltschloss
Cara Kerja dari schaltschloss yaitu verriegelung dan ausloesehebel diletakkan pada matras. Kemudian schalthebel dipasang dan niet dimasukkan di samping kiri
schalthebel. Distazhuelse dunasukkan di antara schalthebel dan auslosehebel.
Lalu drefeder dimasukkan. Schaltschloss yang sudah jadi diperiksa ulang.
Saat ini terdapat 2 mesin schaltschloss dengan output target per hari 800 unit.
Mesin tidak membutuhkan set up.
• Baugruppe Tabung
Cara kerja baugruppe tabung yaitu tabung dibersihkan dengan cara disemprot angin. Lalu tabung diisi dengan silikon, magnetkern dan drefeder. Setelah itu tabung dipasang polscheibe dan dipres. Tabung dioven dengan suhu 160° C.
Waktu pemanasan untuk mesin oven tabung sebelum dipakai adalah 30 menit dan sekali oven mesin dapat menampung 6 loyang ( 1 loyang =184 tabung ).
Untuk pengujian tabung dibagi menjadi 4 macam berdasarkan warna tabung yaitu tabung kuning (batas waktu pengujian antara 2,5 sampai 10 detik), tabung biru (batas wakru pengujian antara 6 sampai 35 detik), tabung merah (batas waktu pengujian antara 12 sampai 85 detik), dan tabung hijau (batas waktu pengujian antara 100 sampai 350 detik).
Saat ini terdapat 1 mesin untuk tiap-tiap pengerjaan kecuali pemasangan magnetkem dan polscheibe dilakukan secara manual oleh operator. Output target tabung per hari 1100 unit. Produksi untuk tabung tidak dilakukan tiap hari, tergantung pesanan dari gudang.
Waktu pengerjaan rata-rata untuk magnetkem (1 loyang = 184 tabung ) adalah 6.5 menit, waktu rata-rata drefeder ( 1 loyang ) = 7 menit, waktu rata-rata uji tabung juga dibagj berdasarkan wama tabung yaitu tabung kuning (7 detik), tabung biru (12 detik), tabung merah (24 detik) dan tabung hijau (162 detik).
• Baugruppe Spulen
Baugruppe spulen digunakan untuk MCB < 25 A. Cara kerja spulen yaitu draht digulung, di-tang, di-frais dan ujung draht dilapis dengan timah cair. Kemudian tambah gulungan draht dmpress spulen.
Saat ini terdapat 1 mesin untuk tiap-tiap pengerjaan baugruppe spulen kecuali tang draht dilakukan secara manual oleh operator. Output target spulen per hari
1000 unit. Waktu set up yang dibutuhkan mesin frais adalah 5 menit, mesin gulung spulen dan celup timah adalah 10 menit.
• Baugruppe Flach Draht
Baugruppe flach draht digunakan untuk MCB > 25 A. Cara Kerja flach draht yaitu draht dipotong, ditekuk, difrais 2 kah, dan dipres.
Saat ini terdapat 1 mesin untuk tiap-tiap pengerjaan flach draht dan 2 mesin unruk pengerjaan frais 2. Output target frais 2 draht dan press draht per hari 350 unit.
Sedangkan output pengerjaan yang lain belum pernah dihitung. Mesin flach draht tidak membutubkan set up.
Llrutan langkah kerja Montage :
• Montage Solder Magnetjoch
Baugruppe spulen, magnetjoch dan tabung digabungkan menjadi satu dan diletakkan pada matras. Kontaktarm diletakkan di atas magnetjoch lalu tarik pengunci kontaktarm. Bagian samping kontaktarm disolder, bagian tengah baugruppe diberi flusmittel dengan kuas dan kemudian disolder.
Saat ini terdapat 4 mesin untuk montage solder magnetjoch. Output target montage solder magnetjoch per hari 300 unit untuk tiap mesin. Waktu set up yang dibutuhkan mesin montage solder adalah 5 menit.
• Montage Klappanker
Cara kerja yaitu baugruppe solder magnetjoch diletakkan pada matras dengan posisi terbalik. Kemudian klappanker, achse, drefeder, dan justierplatte dimasukkan.
Saat ini terdapat 2 mesin untuk montage klappanker. Output target montage klappanker per hari 800 unit untuk tiap mesin. Mesin montage klappanker tidak membutuhkan set up.
• Kontrol Kekuatan Klappanker
Cara kerja yaitu baugruppe montage klappanker dipasang pada matras lalu penguncinya ditekan. Alat ukur didorong ke depan sampai lampu alarm bagian atas mati kemudian klappanker diukur kekuatannya.
Saat ini terdapat 1 mesin untuk kontrol kekuatan klappanker. Ontput target kontrol kekuatan klappanker per hari 1600 unit. Mesin kontrol kekuatan klappanker tidak membutuhkan set up.
• Montage Kontaktarm
Cara kerja yaitu baugruppe kontaktarm diberi berulub dan schlatschloss diberi elektrolub. Drefeder dipasang dengan tangkecil.
Achse 1 dimasukkan dari samping magnetjoch. Pengunci kontaktarm ditarik lalu schaltschloss dipasangkan. Achse 2 dimasukkan pada drefeder dan kontaktarm.
Kemudian operator memeriksa ulang pekerjaannya.
Saat ini terdapat 3 mesin untuk montage kontaktarm tetapi yang terpakai 2 mesin saja. Output target montage kontaktarm per hari 800 unit untuk tiap mesin. Mesin montage kontaktarm tidak membutuhkan set up.
• Stell Klappanker
Cara kerja stell klappanker yaitu baugruppe montage kontaktarm dipasang pada matras lalu di-stell.
Saat ini terdapat 3 mesin untuk stell klappanker tetapi yang terpakai 2 mesin saja.
Oulput target stell klappanker per hari 800 unit untuk tiap mesin. Mesin stell klappanker tidak membutuhkan set up.
• Komplet Montage
Cara kerja komplet montage yaitu housing diletakkan pada matras lalu drefeder, kiphebel, anschluss, schaltschloss, achse dimasukkan pada tempatnya. Kemudian ujung draht baugruppe dibengkokkan pada anschluss lalu potong dengan tang dan kemudian disolder. Setelah itu alat ukur dimasukkan di antara klappanker dan polscheibe dalam keadaan on. klappanker didorong dengan obeng kecil. Pada titik 0,2 harus off dan pada tirik 0,4 harus tidak off. Rechteckmutter, loschgitter, losblech dan housing dipasang pada tempatnya.
Saat ini terdapat 15 mesin untuk komplet montage tetapi yang terpakai 6 mesin saja. Output target komplet montage per hari 200 unit untuk tiap mesin. Mesin komplet montage membutuhkan waktu set up 5 menit.
• Kontrol Terakhir
Cara kerja kontrol terakhir yaitu komplet montage diletakkan pada matras.
Kemudian periksa kelengkapan komponen, jarak klappanker 2,01 / 2,09, stell 0,2 /0,4, solder pada anschlus, kaki klappanker dan rangsi schaltschloss.
