STUDI PEMELIHARAAN PADA AIR COMPRESSOR
DI PNEUMATIC UNLOADER SISTEM PT. INALUM
DENGAN KAPASITAS BONGKAR
300 TON SERBUK / JAM
SKRIPSI
Skripsi Yang Diajukan Untuk Melengkapi Syarat Memperoleh Gelar Sarjana Teknik
EDDY SURYANTA PINEM NIM. 040401059
DEPARTEMEN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji syukur penulis ucapkan kepada Allah SWT, atas segala karunia dan rahmat-Nya yang senantiasa diberikan kepada penulis sehingga penulis dapat menyelesaikan skripsi ini.
Skripsi ini adalah salah satu syarat untuk dapat lulus menjadi Sarjana Teknik di Departemen Teknik Mesin, Fakultas Teknik, Universitas Sumatera Utara. Adapun judul Tugas Sarjana yang dipilih, diambil dari mata kuliah Manajemen Pemeliharaan Pabrik, yaitu “STUDI PEMELIHARAAN PADA AIR COMPRESSOR DI PNEUMATIC
UNLOADER SISTEM PT. INALUM DENGAN KAPASITAS BONGKAR 300 TON SERBUK / JAM”
Dalam penulisan skripsi ini, penulis telah berupaya dengan segala kemampuan pembahasan dan penyajian, baik dengan disiplin ilmu yang diperoleh dari perkuliahan, menggunakan literatur serta bimbingan dan arahan dari Bapak Ir. Jaya Arjuna, MSc sebagai Dosen Pembimbing.
Pada kesempatan ini, penulis tidak lupa menyampaikan terima kasih yang sebesar-besarnya kepada :
1. Kedua Orang tua, B Pinem dan R Br Ginting, serta kakak-kakak dan adik saya
yang telah memberikan segala sesuatunya dengan penuh ikhlas.
2. Bapak Dr. Ing. Ir. Ikhwansyah Isranuri dan Bapak Tulus Burhanuddin Sitorus, ST, MT, selaku Ketua dan Sekretaris Departemen Teknik Mesin, Fakultas Teknik Universitas Sumatera Utara.
3. Bapak Ir. Jaya Arjuna, MSc selaku dosen pembimbing Tugas Sarjana yang telah
meluangkan waktunya, membimbing dan memotivasi penulis untuk
menyelesaikan Tugas Sarjana ini.
5. Seluruh Staf Pengajar dan Pegawai di Lingkungan Departemen Teknik Mesin
Universitas Sumatera Utara yang tidak dapat disebutkan satu-persatu.
6. Bapak Jevi Amri dan Ratman Poniman yang telah membantu dalam melaksanakan survey di PT. INALUM
7. Mahasiswa Departemen Teknik Mesin khususnya rekan-rekan sesama stambuk 2004 yang sesalu memberikan dorongan kepada penulis
8. Serta semua pihak yang banyak membantu penulis dalam menyelesaikan skripsi ini
Dalam penulisan ini, dari awal sampai akhir penulis telah mencoba semaksimal mungkin guna tersusunnya skripsi ini. Namun Penulis masih menyadari bahwa masih banyak kekurangan kekurangan baik dalam penulisan maupun penyajian skripsi ini. Untuk itu saran-saran dari semua pihak yang bersifat membangun sangat penulis harapkan demi kesempurnaan skripsi ini.
Akhir kata, dengan kerendahan hati penulis mengucapkan terimakasih kepada semua pihak yang turut membantu dalam penyelesaian skripsi ini. Semoga skripsi ini dapat bermanfaat untuk kita semua.
Medan, 08 Juli 2010
DAFTAR ISI
Halaman
KATA PENGANTAR i
DAFTAR ISI iii
DAFTAR GAMBAR v
DAFTAR TABEL vi
DAFTAR SIMBOL vii
BAB I PENDAHULUAN
1.1Perumusan Masalah 1
1.2Tujuan Penulisan 2
1.3Mamfaat Penulisan 2
1.4Batasan Masalah 2
1.5Sistematika Penulisan 3
BAB II TINJAUAN PUSTAKA
2.1Gambran PT INALUM 4
2.1.1Pembangkit Listrik Tenaga Air (PLTA) 5
2.1.2Produksi Aluminium Batangan 5
2.2Manajemen 6
2.2.1Teori Manajemen 6
2.2.2Fungsi Manajemen 7
2.3Pemeliharaan (Maintenance) 8
2.3.1Klasifikasi Pemeliharaan 10
2.3.2Tujuan Pemeliharaan 16
2.3.4Masalah Efisiensi Pada Pemeliharaan 20
2.3.5Hubungan Pemeliharaan Dengan Proses Produksi 23
2.3.6Hubungan Kegiatan Pemeliharaan Dengan Biaya 24
2.3.7Faktor Penghambat Dalam Melaksanakan Kerja 25
2.3.8Analisa Kebijakan Pemeliharaan 26
2.4Metode Manajemen Pemeliharaan 27
2.5Sistem Pneumatic Unloader 30
2.5.1Prinsip Kerja Sistem Pneumatic Unloader 38
2.6Air Compressor 39
2.6.1Fungsi Dan Jenis Air Compressor Yang Digunakan 39
2.6.2Cara Kerja Air Compressor 40
BAB III METODOLOGI
3.1Jenis Penelitian 42
3.2Tempat Dan Waktu Studi 42
3.3Sumber Pengumpulan Data 42
3.4Rancangan Penelitian 43
3.5Pemeliharaan Pada Air Compressor di Pneumatic
Unloader Sistem 44
3.6Alat-Alat Penelitian 44
BAB IV DESKRIPSI DATA DAN PEMBAHASAN
4.1Preventive Maintenance 46
4.2Breakdown Maintenance 47
4.3Masalah-Masalah Pemeliharaan Air Compressor yang
Dihadapi Perusahaan 47
4.3.1Masalah Suku Cadang Air Compressor 47
4.3.2Masalah Pembiayaan Pemeliharaan Air Compressor 48
4.4Pembahasan Masalah 50
4.4.1Pembahasan Masalah Suku Cadang Air Compressor 50
Air Compressor 51
BAB V KESIMPULAN DAN SARAN
5.1 Kesimpulan 62
5.2 Saran 63
DAFTAR GAMBAR
Halaman
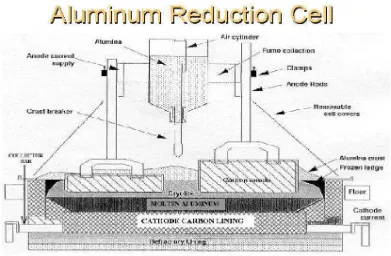
Gambar 2.1 Proses Peleburan Aluminium 4
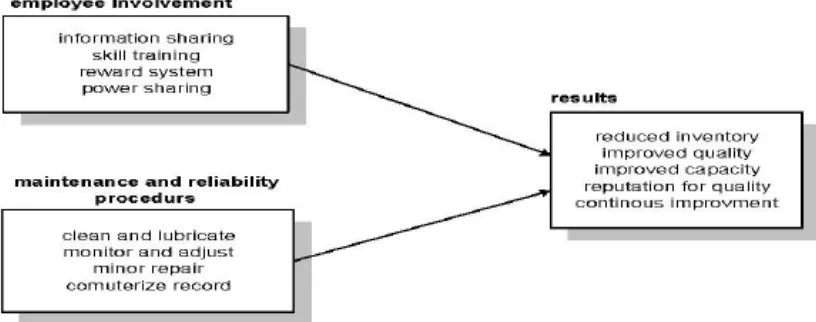
Gambar 2.2 Konsep strategi pemeliharaan dan Reliability yang baik
membutuhkan karyawan dan prosedur yang baik 9
Gambar 2.3 Diagram alir dari pembagian pemeliharaan 16
Gambar 2.4 Hubungan Preventive Maintenance dan Breakdown Maintenance dengan biaya.
(a) Traditional View of Maintenance 24
(b) Full Cost View of Maintenance 25
Gambar 2.5 Tipe kurva bak mandi 29
Gambar 2.6 Pneumatic Unloader 38
Gambar. 2.7 Disharger 39
Gambar 2.8 Sistem Kerja Air Compressor 40
Gambar 3.1 Diagram rancangan penelitian 43
Gambar 3.2 Thermometer 44
Gambar 3.3 Vibrometer 45
DAFTAR TABEL
Halaman
Tabel 2.1 Spesifikasi Air Compressor Type YT-F 22 Kw 41
Tabel 4.1 Biaya Man Power Air Compressor 48
Tabel 4.2 Biaya Man Hour Air Compressor 48
Tabel 4.3 Biaya Material Air Compressor 48
Tabel 4.4 Biaya Tool Air Compressor 49
Tabel 4.5 Biaya Consumable Air Compressor 49
Tabel 4.6 Jumlah kerusakan yang terjadi pada air compressor
selama tahun fiscal 2008 51
DAFTAR SIMBOL
TCr Total Cost repair (Rp)
N Jumlah mesin atau alat
C2 Biaya perbaikan (Rp)
Bn Jumlah perkiraan kerusakan mesin dalam bulan (Bulan)
BAB I PENDAHULUAN
Seiring persaingan di era globalisasi saat ini, maka sebuah pabrik akan berusaha untuk meningkatkan produktifitasnya, salah satunya adalah dengan menjaga kondisi peralatan dan mesin-mesin yang dimiliki agar tidak mengalami kerusakan, yang dapat menyebabkan terganggunya proses produksi. Jika mesin-mesin dari sebuah pabrik dapat beroperasi sesuai yang direncanakan tanpa mengalami trouble, akan meningkatkan pendapatan dan meminimalkan biaya pemeliharaannya. Namun jika peralatan dari pabrik tersebut sering mengalami kerusakan akan banyak mengeluarkan biaya pemeliharaan dan menurunkan pendapatan. Oleh karena itu diperlukan suatu sistem manajemen pemeliharaan (maintenance) yang dapat menjaga kestabilan dari produkstifitas pabrik tersebut. PT INALUM yang merupakan pabrik yang berskala nasional juga berupaya untuk tetap menjaga semua peralatan dan mesin-mesinnya dari kerusakan. Dalam melakukan proses pembuatan aluminium ingot PT INALUM membutuhkan bahan baku yang berasal dari luar negri, dan bahan baku tersebut didatangakan ke PT INALUM melalui pelabuhan menggunakan kapal-kapal pengangkut bahan baku. Untuk memindahkan bahan baku tersebut ke gudang penyimpanan digunakan sistem pneumatic unloader yang memindahkan bahan baku tersebut dari palka kapal. Air compressor merupakan peralatan penting di pneumatic unloader, oleh karena itu harus dilakukan sistem pemeliharaan agar dapat beroperasi dengan baik dan tidak mengalami kerusakan selama proses pemindahan bahan baku berlangsung,
1.1 Perumusan Masalah
Dari berbagai masalah pemeliharaan pada perusahaan tersebut, maka penulis
mencoba merumuskan beberapa pertanyaan sebagai berikut:
1. Bagamana pelaksanaan kegiatan pemeliharaan air compressor di PT INALUM
dilakukan?
