PENJADWALAN FLOW SHOP MULTIKRITERIA DENGAN
KOMBINASI METODE GENETIC ALGORITHM DENGAN
DATA ENVELOPMENT ANALYSIS (GA-DEA) DI
PT. MORAWA ELECTRIC TRANSBUANA
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh :
Santa Monita Sitorus
NIM. 060403090
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
PENJADWALAN FLOW SHOP MULTIKRITERIA DENGAN
KOMBINASI METODE GENETIC ALGORITHM DENGAN
DATA ENVELOPMENT ANALYSIS (GA-DEA) DI
PT. MORAWA ELECTRIC TRANSBUANA
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh :
Santa Monita Sitorus
NIM. 060403090
Disetujui oleh:
Dosen Pembimbing I Dosen Pembimbing II
Ir. Tanib S Tjolia, M.Eng Ir. Rosnani Ginting, MT
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Segala puji dan syukur kepada Tuhan Allah Yang Maha Kuasa atas segala anugerah dan kasih karunia-Nya yang senantiasa menyertai penulis sehingga dapat menyelesaikan laporan tugas sarjana ini dengan baik.
Laporan Tugas Akhir ini merupakan salah satu syarat bagi penulis untuk mengikuti sidang tugas sarjana untuk memperoleh gelar Sarjana Teknik di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
Peneliti melaksanakan penelitian di PT. Morawa Electric Transbuana yaitu suatu perusahaan manufaktur yang bergerak dalam bidang industri perakitan transformator. Tugas sarjana ini membahas tentang penjadwalan produksi dengan menggunakan kombinasi metode Algoritma Genetik dan Data Envelopment Analysis (DEA) yang bertujuan untuk meminimisasi makespan, total weighted tardiness, dan mean flowtime. Judul penelitian yang dilaksanakan oleh penulis yaitu “Penjadwalan Flow Shop Multikriteria dengan Kombinasi Metode Genetic Algorithm dengan Data Envelopment Analysis (GA-DEA) di PT.
Morawa Electric Transbuana”.
Akhirnya, penulis berharap agar Laporan tugas sarjana ini bermanfaat bagi semua pihak yang memerlukan.
UCAPAN TERIMA KASIH
Pada penulisan Tugas Sarjana ini penulis banyak mengalami hambatan dan tantangan, namun berkat bimbingan dan motivasi dari berbagai pihak akhirnya hambatan dan tantangan tersebut dapat teratasi. Untuk itu, pada kesempatan ini penulis menyampaikan rasa terima kasih kepada pihak yang telah memberikan bantuan kepada penulis, antara lain:
1. Ibu Ir. Khawarita Siregar, MT selaku Ketua Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara, Medan.
2. Bapak Ir. Ukurta Tarigan, MT selaku Sekretaris Departemen Teknik Industri. 3. Bapak Ir. Sugih Arto Pujangkoro, MM dan Bapak Aulia Ishak, ST, MT pada
saat pengajuan Form Tugas akhir bertindak sebagai selaku koordinator Tugas Akhir di Departemen Teknik Industri USU.
4. Bapak Ir. Tanib S. Tjolia, M.Eng selaku dosen pembimbing I yang telah meluangkan waktu dalam memberikan bimbingan dan arahan kepada penulis dalam menyelesaikan Laporan Tugas Akhir ini.
5. Ibu Ir. Rosnani Ginting, MT selaku dosen pembimbing II yang telah memberikan waktu, perhatian dan pemikiran dalam memberikan bimbingan, arahan dan nasihat serta dorongan semangat bagi penulis.
7. Bapak Ir. H. L. Tobing selaku Kepala Pabrik di PT. Morawa Electric Transbuana yang telah memberikan izin bagi penulis dalam melaksanakan Tugas Akhir di perusahaan tersebut dan Bapak Francis selaku Pembimbing Lapangan yang telah banyak memberikan bimbingan dan motivasi yang berharga bagi penulis selama penyelesaian Laporan Tugas Akhir ini.
8. Kedua orangtua (Bapak K.P. Sitorus dan Ibu R. br Siahaan) dan Saudara-saudara (Kel. Madju Managara Sitorus,ST/br.Nadapdap dan Kel. Marulak Sitorus/br. Malau) yang telah banyak memberikan dukungan, baik moril maupun materiil serta mendoakan penulis selama pelaksanaan Tugas Akhir. 9. Pegawai Departemen Teknik Industri dan Fakultas (Kak Dina, Bang Mijo,
Bang Ridho, Kak Ani, Bang Nur, Bang Bowo) serta Pegawai Perpustakaan Teknik Industri (Kak Rahma dan Bang Kumis) yang telah mendukung penulis.
10. Teman-temanku Wenny C.S Purba, ST., Ruth Helena, ST., dan Rotua Panjaitan, ST selaku teman satu tim Tugas Akhir yang telah bersama-sama dengan penulis dalam diskusi dan kunjungan ke perusahaan.
11. Keluargaku di ‘Blessed to Be Blessing’ (K’Desima, B’Marojahan, Necha, dan Wenny) dan seluruh teman sepelayanan di PD. Maranatha yang selalu memberikan dukungan doa dan semangat untuk berjuang menyelesaikan Tugas Akhir ini.
13. Teman-teman stambuk 2006 (Silvia M. Marpaung, ST., Julius Sinurat, ST., Andi Veriko Stg, ST., Maria, ST., Dian Amru, ST., Indah PS Siahaan, ST., Riski Yohana Farucia Pandiangan, ST., Viva Surensia Damanik, ST., Eddy dan teman-teman yang lain yang belum saya sebutkan satu-persatu) yang telah membantu dalam memberikan motivasi dan doa kepada penulis.
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
DAFTAR ISI... vii
DAFTAR TABEL ... xii
DAFTAR GAMBAR ... xv
DAFTAR LAMPIRAN... xvi
ABSTRAK ... xvii
I PENDAHULUAN
1.1. Latar Belakang Masalah ... I-1
1.2. Rumusan Permasalahan... I-3 1.3. Tujuan Penelitian... I-3
1.4. Batasan Masalah dan Asumsi... I-4
1.5. Manfaat Penelitian... I-5 1.6. Sistematika Penulisan Laporan... I-5
II GAMBARAN UMUM PERUSAHAAN
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.2. Ruang Lingkup Bidang Usaha... II-2 2.3. Organisasi dan Manajemen ... II-2 2.3.1. Struktur Organisasi Perusahaan... II-2 2.3.2. Uraian Tugas dan Tanggung Jawab... II-4 2.3.3. Tenaga Kerja dan Jam Kerja ... II-13 2.5.3.1. Tenaga Kerja... II-13
2.5.3.2. Jam Kerja ... II-14 2.3.4. Sistem Pengupahan dan Fasilitas yang Digunakan ... II-15
2.4. Proses Produksi ... II-16 2.4.1. Bahan .. ... II-16
2.4.1.1. Bahan Baku... II-16 2.4.1.2. Bahan Penolong ... II-18 2.4.1.3. Bahan Tambahan ... II-19 2.4.2. Jumlah dan Spesifikasi Produk... II-20 2.4.3. Uraian Proses Produksi... II-21 2.5. Mesin dan Peralatan ... II-34
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
III LANDASAN TEORI
3.1. Penjadwalan... III-1 3.1.1. Terminologi Penjadwalan... III-2 3.1.2. Tujuan Penjadwalan ... III-4 3.1.3. Kriteria Penjadwalan ... III-5
3.1.4. Parameter Performansi Penjadwalan ... III-5 3.2. Penjadwalan Flow Shop... III-8 3.3. Algoritma Genetik ... III-9
3.3.1. Aplikasi Algoritma Genetik dalam Penjadwalan ... III-10 3.3.1.1. Penetapan Fungsi Tujuan Sebagai
Proses Seleksi ... III-12 3.3.1.2. Probabilitas Kemunculan Individu ... III-13
3.3.2. Langkah-langkah Algoritma Genetik ... III-13 3.3.3. Kriteria Berhenti dalam Algoritma Genetik
(Keadaaan Stead State) ... III-16 3.4. Data Envelopment Analysis (DEA)... III-17 3.5. Algoritma Kombinasi GA-DEA pada Penjadwalan
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.6.2. Tingkat Ketelitian dan Tingkat Keyakinan ... III-32
3.6.3. Pengujian Keseragaman Data ... III-33 3.6.4. Pengujian Kecukupan Data ... III-33
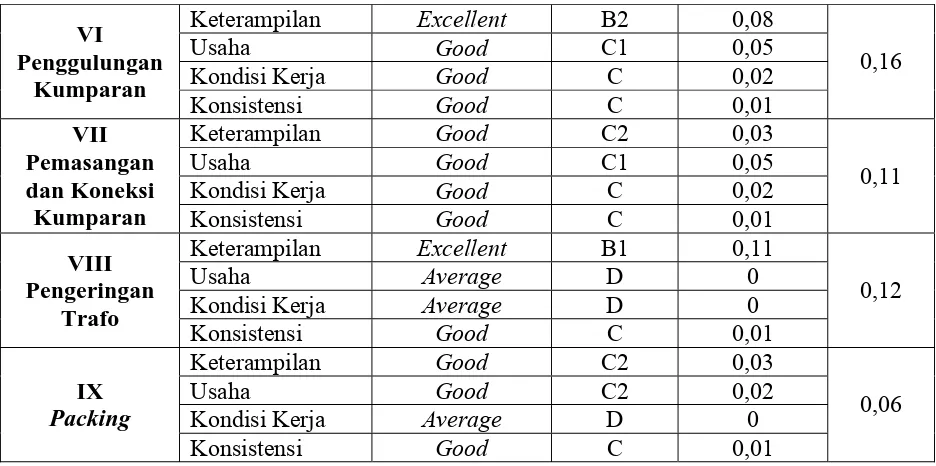
3.6.5. Rating Factor dan Allowance... III-35 3.6.6. Perhitungan Waktu Standar ... III-36
IV METODOLOGI PENELITIAN
4.1. Jenis Penelitian ... IV-1 4.2. Lokasi dan Waktu Penelitian... IV-2
