AUTOMATIC CLAMPING SYSTEM SIDE FRAME
BOGIE
PADA
KERETA
PENUMPANG
BANGLADESH
PT. INKA (Persero) MADIUN
LAPORAN KERJA PRAKTIK
Program Studi S1 Sistem Komputer
Oleh:
SURAHMAN 12410200038
FAKULTAS TEKNOLOGI DAN INFORMATIKA
ix
2.4 Pengenalan Unit Kerja Teknologi Produksi ... 16
x
3.5.2 Komponen Sistem Hidrolik ... 48
3.6 Solenoid Valse ... 48
3.7 Mikrokontroler ATmega32 ... 50
3.7.1 Kelebihan yang dimilika AT mega32 ... 51
3.7.2 Konfigurasi pin Mikrokontroler AVR ATmega32 ... 54
3.8 Pus Button Switch (Saklar Tombol Tekan) ... 57
BAB IV HASIL DAN PEMBAHASAN ... 60
4.1 Metode Penelitian ... 60
4.1.1 Studi Literatur ... 60
4.1.2 Pengumpulan Data ... 61
4.1.3 Evaluasi Proses Produksi Bogie ... 61
4.1.4 Menentukan Solusi Alternatif Lain pada Proses Clamp Pengelasan Side Frame Bogie ... 61
4.2 Clamping System Side Frame Bogie ... 61
xi
4.3 Gambaran Umum Alat Clamp ... 63
4.4 Cara Kerja Alat Clamp ... 64
4.5 Diagram Alur (Flow Chart) ... 66
4.6 Kerja Minimum Sistem Pada Alat Clamping System Side Frame Bogie ... 68
4.7 Kerja Silinder Pada Alat Clamping System Side Frame Bogie ... ... 69
4.6 Konvensi Dari Flow Chart Menjadi Program pada ATmega32 ... ... 70
BAB V PENUTUP ... 71
5.1Kesimpulan ... 71
5.2 Saran ... 71
BAB I PENDAHULUAN
Pada bab satu penulis menjelaskan latar belakang mengapa penulis
membuat simulasi perancangan electrik clamping system pada side frame bogie
kereta Bangladesh pada PT. INKA, serta menjelaskan perumusan dan batasan
masalah yang ada pada kerja praktek dan menjelaskan tujuan dari kerja
praktik.
1.1 Latar Belakang Masalah
Indonesia merupakan negara kepulauan dengan jumlah penduduk yang
cukup padat. Tanpa sarana transportasi yang memadai maka akan sulit untuk
menghubungkan seluruh daerah di kepulauan ini. Kehadiran kereta api yang
mewakili alat transportasi darat, tentunya mejadi sesuatu yang sangat diperlukan.
Alat transportasi ini tergolong alat transportasi masal yang aman, cepat dengan
tarif yang cukup terjangkau dibandingkan dengan alat transportasi lainnya.
Indonesia telah memiliki perusahaan manufaktur kereta api sendiri PT.
INKA dibawah naungan BUMN yang mampu memperoduksi kereta, dan
dipergunakan bagi negerinya sendiri. Selain itu PT. INKA juga mampu
memproduksi kereta penumpang yang diekspor ke negara lain. Dalam proses
produksi pembuatan kereta, masih ada beberapa proses yang dilakukan secara
manual. Seperti proses pengelasan setiap komponen/bagian-bagian dalam
pembuatan bogie yang membutuhkan pencekaman (clamping) terhadap bagian
posisinya atau tidak mengalami pergeseran akibat deformasi yang timbul pada
benda kerja.
Proses clamping yang masih dilakukan secara manual tentu akan
mempengaruhi waktu proses pengerjaan. Dalam setiap proses diperlukan
pemasangan clamp secara manual, tentu proses tersebut akan menyita waktu dan
tenaga.
Dari permasalahan tersebut, proses clamp yang dilakukan secara manual
dapat dilakukan secara otomatis, yang mengacu pada prinsip silinder hidrolik.
Dimana silinder hidrolik berfungsi sebagai alat penggerak/pengencang clamp,
sehingga dapat mengurangi tugas pekerja serta dapat mempercepat proses
pengerjaan.
1.2 Perumusan Masalah
Adapun masalah yang harus diselesaikan berdasarkan latar belakang
diatas adalah sebagai berikut:
1. Bagaimana cara menggantikan sistem manual pada proses pencekaman benda yang ingin dikerjakan menjadi sistem otomatis.
2. Bagaimana cara membuat benda yang ingin dilas, tetap pada kondisi yang diinginkan tanpa terjadinya pergeseran.
1.3 Batasan Masalah
Melihat permasalahan yang ada, maka penulis membatasi masalah dari
kerja praktik, yaitu:
2. Perancangan simulasi clamping system yang dilakukan hanya pada proses side frame bogie kereta Bangladesh.
3. Hanya melakukan perancangan desain, gambaran umum dari alat
clamping system side frame bogie semi otomatis.
4. Hanya melakukan desai tidak melakukan rancang bangun alat
clamping.
1.4 Tujuan Kerja Praktik
Tujuan umum dari kerja praktik yang dilaksanakan mahasiswa adalah
agar mahasiswa dapat merasakan kondisi saat bekerja pada keadaan sebenarnya
yang ada pada dunia kerja sehingga mendapatkan pengalaman yang lebih banyak
lagi dan dapat memperdalam kemampuan pada suatu bidang. Tujuan khusus
adalah sebagai berikut:
1. Dapat membantu untuk mempermudah proses pengelasan side frame
bogie pada kereta penumpang Bangladesh.
2. Praktek pengaplikasian sistem otomatisasi pada clamping system di PT. INKA (Persero) Madiu.
1.5 Kontribusi
Ada kontribusi dari kerja praktik terhadap PT. INKA (Persero) Madiun,
adalah membantu analisa sistem pencekaman pada proses pengelasan side frame
bogie kereta penumpang Bangladesh
1.6 Waktu dan Lama Kerja Praktik
Adapun waktu dan lama Kerja Praktik di PT. INK (Persero) Madiun,
dilaksanakan selama 1 bulan yang dimulai pada tanggal 4 Januari 2016 sampai
1.7 Sistematika Penulisan
Penulisan laporan disusun dengan sistematika sebagai berikut :
BAB I : PENDAHULUAN
Bab ini membahas tentang uraian mengenai latar
belakang masalah, perumusan masalah, pembatasan
masalah, tujuan, kontribusi serta sistematika
penulisan dalam penyusunan laporan kerja praktek.
BAB II : GAMBARAN UMUM PT. INKA (Persero)
Bab dua melakukan pembahasan tentang Profil,
sejarah dan perkembangan, struktur organisasi
perusahaan, pengenalan unit kerja teknik produksi,
daftar kerjasama, produk pada PT. INKA.
BAB III : LANDASAN TEORI
Bab ini membahas tentang teori penunjang yang
digunakan sebagai acuan dalam kerja praktik
tersebut.
BAB IV : HASIL DAN PEMBAHASAN
Bab ini membahas tentang proses/carakerja dari
clamping system dan menampilkan gambar yang
telah dikerjakan.
Bab ini merupakan bagian akhir dari laporan kerja
praktik yang membahas tentang kesimpulan dari
keseluruhan hasil dari kerja praktik serta saran
disesuaikan dengan hasil dan pembahasan pada bab
BAB II
GAMBARAN UMUM PERUSAHAAN
Pada Bab ini melakukan pembahasan tentang Profil, sejarah dan
perkembangan, struktur organisasi perusahaan, pengenalan unit kerja teknologi
produksi, daftar kerjasama, produk pada Perusahaan PT INKA.
2.1 Profil PT. INKA
2.1.1 Nama dan Logo PT. INKA
Gambar 2.1 merupakan lambang dari PT. Industri Kereta Api
(Persero), yang biyasa disebut dengan PT. INKA (Persero).
Gambar 2.1 Lambang PT. INKA (Sumber : http://bumn.go.id/inka)
2.1.2 Denah Lokasi PT. INKA
Gambar 2.2 merupakan gambaran denah lokasi dari PT. INKA
Gambar 2.2 Daerah Lokasi PT. INKA (Sumber : http://www.google.co.id)
2.1.3 Alamat PT. INKA
Kantor : Jl. Yos Sudarso No. 17 Madiun Lor Manguharjo, Kota
Madiun, Jawa Timur – Indonesia 63122 Telp. (0351) 452271 / 452272
Fax (0351) 452275
2.1.4 Falsafah PT. INKA
Profesional yang Bekerja Berlandaskan Iman dan Takwa,
Menghargai Orang Lain dan Bersahabat, Menjunjung Tinggi Kejujuran,
Memiliki Daya Saing Berkelanjutan, serta Menghasilkan Nilai Tambahan
pada Lingkungan.
