PEMBUATAN MODEL POROS RODA DEPAN VESPA
PADA MESIN BUBUT CNC EMCOTURN 242
MENGGUNAKAN SOFTWARE AUTOCAD 2004
DAN PROGRAM SIMULASI MASTERCAM X
SKRIPSI
Skripsi Yang Diajukan Untuk Melengkapi Syarat Memperoleh Gelar Sarjana Teknik
KURNIAWAN NIM. 080421022
PROGRAM PENDIDIKAN SARJANA EKSTENSI
DEPARTEMEN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada Allah SWT atas rahmat dan
hidayah-Nya, sehingga skripsi ini dapat diselesaikan tepat pada waktunya.
Penelitian yang berjudul “Pembuatan Model Poros Roda Depan Vespa pada
Mesin Bubut CNC EMCOTURN 242 Menggunakan Software AutoCAD 2004
dan Program Simulasi Mastercam X” ini dimaksudkan sebagai salah satu syarat
untuk menyelesaikan pendidikan sarjana pada Program Pendidikan Sarjana
Ekstensi Departemen Teknik Mesin Fakultas Teknik, Universitas Sumatera Utara.
Selama penulisan laporan ini, penulis banyak mendapat bimbingan dan bantuan
dari banyak pihak. Oleh karena itu dalam kesempatan ini penulis ingin
menyampaikan ucapan terima kasih kepada :
1. H. Legimin, kakek dan sekaligus guru juga nenek Umi Kalsum, yang telah
mengajarkan ilmu, menyampaikan pengetahuan, wawasan, nasihat
terutama do’a yang tidak bisa dinilai materi yang telah memberi kekuatan,
kesabaran, ketekunan dan kesyukuran bagi penulis sehingga mampu untuk
menyelesaikan pendidikannya.
2. Kedua orang tua, ayahanda Mahmud Priza S dan ibunda Fauziah Arif
Syahbana yang telah banyak memberikan perhatian, doa, nasehat dan
dukungan baik moril maupun materil, juga buat adinda Dahlia, dan
kakanda Maini, SPd dan terutama adinda Sofian Hairi, SPd yang telah
menyumbangkan tenaganya demi kelanjutan pendidikan penulis.
3. Bapak Ir. Syahrul Abda, MSc selaku dosen pembimbing yang telah banyak
membantu menyumbang pikiran dan meluangkan waktunya dalam
memberikan bimbingan dalam menyelesaikan tugas skripsi ini.
4. Bapak Dr.Ing-Ir.Ikhwansyah Isranuri selaku Ketua Departemen Teknik
Mesin Universitas Sumatera Utara.
5. Bapak Ir. M. Syahril Gultom, MT selaku Sekretaris Departemen Teknik
Mesin Universitas Sumatera Utara.
6. Seluruh dosen, staf pengajar dan pegawai di Jurusan Teknik Mesin
7. Bapak Armansyah, ST selaku kepala laboratorium CNC Politeknik Negeri
Medan, yang telah memberi ijin kepada penulis untuk melaksanakan
penelitian di laboratorium tersebut.
8. Bapak M. Agus Zainuri selaku instruktur yang telah memberi banyak
saran dan bimbingan yang sangat bermanfaat bagi penulis maupun demi
kesempurnaan penelitian tersebut.
9. Seluruh rekan mahasiswa Teknik Mesin Ekstensi ‘08, terutama Ariman
yang memberikan bantuan, dukungan dan motivasi, M Sajali Lelek, Alfian
Kai. Seluruh anak kos sipirok on 7 terutama Defri, Vika Anak Muda,
Ricky Kiteng.
Penulis menyadari sepenuhnya bahwa skripsi ini masih jauh dari
sempurna, dikarenakan keterbatasan pengetahuan, pengalaman dan referensi.
Untuk itu diperlukan saran dan kritik yang sifatnya membangun untuk
kesempurnaan skripsi ini. Semoga skripsi ini bermanfaat dan berguna bagi semua
pihak.
Medan, April 2011
Penulis,
Kurniawan
Abstrak
Penelitian ini bertujuan membuat produk berupa model poros roda depan
vespa menggunakan mesin bubut CNC ET 242. Perangkat lunak AutoCAD 2004
digunakan untuk pembuatan gambar teknik model poros roda depan vespa dan
perangkat lunak Mastercam X telah pula digunakan untuk perencanaan proses
pemesinannya. Hasil perencanaan dengan perangkat lunak AutoCAD 2004
diperoleh gambar teknik model poros roda depan vespa kemudian ditransfer ke
perangkat lunak Mastercam X. Pada Mastercam X ini dilakukan perencanaan
proses pemesinan melalui pembuatan lintasan pahat hingga diperoleh simulasi
proses pembubutan berupa proses roughing, finishing, threading, grooving dan
cutting-off terhadap benda kerja.
Berdasarkan lintasan pahat ini post processing diperintahkan untuk
melahirkan program kode G. Kemudian program kode G tersebut terlebih dahulu
dikonversi secara manual kemudian ditransfer ke sistem kendali mesin bubut
CNC ET 242 seterusnya dieksekusi bagi pembuatan produk nyata model poros
roda depan vespa. Kesimpulan yang diperoleh bahwa produk model poros roda
depan vespa dapat dibuat pada mesin bubut CNC ET 242 dengan bantuan
perangkat lunak AutoCAD 2004 dalam merencanakan gambar model dan
perangkat lunak Mastercam X untuk pensimulasian proses pemesinan dan
pelahiran kode G.
Kata kunci: Mesin bubut CNC ET 242, AutoCAD 2004, Mastercam X, Kode G,
Abstract
This research aims to make product in the form of vespa front axle model
using CNC lathe ET 242. AutoCAD 2004 software is used for making of
engineering drawings of vespa front axle model and Mastercam X software has
also been used for the machining process planning. The result of design using
AutoCAD 2004 software is obtained the technical drawing of vespa front axle
model then transferred to the software Mastercam X. In Mastercam X is done
through the machining process planning by creating toolpath to achieve the
simulation process of turning such as roughing, finishing, threading, grooving and
cutting-off to the workpiece.
Based on the toolpath, post-processing tool was ordered to generate the G
code program. Then the G code program is first converted manually and then
transferred to a ET 242 CNC lathe control system onwards are executed for the
manufacturing of concrete products vespa front axle model. The conclusion is
obtained that the product of vespa front axle model can be made on CNC lathe ET
242 with the aid of AutoCAD 2004 software to design the model drawing and
Mastercam X software for machining processes simulation and generating G
code.
Keywords: ET 242 CNC Lathe, AutoCAD 2004, Mastercam X, G Code, Axle of
DAFTAR ISI
Halaman
HALAMAN JUDUL ... i
LEMBARAN PENGESAHAN DARI PEMBIMBING ... ii
LEMBARAN PERSETUJUAN DARI PEMBANDING ... iii
SPESIFIKASI TUGAS ... iv
LEMBARAN EVALUASI SEMINAR SKRIPSI... v
KATA PENGANTAR ... vi
ABSTRAK ... viii
DAFTAR ISI ... x
DAFTAR TABEL ... xiii
DAFTAR GAMBAR ... xiv
DAFTAR NOTASI... xvii
DAFTAR LAMPIRAN ... xviii
BAB 1 PENDAHULUAN ... 1
1.6 Metodologi Penelitian ... 4
1.7 Sistematika Penulisan ... 6
BAB 2 TINJAUAN PUSTAKA ... 7
2.1 Operasi Pembubutan ... 7
2.2 Mesin Bubut CNC ET 242 ... 10
2.2.1 Pengertian Mesin CNC ... 10
2.2.2 Prinsip Kerja Mesin Bubut CNC ET 242... 12
2.2.3 Bagian-bagian Utama Mesin Bubut CNC ET 242 ... 13
2.2.3.1 Sistem Pengendali... 13
2.2.3.2 Bagian Mekanik ... 15
2.2.4 Pengoperasian Mesin Bubut CNC ET 242 ... 17
2.2.5 Sistem Pemrograman Mesin Bubut CNC ET 242 ... 23
2.2.5.1 Struktur Program Emcotronic TM 02 ... 25
2.2.5.2 Uraian Tentang Alamat (Address) ... 27
2.2.5.3 Ketentuan Urutan Kata-kata pada Emcotronic TM 02 ... 32
2.2.6 Metode Pemrograman Mesin CNC ... 33
2.2.6.1 Pemrograman Manual ... 33
2.2.6.3 Pemrograman Eksternal ... 35
2.2.6.4 Pemrograman dengan Bantuan Komputer Eksternal ... 36
2.2.7 Standar Kode Pemrograman ... 37
2.2.7.1 Standar DIN 66025... 38
2.2.7.2 Standar ISO 6983 ... 41
2.3 AutoCAD 2004 ... 44
2.4 Mastercam X ... 45
BAB 3 METODE PENELITIAN ... 47
3.1 Tempat dan Waktu Penelitian ... 47
3.2 Bahan dan Peralatan ... 47
3.2.1 Material Benda Kerja ... 47
3.2.2 Pahat Potong ... 48
3.2.3 Mesin Bubut CNC ET 242 ... 50
3.2.4 Jangka Sorong ... 51
3.2.5 Software AutoCAD 2004 ... 51
3.2.6 Software Mastercam X ... 51
3.3 Rancangan Kegiatan ... 52
3.3.1 Persiapan Penelitian ... 52
3.3.2 Pelaksanaan Penelitian ... 52
3.3.3 Evaluasi Hasil Penelitian ... 52
BAB 4 HASIL DAN PEMBAHASAN... 53
4.1 Pembuatan Desain Benda Kerja dengan AutoCAD 2004 ... 53
4.1.1 Mengaktifkan Program AutoCAD 2004 ... 53
4.1.2 Pembuatan Gambar Desain Benda Kerja ... 54
4.1.3 Menyimpan Desain Benda Kerja ... 56
4.2 Perencanaan Proses Pembubutan pada Mastercam X ... 57