4.3. Kerangka Konseptual Penelitian ... IV-2 4.4. Subjek dan Objek Penelitian ... IV-3
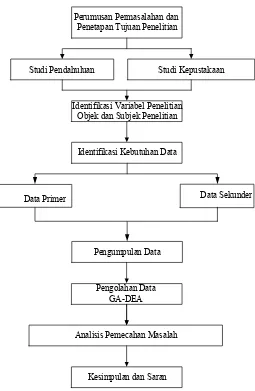
4.5. Metodologi Penelitian ... IV-4 4.5.1. Pengumpulan Data... IV-5
4.5.2. Metode Pengumpulan Data ... IV-6 4.5.3. Metode Pengolahan Data... IV-7 4.5.4. Analisis Pemecahan Masalah ... IV-15 4.5.5. Keimpulan dan Saran ... IV-16 V PENGUMPULAN DAN PENGOLAHAN DATA
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.1.2. Data Jumlah Mesin (Prosessor) ... V-2 5.1.3. Ururtan Proses Produksi ... V-3 5.1.4. Rating Factor Pekerja... V-5 5.1.5. Allowance... V-6 5.1.6. Data Pengukuran Waktu Tiap Job... V-9 5.2. Pengolahan Data... V-11
5.2.1. Input Permasalahan (Pengukuran Waktu) ... V-11
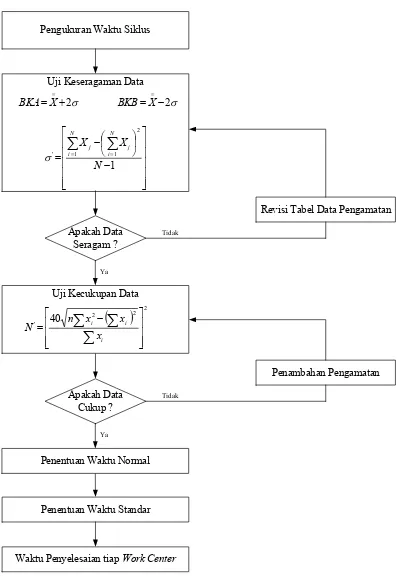
5.2.1.1. Uji Keseragaman Data... V-11 5.2.1.2. Uji Kecukupan Data ... V-15
5.2.1.3. Menghitung Waktu Standar setiap
Stasiun Kerja ... V-18 5.2.1.4. Waktu Penyelesaian... V-21
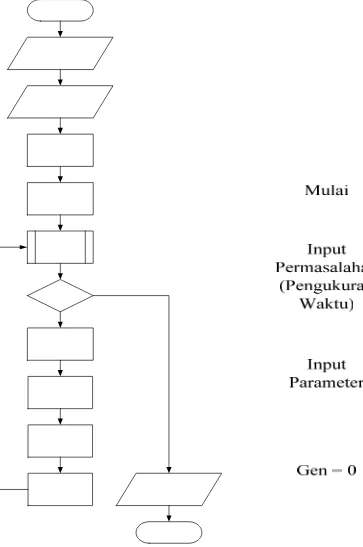
5.2.2. Penjadwalan dengan Kombinasi Algoritma Genetik
dan Data Envelopment Analysis (GA-DEA) ... V-24
5.2.2.1. Solusi Awal ... V-26 5.2.2.2. Pembentukan Kromosom/Individu... V-27 5.2.2.3. Populasi Awal... V-27
5.2.3. Data Envelopment Analysis (DEA) dalam
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.2.5. Crossover/Mutasi... V-36 5.2.5.1. Crossover... V-37 5.2.5.2. Mutasi ... V-38 5.2.6. Elitism... V-40
5.2.7. Solusi Akhir... V-41
VI ANALISIS PEMECAHAN MASALAH
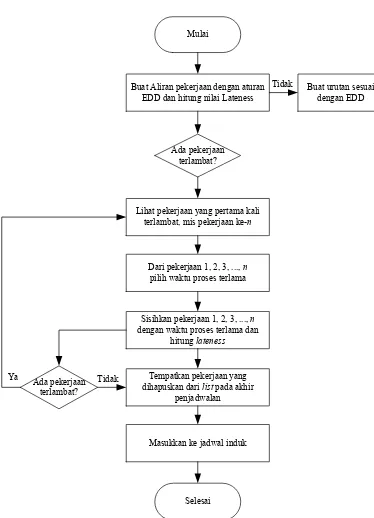
6.1. Analisis Urutan Pengerjaan Produk dengan Metode
Earliest Due Date... VI-1 6.2. Analisis Urutan Job Hasil Penjadwalan dengan
Kombinasi Algoritma Genetik – DEA... VI-2 6.3. Perbandingan Metode EDD dengan Kombinasi GA-DEA ... VI-3
VII KESIMPULAN SARAN
7.1. Kesimpulan... VII-1 7.2. Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN
2.1. Perincian Jumlah Tenaga Kerja pada PT. Morawa Electric
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
DAFTAR GAMBAR
GAMBAR HALAMAN
DAFTAR LAMPIRAN
ABSTRAK
PT.Morawa Electric Transbuana merupakan perusahaan swasta nasional yang bergerak di bidang produksi transformator yaitu piranti listrik yang berfungsi untuk memindahkan arus bolak-balik dari suatu rangkaian ke rangkaian lainnya. Trafo tiga phasa merupakan produk perusahaan yang paling banyak dipesan oleh pelanggan dalam jumlah yang besar.
Masalah penjadwalan produksi di lantai pabrik terkait dengan kemampuan perusahaan untuk memenuhi seluruh order yang datang sesuai dengan batas waktu penyerahan (due date) yang telah ditentukan. Masalah penjadwalan job (job scheduling) ini berkaitan dengan semua sumber yang ada di lantai pabrik mulai dari waktu proses, jumlah stasiun kerja yang ada serta jumlah order yang datang.
Penelitian ini disajikan konsep pengurutan job aktual di perusahaan berdasarkan waktu proses pada 9 stasiun kerja dengan metode stopwatch time study. Perhitungan makespan aktual dilakukan dengan metode Earliest Due Date. Kemudian akan diiterasi secara acak untuk mendapatkan urutan job usulan dengan kombinasi metode Genetic Algorithm dengan Data Envelopment Analisis (GA-DEA) untuk memperoleh nilai setiap kriteria penjadwalan yang terkecil dimana DEA digunakan untuk menghitung efisiensi relatif dari masing-masing kriteria. Untuk menilai performansi penjadwalan tersebut digunakan penyelesaian penjadwalan dengan tiga kriteria, yaitu makespan, total weighted tardiness dan
mean flow time.
Solusi pemecahan masalah diperoleh berdasarkan kombinasi urutan job
yang dilakukan secara random sebanyak 15 iterasi setiap penurunan nilai kriteria penjadwalan sampai mencapai kondisi steady state, dimana nilai efisiensi relatif setiap kriteria penjadwalan sama dengan 1. Kondisi tersebut terjadi pada nilai
makespan 729. Berdasarkan nilai total weighted tardiness memberikan nilai yang terkecil sebesar 919 dan nilai mean flow time sebesar 432,4. Urutan job yang baru terjadi pada urutan Job 200 KVA – 160 KVA – 100 KVA – 25 KVA – 50 KVA. Dari hasil penelitian diperoleh bahwa penjadwalan usulan dengan kombinasi metode Genetic Algorithm dengan Data Envelopment Analysis adalah lebih baik daripada penjadwalan aktual.
ABSTRAK
PT.Morawa Electric Transbuana merupakan perusahaan swasta nasional yang bergerak di bidang produksi transformator yaitu piranti listrik yang berfungsi untuk memindahkan arus bolak-balik dari suatu rangkaian ke rangkaian lainnya. Trafo tiga phasa merupakan produk perusahaan yang paling banyak dipesan oleh pelanggan dalam jumlah yang besar.
Masalah penjadwalan produksi di lantai pabrik terkait dengan kemampuan perusahaan untuk memenuhi seluruh order yang datang sesuai dengan batas waktu penyerahan (due date) yang telah ditentukan. Masalah penjadwalan job (job scheduling) ini berkaitan dengan semua sumber yang ada di lantai pabrik mulai dari waktu proses, jumlah stasiun kerja yang ada serta jumlah order yang datang.
Penelitian ini disajikan konsep pengurutan job aktual di perusahaan berdasarkan waktu proses pada 9 stasiun kerja dengan metode stopwatch time study. Perhitungan makespan aktual dilakukan dengan metode Earliest Due Date. Kemudian akan diiterasi secara acak untuk mendapatkan urutan job usulan dengan kombinasi metode Genetic Algorithm dengan Data Envelopment Analisis (GA-DEA) untuk memperoleh nilai setiap kriteria penjadwalan yang terkecil dimana DEA digunakan untuk menghitung efisiensi relatif dari masing-masing kriteria. Untuk menilai performansi penjadwalan tersebut digunakan penyelesaian penjadwalan dengan tiga kriteria, yaitu makespan, total weighted tardiness dan
mean flow time.
Solusi pemecahan masalah diperoleh berdasarkan kombinasi urutan job
yang dilakukan secara random sebanyak 15 iterasi setiap penurunan nilai kriteria penjadwalan sampai mencapai kondisi steady state, dimana nilai efisiensi relatif setiap kriteria penjadwalan sama dengan 1. Kondisi tersebut terjadi pada nilai
makespan 729. Berdasarkan nilai total weighted tardiness memberikan nilai yang terkecil sebesar 919 dan nilai mean flow time sebesar 432,4. Urutan job yang baru terjadi pada urutan Job 200 KVA – 160 KVA – 100 KVA – 25 KVA – 50 KVA. Dari hasil penelitian diperoleh bahwa penjadwalan usulan dengan kombinasi metode Genetic Algorithm dengan Data Envelopment Analysis adalah lebih baik daripada penjadwalan aktual.
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Penjadwalan merupakan hal yang penting dalam sistem produksi. Sistem produksi yang umumnya ditemukan adalah sistem flow shop dan job shop. Dalam industri yang menggunakan sistem flow shop, penjadwalan dilakukan dengan mengatur urutan pengerjaan dari jobs yang dimiliki. Berbagai masalah dapat timbul karena penjadwalan yang dilakukan dengan cara yang tidak tepat, seperti waktu penyelesaian produksi yang terlalu lama, keterlambatan dari due date yang telah ditentukan, dan idle mesin.