2. Masalah-masalah dari pelaksanaan sistem manajemen pemeliharaan yang dilakukan terhadap air compressor?
1.2 Tujuan Penulisan
Adapun tujuan penulisan skripsi ini adalah:
1. Menetukan jenis sistem pemeliharaan yang terbaik terhadap air compressor
berdasarkan aspek-aspeknya
2. Alternatif jenis pemeliharaan terhadap air compressor serta kelebihan-kelebihannya. 3. Mengatasi masalah-masalah yang dihadapi bagian pemeliharaan dalam melakukan
sistem pemeliharaan terhadap air compressor.
4. Perhitungan biaya pemeliharaan terhadap air compressor.
1.3 Mamfaat Penulisan
Dalam penulisan tugas sarjana ini mudah-mudahan bermanfaat bagi penulis, maupun bagi pembaca atau pihak-pihak lain yang berkepentingan.
1. Manfaat akademis
Menjadi bahan acuan perbandingan dari teori tentang manajemen pemeliharaan yang dipelajari di perkuliahan dengan metode pemeliharaan yang dilakukan di lapangan.
2. Manfaat dalam praktik
Sebagai bahan pertimbangan bgi pembaca ataupun pihak-pihak yang berkepentingan untuk mengetahui sistem manajemen pemeliharaan air compressor
1.4 Batasan Masalah
dimaksudkan untuk membatasi permasalahan yang akan dibahas sehingga lebih
sistematis.
1.5 Sistematika Penulisan
Untuk mempermudah mengetahui isi Tugas Sarjana ini, maka uraian dari bab dapat diringkas secara garis besar sebagai berikut :
BAB I Merupakan pendahuluan yang berisi perumusan masalah, tujuan penulisan, mamfaat penulisan, batasan masalah, dan sistematika penulisan.
BAB II Merupakan tinjauan pustaka yang berisikan tentang gambaran mengenai PT INALUM, manajemen, manajemen pemeliharaan, sistem pneumatic unloader, dan air compressor.
BAB III Merupakan metodologi yang dilakukan penulis dalam menyusun tugas sarjana ini
BAB IV Merupakan deskripsi data serta pembahasan tentang pemeliharaan air compressor pada pneumatic unloader sistem
BAB II
TINJAUAN PUSTAKA
2.1 Gambaran PT. INALUM
PT. Indonesia Asahan Aluminium (INALUM) terdiri dari PLTA sungai Asahan di Paritohan, Kecamatan Pintu Pohan Meranti, Kabupaten Toba Samosir dan pabrik peleburan aluminium di Kuala Tanjung, Kecamatan Sei Suka, Kabupaten Batu Bara, yang didirikan oleh Indonesia bersama dengan dua belas perusahaan penanam modal Jepang dengan nama Nippon Asahan Aluminium Co., Ltd (NAA). PT INALUM merupakan salah satu pabrik yang bergerak dibidang proses peleburan aluminium yang menggunakan bahan baku berasal dari serbuk alumina dengan proses elektrolisa, dengan rumus persamaan kimia (2)Al2O3 + (3)C→ (2) Al2 + (3)Co2. Bagan proses peleburan
aluminium dapat dilihat pada gambar berikut:
Pada proses reduksi aluminium ini PT INALUM menggunakan bahan baku serbuk
alumina sebanyak 1900 kg, ditambah dengan 420 kg carbon, yang terdiri dari anoda dan katoda. Dari bahan baku tersebut PT INALUM menghasilkan aluminium ingot sebanyak 1000 kg (Jevi Amri, Personal interview. 26 April 2009). Aluminium yang dihasilkan dimanfaatkan untuk mencukupi kebutuhan industri dalam negeri dan diekspor yang dapat menghasilkan devisa non migas yang besar.
2.1.1 Pembangkit Listrik Tenaga Air (PLTA)
Sungai Asahan dengan panjang 150 km memiliki potensi debit pada musim kemarau 60 m3/det dan pada musim hujan lebih dari 100 m3/det. PLTA di Siguragura dan Tangga masing-masing digerakkan dengan potensi air terjun ini, dengan kapasitas total :
Kapasitas terpasang : 603 MW
Output tetap : 426 MW
Output puncak : 513 MW
Tenaga listrik yang dihasilkan disalurkan ke pabrik peleburan aluminium di Kuala Tanjung.
2.1.2 Produksi Aluminium Batangan
Pabrik peleburan aluminium merupakan bagian utama dari PT INALUM dibangun di atas areal seluas 200 HA berlokasi di Kuala Tanjung, Kecamatan Sei Suka, Kabupaten Batu Bara, Propinsi Sumatera Utara.
Pabrik peleburan aluminium PT. INALUM terdiri dari :
1. Pabrik Anoda Karbon
Gedung karbon memproduksi balok-balok anoda karbon yang akan digunakan pada tungku-tungku reduksi dan terdiri dari 3 bagian yaitu, bagian karbon mentah (Green
plant), bagian pemanggang anoda (Baking plant), dan bagian penangkaian (Rodding
plant). Di bagian karbon mentah, bahan baku kokas dan pitch keras diaduk dan dibentuk
reduksi kemudian diolah dan digunakan kembali untuk memproduksi balok-balok karbon
mentah.
2. Pabrik Reduksi
Unit terdiri dari tiga gedung yang masing-masing dipasang 170 tungku type anoda prapanggang (Prebaked Anode Furnace) 170.000 amp, dengan lisensi dari Sumitomo
Aluminium Smelting Co., Ltd. Total kapasitas produksi adalah 225.000 ton aluminium per
tahun dari 510 tungku terpasang. Pada tungku reduksi bahan baku alumina (Al2O3)
dilebur melalui balok-balok anoda karbon dengan proses elektrolisa menjadi cairan aluminium.
3. Pabrik Pencetakan
Aluminium cair dari tungku reduksi diangkut ke bagian penuangan dan setelah dimurnikan lebih lanjut dalam tungku-tungku penampung, dibentuk menjadi aluminium batangan (ingot) yang beratnya masing-masing 50 pon (22,7 kg) dan merupakan produksi akhir PT INALUM yang dipasarkan di dalam dan ke luar negeri. Disini terdapat 10 buah tungku penampung yang masing-masing berkapasitas 30 ton dan 7 unit mesin pencetak ingot.
2.2 Manajemen
Manajemen merupakan suatu proses kegiatan yang dilakukan oleh suatu perusahaan dalam mengatur sumber daya-sumber daya yang dimilikinya agar dapat
dikelola secara efektif dan efisien untuk mencapai tujuan perusahaan tersebut.
2.2.1 Teori Manajemen
Menurut Stoner, James A.F (Herujito, Y.M, 2001) menguraikan gambaran dan 3 teori manajemen:
1. Teori Klasik
2. Aliran Perilaku
Teori ini muncul akibat ketidak mampuan teori klasik menjelaskan bagaimana efisiensi produksi dan keserasian kerja dapat dicapai dalam suatu perusahaan atau organisasi.
3. Ilmu Manajemen
Teori ini mencoba mendekatkan masalah manajemen dan organisasi untuk perusahaan secara umum dengan membentuk matematik yang merupakan simulasi dari masalah yang terjadi.
2.2.2 Fungsi Manajemen
Teori manajemen menyatakan bahwa manajemen memiliki beberapa fungsi. Fungsi dalam hal ini adalah sejumlah kegiatan yang meliputi berbagai jenis pekerjaan yang dapat digolongkan dalam satu kelompok sehingga membentuk suatu kesatuan administratif (Herujito, Y.M, 2001).
Untuk mencapai tujuannya organisasi memerlukan dukungan manajemen dengan fungsinya sesuai kebutuhan. Kegiatan fungsi-fungsi manajemen diperjelas secara ringkas, yaitu (Amsyah, Zulkifli, 2005):
1. Perencanaan (planning) adalah fungsi manajemen yang berkaitan dengan penyusunan tujuan dan menjabarkannya dalam bentuk perencanaanuntuk mencapai tujuan tersebut.
2. Pengorganisasian (organizing) adalah yang berkaitan dengan pengelompokan
personel dan tugasnya untuk menjalankan pekerjaan sesuai tugas dan misinya.
3. Pengaturan personel (staffing) adalah yang berkaitan dengan bimbingan dan pengaturan kerja personel. Unit masing-masing manajemen sampai pada kegiatan, seperti seleksi, penempatan, pelatihan, pengembangan dan kompensasi, sebagai bagian dari bantuan unit pada unit personalia organisasi dalam pengembangan sumber daya manusia (SDM).
4. Pengarahan (directing) adalah yang berkaitan dengan kegiatan melakukan
5. Pengawasan (controlling) kegiatan yang berkaitan dengan pemeriksaan untuk
menentukan apakah pelaksanaannya sudah dikerjakan sesuai dengan perencanaan, sudah sampai sejauh mana kemjuan yang dicapai, dan perencanaanyang belum mencapai kemajuan, serta melakukan koreksi bagi pelaksanaan yang belum terselesaikan.
2.3 Pemeliharaan (Maintenance)
Kata pemeliharaan diambil dari bahasa yunani terein artinya merawat, menjaga,
dan memelihara. Pemeliharaan Mesin merupakan hal yang sering dipermasalahkan antara bagian pemeliharaan dan bagian produksi, karena bagian pemeliharaan dianggap yang memboroskan biaya, sedang bagian produksi merasa yang merusakkan tetapi juga yang membuat uang (Soemarno, Ardhi, 2008). Pada umumnya sebuah produk yang dihasilkan oleh manusia, tidak ada yang tidak mungkin rusak, tetapi usia penggunaannya dapat diperpanjang dengan melakukan perbaikan yang dikenal dengan pemeliharaan. (Corder, Anthony, 1992). Oleh karena itu, sangat dibutuhkan kegiatan pemeliharaan yang meliputi kegiatan pemeliharaan dan perawatan mesin yang digunakan dalam proses produksi.
