II-1
PENJADWALAN PERENCANAAN PRODUKSI PRODUK
MIXED MODEL PADA REFRIGERATOR BUSINESS UNIT DI
PERUSAHAAN ELEKTRONIK JAKARTA
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh :
DENDI RINALDI
NIM. 060403088
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
2 0 1 1
PENJADWALAN PERENCANAAN PRODUKSI PRODUK
MIXED MODEL PADA REFRIGERATOR BUSINESS UNIT DI
PERUSAHAAN ELEKTRONIK JAKARTA
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari
Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh :
DENDI RINALDI
060403088
Disetujui Oleh :
Dosen Pembimbing I, Dosen Pembimbing II,
Ir. Mangara M. Tambunan, M.Sc) (Dr. Eng. Ir. Listiani Nurul Huda, MT)
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
2011
KATA PENGANTAR
Puji dan syukur kepada Allah SWT karena atas rahmat dan kuasa-Nya Laporan Tugas Sarjana ini dapat diselesaikan dengan baik.
Laporan Tugas Sarjana merupakan salah satu syarat akademis yang harus dipenuhi untuk mendapatkan gelar sarjana S-1 di kampus Universitas Sumatera Utara. Laporan ini berisi tentang keadaan dan aktivitas yang dilakukan mahasiswa di perusahaan untuk melakukan penelitian berdasarkan metode analisis yang telah dipilih sebelumnya sesuai masalah yang ada di perusahaan.
Tugas sarjana ini berjudul “Penjadwalan Perencanaan Produksi
Produk Mixed Model pada Refrigerator Business Unit di Perusahaan
Elektonik Jakarta”. Tugas sarjana ini disusun berdasarkan sumber literatur
mengenai perencanaan dan pengendalian produksi agar dihasilkan suatu usulan jadwal produksi.
Hasil yang optimal berusaha penulis berikan dalam Laporan Tugas Sarjana ini namun disadari bahwa masih banyak kekurangan yang terdapat di dalam Laporan Tugas Sarjana ini, karena itu diharapkan saran yang membangun demi penyempurnaan pada penyusunan Laporan yang selanjutnya.
Akhir kata, semoga Laporan Tugas Sarjana ini bermanfaat.
Medan, Juni 2011 Penulis
UCAPAN TERIMA KASIH
Dalam penulisan Tugas Sarjana ini, penulis telah banyak mendapat bimbingan dan dukungan dari berbagai pihak, baik berupa materi, moral, informasi maupun administrasi. Oleh karena itu, sudah selayaknya penulis mengucapkan terima kasih kepada :
1. Orangtua beserta saudara penulis yang telah mendukung penulis dalam doa, materi, moral juga semangat untuk menyelesaikan Laporan Tugas Sarjana. 2. Bapak Ir. Mangara M. Tambunan, M.Sc. selaku Dosen Pembimbing I yang
telah memberi bimbingan dan bantuan selama pelaksanaan dan pengerjaan Laporan Tugas Sarjana.
3. Ibu Dr. Eng. Ir. Listiani Nurul Huda, MT selaku Dosen Pembimbing II yang telah banyak memberi bimbingan, ilmu dan bantuan selama pelaksanaan dan pengerjaan Laporan Tugas Sarjana.
4. Ibu Ir. Khawarita Siregar, MT selaku Ketua Departemen Teknik Industri Universitas Sumatera Utara.
5. Bapak Ir. Ukurta Tarigan, MT., selaku Sekretaris Departemen Teknik Industri USU.
6. Bapak Prof. Dr. Ir. Sukaria Sinulingga, M.Eng., selaku pembanding I, yang memberikan masukan dan saran terhadap Laporan Tugas Sarjana.
8. Ibu Ir. Nurhayati Sembiring, MT., selaku pembanding III, yang memberikan masukan dan saran terhadap Laporan Tugas Sarjana.
9. Bapak Aulia Ishak, ST, MT selaku dosen Kordinator Tugas Sarjana yang telah memberi dukungan dan bantuan selama pelaksanaan Tugas Sarjana.
10.Bapak Prof. Dr. Ir. Sukaria Sinulingga, M.Eng., selaku Koordinator Bidang Rekayasa Sistem Manufaktur, yang telah membimbing Penulis selama pengerjaan Pra-proposal Tugas Sarjana.
11.Ibu Ir. Rosnani Ginting, MT dan Bapak Ikhsan Siregar, ST, M.Eng selaku Kepala dan staf Laboratorium Sistem Produksi yang telah banyak memberi bantuan selama pelaksanaan Tugas Sarjana.
12.Bapak Heru Santoso selaku Vice Precident dan Bapak Dewanto selaku Kepala
General Affair and Human Resource Development perusahaan elektronik
Jakarta yang memberi kesempatan penulis untuk menjalankan penelitian.
13.Bapak Agus Dimyati selaku pembimbing selama di perusahaan yang memberikan ide, masukan, serta informasi selama menjalankan penelitian. 14.Bapak Bahrun selaku Business Unit Manager, Bapak Arief Wibowo selaku
Personal Factory, dan Bapak Bambang selaku bagian PPC serta seluruh
karyawan dan karyawati pada Refrigerator Business Unit yang memberikan arahan, informasi, dan bantuan selama penelitian.
16.Rekan penulis Hendi Marzuki, Ramadani Saputra, M. Hikmat Oktavian, Muhammad Hidayat Mubin, Ria Apriani dan Saepul Hidayat yang telah memberikan banyak masukan dan diskusi bagi penyempurnaan Laporan Tugas Sarjana.
17.Sahabat-sahabat terdekat penulis antara lain Novrizal, Astrina, Damayanti, Maryani, Iman Rizki, Ahmad Fauzi Alkaromi, Andrico Ferdian, dan Christina yang telah memberikan banyak sekali bantuan dukungan dan materi.
18.Rekan-rekan Asisten Laboratorium Sistem Produksi antara lain Dian Amru, Akhmad Afandy, Jefry Darma M. Napitupulu, Riski Yohana, Silvia Margaretha, Arif Fadillah, Indra Suriadi, Susanto, Winny, Suhartono, Yessi, Aulia, Puput, Rahma, Gudiman yang sudah berbagi ilmu dan dukungan. 19.Semua rekan-rekan Teknik Industri USU stambuk 2006 yang telah membuat
termotivasi dan bangga akan mereka.
Akhirnya, kiranya Tuhan Yang Maha Esa yang mengaruniakan berkah-Nya dalam perjalanan hidup Bapak, Ibu dan saudara sekalian.
Medan, Mei 2011 Penulis,
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
DAFTAR ISI ... viii
DAFTAR TABEL ... xiii
DAFTAR GAMBAR ... xv
DAFTAR LAMPIRAN ... xvi
ABSTRAK ... xvii
I PENDAHULUAN ... I-1
1.1. Latar Belakang Permasalahan ... I-1 1.2. Rumusan Permasalahan ... I-3 1.3. Tujuan Penelitian ... I-3 1.4. Asumsi dan Batasan Penelitian ... I-4 1.5. Manfaat Penenlitian ... I-4 1.6. Sistematika Penulisan Tugas Akhir ... I-5
II GAMBARAN UMUM PERUSAHAAN ... II-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.2. Ruang Lingkup Bidang Usaha ... II-2 2.3. Struktur Organisasi ... II-2 2.3.1. Struktur Organisasi Perusahaan ... II-2 2.3.2. Struktur Organisasi Refrigerator Business Unit ... II-5 2.4. Jumlah Tenaga Kerja dan Jam Kerja Perusahaan ... II-11 2.4.1. Jumlah Tenaga Kerja ... II-11 2.4.2. Jam Kerja Perusahaan ... II-13 2.5. Sistem Pengupahan dan Fasilitas Lainnya ... II-13 2.6. Proses Produksi ... II-15 2.7. Mesin Produksi ... II-23
III LANDASAN TEORI ... III-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.8.1. Pendekatan Pertama: Perencanaan Tradisional ... III-21 3.8.2. Perbaikan Pertama: Basis Mingguan ... III-22 3.8.3. Perbaikan Lanjutan: Basis Harian ... III-23 3.8.4. Mencari Pola atau Urutan Product Leveling ... III-24 3.9. Studi Waktu ... III-26
IV METODOLOGI PENELITIAN ... IV-1
4.1. Jenis Penelitian ... IV-1 4.2. Temapat dan Waktu Penelitian ... IV-1 4.3. Kerangka Konseptual ... IV-1 4.4. Objek Penelitian ... IV-3 4.5. Variabel Penelitian ... IV-3 4.6. Instrumen Penelitian ... IV-4 4.7. Pengumpulan Data ... IV-4 4.8. Pengolahan Data ... IV-5 4.9. Metode Analisis ... IV-7 4.10. Kesimpulan dan Saran ... IV-7
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.1.1. Data Proses Produksi ... V-1 5.1.2. Data Kecepatan Conveyor dan Produk ... V-1 5.1.3 Data Waktu Proses ... V-2 5.1.4. Jam Kerja ... V-3 5.1.5. Existing Produksi Aktual ... V-4 5.2. Pengolahan Data ... V-4 5.2.1. Uji Kecukupan Data ... V-4 5.2.2. Waktu Proses ... V-7 5.2.1. Rating Factor ... V-9
5.2.2. Allowance ... V-9 5.3. Produksi Aktual ... V-10 5.4. Perbaikan dengan Metode Heijunka ... V-13 5.4.1. Product Leveling ... V-13