Berdasarkan penelitian yang dilakukan oleh F. Busetti (2007) tentang penjadwalan flow shop, jadwal produksi hanya dapat disusun ketika seluruh sumber telah tersedia antara lain pengadaan bahan baku, kapasitas operator, kapasitas mesin, dan rancangan gambar teknik dari produk yang diproduksi. Jadwal harus disusun untuk mendapatkan total waktu penyelesaian order yang minimum.
ditentukan oleh pelanggan. Pesanan yang datang terdiri dari beberapa tipe varian produk dalam sekali order dengan jumlah tertentu. Hal ini juga menambah kesulitan dari pengerjaan seluruh pesanan tersebut sehingga dapat menimbulkan masalah terhadap waktu total penyelesaian order secara keseluruhan, keterlambatan, dan rata-rata waktu penyelesaian setiap job juga akan semakin tinggi .
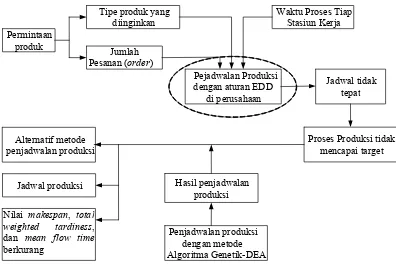
Dari uraian di atas dapat dianalisis bahwa masih terjadi keterlambatan penyelesaian seluruh job yang dapat mengakibatkan keterlambatan pengiriman produk kepada konsumen. Oleh karena itu diperlukan analisis lebih lanjut mengenai penjadwalan produksi aktual dan membuat usulan dengan kombinasi Algoritma genetik dengan Data Envelopment Analysis (GA-DEA) untuk mengurangi waktu penyelesaian order (makespan) dan rata-rata keterlambatan (mean tardiness) serta mengurangi rata-rata waktu penyelesaian setiap job (mean flowtime).
Arakawa, Hagiwara, Nakayama, dan Yamakawa (1998) mengkombinasikan Algoritma Genetik dengan Data Envelopment Analysis untuk memperoleh kumpulan solusi optimal dari model matematis sederhana dengan banyak fungsi tujuan. Pengkombinasian ini dapat juga digunakan untuk penyelesaian masalah penjadwalan flow shop multikriteria sehingga dapat diperoleh kumpulan jadwal yang optimal dilihat dari keseluruhan kriteria yang ada (Christian Palit, Herry, dkk., 2008. Aplikasi Kombinasi Algoritma Genetik dan Data Envelopment Analysis pada Penjadwalan Flowshop Multikriteria.
1.2. Rumusan Permasalahan
Berdasarkan latar belakang di atas, rumusan permasalahan yang akan dibahas dalam penelitian ini adalah keterlambatan penyelesaian order yang mempengaruhi jadwal pengiriman kepada pelanggan karena penjadwalan produksi di lantai pabrik belum menghasilkan total waktu penyelesaian seluruh
job yang sesuai dengan order yang ada.
1.3. Tujuan Penelitian
Adapun tujuan penelitian umum dari penelitian ini adalah untuk mengaplikasikan metode Genetic Algorithm – Data Envelopment Analysis (GA-DEA) dalam menentukan jadwal produksi yang optimal dengan beberapa kriteria penjadwalan sekaligus.
Adapun tujuan khusus penelitian, antara lain :
1. Memperoleh urutan job yang terbaik yang dapat digunakan oleh PT. Morawa
Electric Transbuana.
2. Menyelesaikan permasalahan penjadwalan, antara lain minimisasi total waktu untuk penyelesaian semua job (makespan), minimisasi rata-rata keterlambatan (mean tardiness), dan minimisasi rata-rata waktu penyelesaian setiap job (mean flow time).
1.4. Batasan dan Asumsi Permasalahan
Penelitian dilakukan dalam batasan-batasan tertentu, antara lain :
1. Kriteria penjadwalan yang digunakan adalah minimisasi makespan, minimisasi mean tardiness, dan minimisasi mean flow time.
2. Karena keterbatasan pengambilan data oleh pihak perusahaan, maka penelitian hanya difokuskan di lantai pabrik bagian perakitan, tidak termasuk proses pengendalian desain dan proses produksi casing.
3. Penelitian ini hanya dilakukan untuk perakitan trafo tiga phasa sebagai produk yang paling banyak dipesan oleh pelanggan.
4. Data order seluruh tipe varian produk yang akan dijadwalkan diambil dari data
order pada Februari 2011.
5. Penelitian penjadwalan ini dilakukan dari segi teknikal, tidak termasuk
costing.
Asumsi-asumsi yang digunakan adalah :
1. Tidak ada penambahan atau pengurangan jumlah mesin-mesin atau peralatan produksi selama penelitian berlangsung.
2. Setiap mesin selalu siap untuk mengerjakan semua job yang ada tanpa ada gangguan seperti perawatan.
1.5. Manfaat Penelitian
Manfaat penelitian ini adalah sebagai berikut : 1. Bagi Mahasiswa
Penelitian ini bermanfaat untuk memberikan pengalaman dalam menerapkan teori di perguruan tinggi dalam menyelesaikan suatu permasalahan di lingkungan industri.
2. Bagi Perusahaan
Hasil dari penelitian dapat digunakan sebagai bahan masukan untuk perbaikan sistem penjadwalan produksi di perusahaan.
3. Bagi Departemen Teknik Industri
Penelitian bermanfaat sebagai referensi dan bahan masukan yang dapat memperkaya laporan penelitian selanjutnya.
1.6. Sistematika Penulisan Tugas Akhir
Sistematika yang digunakan dalam penulisan tugas akhir ini adalah :
BAB I (Pendahuluan) menguraikan latar belakang masalah, rumusan masalah, tujuan penelitian, manfaat penelitian, batasan dan asumsi penelitian serta sistematika penulisan Tugas Akhir.
lingkup bidang usaha serta organisasi dan manajemen serta uraian proses produksi.
BAB III (Landasan Teori) memaparkan tinjauan kepustakaan yang berisi teori-teori dan pemikiran-pemikiran yang digunakan sebagai landasan dalam pembahasan serta pemecahan masalah. Landasan teori yang digunakan adalah bertujuan untuk menguatkan metode dan teknik yang dipakai untuk memecahkan permasalahan dalam penelitian di perusahaan.
BAB IV (Metodologi Penelitian) menjelaskan hal-hal apa saja yang harus dilakukan pada saat penelitian dan bagaimana tahapan-tahapan penelitian mulai dari persiapan hingga penyusunan laporan Tugas Akhir. Tahapan tersebut digambarkan dalam sebuah blok diagram penelitian.
BAB V (Pengumpulan dan Pengolahan Data) mengidentifikasi data penelitian yang diperoleh dari hasil pengamatan dan dokumen perusahaan sebagai bahan untuk melakukan pengolahan data. Hasil pengolahan data tersebut digunakan sebagai dasar dalam analisis pemecahan masalah.
BAB VI (Analisis Pemecahan Masalah) menganalisis dan memecahkan masalah yang diteliti berdasarkan hasil pengolahan data yang telah dilakukan.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Morawa Electric Transbuana adalah salah satu perusahaan swasta nasional yang berada di wilayah Sumatera Utara dan bergerak dalam bidang industri transformator. Perusahaan ini berlokasi di Jalan Raya Medan Tanjung Morawa Km 20,5 Kabupaten Deli Serdang. Perusahaan ini memiliki kantor yang bertempat di Jalan Perniagaan Baru No. 48 D Medan dan di Jalan Agung Permai X No. 25 Blok C-12 Sunter Agung Jakarta.
Perusahaan ini berdiri berdasarkan akte notaris Rachmat Santoso, SH dengan akte No. 67 tanggal 19 Oktober 1978, di Medan dan beroperasi resmi berdasarkan Surat Persetujuan tetap Penanaman Modal dalam Negeri (PMDN), Badan Koordinasi Penanaman Modal (BKPM) Nomor Koordinasi Penanaman Modal Nomor: 72/T/INDUSTRI/1983, November 1983.
Transbuana. Transformator yang diproduksi oleh perusahaan ini didistribusikan ke Perusahaan Listrik Negara (PLN) sebagai konsumen utama dalam negeri dan selebihnya dipasarkan kepada perusahaan swasta lainnya yang berada di dalam dan luar negeri.
2.2. Ruang Lingkup Bidang Usaha
PT.Morawa Electric Transbuana menghasilkan produk berupa transformator dengan jenis satu phasa dan tiga phasa. Produk dari perusahaan ini didistribusikan terutama untuk memenuhi permintaan PLN. Di samping itu, produk didistribusikan ke perusahaan-perusahaan swasta nasional, antara lain PT.Caltex Pacific Indonesia, PT. SOCI, PT. Aribawana, dan perusahaan lainnya serta didistribusikan kepada rumah sakit dan pusat perbelanjaan yang ada di dalam negeri. Selain itu, produk juga ditujukan untuk kebutuhan ekspor ke luar negeri seperti Malaysia dan Singapura.
2.3. Organisasi dan Manajemen
2.3.1. Struktur Organisasi PT. Morawa Electric Transbuana
ada. Adapun struktur organisasi bentuk fungsional dapat dilihat dengan adanya pemisahan/pembagian tugas, pendelegasian wewenang serta pembatasan tanggung jawab yang tegas pada setiap bidang yaitu bagian pemasaran, pabrik (produksi), keuangan dan administrasi berdasarkan fungsinya masing-masing dalam struktur organisasi. Struktur organisasi PT. Morawa Electric Transbuana dapat dilihat pada Gambar 2.1.