Pemeliharaan adalah kegiatan yang meliputi semua pekerjaan perawatan rutin selama operasi berjalan, termasuk merubah produk atau sistemnya untuk menjaga kondisi operasional atau mengembalikan kepada kondisi operasional apabila terjadi kerusakan
(Wallace R. Blischke, 2003).
Untuk Pengertian Pemeliharaan lebih jelas adalah tindakan merawat mesin atau
peralatan pabrik dengan memperbaharui umur masa pakai dan kegagalan/kerusakan mesin. (Setiawan, F.D, 2008).
Menurut Heizer, Jay dan Render, Barry, (2001) dalam bukunya “operations
Management” pemeliharaan adalah:
“all activities involved in keeping a system’s equipment in working order”
Menurut Sehwarat, M.S dan Narang, J.S, (2001) dalam bukunya “Production
Management”, pemeliharaan (maintenance) adalah sebuah pekerjaan yang dilakukan
secara berurutan untuk menjaga atau memperbaiki fasilitas yang ada sehingga sesuai dengan standar (sesuai dengan standar fungsional dan kualitas).
Menurut Assauri, Sofyan. (2004) pemeliharaan adalah kegiatan untuk memelihara atau menjaga fasilitas atau peralatan pabrik dan mengadakan perbaikan atau penyesuaian atau penggantian yang diperlukan agar supaya terdapat suatu keadaan operasi produksi yang memuaskan sesuai dengan apa yang direncanakan.
Sedangkan menurut Tampubolon, Manahan. P, (2004), Pemeliharaan merupakan semua aktivitas termasuk menjaga peralatan dan mesin selalu dapat melaksanakan pesanan pekerjaan.
Dari beberapa pendapat di atas bahwa dapat disimpulkan bahwa kegiatan pemeliharaan dilakukan untuk merawat ataupun memperbaiki peralatan perusahaan agar dapat melaksanakan produksi dengan efektif dan efisien sesuai dengan pesanan yang telah direncanakan atau ditentukan oleh perusahaan dengan hasil produksi yang berkualitas.
2.3.1 Klasifikasi Pemeliharaan
Menurut Daryus, Asyari, (2007) dalam bukunya Manajemen pemeliharaan mesin membagi pemeliharaan menjadi:
1. Pemeliharaan pencegahan (Preventive Maintenance)
Pemeliharaan pencegahan adalah pemeliharaan yang dibertujuan untuk mencegah terjadinya kerusakan, atau cara pemeliharaan yang direncanakan untuk pencegahan. Ruang lingkup pekerjaan preventif termasuk inspeksi, perbaikan kecil, pelumasan dan penyetelan, sehingga peralatan atau mesin-mesin selama beroperasi terhindar dari kerusakan.
2. Pemeliharaan korektif (Corrective Maintenance)
Pemeliharaan korektif adalah pekerjaan pemeliharaan yang dilakukan untuk memperbaiki dan meningkatkan kondisi fasilitas atau peralatan sehingga mencapai standar yang dapat di terima. Dalam perbaikan dapat dilakukan peningkatan-peningkatan sedemikian rupa, seperti melakukan perubahan atau modifikasi rancangan agar peralatan menjadi lebih baik,
3. Pemeliharaan berjalan (Running Maintenance)
Pemeliharaan ini dilakukan ketika fasilitas atau peralatan dalam keadaan bekerja. Pemeliharan berjalan diterapkan pada peralatan-peralatan yang harus beroperasi terus dalam melayani proses produksi,
4. Pemeliharaan prediktif (Predictive Maintenance)
Pemeliharaan prediktif ini dilakukan untuk mengetahui terjadinya perubahan atau kelainan dalam kondisi fisik maupun fungsi dari sistem peralatan. Biasanya pemeliharaan prediktif dilakukan dengan bantuan panca indra atau alat-alat monitor yang canggih,
Pekerjaan pemeliharaan ini dilakukan ketika terjadinya kerusakan pada
peralatan, dan untuk memperbaikinya harus disiapkan suku cadang, alat-alat dan tenaga kerjanya,
6. Pemeliharaan Darurat (Emergency Maintenance)
Pemeliharan ini adalah pekerjaan pemeliharaan yang harus segera dilakukan karena terjadi kemacetan atau kerusakan yang tidak terduga.
7. Pemeliharaan berhenti (shutdown maintenance)
Pemeliharaan berhrnti adalah pemeliharaan yang hanya dilakukan selama mesin tersebut berhenti beroperasi,
8. Pemeliharaan rutin (routine maintenance)
Pemeliharaan rutin adalah pemeliharaan yang dilaksanakan secara rutin atau terus-menerus,
9. Design out maintenance
Design out maintenance adalah merancang ulang peralatan untuk menghilangkan
sumber penyebab kegagalan dan menghasilkan model kegagalan yang tidak lagi atau lebih sedikit membutuhkan maintenance.
Girdhar Paresh (2004) mengklasifikasikan sistem pemeliharaan pabrik secara
garis besar menjadi beberapa macam yaitu : 1. Sistem Breakdown Maintenance
2. Sistem Preventive Maintenance
Filosofi yang melatarbelakangi sistem pemeliharaan preventive ini adalah melakukan kegiatan pemeliharaan berdasarkan batas waktu yang ditentukan, yang didasarkan pada penanggalan hari atau jam operasi mesin. Dalam pemeliharaan ini perbaikan atau penggantian peralatan yang rusak dilakukan sebelum kerusakan pada mesin terjadi. Pemeliharaan ini baik diterapkan terhadap peralatan atau mesin yang tidak bekerja secara terus menerus, dan dimana para pekerja memeiliki ketrampilan yang cukup, pengetahuan dan waktu untuk melakukan pekerjaan pemeliharaan pencegahan.
3. Sistem Predictive Maintenance
Filosofi yang melatarbelakangi sistem pemeliharaan predictive adalah kegiatan pemeliharaan hanya dilakukan jika kerusakan fungsi dari mesiin tedeteksi. Kondisi mekanis dan operasional akan di monitor pada waktu-waktu tertentu, dan ketika kecenderugan akan terjadinya kerusakan terdeteksi, bagian dari mesin yang mengalami kerusakan dideteksi dan dijadwalkan untuk dilakukan pekerjaan perawatan. Mesin baru akan diberhentikan pada saat yang paling tepat, dan bagian yang mengalami kerusakan diganti.
4. Sistem Proactive Maintenance
Filosofi yang melatarbelakangi sistem pemeliharaan ini adalah mencari penyebab dari kerusakan yang terjadi pada sebuah mesin. Masing-masing kerusakan dianalisa dan secara proaktif dilakukan tindakan untuk mencegah terulangnya
Secara umum, ditinjau dari saat pelaksanaan Pekerjaan pemeliharaan
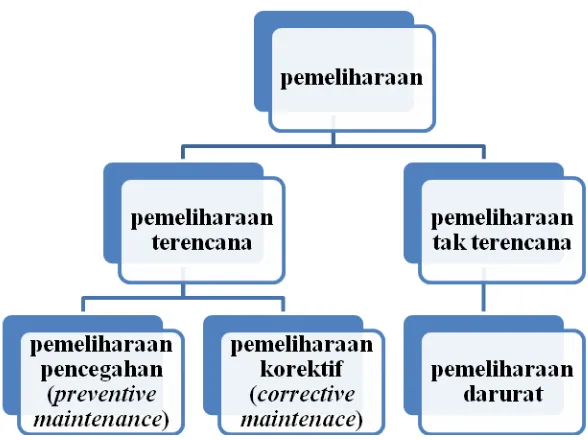
dikategorikan dalam dua cara, yaitu (Corder, Anthony, 1992): 1. Pemeliharaan terencana (planned maintenance)
Pemeliharaan terencana adalah pemeliharaan yang dilakukan secara terorginir untuk mengantisipasi kerusakan peralatan di waktu yang akan datang, pengendalian dan pencatatan sesuai dengan rencana yang telah ditentukan sebelumnya. (Corder, Anthony, 1992).
Menurut Corder, Anthony, (1992) Pemeliharaan terencana dibagi menjadi dua aktivitas utama yaitu:
a. Pemeliharaan pencegahan (Preventive Maintenance)
Pemeliharaan pencegahan (preventive maintenance) adalah inspeksi periodik untuk mendeteksi kondisi yang mungkin menyebabkan produksi berhenti atau berkurangnya fungsi mesin dikombinasikan dengan pemeliharaan untuk menghilangkan, mengendalikan, kondisi tersebut dan mengembalikan mesin ke kondisi semula atau dengan kata lain deteksi dan penanganan diri kondisi abnormal mesin sebelum kondisi tersebut menyebabkan cacat atau kerugian. (Setiawan, F.D, 2008).
Menurut Heizer, Jay dan Render, Barry, (2001) dalam bukunya “Operations
Management”, preventive maintenance adalah:
“A plan that involves routine inspections, servicing, and keeping facilities in good repair
to prevent failure”
Menurut Dhillon B.S, (2006) dalam bukunya “maintainability, maintenance, and
reliability for engineers” ada 7 elemen dari pemeliharaan pencegahan (preventive
maintenance) yaitu:
1) Inspeksi: memeriksa secara berkala (periodic) bagian-bagian tertentu untuk dapat dipakai dengan membandingkan fisiknya, mesin, listrik, dan karakteristik lain untuk standar yang pasti,
2) Kalibrasi: mendeteksi dan menyesuaikan setiap perbedaan dalam akurasi untuk material atau parameter perbandingan untuk standar yang pasti,
3) Pengujian: pengujian secara berkala (periodic) untuk dapat menentukan pemakaian
dan mendeteksi kerusakan mesin dan listrik,
4) Penyesuaian: membuat penyesuaian secara periodik untuk unsur variabel tertentu untuk mencapai kinerja yang optimal,
5) Servicing: pelumasan secara periodik, pengisian, pembersihan, dan seterusnya,
bahan atau barang untuk mencegah terjadinya dari kegagalan yang baru,
6) Instalasi: mengganti secara berkala batas pemakaian barang atau siklus waktu pemakaian atau memakai untuk mempertahankan tingkat toleransi yang ditentukan,
7) Alignment: membuat perubahan salah satu barang yang ditentukan elemen variabel
untuk mencapai kinerja yang optimal.
b. Pemeliharaan korektif (Corrective Maintenance)
minor, terutama untuk rencana jangka pendek, yang mungkin timbul diantara
pemeriksaan, juga overhaul terencana.