Saat ini terdapat 2 mesin untuk kontrol terakhir. Outpat target kontrol terakhir per hari 1000 unit untuk tiap mesin. Mesin kontrol terakhir tidak membutuhkan set up.
• Pemasangan kehng
Cara kerja pemasangan keling yaitu komplet montage yang sudah diberi keling diletakkan pada matras lalu dilakukan pengelingan dengan arah menyilang.
Saat ini terdapat 1 mesin untuk pemasangan keling. Output target keling per hari 1200 unit untuk tiap mesin. Mesin keling membutuhkan waktu set up 5 menit.
• Pengujian ( Ruang Uji)
Dibagi berdasarkan AC (tabung kuning, merah dan hijau) dan DC (tabung biru).
Ada 4 tahap uji yaitu:
- Sortir uji / sortir awal / uji 500% (dilakukan uji sebanyak 4 kali).
UntukDC :
> > 2 0 A = Uji2xIN
> 1 6 < A < 2 0 = Uji3xIN
> 12< A< 16 = Uji4xIN
> <12A = Uji5xIN Untuk AC:
> < 2 0 A = U j i 5 x I N
> 2 0 < A < 2 5 = U j i 3 x I N
> > 1 2 A = U j i 5 x I N - Uji 200 %
- UjiUL
Uji ini dimaksudkan agar ketika arus listrik melewati batas ampere yang telah ditetapkan, MCB off.
- Uji DL ( Dauer Las ) Merupakan uji ketahanan
Mesin DC kapasitas maximum = 60 A. Saat ini terdapat 2 mesin DC untuk uji sortir awal, uji 200 % dan uji UL. Untuk uji DL terdapat 3 mesin DC. Sedangkan kapasitas maximum mesin AC = 100 A dan terdapat 1 mesin AC untuk uji sortir awal, uji 200 % dan uji UL. Untuk uji DL terdapat 1 mesin AC.
Output yang dihasilkan per hari untuk mesin DC saja adalah 1100 unit sedangkan output yang dihasilkan imtuk gabimgan mesin AC dan DC adalah 1200 unit.
Mesin di ruang uji tidak membutuhkan set up.
Waktu pengukuran di ruang uji yaitu:
- Sortir uji / sortir awal / Uji 500 %
* Tabung Biru : Waktu minimal yang diijinkan= 0.85 detik, waktu maksimal yang diijinkan = 6 detik. Rata-rata waktu = 4 detik.
* Tabung Kuning : Waktu minimal yang diijinkan = 0.23 detik, waktu maksimal yang diijinkan = 1 detik. Rata-rata waktu = 0.7 detik.
* Tabung Merah : Waktu minimal yang diijinkan = 2.8 detik, waktu maksimal yang diijinkan = 16 detik. Rata-rata waktu = 5 detik.
* Tabung Hijau : Waktu minimal yang diijinkan = 20 detik, waktu maksimal yang diijinkan =115 detik. Rata-rata waktu = 26 detik.
- Waktu uji 200 % = waktu sortir uji - Uji UL ( Uber Las )
* Tabung Biru : Waktu rmnimal yang diijinkan= 0.75 detik, waktu maksimal yang diijinkan = 25 de4tik. Rata-rata waktu = 5 detik.
* Tabung Kuning : Waktu minimal yang diijinkan = 0.23 detik, waktu maksimal yang diijinkan = 1 detik. Rata-rata waktu = 0.7 detik.
* Tabung Merah : Waktu minimal yang diijinkan = 13 detik, waktu maksimal yang diijinkan = 200 detik. Rata-rata waktu = 29 detik.
* Tabung Hijau : Waktu minimal yang diijinkan = 90 detik, waktu maksimal yang diijinkan = 700 detik. Rata-rata waktu =195 detik.
- Uji DL ( Dauer Las )
Untuk semua jenis tabung rata-rata waktunya sama yaitu 900 detik untuk 12 komponen sehingga rata-rata waktu = 75 detik untuk tiap komponen.
• Pemasangan Label
Cara kerja pemasangan label yaitu barang jadi diletakkan pada matras lalu diberi label. Saat ini terdapat 1 mesin untuk pemasangan label. Outpul per hari 1200 unit. Mesin label ini tidak membutuhkan set up.
4.2. Pengolahan data
Pengolahan data ini digunakan untuk mendapatkan waktu baku yang akan dikembangkan untuk mendapatkan keseimbangan lintasan.
Sebagai contoh untuk mendapatkan waktu baku maka diambil contoh pengerjaan las draht anschluss MCB tipe 1160 dengan 30 data.
Tabel 4.1. Data Pengukuran Waktu Las Draht Anschluss Data
i 2
•5
3
4 5 6 7 8 9 10
Waktu | Data
l
6,87 11 7,06 12 7,00 13 7,35 i 14 7,00 15 6,31 16 6,19 17 6,07 18 5,81 | 19 6,63 20
Waktu 5,44 6.75 6.16 6.29 5,94 6,19 6.41 6,50 5,87 6,69
Data Waktu 21 6,94 22 | 7,87 23 7,13 24 1 6,78 25
26 27 28 29 30
7,38 6,63 6,50 6,91 6,22 5,75
4.2.1. Uji Kenormalan
Dengan menggunakan a = 5 %, data normal jika P value > a.
Pada gambar 4.1. didapatkan P value las draht anschluss > 0.15, jadi data sudah normal.
Normal Probability Plot
co O
999 - 99 - .95 - .80 - .50 - .20 - .05 - 01 - 001 -
. . - " • "
*
. t
65 Draht ao
A^rage 6 55467 S_>jO-iASa59 N30
KolmogtMcw-Sniiinow l-btmairty Tea O 0 0?2 D- 0051 D. 0 072
ApproKimale P-Value > 0 15
Gambar 4.1. Normal Probability Plot Las Draht Anschluss
4.2.2. Uji Keseragaman
Dengan menggunakan a = 5 %, maka uji keseragaman yang dipakai:
BKA= _V + 2.SD;BKB = X-2.SD X = 6,555 detik;SD =0.549 BKA = 7.653 ; BKB =5.457
Data rnmimal = 5,440 detik ; Data maksimal = 7,870 detik
9,00 - 8,00 • 7,00 - 2- 6,00 -
•8 5,00 - B 4,00 - ____:
5» 3,00 - 2,00 ~ 1,00 - 0,00 -
* BKA^-7 65'-
* * S \ A * fA V \ ^ RK=fi.TO
r - ^ f r - - O C O C O C T > C N L O C O
*— v - - B - - r - CNJ O J CN
Uata Ke- • ••••• S e r i e s l
Gambar 4.2. Peta Kontrol Las Draht Anschluss
Jadi data belum seragam karena masih ada data yang keluar dari batas kontrol atas, 2 data yang keluar yaitu 7.87 dan 5.44 kemudian dibuang.
Uji keseragaman yang baru : X = 6.548 detik ; SD = 0,462 BKA = 7,472 ; BKB = 5,624
Data minimal = 5,750 detik ; Data maksimal = ".380 detik Data sudaii seragam dan data sekarang tinggal 28 data.
