British standards, ISO standards, Co Labeling and OKO tex100 standards which give an idea about the quality standards for clothing. The degree of mastery of the standard forms the basis for the selection to achieve that quality level.
SOURCES OF QUALITY STANDARDS
Government Standards - These are standards either developed by the government or developed by some other organization(s) and approved by the government. Full Consensus Standards - These are standards developed by representatives of all sectors, such as industry, consumer, government, academia, who have an interest in using these standards either as producers or consumers.
AMERICAN ASSOCIATION TEXTILE CHEMISTS AND COLOURISTS (AATCC)
More than 9,100 ASTM standards are published annually in the 71-volume ASTM Standards Yearbook. These standards and related information are sold worldwide. Of particular interest to quality professionals in the textile and clothing industry would be volumes 07.01 and 07.02 on textiles.
AMERICAN NATIONAL STANDARDS INSTITUTE (ANSI)
Through ANSI, the United States has immediate access to the ISO and IEC standards development processes. As part of its responsibilities as the U.S. member body of ISO and IEC, ANSI accredits the U.S.
BRITISH STANDARDS INSTITUTION (BSI)
ANSI was a founding member of the ISO and plays an active role in its governance. ANSI participates in almost the entire technical program of both the ISO (78% of all ISO technical committees) and the IEC (91% of all IEC technical committees) and administers many key committees.
ISO STANDARDS
ISO 9000 STANDARDS
The ISO 9000 family of standards is related to quality management systems and designed to help organizations ensure that they meet the needs of customers and other stakeholders while meeting legal and regulatory requirements related to the product. ISO 9000 addresses the fundamentals of quality management systems, including the eight management principles on which the family of standards is based.
ISO 14000 STANDARDS
ISO 14000 is a family of standards related to environmental management that exists to help organizations. a) reduce as much as possible how their operation (processes, etc.) negatively affects the environment (i.e. causes harmful changes in air, water or soil); ISO 14000 covers a wide range of requirements that may go beyond compliance and legislation in seeking to improve the quality of an organization's environmental management activities.
TOTAL QUALITY MANAGEMENT SYSTEMS .1 INTRODUCTION
OBJECTIVES OF TQM
TQM IN MANUFACTURING ORGANIZATION
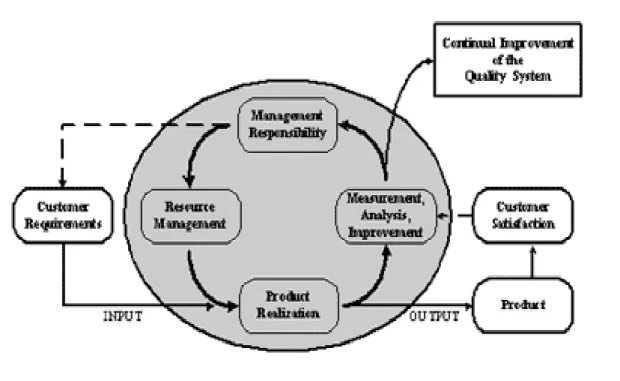
TOTAL QUALITY MANAGEMENT MODEL
In light of the proliferation of eco-labels, the Coordination Committee for the Textile Industry in the EC (COMITEXTIL) supports a common European label. Quality standards for the clothing industry and its management systems help improve all processes in the organization.
LESSON END ACTIVITIES
INTRODUCTION
SENSITIZING DYE STUFFS
Vat green1 has been reported to cause five cases of contact dermatitis in blue uniforms of nurses. A study conducted on 1813 subjects patch-tested with 12 reactive dyes revealed 18 patients sensitive to these dyes.
ALLERGIC DYES
In the current context, specific azo dyes that release one of twenty harmful amines are prohibited under German law. In the EU, some steps have been taken towards testing these types of dyes in toys, laid down in EN71-9, although this is currently a voluntary standard, unlike parts 1 to 3 of the same standard.