2.1.5 Visi
Menjadi perusahaan kelas dunia di bidang kereta api dan
2.1.6 Misi
Membuat solusi terintegrasi untuk kereta api dan transportasi
perkotaan dengan keunggulan kompetitif dalam bisnis dan teknologi tepat
guna untuk mendorong pengembangan transportasi yang berkelanjutan.
2.1.7 Nilai– nilai PT. INKA
1. Tumbuh dan Berkembang
Mampu memberikan nilai tambah perusahaan secara berkelanjutan
dan selalu berusaha menjadi lebih baik dibandingkan kondisi hari
ini.
2. Mutu
Mampu memberikan kinerja lebih dari standar.
3. Belajar Berkelanjutan
Mampu meningkatkan wawasan, ilmu dan keterampilan dirinya
secara berkelanjutan berdasarkan tuntutan yang sedang terjadi.
4. Integritas
Satunya kata, pikiran, perasaan dan perbuatan dengan tetap
berlandaskan pada kepentingan perusahaan.
5. Professional
Mampu memberikan hasil pekerjaan sesuai dengan kualitas di
bidang tertentu dengan keahlian yang sesuai dengan tuntutan
bidang tersebut.
6. Kemitraaan
Kemampuan dalam membangun hubungan tertentu dengan
2.1.8 Nilai– nilai Moto PT. INKA (I’M PRO) 1. Integritas
Satunya kata, pikiran dan perbuatan dengan tetap berlandaskan
pada kepentingan perusahaan.
2. Mutu
Manpu memberikan kinerja lebih dari standar.
3. Profesional
Mampu memberikan hasil pekerjaan sesuai dengan kualitas
dibidang tertentu dengan keahliannya yang sesuai dengan tuntutan
bidang tersebut.
2.1.9 Prestasi
PT. Industri Kereta api Indonesia telah mendapatkan beberapa
prestasi hingga tahun 2011 sebagai berikut :
Bidang IT
a. Juara III Pengelola Portal Executive Information System
Terbaik oleh kementerian BUMN November 2011
b. Juara II Website dengan Marketing Communication Terbaik oleh Kementerian BUMN 2010
c. Juara II Website dengan User Interface Terbaiak oleh Kementerian BUMN 2010
Bidang Keuangan
BUMN kategori Industri Non Keuangan yang Berpredikat Sangat
Bidang Teknologi
a. Emas untuk Corporate Tecnology Achievement oleh PII (Perusahaan Insinyur Indonesia) 2010
b. Perunggu untuk Adhicipta Rekayasa oleh PII (Persatuan Insinyur Indonesia) 2010
2.2 Sejarah dan Perkembangan
PT. Industri Kereta Api merupakan Badan Usaha Milik Negara yang
bergerak di bidang Industri Kereta Api. PT. Industri Kereta Api (Persero), yang
selanjutnya disingkat dengan nama PT. INKA merupakan sebuah badan usaha
milik Negara yang didirikan pada tanggal 18 Mei 1981 (Akte Notaris IMAS
FATIMAH, SH No. 51), sebagai tindak lanjut dari kebijakan yang telah
digariskan dalam berbagai Peraturan dan Keputusan, yaitu :
1. Peraturan Pemerintah Nomor 1 Tahun 1981, tanggal 3 Februari 1981, tentang Penyertaan Modal Negara Republik Indonesia untuk
pendirian Perusahaan Perseroan (Persero) di bidang Industri Kereta
Api.
2. Keputusan Menteri Keuangan Republik Indonesia No. 195/KMK.011/1981, tanggal 8 April 1981, tentang Penetapan Modal
Perseroan (Persero) PT Industri Kereta Api.
Pembinaan dan kepemilikan saham perusahaan dalam perjalanannya silih
berganti, dari pembinaan teknis oleh Departemen Perhubungan dari tahun 1981
sampai tahun 1989, pembinaan teknik beralih kepada BPIS dari tahun 1989
Menteri Negara BUMN, dan pada tahun 1998 saham berserta pembinaan teknis
beralih dari Menteri Keuangan ke PT. Bahana Pakarya Industri Strategis (BPIS).
Kepemilikan terakhir beralih ke Menteri BUMN, melalui Peraturan
Pemerintah Republik Indonesia No. 52 Tahun 2002 tentang penyertaan modal
negara Republik Indonesia kedalam modal saham PT. Dirgantara Indonesia, PT.
PAL Indonesia, PT. PINDAD, PT. DAHANA, PT. Krakatau Steel, PT. Barata
Indonesia, PT. Boma Bisma Indra, PT. Industri Kereta Api, PT. Industri
Telekomunikasi Indonesia dan PT. LEN Industri dan pembubaran perusahaan
perseroan (Persero) PT. Bahana Prakarya Industri Strategis, pengelolaan PT.
INKA dibawah Menteri BUMN.
INKA merupakan pengembangan dari balai yasa lokomotif uap yang
dimiliki oleh PJKA (sekarang menjadi PT. Kereta Api) pada saat itu. Balai yasa
ini berlokasi di Madiun. Semenjak lokomotif uap sudah tidak dioprasikan lagi,
maka balai yasa ini dialih fungsikan menjadi pabrik kereta api. Penentuan lokasi
dan pendirian pabrik kereta ini berdasarkan hasil dari studi dari BPPT.
PT. INKA, sebagai salah satu badan usaha milik negara terus mengalami
perkembangan, diawali pada tahun 1981 dengan produk berupa lokomotif
bertenaga uap, kini menjadi industri manufaktur pada bidang kereta api yang
modern. Aktivitas bisnis PT. INKA yang ada kini berkembang mulai dari
penghasilan produk dan jasa perkeretaapian dan transportasi yang bernilai tinggi.
Melalui perbaikan dan pembaruan yang dilakukan secara
berkesinambungan sebagai upaya beradaptasi terhadap persaingan global, PT.
INKA memasuki dunia bisnis ini dengan mengedepankan nilai-nilai : integrasi,
PT. INKA tidak hanya bergelut pada produk-produk perkeretaapian, namun
menghasilkan produk lain yang lebih luas yang mampu memberikan kontribusi
terhadap permintaan infrastruktur dan sarana transportasi.
PT. INKA setiap tahun (sejak ditetapkannya Good Corporate
Governance, yang biyasa disebut dengan singkatan (GCG) pada tahun 2008)
telah melakukan penilaian penerapan GCG yang dilakukan oleh Pihak Eksternal,
dan pada tahun 2013 penilaian dilakukan secara self assessment untuk GCG
penerapan tahun 2012 dengan hasil pencapaian kategori Cukup Baik. Sedang
untuk penerapan GCG tahun 2013, saat ini dalam proses assessment oleh Badan
Pengawasan Keuangan dan Pembangunan, yang biyasa disingkat dengan (BPKP)
Perwakilan Provinsi Jawa Timur.
1. Sistem mutu
PT. INKA menerapkan sistem mutu berbasis ISO 9001 sejak tahun
1996 yang disertifikasi oleh ABS Quality Service USA. Sistem
manajemen mutu ini dilakukan audit/surveylance oleh ABS Quality
Service USA, setiap 6 (enam) bulan sekali, selain itu juga dilakukan
Audit Mutu Internal setiap 6 (enam) bulan sekali. Dan pada tahun 2012
dinyatakan bahwa sertifikat sistem mutu dapat dipertahankan. Penerapan
Sistem Mutu ini terus dilakukan PT. INKA dalam upaya untuk terus
meningkatkan kualitas proses, produk maupun pelayanan.
2. Manajemen Resiko
Manajemen resiko telah menjadi perhatian Manajemen didalam
pengelolaan perusahaan. Kegiatan tersebut dimulai dengan pembentukan
Jawa Timur sebagai konsultan penyusunan sistem Manajemen Resiko
dan kemudian dibentuk Unit Kerja yang menangani masalah Manajemen
Resiko. Realisasi dari pelaksanaan Manajemen Resiko adalah sebagai
berikut : telah disusun Pedoman Manajemen Resiko, buku saku manual
Manajeman Resiko yang digunakan sebagai acuan oprasisi Unit Kerja,
dibentuk Komite Manajemen Resiko dan Tim Counterpart
Pengendalian/Pengelola sistem Manajemen Resiko, disusun Risk
Adjusted RKAP tahun 2013 serta penyusunan profil resiko pada Unit
Kerja.
3. Teknologi Informasi
PT. INKA bekerjasama dengan BPPT melakukan kajian untuk
pembangunan sistem informasi manajemen terintegrasi dengan
menggunakan ERP (Enterprise Resource Planning). Perusahaan telah
menunjuk konsultan untuk memandu implementasi, dan ERP tersebut.