5.4.1.1. Pendekatan Pertama: Perencanaan
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
VI ANALISI PEMECAHAN MASALAH ... VI-1
6.1. Analisis Jadwal Existing Produksi Perusahaan dengan
Heijunka ... VI-1 6.2. Analisis Nilai VAE Existing Produksi Perusahaan dan
Heijunka ... VI-3 6.3. Analisis Jumlah Produk yang Dihasilkan ... VI-4 6.4. Analisis Waktu Produksi Existing Produksi Perusahaan
dengan Heijunka ... VI-5
VII KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-1
DAFTAR PUSTAKA
DAFTAR TABEL
TABEL HALAMAN
2.1. Jumlah Tenaga Kerja Refrigerator Business Unit ... II-12 2.2. Sistem Pembagian Jam Kerja Perusahaan ... II-13 2.3. Mesin Produksi ... II-24 3.1. Once a Month Production (Unleveled) ... III-22
3.2. Once a Week Production... III-23
3.3. Once a Day Production ... III-23
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi Perusahaan Elektronik ... II-2 2.2. Struktur Organisasi Refrigerator Business Unit ... II-7 2.3. Flow Process Pembuatan Kulkas ... II-16
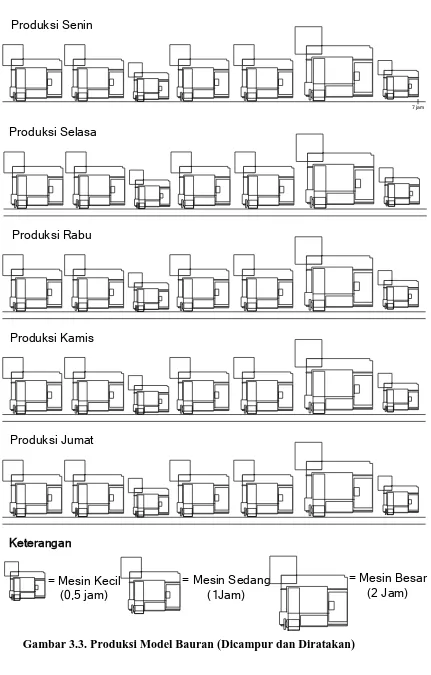
3.1. Tiga M ... III-1 3.2. Produksi Tradisional (Tidak Dicampur dan Tidak Diratakan) ... III-9 3.3.. Produksi Model Bauran (Dicampur dan Diratakan) ... III-12 3.4. Product Leveling (Leveled) ... III-26
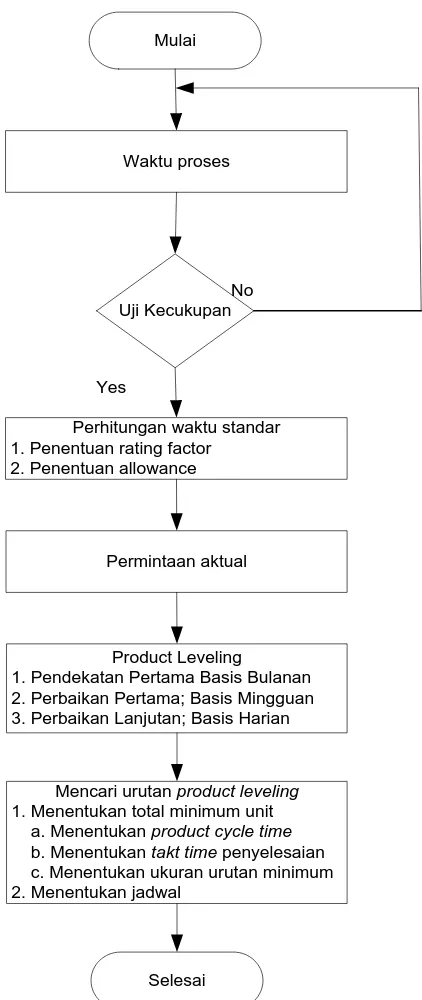
3.5. Peta Kontrol Shewhart ... III-31 4.1. Blok Diagram Prosedur Penelitian ... IV-2 4.2. Kerangka Konseptual ... IV-3 4.3. Blok Diagram Pengolahan Data ... IV-6 6.1. Perbandingan Nilai VAE Perusahaan dengan Pendekatan
Heijunka ... VI-3 6.2. Perbandingan Jumlah Produk Perusahaan dengan Pendekatan
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Tabel Allowance ... L-1 2. Surat Permohonan Tugas Sarjana Halaman 1 (FM-TS-01-01A) ... L-4 3. Formulir Penetapan Tugas Sarjana Halaman 2 (FM-TS-01-01A) ... L-5 4. Surat Permohonan Riset Tugas Sarjana ... L-6 5. Surat Balasan Penerimaan Riset Tugas Sarjana di PT Mahogany Lestari L-7 6. Surat Keputusan Tugas Sarjana Mahasiswa ... L-8 7. Berita Acara Laporan Tugas Sarjana (FM-TS-01-04A) dengan Dosen
Pembimbing I ... L-9 8. Berita Acara Laporan Tugas Sarjana (FM-TS-01-04A) dengan Dosen
ABSTRAK
Perusahaan elektronik di Jakarta merupakan salah satu perusahaan yang memiliki enam business unit yaitu Refrigerator, Audio, Electric Fan, Air
Conditioner, Water Pump, dan Loundry System. Dalam menjalankan produksi
khususnya pada Refrigerator Business Unit, perusahaan mengalami permasalahan pada penjadwalan produksinya karena terdapat 30 model yang diproduksi sesuai permintaan menyebabkan perusahaan sulit untuk melakukan penjadwalan.
Salah satu penjadwalan yang dipakai dalam sistem produksi toyota (just in
time) adalah sistem produksi campur merata (leveling atau Heijunka) yaitu
penjadwalan ini mengalokasikan permintaan dari berbagai jenis produk dengan merata setiap harinya untuk diproduksi.
Penelitian dilakukan pada bagian finishing yaitu proses yang mengalami waktu terpanjang dalam kegiatan produksi. Tahapan yang dilakukan adalah menghitung waktu proses tiap model dan existing produksi aktual yaitu
bulanDesember 2010. Sebagai ukuran perbandingan hasil dari keadaan aktual dan metode Heijunka, digunakan value adde efficiency (VAE), jumlah produk yang dihasilkan, dan overtime produksi.
Hasil penelitian ini diperoleh bahwa metode Heijunka dengan basis harian memiliki nilai terbaik dibandingkan basis bulanan dan mingguan. Nilai VAE bulanan terkecil yaitu 0,10% dibandingkan dengan keadaan aktual sebesar 0,15%. Basis mingguan sebesar 0,47% sedangkan pada basis harian yaitu sebesar 1,69%. Untuk jumlah produk yang dihasilkan,pada keadaan aktual dan basis bulanan dihasilkan sebesar 34.500, basis mingguan menghasilkan kapasitas berlebih sebesar 0,015% sedangkan basis harian dihasilkan kelebihan kapasitas produksi sebesar (0,64%). Dan untuk overtime, keadaan aktual sebesar 181215,11 detik sedangkan pada basis harian dihasilkan sebesar 150158,16 detik atau berkurang sebesar 17,14%.
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Berkembangnya persaingan dan semakin beragamnya kebutuhan konsumen terhadap barang elektronik menyebabkan produsen tidak dapat menghasilkan jenis produk tunggal baik fungsi, model, dan ukuran. Beragamnya jenis produk mengakibatkan sulitnya pengaturan waktu, mengalokasikan fasilitas, peralatan ataupun tenaga kerja bagi suatu kegiatan operasi dan menentukan urutan pelaksanaan kegiatan operasi.
Perusahaan elektronik di Jakarta merupakan salah satu perusahaan yang memiliki enam business unit yaitu Refrigerator, Audio, Electric Fan, Air
Conditioner, Water Pump, dan Loundry System. Perusahaan ini bersifat make to
order yaitu pesanan yang diperoleh dari permintaan perusahaan induknya.
Penjadwalan pada perusahaan ini khususnya di Refrigerator business unit adalah penjadwalan tradisional yaitu membuat produk dengan jumlah yang besar pada satu periode tertentu yang menyebabkan pekerja, peralatan, dan mesin harus bekerja melebihi kapasitas dan berakibat pada tingginya risiko. Kemudian pada periode berikutnya, jumlah pesanan kecil maka pekerjaan menjadi sedikit sehingga pekerja, peralatan, dan mesin menjadi kurang bermanfaat (underutilized).
pipa PVC dengan jenis dan ukuran yang beragam oleh Wahyu Enie Maryati1. Hasil penelitian yang diperoleh perusahaan adalah dapat memenuhi permintaan tepat waktu dan diperoleh kelebihan produksi untuk tiap model sebesar 1,64% hingga 1,71%.
Proses produksi pada Refrigerator business unit yang menggunakan
conveyor adalah sebesar 62%. Penggunaan conveyor tidak berjalan sesuai
prosedur perusahaan karena 63% diantaranya terjadi penumpukan produk yang disebabkan oleh kecepatan perakitan produk lebih lama daripada kecepatan produk yang akan dirakit pada conveyor sehingga operator harus mematikan
conveyor agar dapat menyelesaikan pekerjaannya. Tidak berjalannya conveyor
tersebut menyebabkan kapasitas produksi perusahaan menurun sehingga tidak dapat memenuhi permintaan yang ada. Jenis produk yang dihasilkan pada
Refrigerator business unit sebanyak 30 produk. Untuk memenuhi permintaan
dengan 30 jobs (produk) maka perlu dilakukan pengalokasian terhadap job untuk menghasilkan idle capacity yang minimum yaitu dengan metode Heinjuka.
Metode Heijunka dapat digunakan untuk berbagai variasi produk dan variasi volume produksi di production line 2. Masalah yang muncul dengan adanya variasi produk dan volume produksi dalam penjadwalan yaitu trade off, sistem tidak beroperasi pada tingkat operasi yang dikehendaki, dan fluktuatif sehingga terjadi idle capacity. Solusi untuk memecahkan masalah tersebut yaitu penjadawalan dengan metode Heinjuka yang memandang idle capacity sebagai
1 Maryati, Wahyu Enie. 2001. Penjadwalan Produksi Campur Merata untuk Memenuhi Permintaan Konsumen melalui Sistem Produksi Just in Time. Jurusan Teknik Industri Universitas Muhammadiyah, Malang.
muda dan menghilangkannya dengan volume dan jenis produk yang diproduksi.
Heinjuka juga dapat menghilangkan trade off tetapi memenuhi kebutuhan konsumen tepat waktu, tepat jumlah, dan tepat spesifikasi.
1.2. Perumusan Masalah
Berdasarkan latar belakang permasalahan di atas, rumusan permasalahan yang dapat ditentukan adalah
1. Apakah kecepatan perakitan produk lebih lama daripada kecepatan kedatangan produk yang akan dirakit pada conveyor di Refrigerator business
unit?