4.2.1 Mengaktifkan Program Mastercam X ... 57
4.2.2 Mentransfer Gambar dari AutoCAD 2004 ke Mastercam X... 58
4.2.3 Setup Material Benda Kerja... 60
4.2.3.1 Membuat Garis Bantu ... 60
4.2.3.2 Menentukan Kondisi Pencekaman Material Benda Kerja ... 61
4.2.4 Membuat Toolpath ... 64
4.2.4.1 Membuat Lathe Rough Toolpath ... 64
4.2.4.1 Membuat Lathe Finish Toolpath ... 67
4.2.4.1 Membuat Lathe Thread Toolpath ... 69
4.2.4.1 Membuat Lathe Groove Toolpath ... 72
4.2.4.1 Membuat Lathe Cutoff Toolpath ... 77
4.2.5 Membuat Simulasi Proses Pembubutan ... 79
4.2.6 Post Processing ... 83
4.3 Transfer Program dari Mastercam X ke Mesin Bubut CNC ET 242 ... 94
4.4 Uji Jalan Program Tanpa Gerakan Eretan (Dry Run) ... 97
4.5 Eksekusi Program ... 99
4.5.2 Stock Setup... 101
4.5.3 Eksekusi Program dan Pembuatan Benda Kerja ... 102
4.5.4 Sinkronisasi Antara Simulasi dengan Kerja Mesin CNC ... 104
4.6 Pembahasan ... 104
BAB 5 KESIMPULAN DAN SARAN... 107
5.1 Kesimpulan ... 107
5.2 Saran ... 108
DAFTAR PUSTAKA ... 109
DAFTAR TABEL
No. Judul Halaman
2.1 Tombol alamat dan fungsinya ... 17
2.2 Tombol mode dan fungsinya... 18
2.3 Tombol fungsi dan fungsinya ... 19
2.4 Tombol pengendali dan fungsinya ... 22
2.5 Struktur dan status mula fungsi G pengendali ET 242 ... 28
2.6 Struktur dan status mula fungsi M pengendali ET 242 ... 30
2.7 Kelebihan dan kekurangan metode pemrograman manual ... 34
2.8 Kelebihan dan kekurangan metode pemrograman eksternal ... 35
2.9 Kelebihan dan kekurangan metode pemrograman dengan bantuan komputer eksternal ... 36
2.10 Standar DIN 66025 untuk huruf alamat (address) ... 38
2.11 Standar DIN 66025 untuk fungsi G ... 39
2.12 Standar DIN 66025 untuk fungsi M ... 40
2.13 Standar ISO 6983 untuk huruf alamat (address) ... 41
2.14 Standar ISO 6983 untuk fungsi G ... 42
2.15 Standar ISO 6983 untuk fungsi M ... 43
3.1 Tempat dan waktu pelaksanaan penelitian ... 47
3.2 Komposisi kimia Aluminium 2007 ... 48
3.3 Sifat mekanis Aluminium 2007 ... 48
3.4 Komposisi kimia dan sifat mekanis pahat karbida ... 49
DAFTAR GAMBAR
No. Judul Halaman
1.1 Alur metode penelitian ... 5
2.1 Skematis proses pembubutan ... 8
2.2 Tatanama pahat kanan ... 8
2.3 Proses bubut ... 9
2.4 Mesin bubut CNC ET 242 ... 12
2.5 Sumbu-sumbu mesin bubut CNC ET 242 ... 12
2.6 Bagan panel pengendali mesin bubut CNC ET 242 ... 13
2.7 Pahat roughing, finishing, grooving dan threading yang digunakan pada mesin bubut CNC ET 242 ... 16
2.8 Struktur program pada sebuah blok ... 27
2.9 Tampilan AutoCAD 2004 ... 44
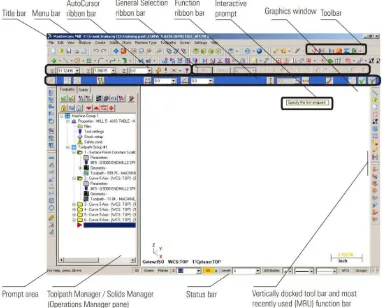
2.10 Tampilan dan elemen interface Mastercam X ... 46
3.1 Bahan benda kerja ... 48
3.2 Geometri bahan benda kerja ... 48
3.3 Geometri pahat roughing ... 48
3.4 Geometri pahat finishing ... 49
3.5 Geometri pahat grooving ... 49
3.6 Geometri pahat threading ... 49
3.7 Jangka sorong ... 50
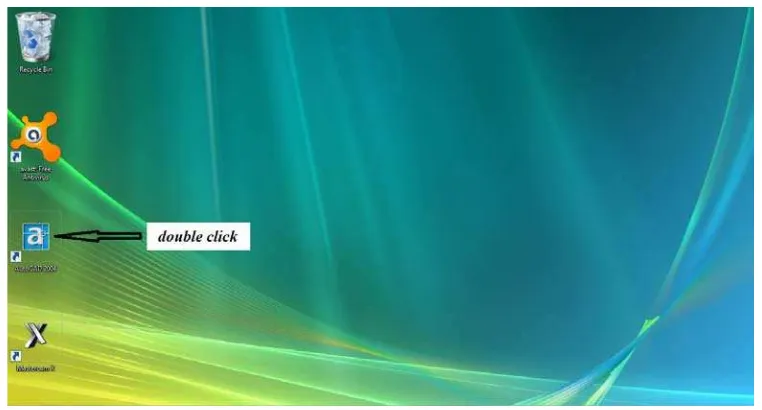
4.1 Cara mengaktifkan program AutoCAD 2004 ... 53
4.2 Tampilan program AutoCAD 2004 ... 54
4.3 Hasil langkah 1 ... 55
4.4 Garis dan titik pada pembuatan fillet dan mirror ... 55
4.5 Hasil langkah 2 ... 56
4.6 Menyimpan file gambar AutoCAD 2004 ... 57
4.7 Cara mengaktifkan program Mastercam X ... 58
4.8 Tampilan program Mastercam X ... 58
4.9 Membuka file gambar AutoCAD 2004 di Mastercam X ... 59
4.11 Garis bantu untuk lathe cutoff toolpath ... 61
4.12 Mengatur stock setup ... 61
4.13 Menentukan dimensi stock ... 62
4.14 Menentukan dimensi chuck... 62
4.15 Mengatur dimensi tailstock ... 63
4.16 Stock yang telah di-setup ... 63
4.17 Memilih garis yang akan dibuat menjadi lathe rough toolpath ... 64
4.18 Mengatur (a) lathe rough toolpath parameters (b) tool change point ... 65
4.19 Mengatur rough parameter ... 65
4.20 Lathe rough toolpath ... 66
4.21 Tombol toggle toolpath display ... 66
4.22 Toolpath yang telah disembunyikan dari stock ... 67
4.23 Memilih garis yang akan dibuat menjadi lathe finish toolpath ... 67
4.24 Mengatur lathe finish toolpath parameters ... 68
4.25 Mengatur finish parameters ... 68
4.26 Parameter finish lead out ... 69
4.27 Lathe finish toolpath ... 69
4.28 Mengatur parameter bentuk ulir ... 70
4.29 Memilih jenis ulir ... 70
4.30 Mengatur parameter pemotongan ulir ... 71
4.31 Mengatur tool change point dan memilih tool ... 71
4.32 Lathe thread toolpath ... 72
4.33 Menentukan jenis titik pengaluran ... 72
4.34 Memilih titik-titik untuk pembuatan alur ... 73
4.35 Mengatur parameter groove rough ... 73
4.36 Mengatur parameter groove finish ... 74
4.37 Menentukan grooving tool ... 74
4.38 Merubah ukuran insert untuk pengaluran ... 75
4.39 Konfirmasi perubahan ukuran insert ... 75
4.40 Menentukan lathe groove toolpath parameters ... 76
4.42 Titik batas pemotongan... 77
4.43 Menentukan lathe cutoff toolpath parameters ... 78
4.44 Mengatur (a) parameter cutoff dan (b) parameter chamfer ... 78
4.45 Lathe cutoff toopath ... 79
4.46 Keseluruhan lathe toolpath ... 79
4.47 Toolpath manager ... 80
4.48 Kotak dialog verify ... 80
4.49 Kondisi stock sebelum disimulasikan ... 81
4.50 Kondisi stock setelah proses roughing ... 81
4.51 Kondisi stock setelah proses finishing ... 81
4.52 Kondisi stock setelah proses threading ... 82
4.53 Kondisi stock setelah proses grooving... 82
4.54 Kondisi stock setelah proses cutting off ... 82
4.55 Toolpath manager dan kotak dialog post processing ... 83
4.56 Kotak dialog Save As kode NC ... 84
4.57 Tampilan program kode G pada Mastercam X Editor ... 84
4.58 Harga kompensasi alat potong dalam X dan Z ... 100
4.59 Tool setting ... 101
4.60 Proses pembubutan benda kerja ... 103
4.61 Hasil pembuatan benda kerja ... 103
DAFTAR NOTASI
Simbol Arti Satuan
a kedalaman potong mm
A penampang geram sebelum terpotong mm
b lebar pemotongan mm
d diameter poros mm
d diameter rata-rata mm
dm diameter akhir mm
do diameter awal mm
do diameter luar poros mm
f gerak makan mm/rev
h tebal geram sebelum terpotong mm
kr sudut potong utama 0
lt panjang pemesinan mm
n putaran rpm
r jari jari poros mm
rє radius pojok mm
tc waktu pemotongan min
V kecepatan potong m/min
Vf kecepatan makan m/min
Z laju pembuangan geram cm3/min
γ sudut geram 0
DAFTAR LAMPIRAN
No. Judul Halaman
1 Dokumentasi Penelitian ... 110
2 Data Teknis Software TM 02 ... 112
3 Alamat dan Dimensi Masukannya ... 113
4 Parameter P dalam Program ... 114
5 Parameter D dalam Program ... 115
6 Pengembangan Perangkat Lunak Emcotronic TM 02 DC 5.10 ... 116
7 Petunjuk Pemrograman Gerak Cepat G00 ... 118
8 Petunjuk Pemrograman Interpolasi Garis Lurus G01 ... 119
9 Petunjuk Pemrograman Penguliran dengan Blok Tunggal G33 ... 120
10 Petunjuk Pemrograman Siklus Pembubutan Memanjang G84 ... 121
11 Petunjuk Pemrograman Siklus Pengaluran Memanjang G86 ... 122
12 Cara Pembacaan untuk Mencari Kecepatan Putaran ... 124
13 Cara Pembacaan untuk Mencari Kecepatan Asutan ... 125
14 Cara Pembacaan untuk Mencari Kecepatan Potong Terhadap Kecepatan Asutan dengan Diameter Benda Kerja yang Diketahui ... 126
15 Stuktur Program Kode G Pembuatan Benda Kerja ... 127
Abstrak
Penelitian ini bertujuan membuat produk berupa model poros roda depan
vespa menggunakan mesin bubut CNC ET 242. Perangkat lunak AutoCAD 2004
digunakan untuk pembuatan gambar teknik model poros roda depan vespa dan
perangkat lunak Mastercam X telah pula digunakan untuk perencanaan proses
pemesinannya. Hasil perencanaan dengan perangkat lunak AutoCAD 2004
diperoleh gambar teknik model poros roda depan vespa kemudian ditransfer ke
perangkat lunak Mastercam X. Pada Mastercam X ini dilakukan perencanaan
proses pemesinan melalui pembuatan lintasan pahat hingga diperoleh simulasi
proses pembubutan berupa proses roughing, finishing, threading, grooving dan
cutting-off terhadap benda kerja.