Sampai saat ini telah terimplementasi, dan terus dilakukan
penyempurnaan.
Berikut ini merupakan ringkasan sejarah perkembangan produk,
yang telah dihasilkan oleh PT INKA Indonesia :
1. 1982 - Produksi pertama gerbong barang. 2. 1985 - Produksi pertama kereta penumpang.
3. 1987 - Perakitan pertama kereta listrik & diversifikasi produk.
4. 1991 - Pertama gerobak angkutan ekspor ke Malaysia (KTMB). 5. 1994 - Produksi pertama kereta listrik VVVF.
7. 1996 - Produksi pertama lokomotif (GE Lokindo) & ekspor ke Filipina.
8. 1997 - Peluncuran pertama kereta Argo Bromo
Anggrek (leasing Skema).
9. 1998 - Ekspor pertama Ballast Hopper Wagon ke Thailand.
10.2001 - Peluncuran pertama KRL Indonesia (desain INKA). 11.2002 - Ekspor Pembangkit Listrik Wagon dan Bogie Reefer
Flat ke Malaysia.
12.2004 - Ekspor Container Wagon tubuh dan Blizzard Center kusen ke Australia.
13.2006 - Ekspor 50 unit BG Kendaraan untuk Bangladesh.
14.2007 - Kontrak ditandatangani 1 trainset DEMU untuk Aceh dan Railbus untuk Palembang (Bus rel Kertalaya).
Selesai Bagasi Mobil.
Rangkaian Kereta api Argo Jati yang berbentuk mirip dengan
Rangkaian KA Gajayana yang baru.
19.2012 - Produksi beberapa kereta ekonomi dengan AC split, 3 lokomotif CC300, railbus untuk kota Padang dan KRL KFW.
20.2013 - 18 unit Articulated Bus untuk armada Transjakarta.
21.2014 - Peluncuran Kereta Api AC Ekonomi Menoreh II, Sawunggalih Tambahan, New Jayabaya, dan New Jaka
Tingkir dan dicat dengan livery terbaru PT KAI.
22.2015 - Pengecatan gerbong eksekutif seperti Jayabaya dan pengiriman gerbong "Cargo" ke sejumlah depo kereta api di
Indonesia.
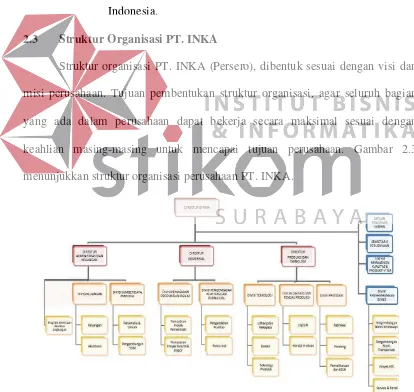
2.3 Struktur Organisasi PT. INKA
Struktur organisasi PT. INKA (Persero), dibentuk sesuai dengan visi dan
misi perusahaan. Tujuan pembentukan struktur organisasi, agar seluruh bagian
yang ada dalam perusahaan dapat bekerja secara maksimal sesuai dengan
keahlian masing-masing untuk mencapai tujuan perusahaan. Gambar 2.3
menunjukkan struktur organisasi perusahaan PT. INKA.
2.4 Pengenalan Unit Kerja Teknologi Produksi
Proses produksi pada PT. INKA melalui beberapa tahapan proses yang
setiap detail prosesnya dipegang oleh setiap divisi. Dalam sistem besar tersebut
terdapat divisi PPC yang menangani bagian desain dan juga semua teknik untuk
proses produksi. Dalam divisi PPC (Production Planning and Control) terdapat
sub divisi lagi yaitu, Teknologi Produksi. Dalam Teknologi Produksi mempunyai
pekerjaan utama untuk membuat manufacturing drawing yang akan menjadi
dasar pembuatan berbagai komponen/part pada divisi produksi. Selain itu juga
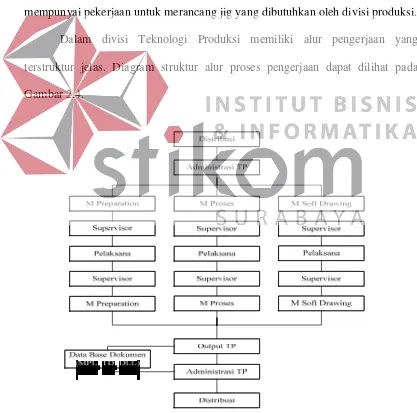
mempunyai pekerjaan untuk merancang jig yang dibutuhkan oleh divisi produksi.
Dalam divisi Teknologi Produksi memiliki alur pengerjaan yang
terstruktur jelas. Diagram struktur alur proses pengerjaan dapat dilihat pada
Gambar 2.4.
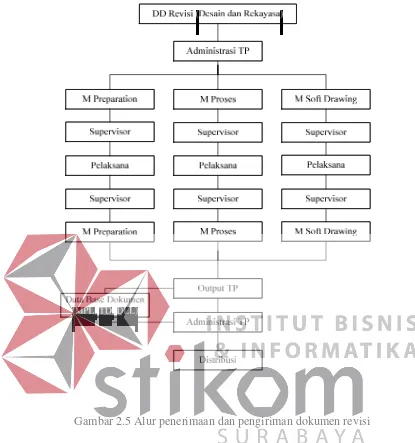
Gambar 2.5 Alur penerimaan dan pengiriman dokumen revisi
Pada Gambar 2.5 menjelaskan tentang alur proses revisi pengerjaan dari
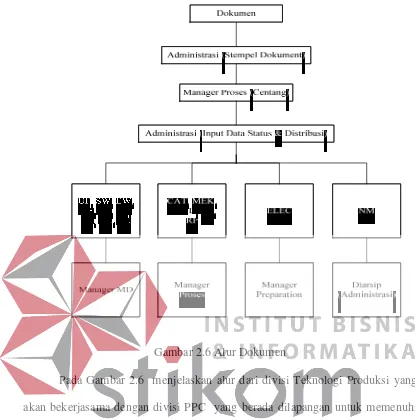
Gambar 2.6 Alur Dokumen
Pada Gambar 2.6 menjelaskan alur dari divisi Teknologi Produksi yang
akan bekerjasama dengan divisi PPC yang berada dilapangan untuk memenuhi
kebutuhan dari pembuatan produk/komponen serta mengawal dan mengawasi
proses di lapangan.
2.5 Daftar Kerjasama PT. INKA
PT. INKA memiliki mitra kerja baik di dalam negeri maupun luar negeri.
Berikut ini adalah daftar kerjasama PT. INKA dengan mitra luar negeri, mitra
BUMN, maupun mitra LITBANG :
1. PT. INKA-Bombardier
2. PT. INKA-Sumitomo Corporation
4. PT. INKA-Hubner 5. PT. INKA-Knorr Bremse 6. PT. INKA-Voith
7. PT. INKA-Bridgestone 8. PT. INKA-PT KAI
9. PT. INKA-Adhi Beyond Construction 10.PT. INKA-Jo Indonesia
11.PT. INKA-Bukit Asam
12.PT. INKA-Len 13.PT. INKA-BPPT
14.PT. INKA-ITB 15.PT. INKA-ITS 16.PT. INKA-Polinema
17.PT. INKA-LIPI
Gambar 2.8 Mitra dalam Negeri PT. INKA (Sumber : http://andishahreza.blogspot.co.id)
Pada Gambar 2.7 dan Gambar 2.8 merupakan lambang mitra kerjasama
dalam negeri dan luar negeri dari PT. INKA.
2.6 Produk PT. INKA
Kereta api yang diproduksi oleh PT. INKA ada empat jenis yakni kereta
penumpang, kereta berpenggerak, gerbong barang, produk lainnya dan service
andretail.