2. Bagaimana alokasi permintaan yang berfluktuasi sehingga terjadi kekurangan kapasitas dan tidak terpenuhinya jadwal perakitan produk di Refrigerator
business unit?
1.3. Tujuan Penelitian
Tujuan dari pelaksanaan penelitian ini adalah merancang jadwal operasi produk pada kondisi mixed model di unit produksi Refrigerator untuk mendapatkan waktu produksi yang minimum.
Tujuan khusus penelitian ini, yaitu:
1. Penyusunan rancangan urutan job order untuk meminimasi makespan sehingga diperoleh waktu produksi yang minimum.
1.4. Asumsi dan Batasan Penelitian
Asumsi-asumsi yang digunakan dalam penelitian ini adalah : 1. Komponen yang diperlukan untuk semua model selalu tersedia.
2. Tidak terjadi perubahan layout, jumlah mesin dan peralatan, dan jumlah tenaga kerja yang dapat mengubah urutan operasi selama penelitian berlangsung.
3. Keseluruhan fasilitas dan mesin yang digunakan dalam proses produksi, berada dalam kondisi tidak rusak dan bekerja dengan baik.
Batasan masalah pada penelitian ini adalah sebagai berikut:
1. Metode yang digunakan dalam penelitian adalah pendekatan dengan metode Heinjuka.
2. Objek penelitian dilakukan di perusahaan elektronik di Jakarta pada Business
Unit Refrigerator.
3. Pengukuran waktu kerja hanya dilakukan untuk waktu yang berkaitan secara langsung dengan proses produksi.
1.5. Manfaat Penelitian
Manfaat yang dapat diperoleh dari penelitian ini adalah: 1. Bagi Mahasiswa
2. Bagi Perusahaan
Manfaat yang diperoleh perusahaan yaitu rujukan bagi perusahaan yang dapat digunakan sebagai rancangan alternatif penjadwalan rencana produksi dengan pendekatan Heinjuka yang tinggi dari masing-masing kegiatan.
3. Bagi Lembaga atau Institusi Pendidikan
Manfaat bagi lembaga atau institusi pendidikan yaitu sebagai tambahan referensi bagi penelitian selanjutnya yang berhubungan dengan penjadwalan rencana produksi dengan pendekatan Heinjuka yang tinggi dari masing-masing kegiatan.
1.6. Sistematika Penulisan Tugas Akhir
Sistematika penyusunan bab yang digunakan dalam penulisan tugas akhir ini adalah sebagai berikut :
Bab I berisi tentang Pendahuluan yang menguraikan latar belakang permasalahan yang mendasari peneliti untuk membuat suatu rancangan perbaikan terhadap masalah penjadwalan produksi di perusahaan, rumusan permasalahan, tujuan penelitian, ruang lingkup penelitian dan asumsi yang digunakan dalam penelitian, dan sistematika penulisan.
Di dalam Bab II berisi Gambaran Umum Perusahaan, yaitu mengenai sejarah dan gambaran umum perusahaan, struktur organisasi dan manajemen serta proses produksi pada perusahaan elektonik di Jakarta.
Penjadwalan Produksi, dan Teori Heinjuka. Sumber teori atau literatur yang digunakan diambil dari referensi buku-buku dan jurnal penelitian yang berhubungan dengan topik yang disertakan pada Daftar Pustaka.
Bab IV berisi Metodologi Penelitian yang menjelaskan tahapan-tahapan penjadwalan produksi dengan metode Heinjuka, mulai dari persiapan penelitian, pengambilan data waktu proses, pengolahan data, analisis hasil sampai kesimpulan urutan jadwal produksi.
Bab V Pengumpulan dan Pengolahan Data berisi data-data primer yaitu data pengukuran waktu proses, Rf dan Allowance, dan data sekunder berupa data rencana produksi, serta pengolahan data dengan metode Heinjuka untuk mendapatkan pemecahan.
Bab VI atau Analisis Pemecahan Masalah berisi analisis dari hasil pengolahan data dan alternatif dari pemecahan masalah. Pada bab ini akan dibandingkan rencana produksi perusahan menggunakan terhadap metode yang dipakai dalam pengolahan data yaitu penjadwalan produksi dengan Heinjuka.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
Pada tahun 1974, perusahaan ini didirikan sebagai perusahaan lokal yang mendukung kegiatan perdagangan dan impor produk-produk Jepang ke Indonesia, yang tidak diproduksi oleh perusahaan induk, baik berupa produk kostumer elektronik, elektronik professional seperti peralatan penyiaran, serta alat-alat modal keperluan pabrik..
Di Asia Pasifik, perusahaan elektronik ini muncul pertama kalinya dengan mendirikan pabrik pertamanya di Thailand pada tahun 1961. Beberapa tahun berikutnya, operasi perusahaan di kawasan ini pun berkembang. Saat ini operasinya ada di 9 negara termasuk Indonesia dengan total 75 perusahaan yang mempekerjakan lebih dari 82.000 orang dan mencapai total penjualan sebesar 9.457 juta US Dollar untuk tahun fiskal 2005, atau sama dengan 26% dari total penjualan luar negeri Corporationnya.
2.2. Ruang Lingkup Bidang Usaha
Perusahaan ini merupakan perusahaan yang bergerak di bidang elektronik yang memiliki tujuh business unit (departemen) yaitu Refrigerator, Eletric Fan,
Water Pump, Refrigerator, Laundry System, Air Conditioner dan Production
Engineering.
Pada BU ini diproduksi semua jenis kulkas dari kulkas 1 pintu hingga kulkas 2 pintu dengan total model seluruh kulkas mencapai 30 model. Kulkas yang dihasilkan dipasarkan ke domestik dan ekspor (di Jepang).
2.3. Struktur Organisasi
2.3.1. Struktur Organisasi Perusahaan
Struktur organisasi perusahaan adalah functional structure yaitu setiap staf memiliki tugas dan wewenang tersendiri, yang bekerja harmonis demi kemajuan perusahaan. Struktur organisasi perusahaan dapat dilihat pada Gambar 2.1.
VICE PRESIDNET PRESIDENT
FINANCE DIVISION GENERAL
AFFAIR AND HR DIVISION
MANUFACTURING DIVISON
PEC CREATION
CENTER PROCUREMENT,
ISO, AND ISC
AUDIO
ELECTRIC FAN WATER PUMP REFRIGERATOR LOUNDRY
SYSTEM AIR
CONDITIONER
QUALITY ASSURANCE
EPPO AND OSH
Bagian dari struktur organisasi perusahaan dapat dilihat dengan deskripsi tugas pada uraian di bawah ini :
1. President Director (Presiden Direktur)
Presiden Direktur bertugas untuk memimpin karyawan dan perusahaan kea rah kemajuan yang terarah dan terpadu dengan mengantisipasi jauh ke depan tentang prospek prusahaan, keadaan pasar, dan kemungkinan ekspansi pasar, serta bertanggug jawab secara mutlak terhadap seluruh kegiatan operasional yang dijalankan oleh perusahaan untuk mencapai internal control yang baik.
2. Vice President Director (Wakil Presiden Direktur)
Wakil Presiden Direktur bertugas untuk membantu presiden Direktur dalam menjalankan tugasnya.
3. Divisi Corporation PR, ISO dan ISC mempunyai tugas untuk menghubungkan perusahaan dengan masyarakat. Divisi ini membawahi 3 departemen yaitu: a. Ekspor Impor dan Bounded Zone, menangani kegiatan ekspor dan impor
perusahaan.
b. Information Security Center, bertugas membuat system kegiatan perusahaan dengan menggunakan computer.
c. Corporate PR, bertanggung jawab mengenai hubungan perusahaan dengan pihak eksternal perusahaan.
ini membawahi personel HRD yang bertanggung jawab terhadap rekruitmen karyawan, karyawan yang bermasalah, dan lain-lain.
5. Divisi Finance bertugas dan bertanggung jawab pada masalah yang berhubungan dengan keuangan, baik pemasukan maupun pengeluaran perusahaan. Selain itu, divisi ini bertugas untuk memperhitungkan dan membayar seluruh beban kewajiban perusahaan kepada pemerintah yaitu pajak pendapatan dan penjualan. Divisi ini membawahi General Accounting yang bertanggung jawab terhadap keluar masuknya kas perusahaan.
6. Divisi Manufacturing bertugas untuk mengawasi dan menjalankan semua kegiatan yang berkaitan dengan arus produksi dari material hingga menjadi produk jadi. Divisi ini terdapat 7 departemen yaitu Refrigerator, Refrigerator,
Electric Fan, Water Pump, Air Conditioner, Laundry System, dan Production
Engineering.
7. Divisi Creation Center (CC), bertugas untuk menciptakan inovasi baru untuk produk-produk yang akan dibuat oleh divisi Manufacturing sehingga dapat bersaing dengan kompetitif. Divisi ini membawahi dua departemen yaitu departemen Industrial Design dan Product Planning. Departemen Industrial
Design bertugas untuk menciptakan model-model baru, sedangkan
departemen Product Planning bertugas untuk mempersiapkan PSI (Product
Sales Inventory) yang berisi jenis dan jumlah pesanan yang dibutuhkan serta
8. Quality Assurance, bertugas untuk memastikan produk yang dihasilkan oleh
divisi Manufacturing telah sesuai dengan kualitas standar produk yang telah ditetapkan oleh perusahaan.
9. EPPO dan OSH, bertugas khusus untuk lingkungan (sampah dan polusi), penanggulangan lingkunagn kerja, kecelakaan pegawai dan keselamatan kerja.
2.3.2. Struktur Organisasi Refrigerator Business Unit
Struktur organisasi Refrigerator Business Unit pada perusahaan elektronik adalah functional structure yang dapat dilihat pada Gambar 2.2. Bagian dari struktur organisasi perusahaan dengan deskripsi tugas adalah sebagai berikut: 1. COO
COO merupakan pimpinan tertinggi dalam yang bertanggung jawab terhadap seluruh kegiatan operasional pabrik (internal) dan untuk kegiatan eksternal (pasar internasional).
