Robin : Penilaian Dan Perancangan Metode Kerja Dengan Menggunakan Metode Occupational Repetitive Action
MENGGUNAKAN METODE OCCUPATIONAL REPETITIVE
ACTION (OCRA) INDEX
PADA UD. TIGA BAWANG
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
ROBIN 040403016
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
ACTION (OCRA) INDEX PADA UD. TIGA BAWANG
DRAFT TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh ROBIN 040403016
Disetujui Oleh :
Dosen Pembimbing I, Dosen Pembimbing II,
(Ir. Poerwanto, MSc) (Ir. Rosnani Ginting, MT)
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
segala berkat dan karunia-Nya sehingga penulis dapat menyelesaikan penelitian
dan penulisan Tugas Sarjana ini dengan baik.
Tugas Sarjana ini berjudul “Penilaian dan Perancangan Metode Kerja
dengan Menggunakan Metode OCcupational Repetitive Action (OCRA) Index
pada UD. Tiga Bawang”. Tugas sarjana ini bertujuan memenuhi persyaratan
akademis penyelesaian program Sarjana Teknik Industri Universitas Sumatera
Utara.
Penulis menyadari bahwa Tugas Sarjana ini belum sepenuhnya sempurna
dan masih terdapat kekurangan. Oleh karena itu penulis mengharapkan kritik dan
saran yang membangun dari pembaca untuk kesempurnaan Tugas Sarjana ini.
Akhir kata penulis mengucapkan terima kasih, semoga Tugas Sarjana ini
bermanfaat bagi pembaca.
Medan, Desember 2009
bimbingan dan bantuan dari berbagai pihak. Oleh karena itu, penulis
mengucapkan terima kasih terutama kepada :
1. Bapak Ir. Poerwanto, MSc., selaku Dosen Pembimbing I atas bimbingan,
pengarahan, dan masukan yang diberikan dalam penyelesaian Tugas Sarjana
ini.
2. Ibu Ir. Rosnani Ginting, MT, selaku Ketua Departemen Teknik Industri,
Dosen Pembimbing II, dan Dosen Wali Penulis atas bimbingan, pengarahan,
dan masukan yang diberikan dalam penyelesaian Tugas Sarjana ini.
3. Segenap pimpinan dan karyawan UD. Tiga Bawang yang telah memberikan
izin kepada penulis untuk melaksanakan penelitian di perusahaan tersebut.
4. Kedua orang tua, kakak, abang ipar, paman, dan bibi yang telah memberikan
dukungan sepenuhnya dan doa untuk kelancaran dalam penulisan laporan ini.
5. Doddi Trisna Nugraha yang telah memberikan bahan dan ide judul penelitian
ini.
6. Tokai, Zuna dan Digo yang telah meminjamkan laptop, komputer serta
printernya.
7. Dhareta Sasanawati (Teknik Industri UI ’07) yang telah membantu
9. Mas Wibowo, Bang Tumijo, Bang Nurmansyah, Bu Ani dan Kak Dina atas
bantuan dan tenaga yang telah diberikan dalam memperlancar penyelesaian
Tugas Sarjana ini.
10. Rekan-rekan sekerja di Laboratorium Ergonomi dan Analisa Perancangan
Kerja terutama Andre, Doddi dan Budi atas masukan yang membantu penulis
dalam menyelesaikan Tugas Sarjana ini.
11. Asisten laboratorium Pengukuran dan Statistik, Tata Letak Pabrik dan
Pemindahan Bahan, dan Menggambar Teknik.
12. Varia Defi yang telah memberikan saran dan dukungan kepada penulis.
Kepada semua pihak yang telah banyak membantu dalam menyelesaikan
laporan ini dan tidak dapat penulis sebutkan satu per satu, penulis ucapkan terima
kasih. Semoga laporan ini dapat bermanfaat bagi kita semua.
Medan, Desember 2009
dengan bahan baku ubi kayu. Sebagian besar pekerjanya melakukan kegiatan yang berulang dengan siklus yang panjang. Karena sifat pekerjaannya, maka diduga dapat menyebabkan gangguan muskuloskeletal bagi operator.
Objek yang dipilih dalam penelitian adalah stasiun kerja perajangan, stasiun kerja pembumbuan dan stasiun kerja pengupasan.
Tujuan dari penelitian ini adalah merancang metode kerja yang teridentifikasi beresiko dapat menyebabkan gangguan muskuloskeletal.
Metode yang paling tepat untuk mengidentifikasi masalah dengan kondisi seperti ini adalah metode OCRA (OCcupational Repetitive Action) Index. Metode OCRA, yang ditemukan oleh Occhipinti dan Colombini (1996) ini merupakan metode kuantitatif untuk mengidentifikasi cara kerja yang digunakan dalam pekerjaan berulang khusus alat gerak tubuh bagian atas.
Hasil penelitian pada stasiun kerja perajangan diperoleh tingkat resiko pada tangan kanan (OCRA Index 5,0) adalah beresiko menengah mengalami gangguan muskuloskeletal. Sedangkan tingkat resiko pada tangan kiri (OCRA Index 2,1) telah dapat diterima. Hasil penelitian pada stasiun kerja pembumbuan diperoleh tingkat resiko pada tangan kanan (OCRA Index 13,7) adalah beresiko tinggi mengalami gangguan muskuloskeletal. Sedangkan tingkat resiko pada tangan kiri (OCRA Index 1,6) telah dapat diterima. Hasil penelitian pada operator A stasiun kerja pengupasan diperoleh tingkat resiko pada tangan kanan (OCRA Index 2,7) adalah perlu diperiksa. Sedangkan tingkat resiko pada tangan kiri (OCRA Index 2,0) telah dapat diterima. Hasil penelitian pada operator B stasiun kerja pengupasan diperoleh tingkat resiko pada tangan kanan (OCRA Index 3,1) adalah perlu diperiksa. Sedangkan tingkat resiko pada tangan kiri (OCRA Index 1,0) telah dapat diterima.
Kemudian dilakukan upaya perancangan metode kerja usulan dengan cara menambahkan dua orang operator pada stasiun kerja perajangan, menambahkan satu orang operator pada stasiun kerja pembumbuan, merancang fasilitas tambahan mesin molen pada stasiun kerja pembumbuan dan menyeimbangkan kerja dengan cara mengalokasikan sebagian kegiatan tangan kanan ke tangan kiri stasiun kerja pembumbuan. Setelah dilakukan perancangan, pada stasiun kerja perajangan diperoleh tingkat resiko pada tangan kanan (OCRA Index 2,1) yang menandakan keadaan dapat diterima dan tangan kiri (OCRA Index 0,9) yang menandakan keadaan telah optimal. Pada stasiun kerja pembumbuan diperoleh tingkat resiko pada tangan kanan (OCRA Index 1,3) yang menandakan keadaan telah optimal dan tangan kiri (OCRA Index 2,2) yang menandakan keadaan dapat diterima.
JUDUL ... i
LEMBAR PENGESAHAN... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
ABSTRAK ... vi
DAFTAR ISI ... vii
DAFTAR GAMBAR ... xiv
DAFTAR TABEL ... xviii
DAFTAR LAMPIRAN ... xxiii
I PENDAHULUAN
1.1. Latar Belakang Permasalahan... I-1
1.2. Rumusan Permasalahan ... I-2
1.3. Tujuan Penelitian ... I-2
1.4. Pembatasan Masalah dan Asumsi Penelitian. ... I-3
1.5. Sistematika Penulisan Tugas Akhir ... I-4
II GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan ... II-1
2.3. Organisasi dan Manajemen ... II-2
2.3.1. Struktur Organisasi Perusahaan ... II-3
2.3.2. Uraian Tugas dan Tanggung Jawab ... II-3
2.3.3. Tenaga Kerja dan Jam Kerja ... II-6
2.3.4. Sistem Pengupahan dan Fasilitas ... II-7
2.4. Proses Produksi ... II-7
2.4.1. Bahan Baku ... II-8
2.4.2. Bahan Tambahan ... II-8
2.4.3. Bahan Penolong ... II-8
2.4.4. Uraian Proses Produksi ... II-9
2.4.5. Mesin dan Peralatan Produksi ... II-11
III LANDASAN TEORI
