Buku teks pemesinan CNC merupakan buku pegangan/bacaan bagi mahasiswa mata kuliah pemesinan CNC. Isi buku teks ini dibagi menjadi lima bab. Bab pertama, Pendahuluan, terdiri dari: latar belakang, uraian singkat, hasil pembelajaran mata kuliah pemesinan CNC, bab kedua buku teks pemesinan CNC terdiri dari: hasil pembelajaran, uraian singkat, fungsi G dan M, rangkuman, latihan. Bab ketiga buku ajar pemesinan CNC terdiri dari: hasil pembelajaran, uraian singkat, mesin CNC EduLathe M70, rangkuman, latihan.
Bab keempat buku ajar pemesinan CNC terdiri dari: hasil pembelajaran, uraian singkat, Edumill M70, rangkuman, latihan, kemudian bab kelima berisi tugas dan latihan mata kuliah pemesinan CNC. Buku teks pemesinan CNC ini sebagian besar diadaptasi dari penulis manual Edulathe M70 dan Edumill M70. Dalam penyusunan buku ajar pemesinan CNC ini, penulis banyak mendapat bantuan dari berbagai pihak yang terlibat, baik moril maupun materil.
Kami berharap buku teks ini dapat bermanfaat bagi pembaca dan dapat membantu mereka dalam memahami permesinan CNC.
PENDAHULUAN
- LATAR BELAKANG
- DESKRIPSI SINGKAT
- CAPAIAN PEMBELAJARAN
- INDIKATOR HASIL BELAJAR
- MATERI POKOK DAN SUB MATERI POKOK
- PETUNJUK BELAJAR
Buatlah ringkasan sesuai pemahaman Anda untuk setiap bab yang dapat mencerminkan keseluruhan isi penting bab tersebut.
KONTROL NUMERIK
PENGERTIAN KONTROL NUMERIK
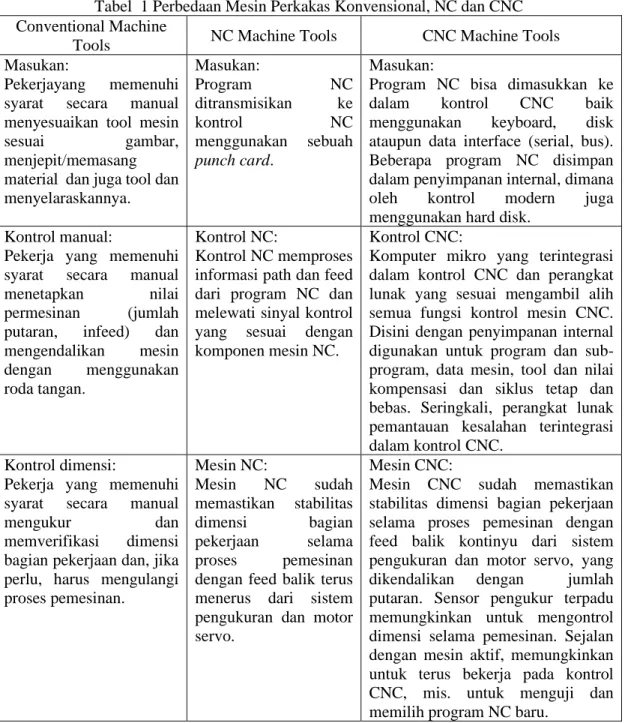
CNC mengacu pada sistem yang memiliki komputer lokal untuk menyimpan semua data numerik yang diperlukan. Kontrol Numerik Langsung mirip dengan CNC, hanya saja satu komputer jarak jauh digunakan untuk mengontrol beberapa mesin. Sistem NC dapat diklasifikasikan berdasarkan jumlah arah gerakan yang dapat dikontrol secara bersamaan pada peralatan mesin.
Sistem NC komersial secara bersamaan dapat mengontrol dua, dua setengah, tiga, empat dan lima derajat kebebasan atau sumbu. Dalam sistem CNC modern, desain komponen ujung ke ujung dapat dilakukan secara otomatis menggunakan program desain berbantuan komputer (CAD) dan program manufaktur berbantuan komputer (CAM). Program ini menghasilkan file komputer yang diinterpretasikan untuk mengambil perintah yang diperlukan untuk mengoperasikan mesin tertentu melalui postprocessor, dan kemudian dimuat ke dalam mesin CNC untuk produksi.