Presiden Direktur
Direktur Pemasaran Direktur Keuangan/
ADM Kepala Pabrik
Kepala Pemasaran Kepala Design Kepala Produksi Kepala Keuangan
Kepala Bengkel Kepala Proses Akhir Kepala Personalia
Kepala Gudang Kepala Pengujian Kepala Pembelian
Kepala QAS
Keterangan :
Gambar 2.1. Struktur Organisasi PT Morawa Electric Transbuana
Sumber : PT Morawa Electric Transbuana
2.3.2. Uraian Tugas dan Tanggung Jawab
Uraian tugas dan tanggung jawab pada masing-masing bagian di PT. Morawa Electric Transbuana dapat diuraikan sebagai berikut :
1. Presiden Direktur
Tugas dari Presiden Direktur, antara lain :
a. Menentukan semua kebijaksanaan dan peraturan yang telah ditetapkan. b. Menyusun rencana kerja perusahaan baik yang menyangkut perencanaan
dan pengawasan produksi, ekspensi perusahaan baik untuk jangka pendek maupun jangka panjang.
c. Membuat tender (transaksi) dengan perusahaan lain. Adapun tanggung jawab dari Presiden Direktur adalah :
a. Bertanggung jawab atas semua operasional perusahaan serta kontinuitas kegiatan perusahaan.
b. Bertindak sebagai Top Management
c. Melaksanakan rapat tinjauan manajemen. 2. Direktur Pemasaran
Tugas dari Direktur Pemasaran, antara lain :
a. Merencanakan, menyiapkan serta melaksanakan strategi-strategi pemasaran yang diperlukan untuk meningkatkan penjualan produk.
c. Menerima laporan dari kepala bagian pemasaran atas seluruh aktivitas pemasaran yang telah dilaksanakan.
Adapun tanggung jawab dari Direktur Pemasaran adalah :
a. Bertanggung jawab atas seluruh kegiatan pemasaran perusahaan.
b. Bertanggung jawab atas peningkatan kuantitas penjualan melalui strategi- strategi pemasaran.
3. Kepala Pabrik
Tugas dari Kepala Pabrik, antara lain :
a. Membawahi, mengawasi, membina dan meminta pertanggungjawaban dari seluruh kepala bagian di pabrik.
b. Mengurusi segala permasalahan pabrik.
c. Menentukan status transformator dengan mendapat masukan dari Kabag bagian Pengujian dan atau Kabag Quality Assurance.
Adapun tanggung jawab dari Kepala Pabrik adalah :
a. Bertanggung jawab atas semua kegiatan produksi transformator. b. Bertanggung jawab sebagai deputi manajemen representative.
c. Melaksanakan rencana kerja operasional pabrik agar berjalan lancar dan memenuhi target.
d. Pembinaan sumber daya manusia dilingkungan pabrik. 4. Direktur Keuangan/ADM
Tugas dari Direktur Keuangan/ADM, antara lain:
b. Merencanakan serta mencari sumber-sumber keuangan untuk kelangsungan operasional perusahaan.
c. Mengawasi, mengarahkan serta mengorganisir setiap kebutuhan operasional terhadap pembelian barang/bahan untuk kegiatan perusahaan. d. Mengawasi serta mengorganisir semua kegiatan yang berhubungan dengan
sistem administrasi di dalam perusahaan.
e. Mengidentifikasi kebutuhan sehubungan dengan peningkatan sumber daya manusia di dalam perusahaan.
f. Menerima laporan mengenai keuangan serta administrasi perusahaan dari kepala bagian yang bersangkutan.
Adapun tanggung jawab dari Direktur Keuangan/ADM adalah :
a. Bertanggung jawab atas semua aktivitas keuangan perusahaan termasuk juga kegiatan yang berhubungan dengan pembelian barang/bahan baku dalam kegiatan operasional perusahaan.
b. Bertanggung jawab atas seluruh kegiatan administrasi guna menunjang kontinuitas operasional perusahaan.
c. Berganggung jawab atas kegiatan yang berhubungan dengan sumber daya manusia dalam perusahaan.
5. Kepala Pemasaran
Adapun tanggung jawab dari Kepala Pemasaran adalah :
a. Bertanggung jawab langsung kepada direktur pemasaran sehubungan dengan pekerjaan bagian pemasaran.
b. Meningkatkan pelayanan kepada pelanggan melalui kebijakan dan strategi pemasaran.
c. Meningkatkan kuantitas penjualan melalui strategi pemasaran. 6. Kepala Design
Adapun tugas dari Kepala Design, antara lain :
a. Memeriksa semua proses pembuatan transformator agar sesuai dengan desain.
b. Memberikan masukan atas setiap adanya perubahan bahan/material yang digunakan.
Adapun tanggung jawab dari Kepala Design adalah :
a. Membuat desain dan modifikasi desain sesuai dengan surat perintah kerja yang ada.
b. Mempersiapkan perhitungan bahan untuk pembuatan transformator yang akan diproduksi.
c. Menyiapkan/memberi informasi atas semua barang yang ada dalam persediaan.
7. Kepala Produksi
Adapun tugas dari Kepala Produksi adalah, antara lain :
c. Menerima dan memeriksa laporan produksi harian dan laporan produksi bulanan dari kepala bagian yang dibawahinya untuk diserahkan kepada direktur produksi.
Adapun tanggung jawab dari Kepala Produksi adalah :
a. Bertanggung jawab atas seluruh aktivitas proses produksi transformator. b. Bertanggung jawab terhadap pemeliharaan mesin dan peralatan produksi. c. Mengawasi serta mengarahkan jalannya proses produksi.
d. Pembinaan sumber daya manusia dijajarannya. 8. Kepala Bengkel
Adapun tugas dari Kepala Bengkel, antara lain :
a. Mengatur pekerjaan karyawan bagian bengkel sesuai dengan tugasnya masing-masing.
b. Menolak material yang tidak sesuai dengan standar. Adapun tanggung jawab dari Kepala Bengkel adalah :
a. Memastikan pekerjaan dan hasil kerja karyawan di bagian bengkel berjalan dengan baik.
b. Memastikan perawatan peralatan dan mesin-mesin yang ada di bengkel berjalan dengan baik.
c. Pembinaan sumber daya manusia di jajarannya. 9. Kepala Proses Akhir
Adapun tugas dari Kepala Proses Akhir, antara lain :
b. Mendapatkan informasi teknis dari bagian desain untuk transformator yang sedang diproduksi.
Adapun tanggung jawab dari Kepala Proses Akhir adalah :
a. Memastikan semua kegiatan proses akhir produksi transformator berjalan dengan baik.
b. Memastikan perawatan fasilitas/peralatan dalam proses akhir berjalan dengan baik.
c. Memonitor dan mengevaluasi proses akhir produksi transformator. d. Pembinaan sumber daya manusia dijajarannya.
10.Kepala Gudang
Adapun tugas dari Kepala Gudang, antara lain :
a. Mengajukan surat permohonan untuk kebutuhan bahan/barang yang diperlukan dalam rangka proses produksi.
b. Membuat surat jalan/surat lainnya yang diperlukan untuk proses pengeluaran barang atau transformator dari pabrik.
c. Mendapat informasi mengenai SPK yang dikeluarkan.
d. Melakukan kontrol atas bahan/komponen yang dipakai bagian produksi. Adapun tanggung jawab dari Kepala Gudang adalah :
a. Penyimpanan semua bahan baku transformator yang siap dikirim dan memelihara dokumen-dokumen yang berkaitan.
c. Mengeluarkan tanda penerimaan barang beserta statusnya berdasarkan pemeriksaan bagian QAS.
d. Menentukan tempat penyimpanan setiap bahan baku atau transformator yang diproduksi.
e. Menyiapkan IKA yang diperlukan untuk pekerjaan identifikasi kartu stok/laporan stok serta memelihara segala administrasi terkait.
f. Pembinaan sumber daya manusia dijajarannya. 11.Kepala Pengujian
Tugas dari Kepala Pengujian adalah Mereject transformator yang tidak lolos pengujian.
Adapun tanggung jawab dari Kepala Pengujian adalah :
a. Memastikan semua kegiatan pengujian produksi transformator berjalan dengan baik.
b. Melaporkan hasil pengujian transformator kepada kepala QAS. c. Mengeluarkan test report transformator.
d. Pembinaan sumber daya manusia di jajarannya. 12.Kepala QAS (Quality Assurance)
Adapun tugas dari Kepala QAS (Quality Assurance), antara lain :
a. Menyusun serta menetapkan pedoman mutu serta prosedur bagian quality assurance.
Adapun tanggung jawab dari Kepala QAS (Quality Assurance) adalah :
a. Memeriksa, mengawasi serta memonitor seluruh kegiatan produksi transformator.
b. Melaporkan proses produksi yang tidak sesuai kepada kepala pabrik. c. Bertanggung jawab atas hasil inspeksi bahan baku dan proses produksi. d. Melakukan kalibrasi terhadap alat ukur listrik, dimensi dan massa. e. Pembinaan sumber daya manusia di jajarannya.
13.Kepala Keuangan
Adapun tugas dari Kepala Keuangan, antara lain :
a. Membawahi bidang administrasi yaitu cost accounting, dan personal departemen.
b. Memelihara arsip-arsip karyawan dan menyusun sistem administrasi yang dibutuhkan.
Adapun tanggung jawab dari Kepala Keuangan adalah :
a. Bertanggung jawab langsung kepada direktur keuangan sehubungan dengan setiap kegiatan finansial perusahaan.
b. Melaporkan serta membuat pembukuan atas semua kegiatan keuangan. c. Pembinaan sumber daya manusia di jajarannya.
14.Kepala Personalia
Adapun tugas dari Kepala Personalia, antara lain :
b. Mengurus kegiatan penerimaan dan pengangkatan karyawan. c. Mengatur urusan pelanggaran dan PHK.
d. Mengatur kegiatan yang berhubungan dengan karyawan dan menciptakan suasana kerja yang nyaman dan berdisiplin.
e. Mengadakan administrasi atas transaksi pembelian material maupun penjualan hasil produksi.
f. Mengatur surat-surat yang masuk dan yang keluar dari perusahaan. Adapun tanggung jawab dari Kepala Personalia adalah :
a. Mengawasi, mengarahkan serta membina personil perusahaan.
b. Mengidentifikasi kebutuhan pelatihan untuk meningkatkan kemampuan, pengetahuan serta wawasan personil perusahaan.
15.Kepala Pembelian
Adapun tugas dari Kepala Pembelian, antara lain :
a. Mendapatkan informasi mengenai persediaan bahan baku/material yang dibutuhkan.
b. Mendapatkan informasi atas mutu bahan baku/material yang telah diserahkan oleh supplier.
