LAMPIRAN 1
DATA DOWNTIME MESIN
1.
Data Downtime Mesin
Dalam proses produksi pembuatan pellet di Indojaya Agrinusa menggunakan
beberapa mesin. Data downtime merupakan data terjadinya kerusakan mesin
yang terjadi selama proses produksi berlangsung. Berikut merupakan data
downtime mesin yang digunakan di PT. Indojaya Agrinusa periode
Januari - Desember 2015:
Bulan
Jam
Operasi
(Jam)
Mesin Dryer
Mesin Hammer Mill
Mesin Mixcer
Bulan
Jam
Operasi
(Jam)
Mesin Crumble
Mesin Press Mill
Mesin Pengemas
Downtime
Sumber: PT. Indojaya Agrinusa
2.
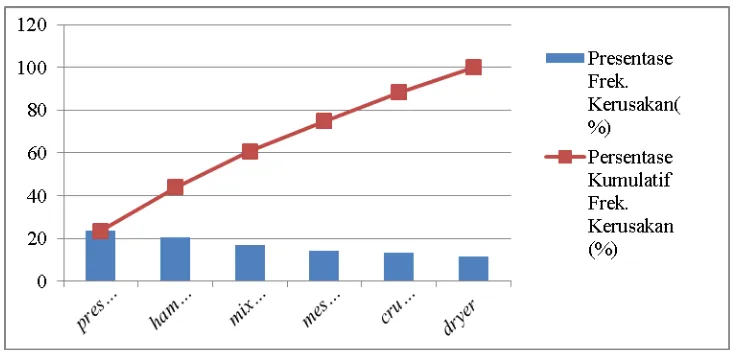
Diagram Pareto
Dengan diagram pareto dapat ditentukan mesin yang menjadi bahan
observasi dalam penelitian ini. Diagram pareto yang digunakan adalah aturan
diagram pareto 80:20. Prinsip dari diagram pareto 80:20 ditujukan untuk
menganalisis 20% mesin yang menyebabkan kegagalan sistem hingga 80%,
yang artinya dengan memperbaiki 20% dari masalah berarti telah
memperbaiki 80% dari permasalahan. Dalam menghitung persentase
kumulatif kerusakan masing-masing mesin yang dapat dilihat pada tabel
Mesin Pakan Ternak
Frekuensi
Kerusakan
(Kali)
Persentase
Frek.
Kerusakan
(%)
Persentase
Kumulatif
Frek. Kerusakan
(%)
Mesin Press Mill
46,00
23,47
23,47
Mesin Hammer Mill
40,00
20,41
43,88
Mesin Mixcer
33,00
16,84
60,71
Mesin Pengemas
28,00
14,29
75,00
Mesin Crumble
26,00
13,27
88,27
Mesin Dryer
23,00
11,73
100,00
Total
196,00
100,00
Sumber: Pengolahan Data
Sumber: Pengolahan Data
Gambar . Diagram Pareto Downtime Mesin di PT. Indojaya
Agrinusa
Berdasarkan Gambar L.1.1. pilihan perbaikan sistem dijatuhkan pada
LAMPIRAN 2
Data Historis Kerusakan Mesin Press Mill di PT. Indojaya Agrinusa Tahun
2015
No
Tanggal
Kerusakan Komponen Mesin Press Mill
1
5/1/2015
Die Press Mill Rusak
2
12/1/2015
Bearing Press Mill Rusak
3
20/1/2015
Karet V-belt Press Mill Putus
4
22/1/2015
Seal Press Mill Rusak
5
29/1/2015
Bearing Press Mill Rusak
6
3/2/2015
Die Press Mill Rusak
7
9/2/2015
Karet V-belt Press Mill Putus
8
10/2/2015
Knife Press Mill Tumpul
9
10/2/2015
Shaft Press Mill Rusak
10
3/3/2015
Shaft Press Mill Rusak
11
9/3/2015
Bearing Press Mill Rusak
12
18/3/2015
Die Press Mill Rusak
13
27/3/2015
Karet V-belt Press Mill Putus
14
27/3/2015
Seal Press Mill Rusak
15
2/4/2015
Knife Press Mill Tumpul
16
2/4/2015
Die Press Mill Rusak
17
15/4/2015
Shaft Press Mill Rusak
18
15/4/2015
Bearing Press Mill Rusak
19
11/5/2015
Knife Press Mill Tumpul
20
12/5/2015
Bearing Press Mill Rusak
21
15/5/2015
Shaft Press Mill Rusak
Data Historis Kerusakan Mesin Press Mill di PT. Indojaya Agrinusa Tahun
2015 (Lanjutan)
No
Tanggal
Kerusakan Komponen Mesin Press Mill
23
24/6/2015
Karet V-belt Press Mill Putus
24
29/6/2015
Die Press Mill Rusak
25
1/7/2015
Shaft Press Mill Rusak
26
1/7/2015
Knife Press Mill Tumpul