Berdasarkan lintasan pahat ini post processing diperintahkan untuk
melahirkan program kode G. Kemudian program kode G tersebut terlebih dahulu
dikonversi secara manual kemudian ditransfer ke sistem kendali mesin bubut
CNC ET 242 seterusnya dieksekusi bagi pembuatan produk nyata model poros
roda depan vespa. Kesimpulan yang diperoleh bahwa produk model poros roda
depan vespa dapat dibuat pada mesin bubut CNC ET 242 dengan bantuan
perangkat lunak AutoCAD 2004 dalam merencanakan gambar model dan
perangkat lunak Mastercam X untuk pensimulasian proses pemesinan dan
pelahiran kode G.
Kata kunci: Mesin bubut CNC ET 242, AutoCAD 2004, Mastercam X, Kode G,
Abstract
This research aims to make product in the form of vespa front axle model
using CNC lathe ET 242. AutoCAD 2004 software is used for making of
engineering drawings of vespa front axle model and Mastercam X software has
also been used for the machining process planning. The result of design using
AutoCAD 2004 software is obtained the technical drawing of vespa front axle
model then transferred to the software Mastercam X. In Mastercam X is done
through the machining process planning by creating toolpath to achieve the
simulation process of turning such as roughing, finishing, threading, grooving and
cutting-off to the workpiece.
Based on the toolpath, post-processing tool was ordered to generate the G
code program. Then the G code program is first converted manually and then
transferred to a ET 242 CNC lathe control system onwards are executed for the
manufacturing of concrete products vespa front axle model. The conclusion is
obtained that the product of vespa front axle model can be made on CNC lathe ET
242 with the aid of AutoCAD 2004 software to design the model drawing and
Mastercam X software for machining processes simulation and generating G
code.
Keywords: ET 242 CNC Lathe, AutoCAD 2004, Mastercam X, G Code, Axle of
BAB 1 PENDAHULUAN
1.1 LATAR BELAKANG
Dewasa ini ilmu pengetahuan dan teknologi telah berkembang dengan
pesat. Kemajuan ini juga merambah dunia industri manufaktur. Sebagai contoh
dari kemajuan tersebut, mesin produksi atau mesin perkakas sudah banyak
menggunakan teknologi tinggi seperti mesin bor dan mesin gergaji.
Kemajuan di bidang teknologi pengolahan data dan informasi yang sangat
pesat salah satunya adalah komputer. Hal tersebut dapat dilihat dari penggunaan
komputer ke dalam mesin-mesin perkakas seperti mesin freis, mesin bubut, mesin
gerinda dan mesin lainnya. Hasil dari penggabungan teknologi komputer dan
teknologi mekanik ini sering disebut dengan mesin CNC (Computer Numerical
Control).
Salah satu contoh mesin CNC yang sekarang ini mudah ditemukan dan
sering digunakan adalah mesin bubut CNC. Mesin bubut CNC adalah mesin bubut
yang dikendalikan oleh sistem kontrol yang disebut dengan kontrol numerik
terkomputerisai (CNC). Mesin bubut digunakan untuk memotong logam yang
berbentuk silindris. Benda kerja yang biasa dibuat pada mesin bubut CNC adalah
poros bertingkat biasa maupun yang memiliki alur atau ulir, misalnya poros roda
depan vespa.
Adapun beberapa keuntungan penggunaan mesin perkakas CNC yaitu:
produktivitas tinggi, ketelitian pengerjaan tinggi, kualitas produk yang seragam
dan dapat digabung dengan perangkat lunak tambahan misalnya software
CAD/CAM sehingga pemakaian mesin CNC akan lebih efektif, waktu produksi
lebih singkat, kapasitas produksi lebih tinggi, biaya pembuatan produk lebih
rendah.
Dalam hal ini, fungsi komputer pada sistem kontrol ditekankan pada
perangkat lunak (software). Aplikasi perangkat lunak (software) sebagai bagian
dari sistem kontrol pada mesin yang banyak digunakan saat ini adalah software
dengan sistem CAD/CAM. Software ini memiliki dua bagian utama yaitu desain
Aided Manufacturing). Desain gambar CAD berisikan tentang gambar produk yang meliputi ukuran dan bentuk geometri sedangkan desain gambar CAM adalah
berupa desain tentang proses pemakanan, toolpath, setup mesin dan hal-hal
lainnya yang berkaitan dengan proses atau cara agar dihasilkan produk yang
sesuai dengan yang digambar pada proses CAD.
Dengan digabungnya mesin CNC dengan CAD/CAM akan lebih efektif,
karena dengan adanya mesin CAD/CAM, operator hanya perlu menggambar
benda kerja kemudian hasilnya disimpan dalam komputer atau disket. Setelah
gambar benda kerja dibuat, operator bisa melihat kembali gambar tersebut dan
dapat mengeksekusinya dalam bentuk simulasi, sehingga bila ada kesalahan pada
gambar dapat diketahui lebih dahulu sebelum dieksekusi ke mesin yang
sebenarnya. Hal ini bertujuan untuk mencegah kesalahan dalam pembuatan
produk. Selain itu program yang sudah dibuat (disimpan) dapat digunakan secara
berulang-ulang (untuk produksi masal).
Salah satu software yang dapat digunakan atau dipadukan dengan mesin
CNC adalah software Mastercam. Dengan menggunakan software ini seorang
programmer tidak perlu membuat program perintah-perintah dalam pengoperasian mesin CNC dalam pembuatan benda kerja, akan tetapi
programmer hanya perlu membuat gambar yang kemudian dimasukkan dalam software ini. Secara otomatis perintah-perintah pembuatan benda kerja langsung dibuat oleh software ini, sehingga sangat meringankan kerja dari programmer. Di
dalam software Mastercam ini gambar yang sudah dibuat akan diubah dalam
bentuk bahasa numerik (bahasa kode G) yang dapat dimengerti oleh mesin CNC,
karena mesin CNC hanya bisa membaca bahasa numerik (kode huruf dan angka).
Setelah bahasa kode G untuk benda kerja diperoleh, program tersebut kemudian
akan ditransfer ke mesin bubut CNC.
Penggunaan software Mastercam X mempunyai banyak keuntungan
antara lain:
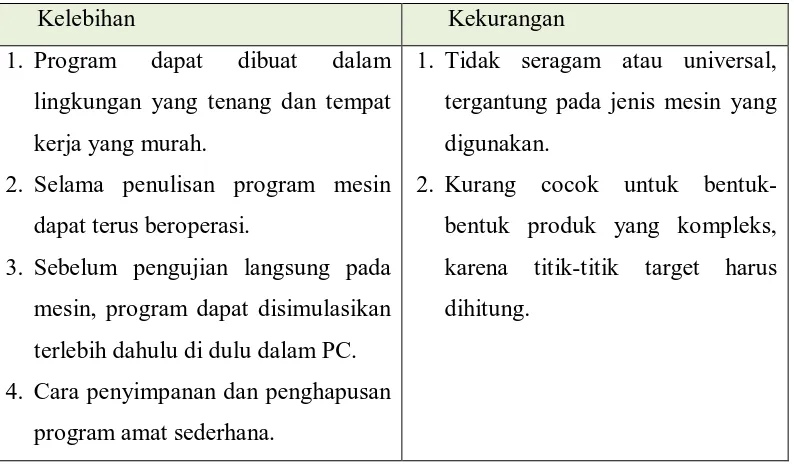
1. Programmer dibutuhkan untuk menggambar benda kerja dan tidak perlu membuat program untuk benda kerja dalam bahasa kode G.
2. Mengurangi kesalahan dalam pemrograman karena sebelum diaplikasikan
terlebih dahulu, sehingga jika terdapat kesalahan bisa diperiksa dan
diperbaiki.