CARCINOGENIC AMINES
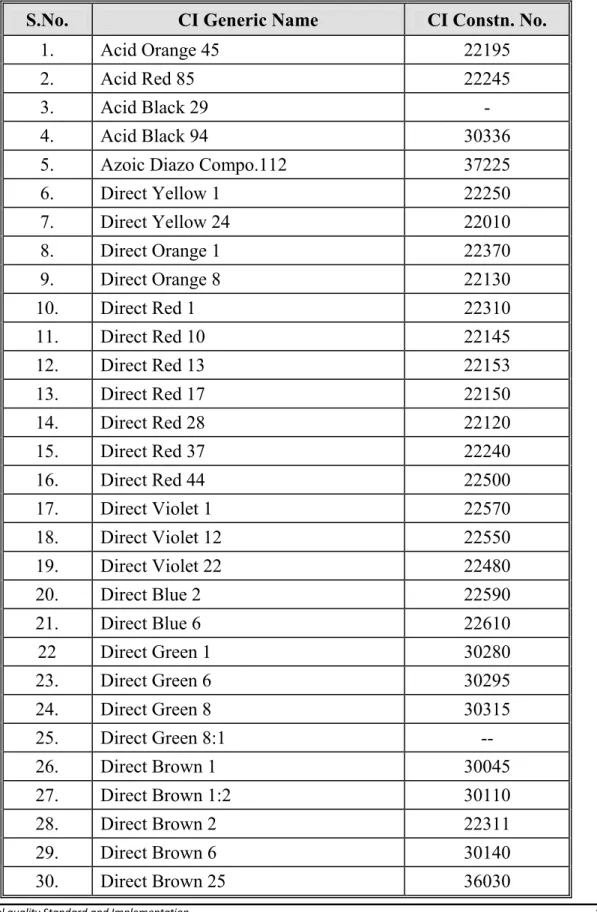
DYES RED-LISTED AS PER ECO SPECIFICATIONS
ECO MANAGEMENT OF TEXTILE AND APPAREL INDUSTRY An effective ecology management system involves establishing a complete
To whom the person is responsible The authority invested in the person Duties and responsibilities of the person Appointing a management representative. The audit should cover every part of the organization, including purchasing, training, management, responsibilities and document control.
GLOBAL SCENARIO
ENVIRONMENT FRIENDLY TEXTILES
Ecological problems have become significant in recent years, especially in the textile and clothing industry, a sector not known for its environmental friendliness. Textile and clothing manufacturers are encouraged to re-examine the entire life cycle of their products with the aim of minimizing environmental degradation at every stage, from production to disposal. As the textile and clothing industry transitions to an eco-friendly lifestyle, how can the textile and clothing industry minimize environmental degradation at every stage, from production to disposal?
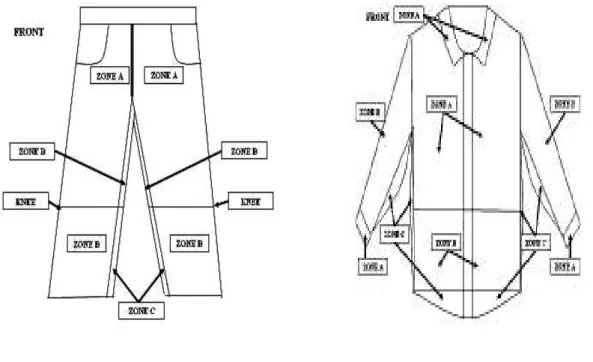
GARMENT DEFECTS
- CUTTING DEFECTS
- ASSEMBLY DEFECTS
- PRESSING
- FINISHING AND PACKAGING DEFECTS
Parts will not catch in the laying, causing thin clothing or requiring cutting. M.Sc., Costume Design and Fashion. Lets the knife lean, causing the top and bottom layers to be different sizes. M.Sc., Costume Design and Fashion. This is due to management errors in selection or operating personnel not following specifications. M.Sc., Costume Design and Fashion.