3.1. Keluhan Muskuloskeletal ... III-1
3.2. Latar Belakang dan Penerapan Metode OCRA ... III-4
3.3. Aspek Umum OCRA ... III-5
3.4. Definisi OCRA ... III-6
3.5. OCRA Risk Index ... III-6
3.5.1. Faktor Frekuensi dan Identifikasi Tindakan Teknis
3.5.2. Faktor Kekuatan (Force) ... III-12
3.5.3. Faktor Postur dan Gerakan yang Janggal (Awkward
Postures and Movements) ... III-14
3.5.4. Faktor Kekurangan Waktu Pemulihan (Lack Of Proper
Recovery Periods) ... III-17
3.5.5. Faktor Resiko Tambahan (Additional Risk Factors) ... III-22
3.5.6. Faktor Durasi (Duration Factor) ... III-23
3.5.7. Perhitungan OCRA Index... III-23
3.6. Klasifikasi Hasil OCRA Index... III-24
3.7. Kelebihan dan Kelemahan OCRA Index ... III-24
3.8. Software ManneQuinPro ... III-25
3.9. Peta Proses Kelompok Kerja ... III-26
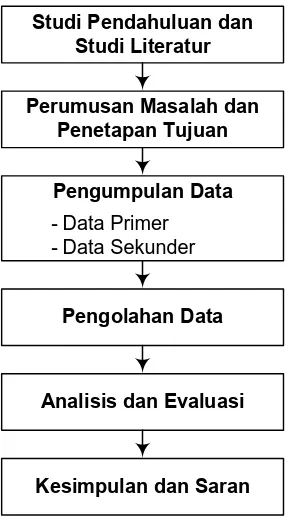
IV METODOLOGI PENELITIAN
4.1. Sifat Penelitian ... IV-2
4.2. Objek Penelitian ... IV-3
4.3. Studi Pendahuluan dan Studi Literatur ... IV-3
4.4. Perumusan Masalah dan Penetapan Tujuan ... IV-3
4.5. Pengumpulan Data ... IV-4
4.7. Analisis dan Evaluasi ... IV-8
4.8. Kesimpulan dan Saran ... IV-9
V PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data ... V-1
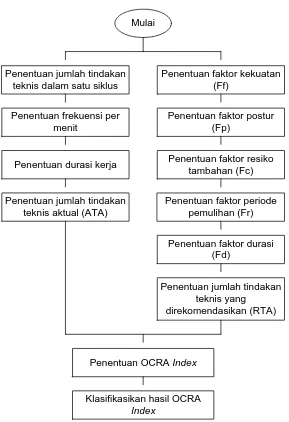
5.2. Pengolahan Data ... V-19
5.2.1. Stasiun Perajangan ... V-19
5.2.1.1. Penentuan Actual Technical Action (ATA) ... V-19
5.2.1.2. Penentuan Recommended Technical Action
(RTA) ... V-22
5.2.1.3. Perhitungan OCRA Index ... V-42
5.2.1.4. Klasifikasi Hasil OCRA Index ... V-42
5.2.2. Stasiun Pembumbuan ... V-43
5.2.2.1. Penentuan Actual Technical Action (ATA) ... V-43
5.2.2.2. Penentuan Recommended Technical Action
(RTA) ... V-45
5.2.2.3. Perhitungan OCRA Index ... V-62
5.2.2.4. Klasifikasi Hasil OCRA Index ... V-62
5.2.3. Operator A Stasiun Pengupasan ... V-63
5.2.3.2. Penentuan Recommended Technical Action
(RTA) ... V-65
5.2.3.3. Perhitungan OCRA Index ... V-76
5.2.3.4. Klasifikasi Hasil OCRA Index ... V-76
5.2.4. Operator B Stasiun Pengupasan ... V-77
5.2.4.1. Penentuan Actual Technical Action (ATA) ... V-77
5.2.4.2. Penentuan Recommended Technical Action
(RTA) ... V-78
5.2.4.3. Perhitungan OCRA Index ... V-89
5.2.4.4. Klasifikasi Hasil OCRA Index ... V-89
VI ANALISIS PEMECAHAN MASALAH
6.1. Analisis Stasiun Perajangan ... VI-1
6.1.1. Analisis terhadap Klasifikasi Hasil OCRA Index ... VI-1
6.1.2. Analisis terhadap Actual Technical Action (ATA) ... VI-1
6.1.3. Analisis terhadap Recommended Technical Action (RTA) . VI-2
6.1.4. Analisis Alternatif Pemecahan Masalah ... VI-3
6.1.5. Perancangan Metode Kerja Usulan... VI-4
6.2. Analisis Stasiun Pembumbuan ... VI-11
6.2.2. Analisis terhadap Actual Technical Action (ATA) ... VI-12
6.2.3. Analisis terhadap Recommended Technical Action (RTA) . VI-12
6.2.4. Analisis Alternatif Pemecahan Masalah ... VI-14
6.2.5. Perancangan Metode Kerja Usulan... VI-16
6.3. Analisis Stasiun Pengupasan ... VI-39
6.3.1. Operator A ... VI-39
6.3.1.1. Analisis terhadap Klasifikasi Hasil OCRA Index VI-39
6.3.1.2. Analisis terhadap Actual Technical Action
(ATA) ... VI-39
6.3.1.3. Analisis terhadap Recommended Technical
Action (RTA) ... VI-40
6.3.2. Operator B ... VI-41
6.3.2.1. Analisis terhadap Klasifikasi Hasil OCRA Index VI-41
6.3.2.2. Analisis terhadap Actual Technical Action
(ATA) ... VI-41
6.3.2.3. Analisis terhadap Recommended Technical
Action (RTA) ... VI-42
6.3.3. Analisis Gang Process Chart ... VI-43
VII KESIMPULAN DAN SARAN
7.1. Kesimpulan ... VII-1
7.2. Saran ... VII-4
DAFTAR PUSTAKA
2.1. Struktur Organisasi UD. Tiga Bawang ... II-3
2.2. Blok Diagram Proses Pembuatan Keripik ... II-11
3.1. Posisi dan Gerakan Bahu ... III-15
3.2. Gerakan Siku ... III-15
3.3. Posisi dan Gerakan Pergelangan Tangan ... III-16
3.4. Tipe Genggaman Tangan ... III-16
3.5. Distribusi Optimal antara Waktu Kerja dan Pemulihan ... III-18
3.6. Contoh Distribusi Waktu Kerja dan Istirahat ... III-19
3.7. Contoh Distribusi Waktu Bekerja dan Menunggu ... III-20
3.8. Contoh Distribusi Waktu Kerja dan Istirahat ... III-21
3.9. Peta Proses Kelompok Kerja untuk Pemasangan Batu Bata ... III-27
4.1. Blok Diagram Metodologi Penelitian ... IV-2
4.2. Flowchart Pengolahan Data ... IV-8
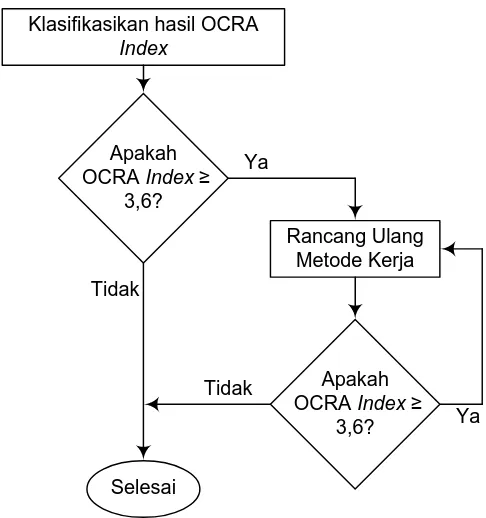
4.3. Flowchart Analisis Pemecahan Masalah ... IV-9
5.1. Jadwal Kerja dan Istirahat Operator Perajangan ... V-3
5.2. Jadwal Kerja dan Istirahat Operator Pembumbuan ... V-9
5.3. Jadwal Kerja dan Istirahat Operator A Pengupasan ... V-14
5.4. Jadwal Kerja dan Istirahat Operator B Pengupasan ... V-16
5.5. Gang Process Chart Stasiun Kerja Pengupasan ... V-18
5.7. Gambar Ilustrasi Badan Bagian Atas Tampak Samping dan Atas ... V-27
5.8. Gambar Ilustrasi Badan Bagian Atas Tampak Samping... V-28
5.9. Foto Operator Merapikan Hasil Rajangan ... V-31
5.10. Gambar Ilustrasi Badan Bagian Atas Tampak Samping dan Atas ... V-31
5.11. Gambar Ilustrasi Badan Bagian Atas Tampak Samping... V-32
5.12. Jadwal Kerja dan Istirahat Makro dalam 1 Hari ... V-38
5.13. Foto Operator Mengarahkan ke Mesin Molen ... V-49
5.14. Gambar Ilustrasi Badan Bagian Atas Tampak Samping dan Atas ... V-49
5.15. Gambar Ilustrasi Badan Bagian Atas Tampak Samping... V-50
5.16. Gambar Ilustrasi Pergelangan Tangan Kanan Tampak Kanan dan
Tampak Atas... V-50
5.17. Foto Operator Mengarahkan ke Mesin Mollen ... V-53
5.18. Gambar Ilustrasi Badan Bagian Atas Tampak Samping dan Atas ... V-53
5.19. Gambar Ilustrasi Badan Bagian Atas Tampak Samping... V-53
5.20. Gambar Ilustrasi Pergelangan Tangan Kiri Tampak Kanan dan
Tampak Atas... V-54
5.21. Jadwal Kerja dan Istirahat Makro dalam 1 Hari ... V-59
5.22. Foto Operator Memotong Bagian Ujung Ubi ... V-67
5.23. Gambar Ilustrasi Badan Bagian Atas Tampak Samping dan Atas ... V-67
5.25. Foto Operator Memutar Ubi ... V-69
5.26. Gambar Ilustrasi Badan Bagian Atas Tampak Samping dan Atas ... V-70
5.27. Gambar Ilustrasi Badan Bagian Atas Tampak Samping... V-70
5.28. Jadwal Kerja dan Istirahat Makro dalam 1 Hari ... V-72
5.29. Foto Operator Memegang Pisau ... V-80
5.30. Gambar Ilustrasi Badan Bagian Atas Tampak Samping dan Atas ... V-80
5.31. Gambar Ilustrasi Badan Bagian Atas Tampak Samping... V-81
5.32. Foto Operator Meletakkan Ubi ... V-82
5.33. Gambar Ilustrasi Badan Bagian Atas Tampak Samping dan Depan .... V-83
5.34. Gambar Ilustrasi Badan Bagian Atas Tampak Samping... V-83
5.35. Jadwal Kerja dan Istirahat Makro dalam 1 Hari ... V-85
6.1. Diagram Waktu Kerja Aktual Operator pada Mesin I, II dan III ... VI-4
6.2. Diagram Waktu Kerja Usulan Operator pada Mesin I, II dan III ... VI-5
6.3. Jadwal Kerja dan Istirahat Makro dalam 1 Hari ... VI-6
6.4. Diagram Waktu Kerja Aktual Operator pada Mesin I dan II ... VI-16