3. Hasil program kode G dari software ini dapat disimpan dalam disket atau
media penyimpanan data lainnya, dan dapat langsung digunakan pada
mesin perkakas CNC dengan melakukan penyesuaian (konversi) sesuai
standar pemrograman mesin CNC yang akan digunakan.
4. Hasil simulasi pembuatan benda kerja dapat dilihat dalam tampilan tiga
dimensi (3 D).
Berdasarkan uraian di atas, penulis bermaksud mengangkat masalah
tersebut dalam bentuk skripsi dengan judul “Pembuatan Model Poros Roda Depan
Vespa pada Mesin Bubut CNC EMCOTURN 242 Menggunakan Program
Autocad 2004 dan Simulasi Mastercam X”.
Penelitian dan percobaan ini dilakukan pada Mesin Bubut CNC
EMCOTURN 242 yang terdapat pada Laboratorium CNC Jurusan Teknik Mesin
Politeknik Negeri Medan. Software CAD/CAM yang digunakan adalah Autocad
2004 dan Mastercam X. Untuk selanjutnya dalam penelitian ini mesin bubut CNC
EMCOTURN 242 disebut dengan mesin bubut CNC ET 242.
1.2 RUMUSAN MASALAH
Berdasarkan penjelasan di atas, maka dapat dirumuskan masalah dalam
penelitian ini yaitu:
1. Bagaimana cara menggambar benda kerja pada Autocad 2004?
2. Bagaimana cara mentransfer gambar benda kerja dari Autocad 2004 ke
Mastercam X?
3. Bagaimana cara pembuatan toolpath dan simulasi benda kerja pada
Mastercam X?
4. Bagaimana cara memperoleh program kode G pembuatan benda kerja
pada Mastercam X?
5. Bagaimana cara membuat produk dengan Mesin Bubut CNC ET 242?
1. Merencanakan proses pemesinan model Poros Roda Depan Vespa.
2. Memperoleh program kode G benda kerja yang telah diproses pada
software Mastercam X.
3. Melakukan pemuatan program kode G yang dihasilkan oleh software
Mastercam X ke mesin bubut CNC ET 242 dan melakukan penyesuaian
jika terdapat inkompatibilitas kode G tersebut dengan cara melakukan
konversi dan modifikasi.
4. Membuat produk yang telah dirancang tersebut di atas dengan
menggunakan Mesin Bubut CNC ET 242.
1.4 MANFAAT PENELITIAN
Manfaat yang diperoleh dalam penelitian ini adalah :
1. Memberikan informasi dan pengetahuan dalam memahami prinsip kerja
dan pengoperasian mesin bubut CNC secara umum.
2. Dapat menjadi sumber informasi dan pengetahuan tentang cara menyusun
pemrogramanan mesin bubut CNC ET 242 dengan cara manual maupun
dengan menggunakan software Mastercam X.
1.5 BATASAN MASALAH
Adapun batasan yang dipakai dalam penelitian ini antara lain:
1. Menggunakan software Autocad 2004 dan Mastercam X.
2. Menggunakan Mesin Bubut CNC EMCOTURN 242 yang terdapat di
Laborotorium CNC Jurusan Teknik Mesin Politeknik Negeri Medan.
3. Metode yang dipakai untuk pemrograman mesin bubut CNC ET 242
adalah pemrograman manual (online).
4. Desain detail gambar produk berupa gambar teknik yang dilampirkan pada
penelitian ini.
1.6 METODOLOGI PENELITIAN
Dalam penelitian ini dapat dibagi dalam beberapa langkah yaitu, persiapan
penelitian, desain penelitian dan analisis hasil pembuatan produk. Gambar 1.1
PERSIAPAN PENELITIAN
Software AutoCAD 2004 Gambar Benda Kerja
Software Mastercam X Aluminium (ϕ 38,1 x L 200)
Mesin Bubut CNC ET 242
PELAKSANAAN PENELITIAN
Gambar Benda Kerja pada Software AutoCAD 2004
Transfer file Gambar AutoCAD 2004 ke
Software Mastercam X
Mengatur/setup Proses Pembubutan pada
Software Mastercam X
Pengambilan Data (Program Kode G Benda Kerja)
YA kompatibel TIDAK
Konversi dan Modifikasi
Pembuatan Benda Kerja pada
Mesin Bubut CNC ET 242 Pembuatan Benda Kerja pada
Mesin Bubut CNC ET 242
ANALISIS HASIL
PEMBUATAN PRODUK
KESIMPULAN
1.7 SISTEMATIKA PENULISAN
Penulisan penelitian ini, disusun sesuai dengan format dasar penulisan
skripsi dengan beberapa penyesuaian yang diperlukan pada topik penelitian
mengenai berikut uraian sistematika penulisan yang dilakukan:
BAB 1 PENDAHULUAN
Bab ini menguraikan mengenai latar belakang penelitian, perumusan
pokok masalah, tujuan yang akan dicapai, manfaat yang dapat
diberikan, batasan permasalahan, metodologi yang digunakan dan
sistematika penulisan dari skripsi ini.
BAB 2 TINJAUAN PUSTAKA
Bab ini menguraikan tentang teori-teori yang berkaitan dengan
penelitian ini. Beberapa konsep keilmuan teknik mesin yang terkait
antara lain proses pemesinan, mesin bubut CNC dan software
CAD/CAM.
BAB 3 METODOLOGI PENELITIAN
Bab ketiga membahas langkah-langkah sistematis yang ditempuh
dalam mengerjakan penelitian ini. Hal ini dimaksudkan agar dalam
pengerjaannya, penelitian ini terarah sesuai dengan tujuan yang telah
ditetapkan. Langkah-langkah tersebut disajikan dalam suatu bagan
beserta penjelasannya masing-masing.
BAB 4 HASIL PENELITIAN DAN PEMBAHASAN
Bab keempat laporan penelitian ini merupakan hasil dan pembahasan
penelitian. Juga berisikan tentang aplikasi penggunaan software
Mastercam X ketika mendesain gambar CAD/CAM benda kerja yang
akan diproduksi menggunakan mesin Bubut CNC.
BAB 5 KESIMPULAN DAN SARAN
Bab ini berisi kesimpulan pokok dari penelitian sesuai tujuan yang
ingin dicapai, serta saran masukan untuk penelitian berikutnya
mengenai topik terkait. Bab ini dilanjutkan dengan daftar pustaka dan
BAB 2
TINJAUAN PUSTAKA
2.1 Operasi Pembubutan
Proses pemotongan logam banyak ditemukan pada industri manufaktur,
proses ini mampu menghasilkan komponen yang memiliki bentuk rumit dengan
tingkat akurasi yang tinggi. Prinsip pemotongan logam dapat diartikan sebagai
sebuah proses dari sebuah alat potong yang bersentuhan dengan sebuah benda
kerja untuk membuang permukaan benda kerja tersebut dalam bentuk geram.
Untuk melakukan proses pemotongan harus diperhitungkan kekuatan material
yang akan dipotong dengan kekuatan pahat yang akan digunakan. Pahat potong
yang digunakan harus lebih keras dari material (benda kerja) juga harus
disesuaikan dengan kecepatan potong pada proses tersebut. Untuk kecepatan
potong yang lebih tinggi dibutuhkan pahat potong yang lebih kuat.
Salah satu contoh proses pemotongan logam adalah proses bubut. Proses
ini terjadi dengan cara alat potong bergerak translasi terhadap benda kerja yang
berputar bersama pencekam (chuck), sehingga terjadi pemotongan logam dan
menghasilkan geram. Gambar 2.1 adalah skematis dari sebuah proses bubut
dimana n adalah putaran poros utama, f adalah pemakanan, dan a adalah
kedalaman potong. Pada proses bubut terdapat tiga parameter utama yang
berpengaruh terhadap gaya potong, peningkatan panas, keausan, dan kondisi
permukaan benda kerja yang dihasilkan. Ketiga parameter itu adalah kecepatan
potong (V), pemakanan (f), dan kedalaman potong (a). Kecepatan potong adalah
kecepatan keliling benda kerja dengan satuan meter per menit (m/min),
pemakanan adalah perpindahan atau jarak tempuh pahat tiap satu putaran benda
kerja dengan satuan milimeter per putaran (mm/rev), dimana arah pemakanan
adalah sejajar poros spindel (aksial), kedalaman potong adalah tebal material
terbuang pada arah radial dengan satuan milimeter (mm). Bagian-bagian serta
tatanama (nomenclature) dari alat potong yang digunakan pada proses bubut
dijelaskan pada Gambar 2.2. Menurut Kalpakjian & Schmid (2006), pahat kanan
Gambar 2.1. Skematis proses pembubutan
(Sumber: Kalpakjian & Schmid, 2006)
Gambar 2.2. Tatanama pahat kanan
(Sumber: Kalpakjian & Schmid, 2006)
Menurut Rochim (1993), setiap proses pemesinan terdapat lima elemen
dasar yang perlu dipahami, yaitu :
1. Kecepatan potong (cutting speed ) : V (m/min)
2. Kecepatan makan (feeding speed) : Vf (mm/min)
3. Kedalaman potong (depth of cut) : a (mm)
4. Waktu pemotongan (cutting time) : tc (min)
5. Laju pembuangan geram (material removal rate) : Z (cm3/min) Elemen dasar pada proses bubut dapat diketahui menggunakan rumus yang
Gambar 2.3. Proses bubut
Dengan diketahuinya besaran-besaran di atas sehingga kondisi
pemotongan dapat diperoleh sebagai berikut :
1. Kecepatan potong V =
Kecepatan potong maksimal yang diizinkan tergantung pada :
a. Bahan benda kerja, dimana makin tinggi kekuatan bahan, makin rendah
b. Bahan pahat, dimana semakin tinggi kekerasan pahat, semakin tinggi
kecepatan potong.
c. Besar asutan, dimana semakin besar gerak makan, semakin rendah
kecepatan potong.
d. Kedalaman potong, dimana semakin besar kedalaman potong, semakin
rendah kecepatan potong.