Adapun tugas COO adalah sebagai berikut :
a. Merencanakan, mengarahkan dan menganalisa dan mengevaluasi serta menilai kegiatan-kegiatan yang berlangsung.
b. Melaksanakan kontrak-kontrak atau kegiatan yang berhubungan dengan pihak luar (internasional).
2. Business Unit Manager
Business Unit manager bertanggung jawab atas kegiatan yang berlangsung
Adapun tugas Business Unit manager adalah sebagai berikut :
a. Bertugas mengawasi kebijaksanaan dan tindakan setiap manager/kepala bagian.
b. Mengendalikan kegiatan operasional pabrik secara internasional dan hubungannya terhadap pasar domestik.
3. Finance
Adapun tugas Seksi Finance adalah melakukan pengelolaan keuangan departemen yaitu dengan mendata kas masuk dan kas keluar departemen.
4. Purchasing
Purchasing bertanggung jawab atas persediaan bahan baku dan kulitas dari
bahan baku tersebut serta atas kegiatan penjualan dari produk.
5. Material Control
Adapun tugas Material Control adalah sebagai berikut :
a. Melakukukan pengawasan, penyimpanan dan pengeluaran part berdasarkan kode tanggal dari pabrikan / tanggal packing yang bisa digunakan sebagai referensi.
b. Menyusun parts/komponen berdasarkan sistem FIFO
c. Melakukan perhitungan stock opname yaitu sisa dari material yang masuk dengan yang digunakan oleh bagian produksi disetiap akhir bulan
COO
BU Manager
Purchasing
Cost Down
Project
Quality
Control
Production
Engineering
Production
Engineering
PPC
Finance
Material
Control
Warehouse Cost Control
OQC
PQA
IQC
Injection
Vacuum
Forming
PCM
Urethane
Door
Urethane
Cabinet
Docking &
Door Assy
Cooling Unit
& Final
Line B / Cell
Product
Engineering
Mold & Die
Fact
Engineering
Maintenance
Productivity
Project
PPC & Personal Factory
6. Warehouse
Adapun tugas Warehouse adalah mengendalikan produk akhir yang masuk ke gudang dan melakukan kegiatan shipping baik untuk pasar domestik maupun pasar internasional.
7. Cost Down Project
Adapun tugas cost down project adalah melakukan kegiatan cost down (value
engineering) yaitu berupa penggantian material ataupun konstruksi parts.
8. Cost Control
Adapun tugas cost control adalah melakukan kegiatan pengendalian biaya yaitu dapat berupa penggantian rute pembelian ataupun mengganti supplier berdasarkan performansi supplier dan kualitas part/komponen yang dihasilkan oleh supplier.
9. Outgoing Quality Control (OQC)
Adapun tugas OQC adalah sebagai berikut : a. Memeriksa kulitas produk dari hasil produksi b. Memeriksa kelengkapan aksesoris dari produk
10.Production Quality Engineering (PQE)
Adapun tugas PQE adalah sebagai berikut : a. Mengawasi fasilitas dan prosedur produksi
b. Mendata dan menganalisis masalah yang terjadi dilantai produksi c. Mengendalikan kualitas proses dan produk
f. Mengkoordinir analisis masalah pada lini produksi
11.Incoming Quality Control (IQC)
Adapun tugas IQC adalah melakukan inspeksi terhadap part/komponen yang masuk sebelum dibawa ke bagian material control.
12.Production
Production memiliki tanggung jawab terhadap kegiatan produksi berlangsung secara lancar dan efisien dalam memenuhi target produksi yang telah ditetapkan oleh perusahaan.
13.Injection
Adapun tugas injection adalah untuk membuat komponen kulkas seperti
crisper dan utility dengan bahan baku biji plastik.
14.Vacuum Forming
Adapun tugas vacuum forming adalah untuk memproduksi inner liner dan
inner door dengan menggunakan mesin vacuum.
15.PCM
Adapun tugas PCM adalah membuat kabinet (badan) kulkas.
16.Urethane Door
Adapun tugas urethane door adalah mengisi rakitan door dengan isosianat propylene dengan proses injection.
17.Urethane Cabinet
18.Docking & Door Assembly
Adapun tugas docking & door assembly adalah merakit komponen dalam kulkas serta merakit door dengan cabinet.
19.Cooling Unit & Final
Adapun tugas cooling unit & final adalah merakit komponen pendingin pada kulkas serta proses finishing seperti mengisi asesoris dan packing.
20.Line B / Cell
Adapun tugas cell adalah mengerjakan proses docking, door assembly, cooling
unit, dan final pada kulkas dua pintu.
21.Engineering
Adapun tugas engineering adalah membantu dalam proses kegiatan produksi jika terjadi kerusakan pada mesin, mold, die, dan produk yang dihasilkan oleh kesalahan mesin.
22. Production Engineering (PE)
Adapun tugas Production Engineering adalah sebagai berikut: a. Mendukung fasilitas untuk lini produksi seperti jig dan peralatan b. Pembelian Instrumen Baru
c. Melakukan perawatan mesin dan peralatan untuk para teknisi 23.PPC dan Personel Factory
Adapun tugas PPC dan personel factory adalah sebagai berikut : a. Membuat rencana produksi untuk masing-masing model produk
pemberhentian masa kontrak, dan sebagainya yang berhubungan langsung dengan karyawan.
2.4. Jumlah Tenaga Kerja dan Jam Kerja Perusahaan
2.4.1. Jumlah Tenaga Kerja
Karyawan yang bekerja pada perusahaan elektronik ini terbagi 3 (tiga), yaitu :
1. Karyawan Tetap
Karyawan tetap adalah mereka yang namanya terdaftar di perusahaan dan dianggap sebagai pegawai tetap dan tidak terikat jangka waktu dalam melaksanakan pekerjaan.
Karyawan ini masih dibagi menjadi dua, yaitu : a. Karyawan direct
Karyawan direct adalah karyawan yang langsung bekerja di lantai produksi.
b. Karyawan indirect
Karyawan indirect adalah karyawan yang bekerja di office (bagian administrasi).
2. Karyawan Kontrak / Karyawan Waktu Tertentu (KWT)
3. Magang
Magang ini kebanyakan berasal dari SMK (Sekolah Menengah Kejuruan) dan dari beberapa universitas. Magang dipekerjakan selama 2 (dua) bulan hingga 3 (tiga) bulan.
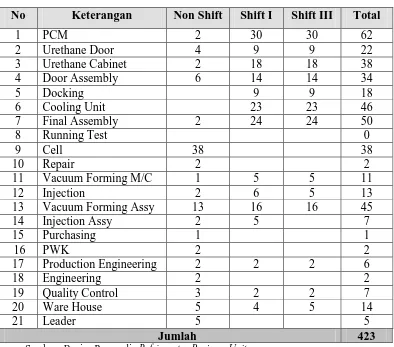
[image:34.595.116.510.348.695.2]Jumlah tenaga kerja di Refrigerator Business Unit yaitu untuk karyawan tetap sebanyak 186 orang, karyawan kontrakan sebanyak 227 orang dan 10 orang magang sehingga total tenaga kerja sebanyak 423 orang. Rincian jumlah tenaga kerja pada Tabel 2.1.
Tabel 2.1. Jumlah Tenaga Kerja Refrigerator Business Unit
No Keterangan Non Shift Shift I Shift III Total
1 PCM 2 30 30 62
2 Urethane Door 4 9 9 22
3 Urethane Cabinet 2 18 18 38
4 Door Assembly 6 14 14 34
5 Docking 9 9 18
6 Cooling Unit 23 23 46
7 Final Assembly 2 24 24 50
8 Running Test 0
9 Cell 38 38
10 Repair 2 2
11 Vacuum Forming M/C 1 5 5 11
12 Injection 2 6 5 13
13 Vacuum Forming Assy 13 16 16 45
14 Injection Assy 2 5 7
15 Purchasing 1 1
16 PWK 2 2
17 Production Engineering 2 2 2 6
18 Engineering 2 2
19 Quality Control 3 2 2 7
20 Ware House 5 4 5 14
21 Leader 5 5
Jumlah 423
2.4.2. Jam Kerja Perusahaan
[image:35.595.125.498.191.487.2]Data jam kerja untuk pekerja setiap hari dapat dilihat pada Tabel 2.2..
Tabel 2.2. Sistem Pembagian Jam Kerja Karyawan
Hari Jam Kerja Keterangan
Senin – Kamis (Shift I)
07.05 – 09.30 WIB Bekerja 09.30 – 09.35 WIB Istirahat 09.35 – 12.00 WIB Bekerja 12.00 – 12.45 WIB Makan Siang 12.45 – 14.30 WIB Bekerja 14.30 – 14.35 WIB Istirahat 14.35 – 15.40 WIB Bekerja
Jumat (Shift I)
07.05 – 09.30 WIB Bekerja 09.30 – 09.35 WIB Istirahat 09.35 – 11.45 WIB Bekerja
11.45 – 12.45 WIB Sholat +Makan Siang 12.45 – 14.30 WIB Bekerja
14.30 – 14.35 WIB Istirahat 14.35 – 15.40 WIB Bekerja
Senin – Jumat (Shift III)
23.15 – 02.15 WIB Bekerja 02.15 – 03.00 WIB Istirahat 03.00 – 04.45 WIB Bekerja 04.45 – 05.00 WIB Makan Siang 05.00 – 07.00 WIB Bekerja Sumber : Data Perusahaan
2.5. Sistem Pengupahan dan Fasilitas Lainnya
1. Untuk karyawan tetap, terdiri atas: a. Upah pokok
b. Insentif c. Tunjangan
Adapun jenis tunjangan yang diberikan pihak perusahaan berupa: a) Tunjangan Perumahan
b) Tunjangan Keluarga c) Tunjangan Keahlian (Skill) d) Tunjangan Bahasa
e) Tunjangan Jabatan f) Tunjangan Produktivitas g) Tunjangan Hari Raya
2. Untuk karyawan kontrakan mendapat upah berdasarkan Upah Minimum Sektoral yang telah ditetapkan pemerintah dan Tunjangan Hari Raya (THR).