27
1/7/2015
Seal Press Mill Rusak
28
15/7/2015
Bearing Press Mill Rusak
29
15/7/2015
Karet V-belt Press Mill Putus
30
3/8/2015
Die Press Mill Rusak
31
10/8/2015
Shaft Press Mill Rusak
32
21/8/2015
Knife Press Mill Tumpul
33
7/9/2015
Bearing Press Mill Rusak
34
7/9/2015
Seal Press Mill Rusak
35
30/9/2015
Die Press Mill Rusak
36
8/10/2015
Die Press Mill Rusak
37
14/10/2015
Karet V-belt Press Mill Putus
38
20/10/2015
Knife Press Mill Tumpul
39
21/10/2015
Shaft Press Mill Rusak
40
16/11/2015
Die Press Mill Rusak
41
20/11/2015
Bearing Press Mill Rusak
42
27/11/2015
Seal Press Mill Rusak
43
23/12/2015
Die Press Mill Rusak
44
23/12/2015
Bearing Press Mill Rusak
LAMPIRAN 3
Mesin dan Peralatan Utama, meliputi:
Screw conveyor
Blower
MP Steam
Electric motor
-
Pengisian serpihan kayu (chip) dari chip silo ke digester dengan screw
conveyor. Pada saat pengisian udara dalam digester dihilangkan melalui
sirkulasi udara dengan blower.
Batasan Fisik Primer, meliputi:
Start with:
-
Pengisian Warm Black Liquor (WBL) ke dalam digester sebagai pemanasan
tahap awal (tekanan 3 bar) dengan suhu cairan adalah 95-100º C.
-
Pengisian Hot Black Liquor (HBL) ke dalam digester sebagai cairan yang
digunakan untuk proses pemasakan (cooking) dengan menaikkan panas dari
WBL menjadi 140-145º C.
-
Cairan dalam digester disirkulasikan sehingga temperatur dalam digester
merata dan sambil di panaskan (heating) sampai temperatur mencapai
160ºC-170º C dengan menggunakan MP steam.
-
Cairan kimia (liquor) yang sudah disirkulasi diaduk dengan chip kayu
menggunakan electric motor sampai chip dimasak (cooking) berubah menjadi
pulp (bubur kertas).
-
Penambahan cairan black liquor setelah pemasakan pulp (bubur kertas) yang
merupakan filtrat dari washing plant dipompakan ke digester sehingga
menurunkan suhu di dalam digester menjadi 100º C dan pulp (bubur kertas)
siap diproses ke tahap selanjutnya
Terminate with:
Hasil pemasakan pulp (bubur kertas) dilanjutkan ke proses pencucian dan
penyaringan pulp (bubur kertas)
Gambaran Luar Batasan (Boundary Overview)
RCM-System Analysis
Step 2-1 System Boundary Definition
Plant ID :
Information : Boundary Overview System ID
:
Plant
: Pulp (bubur kertas) PT. RAPP
Rev no. :
System
: Fiberline Area Cooking
Date
: 23/03/2016
Analyst
: Rumata Panjaitan
System
: Fiberline Area Cooking
Wed, 23 Mar
2016
LAMPIRAN 5
Tipe
Batasan Sistem
Lokasi Perhubungan
IN
Pengisian Chip
Pengisian serpihan kayu (chip) dari chip silo ke digester dengan
screw conveyor.
OUT
Pengisian Chip
Pada saat pengisian chip udara dalam digester dihilangkan
melalui sirkulasi udara dengan blower.
IN
Pengisian cairan
kimia (liquor)
Pengisian Warm Black Liquor (WBL) ke dalam digester sebagai
pemanasan tahap awal (tekanan 3 bar) dengan suhu cairan adalah
95-100º C.