Menurut Heizer, Jay dan Render, Barry, 2001 pemeliharaan korektif (Corrective
Maintenance) adalah:
“Remedial maintenance that occurs when equipment fails and must be repaired on an
emergency or priority basis”
Pemeliharaan ulang yang terjadi akibat peralatan yang rusak dan harus segera diperbaiki karena keadaan darurat atau karena merupakan sebuah prioritas utama.
Menurut Prawirosentono, Suyadi, (2001) pemeliharaan korektif (Corrective
Maintenance) adalah perawatan yang dilaksanakan karena adanya hasil produk (setengah
jadi maupun barang jadi) tidak sesuai dengan rencana, baik mutu, biaya, maupun ketepatan waktunya.
Menurut Dhillon, B.S, (2006) Biasanya, pemeliharaan korektif (Corrective
Maintenance) adalah pemeliharaan yang tidak direncanakan, tindakan yang memerlukan
perhatian lebih yang harus ditambahkan, terintegrasi, atau menggantikan pekerjaan telah dijadwalkan sebelumnya.
Oleh karena itu, Dalam pelaksanaan pemeliharaan antara terencana yang harus
diperhatikan adalah jadwal operasi pabrik, perencanaan pemeliharaan, sasaran perencanaan pemeliharaan, faktor-faktor yang diperhatikan dalam perencanaan pekerjaan pemeliharaan, sistem organisasi untuk perencanaan yang efektif, dan estimasi pekerjaan. (Daryus, Asyari, 2007). Jadi, Pemeliharaan terencana merupakan pemakaian yang paling tepat mengurangi keadaan darurat dan waktu nganggur mesin. Adapun keuntungan lainnya yaitu:
a. Pengurangan pemeliharaan darurat, b. Pengurangan waktu nganggur,
d. Meningkatkan penggunaan tenaga kerja untuk pemeliharaan dan produksi,
e. Memperpanjang waktu antara overhaul
f. Pengurangan penggantian suku cadang, membantu pengendalian sediaan, g. Meningkatkan efisiensi mesin,
h. Memberikan pengendalian anggaran dan biaya yang bisa diandalkan, i. Memberikan informasi untuk pertimbangan penggantian mesin.
2. Pemeliharaan tak terencana (unplanned maintenance)
Pemeliharaan tak terencana adalah yaitu pemeliharaan darurat, yang didefenisikan sebagai pemeliharaan dimana perlu segera dilaksanakan tindakan untuk mencegah akibat yang serius, misalnya hilangnya produksi, kerusakan besar pada peralatan, atau untuk keselamatan kerja. (Corder, Anthony, 1992).
Pada umumnya sistem pemeliharaan merupakan metode tak terencana, dimana peralatan yang digunakan dibiarkan atau tanpa disengaja rusak hingga akhirnya, peralatan tersebut akan digunakan kembali maka diperlukannya perbaikan atau pemeliharaan.
Gambar 2.3 Diagram alir dari pembagian pemeliharaan
2.3.2 Tujuan Pemeliharaan
Menurut Assauri, Sofyan, (2004) tujuan pemeliharaan yaitu:
1. Kemampuan produksi dapat memenuhi kebutuhan sesuai dengan rencana produksi, 2. Menjaga kualitas pada tingkat yang tepat untuk memenuhi apa yang dibutuhkan oleh
produk itu sendiri dan kegiatan produksi yang tidak terganggu,
3. Untuk membantu mengurangi pemakaian dan penyimpangan yang di luar batas dan menjaga modal yang di investasikan tersebut,
4. Untuk mencapai tingkat biaya pemeliharaan serendah mungkin, dengan
melaksanakan kegiatan pemeliharaan secara efektif dan efisien,
5. Menghindari kegiatan pemeliharaan yang dapat membahayakan keselamatan para pekerja,
Berbeda dengan pendapat umum, manajemen pemeliharaan tidak hanya berperan
untuk memperbaiki kerusakan pada waktunya, melainkan juga untuk mencegah kerugian yang disebabkan peralatan atau sitem yang bermasalah (R. Keith Mobley, 2002). Tujuan dari bagian pemeliharaan pada pabrik kelas dunia adalah untuk mencapai dan mendukung hal-hal berikut:
1. Jumlah ketersediaan maksimum
Kapasitas produksi dari sebuah pabrik sebagian ditentukan dengan ketersediaan sistem produksi dan peralatan pembantu pabrik tersebut.
2. Jumlah kondisi operasional maksimum
Ketersediaan kritis dari proses mesin tidak cukup menjadi ukuran pasti diterimanya capaian sebuah pabrik. Bagian pemeliharaan harus memelihara semua secara langsung ataupun tidak mesin-mesin produksi, peralatan dan sistem agar secara terus-menerus berada dalam kondisi maksimum.
3. Pemamfaatan sumber daya pemeliharaan yang maksimum
Bagian pemeliharaan mengendalikan suatu bagian substansil dari total anggaran operasi di kebanyakan pabrik. Oleh karena itu, salah satu sasaran bagian pemeliharaan harus efektif dalam penggunaan sumber daya ini.
4. Umur mesin maksimum
Salah satu cara untuk mengurangi biaya pemeliharaan adalah memperpanjang
masa penggunaan mesin pabrik. Bagian pemeliharaan harus menerapkan cara yang dapat meningkatkan masa penggunaan semua asset pabrik.
5. Investasi spare part yang minimum
Pengurangan dalam cadangan sparepart harus menjadi suatu sasaran utama dari bagian pemeliharaan. Bagaimanapun pengurangan ini tidak akan merusak kemampuan mereka untuk mencapai sasaran.
Semua kerusakan karena musibah tidak dapat dihindarkan. Oleh karena itu, bagian
pemeliharaan harus bereaksi secara cepat terhadap kerusakan yang tidak terduga.
Menurut Daryus, Asyari, (2008) dalam bukunya manajemen pemeliharaan mesin Tujuan pemeliharaan yang utama dapat didefenisikan sebagai berikut:
1. Untuk memperpanjang kegunaan asset,
2. Untuk menjamin ketersediaan optimum peralatan yang dipasang untuk produksi dan mendapatkan laba investasi maksimum yang mungkin,
3. Untuk menjamin kesiapan operasional dari seluruh peralatan yang diperlukan dalam keadaan darurat setiap waktu,
4. Untuk menjamin keselamatan orang yang menggunakan sarana tersebut.
Kegiatan pemeliharaan yang cenderung untuk memperbaiki reliabilitas sistem termasuk dua kategori kebijaksanaan pokok, yang dapat diperinci sebagai berikut:
1. Kebijaksanaan-kebijaksanaan yang cenderung untuk mengurangi frekuensi
kerusakan- kerusakan :
a. pemeliharaan preventif (termasuk pemeliharaan kondisional) b. simplifikasi operasi
c. penggantian awal
d. perancangan reliabilitas ke dalam komponen-komponen sistem e. Instruksi yang tepat kepada para operator.
2. Kebijaksanaan-kebijaksanaan yang cenderung untuk mengurangi akibat kerusakan- kerusakan:
b. Percepatan pelaksanaan reparasi (yaitu, meningkatkan jumlah tenaga reparasi) c. Mempermudah tugas reparasi (yaitu, disain “modular “ peralatan)
d. Penyediaan keluaran alternatif selama waktu reparasi (yaitu, peralatan cadangan).
2.3.3 Kegiatan-Kegiatan Pemeliharaan
1. Inspeksi (inspection)
Kegiatan inspeksi meliputi kegiatan pengecekan atau pemeriksaan secara berkala dimana maksud kegiatan ini adalah untuk mengetahui apakah perusahaan selalu mempunyai peralatan atau fasilitas produksi yang baik untuk menjamin kelancaran proses produksi. Sehingga jika terjadinya kerusakan, maka segera diadakan perbaikan-perbaikan yang diperlukan sesuai dengan laporan hasil inspeksi, dan berusaha untuk mencegah penyebab timbulnya kerusakan dengan melihat sebab-sebab kerusakan yang diperoleh dari hasil inspeksi.
2. Kegiatan teknik (Engineering)
Kegiatan ini meliputi kegiatan percobaan atas peralatan yang baru dibeli, dan kegiatan-kegiatan pengembangan peralatan yang perlu diganti, serta melakukan penelitian-penelitian terhadap kemungkinan pengembangan tersebut. Dalam kegiatan inilah dilihat kemampuan untuk mengadakan perubahan-perubahan dan perbaikan-perbaikan bagi perluasan dan kemajuan dari fasilitas atau peralatan perusahaan. Oleh karena itu kegiatan teknik ini sangat diperlukan terutama apabila dalam perbaikan mesin-mesin yang rusak tidak di dapatkan atau diperoleh komponen yang sama dengan yang dibutuhkan.
3. Kegiatan produksi (Production)
Kegiatan ini merupakan kegiatan pemeliharaan yang sebenarnya, yaitu
memperbaiki dan meresparasi mesin-mesin dan peralatan. Secara fisik, melaksanakan pekerjaan yang disarankan atau yang diusulkan dalam kegiatan inspeksi dan teknik, melaksanakan kegiatan service dan perminyakan (lubrication). Kegiatan produksi ini dimaksudkan untuk itu diperlukan usaha-usaha perbaikan segera jika terdapat kerusakan pada peralatan.
4. Kegiatan administrasi (Clerical Work)
pekerjaan-pekerjaan pemeliharaan dan biaya-biaya yang berhubungan dengan
kegiatan pemeliharaan, komponen (spareparts) yang di butuhkan, laporan kemajuan (progress report) tentang apa yang telah dikerjakan . waktu dilakukannya inspeksi dan perbaikan, serta lamanya perbaikan tersebut, komponen (spareparts) yag tersedia di bagian pemiliharaan. Jadi, dalam pencatatan ini termasuk penyusunan planning dan scheduling, yaitu rencana kapan suatu mesin harus dicek atau diperiksa, diminyaki atau di service dan di resparasi.
5. Pemeliharaan Bangunan (housekeeping)
Kegiatan ini merupakan kegiatan untuk menjaga agar bangunan gedung tetap terpelihara dan terjamin kebersihannya.
2.3.4 Masalah Efisiensi Pada Pemeliharaan
Menurut Tampubolon, Manahan. P, (2004) dan Assauri, Sofyan, (2004) Dalam melaksanakan kegiatan pemeliharaan terdapat 2 persoalan yang dihadapi oleh suatu perusahaan yaitu persoalan teknis dan persoalan ekonomis.