6.5. Diagram Waktu Kerja Usulan Operator pada Mesin I dan II ... VI-16
6.6. Tampak Samping dan Tampak Depan Mesin Molen ... VI-17
6.7. Hand Wheel dan Sliding Bolt ... VI-18
6.8. Tampak Samping dan Tampak Depan Mesin Molen Usulan ... VI-18
6.10. Foto Operator Mengarahkan ke Mesin Molen ... VI-26
6.11. Gambar Ilustrasi Badan Bagian Atas Tampak Samping dan Atas ... VI-26
6.12. Gambar Ilustrasi Badan Bagian Atas Tampak Samping... VI-27
6.13. Gambar Ilustrasi Pergelangan Tangan Kanan Tampak Kanan dan
Tampak Atas... VI-27
6.14. Foto Operator Mengarahkan ke Mesin Molen ... VI-29
6.15. Gambar Ilustrasi Badan Bagian Atas Tampak Samping dan Atas ... VI-29
6.16. Gambar Ilustrasi Badan Bagian Atas Tampak Samping... VI-30
6.17. Gambar Ilustrasi Pergelangan Tangan Kiri Tampak Kanan dan
Tampak Atas... VI-30
6.18. Jadwal Kerja dan Istirahat Makro dalam 1 Hari ... VI-34
6.19. Pisau Pengupasan ... VI-43
2.1. Jumlah Tenaga Kerja ... II-6
2.2. Mesin Produksi ... II-11
2.3. Peralatan Produksi ... II-12
3.1. Contoh Perhitungan Skala CR-10 Borg ... III-13
3.2. Skala Borg dan Faktor Kekuatan (Ff) ... III-14
3.3. Skor Postur ... III-16
3.4. Contoh Penentuan Nilai Resiko Kekurangan Waktu Pemulihan ... III-19
3.5. Nilai Resiko Kekurangan Periode Pemulihan dan Faktor Periode
Pemulihan (Fr) ... III-21
3.6. Skor Tambahan ... III-23
3.7. Durasi Pekerjaan Repetitif dan Faktor Durasi (Fd) ... III-23
3.8. Klasifikasi Hasil OCRA Index ... III-24
5.1. Kegiatan Operator Perajangan ... V-1
5.2. Durasi Kerja Operator Perajangan ... V-3
5.3. Skala CR-10 Borg Tangan Kanan Operator Perajangan ... V-4
5.4. Skala CR-10 Borg Tangan Kiri Operator Perajangan ... V-6
5.5. Kegiatan Operator Pembumbuan... V-7
5.6. Durasi Kerja Operator Pembumbuan ... V-9
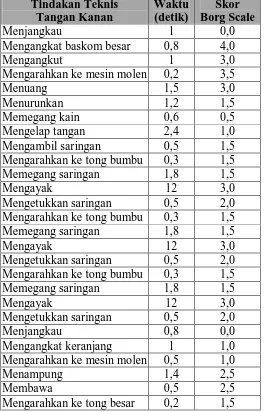
5.7. Skala CR-10 Borg Tangan Kanan Operator Pembumbuan... V-10
5.9. Kegiatan Operator A Pengupasan... V-13
5.10. Durasi Kerja Operator A Pengupasan ... V-14
5.11. Skala CR-10 Borg Tangan Kanan Operator A Pengupasan... V-14
5.12. Skala CR-10 Borg Tangan Kiri Operator A Pengupasan ... V-15
5.13. Kegiatan Operator B Pengupasan ... V-15
5.14. Durasi Kerja Operator B Pengupasan ... V-17
5.15. Skala CR-10 Borg Tangan Kanan Operator B Pengupasan ... V-17
5.16. Skala CR-10 Borg Tangan Kiri Operator B Pengupasan ... V-17
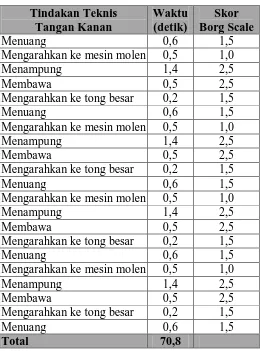
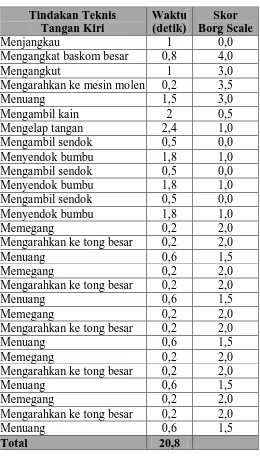
5.17. Tindakan Teknis Tangan Kiri dan Tangan Kanan... V-19
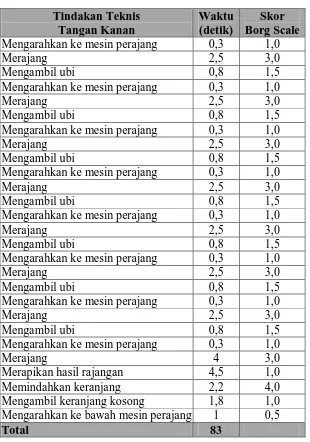
5.18. Perhitungan Skala CR-10 Borg Tangan Kanan ... V-23
5.19. Perhitungan Skala CR-10 Borg Tangan Kiri... V-25
5.20. Penilaian Postur Tangan Kanan... V-29
5.21. Penilaian Postur Tangan Kiri ... V-33
5.22. Faktor Resiko Tambahan Tangan Kanan ... V-35
5.23. Faktor Resiko Tambahan Tangan Kiri ... V-37
5.24. Waktu Kerja dan Istirahat Aktual ... V-39
5.25. Penentuan Nilai Resiko Kekurangan Waktu Pemulihan ... V-40
5.26. Faktor Pengali RTA ... V-41
5.27. Klasifikasi Hasil Perhitungan OCRA Index ... V-42
5.29. Perhitungan Skala CR-10 Borg Tangan Kanan ... V-46
5.30. Perhitungan Skala CR-10 Borg Tangan Kiri... V-48
5.31. Penilaian Postur Tangan Kanan... V-51
5.32. Penilaian Postur Tangan Kiri ... V-55
5.33. Faktor Resiko Tambahan Tangan Kanan ... V-56
5.34. Faktor Resiko Tambahan Tangan Kiri ... V-58
5.35. Waktu Kerja dan Istirahat Aktual ... V-60
5.36. Penentuan Nilai Resiko Kekurangan Waktu Pemulihan ... V-61
5.37. Faktor Pengali RTA ... V-62
5.38. Klasifikasi Hasil Perhitungan OCRA Index ... V-63
5.39. Tindakan Teknis Tangan Kiri dan Tangan Kanan... V-64
5.40. Perhitungan Skala CR-10 Borg Tangan Kanan ... V-65
5.41. Perhitungan Skala CR-10 Borg Tangan Kiri... V-66
5.42. Penilaian Postur Tangan Kanan... V-69
5.43. Penilaian Postur Tangan Kiri ... V-71
5.44. Faktor Resiko Tambahan Tangan Kanan ... V-72
5.45. Waktu Kerja dan Istirahat Aktual ... V-74
5.46. Penentuan Nilai Resiko Kekurangan Waktu Pemulihan ... V-74
5.47. Faktor Pengali RTA ... V-75
5.49. Tindakan Teknis Tangan Kiri dan Tangan Kanan... V-77
5.50. Perhitungan Skala CR-10 Borg Tangan Kanan ... V-79
5.51. Perhitungan Skala CR-10 Borg Tangan Kiri... V-79
5.52. Penilaian Postur Tangan Kanan... V-82
5.53. Penilaian Postur Tangan Kiri ... V-84
5.54. Faktor Resiko Tambahan Tangan Kanan ... V-85
5.55. Waktu Kerja dan Istirahat Aktual ... V-87
5.56. Penentuan Nilai Resiko Kekurangan Waktu Pemulihan ... V-87
5.57. Faktor Pengali RTA ... V-88
5.58. Klasifikasi Hasil Perhitungan OCRA Index ... V-89
6.1. Actual Technical Action ... VI-1
6.2. Recommended Technical Action ... VI-2
6.3. Rincian Jam Kerja... VI-5
6.4. Durasi Kerja ... VI-7
6.5. Waktu Kerja dan Istirahat Aktual ... VI-8
6.6. Penentuan Nilai Resiko Kekurangan Waktu Pemulihan ... VI-9
6.7. Faktor Pengali RTA ... VI-9
6.8. Klasifikasi Hasil Perhitungan OCRA Index ... VI-10
6.9. Actual Technical Action ... VI-12
6.11. Rincian Jam Kerja... VI-17
6.12. Tindakan Teknis Aktual ... VI-19
6.13. Tindakan Teknis Usulan ... VI-21
6.14. Durasi Kerja ... VI-23
6.15. Perhitungan Skala CR-10 Borg Tangan Kanan ... VI-24
6.16. Perhitungan Skala CR-10 Borg Tangan Kiri... VI-25
6.17. Penilaian Postur Tangan Kanan... VI-28
6.18. Penilaian Postur Tangan Kiri ... VI-31
6.19. Faktor Resiko Tambahan Tangan Kanan ... VI-32
6.20. Faktor Resiko Tambahan Tangan Kiri ... VI-33
6.21. Waktu Kerja dan Istirahat Aktual ... VI-35
6.22. Penentuan Nilai Resiko Kekurangan Waktu Pemulihan ... VI-36
6.23. Faktor Pengali RTA ... VI-36
6.24. Klasifikasi Hasil Perhitungan OCRA Index ... VI-37
6.25. Actual Technical Action ... VI-39
6.26. Recommended Technical Action ... VI-40
6.27. Actual Technical Action ... VI-41
L.1. KEPMEN No. 234 Th 2003
L.2. KEPMEN No. 102 Th 2004
L.3. Surat Penjajakan Pabrik UD. Tiga Bawang
L.4. Surat Balasan UD. Tiga Bawang
L.5. Surat Permohonan Tugas Sarjana
L.6. Surat Keputusan
dengan bahan baku ubi kayu. Sebagian besar pekerjanya melakukan kegiatan yang berulang dengan siklus yang panjang. Karena sifat pekerjaannya, maka diduga dapat menyebabkan gangguan muskuloskeletal bagi operator.
Objek yang dipilih dalam penelitian adalah stasiun kerja perajangan, stasiun kerja pembumbuan dan stasiun kerja pengupasan.
Tujuan dari penelitian ini adalah merancang metode kerja yang teridentifikasi beresiko dapat menyebabkan gangguan muskuloskeletal.
Metode yang paling tepat untuk mengidentifikasi masalah dengan kondisi seperti ini adalah metode OCRA (OCcupational Repetitive Action) Index. Metode OCRA, yang ditemukan oleh Occhipinti dan Colombini (1996) ini merupakan metode kuantitatif untuk mengidentifikasi cara kerja yang digunakan dalam pekerjaan berulang khusus alat gerak tubuh bagian atas.