LET US SUM UP
LESSON END ACTIVITIES
With the kind of awareness and constraints that textile ecology brings around the world, the first thing every textile processor needs to know before processing any textile material is the end use of the textile being processed and the country to which it is being processed. is exported. Generally, these labels are voluntary and are usually used to promote the products based on their eco-friendly features. The Eco Specification helps address some of the biggest challenges facing our business and the world.
DRY CLEANING USING OZONE
Ozone Dry Cleaning System The use of ozone has long been a staple in the dry cleaning and sanitation industry, but is experiencing somewhat of a renaissance as more powerful ozone generators and larger and more advanced systems such as the Ak47 come onto the market. Ozone is an environmentally friendly substance that removes odors from clothing, including smoke, urine, vomit, cigars, skunk and other substances. Although it is quite easy to make ozone via corona discharge (like a lightning bolt), modern ozone generators have left many of the problems of the older systems behind them.
DEPLETING CHEMICALS Ozone Depleting Chemicals
But when chemicals are mixed with water, the mixture can become acidic or basic. Textiles whose pH is neutral (pH 7) or in slightly acidic areas (below 7) are skin-friendly.
FORMALDEHYDE CONTENTS
In animal studies, rats exposed to high levels of formaldehyde in the air developed nasal cancer. The Occupational Safety and Health Administration has set a permissible exposure limit for formaldehyde of 0.75 ppm for one hour per workday.
HEAVY METAL CONTENTS
The maximum permissible limits of heavy metals in drinking water under Indian Standards are less than 1 ppm in almost all cases. Prolonged exposure to heavy metals can cause health problems such as kidney failure, emphysema, allergies and even cancer. Among the various heavy metals, iron, copper, aluminum and tin are considered safer compared to lead, chromium, cadmium and mercury.
PESTICIDES AND HERBICIDES
AZO DYE STUFFS
Non-fixed, water-soluble azo dyes can also come into contact with the skin through sweat fluid.
NICKEL
In other internal parts, for example in the liver, azo compounds can be broken down by certain enzyme systems. Nickel sensitization worsens at body sites when sweat leaches nickel from metal.
PENTACHLOROL PHENOLS
In the textile and leather industry, PCP is mostly used for conservation finishing; in woody products, PCP can be used in preservative paints. In practice, the low maximum concentrations allowed in Germany imply that the use of PCP is prohibited. Short-term exposure to large amounts of PCP can cause harmful effects on the liver, kidneys, blood, lungs, nervous system, immune system and digestive tract.
COLOR FASTNESS
BRIGHTENERS
The use of optical illuminators should be avoided to the greatest extent in the production of tails, underwear and baby diapers. 135 It is mainly used in the bleaching of polyester fibers and plastics, as well as in the bleaching of CBS- polyester fabric. 184 It is widely used in the bleaching of thermoplastics, PVC, PP, PE, PS, ABS, paints, inks and clothing.
SOFTENING AGENTS
The emollients used are hygroscopic or lubricating agents, which facilitate the sliding of the fibers in the fabric structure, facilitating the deformation and wrinkling of the fabric. In most cases, the duration of the effect is limited, because the products applied during the treatment are eliminated by subsequent washing; for this reason they should be applied in the final phase of treatment. These are the best plasticizers and are also called molecular velvet agents because they form bonds with the cationic group on the surface of the fiber, usually with a negative electrical potential.
LESSON END ACTIVITIES
Quality management with inspection, testing and the seven quality tools Product specifications and analysis using analytical tools.
STARTING A QUALITY CONTROL PROGRAM
To achieve the overall objective of quality control, we will need to establish, document and maintain a system that can ensure that products in total conform to standards, specifications and sealed samples.
IMPLEMENTATION OF QUALITY SYSTEMS IN PRODUCTION LINE
Quality consultants can provide background on standards and specifications to owners and managers to show the benefits of a quality system. If YES, you could benefit from a Quality Systems - Gap Assessment What is Quality Systems - Gap Assessment. The above can help your firm understand the business and the firm's quality system needs.