Dalam kedua kasus tersebut, rangkaian langkah kompleks yang diperlukan untuk memproduksi setiap bagian dilakukan secara otomatis, sehingga menghasilkan bagian yang sangat cocok dengan desain CAD asli.
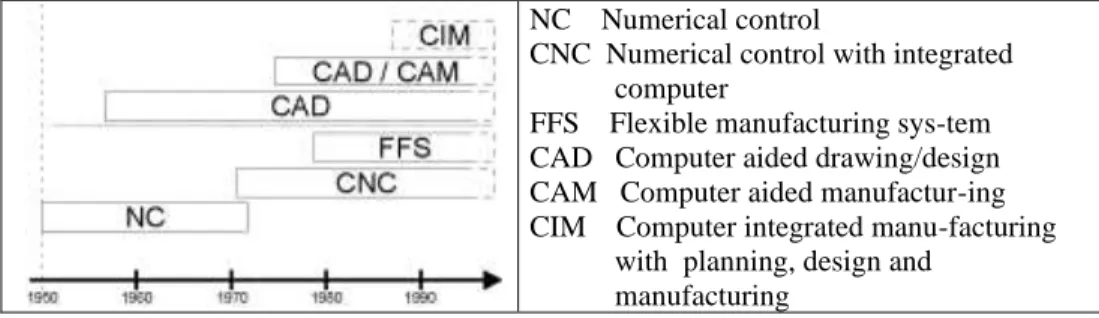
HISTORIS PERKEMBANGAN KONTROL NUMERIK
Pusat permesinan CNC, sistem manufaktur fleksibel (FFS) dan manufaktur otomatis penuh (CIM) menandai tahap penting dari perkembangan ini yang dimulai pada tahun 1950an. Struktur Peralatan mesin CNC pada dasarnya dibuat dengan cara yang sama seperti peralatan mesin konvensional. Pergerakan yang diperlukan untuk merakit peralatan mesin (meja, menara, dll.) dihitung, dikendalikan dan diuji oleh komputer.
Kecepatan pemesinan peralatan mesin CNC yang lebih tinggi dan pengurangan waktu dasar, commissioning, persiapan, dan penyelesaian pada mesin akan meningkatkan produktivitas. Karena kelebihan yang disebutkan di atas, peralatan mesin CNC sering digunakan dalam produksi pemotongan. Dikembangkan untuk produksi mesin penguliti pesawat terbang dengan presisi tinggi, Numericord "Nc5" mulai beroperasi pada tahun 1955 di pabrik G&L di Fond du Lac, Wisconsin.
Konsep pabrik CNC modern sedikit berbeda dari model asli yang dibuat di MIT pada tahun 1952.
KARAKTERISTIK MESIN PERKAKAS CNC MODERN
Pada pengukuran posisi langsung (lihat Gambar 2.8), skala pengukuran disediakan pada pembawa atau pada meja mesin sehingga ketidakakuratan pada sambungan poros dan penggerak tidak mempengaruhi nilai yang diukur. Pada pengukuran posisi tidak langsung (lihat Gambar 2.9), jalur perjalanan ditentukan dengan menggunakan putaran sekrup bola yang dilengkapi dengan piringan pulsa sebagai skala pengukuran. Dalam pengukuran posisi absolut (lihat Gambar 2.10), skala pengukuran yang diberi kode segera menunjukkan posisi pembawa dengan mengacu pada titik orientasi tetap pada mesin.