4.2.3. Uji Kecukupan
Karena data < 30 maka rumus uji kecukupan yang dipakai adaiah :
n "te)
X = 6,548 detik ; s = 0.462 ; k = 0.05 ; t = 2.052 Nilai t didapat dari tabel t.
j 2.052x0.46212_
| 0.05x6.548 J
Data yang diminla adalah 9 data karena data sang dimiiiki adalah 28 data maka data sudali cukup dandapat dilakukan perhitungan waktubaku.
4.2.4. Perhitungan Waktu Baku
Performance Rating dan Las Draht Anschluss berdasarkan sistem westinghouse :
• Skill = Average { D )
Dari pengamatan dan konsultasi dengan kepala operator maka operator untuk pengerjaan las draht anschluss ini mempunyai skill yang rata-rata.
• Effort = Good(C\)
Operator las draht anschluss mempunyai usaha yang sungguh-sungguh dalam mengerjakan pekerjaannya.
• Condition = Average ( D )
Kondisi lingkungan kerja operator las draht anschluss tidak terlalu baik tetapi juga tidak terlalu panas..
• Consistency — Good ( C )
Operator las draht anschluss mempunyai konsistensi yangbaik..
Untuk nilai Allowance didapatkan dari tabel yang ada di lampiran E berdasarkan buku Sutalaksana. Jumlah allowance yang didapatkan yaitu 13 % (dapat dilihat pada tabel 4.2). Setelah hasil allowance yang didapatkan dikonsultasikan dengan pihak perusahaan maka disepakati nilai aliowance las draht anschluss adalah 12,5 %.
Tabel 4.2. Besarnya Kelonggaran Berdasarkan Faktor yang Berpengaruh Faktor
A. Tenaga yang dikeiuarkan B. Sikapkerja
C. Gerakankerja D. Kelelahan mata E. Keadaan temperatur
tempat kerja F. Keadaan atmosfer
G. Keadaan lingkungan
Keterangan
Dapat diabaikan Duduk
Normal
Pandangan yang terpurus-putus
Tinggi Bark
Baik
Contoh
Bekerja di meja, duduk Bekerja duduk, ringan Ayunan bebas dari palu Membawa alat ukur 28-38
Ruang berventilasi baik,
udara segar
Bersih, sehat, cerah, kebisingan rendah
Kelonggaran
( % )
2%
0%
0%
6%
5%
0%
0%
Langkah - langkah perhitungan waktu baku las draht anschluss = Waktu Rata-rata =6,548 detvk
Waktu Normal = 6,548 x Performance Raling
= 6,548 x 1,06 = 6,941 detik
Waktu Baku = 6,941 x ^ ^ 100% - alkmance
= 6,941 x
100%-12.5%
= 7,932 detik
Tabel 4.3. Perhitungan Waktu Baku Pengerjaan MCB tipe 1160 Nama Pengerjaan
1 2 3 4 5 6 7 8 9 i 10
11 12 13 14
Las Kontak Anschluss Cuci Kontak Anschluss Las Kontak Bimetal Gulung Manual
Gulung Semi Automatic Guhuig Automatic Abisolasi
Las Draht Bimetal Las Bimetal Anschluss Las Draht Anschluss Pra Uji
Montage Kappe Gosok Kappe Labelling
Mean
5.045 1.321 5.840 14.852 31.200 15.068 3.698 8.332 8.275 6.548 11.179
3.268 24.967
I.70I
Rating
1.05 1.06 1.06 1.06 1.08 1.06 1.06 1.06 1.06 1.06 1.06 1.06 1.06 1.06
Wn
5.297 1.400 6.190 15.743 33.696 15.972 3.920 8.832 8.772 6.941 11.850
3.464 26.465
1.803
Allowance
12.5%
12.5%
12.5%
12.5%
12.5%
12.5%
12.5%
12.5%
12.5%
12.5%
12.5%
12.5%
12.5%
12.5%
Wb (detik)
6.054 1.600 7.075 17.992 38.510 18.254 4.480 10.094 10.025 7.932 13.543
3.959 30.246
2.061
L
2 5 4
5
6 7 8 9 10
1 1
; 1 2
Press Bimeta! > 8 A Press Bimeta! < 8 A Las Kontak Bimeta!
Keliing Bimetal Anschluss Kelling Kontak Anschluss Montage Sockel Eyeleting Mesin Eyeleting Manual Montage Feder
Montage Druek Knopf Montage Housing Labelling
3.484 3.518 4.061 4.589
3.670
4.837 3.844 11.873
3.677 9.862 4.170 2.011
1.06 1.06 1.06 1.06
1.08
1.06 1.06 1.06 3.02 1.05 1.02 1.06
3.693 3.729 4.305 4.864
3.964
5.128 4.075 12.585
3.751 10.355
4.254 2.132
32.5%
12.5%
12.5%
12.5%
12.5%
12.5%
12.5%
12.5%
12.5%
12.5%
12.5%
12.5%
4.223 4.261 4.920 5.559
4.530
5.860 4.657 14.383
4.286 11.834
4.861 2.436
Tabel 4.5. Perhitungan Waktu Baku Pengerjaan Baugruppe MCB tipe 8340
1
2
Nama Pengerjaan Las
a. Anschluss b. Kontaktarm
b . l . L a s l b.2.Las2 b.3. Las 3 Schaltschloss
Mean
6.943 4.034 4.331 5.667 22.114
Rating
1.06 1.06 1.06 1.06 1.06
Wn
7.360 4.276 4.591 6.064 23.440
Allowance
12.5%
12.5%
12.5%
12.5%
12.5%
Wb (detik)
8.411 4.887 5.246 6.930 26.789
Tabel 4.5. Perhitungan Waktu Baku Pengerjaan Baugruppe MCB tipe 8340 (lanjutan)
"1
4
i
5
Nama Pengerjaan Tabitng
3.1. Bersihkan tabung 3.2. Isi silikon
3.3. Pasang polscheibe 3.4. Press tabung Spulen
4.1. Gulung Draht 4.2. Tanti
4.3. Frais 4.4. Ceiup timah 4.5. Putar gulungan 4.6. Press
Flach Draht
5.1 Potong dan Tekuk Draht
5.2.Frais 1 5.3.Frais 2 5.4.Press
Mean
8.511 26.600
3.687 4.901
16.947 2.713 5.591 4.484 3.399 2.403
9.610 6.368 40.893
2.842
Ratine
1.06 1.06 1.06 1.06
1.09 1.06 1.03 1.03 1.06 1.06
1.06 1.03 1.03 1.06
Wn
9.022 28.196
3.908 5.195
18.472 2.876 5.759 4.619 3.603 2.547
10.187 6.559 42.120
4.962
Allowance
12.5%
12.5%
12.5%
12.5%
12.5%
12.5%
15.0%
15.0%
12.5%
12.5%
12.5%
15.0%
15.0%
12.5%
Wb (detik)
10.311 32.224 4.467 5.937
21.111 3.286 6.775 5.434 4.118 2.911
11.642 7.716 49.553
3.500
Tabel 4.6. Perhitungan Waktu Baku Pengerjaan Montage MCB tipe 8340 Naraa Pengerjaan