2.6.1 Kereta penumpang
Kereta Ekonomi AC (K3 AC) Detail spesifikasi
Tahun pembuatan : 2010
Kecepatan maksimum : 100 km/jm
Lebar sepur : 1.067 mm
Panjang kereta : 20.920 mm
Lebar kereta : 2.990 mm
Tinggi kereta : 3.810 mm
Jarak antara pusat bogie : 14.000 mm
Berat kosong : 33 ton
Badan kereta : Monocoque, Mild steel
Bogie : TB-398
Sistem pengereman : UIC 540, Air Brake
Alat perangkai : Automatic couplerAAR NO. 10AControl
Sistem listrik : 380 VAC, 3 Phase, 50 Hz, LBS
Kereta Ekonomi (K3) Detail spesifikasi
Tahun pembuatan : 2008
Kecepatan maksimum : 100 km/jm
Lebar sepur : 1.067 mm
Beban gandar : 14 ton
Panjang kereta : 20.920 mm
Lebar kereta : 2.990 mm
Tinggi kereta : 3.810 mm
Jarak antara pusat bogie : 14.000 mm
Badan kereta : Monocoque, Mild steel
Bogie : TB-398
Sistem pengereman : UIC 540, Air Brake
Alat perangkai : Automatic coupler AAR NO. 10AControl
Sistem listrik : 380 VAC, 3 Phase, 50 Hz, LBS
Kereta Penumpang Kelas Eksekutif (K1 - Argo) Detail spesifikasi
Tahun pembuatan : 2009
Kecepatan maksimum : 100 km/jm
Lebar sepur : 1.067 mm
Beban gandar : 14 ton
Panjang kereta : 20.920 mm
Lebar kereta : 2.990 mm
Tinggi kereta : 3.610 mm
Jarak antara pusat bogie : 14.000 mm
Tinggi pusat alat perangkai : 775 + 10/-0 mm
Berat kosong maksimal : 36 ton
Badan kereta : Monocoque, Mild steel
Bogie : NT 60
Alat perangkai : Automatic coupler AAR NO. 10A Control
Sistem kelistrikan : 380 Volt, 3 Phase
Sistem listrik : 380 VAC, 3 Phase, 50 Hz, LBS
Jarak antara pusat bogie : 14.630 mm
Sistem pengereman : UIC Graduated release automatic air brake (KE-P-12)
2.6.2 Kereta Berpenggerak
Kereta Rel Diesel Electric (KRDE) Detail spesifikasi
Tahun pembuatan : 2007
Konfigurasi : TeC – M – T – T – TC
Kapa sitas penumpang : TeC 20 (Seating) M 20 (Seating) T 64 (Seating) TC 54 (Seating)
Lebar sepur : 1.067 mm
Beban gandar : 14 ton
Diameter roda (New/Worn) : 860 mm / 800 mm
Panjang total kereta : 20.700 mm
Lebar badan kereta : 3.180 mm
Tinggi badan kereta : 3.460 mm
Tinggi lantai dari pusat rel : 1.100 mm
Jarak antara pusat bogie : 14.000 mm
Tinggi pusat alat perangkai : 775 + 10/-0 mm
Berat kosong maksimal : TC 32 ton ; MC 39 ton
Badan kereta : Monocoque, Mild steel
Bogie : Tipe Bolsterless
Braking Decelerations : 0.8 m/detik2
Starting acceleration : 0.34 m/detik2
Sistem pengereman : Electro pneumatic dengan sistem blending
Alat perangkai : Automatic tight coupler, Bar coupler AAR NO. 10A Control
Propulsi : Motor traksi AC, 3 phase, VVVF Inverter with IGBT
Power Supply : Genset on floor type, diesel enginer 1.350 kW,
Kereta Diesel Indonesia (KRD-I) Detail spesifikasi
Tahun pembuatan : 2007
Konfigurasi : MeC – M – T – MeC
Kapa sitas penumpang : MeC 224 (Penumpang) T 284 (penumpang)
Kecepatan maksimum : 100 km/jm
Lebar kereta : 2.990 mm
Beban gandar : 14 ton
Panjang total kereta : 20.700 mm
Tinggi badan kereta : 3.530 mm
Tinggi seluruhe kereta : 3.830mm
Tinggi lantai dari kepala rel : 1.300 mm
Tinggi pusat alat perangkai : 775 + 10/-0 mm
Jarak antara pusat bogie : 14.000 mm
Berat kosong maksimal : MeC 41 ton ; MT 32 ton
Badan kereta : Monocoque, Mild steel
Bogie : Tipe Bolsterless
Sistem pengereman : Dynamic brake (motor traksi) dan air brake
tanpa blending/terpisah
AAR NO. 10A Control
Propulsi : Motor traksi AC, 3 phase, VVVF Inverter with IGBT
Propulsi : Diesel engine variable speed berdaya min. 380 kW dan transmisi tipe hidrodinamik
Kereta Diesel (KRD) Push Pul Detail spesifikasi
Tahun pembuatan : 2008
Konfigurasi : TeC1 + M1 + T + M2 + TeC2
Kappa sitas penumpang : TeC 280 (penumpang) M 320 (penumpang) T 320 (penumpang)
Kecepatan maksimum : 100 km/jm
Lebar sepur : 1.067 mm
Jarak antara pusat bogie : 14.000 mm
Berat kosong maksimal : TeC 43 ton, M 39 ton, T 32 ton
Badan kereta : Monocoque, Mild steel
Bogie : Tipe Bolsterless
Sistem pengereman : Dynamic brake (motor traksi) dan air brake tanpa blending/terpisah
Alat perangkai : Automatic tight locked coupler, Bar coupler AAR NO. 10A Control
Propulsi : Diesel engine variable speed berdaya min. 380 kW dan transmisi tipe hidrodinamik
Kereta Rel Listrik (KRL) Detail spesifikasi
Konfigurasi : TeC1 + M1 + T + M2 + TeC2
Kappa sitas penumpang : TeC 280 (penumpang) M 320 (penumpang) T 320 (penumpang)
Kecepatan maksimum : 100 km/jm
Lebar sepur : 1.067 mm
Beban gandar : 14 ton
Panjang kereta : TC 20.000 mm MC 20.000 mm
Lebar kereta : 2.990 mm
Tinggi badan kereta : 3.820 mm
Tinggi lantai dari pusat rel : 1.100 mm
Tinggi coupler dari
permukaan rel : 775 + 10/-0 mm (at empty)
Beban gandar : 14 ton
Kecepatan maksimum : 100 km/jm
Akselerasi : V 0 km/h to approx. 40 km/h : 0.8 m/s2
Pantographs
Rated voltage minimum : 1.500 V DC
Rated currentminimum : 1.500 A
Traction Motor
Type : MJA.280-3
Standard : IEC 349-2, 2002
Self ventilated : (according IEC 01 to IEC 34-6)
Lokomotif Diesel Hidraulic (Loko DH) CC 300 Detail spesifikasi
Konsep : Double cabin
Jenis bahan bakar : High-Speed Diesel
Lebar sepur : 1.067 mm
Lebar kereta : 2.642 mm
Panjang kereta : 14.135 mm
Tinggi maksimum kereta : 3.575 mm
Kecepatan maksimum : 120 km/jm
Kapasitas bahan bakar : 3.800 liter
Penggerak utama : Caterpillar 3512B HD, V-12
Daya mesin : 2.500 hp
Gaya traksi : 270 kN
Mesin : Diesel Caterpillar dengan transmisi hidrolik
Volth Turbo Transmission L620reU2
Pengereman : Produk Wabtec
master controller : Produk Woojin dari Korea selatan
Generator : CAT C18, Caterpilar
2.6.3 Gerbong Barang
Gerbong Terbuka Curah Putar (KKBW) Detail spesifikasi
Tahun pembuatan : 2008
Tinggi pusat alat perangkai
Alat perangkai : Automatic coupler, tipe F, Rotary dan Fixed, AAR NO.10A
Empty load device : alat pengaturan tekanan pengereman – salah
satu bogie
Mekanisme unloading : Rotary Dumper 180 derajat
Gerbong Pulp Wagon Detail spesifikasi
Tahun pembuatan : 2008
Kapasitas muat max : 50 ton
Kecepatan maksimum : 80 km/jm
Lebar sepur : 1.067 mm
Beban gandar : 18 ton
Panjang total gerbong
termasuk alat perangkat : 14.050 mm
Lebar gerbong : 2.700 mm
Tinggi pusat alat perangkai
Alat perangkai : Automatic coupler, AAR tipe E, AAR NO.10A
Empty load device : alat pengaturan tekanan pengereman – salah
satu bogie
Mekanisme
loading/unloading : Lewat atas/roof (full opened)
Gerbong Datar (PPCW) Detail spesifikasi
Tahun pembuatan : 2008
Tinggi pusat alat perangkai
dari atas rel : 770 +10/-0 mm
Berat kosong : 14.000 kg
Carbody : Mild steel
Bogie : Barber – Three piece
Sistem pengereman : UIC 540, air brake
Alat perangkai : Automatic coupler AAR NO.10A
Twist lock : Retractable type – 12 buah
Gerbong Datar (Eksport singapur - LTA) Detail spesifikasi
Kecepatan maksimum : 65 km/jm
Kapasitas angkut : 42 ton
Tinggi gerbong dari rel : 749 mm
Tinggi coupler : 770 mm
Lebar kereta : 1.435 mm
Beban gandar : 16 ton
Berat kosong : 22.000 kg
Carbody : Mild steel
Bogie : Barber S2 - HD
Gerbong Ballast (ZZOW) Detail spesifikasi
Tahun pembuatan : 2008
Kapasitas muat max : 35 tons
Kecepatan maksimum : 80 km/jm
Lebar sepur : 1.067 mm
Lebar gerbong : 2.000 mm
Lebar badan gerbong : 2.459 mm
Beban gandar : 15 ton
Volumetric : 28 m3
Berat kosong : 18.5 ton
Jarak antara pusat bogie : 8.800 mm
Panjang rangka dasar
gerbong : 12.500 mm
Tinggi plate form dari atas
rel : 850 mm
Panjang gerbong termasuk
alat perangkai : 13.300 mm
Bogie : Super service ride Control type
Gerbong oil tank (KKW) Detail spesifikasi
Tahun pembuatan : 2008
Kapasitas muatan : 40 ton
Jarak antara pusat bogie : 8.000 mm
Diameter roda : 774 mm
Diameter dalam tangki : 2.400 mm
Panjang rangka dasar
gerbong : 12.200 mm
Panjang gerbong termasuk
alat perangkai : 12.800 mm
Bogie : barber type
Sistem pengereman : Air brake
2.6.4 Produk Lainnya
PT. INKA juga memproduksi lima alat tranportasi darat lainnya.