Hasil penelitian pada stasiun kerja perajangan diperoleh tingkat resiko pada tangan kanan (OCRA Index 5,0) adalah beresiko menengah mengalami gangguan muskuloskeletal. Sedangkan tingkat resiko pada tangan kiri (OCRA Index 2,1) telah dapat diterima. Hasil penelitian pada stasiun kerja pembumbuan diperoleh tingkat resiko pada tangan kanan (OCRA Index 13,7) adalah beresiko tinggi mengalami gangguan muskuloskeletal. Sedangkan tingkat resiko pada tangan kiri (OCRA Index 1,6) telah dapat diterima. Hasil penelitian pada operator A stasiun kerja pengupasan diperoleh tingkat resiko pada tangan kanan (OCRA Index 2,7) adalah perlu diperiksa. Sedangkan tingkat resiko pada tangan kiri (OCRA Index 2,0) telah dapat diterima. Hasil penelitian pada operator B stasiun kerja pengupasan diperoleh tingkat resiko pada tangan kanan (OCRA Index 3,1) adalah perlu diperiksa. Sedangkan tingkat resiko pada tangan kiri (OCRA Index 1,0) telah dapat diterima.
Kemudian dilakukan upaya perancangan metode kerja usulan dengan cara menambahkan dua orang operator pada stasiun kerja perajangan, menambahkan satu orang operator pada stasiun kerja pembumbuan, merancang fasilitas tambahan mesin molen pada stasiun kerja pembumbuan dan menyeimbangkan kerja dengan cara mengalokasikan sebagian kegiatan tangan kanan ke tangan kiri stasiun kerja pembumbuan. Setelah dilakukan perancangan, pada stasiun kerja perajangan diperoleh tingkat resiko pada tangan kanan (OCRA Index 2,1) yang menandakan keadaan dapat diterima dan tangan kiri (OCRA Index 0,9) yang menandakan keadaan telah optimal. Pada stasiun kerja pembumbuan diperoleh tingkat resiko pada tangan kanan (OCRA Index 1,3) yang menandakan keadaan telah optimal dan tangan kiri (OCRA Index 2,2) yang menandakan keadaan dapat diterima.
1.1.Latar Belakang Permasalahan
Salah satu tipe masalah ergonomi yang sering dijumpai di tempat kerja
khususnya yang berhubungan dengan kekuatan dan ketahanan manusia dalam
melaksanakan pekerjaannya adalah keluhan muskuloskeletal yang biasanya
diawali dengan postur kerja yang kurang ergonomis. Keluhan ini dirasakan pada
bagian-bagian otot skeletal yaitu meliputi otot leher, bahu, lengan, tangan, jari,
punggung, pinggang dan otot-otot bagian bawah. Apabila otot menerima beban
statis secara berulang dan dalam waktu yang lama dapat mengakibatkan
kerusakan pada sendi, ligamen, dan tendon yang dikenal dengan musculoskeletal
disorders (MSDs) atau cedera pada sistem muskuloskeletal. Pekerja yang
melakukan kegiatan yang siklusnya berulang-ulang sangat rentan mengalami
gangguan muskuloskeletal. Kelelahan muskuloskeletal merupakan keluhan pada
bagian-bagian otot skeletal yang dirasakan oleh seseorang mulai dari keluhan
sangat ringan sampai sangat sakit. Apabila pekerjaan berulang tersebut dilakukan
dengan cara yang nyaman, sehat dan sesuai dengan standar yang ergonomis, maka
tidak akan menyebabkan gangguan muskuloskeletal dan semua pekerjaan akan
berlangsung dengan efektif dan efisien.
UD. Tiga Bawang merupakan sebuah perusahaan pembuatan keripik
berulang dengan siklus yang panjang. Karena sifat pekerjaannya, maka diduga
dapat menyebabkan gangguan muskuloskeletal bagi operator.
Metode yang paling tepat untuk mengidentifikasi masalah dengan kondisi
seperti ini adalah metode OCRA (OCcupational Repetitive Action). Metode
OCRA, yang ditemukan oleh Occhipinti dan Colombini (1996) ini merupakan
metode kuantitatif untuk mengidentifikasi cara kerja yang digunakan dalam
pekerjaan berulang khusus alat gerak tubuh bagian atas. Kemudian dilakukan
pengujian usulan cara kerja menggunakan metode OCRA Index. Diharapkan
dengan usulan ini operator dapat bekerja dengan lebih nyaman dan sehat.
1.2.Rumusan Permasalahan
Sesuai latar belakang permasalahan yang telah diuraikan di atas, maka
rumusan permasalahannya adalah ketidaksesuaian antara metode kerja dengan
fasilitas kerja dan sikap kerja yang alami sehingga terjadi gangguan
muskuloskeletal.
1.3.Tujuan Penelitian
Tujuan dari penelitian ini adalah merancang metode kerja yang
1.4. Pembatasan Masalah dan Asumsi Penelitian
Batasan-batasan yang digunakan dalam penelitian ini antara lain:
a. Penelitian dilakukan pada UD. Tiga Bawang.
b. Metode yang digunakan dalam pengolahan data, analisis dan perancangan
adalah metode OCRA Index.
c. Pengamatan hanya dilakukan pada 1 orang operator pada stasiun kerja
perajangan, 1 orang operator pada stasiun kerja pembumbuan dan 2 orang
operator pada stasiun kerja pengupasan.
d. Tidak mempertimbangkan faktor psikologis dan sosial.
e. Bagian tubuh yang diamati hanya alat gerak bagian atas (tangan).
Asumsi-asumsi yang digunakan dalam penelitian ini antara lain:
a. Alat-alat yang digunakan untuk pengumpulan data, dalam keadaan baik.
b. Operator bekerja secara normal.
c. Proses produksi berlangsung secara normal.
d. Seluruh data yang diperoleh dari perusahaan maupun dari sumber lainnya
adalah benar.
e. Metode kerja operator yang diamati telah mewakili metode kerja operator
1.5. Sistematika Penulisan Tugas Akhir
Untuk memberikan gambaran penelitian yang lebih baik, maka diberikan
sistematika yang digunakan dalam penulisan tugas akhir ini, sebagai berikut :
BAB I PENDAHULUAN
Menjelaskan tentang latar belakang masalah, perumusan masalah,
tujuan dan manfaat penelitian, pembatasan masalah dan asumsi
penelitian, serta sistematika penulisan tugas akhir.
BAB II GAMBARAN UMUM PERUSAHAAN
Menguraikan secara singkat sejarah dan gambaran umum perusahaan,
organisasi dan manajemen serta proses produksi.
BAB III LANDASAN TEORI
Menyajikan teori-teori dari studi literatur yang akan digunakan untuk
mendukung analisis pemecahan masalah.
BAB IV METODOLOGI PENELITIAN
Memberikan langkah-langkah dan tahapan penelitian mulai dari
persiapan hingga penyusunan laporan tugas akhir.
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Mengidentifikasi keseluruhan data penelitian meliputi data primer
dan sekunder dan dilanjutkan dengan pengolahan data dalam
pemecahan masalah.
BAB VI ANALISIS DAN EVALUASI
Memaparkan analisis dan evaluasi hasil perhitungan berdasarkan
BAB VII KESIMPULAN DAN SARAN
Berdasarkan hasil penelitian secara keseluruhan yang dilanjutkan
analisis dan evaluasi, maka dapat diambil kesimpulan dari hasil
pemecahan masalah dan saran-saran yang bermanfaat bagi pihak
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
UD. Tiga Bawang merupakan sebuah industri kecil menengah yang
bergerak dibidang pembuatan keripik dengan bahan baku ubi kayu. UD. Tiga
Bawang adalah industri swasta yang dikelola oleh Ibu Dewi Irawati.
Pada awalnya, UD. Tiga Bawang berlokasi di jalan Pelajar Timur gang
Melati No.16B Medan. Akan tetapi, karena masyarakat setempat tidak
mengijinkan adanya industri di daerah pemukiman mereka, maka industri ini
kemudian pindah ke jalan Ujung Serdang Pasar III Kecamatan Tanjung Morawa.
Ibu Dewi memulai usaha ini secara kecil-kecilan dengan peralatan
sederhana yang dikerjakan sendiri oleh Ibu Dewi untuk dijual ke warung di sekitar
rumahnya. Keripik yang dijual pada saat itu belum mempunyai variasi rasa serta
belum mencantumkan label pada kemasannya.
Usaha ini mulai berkembang dengan meningkatnya permintaan. Pada
tahun 2000 Ibu Dewi mendaftarkan usahanya dengan nama UD. Tiga Bawang
dengan merek Dora. Produksi UD. Tiga Bawang merupakan make to order,
dimana setiap harinya mengolah enam ton ubi kayu yang merupakan pesanan dari
Siantar. Produksi akan bertambah jika ada pesanan dari daerah Medan dan
sekitarnya. Proses produksi sudah memiliki lokasi tersendiri di depan rumah Ibu
Dewi.
2.2. Ruang Lingkup Bidang Usaha
UD. Tiga Bawang merupakan home industry yang memproduksi keripik
ubi dengan merek Dora. UD. Tiga Bawang sekarang ini memproduksi keripik
dengan enam variasi rasa yaitu rasa asin, jagung bakar, balado, kari ayam, ayam
bawang dan sapi panggang. Sistem produksi berdasarkan make to order, dimana
usaha ini memproduksi sesuai dengan pesanan pelanggan. Enam ton ubi kayu
diolah setiap harinya untuk kemasan 24 gram langsung dikirim ke distributor yang
ada di Siantar.
Bahan-bahan yang diperlukan seperti ubi kayu dan kayu bakar
didatangkan dari Tanjung Morawa dan Siantar, bumbu serta kemasan didatangkan
dari Jakarta, bahan lainnya seperti minyak goreng dibeli di Medan. Tenaga kerja
sebagian besar merupakan keluarga dari pemilik usaha ditambah masyarakat
sekitar lokasi usaha.
2.3. Organisasi dan Manajemen
Organisasi merupakan suatu sistem dan bentuk hubungan antara
wewenang dan tanggung jawab, antara atasan dan bawahan untuk mencapai
tujuan yang telah ditetapkan.
Dalam suatu organisasi, tugas dan tanggung jawab dari setiap personil
sangat diperlukan. Dengan demikian diharapkan adanya suatu kejelasan arah dan
koordinasi untuk mencapai tujuan perusahaan dan masing-masing personil dapat
mengetahui dengan jelas darimana ia mendapat perintah dan kepada siapa ia harus
2.3.1. Struktur Organisasi Perusahaan
UD. Tiga Bawang memiliki struktur organisasi yang berbentuk lini.