Adapun tanggung jawab dari Kepala Pembelian adalah : a. Melakukan pemilihan dan evaluasi atas supplier.
b. Melaporkan setiap kegiatan pembelian kepada pimpinan. c. Mengeluarkan purchasing order (PO).
2.3.3. Tenaga Kerja dan Jam Kerja
2.3.3.1. Tenaga Kerja
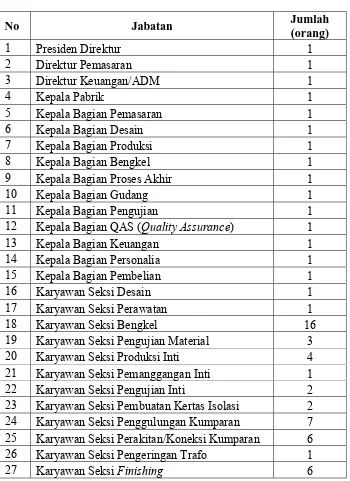
[image:38.595.139.489.254.735.2]PT. Morawa Electric Transbuana mempunyai tenaga kerja sebanyak 80 orang. Alokasi tenaga kerja dapat dilihat pada Tabel 2.1.
Tabel 2.1. Perincian Jumlah Tenaga Kerja pada PT. Morawa Electric Transbuana
No Jabatan Jumlah
(orang)
1 Presiden Direktur 1
2 Direktur Pemasaran 1
3 Direktur Keuangan/ADM 1
4 Kepala Pabrik 1
5 Kepala Bagian Pemasaran 1
6 Kepala Bagian Desain 1
7 Kepala Bagian Produksi 1
8 Kepala Bagian Bengkel 1
9 Kepala Bagian Proses Akhir 1
10 Kepala Bagian Gudang 1
11 Kepala Bagian Pengujian 1
12 Kepala Bagian QAS (Quality Assurance) 1
13 Kepala Bagian Keuangan 1
14 Kepala Bagian Personalia 1
15 Kepala Bagian Pembelian 1
16 Karyawan Seksi Desain 1
17 Karyawan Seksi Perawatan 1
18 Karyawan Seksi Bengkel 16
19 Karyawan Seksi Pengujian Material 3 20 Karyawan Seksi Produksi Inti 4 21 Karyawan Seksi Pemanggangan Inti 1 22 Karyawan Seksi Pengujian Inti 2 23 Karyawan Seksi Pembuatan Kertas Isolasi 2 24 Karyawan Seksi Penggulungan Kumparan 7 25 Karyawan Seksi Perakitan/Koneksi Kumparan 6 26 Karyawan Seksi Pengeringan Trafo 1
Tabel 2.1. Perincian Jumlah... (Lanjutan)
Sumber: PT. Morawa Electric Transbuana
Pada perekrutan tenaga kerja baru, pihak PT. Morawa Electric Transbuana memperhatikan kualitas dan kuantitas tenaga kerja dengan kebutuhan perusahaan. Setelah proses perekrutan, dilakukan proses seleksi, penempatan, orientasi, dan melakukan pelatihan (training) kepada calon tenaga kerja yang baru.
2.3.3.2. Jam Kerja
Jam Kerja yang diberlakukan oleh PT. Morawa Electric Transbuana adalah jumlah hari kerja 6 hari dalam seminggu (Senin-Sabtu). Apabila perusahaan mendapat order yang banyak, maka khusus untuk bagian produksi hari minggu dilakukan proses produksi. Karyawan yang memiliki jam kerja melebihi jam kerja yang telah ditentukan, dianggap lembur. Pembagian jam kerja pada PT. Morawa Electric Transbuana dapat dilihat pada Tabel 2.2.
No Jabatan Jumlah
(orang)
28 Karyawan Seksi Gudang 1
29 Karyawan Seksi Lokal 1
30 Karyawan Seksi Ekspor 1
31 Karyawan Seksi Administrasi 4
32 Karyawan Seksi Keamanan 8
Tabel 2.2. Jam Kerja PT. Morawa Electric Transbuana
Hari Jam Kerja Keterangan
08.30 - 12.00 Kerja 12.00 - 13.00 Istirahat Senin-Kamis
13.00 - 16.00 Kerja 08.30 - 12.00 Kerja 12.00 - 13.30 Istirahat Jumat
13.30 - 16.00 Kerja 08.30 - 12.00 Kerja 12.00 - 13.00 Istirahat Sabtu
13.00 - 15.00 Kerja
Sumber: PT. Morawa Electric Transbuana
2.3.4. Sistem Pengupahan dan Fasilitas yang Digunakan
Sistem pengupahan yang ada pada PT. Morawa Electric Transbuana dilakukan setiap awal bulan dengan pendapatan besar upah berdasarkan jabatan, keahlian, kecakapan, pendidikan, dan prestasi kerja karyawan yang bersangkutan. Adapun perincian upah dan sistem pengupahan di PT. Morawa Electric Transbuana adalah sebagai berikut:
a. Gaji Pokok b. Upah Lembur
c. Tunjangan kesehatan dan keluarga d. Insentif kerajinan
2.4. Proses Produksi
2.4.1. Bahan
2.4.1.1. Bahan Baku
Bahan baku merupakan semua bahan yang langsung digunakan sebagai bahan dasar dan memiliki komposisi terbesar dalam pembuatan produksi dimana sifat dan bentuknya akan mengalami perubahan. Bahan baku yang digunakan dalam memproduksi transformator adalah :
1. Plat Silicon Steel
Silicon steel berbentuk lembaran plat yang tergulung berlapis-lapis yang digunakan untuk membuat inti transformator. Jenis silicon steel yang digunakan adalah Grain Oriented Core HHB atau Z8H produksi Nippon Steel
Jepang dan jenis RG8H produksi Kawasaki Steel Jepang. 2. Kawat Tembaga (Cooper Wire)
Kawat tembaga yang digunakan terdiri dari dua jenis, yaitu:
a. Enameled Copper Wire, kawat berbentuk silinder dengan diameter 1,60 mm untuk gulungan primer.
b. Rectangular Copper Wire, kawat berbentuk persegi untuk gulungan sekunder dengan ukuran 3,2 x 8 mm.
3. High and LowVoltage Bushing
4. Kertas Isolasi
Kertas isolasi digunakan untuk gulungan primer dan koneksi antara kumparan-kumparan ke tap changer pada sisi primernya. Kertas ini juga berfungsi sebagai pengaman dalam mengisolasi antara kawat-kawat, dari kawat ke tangki dan kawat ke inti. Kertas ini berasal dari Jepang dalam bentuk gulungan besar untuk ukuran 0,13 – 0,50 mm, sedangkan untuk ukuran 0,80 – 1,60 mm dikemas dalam peti.
5. Kertas OD
Kertas OD ini berguna untuk memberi celah/jarak antara kumparan sekunder dengan primer sehingga minyak dapat masuk pada celah tersebut dan panas yang timbul akibat adanya rugi-rugi tembaga (Cu) dapat diatasi.
6. TapChanger
Tap Changer berfungsi sebagai switch otomatis yang berfungsi apabila transformator mendapat beban lebih terutama saat terkena sambaran petir, dan apabila suhu transformator tinggi.
7. Minyak
Minyak yang digunakan adalah jenis Dilla B juga minyak Esso Volta 80 buatan Amerika Serikat. Minyak ini berfungsi sebagai cairan pendingin agar transformator dapat berfungsi dengan stabil, terutama pada saat berbeban besar atau terkena sambaran petir.
8. EarthTerminal
9. Pressure Terminal
Pressure Terminal berfungsi sebagai penghubung transmisi. 10.Thermometer
Thermometer merupakan alat yang ditambahkan dalam transformator yang digunakan untuk mengukur suhu transformator.
11.Besi plat, besi siku, besi UNP, besi plat strip, dan roda besi hasil produksi dalam negeri, digunakan dalam pembuatan casing transformator.
2.4.1.2. Bahan Penolong
Bahan penolong adalah bahan yang digunakan untuk memperlancar proses produksi tetapi tidak terdapat dalam produk akhir. Bahan ini secara tidak langsung mempengaruhi kualitas produk yang dihasilkan.
Bahan penolong yang digunakan dalam proses produksi adalah : 1. Gas Nitrogen (N2).
Gas ini digunakan dalam proses pemanggangan inti dan juga dalam proses pengujian kebocoran tangki transformator.
Fungsi gas nitrogen pada saat proses pemanggangan inti adalah :
a. Untuk menghilangkan reaksi oksidasi antara oksigen dan inti sehingga tidak terjadi pekaratan inti.
b. Membantu agar temperatur panas di dalam tungku pemanggangan merata. 2. HCL dan Soda Ash
3. Pasir kuarsa
Pasir kuarsa digunakan untuk menutupi pinggiran panggangan agar gas nitrogen yang dialirkan tidak keluar dari tungku pemanggangan tersebut. 4. Kayu Meranti
Kayu meranti digunakan untuk menyangga lilitan kumparan trafo agar kedudukannya tetap.
5. Mal Besi
Mal besi digunakan sebagai mal untuk menggulung kumparan Silicon Steel
pada saat pembuatan inti trafo. Mal besi ini juga digunakan pada saat pemanggangan inti agar kumparan Silicon Steel dari inti trafo tidak lepas.
2.4.1.3. Bahan Tambahan
Bahan tambahan merupakan bahan yang ditambahkan pada suatu proses produksi dan tampak pada produk akhir. Dalam hal ini bertujuan untuk meningkatkan mutu dan nilai dari suatu produk. Bahan tambahan yang digunakan pada proses pembuatan transformator di PT. Morawa Electric Transbuana adalah : 1. Plat Merek
Plat merek “Morawa” digunakan untuk menyatakan pabrik yang memproduksi transformator.
2. Name plate
3. Cottonband
Merupakan bahan yang digunakan untuk mengikat kumparan pada inti agar tidak lepas.
4. Hand Hold
Hand Hold berfungsi sebagai pegangan dalam mempermudah pemindahan transformator dan terdiri dari dua pasang pegangan.
5. Kawat Las
Kawat las digunakan untuk mengelas tangki trafo dengan kumparan primer dan kumparan sekunder.