Kelima alat tranportasi tersebut adalah automatic container transporter,
monorel, automated people mover system (APMS Monorel Bandara), bus
gandeng (ATC-Articulated Car), dan track motor car (TMC).
Automated Container Transporter Monorel
Automated People Mover System Bus Gandeng
(APMS-Monorel Bandara) ( ATC – Articulated Car )
Track Motor Car (TMC)
2.6.5 Service and Retail
PT. INKA selain memproduksi alat transportasi juga memberikan
bentuk pengembangan bisnis yang dilakukan PT. INKA untuk
memperluas pangsa pasar. Produk yang ditawarkan adalah jasa perawatan
maupun operasional dan supply komponen ataupun sparepart kereta
maupun otomotif. Produk bisnis service & retail yang dikerjakan PT.
INKA antara lain : perawatan gerbong (PPCW, ZZOW), perawatan kereta
(Kereta Inspeksi, Kereta Kedinasan), perbaikan track, perbaikan kereta,
penyediaan suku cadang (Toilet Ramah Lingkungan, Coupler Gerbong
BAB III
LANDASAN TEORI
Landasan teori merupakan penjelasan, teori-teori dasar yang dapat menunjang dalam pengerjaan kerja praktik ini.
3.1 Kereta Penumpang Bangladesh
Kereta Penumpang Bangladesh merupakan kereta penumpang produk PT. INKA yang dipesan oleh Bangladesh. Kereta ini memiliki dua tipe yakni Meter Gauge (MG) dan Broad Gauge (BG). Perbedaan kedua tipe tersebut terletak pada lebar track (jarak 2 rel) yang akan digunakan. Untuk kereta MG digunakan pada track dengan lebar 1.000 mm sedangkan kereta BG digunakan pada track dengan lebar 1.676 mm.
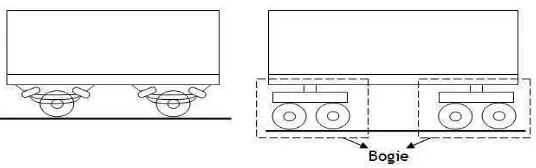
3.2 Bogie
Gambar 3.1 Kereta tanpa Bogie dan dengan Bogie (Sumber : http://hudalogawa.blogspot.co.id)
Bogie memiliki fungsi utama untuk menghasilkan fleksibilitas kereta terhadap rel sehingga roda dapat mengkuti arah rel saat melewati tikungan (“curve”). Saat kereta melewati rel yang membelok atau menikung, maka akan terjadi sudut antara garis lurus badan kereta dengan rel. Pada keadaan ini, akan terjadi kontak antara flens dengan rel pada salah satu sisi rodanya. Pada kereta tanpa bogie maka sudut ini terbatas karena roda akan selalu segaris dengan badan kereta sehingga saat flens sudah tidak bisa menahan rel, maka roda akan naik ke atas rel dan akhirnya terjadi derailment atau anjlok. Dengan adanya bogie, maka roda tidak segaris dengan badan kereta melainkan mempunyai sudut tertentu yang memungkinkan roda bisa membelok mengikuti rel tanpa terjadi anjlok atau roda yang naik ke atas rel.
Selain fleksibilitas, bogie juga dapat meredam efek yang diakibatkan oleh rel yang bergelombang naik turun. Titik tengah bogie yang disebut “Center Pivot” akan membagi defleksi yang terjadi diantara 2 rodanya. Hal ini akan menyebabkan kereta lebih stabil walau rel tidak rata / bergelombang naik turun.
menjadi seakan tak terasa di dalam ruang penumpang. Inovasi – inovasi terus dilakukan dalam perancangan bogie-bogie tipe terbaru, diantaranya dengan menggunakan pegas karet maupun pegas udara. Bogie kereta penumpang tidak dilengkapi peralatan penggerak.
Bogie Kereta Penumpang terdiri dari beberapa bagian utama antara lain : Bogie Frame, Bolster, Perangkat Roda ( Wheel Set ), Pegas Primer, Pegas Sekunder, Axle Box, Bearing, Sepatu Rem, Peralatan pengereman serta peralatan pendukung. Gambar 3.2 menerangkan tentang bagian-bagian utama dari bogie kereta penumpang.
Gambar 3.2 Bogie kereta penumpang dengan Bolster (Sumber : http://hudalogawa.blogspot.co.id)
Pada kereta penumpang, bogie mempunyai 2 sistem pemegasan. Pegas primer merupakan pegas yang menghubungkan antara roda dengan bogie frame, sedangkan pegas sekunder menghubungkan antara bogie frame dengan badan kereta. Pegas primer dan sekunder dapat bermacam tipenya. Di Indonesia, pegas primer menggunakan pegas ulir biasa atau bisa juga menggunakan pegas karet yang biasa disebut sebagai conical rubber bounded. Sedangkan untuk pegas sekunder menggunakan pegas ulir atau menggunakan pegas udara yang ditampung dalam wadah karet berbentuk bundar seperti ban mobil.
Bolster berperan sebagai tumpuan bogie terhadap badan kereta. Pada bolster terdapat pivot yaitu titik pusat rotasi bogie sekaligus tempat koneksi antara badan kereta dengan bogie.
3.3 Jig and Welding Fixtures
Jig and Fixture adalah salah satu penunjang vital untuk proses mass production. Selain meningkatkan produktivitas Jig juga mampu menjaga kualitas benda kerja selalu stabil, sehingga aspek-aspek utama produksi dapat terpenuhi, yaitu Quality dan Quantity. Berikut ini merupakan fungsi utama jig dan fixture.
1. Menstabilkan hasil proses
saja dengan mempertimbangkan segala aspek, misal : umur pakai, variasi komponen, kondisi fixture dan sebagainya.
2. Memenuhi dimensi yang diminta
Terkadang tuntutan desain sedikit susah untuk direalisasikan menjadi sebuah produk yang baik khususnya dalam hal pengelasan. Untuk itu Fixture masih memegang peran penting dalam menghasilkan produk yang presisi. Dengan adanya fixture, posisi komponen akan selalu ditempat yang sama pada setiap proses. Satu poin yang tidak boleh dianggap sepele adalah faktor deformasi welding. Dengan bantuan fixture hal tersebut dapat diminimalkan sehingga mendapatkan kualitas yang maksimal. Misalnya dengan clamping toggle clamp, positioning berupa alur (slot), clamping ulir, clamping hydraulic dan sebagainya yang pada dasarnya menahan deformasi yang terjadi.
3. Mempermudah dan mempercepat pemasangan komponen
Secara umum, jig dan wealding fixture digolongkan dalam tiga klasifikasi, yaitu:
1. Tacking Jigs
Merupakan sebuah kelingan pengarah yang menepatkan komponen atau part untuk proses pengelasan yang berfungsi untuk menepatkan hubungan dengan suaian yang tepat, dimana operator melakukan proses pengelingan untuk menggabungkan part-part terlebih dahulu baru akhirnya melakukan proses pengelasan. Biasanya, pada benda kerja sebelumnya dilakukan proses pengelingan terlebih dahulu kemudian dilepas dari kelingan pengarah dan dipindahkan ke fixture yang terpisah untuk melakukan proses selanjutnya, yaitu proses pengelasan.
2. Welding Fixtures
digunakan dalam hubungan dengan pemposisian pengelasan, untuk penyelesaian pekerjaan.