Bentuk lini atau hubungan garis ditunjukkan dengan hubungan pimpinan (pemilik
usaha) kepada operator masing-masing stasiun kerja yang dibawahnya, dimana
mereka hanya bertanggung jawab kepada satu pemimpin. Struktur organisasi UD.
Tiga Bawang dapat dilihat pada Gambar 2.1.
Pimpinan
Gambar 2.1. Struktur Organisasi UD. Tiga Bawang
2.3.2. Uraian Tugas dan Tanggung Jawab
Pembagian tugas pada UD. Tiga Bawang dibagi menurut fungsi yang telah
ditetapkan. Pembagian tugas dan tanggung jawab di UD. Tiga Bawang adalah
sebagai berikut :
1. Pimpinan (Pemilik Usaha)
Merupakan pimpinan usaha yang melakukan pengawasan dan pengontrolan
terhadap seluruh kegiatan operasional di UD. Tiga Bawang. Pimpinan juga
melakukan transaksi dengan pihak luar seperti supplier dan pelanggan serta
mempunyai wewenang dalam merencanakan, mengarahkan, menganalisis dan
mengevaluasi serta menilai kegiatan-kegiatan yang berlangsung pada
2. Karyawan Pengupasan
Tugas karyawan pengupasan adalah:
- Melakukan penimbangan bahan baku ketika tiba di pabrik.
- Melakukan pemotongan awal untuk membuang kedua ujung sisi ubi kayu.
- Mengupas kulit ubi kayu dan memasukkannya ke dalam karung goni.
3. Karyawan Perajangan
Tugas karyawan perajangan adalah merajang ubi kayu yang telah dikupas.
4. Karyawan Pencucian
Tugas karyawan pencucian adalah mencuci ubi yang telah dirajang kemudian
ditiriskan.
5. Karyawan Penggorengan
Tugas karyawan penggorengan adalah:
- Menggoreng ubi yang telah dicuci dari bagian pencucian.
- Mengganti minyak goreng.
6. Karyawan Pembumbuan
Tugas karyawan pembumbuan adalah memberi bumbu sesuai dengan variasi
rasa.
7. Karyawan Pengemasan (untuk kemasan ½ kg)
Tugas karyawan pengemasan (untuk kemasan ½ kg) adalah:
- Memasukkan keripik ke dalam kemasan sesuai rasa keripik.
- Menimbang dan menyesuaikan berat keripik hingga ½ kg.
8. Karyawan Pengemasan (untuk kemasan 24 gram)
Tugas karyawan pengemasan (untuk kemasan 24 gram) adalah:
- Mengangkut keripik dari meja pendinginan ke mesin kemas.
- Menyalakan dan mengontrol kerja mesin kemas.
- Memasang roll plastik kemasan ke mesin kemas sesuai rasa keripik.
- Mengangkut kemasan keripik ke bagian pengepakan.
9. Karyawan Pengepakan
Tugas karyawan pengepakan adalah:
- Memisahkan kemasan keripik sesuai rasa.
- Mengepak kemasan keripik ke dalam bentuk bal.
10. Karyawan Transportasi
Tugas karyawan transportasi adalah:
- Mengangkat bahan yang diperlukan (bahan baku, bahan tambahan dan
bahan penolong) ke setiap stasiun kerja yang membutuhkan
- Mengangkat produk dari stasiun kerja ke stasiun kerja berikutnya.
11. Kasir
Tugas kasir adalah:
- Memberikan secara langsung upah atau gaji karyawan yang telah ditetapkan
oleh pimpinan.
- Mencairkan kuitansi dan mencatat kuitansi yang telah disetujui oleh
pimpinan.
12. Karyawan Pengapian
- Menerima kayu bakar dari pemasok
- Menyusun kayu bakar di tungku pembakaran.
- Menghidupkan dan mematikan air blower.
- Menyalakan dan mengontrol api
2.3.3. Tenaga Kerja dan Jam Kerja
Jumlah tenaga kerja pada UD. Tiga Bawang saat ini adalah 46 karyawan.
Kategori karyawan tersebut adalah:
a. Karyawan Tetap
Karyawan tetap ini terbagi dua jenis, yaitu pemimpin dan operator. Jumlah
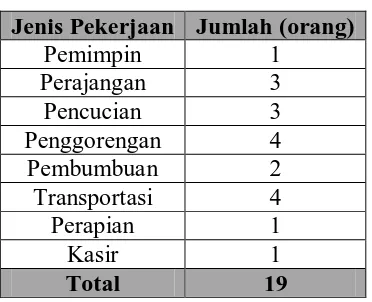
karyawan tetap yaitu 19 orang dengan pembagian kerja seperti pada Tabel 2.1.
Tabel 2.1. Jumlah Karyawan Tetap Jenis Pekerjaan Jumlah (orang)
Pemimpin 1
Perajangan 3
Pencucian 3
Penggorengan 4
Pembumbuan 2
Transportasi 4
Perapian 1
Kasir 1
Total 19
b. Karyawan Lepas (Borongan)
Karyawan lepas ini digunakan sesuai dengan waktu penyelesaian suatu
pekerjaan sesuai dengan kontraknya. Jika pekerjaan ini sudah selesai maka ia
tidak lagi bekerja dengan industri tersebut kecuali dengan kontrak baru. Jumlah
karyawan lepas adalah 27 orang yaitu 10 orang pada bagian pengupasan dan 17
Hari kerja di UD. Tiga Bawang adalah enam hari kerja, yaitu hari Senin
sampai hari Sabtu. Jam kerja per hari adalah sepuluh jam yaitu dari pukul 07.00
WIB sampai 18.00 WIB dengan waktu istirahat selama satu jam yaitu dari pukul
12.00 WIB sampai 13.00 WIB. Jika ada penambahan pesanan maka akan
diadakan jam lembur hingga pukul 20.00 WIB. Lembur juga dilaksanakan pada
hari Minggu jika ada pesanan yang belum selesai dikerjakan.
2.3.4. Sistem Pengupahan dan Fasilitas
Upah karyawan dibayar dengan sistem mingguan berupa upah pokok dan
dilakukan penambahan jika ada lembur. Karyawan diberikan sarapan, makan
siang, dan makan malam setiap harinya serta disediakan penginapan jika tidak
mempunyai tempat tinggal yang dekat dengan tempat produksi.
2.4. Proses Produksi
Proses produksi merupakan suatu proses transformasi (mengalami
perubahan bentuk secara fisik dan kimia) yang mengubah input yang berupa
bahan baku, mesin, peralatan, modal, energi, tenaga kerja menjadi output sehingga
memiliki nilai tambah.
UD. Tiga Bawang yang merupakan perusahaan pembuatan keripik
menggunakan teknologi produksi yang manual dan semi otomatis yaitu selain
menggunakan mesin juga masih menggunakan tenaga kerja sebagai operator
2.4.1. Bahan Baku
Bahan baku adalah bahan yang digunakan sebagai bahan utama dalam
suatu proses produksi, dimana sifat dan bentuknya akan mengalami perubahan
fisik maupun kimia yang langsung ikut di dalam proses produksi sampai
dihasilkannya barang jadi.
Bahan baku yang digunakan adalah ubi kayu. Ubi kayu yang digunakan
adalah yang telah berumur satu tahun dan memiliki bentuk yang lurus serta
besarnya yang hampir seragam. Ubi kayu diperoleh dari Tanjung Morawa dan
Siantar.
2.4.2. Bahan Tambahan
Bahan tambahan adalah bahan yang ditambahkan ke dalam produksi
sehingga dapat meningkatkan mutu dan kualitas secara lebih baik. Bahan
tambahan yang digunakan adalah bumbu dan kemasan. Kemasan dibedakan
berdasarkan rasa dan berat produk. Bumbu dan plastik kemasan didatangkan dari
supplier di Jakarta.
2.4.3. Bahan Penolong
Bahan penolong adalah bahan-bahan yang dapat menunjang proses
produksi yang tidak nampak pada produk akhir. Bahan penolong yang digunakan
adalah minyak goreng, air untuk mencuci ubi dan kayu bakar. Minyak goreng di
beli dari agen yang ada di Medan, sedangkan kayu bakar didatangkan dari
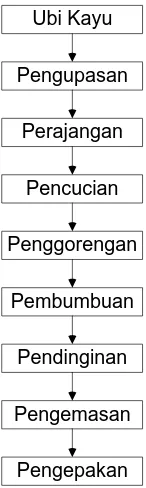
2.4.4. Uraian Proses Produksi
Ubi kayu sebagai bahan baku utama pembuatan keripik melewati berbagai
tahapan pengolahan (proses produksi) hingga menjadi produk keripik dengan
berbagai rasa. Berikut ini adalah uraian proses produksi :
1. Pengupasan
Pengupasan adalah tahap paling awal dalam proses pembuatan keripik. Tujuan
dari pengupasan ini adalah untuk membuang kedua ujung ubi kayu dan
memisahkan umbi dari kulitnya. Proses ini dilakukan secara manual
(menggunakan pisau).
2. Perajangan
Proses perajangan adalah proses pemotongan ubi yang telah dikupas dengan
mesin perajang. Tujuan dari peranjangan ini adalah untuk memotong ubi
dengan tebal yang sama. Ubi yang telah dipotong-potong selanjutnya dibawa
ke bagian pencucian.
3. Pencucian
Kegiatan ini bertujuan untuk membersihkan ubi yang telah dipotong. Ubi yang
telah dipotong, direndam ke dalam sebuah bak yang berisi air. Kemudian
ditiriskan yaitu proses pengeringan ubi yang telah selesai dicuci sebelum tahap
penggorengan.
4. Penggorengan
Setelah ubi melalui tahap penirisan, maka tahap selanjutnya adalah
penggorengan. Penggorengan dilakukan di dalam wadah yang terbuat dari
penggorengan, dimasukkan sekitar 2 keranjang tempat ubi. Proses ini
bertujuan untuk mematangkan ubi menjadi keripik. Setelah menjadi keripik
hasil tersebut ditiriskan sebentar untuk mengurangi minyak dan menurunkan
suhu.