.
IN
Pengisian cairan
kimia (liquor)
Pengisian Hot Black Liquor (HBL) ke dalam digester sebagai
cairan yang digunakan untuk proses pemasakan (cooking)
dengan menaikkan panas dari WBL menjadi 140-145º C.
IN
Pengisian cairan
kimia (liquor)
Cairan dalam digester disirkulasikan sehingga temperatur dalam
digester merata dan sambil di panaskan (heating) sampai
temperatur mencapai 160ºC-170º C dengan menggunakan MP
steam.
IN
Heating and
cooking
Cairan kimia (liquor) yang sudah disirkulasi diaduk dengan chip
kayu menggunakan electric motor sampai chip dimasak
(cooking) berubah menjadi pulp (bubur kertas).
OUT
Discharging
Cairan black liquor setelah pemasakan pulp (bubur kertas) yang
merupakan filtrat dari washing plant
IN
Discharging
Penambahan cairan black liquor yang dipompakan ke digester
sehingga menurunkan suhu di dalam digester menjadi 100º C dan
pulp (bubur kertas) siap diproses ke tahap selanjutnya
Gambaran Detail Batasan (Boundary Details)
RCM-System Analysis
Step 2-1 System Boundary Definition
Plant ID :
Information : Boundary Overview System ID
:
Plant
: Pulp (bubur kertas) PT. RAPP
Rev no. :
System
: Fiberline Area Cooking
Date
: 23/03/2016
Analyst
: Rumata Panjaitan
System
: Fiberline Area Cooking
Wed, 23 Mar 2016
LAMPIRAN 5
Hasil Pengujian Distribusi Menggunakan Software Easy Fit 5.5.
1.
Bearing
Goodness of Fit-Summary
Kolmogorov Smirnov Test
Rank
Distribution
Statistic
Parameter
1
Weibull
0.24174
α
=1.3878;
β
=29.741
2
Normal
0.26721
σ
=13.019;
µ
=26.5
3
Lognormal
0.28701
σ
=0.55245;
µ
=3.1437
4
Gamma
0.29316
α
=4.1431;
β
=6.3962
2.
Shaft
Goodness of Fit-Summary
Kolmogorov Smirnov Test
Rank
Distribution
Statistic
Parameter
1
Gamma
0.133
α= 3,9241; β= 7,7543
2
Normal
0.13424
σ
=15.361;
µ
=30.429
3
Lognormal
0.16336
σ
=0.53418;
µ
=3.2873
4
Weibull
0.20969
α
=1.7279;
β
=31.146
5
Exponential
0.28518
=0.03286
Goodness of Fit-Summary
Kolmogorov Smirnov Test
Rank
Distribution
Statistic
Parameter
1
Weibull
0.16273
α=6,2585; β= 34,269
2
Gamma
0.17541
α
=36.931;
β
=0.88864
3
Normal
0.17749
σ
=5.4003;
µ
=32.818
4
Lognormal
0.18705
σ
=0.15767;
µ
=3.4786
5
Exponential
0.54717
=0.03047
LAMPIRAN 5
LAMPIRAN 6
1.
Bearing
t F(t) H(t) D(t)
0 0 0 1
1 0,00548719 0,00548719 0,128021
2 0,01504397 0,01512652 0,069063
3 0,02704919 0,02745835 0,047721
4 0,04089962 0,04202265 0,036760
5 0,05622544 0,05858818 0,030119
6 0,07276125 0,07702420 0,025687
7 0,09030014 0,09725544 0,022535
8 0,10867250 0,11924149 0,020190
9 0,12773465 0,14296592 0,018388
10 0,14736219 0,16842996 0,016968
11 0,16744566 0,19564853 0,015827
12 0,18788775 0,22464771 0,014897
13 0,20860121 0,25546300 0,014130
14 0,22950744 0,28813810 0,013492
15 0,25053533 0,32272410 0,012958
16 0,27162040 0,35927885 0,012509
17 0,29270413 0,39786653 0,012131
18 0,31373338 0,43855739 0,011813
19 0,33465990 0,48142747 0,011546
20 0,35543998 0,52655856 0,011323
21 0,37603405 0,57403800 0,011138
22 0,39640639 0,62395872 0,010987
23 0,41652486 0,67641918 0,010867
24 0,43636068 0,73152341 0,010773
25 0,45588814 0,78938099 0,010705
26 0,47508447 0,85010711 0,010658
27 0,49392959 0,91382264 0,010632
28 0,51240596 0,98065413 0,010625
29 0,53049842 1,05073390 0,010637
30 0,54819402 1,12420006 0,010664
31 0,56548185 1,20119658 0,010708
t F(t) H(t) D(t)
32 0,58235295 1,28187332 0,010767
33 0,59880013 1,36638604 0,010841
34 0,61481788 1,45489645 0,010928
35 0,63040223 1,54757218 0,011030
… ….. …... …..