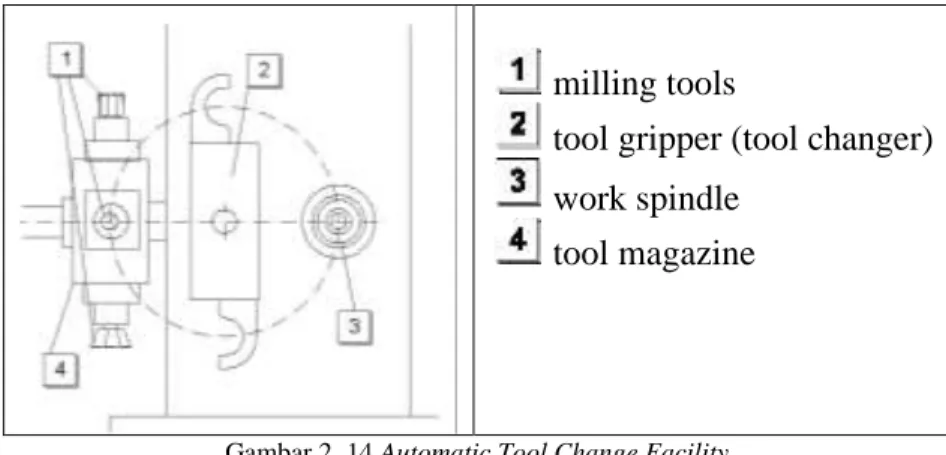
Dalam pengukuran posisi inkremental (lihat Gambar 2.11), digunakan skala pengukuran dengan grid sederhana yang terdiri dari area terang dan gelap. Perkakas turret (lihat Gambar 2.12) banyak digunakan untuk mesin bubut dan magasin perkakas untuk mesin milling. Pada tool magazine, penggantian pahat menggunakan sistem gripping yang disebut juga dengan tool changer (lihat Gambar 2.14).
Aplikasi sistem kendali PTP yang paling umum adalah pengeboran, pengikisan, penyadapan, penyadapan, dan pelubangan lembaran, gambar 2.16.

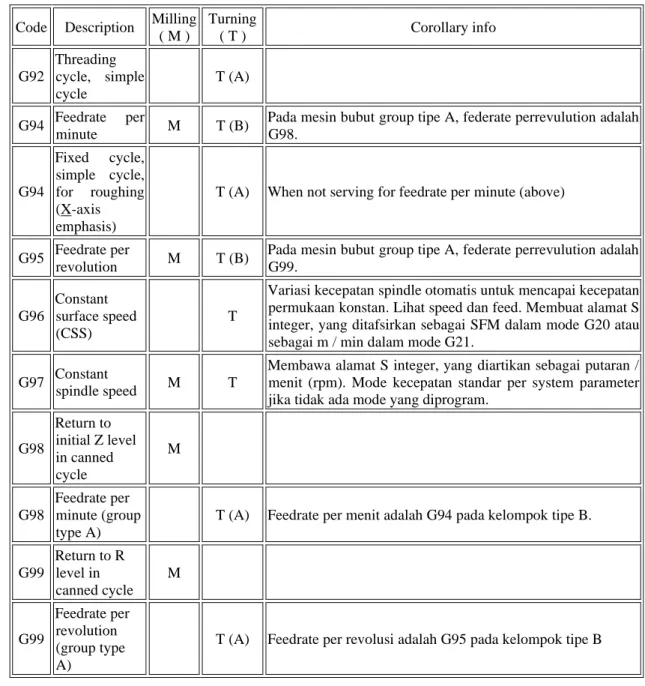
KODE G DAN KODE M
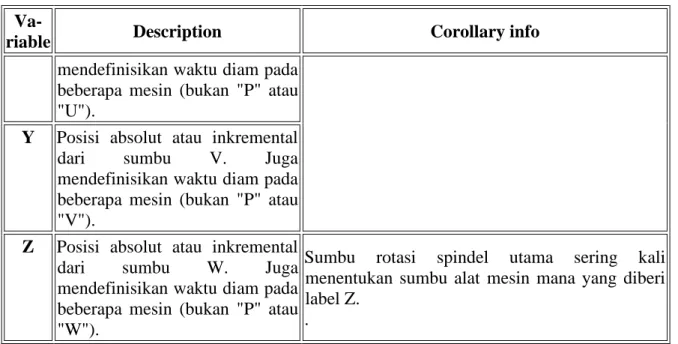
Pada mesin multifungsi (rotary mill atau rolling mill), spindel mana yang menerima masukan (spindle utama atau sub spindel) ditentukan dengan kode M yang berbeda. V Tambahan sumbu tambahan yang sesuai dengan sumbu Y Hingga tahun 2000an, alamat V sangat jarang digunakan karena kebanyakan mesin bubut yang menggunakan U dan W tidak memiliki sumbu Y, sehingga tidak menggunakan V. Green dkk 1996[ 2] ] bahkan tidak menyertakan V di tabel alamatnya.). Pada sebagian besar mesin bubut CNC (dibuat tahun 1960an hingga 2000an), ZX adalah satu-satunya bidang yang tersedia, jadi tidak ada kode G017 hingga G019 yang digunakan.