5. Pembumbuan
Selanjutnya keripik dimasukkan ke dalam suatu wadah yang diputar dengan
motor listrik (mesin pembumbuan). Tujuan dari proses ini adalah untuk
memberikan bumbu pada keripik sesuai dengan rasanya sehingga bumbu
tercampur secara merata pada keripik.
6. Pendinginan
Setelah itu keripik didinginkan dengan meletakkan di atas meja pendinginan
agar suhunya normal ketika dikemas.
7. Pengemasan (pembungkusan)
Keripik selanjutnya dikemas dengan kemasan plastik yang telah ada mereknya
sesuai dengan rasanya. Untuk kemasan ½ kg, proses pengemasannya adalah
memasukkan keripik secara manual, ditimbang, dan disegel dengan alat segel.
Sedangkan untuk kemasan 24 gram, proses pengemasannya dengan
menggunakan mesin pengemas otomatis.
8. Pengepakan
Untuk keripik kemasan 24 gram, dilakukan lagi pengepakan ke dalam bentuk
bal. Satu bal berisi 25 bungkus (5x5 bungkus) kemasan 24 gram.
Ubi Kayu
Gambar 2.2. Blok Diagram Proses Pembuatan Keripik
2.4.5. Mesin dan Peralatan Produksi
Adapun mesin yang digunakan di UD. Tiga Bawang dalam pembuatan
keripik, dapat dilihat pada Tabel 2.2.
Tabel 2.2. Mesin Produksi
Nama Fungsi Spesifikasi Jumlah
(unit)
Mesin Perajang
Memotong ubi yang telah dikupas dengan tebal yang sama
Daito Cooper, tipe
YCL80B-4, ½ HP, 1400 rpm 3
Mesin Mollen
Meratakan bumbu yang dicampurkan ke keripik
Daito Cooper, tipe YCL80B-4, 29 rpm, ukuran 1,2m x Ø75cm, kapasitas 6 kg ubi
2
Mesin Pengemas
Mengemas keripik ke dalam kemasan kecil (24 gram)
Jumbo packer, tipe JD 657, kapasitas 75 bungkus per menit
3
Air Blower
Meniupkan angin ke kayu yang dibakar pada tungku pembakaran
Fuli Electrical, tipe T-CZR, output 0,6m3/menit, tekanan 135 Pa
Adapun peralatan yang digunakan di UD. Tiga Bawang dalam pembuatan
keripik, dapat dilihat pada Tabel 2.3.
Tabel 2.3. Peralatan Produksi
Nama Fungsi Spesifikasi Jumlah
(unit)
Timbangan Menimbang berat bahan baku (ubi kayu) yang masuk dari supplier
Merek Lucky,
kapasitas 50 kg 1 Pisau Pengupas
Ubi Memotong dan mengupas ubi kayu
Pisau ukuran 15
cm 10
Keranjang Kecil
Tempat penampungan ubi yang telah dirajang dan untuk meniriskan ubi yang telah dicuci
Ø30cm 140
Bak Pencucian Tempat mencuci ubi yang telah dirajang
Ukuran 1m x
1,2m x 40cm 1
Tempat Penggorengan
Tempat menggoreng ubi yang telah dicuci
Alat pengaduk pada saat melakukan penggorengan kecil keripik dalam minyak
Panjang 2 m,
Ø30cm 2
Keranjang Besar Meniriskan keripik yang telah
digoreng Ø45cm 14
Baskom Besar 1 Tempat penampungan keripik yang
telah digoreng dan ditiriskan Ø55cm 11
Baskom Besar 2
Menampung minyak yang menetes
dari keranjang besar Ø55cm 2
Tong Besar Tempat penampungan keripik yang telah dibumbui
Tinggi 1m,
Ø45cm 6
Trolley Mengangkut tong besar ke meja pendinginan
Ukuran 50cm x
50cm x 30 cm 2
Meja Pendinginan
Tempat penumpukan sementara untuk mendinginkan keripik yang telah digoreng
Ukuran 2m x 5m 1
Timbangan kecil Menimbang berat pada saat mengemas kemasan ukuran ½ kg
Merek Thang Long, kapasitas 10kg
1
Kereta Sorong
Mengangkut ubi kayu yang telah dikupas dari bagian pengupasan ke bagian perajangan
Ukuran 45cm x
BAB III
LANDASAN TEORI
3.1. Keluhan Muskuloskeletal1
1. Keluhan sementara (reversible), yaitu keluhan otot yang terjadi pada saat otot
menerima beban statis, namun demikian keluhan tersebut akan segera hilang
apabila pembebanan dihentikan.
Keluhan muskuloskeletal adalah keluhan pada bagian-bagian otot skeletal
yang dirasakan oleh seseorang mulai dari keluhan sangat ringan sampai sangat
sakit. Apabila otot menerima beban statis secara berulang dan dalam waktu yang
lama, akan dapat menyebabkan keluhan berupa kerusakan pada sendi, ligamen
dan tendon. Keluhan hingga mengakibatkan kerusakan inilah yang disebut
keluhan musculoskeletal disorders atau cedera pada sistem muskuloskeletal.
Secara garis besar keluhan otot dapat dikelompokkan menjadi dua, yaitu :
2. Keluhan menetap (persistent), yaitu keluhan otot yang bersifat menetap.
Walaupun pembebanan kerja telah dihentikan, namun rasa sakit pada otot
masih terus berlanjut.
Studi tentang musculoskeletal disorders pada berbagai jenis industri telah
banyak dilakukan dan hasil studi menunjukkan bahwa bagian otot yang sering
dikeluhkan adalah otot rangka (skeletal) yang meliputi otot leher, bahu, lengan,
tangan, jari, punggung, pinggang dan otot-otot bagian bawah. Keluhan otot
skeletal pada umumnya terjadi karena konstraksi otot yang berlebihan akibat
1
pemberian beban kerja yang terlalu berat dengan durasi pembebanan yang
panjang. Sebaliknya, keluhan otot kemungkinan tidak terjadi apabila kontraksi
otot hanya berkisar antara 15-20% dari kekuatan otot maksimum. Namun apabila
konstraksi otot melebihi 20 %, maka peredaran darah ke otot berkurang menurut
tingkat kontraksi yang dipengaruhi oleh besarnya tenaga yang diperlukan. Suplai
oksigen ke otot menurun, proses metabolisme karbohidrat terhambat dan sebagai
akibatnya terjadi penimbunan asam laktat yang menyebabkan timbulnya rasa
nyeri otot.
Faktor Penyebab Terjadinya Keluhan Muskuloskeletal
Peter Vi menjelaskan bahwa terdapat beberapa faktor yang dapat menyebabkan
terjadinya keluhan otot skeletal, yaitu :
a. Peregangan otot yang berlebihan
Peregangan otot yang berlebihan pada umumnya sering dikeluhkan oleh
pekerja dimana aktivitas kerjanya menuntut pengerahan tenaga yang besar
seperti aktivitas mengangkat, mendorong, menarik dan menahan beban yang
berat. Peregangan otot yang berlebihan ini terjadi karena pengerahan tenaga
yang diperlukan melampaui kekuatan optimum otot.
b. Aktivitas berulang
Yaitu suatu pekerjaan yang dilakukan secara berulang-ulang. Keluhan otot
terjadi karena otot menerima tekanan akibat beban kerja secara terus menerus
c. Sikap kerja tidak alamiah
Merupakan sikap kerja yang menyebabkan posisi bagian-bagian tubuh
bergerak menjauhi posisi alamiah, misalnya pergerakan tangan terangkat,
punggung terlalu membungkuk, kepala terangkat, dan sebagainya. Sikap kerja
tidak alamiah ini pada umumnya karena karakteristik tuntuan tugas, alat kerja
dan stasiun kerja tidak sesuai dengan kemampuan dan keterbatasan pekerja. Di
Indonesia, sikap kerja alamiah ini lebih banyak disebabkan oleh adanya
ketidaksesuaian antara dimensi alat dan stasiun kerja dengan ukuran tubuh
pekerja. Sebagai negara berkembang, Indonesia masih tergantung pada
perkembangan teknologi negara-negara maju khususnya dalam pengadaan
peralatan industri.
d. Faktor penyebab sekunder, berupa :
a. Terjadinya tekanan langsung pada jaringan otot yang lunak.
b. Getaran dengan frekuensi yang tinggi yang dapat menyebabkan kontraksi
otot bertambah.
e. Penyebab kombinasi
Resiko terjadinya keluhan otot skeletal akan semakin meningkat apabila dalam
melakukan tugasnya, pekerjaan dihadapkan pada beberapa faktor resiko dalam
waktu yang bersamaan, misalnya pekerja harus melaksanakan aktivitas
3.2. Latar Belakang dan Penerapan Metode OCRA2
Kedua metode OCRA diatas dirancang untuk digunakan oleh ahli teknis
perusahaan (petugas keselamatan dan kesehatan, ergonomis, analis waktu dan
metode, insinyur produksi), yang telah terbukti dapat mempelajari dan Occhipinti and Colombini mengembangkan metode OCcupational
Repetitive Action (OCRA) untuk menganalisis kemampuan pekerja terhadap tugas
yang meliputi berbagai faktor resiko anggota badan bagian atas (pengulangan,
sikap dan pergerakan tubuh yang kaku, dan lain-lain yang didefinisikan sebagai
“tambahan”). Metode OCRA sebagian besar berdasarkan dokumen persetujuan
dari komite teknis International Ergonomics Association (lEA) mengenai
gangguan muskuloskeletal (musculoskeletal disorders) dan mereka menghasilkan
indikator sintetik yang juga mempertimbangkan perputaran pekerja dalam
tugas-tugas yang berbeda.
OCRA Index merupakan metode yang bersifat prediktif terhadap resiko
pekerjaan anggota tubuh bagian atas yang berhubungan dengan gangguan
muskuloskeletal. Metode ini merupakan metode pertama yang paling analitis dan
dapat dipercaya. OCRA Index secara umum digunakan untuk merancang,
merancang ulang, atau untuk menganalisis secara mendalam pada stasiun kerja
dan tugas-tugas. Berdasarkan OCRA Index, OCRA Checklist merupakan metode
yang lebih sederhana dan disarankan untuk digunakan dalam pemeriksaan awal
pada stasiun kerja meliputi tugas-tugas yang berulang.