1
:
1
1
1 2
3
4 5 6 7
Solder Klappanker
Kontrol Klappanker Kontaktarm
Stell Klappanker Komplet Montage Kontrol Terakhir
Mean
69.004 19.003
3.145 15.692 28.751 86.830 23.698
Rating
1.09 1.06 1.06 1.06 1.06 1.09 1.06
Wn
75.214 20.143 3.334 16.634 30.476 94.645 25.120
Allowance
15%
12.5%
12.5%
12.5%
12.5%
15.0%
12.5%
Wb (detik) 88.488 23.021 3.810 19.010 34.830 111.347
28.709
Tabel 4.6. Perhitungan Waktu Baku Pengerjaan Montage MCB tipe 8340 (lanjutan) j Nama Pengerjaan | Mean I Rating Wn
8 |Kding
1 1
9 Labelling
J
14.022 1.909
].06 14.863 1.06 2.024
Allowance
12.5%
12.5%
Wb (detik)
16.987 2.313
4.2.5. Perhitungan Kapasitas Produksi
Contoh : MCB tipe 1160 pengerjaan las draht anschluss Jam kerja perusahaan = 8 jam = 28800 detik
Jam kerja tidak efektif = Set Up Mesin + Pembersihan Meja kerja
= 5 menit + 5 menit
= 10menit = 600detik Jam kerja efektif =28800 detik - 600 detik
= 28200 detik
Kapasitas Produksi mesin las draht anschluss = Jam kerja efektif / Waktu baku
= 28200 detik / 6,054 detik
= 4658 unit
Tabel 4.7. Kapasitas Produksi Mesin MCB tipe 1160
1 2 3 4 5 6 7
Nama Pengerjaan
Las Kontak Anschluss Cuci Kontak Anschluss Las Kontak Bimetal Guiung Manual
Gulung Semi Automatic Gulung Automatic Abisolasi
Jam Kerja (detik) 28200 28500 28200 28500 28500 28200 28500
Wb (detik)
6.054 1.600 7.075 17.992 38.510 18.254 4.480
Kapasitas (unit)
4658 17813
3986 1584 740 1545 6362
Tabel 4.7. Kapasitas Produksi Mesin MCB tipe 1160 (lanjutan) j NamaPengerjaan
) i
8 jLas Drabt Bimetal 9
10 11 12
Las Bimetal Anschluss Las Draht Anschluss Pra Uji
Ruang Uji a. 25 A
- Sortir Uji -UL -DL
|b. 30 A
| - SortirUji i-UL
J-DL
j
13 jMomage Kappe 14 ;GosokKappe
I
15 Labdling i
Jam Kerja (detik)
28200 28200
28200 28200
28500 28500 28500 28500 28500 28500 28500 28500 25200
Wb (detik)
] 0.094 10.025
7.932 13.543
13 3600 3600 22 3600 3600 3.959 30.246
2.061
Kapasitas (unit)
2794 2813 3555 2082
2192 1120 1120 1295 1120 1120 7199 942 12226
Tabel 4.8. Kapasitas Produksi Mesin MCB tipe 1658
1
1 2
3
4
Nama Pengerjaan Cuci Bimetal
( 20 menit untuk 2000 unit) Oven Bimetal
Bimetal < 8 A Bimetal > 8 A Press Bimetal > 8 A Press Bimetal < 8 A
Jam Kerja 28500
24900 24900 28200 28200
Wb 20 menit
20 menit 2jam 4.221 4.261
Kapasitas 46000
20000 3000 6681 6617
7 Kellmg Kontak Anschluss 8 Montage Sockel
9 Eyeleting Mesin
i
10 'Eyeleting Manual 11 'Montage Line
.a. Montage Feder b. Montage Knopf
;C. Montage Housmg T O T A L "
12 .RuangUji
|a. Sortir Uji Ib. Uji UL
c. Uji DL
l
12 LabeHing
28200
28500 28500 28500 28500
27900
4.530 5.860 4.657 14.383
4.286 5.917 4.861 15.064
50 unit/jam 50 unit/jam 50 unit/jam
2.011
6225
4863 6120 1981
1892
4000 4000 4000 13874
i
Tabel 4.9. Kapasitas Produksi Mesin Baugruppe MCB tipe 8340
| Nama Pengerjaan i
3 |Las
ja. Anschhiss b. Kontaktann
?
J
b . l . L a s 1 b . 2 . L a s 2 b.3. Las 3 Schaltschloss Tabung
3.1. Bersihkan tabung 3.2.Silikon
Jam Kerja (detik)
28200 28200 28200 28200 28500
28500
Wb (derik)
8.411 4.887 5.246 6.930 26.789
10.311
Kapasitas (unit)
3353 5770 5376 4069 1064
11056
Tabel 4.9. Kapasitas Produksi Mesin Baugmppe MCB tipe 8340 (lanjutan) Nama Pengerjaan
a. Ambil silikon b. Isi silikon 1
c. Memasukkan magnetkern d. Isi silikon 2
e. Memasukkan drefeder f. Pasang polscheibe TOTAL
3.7. Presstabung 3.8. Oven tabung 3.9. Uji tabung
a. Tabung kuning b. Tabunabiru c. Tabungmerah d. Tabung hijau i
4 jSpulen
i4.1.GulunsDraht i4.2. Tane
!4.3. Frais 4.4. Celup ttmah 14.5. Putar gulunsan
5
4.6. Press Flach Draht
'5.3 .Potone dan Tekuk Draht 5.2.Frais I
5.3.Frais 2 5.4.Press
Jam Kerja (detik)
28500 28500 27000 28500 28500 28500 28500
27900 28500 28200 27900 28500 28500
28500 28500 28500 28500
Wb (detik)
2.935 1.403 2.038 1.403 2.283 4.467 14.525
5.937 6.522
7 12 24 162
21.111 3.286 6.775 5.434 4.118 2.911
11.642 7.716 49.553
3.500
Kapasitas (unit)
1962 4801 4140 4071 2375 1188 176
1322 8673 4162 5134 6921 9790
2448 3694 575 8143 Tabel 4.10. Kapasitas Produksi Mesin Montage MCB tipe 8340
Nama Pengerjaan
1 ;Solder
i
2 Klappanker 3 Kontrol Klappanker
i
Jam Kerja
28200 28500 28500
Wb (detik) 88.488 23.021 3.810
Kapasitas (unit)
319 1238 7480
Tabel 4.10. Kapasitas Produksi Mesin Montage MCB tipe 8340 (lanjutan) Nama Pengerjaan
4 Kontaktarm 5 Stell Klappanker 6 Komplet Montage 7 ,Kontrol Terakhir 8 Kelmg
9 Ruang Uji a. Tabung biru
a.l. Mesm uji - UL (2 mesin) a.2. Mesm DL ( 3 mesin ) b. Tabun2kunine
b.l. Mesm uji - UL (1 mesin) b.2. Mesin DL (1 mesm) c. Tabung merah
c. ]. Mesin uji - UL (1 mesin) c.2. Mesin DL (! mesin) d. Tabung hijau
d.i. Mesm uji+ UL(I mesm) d.l. MesmDL(l mesm) 10 jLabeuing
Jam Kerja 28500 28500 28200 28500 28200
28500 28500 28500 28500 28500 28500 28500 28500 27900
Wb (detik)