Bagi karyawan yang melakukan kerja lembur (overtime) akan mendapatkan tambahan yang dihitung berdasarkan tarif upah lembur (TUL). Usaha-usaha lain yang dilakukan Refrigerator Business Unit untuk meningkatkan kesejahteraan karyawan yaitu sebagai berikut :
a. Memberikan Jaminan Sosial Tenaga Kerja (JAMSOSTEK) b. Memberikan Hak cuti
c. Memberikan Asuransi (hanya untuk karyawan tetap) d. Memberikan Pengobatan
f. Memberikan Makan pada Jam kerja
g. Memberikan Perlengkapan Kerja (pakaian kerja, sepatu, dan APD)
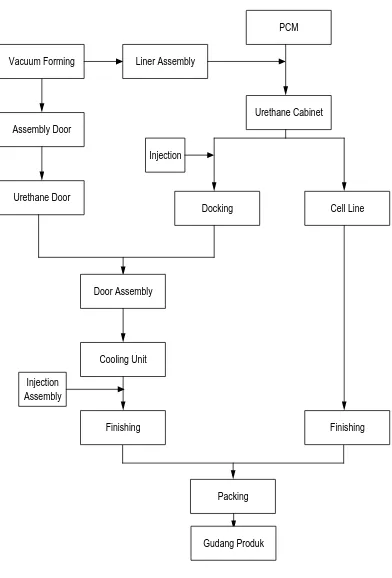
2.6. Proses Produksi
Flow process pembuatan kulkas dapat dilihat pada Gambar 2.3.
1. Vacuum Forming
Proses vacuum forming terdiri dari dua proses yaitu pembuatan inner liner dan
inner door. Inner liner merupakan proses pembuatan inner untuk kabinet kulkas
sedangkan inner door merupakan proses pembuatan inner untuk pintu kulkas. Mesin yang digunakan untuk proses ini adalah mesin vacuum. Pembuatan inner
liner dan inner door memiliki proses yang sama yaitu:
a. Preparation
Proses preparation yaitu proses persiapan sheet. Sheet yang digunakan untuk pembuatan inner liner adalah APS sedangkan inner door yaitu PP.
b. Heating
Proses pemanasan pada sheet yang dilakukan bertujuan untuk mempermudah proses pencetakkan inner. Sheet diberi pemanasan hingga pada suhu 350oC.
c. Blowing
Blowing yaitu proses pemberian udara pada sheet yang sehingga memudahkan
untuk proses pencetakan.
d. Vacuuming
Vacuum Forming Liner Assembly
PCM
Urethane Cabinet
Docking Cell Line
Injection Assembly Door
Urethane Door
Door Assembly
Cooling Unit
Finishing Injection
Assembly
Finishing
Packing
[image:38.595.117.509.105.683.2]Gudang Produk
2. Pre Cuting Material (PCM)
PCM adalah proses pembuatan kabinet kulkas. Proses PCM menggunakan proses produksi lot yaitu memproduksi satu atau lebih produk dalam ukuran atau jumlah tertentu. Proses pada PCM meliputi.
a. Pembentukan plat
Proses awal dilakukan dengan memotong sisi-sisi plat. Selanjutnya proses melubangi bagian plat dan pembengkokan plat.
b. Pemasangan mullion
Mullion dipasang disekitar plat. Setelah itu mullion ditempel dengan menggunakan foam pada bagian plat.
c. Pembentukan kabinet
Plat yang telah dipasang mullion kemudian plat dibentuk sehingga menjadi kabinet dengan menggunakan mesin unloader sheet unit.
d. Pemasangan part pada kabinet
Kabinet yang telah terbentuk kemudian dipasang Gusset H Top, Reinforce, dan Reinforce discrup pada kabinet, selanjutnya pengisian inner liner pada kabinet. Setelah inner liner diisi kemudian pemasangan bottom, bottom discrup pada kabinet, pemasangan panel bottom kemudian disecrew, dan pemasangan panel back kemudaian discrup. Sebelum panel back dipasang terlebih dahulu dipasang barcode dan cover hole urethane.
3. Urethane Cabinet
Urethane Cabinet adalah proses pengisian (injection) pada body kulkas
4. Docking
Setelah diisi urethane, kabinet kemudian discrup pada bagian inner, pemasangan door switch, lampu, box control, dan pemasangan 4 unit Botton S
Net.
5. Door
Plat untuk pembuatan pintu kulkas diperoleh langsung dari supplier. Plat kemudian dilubangi, bending siku pada ujung plat, dan bending round dengan Sebelum diisi urethane, dipasang cap door top dan cap door bottom pada plat.
6. Urethane Door
Proses ini dilakukan sama dengan proses Urethane Cabinet, hanya saja proses ini dilakukan pada door (pintu).
7. Door Assembly
Door kemudian dipasang Seal Sush, Gasket dan memasangkan 34 scrup pada sisi door. Kemudian menggabungkan door dan kabinet (hasil dari docking) dengan menggunakan hinge top lalu discrup.
8. Cooling Unit
tidak ada gas pada Compresson, diisi gas freon (refrigant) sebanyak 87 gram untuk model 171 kemudian memotong pipa dan couples dengan menggunakan mesin ultrasonic welding. Pemasangan AC Cord pada Compressor, menggabungkan kabel pada Insulock untuk mencegah terkena air, memasang cover protector ke compressor dan dikunci dengan clamp cover, menscrup AC cord ke bagian kiri bawah kulkas dan tube wire joint. Setelah pemasangan semua part kemudian ke proses Running Test. Running Test meliputi:
a. Insulation and Witstanding Test
Insulation test dilakukan dengan menggunakan infrared refrigant gas leak
detector. Tes ini berfungsi untuk mengecek apakah terjadi kebocoran pada evaporator dan pipa. Gas yang digunakan adalah R134a untuk produk domestik dan R600a untuk produk jepang.
Witstanding test dilakukan dengan menggunakan voltmeter. Tes yang dilakukan untuk mengetahui apakah terdapat arus atau tidak. Tidak terdapatnya arus biasanya disebabkan karena ada kesalahan pemasangan komponen (misalnya kabel).
b. Inspection Process
Proses yang dilakukan sama dengan Insulation and Witstanding Test perbedaannya karena adanya penggunaan listrik. Pengecekan kebocoran yang dilakukan dengan penambahan energi listrik dan terdapat tekanan. c. Jika tidak terdapat kebocoran, kulkas kemudian didiamkan selama 45
adalah 15oC dan standar suhu frezer minimal -8oC. Selanjutnya diperiksa dipros, yaitu proses ptomatis jika dianggap suhu sudah dianggap cukup. Jika pada saat pengecekan terdapat kesalahan pada kulkas, maka produk langsung dikembalikan kembali pada bagian sebelumnya. Jika sesuai, maka diisi utility, crisper, dan asesoris kulkas lainnya.
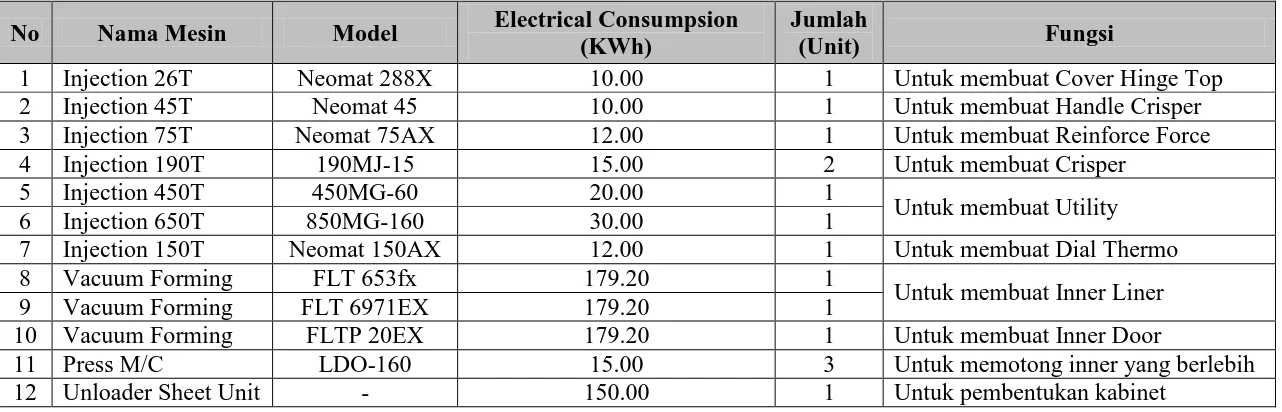
2.7. Mesin Produksi
Tabel 2.3. Mesin Produksi
No Nama Mesin Model Electrical Consumpsion
(KWh)
Jumlah
(Unit) Fungsi
1 Injection 26T Neomat 288X 10.00 1 Untuk membuat Cover Hinge Top
2 Injection 45T Neomat 45 10.00 1 Untuk membuat Handle Crisper
3 Injection 75T Neomat 75AX 12.00 1 Untuk membuat Reinforce Force
4 Injection 190T 190MJ-15 15.00 2 Untuk membuat Crisper
5 Injection 450T 450MG-60 20.00 1
Untuk membuat Utility
6 Injection 650T 850MG-160 30.00 1
7 Injection 150T Neomat 150AX 12.00 1 Untuk membuat Dial Thermo
8 Vacuum Forming FLT 653fx 179.20 1
Untuk membuat Inner Liner
9 Vacuum Forming FLT 6971EX 179.20 1
10 Vacuum Forming FLTP 20EX 179.20 1 Untuk membuat Inner Door
11 Press M/C LDO-160 15.00 3 Untuk memotong inner yang berlebih
II-1
BAB III
LANDASAN TEORI
3.1. Definisi dan Konsep Dasar Penjadwalan
Penjadwalan adalah pengurutan pembuatan/pengerjaan produk secara menyeluruh yang dikerjakan pada beberapa buah mesin. Dengan demikian masalah sequencing senantiasa melibatkan pengerjaan sejumlah komponen yang sering disebut dengan istilah job. Job sendiri masih merupakan komposisi dari sejumlah elemen-elemen dasar yang disebut aktivitas atau operasi. Tiap aktivitas atau operasi ini membutuhkan alokasi sumber daya tertentu selama periode waktu tertentu yang sering disebut dengan waktu proses.