Pembubutan: Seringkali tidak memerlukan alamat D atau H pada mesin bubut, karena pahat mana pun yang aktif secara otomatis memanggil offset geometri dengannya. Salah satu tambahan terpenting adalah siklus bubut lainnya, yang digunakan untuk threading - siklus pengulangan ganda G76. Pembubutan: Biasanya tidak diperlukan pada mesin bubut, karena alamat grup-1 G yang baru (G00 hingga G03) membatalkan siklus aktif apa pun.
M99 juga dapat digunakan dalam program utama dengan blok lompat untuk perulangan tanpa akhir dari program utama untuk pekerjaan batang pada mesin bubut (hingga operator menonaktifkan blok lompat).
MESIN CNC BERBASIS EMCO
M ESIN CNC TU- 2A
Rumah alat potong pada mesin bubut CNC TU-2A digunakan untuk menahan alat potong atau pahat. Vs = kecepatan potong; d = diameter benda kerja; s = jumlah putaran sumbu utama Kecepatan potong maksimum yang diijinkan bergantung pada. Gambar berikut menunjukkan hubungan antara diameter benda kerja dan diameter untuk berbagai tingkat kecepatan potong untuk bahan teknis yang berbeda.
Hitung jumlah putaran yang Anda ketahui dengan diameter benda kerja untuk kecepatan potong material yang disarankan. -kontrol - servis manual Mesin bubut CNC ditempatkan pada panel kontrol mesin CNC TU-2A, seperti terlihat pada Gambar 3.14 di bawah ini:. G21 memungkinkan Anda untuk mengedit program yang sudah ada di memori mesin CNC TU-2A dan TU-3A dengan menekan tombol ~+INV. G21 otomatis muncul di monitor, yaitu blok kosong dengan nomor blok baru, nomor blok Pesanan terupdate secara otomatis.
Subrutin biasanya diperlukan untuk menyusun program CNC untuk dua atau lebih bentuk pekerjaan yang sama pada suatu benda kerja. Mesin bubut CNC TU-2A dapat digunakan untuk memutar ulir kanan, ulir kiri, baik internal maupun eksternal, dengan kemungkinan pitch 0,02 hingga 0,02. Kode G5 dimaksudkan untuk mengaktifkan fungsi floppy disk mesin CNC TU-2A dan TU-2A untuk fungsi menyimpan program pada disket, memanggil program CNC dari disket ke mesin CNC dan memformat disket, yang mana dilakukan sebagai berikut :.
Berikut ilustrasi blok pemrograman thread cycle pada mesin CNC TU-2A. Pada aplikasi G78, kolom K merupakan kolom nilai range thread yang akan dihasilkan. Berbeda dengan perintah G84, benda kerja akan mengalami pengecilan diameter sepanjang titik koordinat yang telah ditentukan sebelumnya, sedangkan G88 memperkecil panjang benda. Bilah pahat berada pada posisi diameter = 30 mm dan = 20 mm dari ujung benda kerja.
Titik nol mesin berada tepat pada perpotongan garis sumbu dan bidang ujung benda kerja, gambar 36. 25) G94 Kecepatan awal dalam mm/menit (inci/menit). Bersihkan meja mesin CNC TU-2A dari segala jenis kotoran agar stand hand dapat terpasang dengan baik.