19.010 34.830 111.347
28.709 16.987
39 75 4 75 54 75 325
75 2.313
Kapasitas (unit)
1499 818 253 993 1660
1462 1140 8143 380 528 380 88 380 12062
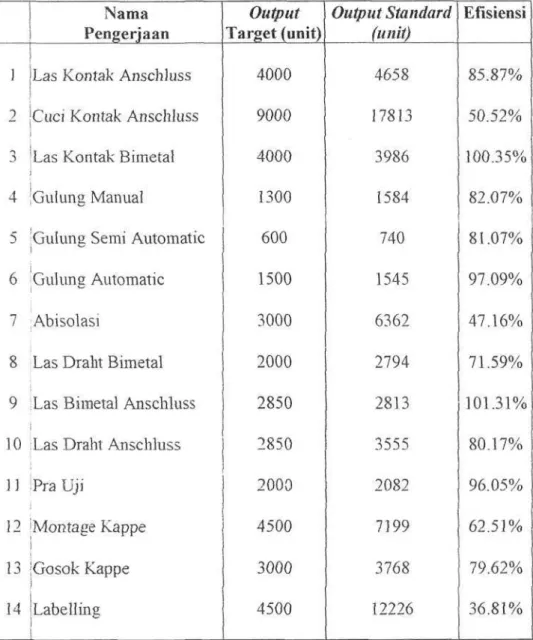
4.2.6. Efisiensi tiap Mesin
Contoh : Mesin las draht anschluss (MCB tipe 1160 ) . _ Output yang dihasilkan (actual output)
Output baku (standard output) 2850 Efisiensi mesm las kontak anschluss =
3555 = 80.17%
Tabel 4.11. Efisiensi MesinMCB tipe 1160
]
Nama Pengerjaan Las Kontak Anschluss 2 Cuci Kontak Anschluss
i
3 Las Kontak Bimetal
i
4 ;Gulung Manual
5 Gulung Semi Automatic
I
6 Gulung Automatic 7 Abisolasi
8 Las Draht Bimetal 9 Las Biraetal Anschluss
i
10 Las Draht Anschluss ]) Pra Uji
12 !Montage Kappe
i
13 jGosok Kappe
!
14 Labelline
! 6
1
Output Target (unit)
4000 9000 4000 1300 600 1500 3000 2000 2850 2850 2000 4500 3000 4500
Output Standard (unit)
4658 17813
3986 1584 740 1545 6362 2794 2813 3555 2082 7199 3768 12226
Efisiensi
85.87%
50.52%
100.35%
82.07%
81.07%
97.09%
47.16%
71.59%
101.31%
80.17%
96.05%
62.53%
79.62%
36.81%
Tabel 4.12. Efisiensi Mesin MCB tipe 1658
]
2 3
Nama Pengerjaan
Press Bimetal > 8 A Press Bimetal < 8 A Las Kontak Bimetal
Output Target (unit)
4000 4000 4000
Output Standard (unit)
6681 6688 5732
Efisiensi
59.87%
59.81%
69.78%
Tabel4.12. Efisiensi Mesin MCB tipe 1658 (lanjutan)
4 5 6 7 8 9 10
Nama Pengerjaan Kelling Biraetal Anscbluss Kelling Kontak Anschluss Montage Sockel
Eyeieting Mesin Eyeleting Manuai Montage Line Labelling
Output Target (unit)
3000 4000 4000 4000 2000 2000 4000
Output Standard (unit)
5073 6225 4863 6120 1981 1892 13874
Efisiensi 59.14%
64.25%
82.25%
65.36%
100.94%
105.71%
28.83%
Tabel 4.13. Efisiensi Mesin Baugruppe MCB tipe 8340
]
2 3
Nama Pengerjaan Las
a. Anschluss b. Kontaktarm
b.l.Las 1 b.2.Las2 b.3.Las3 Schaitschloss Tabung
3.1. Bersmkan tabung 3.2. Silikon
Total
3.3. Press tabung 3.4. Oven tabung 3.5. Uji tabung
a. Tabung kuning b. Tabung biru c. Tabung merah d. Tabung hijau
Output Target (unit)
3000 3000 3000 3000 800
1100 1100 1100 1100 Belum dihitung
1100 Belum dihitung Belum dihitung
Output Standard (unit)
3353 5770 5376 4069 1064
11056 1962 4801 4140 4071 2375 1188 176
Efisiensi
89.4 7%
51.99%
55.80%
73.73%
75.19%
9.95%
56.07%
22.91%
26.57%
46.32%
4.2. Tang 4.3. Frais 4.4. Ceiup timah 4.5. Putar gukmgan 4.6. Press
5 Flach Draht
5.1 .Potong dan Tekuk Draht '5.2.Frais 1
5.3.Frais 2 5.4.Press
1000 1000 1000 1000 1000
Belum dihitune Belum dihitung
350 Belum dihitung
8673 4162 5134 6921 9790
2448 3694 575 8143
11.53%
24.03%
19.48%
14.45%
10.21%
60.87%
Tabel 4.14. Efisiensi Mesin Montage MCB tipe 8340 Nama Pengerjaan
] Solder 2 Klappanker 3 Kontrol Klappanker 4 Kontaktarm 5 Stell Klappanker 6 Komplet Montage 7 Kontrol Terakhir 8 iKeling
9 Ruang Uji ,a. Tabunebiru
a.l. Mesin uji + UL a.2. Mesin DL
•b. Tabuna kuninu
|c. Tabung merah
Output Target (unit)
300 800 1600
800 1000
200 1000 1200
1100 1100 Belum dihitung Belum dihitung
Output Standard (unit)
319 1238 7480 1499 818 253 993 1660
1462 1140
Efisiensi 94.04%
64.62%
21.39%
53.37%
12.22%
79.05%
100.70%
72.29%
75.24%
96.49%
10 Labelling 1200 12062 9.95%
4.2.7. Prosentase Reject/ Repair
Contoh : Las Draht Anschluss MCB tipe 1160 Jumlah produk = 29637 unit
Jumlah produk reject = 42 unit 42
Prosentase reiect = = 0.14 % 29637
Tabel 4.15. Prosentase Repair MCB tipe 1160
1 2 3 4 5 6 7
Pengerjaan
Las Kontak Anschluss Las Kontak Bimetal Guliuig Draht
Las Bimetal Anschluss Las Dralit Anschluss Pra Uji
RuangUji
Repair / Reject
200 183 17 163
42 64 1437
Jumlah produk 30000 30000 29817 29800 29637 29595 19578
%Repair/
Reject
0.67%
0.61%
0.06%
0.55%
0.14%
0.22%
7.34%
Tabel 4.16. Prosentase Repair MCB tipe 8340
]
2
5 2
4 5
Pengerjaan
Press Bimetal Las Kontak Bimetal Kelling Bimetal Anschluss Montage Knopf
Ruang Uji
Repair / Reject
11 34 9 23 3386
Jumlah produk 9005 8978 9058 8957 78878
% Repair / Reject
0.12%
0.38%
0.10%
0.26%
4.29%
Tabel 4.17. Prosentase Repair MCB tipe 8340 Pengerjaan
Baugruppe Las Anschluss Las Kontaktarm
Schaltschloss Tabung
jFlach Draht/Magnetspule iMontage
Ruang Uji
Repair/reject 68 110 1467
45 7
88
Jumlah produk 5050 25250 45450 11089 6060
2598
% repair 1.35%
0.44%
3.23%
0.41%
0.12%
3.39%
4.2.8. Jumlah Operator yang Dibutuhkan (Hasil Keseimbangan Lintasan) Output target perusahaan untukMCB tipe 1160 tiap hari = 6000 unit Total operator 1160 sekarang ini = 25 operator
Total operator yang diburuhkan (dari hasil perhitungan) = 20 operator Contoh : pengerjaan las draht anschluss
Wakm total kerja yang dipunyai tiap operator (jam kerja perusahaan) adalah 28800 detik. Setelah dikurangi dengan waktu set up (5 menit) dan pembersihan tempat kerja (5 menit) makajam kerja efektif menjadi 28200 detik.