3. Hoding Fixtures
Merupakan sebuah alat khusus yang dirancang untuk penyambungan dari benda kerja yang sebelumnya telah dilakukan dengan proses pengassemblian dengan paku keeling pada tempat yang diposisikan. Fixture sendiri sering disesuaikan untuk memposisikan dengan menambahkan tempat yang ekonomis dengan papan penunjuk dan penerapan dari rancangan yang cocok. Counterweights mungkin saja diperlukan untuk memudahkan pemposisian benda kerja, dan jika diperlukan, pemasangan alat bantu pembawa barang akan membuat seluruh unit lebih mudah untuk dipindahkan. Seperti pengarah dalam pengelasan, alat bantu penyambungan harus jadi konstruksi yang kuat dan kokoh untuk menahan tegangan komulatif yang dihasilkan oleh benda kerja ketika proses pengelasan.
3.4 Clamping System (Sistem Pencekaman)
Pada bagian ini akan dilakukan pembahasan tentang macam-macam clamping yang dapat digunakan dalam welding fixture beserta kegunaannya baik clamping otomatis maupun clamping manual.
3.4.1 Toggle
menggerakkan tuas/handle toggle sampai maksimal (sangat cepat dan mudah).
Toggle sendiri juga memiliki banyak macam dan ukuran tergantung dari bagaimana desain fixture yang akan dibuat. Beberapa alasan mengapa toggle dipandang sebagai clamping paling ideal untuk proses welding sebagai berikut:
1. Penggunaan mudah dan cepat 2. Kuat
3. Memiliki berbagai macam model jenis dan ukuran sehingga dapat diaplikasikan dalam berbagai desain fixture.
Namun demikian toggle tidak disarankan untuk dipakai pada proses machining, karena toggle tidak dapat menahan vibrasi proses machining, sedangkan pada proses welding, vibrasi bisa dikatakan hampir tidak ada. Gambar 3.3 merupakan contoh dari toggle.
3.4.2 Screw Clamp
Screw Clamp atau bisa juga didefinisikan dengan clamping yang menggunakan ulir, merupakan alternatif jika sudah tidak dapat lagi menggunakan toggle clamp. Karena clamping model ini sangat memakan banyak waktu dalam operasionalnya dan rawan macet (karena faktor lingkungan welding yang rawan terkena spater). Beberapa kekurangan sistem ulir dibandingkan toggle:
1. Lama : proses memutar ulir sampai kencang bisa berkali lipat lamanya proses mengerakkan tuas toggle
2. Kekuatan : kekuatan pencekaman berbeda-beda setiap kali melakukan clamping
Bentuk dari clamping ulir ini beragam, bisa hanya menggunakan part standart bolt (imbush screw), Step block & step clamp dan lain-lain. Gambar 3.4 merupakan contoh dari screw clamp.
3.4.3 Fitting Guide Set
Bentuknya seperti tikus kecil, beberapa ada juga yang menyebutnya “tikus-tikusan”. Fungsinya adalah sebagai pendorong part ke arah tertentu dengan spring agar part selalu rapat pada referensi yang dikehendaki. Sedangkan tujuannya adalah untuk mengantisipasi apabila operator lupa untuk memposisikan part sesuai dengan ketentuan (human error). Misalnya: part harus rapat stopper, tegak lurus, rapat dengan bidang “A” dan sebagainya, yang tidak bisa diwakili hanya dengan clamping utama saja contoh toggle. Gambar 3.5 merupakan contoh dari fitting guide set.
Gambar 3.5 Bentuk dari Fitting Guide set (Sumber : http://weldingfixturemaker.co.id) 3.4.4 Magnet
Salah satu model clamp yang juga praktis adalah magnet. Selain praktis model ini juga murah dan mudah baik dalam pembuatan fixturenya maupun dalam penggunaanya.
menempel pada fixture. Hanya saja kelemahan sistem clamp ini, terletak pada kekuatan yang hanya mengandalkan medan magnet, sehingga tidak ada kekuatan mekanik yang membantu.
Dengan kelemahan tersebut magnet biasanya hanya sebagai support clamping agar pemasangan komponen menjadi lebih mudah. Contoh : untuk pemasangan material pada posisi miring/vertikal operator harus memegangi komponen baru melakukan clamping dengan toggle, maka magnet bisa digunakan untuk membantu operator sehingga tidak perlu memegangi komponen lagi saat melakukan clamp dengan toggle maupun ulir.
3.4.5 Vacuum
Vacuum mungkin sedikit terdengar asing terutama jika dikaitkan dengan masalah clamping system. Pasalnya vacuum hanya mengandalkan tekanan udara minus, sehingga material terhisap dan terpegang.
Vacuum biasanya dipakai untuk part-part yang lebar dan memiliki permukaan yang lebar dan halus (sheet metal), misalnya body mobil, rangka (frame) mobil dan sebagainya. Untuk operasionalnya, pemasangan part-part mobil biasanya sudah memakai automatic loader yaitu alat untuk memasang part secara otomatis.
3.5 Hidrolik
Hidrolik adalah ilmu pergerakan fluida, tidak terbatas hanya pada fluida air. Sistem hidrolik banyak memiliki keuntungan sebagai sumber kekuatan untuk banyak variasi pengoperasian.
3.5.1 Keuntungan Sistem Hidrolik 1. Ringan
2. Mudah dalam pemasangan
3. Sedikit perawatan. Sistem hidrolik hampir 100 % efisien, bukan berarti mengabaikan terjadinya gesekan fluida.
3.5.2 Komponen Sistem Hidrolik
1. Motor Hidrolik berfungsi untuk mengubah energi tekanan cair hidrolik menjadi energi mekanik.
2. Pompa Hidrolik umumnya digunakan untuk memindahkan sejumlah volume cairan yang digunakan agar suatu cairan tersebut memiliki bentuk energi.
3. Katup valve pada sistem dibedakan atas fungsi, desain dan cara kerja katup.
3.6 Solenoid Valve
Solenoid valve merupakan katup yang dikendalikan dengan arus listrik baik
AC maupun DC melalui kumparan/selenoid. Solenoid valve ini merupakan elemen
kontrol yang paling sering digunakan dalam sistem fluida. Seperti pada sistem
elemen kontrol otomatis. Gambar 3.6 memberikan penjelasan dari prinsip kerja
solenoidvalve :
Gambar 3.6 Carakerja solenoid valve
(Sumber : http://trikueni-desain-sistem.blogspot.co.id)
Solenoid valve akan bekerja bila kumparan/coil mendapatkan tegangan arus
listrik yang sesuai dengan tegangan kerja (kebanyakan tegangan kerja solenoid valve
adalah 100/200VAC dan kebanyakan tegangan kerja pada tegangan DC adalah
12/24VDC). Dan sebuah pin akan tertarik karena gaya magnet yang dihasilkan dari
kumparan selenoid tersebut. Pada saat pin tersebut ditarik naik maka fluida akan
mengalir dari ruang C menuju ke bagian D dengan cepat. Sehingga tekanan di ruang
C turun dan tekanan fluida yang masuk mengangkat diafragma. Sehingga katup
utama terbuka dan fluida mengalir langsung dari A ke F. Gambar 3.7 merupakan
Gambar 3.7 Solenoid valve (Sumber : http://www.seekvalve.com) 3.7 Mikrokontroler ATmega32
Mikrokontroler merupakan sebuah chip yang berfungsi sebagai pengontrolan rangkaian elektronika dan umumnya dapat menyimpan program didalamnya. Terdiri dari CPU (central Processing Unit), memori, I/O tertentu dan unit pendukung seperti Analog to Digital converter (ADC) yang sudah terintegrasi di dalamnya
Gambar 3.12 ATmega32 (Sumber : http://nagpur.all.biz) 3.7.1 Kelebihan yang Dimiliki ATmega32
1. Kinerja Tinggi, Low-Power AVR 8-bit Microcontroller
Seperti yang disebutkan Atmel dalam websitenya "The low-power Atmel 8-bit AVR RISC-based microcontroller” perangkat ATmega32 mampu memiliki throughput hingga 16 MIPS pada 16 MHz dan beroprasi pada tegangan antara 2.7 – 5.5 V.
2. Menggunakan Arsitektur RISC
Mikrokontroler AVR memiliki arsitektur Reduced Instruction Set Computing (RISC) atau "set instruksi Komputasi yang disederhanakan" 3. Daya Tahan Tinggi dan Segmen Memori Non-Volatile
Tidak hanya SPI, ATmega32 memiliki antarmuka JTAG yang memungkinkan pengguna dapat memprogram Flash, EEPROM, Fuse, dan Lock Bits.
5. Memiliki Fitur Perangkat
Mikrokontroler AVR memiliki fitur tambahan yang sangat membantu kita untuk melakukan penelitian yang lebih baik, seperti terdapat ADC, PWM dan Timer.