Sudut potong utama (principal cutting edge angle/kr) adalah sudut antara
mata potong utama dengan laju pemakanan (Vf), besarnya sudut tersebut
ditentukan oleh geometri pahat dan cara pemasangan pahat pada mesin bubut.
Untuk nilai pemakanan (f) dan kedalaman potong (a) yang tetap maka sudut ini
akan mempengaruhi lebar pemotongan (b) dan tebal geram sebelum terpotong (h)
sebagai berikut : Dengan demikian penampang geram sebelum terpotong adalah :
A = f . a = b . h (mm) 2.11
2.2 Mesin Bubut CNC ET 242 2.2.1 Pengertian Mesin CNC
Mesin CNC (Computer Numerically Controlled) secara singkat dapat
diartikan suatu mesin yang dikontrol oleh komputer dengan menggunakan
bahasa numerik (perintah gerakan dan berhenti dengan menggunakan kode angka
mesin akan berputar berlawanan terhadap arah jarum jam, sedang jika
diberikan perintah M03 maka spindel mesin akan berputar searah jarum jam.
Dengan adanya mesin CNC pekerjaan operator dapat dikurangi dan
digantikan dengan perintah yang telah dimasukkan dalam mesin sehingga selama
mesin sedang beroperasi, operator hanya mengawasi jalannya proses
pemesinan benda kerja, tentunya hal ini mempermudah serta mempercepat
pengerjaan suatu produk. Mesin CNC memiliki banyak keuntungan dibandingkan
dengan mesin perkakas konvesional sejenis. Keuntungan mesin CNC antara lain:
produktivitas tinggi, ketelitian pengerjaan tinggi, waktu produksi lebih cepat, biaya
pembuatan lebih murah, kapasitas produksi lebih besar, dapat digabung dengan
mesin lain, dalam hal ini adalah mesin CAD/CAM dengan perangkat tambahan
sehingga pemakaian mesin CNC akan lebih efektif, dan masih banyak lagi
keuntungan mesin CNC yang lain. (Wirawan S, 2003).
Salah satu kelemahan dalam penggunaan fasilitas
berteknologi tinggi seperti mesin CNC terutama pada harganya yang relatif mahal
dan membutuhkan operator mesin yang memiliki pengetahuan yang cukup untuk
dapat mengoperasikan mesin CNC. Selain itu mesin bubut CNC juga
membutuhkan perawatan yang khusus. Penggunaan mesin CNC memiliki
keunggulan yaitu ekonomis untuk pembuatan produk massal.
Secara umum mesin bubut CNC dapat dibedakan menjadi dua jenis yaitu
mesin bubut CNC Training Unit (TU) dan Mesin bubut Production Unit
(PU). Kedua jenis mesin tersebut pada prinsip kerjanya sama hanya dalam
penerapan dan penggunaannya yang berbeda. Mesin bubut CNC Training Unit
digunakan untuk latihan pembubutan dasar, mengerjakan pekerjaan ringan dan
ukuran benda kerja yang relatif kecil. Mesin bubut CNC Production Unit
digunakan untuk membuat produk, sehingga mesin ini dilengkapi dengan
aksesoris atau perlengkapan yang lebih kompleks dan mahal, seperti sistem
cairan pendingin otomatis, sistem chuck otomatis, konveyor pembuangan tatal
(chip) dan lain-lain. Salah satu contoh mesin bubut PU adalah mesin bubut CNC
Gambar 2.4 Mesin bubut CNC ET 242
2.2.2 Prinsip Kerja Mesin Bubut CNC ET 242
Mesin bubut CNC ET 242 adalah mesin bubut yang dikontrol oleh
komputer, sehingga semua gerakan akan berjalan secara otomatis sesuai
dengan perintah program yang diberikan, sehingga dengan program yang sama
mesin CNC dapat diperintahkan untuk mengulangi proses pelaksanaan program
secara terus-menerus (kontinyu).
Mesin bubut CNC ET 242 ini menggunakan sistem persumbuan dengan
dasar sistem koordinat Carthesius (searah jarum jam). Sistem persumbuan
tersebut seperti terlihat pada gambar dibawah
Gambar 2.5 Sumbu-sumbu mesin bubut CNC ET 242
Prinsip kerja mesin bubut CNC ET 242 adalah benda kerja berputar
sedangkan tool bergerak kearah horizontal maupun vertikal. Untuk arah
1. Sumbu X bergerak ke arah vertikal (melintang) terhadap garis sumbu
spindel mesin.
2. Sumbu Z bergerak ke arah horizontal (memanjang) terhadap garis
sumbu spindel mesin.
2.2.3 Bagian-bagian Utama Mesin Bubut CNC ET 242 2.2.3.1 Sistem Pengendali
Sistem pengendali merupakan bagian dari mesin CNC berupa panel yang
terdiri dari tombol-tombol dan dilengkapi dengan monitor. Selain itu sistem
pengendali juga dilengkapi dengan perlengkapan tambahan. Sistem pengendali
merupakan layanan langsung untuk berhubungan dengan operator. Bagan panel
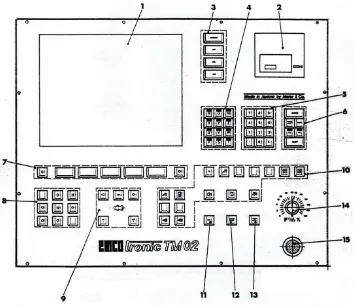
pengendali terlihat seperti gambar di bawah ini.
Gambar 2.6 Bagan panel pengendali mesin bubut CNC ET 242
(Sumber: Emco, 1990)
Keterangan gambar:
1. Monitor
3. Tombol mode
9. Tombol kecepatan poros utama
10. Tombol perlengkapan
11. Tombol reset
12. Tombol mulai siklus
13. Tombol feedhold
14. Tombol kecepatan pengasutan
15. Tombol darurat
Fungsi dari setiap bagian dari pengendali diatas adalah sebagai berikut:
1. Monitor atau layar berfungsi untuk menampilkan informasi tentang
mode utama, submode, sajian dalam mm atau inci, nomor program,
status antar aparat, alarm, sajian tombol-tombol pengendali yang aktif,
pengaturan sumbu utama, dan penunjukkan kunci-kunci yang tidak
terlihat dibalik layar (softkey).
2. Dek kaset berfungsi sebagai tempat pemasangan kaset pada mesin untuk
pembacaan dan penyimpanan program ke kaset atau floppy disk.
3. Tombol mode berfungsi untuk mengatur mode utama mesin, terdiri dari
empat tombol yaitu mode eksekusi, edit, manual dan otomatis.
4. Tombol address berfungsi untuk mengetik perintah address, terdiri dari
tombol N, G, M, X, Z, U, W, V, F, S, T dan masing-masing dilengkapi
fungsi kedua yaitu O, PSO, P, I, K, R, /, D, L dan TO.
5. Tombol angka berfungsi untuk memasukkan data berupa angka, terdiri
dari tombol 0 sampai dengan 9, titik (.) dan +/-.
6. Tombol fungsi berfungsi untuk mengatur fungsi-fungsi tertentu, terdiri
dari tombol STORE NEXT, PREV, MAN JOG, tombol pengatur
7. Tombol softkey berfungsi untuk memilih kunci-kunci yang tidak terlihat
dibalik layar dan tergantung pada mode yang sedang aktif.
8. Tombol jalan manual berfungsi untuk menggerakkan eretan secara manual.
9. Tombol kecepatan poros utama berfungsi untuk mengatur kecepatan poros
utama.
10. Tombol perlengkapan berfungsi untuk mengaktifkan peralatan
perlengkapan antara lain tombol pelumas dan penggerak bantu.
11. Tombol reset berfungsi untuk membersihkan tampilan layar dan
menghentikan jalannya program.
12. Tombol mulai siklus berfungsi untuk memulai program.
13. Tombol feedhold berfungsi untuk menghentikan sementara gerakan feed.
14. Tombol kecepatan pengasutan berfungsi untuk mengatur kecepatan
pengasutan.
15. Tombol darurat berfungsi untuk menghentikan jalannya mesin (program)
dalam keadaan darurat.
2.2.3.2 Bagian Mekanik 1. Motor utama
Motor utama adalah motor penggerak spindel untuk memutar benda kerja
yang dicekam pada chuck. Motor yang digunakan adalah jenis motor
arus bolak-balik (AC) dengan kecepatan yang bervariasi. Jenjang putaran
motor adalah 1500 – 7000 rpm dan daya masukan 10 kW.
2. Eretan
Eretan (support) adalah bagian mesin bubut yang berfungsi sebagai
penghantar pahat sepanjang alas mesin (bed). Eretan adalah gerak
persumbuan jalannya mesin. Untuk mesin bubut CNC ET 242
mempunyai dua fungsi gerakan yaitu gerakan vertikal (sumbu X) dan
horisontal (sumbu Z).
3. Motor penggerak eretan
Motor penggerak eretan berfungsi menggerakkan eretan secara vertikal
maupun horizontal, masing-masing eretan mempunyai motor penggerak
4. Stasiun Piranti
Stasiun piranti (turret) pada mesin bubut digunakan untuk menjepit
pemegang alat potong (tool holder). Stasiun piranti terdiri dari 8 stasiun
(tempat pemasangan tool holder) yang dapat diindeksikan baik secara
manual maupun secara otomatis, dimana salah satunya merupakan tempat
pemasangan setting gauge. Untuk proses pengerjaan dengan mesin
bubut CNC dapat menggunakan lebih dari satu alat potong, karena 99
nomor data alat potong dapat tersimpan dalam memori mesin.