Waktu pengerjaan untuk las draht anschluss dengan target 6000 unit yaitu 6000 unit x 7.932 detik = 47592 detik. Sehingga dibutuhkan 2 operator untuk mengerjakan las draht anschluss dengan perincian 1 operator kliusus pengerjaan las draht anschluss (28200 detik) dan 1 operator gabungan yang mengerjakan sisa pengerjaan las draht anschluss( 19992 detik). TJntuk perincian lebih jelas dapat dilihat pada tabel 4.18 dan tabel4.19.
Tabel 4.18. Jumlali Operator yang Dibutuhkan Pengerjaan MCB Tipe 1160 dengan Target Produksi = 6000 unit per hari
1
2
3
4
5 6
7
8
Pengerjaan Las Kontak Anschluss
Cuci Kontak Anschluss
Las Kontak Bimetal
Gulung
Pengoptimalan : a. Gulung Automatic b. Gulung Manual Abisolasi
Las Draht Bimetal
Las Bimetal Anschluss
Las Draht Anschluss
Total Waktu
36324
9600
42450
54762 53976 13440 30282
60150
47592
Waktu kerja 28200
28500
28200
28200 28500 28500 28200
28200
28200
Jumlah Operator
2
1
2
2 2 1 2
2
Keterangan 1 operator Las Kontak Anschluss
1 operator gabungan A l operator gabungan B
2 operator Las Kontak Bimetal
2 operator gulung automatic 2 operator gulung manual
1 operator Abisolasi
1 operator Las Draht Bimetal 1 operator gabungan C 2 operator Las Bimetal Anschluss
] operator gabungan D 1 operator Las Draht Anschluss
1 operator gabungan A
Tabel 4.18. Jumlah Operator yang Dibutuhkan Pengerjaan MCB Tipe 1160 dengan Target Produksi = 6000 unit per hari (lanjutan)
9
10 11
12
INama Pengerjaan Pra Uji
Montage Kappe Gosok Kappe
Labelling
Total operator yang dibut
Total Waktu
81258
23754 45369
12366 uhkan di
Waktu kerja 28200
28500 28500
25200 luar ruang
Jumlah Operator
3
1 2
1
Keterangan 2 operator Pra Uji
1 operator gabungan C 1 operator gabungan D I operator Gosok Kappe 1 operator gabungan B 1 operator Labelling 20 operator
Keterangan : jumlah operator yang dibutivhkan untuk tiap pengerjaan = jumlah mesin yang dibutuhkan.
Tabel 4.19. Perincian Pengerjaan Operator Gabungan MCB 1160 (dari tabel 4.18) Operator
1
i
Operator A
Operator B
Operator C
Operator D
Pengerjaau Las Kontak Anschluss Las Draht Anschluss Cuci Kontak Anschluss Gosok Kappe
Las Draht Bimetal Pra Uji
Las Bimetal Anschluss Montage Kappe
Waktu Pengerjaan
8724 detik 19992detik 9900 detik 17169 detik
2682 detik 25458 detik
4350 detik 24054 detik
Total Waktu Pengerjaan 28716 detik
27069 detik
28140 detik
28404 detik
Tabel 4.20. Jumlah Operator yang Dibutuhkan MCB tipe 1160 dengan Full Capacity = 7300 unit per hari
1
2
4
5 6
7
8
9
10
11
12
Pengerjaan Las Kontak Anschluss
Cuci Kontak Anschluss Las Kontak Bimetal
Gulung
a. Gulung Automatic b. Gulung Manual (3000 unit)
c. Gulung Semi Automatic
Abisolasi (3000 Unit) Las Draht Bimetal (3000 unit)
Las Bimetal Anschluss
Las Draht Anschluss
Pra Uji
Montage Kappe
Gosok Kappe
Labelling
Total operator yang dibutuhka
Total Waktu
44195
11680 51648
62972 53976
28498
15680 35329
73183
57904
98864
28901
55199
15046 n di luar r
Waktu Kerja 28200
28500 28200
28200 28500
28500
28500 28200
28200
28200
28200
28500
28500
25200 uang uji
Jumlah Operator
2
1 2
2 3
1
1 2
2
2
4
2
2
2
Keterangan 2 operator Las Kontak Anschluss
1 operator gabungan A 2 operator Las Kontak Bimetal
2 operator G.Automatic 2 operator G.Manual
1 operator gabungan A 1 operator Gulung S.Automatic
1 operator Gabungan A 2 operator Las Draht Bimetal
2 operator Las Bimetal Anschluss
2 operator Las Draht Anschluss
3 operator Pra Uji 1 operator gabungan B 1 operator Montage Kappe
1 operator gabungan B 2 operator Gosok Kappe
2 operator Labelling 25 operator
Dari tabel 4.20 untuk operator labelling tidak dapat digabungkan dengan pengerjaan lain mengingat banyaknya kecacatan yang terjadi sehingga tidak dapat disesuaikan dengan waktu bakunya. Untuk pengerjaan las agar mencapai kapasitas 7300 unit tiap hari terutama untuk las bimetal anschluss dan las draht anschluss yang tidak dapat memenuhi kapasitas tersebut maka pengerjaannya dibantu dengan mesin las kontak bimetal dan las draht bimetal (tiap mesin las dapat digunakan untuk tiap pengerjaan las dengan mengganti matrasnya).