2
menerapkan metode untuk pencegahan dan juga memperbaiki proses produksi
dengan sangat baik.
Metode-metode tersebut telah diterapkan di berbagai industri dan tempat
kerja. Sasarannya yaitu segala pekerjaan dalam bidang manufaktur maupun jasa
yang mencakup pergerakan yang berulang dari anggota badan bagian atas
(pembuatan komponen mesin, alat-alat listrik, mobil, tekstil dan pakaian, keramik,
perhiasan, pengolahan daging dan makanan). Metode ini tidak cocok untuk
menilai pekerjaan yang menggunakan keyboard dan mouse, ataupun pemasukan
data pada alat komputerisasi lainnya.
3.3. Aspek Umum OCRA3
3
Neville Stanton, "Handbook of Human Factors and Ergonomics Methods", ch 15 pg 2 Kedua metode penilaian mengevaluasi empat faktor resiko utama, yaitu:
1. Pengulangan (repetitiveness)
2. Kekuatan (force)
3. Sikap dan pergerakan tubuh yang janggal (Awkward posture and movements)
4. Kekurangan waktu pemulihan (Lack of proper recovery periods)
Faktor tambahan lain juga dipertimbangkan, seperti faktor mekanis, faktor
lingkungan, dan faktor organisasi yang berkaitan dengan gangguan
muskuloskeletal pada alat gerak bagian atas. Setiap faktor resiko yang
teridentifikasi dijelaskan dengan baik dan diklasifikasikan untuk mempermudah
3.4. Definisi OCRA4
3.5. OCRA Risk Index
Pekerjaan terdiri dari satu atau lebih tugas dalam satu shift kerja. Dalam
setiap pekerjaan, siklus adalah serangkaian tindakan teknis yang diulang terus
menerus dan selalu sama. Dalam setiap siklus, beberapa tindakan teknis dapat
diidentifikasikan. Tindakan teknis adalah operasi dasar yang dibutuhkan untuk
menyelesaikan kegiatan dalam satu siklus. Misalnya mengambil, meletakkan,
memutar, menekan, menarik, dan lain-lain.
Prosedur yang disarankan untuk menilai resiko harus:
1. Menunjukkan dengan tepat pekerjaan repetitif dalam siklus dengan durasi
tertentu
2. Menemukan urutan dari tindakan teknis dalam siklus dari setiap pekerjaan
3. Menjelaskan dan menggolongkan faktor resiko dalam setiap siklus
4. Menggabungkan data yang mengenai siklus di setiap pekerjaan dalam
keseluruhan shift kerja, menghitung durasi dan urutan dari setiap pekerjaan
dan perode pemulihan.
5. Penilaian singkat dan terstruktur dari faktor resiko dari keseluruhan pekerjaan.
5
4
Neville Stanton, "Handbook of Human Factors and Ergonomics Methods", ch 15 pg 2 5
Neville Stanton, "Handbook of Human Factors and Ergonomics Methods", ch 15 pg 2-5
OCRA Index merupakan hasil dari perbandingan antara jumlah tindakan
teknis aktual selama shift kerja, dan jumlah tindakan teknis yang
OCRA = Jumlah tindakan teknis yang dilakukan dalam 1 shift (Σ ATA) Jumlah tindakan teknis yang direkomendasikan dalam 1 shift (Σ RTA)
Tindakan teknis tidak boleh diidentifikasikan sebagai gerakan gabungan.
Untuk membuat analisis frekuensi tindakan, digunakan satuan pengukuran
konvensional “tindakan teknis” dari anggota tubuh bagian atas. Definisi ini sangat
mirip dengan elemen metode pengukuran waktu (Method Time
Measurement/MTM).
Jumlah keseluruhan tindakan teknis aktual (Actual Technical
Actions/ATA), dalam sebuah shift dapat dihitung dengan analisis organisasi
(jumlah tindakan per siklus dan jumlah tindakan per menit, dikalikan dengan
durasi pekerjaan berulang untuk mendapatkan ATA). Rumus berikut ini
menghitung jumlah keseluruhan dari tindakan teknis yang direkomendasikan
(Recommended Technical Actions/RTA) dalam sebuah shift:
Jumlah RTA =
∑
1,n = Pekerjaan yang memiliki gerakan berulang tubuh bagian atas
CF = Frekuensi konstan = 30 tindakan/menit
Ff = Faktor kekuatan
Fp = Faktor postur
Fc = Faktor tambahan
D = Durasi total dari setiap pekerjaan yang memiliki gerakan repetitif
Fr = Faktor kekurangan waktu pemulihan
3.5.1. Faktor Frekuensi dan Identifikasi Tindakan Teknis (Technical Action)6
Frekuensi adalah jumlah tindakan teknis yang terjadi dalam waktu
tertentu. Tindakan teknis adalah tindakan manual dasar yang dibutuhkan untuk
menyelesaikan kegiatan dalam satu siklus. Misalnya mengambil kuas lem,
mengelem, meletakkan produk, dan lain-lain.7
1. Merekam kegiatan operator
Untuk menguraikan tindakan teknis, perlu dibuat suatu rekaman video dari
pekerjaan, yang kemudian diputar kembali dengan gerakan lambat (slow motion).
Untuk mempelajari dan meneliti gerakan berulang, mengidentifikasi dan
menghitung tindakan teknis, maka disarankan untuk melakukan tahapan berikut
ini:
Pekerjaan operator yang direkam cukup beberapa siklus saja (tiga atau empat).
Jika siklus tersebut dapat diselesaikan dengan cara yang berbeda, maka
mungkin saja berguna untuk merekam 2 atau 3 operator yang bekerja dengan
cara yang sama. Jika ada hambatan teknis saat merekam operator, disarankan
untuk merekam tangan kanan dahulu, dan kemudian yang kiri. Area
pandangan yang direkam harus meliputi semua area dari bahu sampai ujung
tangan.
2. Mendeteksi setiap tindakan teknis
Tujuan dari tahapan ini adalah menunjukkan dengan tepat gerakan dasar yang
diperlukan untuk menentukan waktu yang diperlukan untuk menyelesaikan
6
http://www.epmresearch.org/html/ocra/C-how_to_apply_the_OCRA_index-criteria_and_ methods/annexes_and_documents/annex_technical_actions.pdf, pg 1-3
7
operasi tertentu. Semakin ganjil (tidak layak) gerakan yang dilakukan,
semakin panjang waktu yang diperlukan (misalnya karena jarak, dll) atau
semakin besar kekuatan yang diperlukan, semakin panjang waktu yang
diperlukan (berat objek, presisi yang diperlukan, kesulitan dalam penanganan,
dll). Oleh karena itu, faktor resiko yang berlebihan pada tubuh bagian atas
dapat memperpanjang waktu pelaksanaan pekerjaan. Analisis OCRA dimulai
dengan meneliti setiap faktor resiko satu demi satu, dan kemudian
digabungkan dengan menggunakan rumus tunggal yang memungkinkan untuk
mendapatkan hasil dari semua kombinasi faktor resiko yang berbeda.
Berikut ini merupakan kriteria untuk mendefinisikan dan menghitung
tindakan teknis:
1. Membawa (Move)
Mengangkut suatu objek ke tujuan yang ditentukan dengan menggunakan
tubuh bagian atas.
Membawa suatu objek dinyatakan sebagai tindakan teknis jika objek lebih dari
2 kg (dengan mengenggam) atau 1 kg (dengan menjepit) dan tubuh bagian
atas bergerak melebar mencapai jarak lebih dari 1 m.
2. Menjangkau (Reach)
Menggerakkan/menggeserkan tangan ke arah yang ditetapkan.
Menjangkau suatu objek dinyatakan sebagai tindakan teknis jika objek berada
di luar jangkauan tangan operator dan tidak dapat dicapai dengan berjalan.
Kemudian operator harus menggerakkan batang tubuh dan bahu untuk
3. Memegang/Mengambil (Grasp/Take)
Menggengam suatu objek dengan tangan atau jari, untuk menyelesaikan suatu
tugas atau aktivitas.
Sinonim: mengambil, memegang, menggenggam lagi, mengambil lagi.
4. Memegang Dengan Satu Tangan, Kemudian Memegang Kembali Dengan
Tangan Lain (Grasp With One Hand, Grasp Again With Other Hand)
Tindakan mengoper suatu objek yang dari tangan yang satu ke tangan yang
lain dinyatakan sebagai dua tindakan teknis terpisah yaitu satu untuk tangan
pertama (memegang dengan satu tangan) dan satu untuk yang tangan yang
kedua (memegang kembali dengan tangan lain).
5. Mengarahkan (Position)
Mengarahkan suatu objek atau alat ke dalam suatu titik tujuan.
Sinonim: memposisikan, menyandarkan, menaruh, menyusun, menurunkan,
memposisikan kembali, menaruh kembali, dan lain lain.
6. Meletakkan Pada, Menarik Keluar (Putting In, Pulling Out)
Meletakkan pada atau menarik keluar dinyatakan sebagai sebagai tindakan
teknis jika penggunaan dari kekuatan diperluka n.
7. Menekan/Menarik (Push/Pull)
Menekan atau menarik harus dihitung sebagai tindakan teknis karena pada
dasarnya harus menggunakan kekuatan, walaupun hanya sedikit.
Sinonim: mencabik, mendorong.
8. Melepaskan (Release, Let Go)
9. Menghidupkan (Start-Up)
Menghidupkan alat dengan cara menekan tombol atau menggunakan tuas
dengan bagian-bagian dari tangan atau jari.
Sinonim: tekan tombol, menaikkan atau menurunkan tuas.
10. Tindakan Spesifik Saat Fase Proses (Specific Actions During A Processing
Phase)
Selain dari tindakan teknis yang telah dijelaskan di atas, banyak tindakan
teknis yang secara spesifik mendeskripsikan pemakaian suatu bagian atau
objek, yaitu.:
- Melipat
- Membengkokkan
- Memeras, memutar, membalik
- Membentuk
- Menurunkan, memukul
- Menyikat (satu lintasan menyikat setara dengan satu tindakan teknis)
- Memarut (satu lintasan memarut setara dengan satu tindakan teknis)
- Menyemir (satu lintasan menyemir setara dengan satu tindakan teknis)
- Membersihkan
- Memalu (setiap pukulan setara dengan satu tindakan teknis)
- Melempar dan lain-lain
Masing-masing dari tindakan ini harus diuraikan dan dihitung sekali untuk
setiap pengulangan, misalnya:
- menurunkan 3 kali = 3 tindakan teknis
- menyikat 4 kali = 4 tindakan teknis
11. Mengangkut (Transport)
Membawa suatu objek dengan berjalan dinyatakan sebagai tindakan teknis
Jika suatu objek, dengan berat lebih dari 2 kg (dengan mengenggam) atau 1 kg
(dengan menjepit) dan diangkut dengan jarak lebih dari 1 meter (sekitar dua
langkah).