5. Pemegang alat potong
Pemegang alat potong (tool holder) yang digunakan pada mesin bubut
adalah jenis penjepit manual. Fungsi penjepit digunakan untuk menjepit
pahat agar dapat melakukan penyayatan benda kerja. Bentuk penjepit ini
sesuai dengan bentuk rumah alat potong dan bentuk pahat yang digunakan.
6. Pahat (piranti potong)
Pahat merupakan piranti yang langsung bersentuhan dengan material
benda kerja yang berputar sehingga terjadi proses pemotongan. Pahat
sisipan yang dapat dipasang dan dilepas dari toolholder sering disebut
juga dengan insert. Insert biasa dipakai pada mesin bubut CNC. Terdapat
empat jenis pahat yang paling umum digunkan untuk pembubutan biasa
yaitu pahat roughing, finishing (copying), parting-off (grooving) dan
threading. Huruf R pada tool data berarti radius ujung pahat dalam satuan milimeter, sedangkan huruf L berarti posisi pahat.
Gambar 2.7 Pahat roughing, finishing, grooving dan threading yang
digunakan pada mesin bubut CNC ET 242.
2.2.4 Pengoperasian Mesin Bubut CNC ET 242
Pada mesin bubut CNC ET 242 terdapat 4 mode operasi yaitu mode
otomatis, edit, eksekusi, dan manual, dimana masing masing mode diaktifkan
dengan tombol AUTOMATIC, EDIT, EXC dan MAN. Mode edit berfungsi untuk
melakukan pemuatan atau penulisan program secara langsung (on line) maupun
dari kaset. Pada mode edit juga memungkinkan untuk mengedit program yang
telah tersimpan. Pada mode manual, mesin dapat dioperasikan secara manual
contohnya menggerakkan eretan, memutar poros spindel, mengindeksikan turret
dan sebagainya. Hal ini dimungkinkan dengan cara menekan tombol yang sesuai
dengan gerakan yang diinginkan. Pada mode eksekusi dan otomatis, mesin dapat
dioperasikan dengan cara menjalankan program yang telah tersimpan dalam
memori mesin dengan terlebih dahulu membuka program tersebut pada mode edit.
Mesin Bubut CNC ET 242 hanya dapat dioperasikan melalui panel
pengendali. Panel pengendali adalah panel yang terdiri dari tombol-tombol yang
berfungsi untuk mengendalikan operasi mesin. Panel pengendali terdiri dari
beberapa kelompok tombol antara lain:
1. Tombol alamat (address)
2. Tombol mode
3. Tombol softkey
4. Tombol fungsi, dan
5. Tombol pengendali.
a. Tombol alamat
Tombol alamat terdiri dari beberapa tombol beserta fungsinya seperti di
bawah ini:
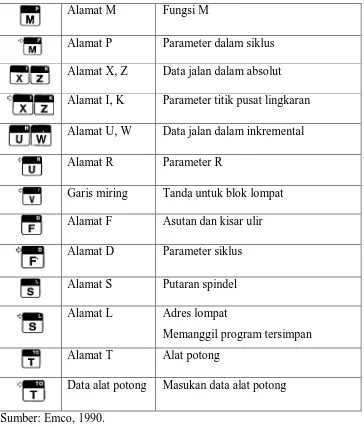
Tabel 2.1 Tombol alamat dan fungsinya.
Tombol Arti Fungsi
Alamat N Untuk nomor blok
Alamat O Untuk nomor program
Alamat G Fungsi G
Alamat M Fungsi M
Alamat P Parameter dalam siklus
Alamat X, Z Data jalan dalam absolut
Alamat I, K Parameter titik pusat lingkaran
Alamat U, W Data jalan dalam inkremental
Alamat R Parameter R
Garis miring Tanda untuk blok lompat
Alamat F Asutan dan kisar ulir
Alamat D Parameter siklus
Alamat S Putaran spindel
Alamat L Adres lompat
Memanggil program tersimpan
Alamat T Alat potong
Data alat potong Masukan data alat potong
Sumber: Emco, 1990.
b. Tombol mode
Tombol mode berfungsi sebagai tombol untuk memilih mode yang akan
diaktifkan. Tombol mode terdiri atas beberapa tombol yaitu:
Tabel 2.2 Tombol mode dan fungsinya.
Tombol Mode Fungsi
Manual Pelayanan manual
Edit Masukkan program dengan program relevan,
masukan data untuk penggeseran dan alat
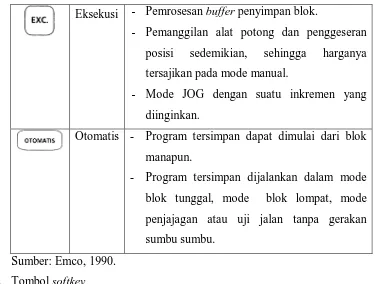
Eksekusi - Pemrosesan buffer penyimpan blok.
- Pemanggilan alat potong dan penggeseran
posisi sedemikian, sehingga harganya
tersajikan pada mode manual.
- Mode JOG dengan suatu inkremen yang
diinginkan.
Otomatis - Program tersimpan dapat dimulai dari blok
manapun.
- Program tersimpan dijalankan dalam mode
blok tunggal, mode blok lompat, mode
penjajagan atau uji jalan tanpa gerakan
sumbu sumbu.
Sumber: Emco, 1990.
c. Tombol softkey
Tombol softkey berfungsi untuk memilih sub menu dari masing-masing
mode dan tertera pada bagian bawah layar monitor.
i. Softkey pada mode manual antara lain grafik hidup, status, mode sajian, referensi dan ganti alat potong.
ii. Softkey pada mode eksekusi antara lain grafik hidup, status dan mode sajian.
iii. Softkey pada mode edit antara lain port kaset, port RS 232 dan port parallel.
iv. Softkey pada mode otomatis antara lain grafik hidup, ststus, mode sajian, penjajagan, tunggal dan lompat.
d. Tombol fungsi
Tombol fungsi berguna sebagai tombol yang berhubungan dengan
penulisan program maupun perintah pada mesin.
Tabel 2.3 Tombol fungsi dan fungsinya.
Tombol Mode Fungsi
Edit
Eksekusi
Manual
Dalam bidang CNC, ENTER berarti:
- Menyimpan ke memori
Otomatis - Pemanggilan T atau Pencatat PSO, N, O, INT,
pengambil alihan langsung data alat potong
Edit Eksekusi
Kata harus dikukuhkan dengan ENTER bila
dimasukkan. Jika memasukkan kata misal G01,
G01 muncul pada layar tapi tidak tersimpan
sampai ENTER ditekan.
Manual Masukan harga F, S harus dikukuhkan dengan
ENTER.
Edit
Eksekusi
Melompat maju secara blok
Edit
Eksekusi
Melompat kembali ke blok awal (tombol ENTER
ditekan bersamaan dengan tombol SHIFT)
Edit Pemanggilan alat potong atau pencatat
penggeseran posisi
Edit
Eksekusi
Manual
Otomatis
SHIFT disini berarti mengalihkan. Bila tombol
tersebut ditekan, LED tombol SHIFT menyala.
LED nya akan padam, bila tombol ditekan
kembali.
Edit
Eksekusi
Otomatis
Memilih alamat sebelah atas pada tombol alamat
Edit
Eksekusi
Bila kursor berada pada kata, menekan tombol
SHIFT dan ENTER bersamaan berarti kembali ke
awal blok
Manual Spindel berputar berlawanan arah jarum jam bila
menekan tombol SHIFT dan ON bersamaan
Edit
Eksekusi
C.E. = Clear Entry – berarti menghapus masukan.
Edit
Eksekusi
Menghapus masukan terakhir (angka)
Edit
Eksekusi
Manual
Otomatis Edit
Eksekusi
C. BL. = Clear Block – berarti menghapus blok.
Edit Penghapusan blok dalam memori program dan
buffer penyimpan blok.
Eksekusi Penghapusan blok dalam buffer penyimpan blok
Edit
Eksekusi
Manual
C. W. = Clear Word – berarti menghapus kata.
Kata harus dipilih.
Edit C. PR. = Clear Program – berarti menghapus
program. Nomor program harus dipilih. Layar
harus menyajikan "found/ ditemukan".
Edit
Eksekusi
Otomatis
Membuka halaman dari program terpanggil
(secara blok).
Edit Penyimpanan blok dari buffer penyimpan blok ke
dalam memori utama. Blok diakhiri dengan
STORE NEXT. Pada saat yang sama terjadi
lompatan ke blok berikutnya.
Catatan:
STORE NEXT harus ditekan meskipun setelah
meralat dalam satu blok. Jika tidak harga ralatan
tidak terambil alih ke dalam memori utama.
Edit
Eksekusi
Otomatis
Pengerjaan balik secara blok dalam program.
Sumber: Emco, 1990.
e. Tombol pengendali
Tombol pengendali adalah tombol yang digunakan untuk mengendalikan
Tabel 2.4 Tombol pengendali dan fungsinya.
Tombol Arti dan Fungsi
Tingkat putaran spindel
Mengatur putaran spindel
Tingkat asutan
Mengatur kecepatan asutan aktif sebesar 0% - 120%
(kecuali pada penguliran)
Tombol gerak manual (Manual Jog)
Untuk mengerakkan eretan secara manual, tombol
MAN JOG (manual jog) harus ditekan bersamaan
dengan tombol arah.