6. Memiliki Fitur Tambahan
Mikrokontroler ini memiliki fitur menarik yang patut dicoba seperti 5 mode Sleep, eksternal dan internal interupsi, dan kalibrasi RC Oscillator internal.
7. Memiliki 32 jalur Program I/O
ATmega32 mempunyai 32 jalur Program sehingga memungkinkan kita untuk mengontrol lebih banyak device/ perangkat, seperti Tombol/ switch, LED, buzzer dan LCD.
8. Memiliki operasi tegangan dari 2,7 Volt sampai 5,5 volt
ATmega32 memiliki operasi tegangan dari 2,7 Volt sampai 5,5 Volt. Ini sangat membantu kita untuk menghemat listrik. Kecepatan maksimal bisa mencapai 16 MHz (tanpa overclock).
9. Daya yang dibutuhkan ketika aktif hanya 1.1 mA
ketika mode power-down. Gambar 3.13 menggambarkan blok diagram AVR ATmega32.
Gambar 3.13 Blok diagram AVR ATmega32 (Sumber : http://ignatius.ilernig.me)
3.7.2 Konfigurasi pin Mikrokontroler AVR ATmega32
Gambar 3.14 Pin-pin ATmega32 (Sumber : http://techawarey.wordpress.com)
Gambar 3.14 menjelaskan fungsi-fungsi dari kaki-kaki pin ATmega32.Secara fungsional konfigurasi pin ATMega32 adalah sebagai berikut:
1. VCC merupakan tegangan sumber 2. GND (Ground) merupakan ground 3. Port A (PA7 – PA0)
Fungsi-fungsi khusus pin-pin port A dapat ditabelkan seperti yang tertera pada tabel 3.1.
Tabel 3.1 Fungsi khusus port A
Port Alternate Function mengandung internal pull-up resistor. Output buffer port B dapat mengalirkan arus sebesar 20 mA. Ketika port B digunakan sebagai input dan di pull-down secara external, port B akan mengalirkan arus jika internal pull-up resistor diaktifkan.
Pin-pin port B memiliki fungsi-fungsi khusus, diantaranya :
1. SCK port B, bit 7 merupakan Input pin clock untuk up/downloading memory.
2. MISO port B, bit 6 merupakan data untuk uploading memory
3. MOSI port B, bit 5 merupakan pin input data untuk downloading memory.
Tabel 3.2 Fungsi khusus port B
Port Alternate Function
PB7 SCK (SPI Bus Serial Clock)
PB6 MISO (SPI Bus Master Input/Slave Output) PB6 MOSI (SPI Bus Master Output/Slave Input) PB5 SS (SPI Slave Select Input)
PB3
AIN1 (Analog Comparator Negative Input) OCO (Timer/Counter0 Output Compare Match
Output)
PB2 AIN0 (Analog Comparator Positive Input) INT2 (External Interrupt 2 Input) PB1 T1 (Timer/Counter1 External Counter Input) PB0 T0 (Timer/Counter External Counter Input) XCK
(USART External Clock Input/Output)
5. Port C (PC7 – PC0)
Port C adalah 8-bit port I/O yang berfungsi bi-directional dan setiap pin memiliki internal pull-up resistor. Output buffer port C dapat mengalirkan arus sebesar 20 mA. Ketika port C digunakan sebagai input dan di pull-down secara langsung, maka port C akan mengeluarkan arus jika internal pull-up resistor diaktifkan. Fungsi-fungsi khusus pin-pin port C dapat ditabelkan seperti yang tertera pada tabel 3.3.
Tabel 3.3 Fungsi khusus port C
Port Alternate Function
PC7 TOSC2 (Timer Oscillator Pin 2) PC6 TOSC1 (Timer Oscillator Pin 1)
PC6 TD1 (JTAG Test Data In)
PC5 TD0 (JTAG Test Data Out)
PC3 TMS (JTAG Test Mode Select)
PC2 TCK (JTAG Test Clock)
6. Port D (PD7 – PD0)
Port D adalah 8-bitport I/O yang berfungsi bi-directional dan setiap pin memiliki internal pull-up resistor. Output buffer port D dapat mengalirkan arus sebesar 20 mA. Ketika port D digunakan sebagai input dan di pull-down secara langsung, maka port D akan mengeluarkan arus jika internal pull-up resistor diaktifkan. Fungsi-fungsi khusus pin-pin port D dapat ditabelkan seperti yang tertera pada tabel 3.4.
Tabel 3.4 Fungsi khusus port D
Port Alternate Function
PD7 OC2 (Timer / Counter2 Output Compare Match Output)
PD6 ICP1 (Timer/Counter1 Input Capture Pin) PD6 OCIB (Timer/Counter1 Output Compare B Match
Output)
PD5 TD0 (JTAG Test Data Out)
PD3 INT1 (External Interrupt 1 Input) PD2 INT0 (External Interrupt 0 Input)
PD1 TXD (USART Output Pin)
PD0 RXD (USART Input Pin)
3.8 Push Button Switch (Saklar Tombol Tekan)
Push button switch (saklar tombol tekan) adalah perangkat/saklar sederhana
yang berfungsi untuk menghubungkan atau memutuskan aliran arus listrik dengan
sistem kerja tekan unlock (tidak mengunci). Sistem kerja unlock disini berarti saklar
akan bekerja sebagai device penghubung atau pemutus aliran arus listrik saat tombol
ditekan, dan saat tombol tidak ditekan (dilepas), maka saklar akan kembali pada
Gambar 3.15 Push button switch (Sumber : http:// www.skycraftsurplus.com)
Sebagai device penghubung atau pemutus, push button switch hanya memiliki
2 kondisi, yaitu On dan Off (1 dan 0). Istilah On dan Off ini menjadi sangat penting
karena semua perangkat listrik yang memerlukan sumber energi listrik pasti
membutuhkan kondisi On dan Off.
Karena sistem kerjanya yang unlock dan langsung berhubungan dengan
operator, push button switch menjadi device paling utama yang biasa digunakan
untuk memulai dan mengakhiri kerja mesin di industri. Secanggih apapun sebuah
mesin bisa dipastikan sistem kerjanya tidak terlepas dari keberadaan sebuah saklar
seperti push button switch atau perangkat lain yang sejenis yang bekerja mengatur
pengkondisian On dan Off. Gambar 3.15 merupakan perinsip kerja dari tombol
Gambar 3.16 Prinsipkerja push button switch (Sumber : http:// soulful89.worpress.com)
Berdasarkan fungsi kerjanya yang menghubungkan dan memutuskan, push
button switch terbagi atas beberapa tipe, yakni :
1. NO (Normally Open), merupakan kontak terminal dimana kondisi
normalnya terbuka (aliran arus listrik tidak mengalir). Dan ketika tombol
saklar ditekan, kontak yang NO ini akan menjadi menutup (Close) dan
mengalirkan atau menghubungkan arus listrik. Kontak NO digunakan
sebagai penghubung atau menyalakan circuit system (Push Button ON).
2. NC (Normally Close), merupakan kontak terminal dimana kondisi
normalnya tertutup (mengalirkan arus litrik). Dan ketika tombol saklar
push button ditekan, kontak NC ini akan menjadi membuka (Open),
sehingga memutus aliran arus listrik. Kontak NC digunakan sebagai
pemutus atau mematikan circuit system (Push Button Off).
3. NO dan NC, tipe ini memiliki empat buah terminal dimana sepasang
terminalnya merupakan NO dan sepasang lagi merupakan NC. Dan
ketika tombol push button ditekan maka kontak akan NC dan yang
BAB IV
HASIL DAN PEMBAHASAN
Pada Bab ini akan dilakukan hasil dan pembahasan dari tugas kerja praktik yang dilakukan pada PT. INKA.
4.1 Metode Penelitian
Gambar 4.1 Metode atau Alur penelitian
Gambar 4.1 merupakan proses yang dilakukan dalam pengumpulan data untuk menetukan solusi proses clamping system.
4.1.1 Studi Literatur
Studi literatur dilakukan sebelum dan sesudah penelitian dengan mencari dan membaca buku, jurnal, dan data-data dari internet yang
Studi Literatur
Pengumpulan Data
Evaluasi Proses Produksi Bogie
Menentukan Solusi Alternatif Lain Pada Proses Clamping
berkaitan dengan topik penelitian. Selain itu penulis mendapatkan beberapa literatur yang diberikan oleh PT. INKA Madiun, Jawa Timur yang membantu dalam proses penelitian ini.
4.1.2 Pengumpulan Data
Pengumpulan data diperoleh dari hasil pengamatan proses pengerjaan bogie dilakukan.
4.1.3 Evaluasi Proses Produksi Bogie
Evaluasi proses produksi dilakukan dengan mengamati proses fixture clamp yang digunakan dan koefisiensi waktu yang dibutuhkan dalam sekali pembuatan side frame bogie.