227 0,99999978 145,11042600 0,100461
228 0,99999980 146,11039638 0,100706
229 0,99999982 147,11036937 0,100948
230 0,99999983 148,11034474 0,101188
231 0,99999985 149,11032229 0,101427
232 0,99999986 150,11030182 0,101663
234 0,99999989 151,11028496 0,101462
235 0,99999990 152,11026959 0,101695
236 0,99999991 153,11025560 0,101926
237 0,99999992 154,11024287 0,102155
238 0,99999993 155,11023128 0,102382
239 0,99999993 156,11022074 0,102607
240 0,99999994 157,11021115 0,102830
241 0,99999994 158,11020243 0,103052
242 0,99999995 159,11019450 0,103272
243 0,99999995 160,11018729 0,103490
244 0,99999996 161,11018074 0,103706
245 0,99999996 162,11017478 0,103920
246 0,99999997 163,11016938 0,104133
247 0,99999997 164,11016447 0,104343
248 0,99999997 165,11016001 0,104553
249 0,99999998 166,11015596 0,104760
250 0,99999998 167,11015229 0,104966
251 0,99999998 168,11014896 0,105170
252 0,99999998 169,11014593 0,105373
253 0,99999998 170,11014319 0,105574
254 0,99999999 171,11014071 0,105773
2.
Shaft
t F(t) H(t) D(t)
0 0,0 0 1
2 0,00000778 0,00000778 0,04635803
5 0,00081214 0,00081237 0,01909128
6 0,00192938 0,00193094 0,01598052
7 0,00392095 0,00392852 0,01376013
8 0,00710918 0,00713711 0,01210480
9 0,01181634 0,01190067 0,01083237
10 0,01834130 0,01855957 0,00983284
11 0,02694040 0,02744040 0,00903570
12 0,03781355 0,03885117 0,00839358
13 0,05109573 0,05308086 0,00787343
14 0,06685349 0,07040213 0,00745145
15 0,08508566 0,09107588 0,00711003
16 0,10572754 0,11535677 0,00683594
17 0,12865752 0,14349904 0,00661900
18 0,15370546 0,17576205 0,00645134
19 0,18066191 0,21241542 0,00632678
20 0,20928765 0,25374358 0,00624046
21 0,23932304 0,30004972 0,00618854
22 0,27049676 0,35165924 0,00616799
23 0,30253378 0,40892259 0,00617642
24 0,33516223 0,47221764 0,00621195
25 0,36811926 0,54195166 0,00627317
26 0,40115577 0,61856280 0,00635897
27 0,43404010 0,70252116 0,00646856
28 0,46656070 0,79432947 0,00660140
29 0,49852790 0,89452330 0,00675713
30 0,52977487 1,00367083 0,00693556
31 0,56015791 1,12237207 0,00713666
32 0,58955618 1,25125758 0,00736048
33 0,61787094 1,39098664 0,00760717
34 0,64502442 1,54224477 0,00787697
35 0,67095846 1,70574064 0,00817013
t F(t) H(t) D(t)
36 0,69563294 1,88220233 0,00848696
37 0,71902410 2,07237292 0,00882777
38 0,74112275 2,27700549 0,00919287
39 0,76193263 2,49685740 0,00958254
40 0,78146857 2,73268416 0,00999705
… ….. ….. …..