Tabel 4.21. Perincian Pengerjaan Operator Gabungan MCB 1160 dengan Waktu Kerja tiap Hari = 28800 detik (dari tabel 4.20)
Operator h
Pengerjaan Waktu
Pengerjaan
TotalWaktu Pengerjaan Operator A
Operator B
Cuci Kontak Anschluss Abisolasi
Gulung Manual Pra Uji
Montage Kappe
11980 detrk 15980 detik 6272 detik 13664 detik
1493 detik
28560 detik
22329 detik
Tabel 4.22. Jumlah Operator yang Dibutuhkan Pengerjaan MCB Tipe 1658 dengan Target Produksi = 4000 unit per hari
1 2
3 4
5 6
Pengerjaan Press Bimetal > 8 A Press Bimetal < 8 A
Las Kontak Bimetal Kelling Bimetal Anschluss
Keiling Kontak Anschluss Montage Sockel
Total Waktu
16884 17044
19680 22236
18125 23440
Waktu Kerja 28200 28200
28200 28200
28200 28500
Jumlah Operator
1 2
1 l
1 1
Keterangan 1 operator gabungan A 1 operator gabungan B 1 operator gabungan C
1 operaror Las Kontak Bimetal 1 operator Kelling Bimetal Anschluss
1 operator gabungan B 1 operator Montage Sockel
Tabel 4.22. Jumlah Operator yang Dibutuhkan Pengerjaan MCB Tipe 1658 dengan Target Produksi = 4000 unit per liari (lanjutan)
7
8
9
Pengerjaan Eyeleting
Pengoptimalan : dengan mesin
Montage Line a. Montage Feder
b. Montage Druck Knopf c. Montage Housing Labelling
Total Waktu
18628
83924
9744
Waktu Kerja 28500
28500 28500 28500 27900
Jumlah Operator
1
2 2 2 1
Keterangan
1 operator gabungan C
2 operator Montage Feder 2 operator Montage Druck Knopf
2 operator Montage Housing 1 operator gabungan A Total operator yang dibutuhkan di luar r.uji 13 operator
Tabel 4.23. Perincian Pengerjaan Operator Gabungan MCB Tipel658 dengan Waktu Kerja Tiap Hari = 28800 detik (dari tabel 4.22)
Operator Operator A
Operator B
Operator C
Pengerjaan Press Bimetal > 8 A Labelbng
Kelling Kontak Anschluss
Press Bimetal < 8 A Eyeleting dengan mesin
Press Bimetal < 8 A
Waktu Pengerjaan
} 7484 detik 10644 detik 18720detik 8822 detik 18928 detik
9122 detik
Total Waktu Pengerjaan 28128 detik
27542 detik
28050 derik
Tabel 4.24. Jumlah Operator yang Dibutuhkan Pengerjaan Baugruppe MCB tipe 8340 ( MCB < 25 A) dengan Full Capacity = 1276 unit per hari
1
2
3
4
Pengerjaan Las
Las Anschluss Las Kontaktarm
Schaltschloss
Spulen Gulu..g
Tang, frais, timah, putar
Press Spulen Tabung Pembersihan, oven, uji Isi silikon dan press
Total operator yang di
Kebutuhan waktu
10732 21773 34182
26938 24713 3715
26922 26709
butuhkan
Waktu kerja yang tersedia
28200 28200 28500
27900 28500 28500
28500 28800
Jumlah operator
1 1 2
I I 1
1 1
Keterangan
1 operator gabungan A ] operator gabungan B 1 operator Schaltschloss 1 cperator gabuagan A
1 operator Gulung Spulen 1 operator Spulen
1 operator gabungan B
1 operator Tabung 1 operator Tabung
7 operator
Tabel 4.25. Perincian Pengerjaan Operator Gabungan Baugruppe MCB Tipe 8340 dengan Waktu Kerja Tiap Hari = 28800 detik (dari tabel 4.24)
Operator Operator A
Operator B
Pengerjaan Las Anschluss Schaltschloss Las Kontaktarm Press Spulen
Waktu Pengerjaan
11332 detik 5682 detik 23573 detik
4015detik
Total Waktu Pengerjaan
17014 detik
27588 detik
1
2
3
4
Pengerjaan Las
Las Anschluss Las Kontaktarm Schaltschloss
Flach Draht
Tabung
Pembersihan, oven,
uJi
Isi silikon dan press Total operator yang dibi
Kebutuhan waktu
10732 21773 34182
91556
26922 26709 ltuhkan
Waktu kerja yang rersedia
28200 28200 28500
28500
28500 28800
Jumlah operator
1 1 2
4
]
1
Keterangan
1 operator gabungan A 1 operator gabungan B 1 operator Schaltschloss l operator gabungan A 3 operator Flach Draht 1 operator gabungan A
l operator Tabung 1 operator Tabung 8 operator
Tabel 4.27. Perincian Pengerjaan Operator Gabungan Baugruppe MCB Tipe 8340 dengan Waktu Kerja Tiap Hari = 28800 detik (dari tabel 4.26)
Operator [ Pengerjaan Operator A
Operator B
Las Anschluss Sebaltschloss Fiach Draht Las Kontaktarm Press Spuleri
Waktu Pengerjaan
11332 detik 5682 detik 6356 detik 23573 detik
4015detik
Total Waktu Pengerjaan 23370 detik
27588 detik
Tabel 4.28. Jumlah Operator yang Dibutuhkan Pengerjaan Montage MCB tipe 8340 dengan Full Capacity = 1276 unit per hari
1 2
3
4
5
6
7
8 9
Pengerjaan Montage Solder Montage
Klappanker
Kontrol Kekuatan Montage Kontaktarm Stell Klappanker
Komplet Montage
Komrol Terakhir
Kelling Labelling
Total operator yang
Kebutuhan waktu 112910
29375
4861
24256
44443
142078
36632
21675 2951 dibutuhkan di
Waktu kerja yang tersedia
28200 28500
28500
28500
28500
28200
28500
28200 27900 luar ruang uji
Jumlah operator
4 2
1
l
2
6
2
1 1
Keterangan 4 operator Montage Solder
1 operator Montage Klappanker
1 operator gabunga» A 1 operator gabungan B
1 operator gabungan A
1 operator Stell Klappanker
1 operator gabungan C 5 operator Komplet Montage
1 operator gabungan A 1 operator Kontrol Terakhir
1 operator gabungan A 1 operator gabungan B 1 operator gabungan A 15 operator
Tabel 4.29. Perincian Pengerjaan Operator Gabungan Montage MCB Tipe 8340 dengan Waktu Kerja Tiap Hari = 28800 detik (dari tabel 4.28)
Operator Operator A
Operator B
Operator C
Pengerjaan Stell Klappanker Kontrol Terakhir Labelling
Kontrol Kekuatan Kelling
Montage Klappanker Montage Kontaktarm Komplet Montage
Waktu Pengerjaan
16243 detik 8432 detik 3851 detik 5161 detik 22275 detik
1175 detik 24556 detik
1678 detik
Total Waktu Pengerjaan 28526 detik
27436 detik
27409 detik