6. Lem
Lem digunakan sebagai perekat kertas isolasi pada lilitan kumparan. 7. Baut dan Mur
Baut dan mur digunakan untuk menghubungkan trafo ke tangki, menutup
pressure terminal, menghubungkan oil gauge yang masuk ke dalam tangki, dan memasang tutup tangki trafo.
8. Cat
Cat digunakan dalam proses pengecatan tangki transformator. 9. Stop kran sebagai tempat pembuangan minyak.
2.4.2. Jumlah dan Spesifikasi Produk
produk transformator satu fasa dapat dilihat pada Tabel 2.3, sedangkan spesifikasi produk transformator tiga fasa dapat dilihat pada Tabel 2.4.
Tabel 2.3. Spesifikasi Produk Transformator Satu Phasa
Uraian Spesifikasi Transformator
Daya Pengenal kVA 5 10 15 25 50
Jumlah Fasa - 1 1 1 1 1
Frekuensi Pengenal Hz 50 50 50 50 50
Tegangan Primer kV 20 20 20 20 20
Tegangan Sekunder kV 231/462 231/462 231/462 231/462 231/462 Arus Beban Nol % 2,4 2,3 2 1,6 1,4
Sumber: PT. Morawa Electric Transbuana
Tabel 2.4. Spesifikasi Produk Transformator Tiga Phasa
Uraian Spesifikasi Transformator
Daya Pengenal kVA 100 150 200 250 315 400 500 630 800 1000 1250 1600
Jumlah Fasa - 3 3 3 3 3 3 3 3 3 3 3 3
Frekuensi Pengenal Hz 50 50 50 50 50 50 50 50 50 50 50 50 Tegangan Primer kV 20 20 20 20 20 20 20 20 20 20 20 20 Tegangan Sekunder kV 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 Arus Beban Nol % 2,3 2,3 2,3 2,1 2 1,9 1,9 1,8 2 2 2 2
Sumber: PT. Morawa Electric Transbuana
2.4.1. Uraian Proses Produksi
Urutan proses pembuatan transformator pada PT. Morawa Electric Transbuana adalah sebagai berikut :
1. Proses Pemotongan Silikon (Silicon Steel Cutting)
pemotongan, terlebih dahulu dilakukan set-up terhadap mesin potong dengan cara mengatur jarak pisau potong sesuai dengan ukuran yang diinginkan. Penyetelan jarak pisau-pisau ini diatur sedemikian rupa sehingga tidak ada plat inti yang terbuang. Proses pemotongan inti transformator dilakukan setelah lembaran tergulung diletakkan pada penyangga mesin peletakan, kemudian mesin dijalankan secara perlahan-lahan dengan cara mengatur putarannya melalui panel sehingga plat inti dapat ditarik ke meja pemotongan. Selanjutnya mesin dijalankan dan plat yang telah dipotong diletakkan di tempat penyusunan plat. Hal yang perlu diperhatikan pada proses pemotongan inti harus dilakukan dengan cermat agar tidak terjadi pengelupasan fosfor yang melapisi inti.
2. Penggulungan Inti Trafo (Core Winding)
a. Rugi-rugi inti kecil untuk rapat fluksi yang sama, berarti terjadi penghematan dalam penggunaan inti transformator.
b. Arus penguatan (exciting current) adalah sangat kecil, karena kecilnya celah udara (air gap).
c. Tingkat kebisingan (noise level) rendah.
d. Waktu yang dibutuhkan untuk proses ini lebih cepat. e. Jumlah plat yang terbuang lebih sedikit.
Dengan pemakaian inti transformator yang lebih kecil, berarti dimensi transformator akan menjadi lebih kecil, pemakaian komponen-komponen bahan yang lain juga akan sedikit sehingga memberikan suatu penghematan. Kerugian dari cara wound core ini adalah dapat terjadi kerusakan pada beliran (terbakar), dan jika demikian maka seluruh transformator akan diangkat dan diperbaiki di pabrik. Pada penggulungan inti trafo dengan cara staching (inti susun), apabila terjadi kerusakan, maka cukup dengan membuka intinya dan mengeluarkan lilitannya untuk diganti.
Penggulungan inti harus memperhatikan tegangan tarik (tensile strength) agar tidak terlalu besar, untuk menghindari kerusakan lapisan fosfor yang dapat menyebabkan rugi-rugi inti bertambah besar.
3. Proses Annealing
Silicon steel dibawa ke bagian annealing dengan menggunakan hoist crane, kemudian silicon steel tersebut siap untuk dipanaskan dengan menggunakan tungku pemanas (annealing furnace) yang menggunakan energi listrik. Proses
a. Memperbaiki karakteristik inti yaitu memperkecil rugi-rugi inti.
b. Menghilangkan elastisitas dari bahan baku inti transformator, sehingga pada saat inti dikeluarkan bentuknya tidak mengalami perubahan.
Temperatur yang diperlukan untuk annealing inti diatur melalui panel kontrol yang diatur mengatur tegangan dan arus yang akan diberikan ke elemen pada tungku pemanas. Pada panel tersebut thermocouple yang dihubungkan dengan
relay temperature dengan range 0-1200oC, relay ini berfungsi untuk memutuskan dan menghubungkan tungku pemanas dari sumber tegangan sehingga dapat membatasi temperatur yang diinginkan yaitu 840oC. Waktu yang dibutuhkan untuk sekali proses annealing 24 jam dengan kapasitas satu tungku sebanyak 7 unit. Uraian proses annealing inti transformator adalah sebagai berikut:
a. Inti (Silicon steel) disusun pada bagian dasar tungku yang diberi pasir dan besi.
b. Inti yang telah disusun ditutup dengan penutup pertama dan dilanjutkan dengan penutup kedua. Pada penutup kedua terdapat elemen-elemen pemanas yang menggunakan listrik.
c. Gas N2 dialirkan dengan tekanan 0,1 kg/cm selama 30 menit.
d. Arus listrik dialirkan ke dalam tungku melalui heater dengan tegangan 160 volt, sampai temperatur mencapai 300oC, sementara N2 tetap dialirkan
dengan tekanan yang sama.
f. Tegangan tetap dipertahankan 220 volt hingga temperatur mencapai 830oC selama 4 jam. Setelah itu sumber listrik diputus dan gas N2 tetap dialirkan
hingga proses annealing selesai.
g. Temperatur dibiarkan turun secara perlahan hingga mencapai suhu 500oC dan kemudian penutup luar pemanggang diangkat setinggi 30 cm dari dasar pemanggangan untuk membantu mengurangi temperatur secara perlahan sampai 350oC.
h. Penutup luar diangkat secara keseluruhan sedangkan penutup dalam tetap dibiarkan sampai temperatur turun hingga 160oC dan aliran N2 dihentikan.
i. Penutup dalam pemanggangan diangkat dan proses annealing selesai. Gas N2 yang dialirkan dalam tungku akan dikeluarkan melalui saluran
pembuangan, untuk mengalami pergantian dengan gas N2 yang baru. Inti yang
keluar dari tungku pemanggangan kemudian dipindahkan ke bagian pengujian rugi-rugi inti dengan menggunakan hoist crane. Gas yang digunakan dalam proses pemanggangan ini berguna untuk menghilangkan reaksi oksidasi antara oksigen dengan inti agar tidak berkarat dan menjaga agar temperatur panas merata di dalam tungku.
4. Penimbangan Berat Inti (Weight Measurement)
5. Pengujian Rugi-rugi Inti Transformator (Core Lost Test)
Setelah proses pemanggangan dan penimbangan, inti transformator dibawa ke pengujian rugi- rugi inti dengan menggunakan hoist crane dan inti tersebut diuji. Proses pengujian inti transformator ini berfungsi untuk melihat apakah proses pemanggangan itu sudah baik atau tidak kemudian disesuaikan dengan jumlah lilitan yang akan digulung, dan hasil pengujian ini harus sesuai dengan standard PLN. Berikut penjelasan dari pengujian rugi-rugi inti:
a. Ukur penampang inti tersebut.
b. Susun inti yang akan ditest di atas blok kayu.
c. Lilitkan kabel yang jumlahnya sesuai dengan kapasitas transformator. d. Jepit ujung belitan ke terminal pengetasan.
e. Posisikan power dalam keadaan ON dan tekan ON power pada control panel.
f. Beri tegangan secara perlahan sampai tegangan phase yang dikehendaki. g. Catat hasil pengetesan.
h. Setelah hasil pengetesan, switch off panel kontrol dan matikan power supply.
6. Proses Pemotongan dan Pembuatan Kertas Isolasi (Paper Cutting)
a. Pressure Paper Board, yaitu kertas isolasi yang dilapisi dengan vernis, sehingga pada proses akhir tidak memerlukan perendaman di vernis, hanya cukup melakukan proses pemanasan.
b. Krafit Paper, yaitu kertas isolasi tanpa lapisan vernis, sehingga pada proses akhir transformator harus dicelupkan ke dalam cairan vernis.
PT. Morawa Electric Transbuana menggunakan kertas isolasi jenis Pressure Paper Board sehingga lebih menguntungkan dari segi waktu dan tenaga karena tidak lagi membutuhkan proses pencelupan ke dalam cairan vernis. Kertas isolasi (insulation paper) yang telah selesai dipotong ditempeli dengan kertas OD. Kertas OD ini merupakan batangan kertas 4,8 mm yang direkatkan pada kertas isolasi dengan ketebalan 2,4 mm dengan jarak tiap batang kertas 2 cm. Kertas OD ini berguna untuk memberi celah/jarak antara kumparan sekunder dengan primer sehingga nantinya minyak dapat masuk pada celah tersebut sehingga panas yang timbul akibat adanya rugi-rugi tembaga (Cu) dapat diatasi.