12. Berjalan, Kontrol Visual (Walk, Visual Control)
Tindakan ini tidak digolongkan sebagai tindakan teknis sebab tidak
menggunakan aktivitas apapun dari tubuh bagian atas.
Catatan: setiap tindakan yang sama dihitung setiap kali pengulangan. Harus
diingat bahwa, untuk mendapatkan frekuensi tindakan (jumlah tindakan per
menit), hitung tindakan teknis tunggalnya, bukan jangka waktunya.
3.5.2. Faktor Kekuatan (Force)8
Kekuatan adalah gambaran langsung yang dibutuhkan untuk
menyelesaikan tindakan teknis dalam rangkaian kegiatan. Penggunaan kekuatan
secara berulang digolongkan sebagai faktor resiko untuk gangguan
muskuloskeletal. Sangat sulit untuk menghitung kekuatan dalam situasi kerja
aktual. Beberapa penulis menggunakan penilaian semi kuantitatif dari gaya
eksternal (berat objek). Yang lain, mengusulkan untuk menggunakan
dinamometer. Teknik surface electromyography dapat digunakan untuk mengukur
8
gaya internal yang digunakan oleh otot. Semua metode ini memiliki berbagai
kesulitan implementasi (hambatan) masing-masing.
Cara lain untuk menilai penggunaan kekuatan adalah pendekatan
psikofisikal dengan menggunakan skala CR-10 Borg. Kekuatan yang dikeluarkan
dapat diperkirakan dengan skala yang diusulkan oleh Borg (skala CR-10 Borg).
Skala ini dapat mendeskripsikan mengenai beban otot yang dirasakan.
Tindakan yang memerlukan kekuatan otot paling kecil, diberikan nilai 0,5
pada skala Borg. Kemudian nilai ini dijadikan sebagai acuan untuk menilai
tindakan-tindakan lainnya. Setelah prosedur ini telah dilaksanakan, hitunglah
rata-rata skor untuk keseluruhan siklus. Contoh perhitungan skala CR-10 Borg dapat
dilihat pada Tabel 3.1.
Tabel 3.1. Contoh Perhitungan Skala CR-10 Borg Tindakan teknis
Penentuan kekuatan dapat dihitung setelah penentuan frekuensi tindakan
teknis. Untuk melakukan pengukuran kekuatan, peneliti haruslah telah
mengetahui bagaimana siklus kerja, terutama urutan dan intensitas kekuatan yang
diperlukan di dalam suatu siklus.
Operator harus ditanya, apakah di dalam siklus itu ada tindakan teknis
penting, karena operator sering bingung antara usaha yang dilakukan oleh otot
dengan kelelahan yang dirasakannya pada akhir shift.
Setelah semua tindakan yang memerlukan penggunaan kekuatan telah
diidentifikasi, operator akan diminta untuk menilai dalam form skala antara 0
sampai 10. Karena prosedur penilaian juga dimaksudkan untuk pencegahan, maka
peneliti perlu meminta operator untuk menjelaskan alasan penggunaan kekuatan.
Informasi ini merupakan informasi langsung yang praktis sebab penggunaan
kekuatan saat melakukan suatu tindakan mungkin berkaitan dengan cacat teknis
pada produk atau perkakas yang digunakan, atau kerusakan atau salah memilih
alat bantu. Permasalahan seperti itu adalah masalah yang paling sering dan mudah
dipecahkan. Untuk mengubah skor skala Borg menjadi faktor kekuatan (Ff), dapat
dilihat pada Tabel 3.2.
Tabel 3.2. Skala Borg dan Faktor Kekuatan (Ff)
Skala Borg 0,5 1 1,5 2 2,5 3 3,5 4 4,5 5
Ff 1 0,85 0,75 0,65 0,55 0,45 0,35 0,20 0,10 0,01 Sumber: Buku “Handbook Of Human Factors And Ergonomics Methods”
3.5.3. Faktor Postur dan Gerakan yang Janggal (Awkward Postures and
Movements)9
Postur dan pergerakan tubuh bagian atas merupakan faktor penting yang
dapat menyebabkan berbagai gangguan muskuloskeletal. Telah banyak literatur
yang menyatakan bahwa postur dan gerakan yang janggal, postur tubuh statis
dalam jangka waktu lama (walaupun tidak ekstrim), dan dari gerakan berulang
9
berbagai segmen berpotensi menyebabkan cedera. Analisis postur dan gerakan
dikonsentrasikan pada masing-masing segmen tunggal tubuh bagian atas
(genggaman, pergelangan tangan, siku, bahu) dan dihubungkan dengan waktu
(frekuensi dan jangka waktu) postur statis dan gerakan dinamis.
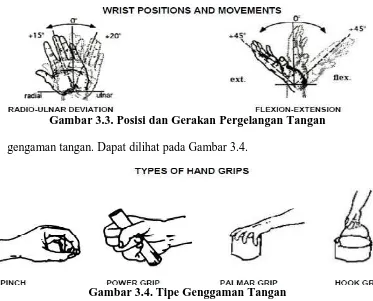
Penilaian postur dan gerakan harus dilakukan pada empat segmen utama
tangan kanan dan kiri:
- postur dan gerakan bahu (flexion, extension, abduction). Dapat dilihat pada
Gambar 3.1.
Gambar 3.1. Posisi dan Gerakan Bahu
- gerakan siku (flexions-extensions, prono-supinations of the forearm). Dapat
dilihat pada Gambar 3.2.
Gambar 3.2. Gerakan Siku
- postur dan gerakan pergelangan tangan (flexions-extensions, radio-ulnar
Gambar 3.3. Posisi dan Gerakan Pergelangan Tangan
- gengaman tangan. Dapat dilihat pada Gambar 3.4.
Gambar 3.4. Tipe Genggaman Tangan
Berikut ini adalah tabel untuk menentukan skor faktor postur dan gerakan,
dapat dilihat pada Tabel 3.3.
Tabel 3.3. Skor Postur
Segmen
tangan Gerakan
Proporsi Waktu Siklus 1/10 atau extension (>20°)
1 0,7 0,6 0,5
Siku supination (≥60°) Pergelangan
tangan
extension (≥45°) atau
flexion (≥45°)
Genggaman hook grip atau palmar grip
Genggaman Pinch grip
Bahu flexion atau abduction > 80°
% waktu 10 20 30 40 ≥50
Skor 0,7 0,6 0,5 0,33 0,07
Setelah melakukan penilaian terhadap masing-masing segmen, skor postur
yang terpilih menjadi faktor postur (Fp) adalah skor yang paling kecil, yaitu skor
yang paling berbahaya.
3.5.4. Faktor Kekurangan Waktu Pemulihan (Lack Of Proper Recovery
Periods)10
Australian Health and Safety Commission menyatakan bahwa periode
kerja yang melebihi 60 menit dengan gerakan berulang dan tanpa periode Periode pemulihan adalah waktu selama satu atau lebih tangan pada posisi
diam atau istirahat. Berikut ini dapat dianggap sebagai periode pemulihan:
1. Jam istirahat termasuk waktu makan siang.
2. Periode saat dimana pekerjaan yang dilaksanakan tidak membutuhkan otot
(misalnya pekerjaan mengontrol secara visual atau pekerjaan yang
dilaksanakan hanya menggunakan salah satu tangan secara bergantian).
3. Periode di dalam siklus yang memungkinkan tangan beristirahat total. Periode
istirahat (menunggu) yang dimaksud harus secara teratur sedikitnya 10 detik
setiap menit.
Dalam menganalisis periode pemulihan, yang pertama sekali harus
dilakukan adalah memeriksa apakah periode seperti itu benar-benar ada dalam
siklus dan bagaimana durasi dan distribusinya. Kemudian, durasi dan frekuensi
dalam keseluruhan shift kerja dapat diuji lebih luas lagi.
10
pemulihan adalah tidak dapat diterima. Perbandingan antara waktu kerja (dengan
gerakan berulang), dan waktu pemulihan harus sedikitnya 5:1.
Pernyataan lain dari ACGIH mengenai pekerjaan tangan menyarankan
bahwa pekerja perlu diijinkan untuk berhenti atau meregangkan otot sedikitnya
satu kali per jam.
Dengan menggabungkan kedua pernyataan tersebut, yaitu perbandingan
waktu kerja dengan waktu pemulihan 5:1 dan istirahat setiap 60 menit, maka
didapatkanlah distribusi waktu pemulihan yang optimal yaitu 50 menit kerja dan
10 menit istirahat. Seperti yang terlihat pada Gambar 3.5.
50 menit Kerja
10 menit Istirahat
50 menit Kerja
10 menit Istirahat
Gambar 3.5. Distribusi Optimal antara Waktu Kerja dan Pemulihan
Dengan dasar distribusi optimal ini, dapat dirancang kriteria untuk
mengevaluasi kemungkinan resiko. Resiko yang terjadi mungkin berkaitan dengan
kekurangan waktu pemulihan.
Prosedur untuk melakukan pengamatan ini adalah harus memeriksa setiap
jam apakah ada waktu pemulihan yang cukup. Untuk jam makan siang (jika ada),
dan untuk jam sebelum shift berakhir, dapat dianggap sebagai periode pemulihan.
Dengan dasar ada atau tidaknya periode pemulihan yang cukup dalam tiap jam
dari pekerjaan berulang yang dianalisis, maka setiap jam diperlakukan sebagai
“tanpa-resiko” atau “ beresiko”.
Jika dalam tiap jam pekerjaan berulang, perbandingan antara waktu kerja
dengan waktu pemulihan adalah 5:1 sampai 6:1, jam tersebut diperlakukan