136 0,99999896 83,40558468 0,06880750
137 0,99999910 84,40550912 0,06911600
138 0,99999923 85,40544321 0,06942005
139 0,99999933 86,40538575 0,06971973
140 0,99999943 87,40533567 0,07001514
141 0,99999951 88,40529204 0,07030636
142 0,99999957 89,40525404 0,07059349
143 0,99999963 90,40522095 0,07087662
144 0,99999968 91,40519215 0,07115581
145 0,99999973 92,40516709 0,07143116
146 0,99999977 93,40514529 0,07170274
147 0,99999980 94,40512634 0,07197064
148 0,99999983 95,40510986 0,07223491
149 0,99999985 96,40509554 0,07249565
150 0,99999987 97,40508310 0,07275291
151 0,99999989 98,40507229 0,07300676
152 0,99999991 99,40506291 0,07325728
153 0,99999992 100,40505476 0,07350453
154 0,99999993 101,40504770 0,07374857
155 0,99999994 102,40504157 0,07398946
156 0,99999995 103,40503625 0,07422727
157 0,99999996 104,40503164 0,07446205
158 0,99999996 105,40502764 0,07469386
159 0,99999997 106,40502417 0,07492276
160 0,99999997 107,40502117 0,07514880
161 0,99999998 108,40501857 0,07537203
162 0,99999998 109,40501632 0,07559251
163 0,99999998 110,40501437 0,07581028
164 0,99999998 111,40501268 0,07602540
3.
V-Belt
F(t) H(t) D(t)
0 0,0 0 1
1 0,00001361 0,00001361 0,06493613
2 0,00018660 0,00018660 0,03356456
3 0,00082753 0,00082768 0,02264691
4 0,00231281 0,00231472 0,01711225
5 0,00502025 0,00503187 0,01378135
6 0,00928881 0,00933555 0,01156982
7 0,01539609 0,01553982 0,01000636
8 0,02354779 0,02391372 0,00885281
9 0,03387546 0,03468554 0,00797567
10 0,04643954 0,04805032 0,00729421
11 0,06123587 0,06417828 0,00675667
12 0,07820398 0,08322298 0,00632835
13 0,09723628 0,10532857 0,00598509
14 0,11818737 0,13063588 0,00570959
15 0,14088300 0,15928737 0,00548915
16 0,16512834 0,19143119 0,00531425
17 0,19071542 0,22722430 0,00517766
18 0,21742963 0,26683492 0,00507380
19 0,24505524 0,31044453 0,00499830
20 0,27338001 0,35824934 0,00494775
21 0,30219891 0,41046147 0,00491943
22 0,33131702 0,46730990 0,00491118
23 0,36055175 0,52904115 0,00492128
24 0,38973433 0,59591983 0,00494837
25 0,41871089 0,66822902 0,00499134
26 0,44734293 0,74627046 0,00504935
27 0,47550750 0,83036471 0,00512170
28 0,50309701 0,92085102 0,00520787
29 0,53001883 1,01808721 0,00530746
30 0,55619463 1,12244927 0,00542018
t F(t) H(t) D(t)
31 0,58155966 1,23433087 0,00554581
32 0,60606182 1,35414265 0,00568422
33 0,62966079 1,48231131 0,00583531
34 0,65232696 1,61927860 0,00599905
… ….. ….. …..
175 0,99999970 115,21744358 0,05524035
176 0,99999973 116,21741247 0,05539990
177 0,99999976 117,21738444 0,05555764
178 0,99999979 118,21735921 0,05571361
179 0,99999981 119,21733648 0,05586784
180 0,99999983 120,21731603 0,05602035
181 0,99999985 121,21729761 0,05617119
182 0,99999986 122,21728104 0,05632037
183 0,99999988 123,21726613 0,05646792
184 0,99999989 124,21725271 0,05661386
185 0,99999990 125,21724064 0,05675823
188 0,99999993 126,21723199 0,05629595
189 0,99999994 127,21722422 0,05643894
190 0,99999995 128,21721723 0,05658044
191 0,99999995 129,21721094 0,05672045
192 0,99999996 130,21720530 0,05685901
193 0,99999996 131,21720022 0,05699613
194 0,99999997 132,21719566 0,05713184
195 0,99999997 133,21719156 0,05726616
196 0,99999997 134,21718788 0,05739910
197 0,99999998 135,21718457 0,05753070
198 0,99999998 136,21718160 0,05766097
199 0,99999998 137,21717893 0,05778993
200 0,99999998 138,21717654 0,05791760
201 0,99999998 139,21717439 0,05804400