M ESIN CNC TU-3A
Rumah alat potong pada mesin milling berfungsi untuk menjepit alat potong (tool holder) pada saat proses pemotongan benda kerja. Nilai kecepatan potong ditentukan oleh jenis pahat dan jenis benda kerja yang dipotong. Kontur luar harus digiling dengan mesin milling CNC TU-3A. Inkremental Diameter pemotong frais yang digunakan adalah ϕ12 mm.
Posisi penggilingan awal : 5 mm dari sisi kiri benda kerja (X) dan 5 mm dari sisi terdekat benda kerja (Y).

MESIN CNC BERBASIS MITSHUBISHI
EDULATHE M70V
Setelah pengembalian posisi referensi selesai, parameter direferensikan dan diatur secara otomatis untuk sistem koordinat dasar mesin dan sistem koordinat benda kerja (G54 hingga G59). Sistem koordinat lokal (G52) berlaku untuk sistem koordinat yang ditentukan oleh perintah untuk sistem koordinat benda kerja 1 sampai 6. Penampang benda kerja yang dikerjakan pada mesin bubut berbentuk lingkaran, dan nilai diameter atau jari-jari lingkaran dapat digunakan . agar perintahnya bergerak ke arah sumbu X.
Ketika mesin bubut dengan sumbu linier (sumbu X, Z) dan sumbu putar (sumbu C) yang berfungsi sebagai sumbu pengatur akan melakukan penggerindaan pada permukaan ujung benda kerja atau pada arah memanjang benda kerja, fungsi ini menggunakan a sumbu Y hipotetis yang tegak lurus terhadap sumbu X dan Z untuk memungkinkan sorotan bentuk diprogram sebagai perintah ortogonal dari sistem koordinat X, Y, dan Z. Ketika konten yang ditampilkan mencakup beberapa halaman, ini menampilkan konten halaman sebelumnya . Jika konten yang ditampilkan mencakup beberapa halaman, maka konten halaman berikutnya akan ditampilkan.
Config Menampilkan konfigurasi H/W dan S/W (Nomor dan versi S/W) Option Menampilkan detail opsi yang terdaftar di memori NC. Mode pelacakan posisi mesin: Titik nol dapat dialihkan antara titik nol posisi mesin dan titik koordinat posisi benda kerja dengan parameter set03". Perintah G02 adalah gerakan pahat melingkar searah jarum jam, sedangkan G03 adalah gerakan pahat melingkar berlawanan arah jarum jam dengan catatan pahat di atas sumbu benda kerja.
Dengan kompensasi radius hidung pahat, satu titik di antara titik pada gambar di bawah menunjukkan hubungan posisi untuk setiap no. 2) Ujung hidung alat dan operasi kompensasi. Garis ns diawali dengan kode G00 pada posisi awal kontur benda kerja yang dikerjakan, sedangkan baris berikutnya menggunakan kode G1 atau G02/G03 masing-masing untuk garis lurus dan garis lengkung. Contoh 1 programmer G71 dan G70 dapat dilihat pada gambar dan keterangan dibawah ini :. diameter alat pemotong / sisipan DNMG).
Siklus tetap G74 secara otomatis memasuki alur searah dengan benda kerja dengan memerintahkan koordinat titik akhir alur, jumlah pemotongan, jumlah perpindahan pemotong, dan pelepasan pemotong di bagian bawah pemotongan. Siklus tetap G75 secara otomatis memasuki alur dalam arah memanjang benda kerja dengan memerintahkan koordinat titik akhir alur, jumlah pemotongan, jumlah pergeseran pemotong, dan pelepasan pemotong di bagian bawah pemotongan. Siklus tetap G76 memungkinkan benda kerja dipotong pada sudut yang diinginkan dengan mengatur titik awal dan akhir pemotongan berulir, dan memotong secara otomatis sehingga penampang pemotongan (torsi pemotongan) konstan per lintasan pemotongan.
The Z coordinate of the endpoint for the thread is specified as an absolute or incremental value.
EDUMILL M70V
JOBSHEET DAN LATIHAN MANDIRI
JOBSHEET EDULATHE M70
LATIHAN MANDIRI
JOBSHEET EDULMILL M70V
LATIHAN MANDIRI EDUMILL M70