4.1.4 Menentukan Solusi Alternatif Lain Pada Proses Clamping Pengelasan Side Frame Bogie
Penentuan solusi alternatif lain dari proses pengelasan side frame bogie agar dapat mempermudah proses pengerjaan.
4.2 Clamping System Side Frame Bogie
a. Jig merupakan pengarah alat yang digunakan pada sistem clamping dengan konstan pada proses pengelasan side framebogie sehingga tidak terjadi pergeseran saat peroses pengelasan.
b. Fixture digunakan untuk menjaga kestabilan posisi side frame bogie pada proses pengelasan.
Dalam teknik pengelasan side frame bogie ditemui masalah-masalah general yang berdampak pada produk seperti halnya deformasi, visual, treatment dan beberapa masalah lainnya.
Kesalahan dalam mendesain fixture dapat berakibat sangat fatal karena setelah desain telah direalisasikan, repair untuk fisik fixture jauh lebih sulit dari pada repair desain itu sendiri.
4.2.1 Faktor Deformasi
Deformasi adalah efek yang ditimbulkan dari proses. Yaitu perubahan bentuk material karena perubahan temperatur yang sangat ekstrim yang dialami oleh material. Sebenarnya dengan menggunakan fixture saja sudah merupakan salah satu cara untuk meminimalkan deformasi welding.
4.2.2 Variasi Part
Yang dimaksud dengan variasi part adalah perbedaan dimensi part yang diproses terkait dengan proses pengelasan side frame bogie.
4.2.3 Penentuan Flow Process
aliran atau urutan prosesdari single part menjadi satu produk. Beberapa poin yang perlu diperhatikan antara lain :
a. Tuntutan desain
Desain side frame menuntut konsentrisitas pada proses clamping harus safe/aman.
b. Banyaknya part yang akan diproses
Poin ini menentukan jumlah proses yang dibutuhkan c. Lokasi sambungan las
Hal ini dapat berpengaruh jika posisi yang akan dilas berkebalikan, sehingga harus membuat fixture tambahan hanya untuk melakukan las balik. Walaupun sebenarnya produk tersebut sudah bisa ter-assy dengan baik hanya dengan 1 fixture saja.
d. Cost/biaya
Beberapa poin yang mempengaruhi cost dan biaya dalam pembuatan flow proses:
1. Jumlah proses = jumlah fixture 2. Dimensi fixture = kebutuhan material 3. Sesuai tuntutan desain = jumlah reject/repair 4. Tingkat kesulitan = machining cost/time 4.3 Gambaran Umum Alat Clamp
Gambar 4.2 Sketsa alat clamping system
Gambar 4.2 menerangkan sketsa alat yang merupakan gambaran atau desain daria alat clamping system side frame bogie.
4.4 Cara Kerja Alat Clamp
Pada alat clamping ini menggunakan prinsip otomatis. Sistem clamping menggunakan penggerak hidrolik. Clamping dijalankan pada saat plat-plat untuk perakitan side frame bogie telah diatur dengan baik. Tahapan proses yang dilakukan sebagai berikut:
1. Menyatukan part side frame bogie yang ingin dilas. Gambar 4.3 merupakan bentuk dari part side frame dan Gambar 4.4 merupakan bentuk dari side frame bogie
3. silinder
Gambar 4.3 part bagian atas dan bawah side framebogie
Gambar 4.4 Bentuk side framebogie 2. Meletakkan part yang telah disatukan pada fixture.
Gambar 4.5 clampingsystemside frame bogie
4. Penekanan tombol stop untuk membuka clamping setelah proses pengelasan selesai.
4.5 Diagram Alur (Flow Chart)
Gambar 4.6 Diagram alur alat clamping side frame
Berikut adalah beberapa penjelasan mengenai flow chart pada Gambar 4.6 untuk alur jalannya clamping systemside frame bogie.
1. Ketika start, penekanan tombol push button switch, maka silinder alat clamping akan bekerja.
3. Silinder pada clamping akan berhenti bekerja, jika proses pengelasan telah selesai dilakukan dan penekanan tombol stop, untuk membuka clamping.
4.6 Kerja Minimum Sistem Pada Alat Clamping System Side Frame Bogie Pemograman ATmega32 diturunkan dari diagram alir (flow chart) diatas. Program adalah bentuk akhir dari instruksi-instruksi yang dimaksudkan untuk menjalankan ATmega32.
Gambar 4.7 Bentuk rangkaian ATmega32
Pada Gambar 4.7 diatas merupakan rangkaian dari minimum sistem. Minimum sistem merupakan sebuah rangkaian sederhana dari mikrokontroler ATmega32 yang bertujuan agar IC mikrokontroler ATmega32 dapat beroperasi dan di program. Daya atau tegangan yang dibutuhkan untuk mengoprasikan minimum sistem adalah 5 Volt sehingga dibutuhkan power supply sebagai penurun tegangan, karena tegangan yang ada pada perusahaan adalah ±300 Volt.
Minimum sistem memiliki fungsi sebagai pengendali alat clamping system side frame bogie, dimana aktuator-aktuator tersebut bekerja secara otomatis pada proses pengelasan side frame bogie kereta penumpang Bangladesh. Pin ATmega yang digunakan adalah pin PC0 sebagai inputan atau masukan dari proses penekanan tombol push button, sedangkan pada output menggunakan pin PB0 yang berfungsi untuk menggerakkan silinder untuk mencekam frame bogie, dimana menggunakan indikator LED sebagai penanda proses telah berjalan.
4.7 Kerja Silinder Pada Alat Clamping System Side Frame Bogie
Silinder hidrolik memiliki fungsi sebagai pengganti clamp-clamp yang menggunakan perinsip kerja manual menjadi otomatis. Dengan kata lain silinder hidrolik bekerja sebagai penggerak clamping system pada peroses perakitan side frame bogie saat proses pengelasan. Pada Gambar 4.8 menerangkan cara kerja dari silinder hidrolik sebagaipengganti tenaga manusia dlam pemasangan clamp.
4.8 Konversi Dari Flow Chart Menjadi Program pada ATmega32
Pada Sub Bab ini, akan melakukan pembahasan mengenai program ATmega32 yang diturunkan dari diagram alir (flow chart) diatas. Program adalah bentuk akhir dari instruksi-instruksi yang dimaksudkan untuk menjalankan proses clamp side frame bogie.
BAB V PENUTUP
Pada bab ini akan dilakukan pembahasan mengenai kesimpulan dan saran dari perancangan clamping system side frame bogie pada PT. INKA (Persero) Madiun.
5.1 Kesimpulan
Kesimpulan yang diperoleh selama melakukan kerja praktik pada ruang lingkup PT. INK (Persero) Madiun adalah :
1. Sistem clamp semi otomatis telah menggantikan proses clamp manual pada proses pengelasan side frame bogie sehingga proses clamp tidak dipasang secara satu-persatu.
2. Agar menjaga side frame bogi tetap pada kondisi yang diinginkan, digunakan tekanan dari silinder hidrolik untuk melakukan proses clamp.
5.2 Saran
1. Diharapkan, untuk tahapan selanjutnya dapat dilakukan pengaplikasian dari alat clamping system ini.
2. Diharapkan proses clamp dapa dilakukan pada seluruh proses pembuatan bogie.
DAFTAR PUSTAKA
Anas. 2015. Mikrokontroler Atmega32.
http://www.anasfalahuddin.tk/2015/01/mikrokontroler-atmega32.html.
(Diakses tanggal 23 januari 2016).
Andi. 2013. Mengulas PT INKA (Industri Kereta Api Indonesia).
http://andishahreza.blogspot.co.id/2013/10/mengulas-pt-inka-industri-kereta-api.html. (Diakses tanggal 20 januari 2016).
BUMN. Latar Belakang dan Sejarah Perusahaan.
http://bumn.go.id/inka/halaman/41/tentang-perusahaan.html. (Diakses
tanggal 20 januari 2016).
Rachmad Santoso. (2016). Optimasi Proses Produksi Pipa Sebagai Penguat Pada
Stop Bracket Bogie MD52B Kereta Bangladesh
Suprianto. 2015. Pengertian Prinsip Kerja Solenoid Valve.
http://blog.unnes.ac.id/antosupri/pengertian-dan-prinsip-kerja-solenoid-valve/. (diakses tanggal 23 januari 2016).
Suprianto. Pengertian push button switch (saklar tombol tekan).
http://blog.unnes.ac.id/antosupri/pengertian-push-button-switch-saklar-tombol-tekan/. (Diakses tanggal 20 januari 2016).
Welding Fixtur. Macam-macam Clamping yang Digunakan Dalam Wealding
Fixture.