1. Persoalan teknis
Dalam kegiatan pemeliharaan suatu perusahaan merupakan persoalan yang menyangkut usaha-usaha untuk menghilangkan kemungkinan–kemungkinan yang menimbulkan kemacetan yang disebabkan karena kondisi fasilitas produksi yang tidak baik. Tujuan untuk mengatasi persoalan teknis ini adalah untuk dapat menjaga atau
menjamin agar produksi perusahaan dapat berjalan dengan lancar. Maka dalam persoalan teknis perlu diperhatikan hal-hal berikut:
a) Tindakan apa yang harus dilakukan untuk memelihara atau merawat peralatan yang ada, dan untuk memperbaiki atau meresparasi mesin-mesin atau peralatan yang rusak,
Jadi, dalam persoalan teknis ini adalah bagaimana cara perusahaan agar dapat
mencegah ataupun mengatasi kerusakan mesin yang mungkin saja dapat terjadi, sehingga dapat mengganggu kelancaran proses produksi.
2. Persoalan ekonomis
Dalam melaksanakan kegiatan pemeliharaan disamping persoalaan teknis, ditemui pula persoalan ekonomis. Persoalan ini menyangkut bagaimana usaha yang harus dilakukan agar kegiatan pemeliharaan yang dibutuhkan secara teknis dapat dilakukan secara efisien. Jadi yang ditekankan pada persoalan ekonomis adalah bagaimana melakukan kegiatan pemeliharaan agar efisien, dengan memperhatikan besarnya biaya yang terjadi dan tentunya alternatif tindakan yang dipilih untuk dilaksanakan adalah yang menguntungkan perusahaan. Adapun biaya-biaya yang terdapat dalam kegiatan pemeliharaan adalah biaya-biaya pengecekan, biaya penyetelan, biaya service, biaya penyesuaian, dan biaya perbaikan atau resparasi. Perbandingan biaya yang perlu dilakukan antara lain untuk menentukan:
a) Apakah sebaiknya dilakukan pemeliharaan pencegahan (preventive maintenance) ataukah pemeliharaan korektif (Corrective maintenance) saja. Dalam hal ini biaya-biaya yang perlu diperbandingkan adalah:
1) Jumlah biaya-biaya perbaikan yang diperlukan akibat kerusakan yang terjadi karena tidak adanya pemeliharaan pencegahan (preventive maintenance), dengan jumlah biaya-biaya pemeliharaan dan perbaikan yang diperlukan akibat kerusakan yang terjadi walaupun telah diadakan pemeliharaan pencegahan
(preventive maintenance), dalam jangka waktu tertentu.
2) Jumlah biaya-biaya pemeliharaan dan perbaikan yang akan dilakukan terhadap suatu peralatan dengan harga peralatan tersebut.
3) Jumlah biaya-biaya pemeliharaan dan perbaikan yang dibutuhkan oleh suatu peralatan dengan jumlah kerugian yang akan di hadapi apabila peralatan tersebut rusak dalam operasi produksi.
biaya yang akan dikeluarkan untuk memperbaiki peralatan tersebut di bengkel
perusahan sendiri dengan jumlah biaya perbaikan tersebut di bengkel perusahaan lain. Disamping perbandingan kualitas dan lamanya waktu yang dibutuhkan untuk pengerjaannya.
c) Apakah sebaiknya peralatan yang rusak diperbaiki atau diganti. Dalam hal ini biaya-biaya perlu diperbandingkan adalah:
1) Jumlah biaya perbaikan dengan harga pasar atau nilai dari peralatan tersebut. 2) Jumlah biaya perbaikan dengan harga peralatan yang sama di pasar.
Dari keterangan diatas, dapatlah diketahui bahwa walaupun secara teknis pemeliharaan pencegahan (preventive maintenance) penting dan perlu dilakukan untuk menjamin bekerjanya suatu mesin atau peralatan. Akan tetapi secara ekonomis belum tentu selamanya pemeliharaan pencegahan (preventive maintenance) yang terbaik dan perlu diadakan untuk setiap mesin atau peralatan. Hal ini karena dalam menentukan mana yang terbaik secara ekonomis. Apakah pemeliharaan pencegahan (preventive
maintenance) ataukah pemeliharaan korektif (Corrective Maintenance) saja. Harus dilihat
faktor-faktor dan jumlah biaya yang akan terjadi. Disamping itu harus pula dilihat, apakah mesin atau peralatan itu merupakan strategic point atau critical unit dalam proses produksi ataukah tidak, jika mesin atau peralatan tersebut merupakan strategic point atau
critical unit, maka sebaiknya di adakan pemeliharaan pencegahan (preventive
maintenance) untuk mesin atau peralatan itu. Hal ini dikarenakan apabila terjadi
kerusakan yang tidak dapat diperkirakan, maka akan mengganggu seluruh rencana produksi.
2.3.5 Hubungaan Pemeliharaan dengan Proses Produksi
Menurut Assauri, Sofyan, (2004) agar proses produksi berjalan dengan lancar,
maka kegiatan pemeliharaan yang harus dijaga dengan langkah-langkah sebagai berikut: 1. Menambah jumlah peralatan dan perbaikan para pekerja bagian pemeliharaan,
dengan demikian akan di dapat waktu rata-rata kerusakan dari mesin yang lebih kecil,
2. Menggunakan pemeliharaan pencegahan, karena dengan cara ini dapat mengganti
parts yang sudah dalam keadaan kritis sebelum rusak,
3. Di adakannya suatu cadangan di dalam suatu sistem produksi pada tingkat kritis, sehingga mempunyai suatu tempat paralel apabila terjadi kerusakan mendadak. Dengan adanya suku cadangan ini, tentu akan berarti adanya kelebihan kapasitas terutama untuk tingkat kritis tersebut, sehingga jika ada mesin yang mengalami kerusakan, perusahaan dapat berjalan terus tanpa menimbulkan adanya kerugian karena mesin-mesin menganggur,
4. Usaha-usaha untuk menjadikan para pekerja di bidang pemeliharaan ini sebagai suatu komponen dari mesin-mesin yang ada, dan untuk menjadikan mesin tersebut sebagai suatu komponen dari suatu sistem produksi secara keseluruhan,
Mengadakan percobaan untuk menghubungkan tingkat-tingkat sistem produksi lebih cermat dengan cara mengadakan suatu persediaan cadangan diantara berbagai tingkat
produksi yang ada, sehingga terdapat keadaan dimana masing-masing tingkat tersebut tidak akan sangat tergantung dari tingkat sebelumnya
2.3.6 Hubungan Kegiatan Pemeliharaan dengan Biaya
Menurut Mulyadi, (1999) dalam bukunya akuntansi biaya, biaya dari barang yang diproduksi terdiri dari:
a. Direct Material Used (biaya bahan baku langsung yang digunakan).
b. Direct manufacturing Labor (biaya tenaga kerja langsung).
c. Manufacturing Overhead (biaya overhead pabrik).
Permasalahan yang sering dihadapi seorang manajer produksi adalah bagaimana menentukan untuk melakukan kebijakan pemeliharaan baik untuk pencegahan maupun setelah terjadinya kerusakan, dari kebijakan itulah nantinya akan mempengaruhi terhadap pembiayaan. Oleh karena itu, seorang manajer produksi harus mengetahui hubungan kebijakan pemeliharaan dengan biaya yang ditimbulkan sehingga tidak salah dalam mengambil kebijakan tentang pemeliharaan. Dibawah ini diperlihatkan hubungan biaya pemeliharaan pencegahan (preventive maintenance) dan breakdown dengan total biaya.
(a)
Gambar 2.4 Hubungan Preventive Maintenance dan Breakdown Maintenance dengan
biaya. (a) Traditional View of Maintenance, (b) Full Cost View of Maintenance
Gambar diatas menunjukkan hubungan tradisional antara pemeliharaan pencegahan (preventive maintenance) dengan pemeliharaan breakdown (breakdown
maintenance) yang menjelaskan bahwa manajer operasi harus bisa mempertimbangkan
keseimbangan antara kedua biaya. Di satu pihak, dengan menempatkan sumber daya pada kegiatan pemeliharaan pencegahan akan mengurangi jumlah kemacetan. Sama halnya dengan mengurangi pemeliharaan breakdown biaya akan lebih murah jika dibandingkan dengan biaya pemeliharaan pencegahan. Di waktu yang sama kurva total biaya akan menaik.
2.3.7 Faktor Penghambat dalam Melaksanakan Kerja
Menurut Daryus, Asyari, (2007) faktor-faktor yang dapat menimbulkan hambatan pekerjaan adalah sebagai berikut:
1. Menunggu order yang terlalu lama.
2. Mengunjungi suatu tempat untuk mengetahui apa yang harus di lakukan. 3. Mengadakan perjalanan yang tidak perlu.
4. Banyaknya perjalanan untuk mengambil dan mengembalikan alat.
5. Terlalu banyaknya pekerja yang turut campur tangan pada pekerjaan yang
sebenarnya dapat lebih mudah di tangani oleh sedikit pekerja. 6. Menunggu selesainya pekerjaan dari jenis keterampilan lain.
7. Mencari tempat kerja.
8. Mencoba untuk memperbaiki informasi yang tidak jelas. 9. Hilangnya waktu karena pembatalan order.
10. Tidak tersedianya material yang di butuhkan.
2.3.8 Analisa Kebijakan Pemeliharaan
1. Menghitung rata-rata umur mesin sebelum rusak atau rata-rata mesin hidup dengan
cara:
Rata-rata mesin hidup = ∑ (bulan sampai terjadinya kerusakan setelah perbaika n X probabilitas terjadinya kerusakan)
2. Menghitung biaya yang dikeluarkan jika melaksanakan kebijakan pemeliharaan
breakdown:
TCr =
Keterangan:
TCr = biaya bulanan total kebijakan Breakdown (Rp) N = jumlah mesin
C2 = biaya perbaikan mesin (Rp)
= jumlah bulan yang diperkirakan antara kerusakan.
3. Menghitung biaya yang dikeluarkan jika melaksanakan kebijakan pemeliharaan
preventive:
Untuk menentukan biaya pemeliharaan preventive meliputi pemeliharaan setiap satu bulan, dua bulan, tiga bulan dan seterusnya, harus dihitung perkiraan jumlah kerusakan mesin dalam suatu periode.