7. Penggulungan Kumparan (Coil Winding)
Inti trafo yang telah selesai diuji dibawa ke penggulungan dengan menggunakan forklift. Sebelum penggulungan kumparan dilakukan, inti trafo diikat dengan cotton band agar lembaran ini tidak lepas saat dilakukan penggulungan kumparan. Kemudian inti trafo dilapisi dengan insulation paper
yang tebalnya 0,125 mm dan dibungkus ke roda gigi yang bisa berputar pada
a. Kumparan sekunder
Kumparan yang pertama digulung ke inti trafo adalah kumparan sekunder. Kawat tembaga yang digunakan berbentuk persegi dengan ukuran 3,2 x 8 mm. Kumparan sekunder mempunyai 88 lilitan pada kedua kaki trafo, dimana pada tiap kaki trafo terdiri dari 44 lilitan dan lilitan pada kaki trafo terdiri dari dua lapisan dengan jumlah lilitan 22 lilitan tiap lapisnya. Pada tiap lapisan tersebut diberi kertas isolasi dengan tebal 0,125 mm. Kenaikan suhu tembaga tidak boleh melebihi standard 65oC.
b. Kumparan primer
Pada kumparan primer kawat tembaga yang digunakan adalah berbentuk silinder dengan diameter 1,60 mm. Kumparan primer mempunyai 4190 lilitan pada tiap kakinya, dimana pada setiap kaki trafo terdiri dari 2095 lilitan dan lilitan pada setiap kaki trafo terdiri dari 20 lapisan dengan jumlah lilitan 201 pada setiap lapisannya. Pada setiap lapisan tersebut diberi insulation paper dengan tebal 0,125 mm. Setelah kumparan primer selesai digulung kemudian diberi lagi insulation paper dengan tebal 2,4 mm.
8. Pemasangan dan Koneksi Kumparan (Coil Assembly)
Inti yang telah selesai digulung dibawa kebagian koneksi dengan hoist crane.
Kumparan kemudian disambungkan antara kumparan yang satu dengan kumparan yang lain. Sebelum koneksi dilakukan, terlebih dahulu dipasang plat pendukung inti. Koneksi kumparan pertama sekali dilakukan terhadap kumparan sekunder dengan cara mengelasnya, kemudian dilakukan pemasangan tutup case dengan menggunakan mur dan baut. Setelah itu dilanjutkan dengan pengkoneksian terhadap hubungan primer.
9. Pengeringan Gulungan Kumparan (First Drying)
Proses ini bertujuan untuk mengeringkan kumparan dari uap air yang mungkin ada di dalam kawat. Inti trransformator yang telah dikoneksi dan dipasang tutup serta instrumen yang diperlukan dibawa ke pengeringan dengan menggunakan kereta sorong, kemudian dimasukkan ke dalam alat pengering (drying oven). Lamanya pengeringan tergantung pada besarnya kapasitas transformator. Untuk mensirkulasi temperatur dalam oven, digunakan blower
yang digerakkan oleh motor lisrik. Untuk mencegah panas yang berlebihan yang dapat merusak struktur kumparan tranformator, maka relay temperature
diatur pada posisi suhu sekitar 115-130oC. 10.Pemasangan Terminal (Terminal Assembly)
telah dipasang sebelumnya. Kemudian diperiksa apabila semua terminal yang diperlukan sudah terpasang dan terkunci dengan baik sebelum dimasukkan ke dalam case (tangki) transformator.
11.Turn Ratio Test
Jika semua kumparan sudah terhubung dengan baik ke tap changer, maka dilakukan pemeriksaan dengan menggunakan alat Turn Ratio Test yang bertujuan untuk mengetahui apakah perbandingan lilitan dari masing-masing kumparan sudah sesuai atau tidak. Penyimpanan-penyimpanan yang terjadi pada perbandingan transformator ini tidak boleh lebih besar atau lebih kecil 0,5% terhadap harga perbandingan transformator nominal sesuai standar. 12.Perakitan dengan Tangki Transformator
Setelah pengujian selesai dilakukan, transformator dimasukkan ke dalam tangki yang telah disiapkan sesuai dengan desain dan ukuran dari transformator tersebut. Selanjutnya dilakukan pemasangan kran, pressure
terminal, oil gauge, thermometer, dan karet packing, untuk kemudian ditutup dengan menggunakan baut dan mur.
13.Pengisian Minyak ke dalam Tangki Transformator (Oil Filling)
Tangki diisi dengan minyak trafo yang dipompakan dari tangki oil filter
untuk menghilangkan kadar air yang terdapat pada minyak. Jenis minyak yang digunakan dalam pembuatan transformator ini adalah jenis DIALA B yang diproduksi oleh perusahaan Sheel Company Amerika Serikat.
14.Routine Test
Pengujian ini merupakan final test terhadap seluruh transformator yang akan dikirim ataupun disimpan. Setelah selesai di pengisian minyak trafo dibawa ke bagian pengujian akhir dengan hoist crane. Secara garis besar, pengujian rutin ini terdiri dari beberapa kegiatan pengujian, yakni:
a. Pengujian beban nol, untuk menguji rugi-rugi inti dan persen beban nol. Pada pengujian beban nol ini, alat ukur dipasang pada bagian sisi sekunder (tegangan rendah), tegangan pengujian diberikan setingkat demi setingkat sampai voltmeter menunjukkan tegangan nominal sekunder dan sisi primer pada rangkaian terbuka.
b. Pengujian hubungan singkat, untuk melihat besar rugi-rugi tembaga trafo. Pada pengujian ini, alat ukur dipasang pada sisi primer (tegangan tinggi) sedangkan sisi sekunder (tegangan rendah) dihubung singkatkan dengan menggunakan sebuah penghantar/konduktor yang sesuai dengan besarnya arus nominal sekunder. Sumber tegangannya diatur dengan voltage
regulator yang dihubung ke sisi primer. c. Pengukuran tahanan kumparan
Pengukuran tahanan kumparan ini dilakukan dengan menggunakan
kumparan primer dan untuk mengukur tahanan pada kumparan sekunder digunakan double-bridge (jembatan ganda).
d. Pengukuran tahanan isolasi
Pengujian ini dilakukan untuk melihat ketahanan isolasi transformator terhadap tegangan tinggi, baik itu pada sisi primer (high voltage) maupun sisi kumparan sekunder (low voltage).
e. Pengujian frekuensi tinggi
Alat pengujinya terdiri dari generator frekuensi tinggi (350 Hz) yang digerakkan motor induksi. Lama waktu pengujian tergantung dari frekuensi dan tegangannya dua kali dari tegangan nominal sekunder transformator distribusi yang diuji.
f. Pengujian kebocoran dari tangki trafo
Pengujian ini dilakukan dengan mengalirkan gas murni Nitrogen (N2) ke
dalam tangki trafo yang telah ditutup rapat.
Selain pengujian yang bersifat routine test, perusahaan ini juga melakukan pengujian tipe yang terdiri dari:
a. Pengujian ketahanan suhu b. Pengujian kenaikan suhu 15.Pemasangan Name Plate
Transformator yang telah diuji dan mendapat persetujuan dari bagian quality control, maka selanjutnya transformator tersebut dipasangkan name plate
Dan juga diberi label merek “MORAWA”, yang menandakan identitas perusahaan.
16.Penyimpanan
Transformator yang telah selesai dipasang name plate dan merek selanjutnya dibawa ke bagian penyimpanan dengan menggunakan hoist crane.
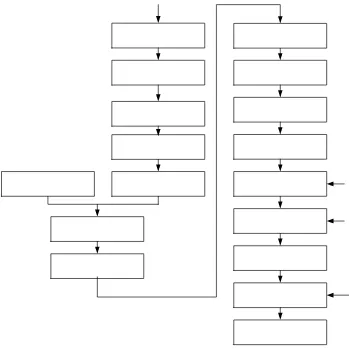
[image:58.595.113.462.322.671.2]Blok diagram proses pembuatan transformator PT. Morawa Electric Transbuana dapat dilihat pada Gambar 2.2.
2.5. Mesin dan Peralatan
2.5.1. Mesin Produksi
[image:59.842.25.818.223.485.2]Mesin-mesin yang digunakan dalam proses produksi transformator dapat dilihat pada Tabel 2.5.
Tabel 2.5. Daftar Mesin Produksi PT. Morawa Electric Transbuana
No. Nama Mesin Tahun Asal Daya Tegangan
(Volt)
Kuat Arus
(Ampere) Cos O
Jumlah
(Unit) Fungsi
1 Core Slitting 1981 Taiwan 3 HP 380 7 0,8 1 Memotong silicon steel sesuai dengan ukuran produk yang akan dibuat
2 Core Wounding 1981 Taiwan 2,5 HP 380 8,1 0,6 2 Menggulung inti transformator
3 Annealing Furnace 1981 Taiwan 60 Kw 380 170 - 2
-Memperbaiki karakteristik inti trafo, yaitu memperkecil arus eksitasi dan mengurangi rugi-rugi inti
-Menghilangkan elastisitas dari bahan baku inti trafo sehingga bentuk tidak berubah 4 Core Winding 1981 Taiwan 1 HP 380 3,65 0,5 10 Menggulung kumparan transformator 5 Insulating Dryer 1981 Taiwan 12
kVA 380 63 0,5 2 Mengeringkan inti transformator 6 Paper Wrapping 1981 Taiwan 1,5
kVA 380 7,2 0,5 3
Memotong kertas isolasi sesuai dengan ukuran yang telah ditentukan
7 Compressor 1981 Taiwan 2 HP 380 7,1 0,5 3 Memompa udara 8 High Frequency
Generator 1981 Taiwan 5 kVA 380 4 0,9 1 Menetralkan frekuensi
2.5.2. Peralatan
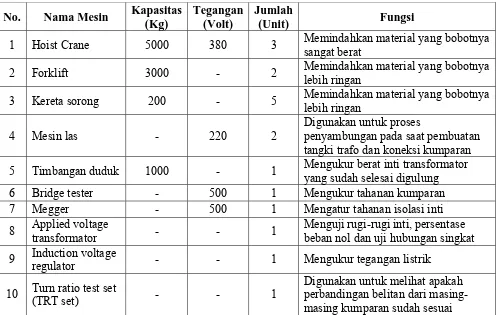
[image:60.595.65.561.194.509.2]Peralatan yang digunakan dapat dilihat pada Tabel 2.6.