Penjadwalan adalah pengalokasian sumber daya yang terbatas untuk mengerjakan sejumlah pekerjaan. Salah satu masalah yang cukup penting dalam sistem produksi adalah bagaimana melakukan pengaturan dan penjadwalan pekerjaan agar pesanan dapat selesai sesuai dengan kontrak. Di samping itu, sumber-sumber daya yang tersedia dapat dimanfaatkan seoptimal mungkin. Penjadwalan proses produksi yang baik dapat mengurangi waktu menganggur atau idle time pada unit-unit produksi dan meminimumkan barang yang sedang dalam proses (work in process).
3.2. Tujuan Penjadwalan
Bedworth (1987), mengidentifikasikan beberapa tujuan dari aktivitas
1. Meningkatkan penggunaan sumberdaya atau mengurangi waktu tunggunya, sehingga total waktu proses dapat berkurang, dan produktivitas dapat meningkat.
2. Mengurangi persediaan barang setengah jadi atau mengurangi sejumlah pekerjaan yang menunggu dalam antrian ketika sumberdaya yang ada masih mengerjakan tugas yang lain.
3. Mengurangi beberapa kelambatan pada pekerjaan yang mempunyai batas waktu penyelesaian sehingga akan meminimisasi penalty cost (biaya keterlambatan).
4. Membantu pengambilan keputusan mengenai perencanaan kapasitas pabrik dan jenis kapasitas yang dibutuhkan sehingga penambahan biaya yang mahal dapat dihindarkan.
3.3. Meratakan Beban Kerja (Heijunka)3
Mengikuti jejak Dell Computer dan perusahaan lain yang berhasil, banyak bisnis di Amerika membentuk model produksi built to order. Perusahaan ingin membuat hanya apa yang diinginkan pelanggan pada saat pelanggan menginginkan produk yaitu bentuk lean organization. Sayangnya, pelanggan sangat sulit diprediksikan dan pesanan aktual sangat bervariasi dari minggu ke minggu dan dari bulan ke bulan. Jika membuat produk berdasarkan pesanan, mungkin akan membuat kuantitas yang banyak pada satu minggu, membayar upah lembur, dan menyebabkan pekerja dan mesin bekerja keras kemudian jika
3 Liker, Jeffry K. The Totota Way : 14 Prinsip Manajemen ‘Dari Perusahaan Manufaktur
pesanan hanya sedikit di minggu berikutnya, pekerja hanya memiliki sedikit karyawanan dan mesin tidak digunakan secara penuh. Tidak tahu berapa banyak yang harus dipesan dari pemasok sehingga material harus menumpuk sebanyak mungkin untuk setiap komoditas yang mungkin dipesan oleh pelanggan. Tidak mungkin dapat dijalankan lean operation dengan cara ini. Model make to order yang ketat ini menciptakan tumpukan persediaan, mengakibatkan kualitas jelek, dan pada akhirnya lead time akan semakin lama karena pabrik akan tidak terorganisir dan kacau. Toyota telah menemukan bahwa dapat diciptakan operasi yang paling ramping yang pada akhirnya memberikan pelanggan pelayanan dan kualias yang lebih baik dengan meratakan jadwal produksi dan tidak selalu make
to order.
Beberapa perusahaan mencoba make to order sebenarnya dengan meminta pelanggan untuk menunggu enam hingga delapan minggu untuk produk yang
make to order. Beberapa pelanggan ’istimewa’ mungkin memotong antrian dan
Para manajer dan karyawan Toyota menggunakan istilah bahasa Jepang,
muda bila berbicara tentang pemborosan dan menghiangkan muda menjadi fokus
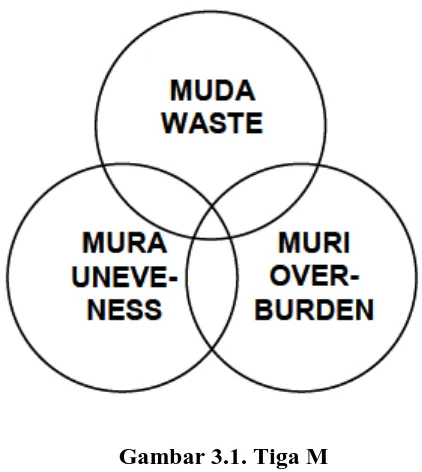
dari sebagian upaya lean manufacturing. Namun ada dua M lain yang sama penting untuk membuat lean manufacturing berjalan, dan ketiga M tersebut saling mengisi sebagai satu sistem. Bahkan hanya memfokuskan pada kedelapan pemborosan atau muda saja akan menggangu produktivitas kerja dan sistem produksi. Dokumen Toyota Way hanya berkenaan dengan ’Menghilangkan Muda,
[image:47.595.218.429.346.582.2]Muri, dan Mura’ (Lihat Gambar 3.1.)
Gambar 3.1. Tiga M
1. Muda-Tidak menambah nilai. M yang paling dikenal memasukkan delapan
pemborosan. Ini adalah aktivitas yang tidak berguna yang memperpanjang
lead time, menimbulakan gerakan tambahan untuk memperoleh komponen
2. Muri-Memberi beban berlebih kepada pekerja atau peralatan. Dari sudut
pandang tertentu, hal ini merupakan ujung yang bersebrangan dari spektum muda. Muri adalah memanfaatkan mesin atau pekerja diluar batas kemampuannya. Membebani pekerja secara berlebihan menimbulkan masalah dalam keselamatan kerja dan kualitas. Membebani peralatan secara berlebihan menyebabkan kerusakan dan produk cacat.
3. Mura-Ketidakseimbangan. Hal ini dapat dipandang sebagai kesimpulan dari
dua M lainnya. Di sistem produksi yang normal, kadang-kadang terdapat lebih banyak karyawanan dibandingkan dengan yang dapat ditangani oleh pekerja atau mesin yang ada, dan pada saat yang lain hanya ada sedikit pekerjaan. Ketidakseimbangan diakibatkan oleh jadwal produksi yang tidak teratur atau volume produksi yang berfluktuasi karena masalah internal, seperti kerusakan mesin atau kekurangan komponen atau produk cacat. Muda merupakan akibat dari Mura. Ketidakseimbangan tingkat produksi berarti perlu memiliki peralatan, material, dan pekerja untuk melakukan tingkat produksi yang tertinggi-bahkan bila permintaan rata-ratanya jauh lebih rendah dari itu.
sistemnya berjalan. Yang akan disaksikan adalah sistem akan hancur dengan sendirinya karena lonjakan permintaan pelanggan akan memaksa pekerja dan peralatan bekerja lebih keras melebihi kemampuannya. Ketika pekerjaan mulai mengalir potong per potong melalui berbagai tempat kerja, tanpa persediaan, kecepatan dan bauran produk menjadi kacau. Satu-satunya yang diperoleh adalah
one piece flow yang tidak teratur. Para pekerja akan mendapat beban berlebih.
Peralatan akan lebih sering rusak dari sebelumnya. Kemudian akan menyimpulakan, ’Lean Manufacturing tidak dapat berjalan disini’.
Yang menarik, memberi perhatian kepada muda adalah pendekatan yang paling umum untuk ’mengimplementasikan alat-alat lean’, karena mudah menidentifikasikan dan menghilagkan pemborosan. Namun yang gagal dilakukan oleh banyak perusahaan adalah proses yang lebih sulit dalam menstabilkan sistem dan menciptakan ’keseimbangan-keseimbangan yang nyata dalam aliran kerja yang ramping (lean). Inilah konsep heijunka dari Toyota, meratakan jadwal kerja. Hal tersebut mungkin merupakan prinsip Toyota Way yang paling berlawanan dengan akal sehat. Mencapai heijunka merupakan hal mendasar untuk menghilangkan mura, yang merupakan hal mendasar untuk menghilangkan muri dan muda.
Memulai dan berhenti, menggunakan secara berlebihan dan kemudian tidak menggunakan secara penuh, menjadi masalah karena hal tersebut tidak mengarah pada kualitas, standardisasi pekerjaan, produktivitas, dan continuous
Kura-kura yang lamban tapi konsisten mengakibatkan lebih sedikit
pemborosan dan jauh lenih diinginkan daripada kelinci yang cepat dan
mengungguli perlombaan dan kenudian berhenti setelah selang beberapa
waktu untuk beristirahat. Toyota Production System hanya dapat
direalisasikan jika semua pekerja menjadi kura-kura. (Ohno, 1988).
3.4. Meratakan Produksi dan Jadwal
Heijunka adalah meratakan produksi baik dari segi volume maupun bauran
diprediksi, yang menyebar berbagai jenis produk dan berbagai tingkat volume yang berbeda.
Gambar 3.2. memberikan contoh sebuah jadwal yang tidak merata pada sebuah pabrik mesin dengan membuat mesin kecil untuk peralatan perawatan kebun (berdasarkan sebuah kasus aktual).
Dalam kasus ini, jalur produksi membuat tiga ukuran mesin kecil, sedang, dan besar. Mesin sedang merupakan mesin yang paling banyak dijual, sehingga mesin tersebut dibuat diawal minggu-mulai senin hingga sebagian rabu. Kemudian ada beberapa jam changeover untuk membuat mesin kecil yang dibuat di sisa hari rabu hingga jumat pagi. Terakhir, mesin besar-dengan permintaan terendah-dibuat pada jumat sore.
Ada empat hal yang salah dalam jadwal yang tidak merata ini:
1. Pembelian pelanggan biasanya tidak dapat diprediksi. Pelanggan membeli
mesin yang sedang dan besar di sepanjang minggu. Jadi jika pelanggan tanpa diduga memutuskan untuk membeli mesin besar dalam julah besar pada awal minggu, pabrik berada dalam kesulitan. Untuk dapat mengatasinya dengan menyimpan banyak persediaan barang jadi dari semua mesin, tapi hal ini mengarah pada biaya persediaan yang tinggi, dengan semua biaya lainnya yang terkait.