Rumusnya adalah:
Bn = N
+ B
(n-1)P
1+ B
(n-2)P
2+ B
(n-3)P
3+ B
1P
(n-1)Keterangan:
Bn = perkiraan jumlah kerusakan mesin dalam n bulan, N = jumlah Mesin,
2.4 Metode Manajemen Pemeliharaan
Manajemen Pemeliharaan adalah pendekatan yang teratur dan sistematis untuk
perencanaan, pengorganisasian, monitoring dan evaluasi kegiatan pemeliharaan dan biaya.
Sebuah sistem manajemen pemeliharaan yang baik digabungkan dengan pengetahuan dan staf
pemeliharaan mampu dapat mencegah masalah-masalah kesehatan dan keselamatan dan
kerusakan lingkungan; menghasilkan aset hidup dengan lebih sedikit gangguan dan
mengakibatkan biaya operasi yang lebih rendah dan kualitas hidup yang lebih tinggi.
Menurut Margono, (2006) metode manajemen pemeliharaan di lihat dari beberapa
hal sebagai berikut:
1. Permohonan pemeliharaan,
Sebagai persyaratan untuk perencanaan fungsi pemeliharaan, karena perlu utuk mengetahui secara tepat tentang apa yang harus di kerjakan, apa yang sedang di
kerjakan dan berapa lama setiap bertugas/pekerjaan tersebut di kerjakan. Permintaan dari pengawas bagian produksi untuk pelayanan yang dilakukan oleh petugas-petugas pemeliharaan harus mendapat prioritas prhatian meskipun dalam pengalaman menunjukkan bahwa hampir seluruh pekerjaan pemeliharaan dapat di rencanakan sebelumnya, dalam jangka pendek dan kenyataan bahwa prioritas utama jauh lebih kecil dari yang di perkirakan.
2. Permintaan pemeliharaan atau perbaikan,
Permintaan pemeliharaan atau perbaikan atas pekerjaan yang salah satu atau kerusakan atau cacat yang memang perlu di perbaiki. Setelah pekerjaan di selesaikan, kita harus mencari keterangan atau alasan tentan sebab-sebab terjadinya kerusakan, terutama penting apabila terjadinya pemeliharaan darurat serta uraian singkat tapi jelas mengenai tindakan yang telah dilaksanakan.
3. Kartu permintaan pemeliharaan atau perbaikan.
Dalam kartu permintaan pemeliharaan/perbaikan dimuat seluruh
diperlukan, dan waktu kerja yang dibutuhkan untuk melakukan pekerjaan tersebut.
Pekerja berorganisasi kepada tugas yang diberikan dan kartu permintaan pemeliharaan tersebut juga berorganisasi kepada tugas tersebut. Hal ini merupakan suatu perbedaan yang pokok antara penggunaan kartu permintaan pemeliharaan/perbaikan dengan penggunaan kartu waktu dimana masalahnya hanya pada berorganisasi kepada para petugas pemeliharaan.
Menurut Mobley, R.Keith, (2002) ada beberapa metode manajemen pemeliharaan antara lain Yaitu:
1. Run-to-failure management,
Run-to-failure management adalah manajemen teknik pengaktifan kembali yang
menunggu mesin atau peralatan rusak sebelum diambil tindakan pemeliharaan, yang mana sebenarnya adalah “nomaintenance”. Metode ini merupakan manajemen pemeliharaan yang paling mahal. Metode reaktif ini memaksa departemen manajemen pemeliharaan untuk mempertahankan persediaan suku cadang yang banyak yang mencakup seluruh komponen utama peralatan penting pabrik.
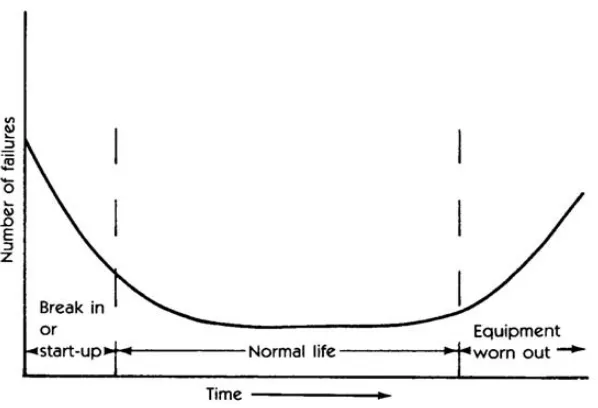
2. Preventive Maintenance
ada banyak defenisi pemeliharaan preventive, tetapi semua program manajemen
pemeliharaan preventive adalah dijalankan berdasarkan waktu. Dengan kata lain tugas-tugas pemeliharaan berlalu berdasarkan pada jam operasi. Dalam manajemen pemeliharaan preventive, perbaikan mesin dijadwalkan berdasarkan pada statistik
Gambar 2.5 Tipe kurva bak mandi
3. Predictive Maintenance
Seperti pemeliharaan preventif, pemeliharaan prediktif memiliki banyak defenisi. Untuk sebagian pekerja, pemeliharaan prediktif adalah pemantauan getaran mesin dalam upaya untuk mendeteksi masalah baru dan untuk mencegah kerusakan fatal.
Pemeliharaan prediktif adalah menggerakkan kondisi program pemeliharaan preventif. Untuk jadwal kegiatan pemeliharaan, pemeliharaan prediktif menggunakan pengawasan langsung terhadap kondisi mekanik, efisiensi system, dan indicator lainnya untuk menentukan rata-rata waktu actual sampai rusak atau hilangnya efisiensi untuk setiap mesin dan system di pabrik. Penambahan program pemeliharaan prediktif yang komprehensif dapat dan akan menyediakan data factual pada kondisi mekanik actual dari setiap mesin dan efisiensi operasional setiap sistem
proses.
4. Metode peningkatan pemeliharaan lainnya
Selama 10 tahun terakhir, berbagai metode manajemen, seperti pemeliharaan produktif total (TPM) dan kehandalan yang berpusat pada pemeliharaan (RCM),
memperbaiki dalam upaya untuk mengimbangi kekurangan pemeliharaan yang
dirasakan.
a. Total Productive Maintenance
Pemeliharaan ini disebut-sebut sebagai pendekatan jepang untuk manajemen perawatan yang efektif, konsep ini di kembangkan oleh Deming di akhir 1950-an. TPM bukan program manajemen pemeliharaan. Sebagian besar kegiatan terkait dengan pendekatan manajemen jepang diarahkan pada fungsi produksi dan menganggap pemeliharaan akan memberikan tugas-tugas dasar yang diperlukan untuk mempertahankan aset produksi kritis. Semua manfaat di ukur dari TPM yang di kemas dalam hal kapasitas, kualitas produk, dan total biaya produksi.
b. Reliability-Centered Maintenance
Dalil dasar RCM adalah bahwa semua mesin harus gagal dan memiliki umur yang terbatas, tetapi asumsi ini tidak berlaku, jika mesin dan sistem pabrik dirancang baik, dipasang, dioperasikan, dan dipelihara.
2.5 Sistem Pneumatic Unloader
Pneumatik berasal dari bahasa Yunani yang berarti udara atau angin. Semua sistem yang menggunakan tenaga yang disimpan dalam bentuk udara yang dimampatkan untuk menghasilkan suatu kerja disebut dengan sistem Pneumatik. Dalam penerapannya, sistem pneumatic banyak digunakan sebagai sistem automasi. Pneumatik menggunakan
hukum-hukum aeromekanika, yang menentukan keadaan keseimbangan gas dan uap (khususnya udara atmosfir) dengan adanya gaya-gaya luar (aerostatika) dan teori aliran (aerodinamika). Pneumatik dalam pelaksanaan teknik udara mampat dalam industri merupakan ilmu pengetahuan dari semua proses mekanik dimana udara memindahkan suatu gaya atau gerakan. Jadi pneumatik meliputi semua komponen mesin atau peralatan, dalam mana terjadi proses-proses pneumatik.
berjalan lebih rapi (efisien) dibandingkan dengan cara lainnya. Dalam penggunaannya
sistem pneumatik diutamakan karena beberapa hal yaitu : 1. Paling banyak dipertimbangkan untuk beberapa mekanisasi. 2. Dapat bertahan lebih baik terhadap keadaan-keadaan tertentu
Beberapa penggunaan sistem pneumatik antara lain: 1.Pengemasan (packaging)
2.Pemakanan (feeding) 3.Pengukuran (metering)
4.Pengaturan buka dan tutup (door or chute control) 5.Pemindahan material (transfer of materials)
6.Pemutaran dan pembalikan benda kerja (turning and inverting of parts) 7.Pemilahan bahan (sorting of parts)
8.Penyusunan benda kerja (stacking of components)
9.Pencetakan benda kerja (stamping and embosing of components)
Beberapa keuntungan dalam penggunaan sistem pneumatik antara lain: 1. Merupakan media/fluida kerja yang mudah didapat dan mudah diangkut.
Udara dimana saja tersedia dalam jumlah yang tak terhingga, sehingga tidak membutuhkan biaya yang besar untuk mendapatkannya. Dalam penggunaannya tidak memerlukan saluran-saluran balik karena udara bekas dapat dibuang bebas ke atmosfir, sedangkan sistem elektrik dan hidrolik memerlukan saluran balik. Udara
bertekanan dapat diangkut dengan mudah melalui saluran-saluran dengan jarak yang besar, jadi pembuangan udara bertekanan dapat dipusatkan dan menggunakan saluran melingkar semua pemakai dalam satu perusahaan dapat dilayani udara bertekanan dengan tekanan tetap dan sama besarnya. Melalui saluran-saluran cabang dan pipa-pipa selang, energi udara bertekanan dapat disediakan dimana saja dalam perusahaan.
2. Dapat disimpan dengan mudah.
peralatan hidrolik. Dalam hal pengangkutan ke dan penyimpanan dalam tangki-tangki
penampung juga dimungkinkan. Suatu daur kerja yang telah dimulai selalu dapat diselesaikan, demikian pula kalau penyediaan listrik tiba-tiba dihentikan.
3. Bersih dan kering.
Udara bertekanan adalah bersih. Kalau ada kebocoran pada saluran pipa, benda-benda kerja maupun bahan-bahan disekelilingnya tidak akan menjadi kotor. Bila terdapat kerusakan pipa-pipa tidak akan ada pengotoran-pengotoran, bintik minyak dansebagainya. Dalam industri pangan , kayu , kulit dan tenun serta pada mesin-mesin pengepakan hal yang memang penting sekali adalah bahwa peralatan tetap bersih selama bekerja. Sistem pneumatik yang bocor bekerja merugikan dilihat dari sudut ekonomis, tetapi dalam keadaan darurat pekerjaan tetap dapat berlangsung. Tidak terdapat minyak bocoran yang mengganggu seperti pada sistem hidrolik.