PRODUCT SPECIFICATIONS AND ANALYSIS USING ANALYTICAL TOOLS
QUALITY MANAGEMENT THROUGH INSPECTION
This is an example of how a continuous score of defects can be kept for easy analysis of data. Therefore, the number of defects and the number of defective samples are not the same. Tissue defects can be further analyzed and grouped into different categories of defects (such as spots, stains, missing picks, dropped stitches, etc.). A third area of concern should be open seams, which consist of total defects.
MANAGING QUALITY THROUGH TESTING
Individuals selected for the job of quality control inspector must have a lot of initiative and be able to work under minimal supervision. Quality control inspectors should not be paid on a fee basis, but should be salaried employees.
SEVEN QUALITY TOOLS
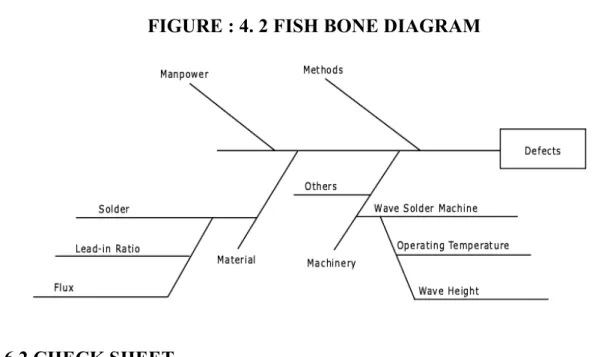
- CAUSE-AND-EFFECT DIAGRAM OR FISH BONE DIAGRAM
- CHECK SHEET
- CONTROL CHARTS
- FLOW CHART
- HISTOGRAM
- PARETO CHART/ BAR CHARTS
- SCATTER DIAGRAM
Flowchart or run diagram is used to understand the process and identify the variables that affect it. Bar chart showing the number of times an event occurs, often derived from the results of a control sheet. This goes along with the 80-20 rule which states that 80% of problems are due to only 20% of the causes.
LET US SUM UP
LESSON END ACTIVITIES
QUALITY COSTS AND CUSTOMER RETURNS .1 QUALITY COSTS
CUSTOMER RETURNS
Since customer satisfaction, or rather customer joy, should be the ultimate goal of apparel manufacturers, data on customer returns should be part of quality information system and such data should be regularly reviewed by senior management. Customers should be encouraged to contact the manufacturer when garments do not perform well or fit improperly. Another 45% complain to a front-line retail employee who will either handle or mishandle the complaint.
INSPECTION PROCEDURES
INCOMING MATERIAL INSPECTION The incoming material upon reception is checked
In the experience of one of the authors, sometimes a single customer complaint reveals a significant problem. There are also cases where clothing manufacturers were very grateful and valued the return information they received from retailers because this information helped them improve the quality of their products and of course the image of those products with them. It ensures that the quality and compliance of accessories and components match your expectations and elements confirmed during the development phase.
SOURCE INSPECTION
Control of accessories and components' conformity and quality (trims, textile accessories, interlining, embroidery, laces and elastics, etc.).
IN-PROCESS INSPECTION
IN-LINE INSPECTION
END-LINE INSPECTION
FINAL INSPECTION
- IN-COMING GOODS INSPECTION
- VENDOR INSPECTION
- FINAL INSPECTION
- AQL AND QUALITY CONTROL
- LET US SUM UP
- LESSON END ACTIVITIES
- REFERENCES
The quantity in the carton must be at least up to 80% of the total quantity shipped. To avoid argument, buyers and sellers agree on an AQL standard, chosen according to the level of risk assumed by each party, which they use as a reference during pre-shipment inspection. AQL' for 'Acceptance Quality Limit', and is defined as "the worst tolerable quality level" (ISO 2859 standard).