2. Ada risiko barang yang tidak terjual. Jika pabrik tidak dapat menjual semua
Produksi Senin
Produksi Selasa
Produksi Rabu
Changeover (10')
Produksi Kamis
Produksi Jumat
Changeover 10'
Keterangan
= Mesin Kecil (0,5 Jam)
= Mesin Sedang (1 Jam)
= Mesin Besar (2 Jam)
7 jam
7 jam
7 jam 10'
5 jam
[image:52.595.125.553.116.701.2]9 jam 10'
3. Penggunaan sumber daya yang tidak seimbang. Kemungkinan besar, ada
perbedaan persyaratan pekerja untuk berbagai ukuran mesin yang berbeda ini, dengan mesin terbesar menghabiskan waktu orang paling banyak. Oleh karena itu, pabrik memerlukan tenaga kerja dalam jumlah sedang di awal minggu, kemudian lebih sedikit tenaga kerja di pertengahan minggu, dan kemudian banyak tenaga kerja di akhir minggu. Mungkin akan terdapat banyak muda dan muri.
4. Menempatkan permintaan yang tidak seimbang ke proses hulu. Hal ini
perakitan mesin akan mengakibatkan peningkatan persediaan di setiap tahapan dalam supply chain ketika bergerak mundur mulai dari pelanggan akhir.
Dengan pemrosesan batch, sasarannya adalah ntuk mencapai skala ekonomi untuk setiap peralatan. Menyiapkan peralatan untuk changeover agar dapat membuat produk A dan B secara bergantian tampak tidak ada gunanya karena tidak ada komponen yang diproduksi selama changeover. Dapat juga tetap dibayar operator selama changeover. Jadi penyelesaian logisnya adalah membuat
batch besar untuk produk A sebelum berubah ke produk B, tetapi pendekatan ini
tidak memungkinkan heijunka.
Produksi Senin
Produksi Selasa
Produksi Rabu
Produksi Kamis
Produksi Jumat
= Mesin Kecil (0,5 jam)
= Mesin Sedang (1Jam)
= Mesin Besar (2 Jam) Keterangan
[image:55.595.123.554.97.772.2]7 jam
Ada empat keuntungan dari jadwal campur merata ini.
1. Fleksibilitas untuk membuat apa yang diinginkan oleh pelanggan ketika
mereka menginginkannya. Hal ini mengurangi persediaan pabrik dan segala
masalah yang terkait dengannya.
2. Mengurangi risiko barang tidak terjual. Jika pabrik hanya membuat apa yang
dipesan pelanggan, pabrik tidak perlu khawatir untuk mengeluarkan biaya untuk memiliki dan menyimpan persediaan.
3. Penggunaan tenaga kerja dan mesin yang seimbang. Pabrik dapat
menciptakan karyawanan yang terstandardisasi dan meratakan produksi dengan memperhitungkan bahwa beberapa mesin memerlukan lebih sedikit pekerjaan dan yang lainnya memerlukan lebih banyak pekerjaan. Sepanjang mesin besar yang memerlukan karyawanan ekstra idak diikuti oleh mesin besar lainnya, para karyawan dapat menanganinya. Setelah pabrik memperhitungkan dan mempertahankan tingkat produksi, memdapatkan beban kerja yang seimbang dan dapat dimanajemeni.
4. Permintaan yang teratur pada proses hulu dan pemasok pabrik. Jika pabrik
Hal ini tidak akan mugkin terjadi jika pabrik tidak menemukan cara untuk menghilangkan waktu set up pada saat melakukan changeover.
Walaupun mungkin tampak tidak realistis, setiap kegiatan dapat dilakukan dalam beberapa dasawarsa lalu dalam time study-nya. Shigeo Shingo membuktikan bahwa inilah yang harus dilakukan. Shingo bukan pekeja Toyota, tapi bekerja erat dengan Toyota. Dia adalah seorang insinyur teknik industri yang teliti, yang memberikan perhatian pada setiap gerakan karyawan yang sekecil apapun. Dengan gaya Toyota, dia menganalisis dengan sungguh-sungguh proses
set up pada mesin press yang besar dan menemukan bahwa sebagian besar dari
pekerjaan yang dilakukan dapat dibagi dalam dua kategori: merupakan muda atau sesuatu yang dapat dilakukan ketika mesin masih berjalan dan membuat komponen. Dia menamakan kategori yang kedua ini sebagai ’set up eksternal’, yang merupakan kebalikan dari ’set up internal’, pekerjaan yang harus dilakukan ketika mesin berhenti.
eksternal dan dapat dilakukan ketika mesin masih memproduksi komponen. Ketika dia akhirnya mematikan mesin, hal yang masih perlu dilakukan hanya menukar cetakan dan segera memulainya lagi. Secara menabjubkan, proses
changeover mesin press dengan tekanan beberapa ratus ton yang sebelumnya
memerlukan beberapa jam ini, dapat dilaksanankan dalam beberapa menit saja. Bayangkan seperti regu montir mobil balap yang memberikan pelayanan cepat dan menyiapkan mobil kembali ke sirkuit balap sering kali dalam waktu kurang dari satu menit.
3.5. Mencampur-ratakan Jadwal
Meratakan jadwal di sepanjang value stream mempunyai manfaat yang mendasar, termasuk memberikan Anda kemampuan untuk merencanakan setiap detail produksi dengan teliti dan menstandardisasi praktik kerja. Jika mengunjungi sebuah pabrik Toyota atau pemasoknya, akan dilihat kesulitan yang dialami untuk meratakan jadwal. Pemasok Toyota yang terbaik juga bekerja dengan asumsi bahwa permintaan Toyota untuk komponen yang akan dicampu-ratakan. Ini merupakan risiko, karena tanpa persediaan barang jadi berarti membuat mereka sendiri terancam oleh perubahan permintaan pelanggan volume dan bauran produk. Dapat dilakukan ini dan masih dapat tidur nyenyak di malam hari karena Toyota merupakan pelanggan yang sangat dapat diandalkan dan meratakan jadwal produksinya.
disana. Trim Masters membuat dan mengirimkan tempat duduk secara just in
time, berdasarkan informasi yang disiarkan dari pabrik Toyota untuk memesan
setiap kali hanya satu tempat duduk. Sejak pesanan diterima, Trim Masters hanya memiliki waktu tiga jam untuk membuat tempat duduk tersebut, menempatkannya dalam truk sesuai dengan urutan, dan mengirimkan ke pabrik Toyota, sehingga tempat duduk itu muncul langsung di jalur perakitan dalam urutan yang tepat sesuai yang diperlukan oleh produksi. Trim Masters memesan komponen just in
time dari para pemasoknya dan hanya menyimpan sedikit persediaan, dengan
tingkat perputaran persediaan (inventory turn) sebesar 138 kali per bulan. Avalon dan Camry memeerlukan tempat duduk yang berbeda yang memerlukan komponen yang berbeda pula, sehingga Trim Masters harus mempercayai Toyota untuk membuat bauran Avalon dan Camry yang mereka proyeksikan. Bila secara tiba-tiba terjadi lonjakan dalam produksi tempat duduk Avalon, Trim Masters akan kehabisan komponen dan harus membayar pengiriman komponen ekstra. Hal ini selalu terjadi pada pembuat mobil AS, sehingga banyak pengemudi truk dan pilot helikopter memperoleh banyak uang dari pengangkutan ekspres yang mahal itu. Hal ini terjadi dari waktu ke waktu di Toyota, tapi pada sebagian waktu perusahaan dengan hati-hati mempertahankan jadwal yang rata dan membuat sesuai rencana.
thinking. Secara teoritis, pemecahan yang paling amping adalah membuat
berdasarkan pesanan dan hanya mengirimkan yang diingikan oleh pelanggan. (Jika akan menyimpan persediaan, mengapa menyimpan persediaan yang paling mahal-barang jadi? Lebih baik membuat berdasarkan pesanan dan menyimpan persediaan hanya dalam bentuk bahan baku). Namun alasan ini tidak mempertimbangkan pentingnya heijunka. Sedikit persediaan barang jadi kadang-kadang dibutuhkan untuk melindungi jadwal produksi campur-merata dari pemasok agar tidak dikacaukan oleh lonjakan permintaan secara tiba-tiba. Hal ini tampaknya seperti pemborosan, tapi dengan melakukan sedikit pemborosan berupa persediaan barang jadi, akan dihilangkan lebih banyak pemborosan dalam seluruh proses produksi dan supply chain, jika ingin mempertahankan produksi campur-rata.
Inilah alasan mengapa perusahaan yang telah berhasil menerapkan TPS sering menjadwalkan produksi dengan kombinasi membangun berdasarkan pesanan dan mempertahankan tingkat persediaan barang jadi yang telah ditentukan sebelumnya.
3.6. Konsep Make to Order tetapi juga Heijunka
memberikan keunggulan kompetitif. Satu dari solusi membangun berdasarkan pesanan yang konvensional adalah dengan mengadakan banyak persediaan kendaraan jadi di area dealer agar sesuai dengan pesanan pelanggan.
Jadi apakah Toyota merasa puas dengan meminta pelanggannya menunggu sementara mereka mungkin dapat memperoleh mobil tertentu yang mereka inginkan dari pesaing? Sebagai jawaban atas tantangan ini, Toyota telah mengembangkan solusi yang membuat perusahaan dapat meratakan jadwal dan sekaligus memuat berdasarkan pesanan. Mereka tidak pernah merasa puas jika harus memilih salah satu. Alan Cabito, Group Vice President dari Toyota Motor Sales, menjelaskan:
Sistem Toyota bukanlah sistem membuat berdasarkan pesanan, sistem ’mengubah berdasarkan pesanan’. Dan perbedaan yang besar adalah kami memiliki mobil bergerak dalam satu jalur dimana diubah spesifikasi. Namun ditingkatkan untuk melakukan perubahan yang lebih besar. Maka dipilih sebuah mobil di dalm jalur, mobil mana saja, dan mengubahnya. Dan tentu saja ada berbagai petunjuk tentang berapa banyak perubahan yang dapat lakukan dalam satu hari, jadi selalu mempunyai komponen yang disiapkan untuk melakukan hal tersebut.