4. Tidak peka terhadap suhu
Udara bersih ( tanpa uap air ) dapat digunakan sepenuhnya pada suhu-suhu yang tinggi atau pada nilai-nilai yang rendah, jauh di bawah titik beku. Udara bertekanan juga dapat digunakan pada tempat-tempat yang sangat panas, misalnya untuk pelayanan tempa tekan, pintu-pintu dapur pijar, dapur pengerasan atau dapur lumer. Peralatan-peralatan atau saluran-saluran pipa dapat digunakan secara aman dalam lingkungan yang panas sekali, misalnya pada industri-industri baja atau bengkel-bengkel tuang (cor).
5. Aman terhadap kebakaran dan ledakan
6. Tidak diperlukan pendinginan fluida kerja
Udara bertekanan tidak perlu diganti sehingga untuk ini tidak dibutuhkan biaya. Minyak setidak-tidaknya harus diganti setelah 100 sampai 125 jam kerja.
7. Rasional (menguntungkan)
Pneumatik adalah 40 sampai 50 kali lebih murah daripada tenaga otot. Hal ini sangat penting pada mekanisasi dan otomatisasi produksi. Komponen-komponen untuk peralatan pneumatik tanpa pengecualian adalah lebih murah jika dibandingkan dengan komponen-komponen peralatan hidrolik.
8. Kesederhanaan (mudah pemeliharaan)
Karena konstruksi sederhana, peralatan-peralatan udara bertekanan hampir tidak peka gangguan. Gerakan-gerakan lurus dilaksanakan secara sederhana tanpa komponen mekanik, seperti tuas-tuas, eksentrik, cakera bubungan, pegas, poros sekerup dan roda gigi. Konstruksinya yang sederhana menyebabkan waktu montase (pemasangan) menjadi singkat, kerusakan-kerusakan seringkali dapat direparasi sendiri, yaitu oleh ahli teknik, montir atau operator setempat. Komponen-komponennya dengan mudah dapat dipasang dan setelah dibuka dapat digunakan kembali untuk penggunaan-penggunaan lainnya.
9. Sifat dapat bergerak
Selang-selang elastik memberi kebebasan pindah yang besar sekali dari komponen
pneumatik ini.
10. Dapat dibebani lebih ( tahan pembebanan lebih )
lebih tanpa rusak. Silinder-silinder gaya tak peka pembebanan lebih dan dengan
menggunakan katup-katup khusus maka kecepatan torak dapat disetel tanpa bertingkat.
11. Biaya pemasangan murah
Mengembalikan udara bertekanan yang telah digunakan ke sumbernya (kompresor) tidak perlu dilakukan. Udara bekas dengan segera mengalir keluar ke atmosfir, sehingga tidak diperlukan saluran-saluran balik, hanya saluran masuk saja. Suatu peralatan udara bertekanan dengan kapasitas yang tepat, dapat melayani semua pemakai dalam satu industri. Sebaliknya, pengendalian-pengendalian hidrolik memerlukan sumber energi untuk setiap instalasi tersendiri (motor dan pompa).
12. Pengawasan (kontrol)
Pengawasan tekanan kerja dan gaya-gaya atas komponen udara bertekanan yang berfungsi dengan mudah dapat dilaksanakan dengan pengukur-pengukur tekanan (manometer).
13. Fluida kerja cepat
Kecepatan-kecepatan udara yang sangat tinggi menjamin bekerjanya elemen-elemen pneumatik dengan cepat. Oleh sebab itu waktu menghidupkan adalah singkat dan perubahan energi menjadi kerja berjalan cepat. Dengan udara mampat orang dapat melaksanakan jumlah perputaran yang tinggi ( Motor Udara ) dan kecepatan-kecepatan piston besar (silinder-silinder kerja ). Udara bertekanan dapat mencapai kecepatan alir
sampai 1000 m/min (dibandingkan dengan energi hidrolik sampai 180 m/min ).
14. Ringan sekali
Berat alat-alat pneumatik jauh lebih kecil daripada mesin yang digerakkan elektrik dan perkakas-perkakas konstruksi elektrik (hal ini sangat penting pada perkakas tangan atau perkakas tumbuk). Perbandingan berat (dengan daya yang sama) antara :
15. Kemungkinan penggunaan lagi, serta konstruksinya kokoh
Komponen-komponen pneumatik dapat digunakan lagi, misalnya kalau komponen-komponen ini tidak dibutuhkan lagi dalam mesin tua. Pada umumnya komponen pneumatik ini dikonstruksikan secara kompak dan kokoh, dan oleh karena itu hampir tidak peka terhadap gangguan dan tahan terhadap perlakuan-perlakuan kasar
Sedangkan kekurangan dalam penggunaan sistem pneumatic antara lain: 1. Ketermampatan (udara).
Udara dapat dimampatkan. Oleh sebab itu adalah tidak mungkin untuk mewujudkan kecepatan-kecepatan piston dan pengisian yang perlahan-lahan dan tetap, tergantung dari bebannya.
2. Gangguan Suara (Bising)
Udara yang ditiup ke luar menyebabkan kebisingan (desisan) mengalir ke luar, terutama dalam ruang-ruang kerja sangat mengganggu.
3. Kegerbakan (volatile)
Udara bertekanan sangat gerbak (volatile). Terutama dalam jaringan-jaringan udara bertekanan yang besar dan luas dapat terjadi kebocoran-kebocoran yang banyak, sehingga udara bertekanan mengalir keluar. Oleh karena itu pemakaian udara bertekanan dapat meningkat secara luar biasa dan karenanya harga pokok energi
“berguna” sangat tinggi.
4. Kelembaban udara
5. Bahaya pembekuan
Pada waktu pemuaian tiba-tiba (dibelakang pemakai udara bertekanan) dan penurunan suhu yang bertalian dengan pemuaian tiba-tiba ini, dapat terjadi pembentukan es.
6. Kehilangan energi dalam bentuk kalor.
Energi kompresi adiabatik dibuang dalam bentuk kalor dalam pendingin antara dan akhir. Kalor ini hilang sama sekali dan kerugian ini hampir tidak dapat dikurangi.
7. Pelumasan udara bertekanan
Oleh karena tidak adanya sistem pelumasan untuk bagian-bagian yang bergerak, maka bahan pelumas ini dimasukkan bersamaan dengan udara yang mengalir, untuk itu bahan pelumas harus dikabutkan dalam udara bertekanan.
8. Gaya tekan terbatas
Dengan udara bertekanan hanya dapat dibangkitkan gaya yang terbatas saja. Untuk gaya yang besar, pada tekanan jaringan normal dibutuhkan diameter piston yang besar. Penyerapan energi pada tekanan-tekanan kejutan hidrolik dapat memberi jalan keluar.
9. Ketidakteraturan
Suatu gerakan teratur hampir tidak dapat diwujudkan pada pembebanan
berganti-ganti, jug pada kecepatan-kecepatan kecil (kurang dari 0,25 cm/det) dapat timbul ‘stick-slip effect’.
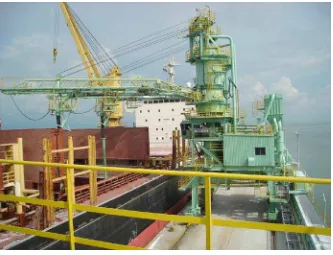
Pneumatic unloader system PT INALUM adalah suatu sistem yang digunakan
untuk memindahkan material yang berada dipalka kapal, dengan menggunakan sistem hisap (pneumatic) dan dikirimkan ke gudang-gudang penyimpanan masing-masing dengan kapasitas bongkar 300 ton serbuk per jam.
Dalam industri, ketersediaan bahan baku merupakan hal yang sangat penting terhadap
yang sangat memperhatikan ketersedian bahan bakunya. Salah satu fasilitas yang
digunakan PT.INALUM untuk menjaga kelancaran ketersediaan bahan bakunya adalah dengan menggunakan sistem Pneumatic Unloader pada transportasi material.
Adapun bahan baku yang paling utama dalam proses pembuatan alumunium batangan (ingot), meliputi:
1. Alumina (Al2O3)
2. Kokas (coke)
3. Hard Pitch (Coal Tar Picth)
Ketiga bahan baku ini berasal dari dalam dan luar negeri, kemudian dikirim ke PT.INALUM melalui pelabuhan yang berada di Kuala Tanjung. Setelah tiba di pelabuhan, material dibongkar (Unloading) dengan menggunakan pneumatic unloader
system, kemudian diteruskan ke sistem ban berjalan (belt conveyor) untuk di simpan ke
masing-masing gudang penyimpanan.
Pneumatic unloader juga dilengkapi dengan rail way sehinggga dapat bergerak sejajar kapal. Lengan nozel hisap dapat diatur berputar, panjang- pendek dan tinggi-rendah sehingga dapat menjangkau posisi material di dalam palka kapal.
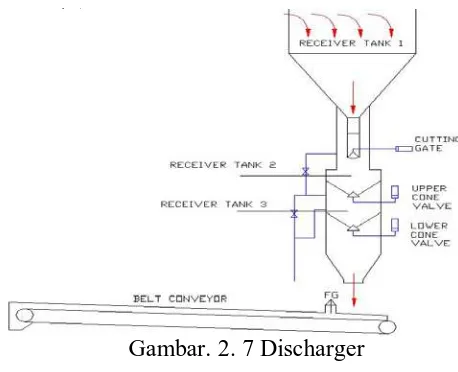
2.5.1 Prinsip Kerja Sistem Pneumatic Unloader
Material dihisap dengan menggunakan blower dengan tekanan vakum sampai -4000 mmH2O. Akibat adanya hisapan, campuran material dan udara kemudian mengalir
masuk kedalam receiver tank 1, sedangkan udara akan keluar dari pori-pori filter pocket yang ada di bagian atas receiver tank.
Selanjutnya material yang masuk ke receiver tank 1, selanjutnya turun ke ruang atas cutting gate. Tekanan di receiver tank 1 dan receiver tank 2, sama besar karena cutting gate membuka air tight seal. Kemudian cutting gate terbuka dan meterial mengalir ke receiver tank 2. Setelah 15 detik, cutting gate tertutup kembali. Selanjutnya balance valve membuka dan upper cone valve terbuka sehingga tekanan di receiver tank 2 dan receiver tank 3 sama besar dan material turun ke receiver tank 3.
Kemudian balance valve dan upper cone valve tertutup, sedang air vent valve membuka, diikuti dengan terbukanya lower cone valve dan material jatuh ke belt conveying system (BC-A/B).