Tabel 4.30. Jumlah Operator yang Dibutuhkan Pengerjaan Baugruppe MCB tipe 8340 ( MCB < 25 A ) dengan Target = 1000 unit per hari
1
2
3
4
Tota
Pengerjaan Las
Las Anschluss Las Kontaktann Schaltschloss
Spulen Gulung
Tang,frais,timah,putar, press
Tabung
Isi silikon, press dan oven Pembersihan dan uji
operator yang dibutuhkan
Kebutuhan waktu
27874 9011 18863 26789
21111 23974
28562 15178
Waktu kerja yang tersedia
28800
28500
27900 28800
28800 28800
Jumlah operator
}
1
1 1
\ 1
Keterangan 1 operatorLas
] operator Schaltschloss
1 operator Gulung Spulen
I operator Spulen
1 operator Tabung 1 operator Tabung 6 operator
Tabel 4.31. Jumlah Operator yang Dibutuhkan Pengerjaan Baugruppe MCB tipe 8340 (MCB > 25 A ) dengan Target = 1000 unit per hari
1
2
*>
0
4
Tota
Pengerjaan Las
Las Anschluss Las Kontaktarm Schaltschloss
Flach Draht
Tabung
Isi silikon, press dan oven Pembersihan dan uji
operator yang dibutuhkan
Kebutuhan waktu 27874 9011 18863 26789
72953
28562 15178
Waktu kerja yang tersedia
28800
28500
28800
28800 28800
Jumlah operator
1
1
3
1 1
Keterangan 1 operator Las
1 operator Schaltschloss
3 operator Flach Draht
1 operator Tabimg 1 operator Tabung 7 operator
Tabel 4.32. Jumlah Operator yang Dibutuhkan Pengerjaan Montage MCB Tipe 8340 dengan Target = 1000 unit per hari
] Pengerjaan
]
2
4 5
6
Montage Solder
Montage Klappanker Kontrol Kekuatan Montage Kontaktarm Stell Klappanker
Komplet Montage
Kebutuhan waktu
88488
23021 3810 19010 34830
111347
Waktu kerja yang tersedia
28200
28500 28500 28500 28500
28200
Jumlah operator
4
1 1 l 2
4
Keterangan 3 operator Montage Solder
1 operator gabungan A 1 operator gabungan A 1 operator gabungan B 1 operator gabungan C 1 operator Stell
Klappanker
1 operator gabungan C 3 operator Komplet Montage
1 operator gabungan D
Tabel 4.32. Jumlah Operator yang Dibutuhkan Pengerjaan Montage MCB tipe 8340 dengan Target = 1000 unit per hari (lanjutan)
7
8 9
Pengerjaan
Kontrol Terakhir
Kelling Labelling
Kebutuhan waktu
28709
16987 2313
Waktu kerja yang tersedia
28500
28200 27900 Total operator yang dibutuhkan di luar ruang uji
Jumlah operator
2
1 1
Keterangan
1 operator Kontrol Terakhir
1 operator gabungan D 1 operator gabungan B 1 op jrator gabungan B 12 operator
Tabel 4.33. Perincian Pengerjaan Operator Gabungan Montage MCB Tipe 8340 (dari tabel 4.32)
Operator Operator A
OperatoT B
Operator C
Operator D
Pengerjaan Montage Solder Montage Klappanker Labelhng
Kontrol Kekuatan KeHing
Steil Klappanker Montage Kontaktarm Komplet Montage Kontrol Terakhir
Waktu Pengerjaan
4488 detik 23321 detik
3213detik 4110detik 17587 detik
6630 detik 19310 detik 27437 detik 509 detik
Total Waktu Pengerjaan 27809 detik
27436 detik
27409 detik
27856 detik
4.2.9. Balance Delay
Prosedur keseimbangan lintasan bertujuan untuk meminimalkan harga dari balance delay. Prosedur yang dilaksanakan adalah dengan menambah elemen-elemen aktivitas dengan setiap stasiun kerja sampai jumlahnya mendekati sama, tetapi tidak melebihi waktu siklus.
Contoh : balance delay (L) MCB tipe 1160.
N x Tc = 567600 detik
m
Yjei = 515223 detik
L_ 567600-515223 _ 9 2 3 %
567600
Tabel 4.34. Balance Delay Untuk Lintasan Tipe MCB
1160
1160 (kapasitas = 7300 unit) 1658
Baugruppe 8340 < 25 A (target=1000 unit) Baugmppe 8340 >25A (target=1000 unit) Montage 8340(target=1000 unit)
Baugruppe 8340 <25A (kapasitas=1276 unit) Baugruppe 8340 >25A (kapasitas=1276 unit) Montage 8340(kapasitas=1276 unit)
N x T c (detik) 567600 702000 370200 171600 201300 341400 199800 228900 425700
I T e i (detik) 515223 681897 233000 143488 171356 336710 178384 222258 425700
L 9,23%
2,86%
37,06%
16,38%
14,88%
1,37%
10,72%
2,90%
0,71%
4.3.Analisa Pengolahan Data
• Perbandingan jumlah operator sebelum dan sesudah keseimbangan lintasan dapat dilihat pada tabel 4.35. Setelah dilakukan keseimbangan lintasan maka diperoleh penyusutan jumlah operator dengan target produksi yang sama.
Tabel 4.35. Perbandingan Jumlah Operator Sebelum dan Sesudah Keseimbangan Lintasan
Tipe MCB 1160(target=6000unit) 1658(target=4000unit)
Baugruppe 8340 (target=1000 unit) Montage 8340 (target=1000 unit)
Sebelum 25
15 6 19
Sesudah 20
13 6 12
Tabel 4.36. Perbandingan Produktivitas Operator Sebelum dan Sesudah Keseimbangan Lintasan
Tipe MCB 1160(target=6000unit) 1658 (target=4000 unit)
Montage 8340 (target=1000 unit)
Sebelum Sesudah 240 unit/operator/hari j 300 unit/operator/hari
267 unit/operator/hari j 308 unit/operator/hari 53 unit/operator/han ] 83 unit/operator/hari
• Balance delay yang diperoleh pada tabel 4.35 menunjukkan bahwa balance delay yang terbesar ada pada MCB tipe 1658. Hal ini dikarenakan adanya beberapa pengerjaan yang tidak memungkinkan operator untuk berganti-ganti pengerjaan lagi. Sedangkan untuk MCB tipe yang lain balance delay-nya relatif kecil.
• Kapasitas penuh yang didapatkan untuk MCB tipe 1160 adalah 7300 unit per hari dan untuk MCB tipe 8340 adalah 1276 unit per hari. Sedangkan untuk MCB tipe 1658 tidak dihitung lagi karena target 4000 unit per hari sudah merupakan kapasitas penuh dengan 2 mesin montage line. Kapasitas MCB tipe 1658 bisa diperbesar lagi dengan menambah jumlah mesin dan operator.
• Dilihat dari prosentase repair/reject MCB yang reiatif kecil menunjukkan jumlah kecacatan produk tidak banyak.