Tombol spindel ON
Menghidupkan spindel
Tombol spindel OFF
Mematikan spindel
Tombol satu benda kerja
Mengaktifkan mode satu benda kerja
Tombol pelumasan pusat
Menghidupkan dan mematikan pompa pelumasan
Tombol penggerak bantu ON
Menghidupkan penggerak bantu (eretan)
Tombol penggerak bantu OFF
Mematikan penggerak bantu (eretan)
Tombol revolver pahat
Mengindeksikan revolver pahat, tombol revolver
pahat harus ditekan bersamaan tombol MAN JOG
Tombol pendingin
Menghidupkan dan mematikan aliran air pendingin
Tombol alat pencekam
Membuka dan menutup alat pencekam (chuck)
Tombol kepala lepas (tail stock)
Menggerakkan sumbu kepala lepas
Sumber: Emco, 1990.
2.2.5 Sistem Pemrograman Mesin Bubut CNC ET 242
Mesin CNC adalah mesin yang dikendalikan oleh perintah berupa kode
numerik dimana kumpulan kode ini akan membentuk sebuah program NC. Suatu
program NC berisi semua perintah dan informasi yang diperlukan untuk
pengerjaan benda kerja (Emco, 1990). Maka, faktor yang penting pada pekerjaan
mesin-mesin CNC adalah memrogram. Memrogram CNC adalah bagian
persiapan pekerjaan dan meliputi pengetahuan mengenai bahasa mesin itu sendiri.
Menurut Hollebrandse (1993), memrogram adalah menetapkan dalam kode dari
posisi-posisi perkakas itu terhadap benda kerjanya, dimana diperhitungkan dengan
aspek-aspek teknologi dari hasil pekerjaan dan kemungkinan-kemungkinannya
dari mesin, perkakas dan benda kerja. Beberapa hal yang perlu diperhatikan dalam
menulis sebuah program CNC, antara lain:
1. Petunjuk-petunjuk benda kerja yang bersangkutan.
2. Metode-metode pengerjaan.
Seorang programmer harus mempunyai pengetahuan yang mendasar dan
pengertian yang berhubungan dengan :
1. Gambar kerja.
2. Urutan pengerjaan.
3. Aspek teknologi pada metode produksi yang digunakan.
4. Teknik pemasangan/pemuatan benda kerja dan piranti.
Program itu dibangun dari perintah-perintah yang ditulis dalam kode ISO
ataupun DIN, yang dapat dikerjakan dengan mengendalikannya. Sebuah program
dibagi lagi dalam aturan-aturan, tiap aturan mulai dengan sebuah nomor aturan.
Beberapa cara pengendalian menempatkan kata-kata dalam urutan tertentu. Cara
pengendalian mesin CNC itu sebenarnya merupakan proses menyusun informasi,
fungsi-fungsi mesin dan gerakan-gerakan. Dengan demikian, persyaratan agar hasil
produksi sesuai keinginan perancang adalah bahwa cara-cara pengendalian itu
telah berisi informasi dan cara yang benar.
Di dalam informasi dikenal dari sejumlah paket petunjuk, garis-garis arah
dan untuk pembuatannya memerlukan syarat pengetahuan di bidang konstruksi
dan pengetahuan yang lengkap atas mesin yang akan digunakan. Informasi
tersebut dapat dibedakan menjadi:
1. Informasi geometri.
2. Informasi teknologi.
Informasi geometri adalah informasi yang berhubungan dengan bentuk dan
ukuran dari bahan kasar (stock) dan bentuk akhir dan ukuran produk. Informasi
geometri merupakan bagian program CNC yang berisi koordinat-koordinat
lintasan atau titik posisi sumbu. Ada tiga jenis koordinat yang terdapat pada
informasi geometri antara lain:
1. Point entry (positioning) adalah posisi (koordinat) peletakan awal tool sebelum penyayatan.
2. Toolpath adalah titik – titik koordinat yang dilintasi oleh tool.
3. Point exit (lift off) adalah posisi (koordinat) pembebasan tool setelah penyayatan.
Informasi teknologi berisi antara lain tentang kecepatan pemakanan atau
asutan (feeding) dan kecepatan putaran spindel, dimana harus memperhitungkan
beberapa hal antara lain:
1. Material benda kerja
2. Piranti-piranti yang digunakan
3. Kondisi pembubutan (kecepatan potong, asutan dan kedalaman potong)
4. Metode pemasangan piranti/pemuatan benda kerja
5. Pengerjaan dan urutannya satu sama lain
6. Toleransi ukuran dan bentuk, kualitas permukaan, piranti-piranti dan
2.2.5.1Struktur Program Emcotronic TM 02
Menurut Widarto (2008), suatu program NC, dilihat dari segi struktur
isinya terdiri dari tiga bagian utama, yaitu bagian pembuka, bagian isi, dan bagian
penutup. Bagian pembuka selalu terletak pada bagian awal program, bagian isi
terletak pada bagian tengah, dan bagian penutup terletak pada bagian akhir
program
Bagian pembuka (header) adalah bagian awal program yang berisi
perintah-perintah pengoperasian awal suatu mesin perkakas, sebelum langkah
pemesinan utama (pemotongan) dimulai. Perintah-perintah yang termasuk dalam
bagian pembuka sebagai berikut:
1. Perintah untuk memindahkan titik nol mesin ke posisi tertentu agar
berimpit dengan titik nol benda kerja. Perintah ini disebut pemindahan
titik nol mesin (Position Shift Offset atau disingkat PSO).
2. Perintah pemilihan sistem pemrograman, apakah dikehendaki mesin
bekerja dengan sistem absolut atau inkremental.
3. Perintah menentukan jumlah putaran spindel mesin dan arah putarannya.
4. Perintah menentukan besarnya kecepatan pemakanan (feeding).
5. Perintah memilih jenis alat potong dan tool offset.
6. Perintah mengalirkan air pendingin.
Bagian isi suatu program NC adalah bagian inti dari pekerjaan pemesinan.
Perintah-perintah pada bagian isi meliputi perintah gerak relatif alat potong
terhadap benda kerja menuju titik-titik koordinat yang telah ditentukan guna
melakukan proses pemotongan. Proses-proses ini dapat berupa gerak interpolasi
lurus, interpolasi radius, gerakan pemosisian, membuat lubang (drilling), proses
penguliran (threading), pembuatan alur (grooving), dan sebagainya tergantung
dari bentuk geometri produk yang akan dihasilkan.
Bagian penutup program (footer) berisi perintah-perintah untuk
mengakhiri suatu proses pemesinan. Inti perintahnya adalah memberi instruksi
kepada mesin untuk berhenti dan melepas benda kerja yang telah selesai
dikerjakan dan memasang benda kerja baru untuk proses pembuatan produk
berfungsi membatalkan perintah yang diberikan pada bagian pembuka dan
biasanya meliputi:
1. Perintah menghentikan aliran cairan pendingin
2. Perintah menghentikan putaran spindel mesin
3. Perintah pembatalan PSO
4. Perintah pembatalan kompensasi pahat, dan
5. Perintah menutup program (end-program).
Bahasa pemrograman mesin yang mendasar adalah kode ISO. Akan tetapi
tidak semua pabrik memakai standar ISO ataupun DIN. Sebuah program dalam
kode ISO dibangun dari kolom-kolom dan aturan-aturan. Jumlah kolom
ditentukan oleh sejumlah fungsi. Sebuah program terdiri dari huruf-huruf,
angka-angka dan karakter-karakter secara berurutan.
Menurut Smid (2003), terdapat beberapa istilah dasar pada pemrograman
pada mesin bubut CNC antara lain karakter, kata, blok dan program. Pada mesin
bubut CNC ET 242 istilah-istilah tersebut disertai ketentuan yang harus diikuti
dalam memrogram mesin bersangkutan.
1. Karakter
Tiap unsur informasi, dalam hal ini dapat huruf, angka, titik, tanda plus
atau minus atau karakter khusus.
2. Aturan (block) :
Suatu aturan terdiri dari kumpulan kata-kata dan berisi semua informasi
untuk melaksanakan sebuah pengerjaan. Sebuah aturan atau kaidah disebut
juga blok. Dalam petunjuk pemrograman mesin, dicantumkan pula
berbagai fungsi yang dapat diprogram dalam satu aturan. Sebuah sistem
yang bekerja dengan alamat-alamat, memberikan urutan petunjuk untuk
dipertukarkan dalam sebuah aturan, karena alamat-alamat itu mengirim
beberapa petunjuk-petunjuk ke daftar-daftar yang sesuai. Agar jelas dan
sejauh mungkin mengurangi kesalahan-kesalahan yang sekiranya ada,
maka disarankan dibuat dengan urutan yang tetap.
Panjang blok maksimal dapat bervariasi antara 3 dan 4 baris
tergantung pada kata-kata yang diprogram. Bila panjang blok maksimal
jelas, dianjurkan menyusunnya yang logis. Suatu blok biasanya terdiri atas
beberapa kata.
3. Alamat (address)
Sebuah alamat (address) adalah suatu huruf yang berhubungan dengan arti
yang tertentu. Sebuah huruf dalam kata itu disebut alamat (kebanyakan
dari merupakan huruf permulaan dari sebuah kata dalam bahasa Inggris).
Dengan cara pengalamatan, maka cara pengendalian dibedakan dalam
berbagai perintah-perintah. Sejumlah kata-kata bersama membentuk suatu
cara pengendalian instruksi yang dapat dilaksanakan. Dalam sebuah aturan
program dapat terjadi informasi sebagai berikut:
Gambar 2.8 Struktur program pada sebuah blok
(Sumber: Hollebrandse, 1993)
4. Kata (word):
Suatu kata terdiri dari sebuah huruf dan beberapa angka (alamat dan
sebuah bilangan). Kata terdiri atas satu huruf (address) dan kombinasi
angka. Setiap alamat (address) mempunyai arti tertentu, menurut harga
gabungan numeris yang sesuai. Address-address dan artinya, diuraikan
dalam petunjuk pemrograman mesin yang bersangkutan.