Gambar. 2. 7 Discharger
2.6 Air Compressor
2.6.1 Fungsi Dan Jenis Air Compressor Yang Digunakan
Berfungsi untuk menghasilkan udara tekan, yang akan dipakai sebagai sumber tanaga untuk menggerakkan peralatan-peralatan pneumatic yang ada di Unloader, dan juga digunakan sebagai udara getar untuk merontokkan material yang lengket pada kain filter.
Air Compressor yang digunakan pada pneumatic unloader ini adalah Type YT-F 22 kW merupakan air compressor tipe V yang termasuk dalam kelompok air compressor
reciprocating. Air compressor ini menggunakan dua piston dan dua silinder. Pada low
cylinder tekanan udara yang dihasilkan antara 2,7-3,0 kg/cm2 dan pada high cylinder tekanan ditingkatkan menjadi 7,0 kg/cm2.
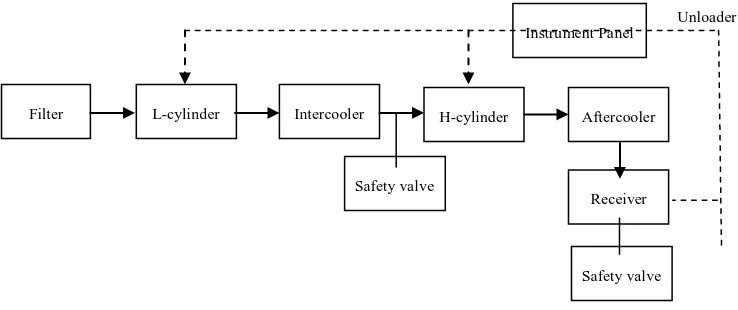
2.6.2 Cara Kerja Air Compressor
Gerak putar motor yang dihubungkan ke pulley ditransmisikan ke pulley kompresor dengan menggunakan sabuk tipe V. Gerak putar crankshaft pada kompresor diteruskan oleh connecting rod dan dirubah menjadi gerak naik turun piston
(reciprocating).
Adapun diagram sistem kerja kompresor dapat dilihat pada gambar berikut:
Gambar 2.8 Sistem Kerja Air Compressor
Saat proses loading, piston pada low cylinder bergerak turun dan menghisap udara yang telah disaring oleh filter melalui suction valve. Udara masuk ke low cylinder, ketika piston bergerak naik udara tersebut akan tertekan dan keluar melalui discharge valve yang ada pada low cylinder. Karena pengaruh kompresi terjadi kenaikan temperatur pada udara.. Sebelum memasuki high cylinder udara melewati intercooler. Di dalam
Filter L-cylinder Intercooler H-cylinder Aftercooler
Receiver Safety valve
Safety valve Instrument Panel
intercooler tekanan udara tidak mengalami penurunan, tetapi hanya temperaturnya saja
yang mengalami penurunan. Udara masuk ke high cylinder melalui suction valve.
Saat piston turun udara terhisap dan saat piston naik udara keluar melalui disharge
valve. Tekanan udara yang dihasilkan kemudian ditampung ke dalam tangki. Apabila
terjadi kelebihan tekanan pada high Cylinder, safety valve akan terbuka dan membuang tekanan udara yang berlebih tersebut. Safety valve dipasang setelah intercooler. Apabila udara di dalam tangki telah penuh, secara otomatis tangki penampung akan menekan
suction valve pada low dan high cylinder sehingga valve akan terbuka dan kompresor
tidak menghasilkan udara yang bertekanan. Proses ini dinamakan proses unloading.
Tangki yang sudah berisi penuh dapat dimanfaatkan untuk pekerjaan yang membutuhkan udara yang bertekanan.
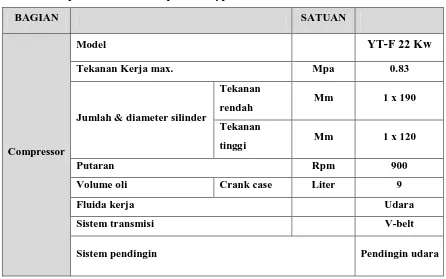
Tabel 2.1 Spesifikasi Air Compressor Type YT-F 22 Kw
BAGIAN SATUAN
Compressor
Model YT-F 22 Kw
Tekanan Kerja max. Mpa 0.83
Jumlah & diameter silinder
Tekanan
rendah Mm 1 x 190
Tekanan
tinggi Mm 1 x 120
Putaran Rpm 900
Volume oli Crank case Liter 9
Fluida kerja Udara
Sistem transmisi V-belt
BAB III
METODOLOGI
Metode penelitian yang dilakukan penulis tujuannya adalah memberikan uraian dari pelaksanaan penelitian yang dilakukan penulis untuk mengetahui sistem pemeliharaan yang dilakukan oleh perusahaan. Adapun uraian yang dibuat penulis adalah sebagai berikut:
3.1 Jenis Penelitian
Penelitian penulis ini berdasarkan metode diskriptif analitik dilapangan dengan melakukan diskusi pada pihak-pihak yang terkait. Survey dilakukan untuk mengetahui bagaimana kegiatan pemeliharaan pada air compressor yang dilakukan. Dan melakukan studi literatur agar penelitian yang dilakukan memiliki pedoman yang kuat.
3.2 Tempat dan Waktu Studi
Dalam memepelajari maintenance terhadap air compressor ini penulis melakuka n survey studi di PT Indonesia Asahan Aluminium (INALUM) yang berada di Kuala Tanjung, Kabupaten Batu Bara, Sumatera Utara, tepatnya di bagian perawatan, khususnya bagian perawatan (maintenance) SMM-M2 Material Handling dan PUBC. Penulis
melakukan studi selama kurang lebih dua minggu mulai dari tanggal 23 April 2009 sampai tanggal 06 Mei 2009
3.3 Sumber Pengumpulan Data
Sumber data yang diperoleh penulis dalam penelitian ini berasal dari: a. Data Primer
cara mengumpulkan dokumen-dokumen perusahaan untuk dijadikan data bagi
penelitian. Data primer yang diperlukan untuk penelitian ini antara lain data data pemeliharaan yang dilakukan pada air compressor dan masalah-masalah yang berkenaan dengan air compressor.
b. Data sekunder
Data sekunder diperoleh melalui studi kepustakaan dengan mempelajari buku-buku atau hal-hal yang berhubungan dengan air compressor. Meliputi data kegiatan pemeliharaan perusahaan umumnya, serta pada air compressor khususnya.
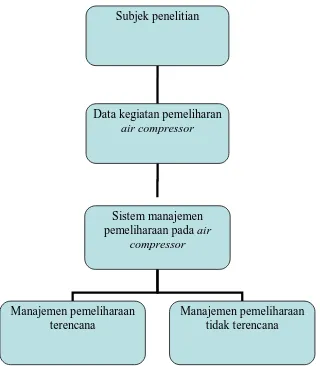
3.4 Rancangan Penelitian
Gambar 3.1 Diagram rancangan penelitian Sistem manajemen
pemeliharaan pada air
compressor
Manajemen pemeliharaan terencana
Manajemen pemeliharaan tidak terencana Subjek penelitian
Data kegiatan pemeliharan
3.5 Pemeliharaan Pada Air Compressor di Pneumatic Unloader Sistem
Untuk melaksanakan pemeliharaan pada air compressor di pneumatic unloader dilakukan inspeksi setiap bulannya. Hal ini bertujuan memonitor kondisi air compressor agar selalu berada pada kondisi baik dan siap beroperasi, serta mendeteksi kerusakan yang terjadi lebih awal. Sehingga kerusakan dan gangguan yang dapat mengganggu proses pemindahan bahan baku dapat dihindari. Inspeksi pada air compressor dapat dilihat pada lampiran.
3.6 Alat-Alat Penelitian
1. Thermometer
Thermometer digunakan untuk mengecek temperatur dari air compressor. Dalam inspeksi bulanan akan dilihat temperatur dari bagian-bagian air compressor selama proses pemindahan bahan baku berlangsung, apakah berada pada batas temperatur yang diizinkan atau melewati batas. Pada bagian air compressor biasanya temperatur teringgi yang diizinkan paling tinggi 750C.
2. Vibrometer
Alat ini digunakan untuk mendeteksi getaran yang ditimbulkan dari bagian-bagian air compressor, baik selama proses pemindahan bahan baku ataupun pada kondisi normal. Pada kondisi normal batas getaran yang diizinkan sebesar 75µ, dan pada saat proses pemindahan bahan baku batas getaran yang diizinkan sebesar 300µ.
BAB IV
DESKRIPSI DATA DAN PEMBAHASAN
Dalam melaksanakan sistem manajemen pemeliharaan terhadap air compressor pada pneumatic unloader di PT INALUM ini, terdapat beberapa sistem, yaitu:
4.1 Preventive Maintenance
Preventive maintenance dalam hal ini adalah mengurangi terjadinya breakdown
dengan cara melakukan inspeksi dan perbaikan yang disusun dalam suatu rencana yang berfungsi sebagai pencegahan agar alat atau mesin tidak mengalami gangguan atau kerusakan atau sering juga disebut sebagai pemeliharaan terencana (Planned
Maintenance). Sasaran yang ditetapkan oleh pihak manajemen dalam melakukan kegiatan
ini untuk menjamin air compressor dalam kondisi terawatt sehingga tidak mengganggu kelancaran proses pemindahan bahan baku dari palka kapal ke gdang penyimpanan.
Kegiatan preventive maintenance yang dilaksanakan secara periodik (periodic
maintenance) atau dalam jangka waktu tertentu dengan melakukan pengecekan pada
bagian-bagian air compressor, pengecekan kebocoran dan bila perlu penggantian spare
part air compressor jika terjadinya kerusakan. Pelaksanaan ini dilakukan setiap bulan.
Perusahaan bertujuan menggunakan preventive maintenance agar terjamin hal-hal sebagai berikut:
a. Keamanan air compressor dan operator,
Untuk air compressor yang digunakan, sudah tentu ada ketentuan mengenai karakteristik dari air compressor yang dipakai. Contohnya ketentuan temperatur dan getaran dari air compressor memiliki batasan maksimal yang telah ditentukan oleh karena itu tidak boleh melebihi dari ketentuan karakteristik air compressor tersebut. Dengan melakukan inspeksi setiap bulannya, maka dapat dilihat kondisi air
compressor tersebut dalam kondisi baik atau tidak, jika dalam inspeksi terlihat