Hal ini dilakukan berdasarkan jadwal yang diratakan yang diciptakan beberapa bulan sebelumnya. Lebih lanjut, Cabito menjelaskan realitas yang terjadi di produksi campur-merata:
yang akan hanya catnya, interiornya dalam hal lainnya saja. Dapat dimiliki kaca yang cocok, dan lain sebagainya. Banyak kerumitan yang terkait dengan perubahan warna-harus diubah hampir seluruh asesorisnya. Dan cara mengelola semua hal tersebut adalah berdasarkan kelonggaran seberapa banyak perubahan yang boleh dilakukan. Ada batasan dalam jumlah Sienna berwarna hijau dengan interior kulit yang dapat kami buat dalam sehari.
Seperti biasanya, Toyota melakukan percobaan ’membuat berdasarkan pesanan’ dengan sebuah produk nyata-Solara, sebuah versi Camry yang sporty-di pabrik Kanada, volume produksi produk ini relatif rendah. Untuk Solara, mereka mencapai 100% ’perubahan berdasarkan pesanan’.
3.7. Production Leveling4
JIT yang ideal adalah sangat sulit karena respon yang benar-benar JIT untuk fluktuasi permintaan pelanggan dapat mengakibatkan terjadinya lembur (bila fluktuasi naik) atau waktu menganggur (bila fluktuasi turun). Selain itu, jadwal produksinya dapat membuat karyawan stress. Production leveling mencoba mengatasi masalah ini.
Dapat diketahui bahwa ciri-ciri JIT, diantaranya:
a. Memenuhi permintaan pelanggan tepat ketika ada permintaan (just-in-time); b. Mengurangi persediaan barang jadi (finished goods);
c. Jadwal kerja tidak dapat diramalkan; dan
d. Pemasok yang berada di hulu (upstreams) harus mempunyai variabilitas yang tinggi demi memenuhi variasi permintaan pelanggan.
Dan, ciri-ciri production leveling, diantaranya:
a. Memenuhi total permintaan pelanggan berdasarkan periode production
leveling yang ditentukan (pada kasus di atas dalam mingguan);
b. Persediaan barang jadi (finished goods) dibuat untuk periode jangka pendek yang memiliki permintaan tinggi;
c. Jadwal kerja dapat diramalkan; dan
d. Kestabilan produksi ditransmisikan keseluruh rantai pasokan (supply chain) untuk mengurangi persediaan pemasok.
3.8. Product Leveling
Ukuran produksi yang besar dari produk yang sama memang dapat mereduksi setup time (waktu penyiapan peralatan) dan changeover time (waktu pergantian sistem, produk, etc.), tetapi umumnya mengakibatkan:
a. Waktu tunggu operasi (lead time) yang panjang b. Pembengkakan persediaan
c. Kemungkinan cacat produk yang besar
d. Waktu menganggur (idle time) dan lembur yang berlebihan.
Untuk memudahkan pemahaman teknisnya, digunakan suatu contoh kasus sederhana, yaitu sebagai berikut:
a. Produk X sebanyak 1.000 unit per bulan b. Produk Y sebanyak 600 unit per bulan c. Produk Z sebanyak 400 unit per bulan
Waktu kerja = 8 jam (28.800 detik) dalam sehari, 5 hari dalam seminggu, dan 20 hari dalam sebulan.
Produksi harian = (1.000 + 600 + 400) ÷ 20 hari = 100 unit per hari.
Waktu untuk membuat 1 unit produk = 28.800 detik ÷ 100 unit per hari = 288 detik per unit.
Berikut langkah-langkah teknis product leveling:
3.8.1. Pendekatan Pertama: Perencanaan Tradisional
Pendekatan umum dalam produksi massal adalah mengoptimalkan penggunaan sumber-sumber daya dan mencoba skala penghematan dengan ukuran produksi sangat besar karena ukuran besar berakibat pada waktu ke changeover lama sehingga banyaknya changeover minimal.
Praktek umum lain adalah memulai bulan dengan rangkaian produksi yang panjang dan membiarkan rangkaian produksi yang pendek di akhir bulan. Ini terjadi oleh karena adanya kepercayaan bahwa rangkaian yang lebih besar adalah penting dan tidak memiliki risiko gangguan.
a. 1 unit X b. 1 unit Y c. 1 unit Z
pada hari pertama pada bulan itu maka pelanggan harus menunggu produk Z diselesaikan (±17 hari kerja). Sebagai ukuran (untuk perbandingan), kita menggunakan rasio usable time per total time, yaitu:
[image:65.595.119.512.364.432.2](Usable time) ÷ (Total time) = (3 tipe x 288 detik per unit) ÷ (17 hari x 28.800 detik) = 0,18%.
Tabel 3.1. Once a Month Production (Unleveled)
Week 1 Week 2 Week 3 Week 4
Produk
X (1000)
Y (600)
Z (400)
3.8.2. Perbaikan Pertama: Basis Mingguan
Jika suatu perbaikan sistem dilakukan sehingga jadwal produksi dapat diratakan ke dalam basis mingguan maka pelanggan cukup menunggu 5 hari dapat dilihat pada Tabel 3.2.
Tabel 3.2. Once a Week Production
Week 1 Week 2 Week 3 Week 4
Produk
X (1000) 250 unit per minggu
Y (600) 150 unit per minggu
Z (400) 100 unit per minggu
3.8.3. Perbaikan Lanjutan: Basis Harian
Bayangkan apabila suatu perbaikan lagi dapat dilakukan sehingga dapat diratakan jadwal produksi ke dalam basis harian maka pelanggan hanya cukup menunggu satu hari
Rasio usable time per total time adalah: (3 x 288) ÷ (1 x 28.800) = 3%.
Tabel 3.3. Once a Day Production
Week 1 Week 2 Week 3 Week 4
Produk
X (1000) 50 unit per minggu
Y (600) 30 unit per minggu
3.8.4. Mencari Pola atau Urutan Product Leveling
Dalam sistem TPS, pelanggan biasanya meminta pengiriman lebih dari satu kali dalam sehari, tujuannya adalah untuk meminimalkan persediaan. Seandainya terdapat permintaan harian pelanggan sebesar 100 unit per hari, mungkin pelanggan akan meminta dikirim 10 unit sebanyak 10 kali pengiriman dalam sehari (sesuai jadwal yang telah disepakati).
Oleh karena itu, perbaikan waktu diperlukan untuk mempertahankan pasar dan memperoleh fleksibilitas, caranya adalah dengan membagi batch melalui pencarian suatu urutan atau pola rangkaian/susunan produk yang sesuai untuk jangka waktu yang lebih kecil (harian atau lebih kecil lagi) kemudian urutan ini akan diulang terus sampai keseluruhan permintaan (bulanan) tercukupi. Hal ini berarti mencari suatu kompromi antara ukuran batch minimum, sisi biaya, dan upaya changeover dan skala penghematan batch besar. Konsep product leveling sangat relevan bagi lingkungan manufaktur repetitif seperti ini (TPS). Berikut akan diterangkan bagaimana langkah-langkah teknisnya:
Tahap 1: menentukan total minimum unit dalam sebuah urutan produk pada satu
urutan waktu (total minimum number of units in a sequence to the
sequence time). Berikut langkah-langkahnya :
Tahap 1.1: menentukan product cycle time, yaitu sebagai berikut:
Tahap 1.2: menentukan pacu kerja atau takt time (TT) penyelesaian satu
unit produk.
- Jumlah produk yang diproses dalam sehari = 50 + 30 + 20 = 100 unit. - TT = 28.800 ÷ 100 = 288 detik per satu unit.
Artinya, satu unit ini merepresentasikan 0,5 unit X; 0,3 unit Y; dan 0,2 unit Z (288 detik ÷ CT Produk).
Tahap 1.3: menentukan ukuran urutan minimum. Apabila manufaktur
menyediakan waktu 1.745 detik untuk satu kali urutan, maka:
- Ukuran urutan = 1.745 ÷ 288 = 6 unit, dengan kombinasi 3 unit X, 2 unit Y, dan 1 unit Z.
- Ukuran urutan 6 unit akan diulang: 28.800 detik ÷ 1.745 detik = 16,5 kali.
Tahap 2: penjadwalan, caranya adalah menempatkan X, Y, dan Z pada satu
urutan secara merata. Berikut caranya:
Tahap 2.1: tempatkan X (3 unit) terlebih dahulu, diusahakan penempatan
berselang-seling:
Tahap 2.2: sel yang masih kosong diisi dengan Y kemudian Z:
Tahap 2.3: urutan di atas akan diulang 16,5 kali dapat dilihat pada
Gambar 3.4. Product Leveling (Leveled)
Dengan cara ini, pelanggan hanya menunggu ±29 menit (1.745 detik atau 0,06 hari) untuk memperoleh produk dari masing-masing tipe.
Rasio usable time ÷ total time adalah: (3 x 288) ÷ (0,06 x 28.800) =
49,51%.
Dalam prakteknya, penempatan pesanan/ kanban di heijunka box adalah ditentukan konsumen, tetapi dengan tetap mempertimbangkan pemerataan beban kerja.
3.9. Studi Waktu5
Pada garis besarnya teknik-teknik pengukuran waktu dibagi kedalam dua bagian yaitu
1. Pengukuran waktu secara langsung
Pengukuran ini dilaksanakan secara langsung yaitu ditempat dimana pekerjaan yang bersangkutan dijalankan. Misalnya pengukuran kerja dengan jam henti (stopwatch time study) dan sampling kerja (work sampling).
2. Pengukuran secara tidak langsung
Pengukuran ini dilakukan dengan menghitung waktu kerja tanpa si pengamat harus ditempat kerja yang diukur. Pengukuran waktu dilakukan dengan membaca tabel-tabel yang tersedia asalkan mengetahui jalannya pekerjaan. Misalnya aktivitas data waktu baku (standard data), dan data waktu gerakan (predetermined time system).
Pada pengukuran waktu sampling pekerjaan, pengamat tidak harus menetap ditempat kerja, melainkan melakukan pengamatan secara sesaat pada waktu yang telah ditentukan secara random/acak. Untuk ini biasanya satu hari kerja dibagi ke dalam satuan-satuan waktu yang besarnya ditentukan oleh pengukur. Panjang satu satuan waktu biasanya tidak