2.2.5.2Uraian Tentang Alamat (Address) 1. Alamat N
Nomor aturan dipakai untuk menetapkan aturan-aturan. Pekerjaan
diselesaikan menurut aturan yang diprogramkan, jadi tidak dalam urutan
penting dalam pengerjaannya mengingat program-program di bawahnya
atau untuk menginformasikan aturan-aturan yang harus diulangi.
2. Alamat X, Z, U, W, I dan K
Titik tujuan dalam sistem koordinat absolut ditetapkan dengan X dan Z.
Sistem koordinat aslinya adalah M (titik nol mesin) atau titik W (titik nol
benda kerja) yang dapat ditentukan dengan PSO. Ukuran X diberikan
sebagai diameter (penetapan pabrik). Dengan parameter L0, bit 0 pada
monitor pemakai juga dapat menetapkan pemrograman X sebagai radius.
Data jalannya dalam inkremental diberikan dengan U dan W, sedangkan I
dan K adalah parameter interpolasi untuk pemrograman busur lingkaran.
3. Alamat G
Alamat G merupakan fungsi persiapan yang bertujuan agar mesin
mempersiapkan diri untuk melaksanakan perintah-perintah tertentu. Di sini
kita bedakan menjadi Fungsi-fungsi persiapan gerakan, misalnya G00,
G01, G02 dan G03; dan fungsi-fungsi persiapan setelan pendahulu,
misalnya G90, G91, dan G56.
Sebuah fungsi persiapan gerakan bersamaan dari petunjuk-petunjuk
dimensi dan menimbulkan perpindahan-perpindahan eretan.
Sebuah fungsi persiapan penyetelan pendahulu adalah sangat penting
dalam hal pengendalian pengerjaan.
Tabel 2.5 Struktur dan status mula fungsi G pengendali ET 242
Grup 0
Interpolasi melingkar searah jarum jam
Interpolasi melingkar berlawanan arah jarum jam
Waktu tinggal diam
Pemotongan ulir dalam blok tunggal
Siklus pembubutan memanjang dan melintang
Siklus penguliran
Siklus pengaluran
Siklus pemboran dengan pemutusan tatal
Grup 1
Data asutan dalam mm/min atau 1/100 inci/min Data asutan dalam μm/rev. atau 1/10.000 inci/rev. Grup 3 ** G53
G54
G55
Membatalkan titik nol benda kerja 1 dan 2
Memanggil titik nol benda kerja 1
Memanggil titik nol benda kerja 2
Grup 4 * G92 1. Pembatasan kecepatan
2. Penggantian koordinat titik nol benda kerja PSO 5
Grup 5 ** G56
G57
G58
G59
Membatalkan titik nol benda kerja 3, 4 dan 5
Memanggil titik nol benda kerja 3
Memanggil titik nol benda kerja 4
Memanggil titik nol benda kerja 5
Grup 6 *
Data pengukuran dalam inci
Data pengukuran dalam mm
Grup 8 ** G40
G41
G42
Netralisasi koreksi tool
Koreksi tool ke arah kiri
Koreksi tool ke arah kanan
Sumber: Emco, 1990.
Keterangan:
* Efektif secara blok
** Status Mula
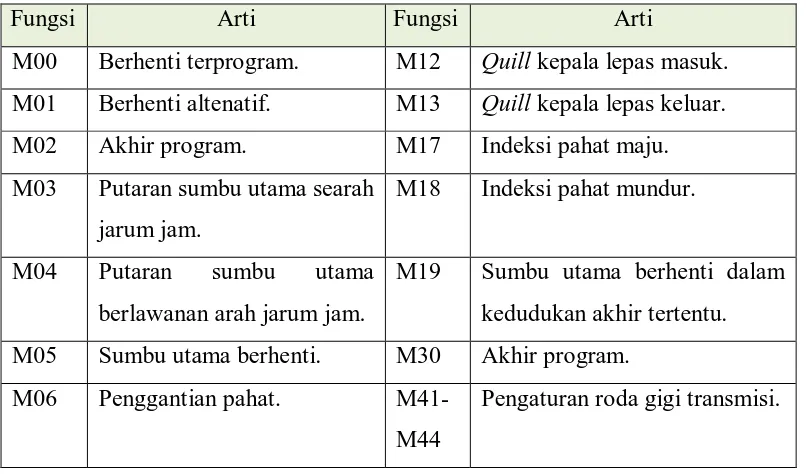
□ Status mula dapat ditentukan dalam mode monitor pemakai (MON) 4. Alamat M
Alamat M (Miscellaneous) merupakan fungsi pembantu yang memberi
informasi tentang arah putaran, pendingin, proses gerak dan memasukkan
atau mencabut saklar fungsi-fungsi mesin tertentu. Dengan alamat M,
Tabel 2.6 Struktur dan status mula fungsi M pengendali ET 242
Grup 0 M03 M04
M05
M19
Putaran sumbu utama searah jarum jam
Putaran sumbu utama berlawanan arah jarum jam
Sumbu utama berhenti
Sumbu utama berhenti tepat
Grup 1
Program berakhir dan kembali keawal program
Grup 3
Sumbu kepala lepas mundur
Sumbu kepala lepas maju
Grup 7 M23
M24
Penangkap benda kerja mundur
Penangkap benda kerja maju
Grup 8 □ □
M50
M51
Pembatalan logik arah revolver pahat
Pemilihan logik arah revolver pahat
Grup 9 **□ □
M52
M53
Pembatalan pintu pelindung tatal otomatis
Pengaktifan pintu pelindung tatal otomatis
Sumber: Emco, 1990.
Catatan:
* Efektif secara blok
** Status mula
□ Status mula dapat ditentukan dalam mode monitor pemakai (MON) 5. Alamat S
Besar putaran atau kecepatan potong (V) diprogram dengan alamat S
(speed). Pada mesin mesin bubut mempunyai beberapa kemungkinan,
tergantung dari kode G yang diaktifkan. Beberapa ketentuan pada alamat S
a) S dalam hubungannya dengan G96.
Kecepatan potong diprogram dalam mm/menit atau inchi/menit.
Kode G96 itu dengan alamat S100 artinya kecepatan potong
konstan 100 m/menit.
b) S dalam hubungannya dengan G97.
Kecepatan putaran sumbu utama diprogram dalam putaran/menit.
Kode G97 yang diikuti oleh alamat S1000 itu artinya jumlah
putaran konstan 1000 putaran/menit.
c) S dalam blok dengan G92
Di program batas kecepatan sumbu utama tertinggi. Kode G92
yang diikuti oleh alamat S3000 artinya jumlah putaran tertinggi
3000 putaran/menit.
d) S dalam blok dengan M19.
Di program posisi berhenti dari sumbu utama.
6. Alamat F
Kecepatan asutan (Vf) itu diprogram dengan alamat F (feed). Pada mesin bubut, kecepatan tersebut dinyatakan dalam μm/putaran. Penunjukkan
F100 dalam sebuah program bubut berarti 100 μm/putaran dan sama
dengan 0,1 mm/putaran. Menjalankan dalam mm/menit atau mm/putaran
tergantung pada kode G yang aktif, dimana berlaku ketentuan:
a) F dalam hubungannya dengan G94.
Dengan alamat F, asutan diprogram sebagai kecepatan asutan
dalam mm/menit (inchi/menit).
b) F dalam hubungannya dengan G95.
Asutan ditetapkan dalam μm/putaran atau inchi/putaran. c) F dalam hubungannya G33 dan G85.
Dengan F diprogram kisar ulir dalam mm dan inchi. Saat sakelar
mesin bubut diaktifkan maka G95 otomatis akan dipanggil. Selama
program bekerja, untuk hampir semua mesin CNC kecepatan
asutannya masih mungkin untuk diatur dengan tombol tingkat
7. Alamat R, P dan D
Pada R dituliskan radius ujung pahat. Jenis pelaksanaan khusus dalam
siklus diprogram dengan parameter P dan D.
8. Alamat O
Alamat O ditetapkan untuk nomor-nomor program NC. Nomor program
ini dipakai sebagai tanda pengenal, misal dari program yang tersimpan
pada kaset dan sebagai tanda awal program.
9. Alamat T
Alamat T (tool) dilengkapi dengan sebuah bilangan untuk memberikan
informasi stasiun piranti yang harus diaktifkan. Pada beberapa cara
pengendalian, nomor piranti diikuti langsung oleh nomor koreksi tool (tool
offset). Dengan kata T, alat potong (posisi revolver pahat) dan data pahat dipanggil. Misalnya T0101 memiliki arti stasiun piranti yang diaktifkan
adalah stasiun nomor 01 dan data tool yang aktif adalah nomor 01.
10. Alamat L
Dalam kebanyakan cara-cara pengendalian, huruf L (loop) digunakan
untuk membuat sebuah pengulangan. Dengan menempatkan L di
belakangnya, maka kita informasi berapa kali sebuah bagian tertentu dari
program harus diulangi. Alamat L juga dipakai sebagai pencatat posisi
pahat.
11. / (tanda belah) atau blockship
Untuk beberapa hal (percobaan pemotongan, produksi masal) adalah
bermanfaat jika blok-blok dapat dilompati. Blok-blok yang dilompati
ditandai dengan garis miring. Garis miring ini harus ditempatkan setelah
nomor bloknya.
2.2.5.3Ketentuan Urutan Kata-kata pada Emcotronic TM 02
Selain dari urutan X(U), Z(W) dalam siklus G84, G85, G86, tidak ada
ketentuan mutlak tentang urutan kata. Namun, untuk memperoleh struktur
program yang jelas, diharapkan memperhatikan urutan-urutan berikut ini:
a. Setiap blok dimulai dengan nomor blok.