Tabel 2.6. Daftar Peralatan Produksi PT. Morawa Electric Transbuana
No. Nama Mesin Kapasitas (Kg)
Tegangan (Volt)
Jumlah
(Unit) Fungsi
1 Hoist Crane 5000 380 3 Memindahkan material yang bobotnya sangat berat
2 Forklift 3000 - 2 Memindahkan material yang bobotnya lebih ringan
3 Kereta sorong 200 - 5 Memindahkan material yang bobotnya lebih ringan
4 Mesin las - 220 2
Digunakan untuk proses
penyambungan pada saat pembuatan tangki trafo dan koneksi kumparan 5 Timbangan duduk 1000 - 1 Mengukur berat inti transformator
yang sudah selesai digulung 6 Bridge tester - 500 1 Mengukur tahanan kumparan 7 Megger - 500 1 Mengatur tahanan isolasi inti 8 Applied voltage
transformator - - 1
Menguji rugi-rugi inti, persentase beban nol dan uji hubungan singkat 9 Induction voltage
regulator - - 1 Mengukur tegangan listrik 10 Turn ratio test set
(TRT set) - - 1
Digunakan untuk melihat apakah perbandingan belitan dari masing-masing kumparan sudah sesuai
BAB III
LANDASAN TEORI
3.1. Penjadwalan
1. Keterbatasan teknologi urutan pengerjaan job atau routing (kendala aktivitas) 2. Batas kapasitas sumberdaya yang tersedia (kendala sumberdaya)
Dapat dikatakan bahwa solusi terhadap masalah penjadwalan adalah setiap solusi yang layak pada daerah yang memenuhi kedua kendala tersebut (feasible region).
Masalah penjadwalan seringkali muncul jika terdapat n job yang akan diproses pada m buah mesin, yang harus ditetapkan mana yang harus dikerjakan lebih dahulu dan bagaimana urutan proses dan pengalokasian operasi pada mesin sehingga diperoleh suatu proses produksi yang terjadwal. Masalah penjadwalan dapat diselesaikan dengan bantuan model matematis yang akan memberikan solusi optimal. Model-model penjadwalan akan memberikan rumusan masalah yang sistematik berikut dengan solusi yang diharapkan.
3.1.1. Terminologi Penjadwalan1
Terminologi atau istilah-istilah yang ditemukan dalam penjadwalan dapat diuraikan sebagai berikut :
1. Processing time (waktu proses), merupakan perkiraan waktu penyelesaian satu pekerjaan. Perkiraan ini juga meliputi perkiraan waktu setup mesin. Simbol untuk waktu proses pekerjaan i adalah Ti.
2. Due date (batas waktu), merupakan waktu maksimal yang dapat diterima untuk menyelesaikan pekerjaan tersebut. Kelebihan waktu dari waktu yang
1
telah ditetapkan merupakan suatu keterlambatan. Batas waktu ini disimbolkan sebagai Di.
3. Lateness (keterlambatan), merupakan penyimpangan antara waktu penyelesaian pekerjaan dengan batas waktu yang ditentukan. Suatu pekerjaan mempunyai keterlambatan positif jika diselesaikan setelah batas waktu dan bernilai negative jika diselesaikan sebelum batas waktu. Simbol keterlambatan ini adalah Li.
4. Tardiness (ukuran keterlambatan), merupakan ukuran untuk keterlambatan positif. Jika suatu pekerjaan diselesaikan lebih cepat dari batas waktu yang ditetapkan, maka mempunyai nilai keterlambatan negative tetapi ukuran keterlambatan positif. Ukuran ini disimbolkan dengan Ti, dimana Ti adalah maksimum dari (0, Li).
5. Slack (kelonggaran), merupakan ukuran yang digunakan untuk melihat selisih waktu antara waktu proses dengan batas waktu yang telah ditetapkan. Slack dinotasikan Sli, dan dihitung dengan persamaan Sli = di –ti.
6. Completion time (waktu penyelesaian), merupakan rentang waktu saat pekerjaan dimulai sampai dengan pekerjaan itu selesai. Waktu penyelesaian ini disimbolkan Ci.
7. Flow time (waktu alir), merupakan rentang waktu antara saat pekerjaan dapat dimulai (tersedia) dan saat pekerjaan selesai. Waktu alir sama dengan waktu proses ditambah dengan waktu tunggu sebelum pekerjaan diproses.
atau work center pertama sampai kepada urutan pekerjaan terakhir pada mesin atau work center terakhir.
3.1.2. Tujuan Penjadwalan
Bedworth (1987), mengidentifikasi beberapa tujuan dari aktivitas penjadwalan, antara lain:
1. Meningkatkan penggunaan sumberdaya atau mengurangi waktu tunggu sehingga total waktu proses dapat berkurang dan produktivitas dapat meningkat.
2. Mengurangi persediaan barang setengah jadi atau mengurangi sejumlah pekerjaan yang mengunggu dalam antrian ketika sumber daya yang ada masih mengerjakan tugas yang lain.
3. Mengurangi beberapa kelambatan pada pekerjaan yang mempunyai batas waktu penyelesaian sehingga akan meminimisasi penalty cost (biaya kelambatan).
4. Membantu pengambilan keputusan mengenai perencanaan kapasitas pabrik dan jenis kapasitas yang dibutuhkan sehingga penambahan biaya yang mahal dapat dihindarkan.
1. Pola aliran proses
a. Penjadwalan flowshop, dimana job-job yang akan diproses seluruhnya mengalir pada arah/jalur produk yang sama.
b. Penjadwalan jobshop, dimana tiap job memiliki aliran/routing yang berbeda.
2. Mesin yang digunakan dalam proses
a. Penjadwalan mesin tunggal, merupakan salah satu model pengurutan job
dimana job yang hendak diurutkan sedang menunggu untuk diproses pada sebuah mesin tunggu.
b. Penjadwalan mesin jamak, dimana serangkaian job hendak diproses pada beberapa mesin baik seri, paralel maupun kombinasinya.
3. Pola kedatangan job
a. Penjadwalan statis, dimana job yang hendak diurutkan datang dan tiba pada satu mesin pada saat yang bersamaan serta siap dikerjakan pada mesin yang menganggur.
b. Penjadwalan dinamis, dimana kedatangan job tidak menentu. 4. Karakteristik informasi
a. Deterministik, dimana sifat informasi yang diterima relatif pasti. b. Stokastik, dimana sifat informasi yang diterima relatif tidak pasti.
3.1.3. Kriteria Penjadwalan
1. Minimisasi waktu penyelesaian rata-rata (mean flow time)
n j j F n F 1 1dimana Fj tj Wj
2. Minimasi mean lateness
n j j L n L 1 13. Maksimasi mean tardiness
n j j T n T 1 1dimana Tj maks(0,L)
4. Minimasi jumlah job yang terlambat (number of tardy jobs)
n j j T T N 1 )( dimana :
0 0 ) ( 0 1 ) ( j j j j T jika T T jika T
5. Maksimisasi tardiness
) ( max max 1 j T n j
T
6. maksimisasi keseluruhan waktu penyelesaian job yang ada (maximum flow time) ) ( max max 1 j F n j F
7. Maksimisasi utilitas rata-rata mesin (U)
3.1.4. Parameter Performansi Penjadwalan2
Parameter performansi digunakan untuk menentukan metode yang lebih baik untuk diterapkan pada perusahaan. Parameter performansi yang dapat digunakan antara lain :
- Efficiency Index (EI), yaitu perbandingan antara metode usulan dengan metode yang digunakan perusahaan, dirumuskan sebagai berikut :
EI =
metodeusulan
perusahaan metode
Makespan Makespan
Apabila EI = 1, maka kedua metode memiliki performance yang sama, bila EI < 1, maka metode usulan yang diberikan memiliki performance
yang kurang baik dibanding dengan metode yang digunakan perusahaan, demikian juga sebaliknya.
- Relative Error (RE) digunakan untuk mengetahui seberapa jauh perbedaan
makespan yang dihasilkan oleh kedua metode, yang dapat dihitung sebagai berikut :
RE =
metodeusulan
perusahaan metode usulan
metode
Makespan
Makespan Makespan
x 100%
3.2. Penjadwalan Flow Shop3
Sistem produksi menurut aliran operasi ada yang dinamakan jenis aliran operasi flow shop, yaitu proses konversi di mana unit-unit output secara berturut-turut melalui urutan operasi yang sama pada mesin-mesin khusus, biasanya ditempatkan sepanjang suatu lintasan produksi. Penjadwalan flow shop (Baker, 1974), merupakan suatu pergerakan unit-unit yang terus-menerus melalui suatu rangkaian unit-unit yang terus menerus melalui suatu rangkaian stasiun-stasiun kerja yang disusun berdasarkan produk. Susunan suatu proses produksi jenis flow shop dapat diterapkan dengan tepat untuk produk-produk dengan desain yang stabil dan diproduksi secara banyak, sehingga investasi dengan tujuan khusus secepatnya dapat kembali.
Suatu masalah kritis dalam flow shop adalah pengelompokan tugas-tugas yang dibutuhkan dalam stasiun kerja, sehingga dicapai suatu kondisi yang memenuhi pembatas-pembatas urutan dan terjadi keseimbangan pada tingkat output produksi. Jika tingkat output bervariasi untuk masing-masing stasiun kerja, maka hal ini berarti bahwa lintasan produksi tersebut tidak seimbang. Ketidakseimbangan lintasan akan menghasilkan aliran yang tidak teratur dan rendahnya utilisasi kapasitas yang disebabkan turunnya kecepatan aliran pada stasiun-stasiun penyebab bottleneck.
3
3.3. Algoritma Genetik4
Algoritma genetik adalah algoritma pencarian heuristik yang dipakai untuk menemukan solusi berdasarkan pada mekanisme evaluasi biologis yakni
crossover dan mutasi untuk menghasilkan generasi baru dan dilanjutkan dengan seleksi alam berdasarkan gen yang dimiliki. Sehingga individu yang dapat bertahan hidup di dalam populasi adalah individu yang memiliki kombinasi gen yang baik.
Algoritma genetik dimulai dengan membentuk populasi (kumpulan solusi) awal. Pada algoritma genetik untuk penjadwalan, solusi awal dapat diperoleh secara random atau pun dengan algoritma sederhana untuk penjadwalan seperti
Early Due Date (mengurutkan job dimana job dengan due date yang paling kecil dikerjakan terlebih dahulu), Shortest Processing Time (mengurutkan job di mana
<