PERANCANGAN ULANG TATALETAK FASILITAS
MENGGUNAKAN METODE
FUZZY ANALITYCAL
HIERARCHY PROCESS
PADA PT. HADI BARU
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
ALFENSIUS ROMYCO NIM. 0 4 0 4 0 3 0 6 0
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
PERANCANGAN ULANG TATALETAK FASILITAS
MENGGUNAKAN METODE
FUZZY ANALITYCAL
HIERARCHY PROCESS
PADA PT. HADI BARU
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
ALFENSIUS ROMYCO 0 4 0 4 0 3 0 6 0
Disetujui Oleh :
Dosen Pembimbing I Dosen Pembimbing II
(Prof.Dr.Ir. A. Rahim Matondang,MSIE) (Ir.Ukurta Tarigan, MT)
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis sampaikan ke hadirat Tuhan Yang Maha Esa atas semua berkat, rahmat, lindungan dan kasihNya sehingga penulis dapat menyelesaikan Tugas Sarjana pada waktu yang telah ditentukan.
Kegiatan penelitian ini dilakukan di PT. Hadi Baru jalan Medan-Binjai yang dijadikan sebagai salah satu syarat dari beberapa syarat yang telah ditentukan untuk dapat memperoleh gelar Sarjana Teknik di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
Adapun judul Tugas Sarjana ini adalah “Perancangan Ulang Tataletak Fasilitas Menggunakan Metode Fuzzy Analiytical Hierarchy Process Pada PT. Hadi Baru ”.
Penulis menyadari bahwa masih banyak terdapat kekurangan pada Tugas Sarjana ini, oleh karena itu penulis mengharapkan adanya kritik dan saran yang membangun dari pembaca untuk dapat menyempurnakan Tugas Sarjana ini.
Akhir kata penulis mengucapkan terima kasih dan semoga tugas sarjana ini bermanfaat bagi seluruh pembaca dan kita semua.
UNIVERSITAS SUMATERA UTARA, MEDAN PENULIS.
Februari 2009
UCAPAN TERIMA KASIH
Pada kesempatan ini penulis hendak mengucapkan terima kasih kepada: 1. Bapak Prof.Dr.Ir. A. Rahim Matondang,MSIE sebagai Dosen Pembimbing
I Tugas Sarjana yang telah membimbing dan mengarahkan penulis untuk menyelesaikan Tugas Sarjana ini.
2. Bapak Ir. Ukurta Tarigan,MT sebagai Dosen Pembimbing II Tugas Sarjana yang telah membimbing dan mengarahkan penulis untuk menyelesaikan Tugas Sarjana ini.
3. Bapak Sofyan, selaku direktur produksi pabrik PT. Hadi Baru yang telah memberikan kesempatan kepada penulis untuk melakukan kegiatan penelitian di perusahaan tersebut beserta Bapak Ikhsan sebagai pembimbing lapangan yang mengarahkan penulis di pabrik.
4. Drs. A. Simangunsong dan Romaida Manik sebagai orang tua penulis yang selalu memberi dukungan dan keyakinan bagi pengerjaan Tugas Sarjana ini beserta Mario Dovani dan Eky Christypindo yang merupakan adik-adik penulis yang selalu memprovokasi penulis dalam pengerjaan tugas sarjana ini.
6. Nando, Nuel, Herman, Boim, Bdoel, Dame, Valen, Yuri, Yetti, Marotop dan NDT sebagai rekan asisten Laboratorium Tataletak Pabrik dan Pemindahan Bahan yang memberikan dukungan dan semangat selama penyusunan Tugas Sarjana ini.
DAFTAR ISI
BAB HALAMAN
HALAMAN JUDUL ... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
DAFTAR ISI... vi
DAFTAR GAMBAR ... xiv
DAFTAR TABEL ... xv
DAFTAR LAMPIRAN ... xvii I. PENDAHULUAN
1.1. Latar Belakang ... I-1 1.2. Perumusan Masalah ... I-2 1.3. Tujuan Penelitian ... I-2 1.4. Manfaat penelitian... I-2 1.5. Pembatasan Masalah dan Asumsi ... I-3 1.6. Sistematika Penulisan Laporan ... I-4 II. GAMBARAN UMUM PERUSAHAAN
DAFTAR ISI (Lanjutan)
2.5. Struktur Organisasi Perusahaan ... II-4 2.5.1. Pembagian Tugas Dan Wewenang ... II-5 2.5.2. Jumlah Tenaga Kerja Dan Jam Kerja... II-10 2.5.2.1. JumlahTenaga Kerja ... II-10 2.5.2.2. Jam Kerja ... II-11 2.6. Proses Produksi ... II-12 2.6.1. Spesifikasi Produk ... II-12 2.6.2.Uraian Proses ... II-14 2.6.3. Bahan Baku, Bahan Tambahan Dan Bahan Penolong ... II-17 2.6.3.1. Bahan Baku ... II-17 2.6.3.2. Bahan Tambahan ... II-19 2.6.3.3. Bahan Penolong ... II-19 2.6.4. Mesin Dan Peralatan ... II-20 2.6.4.1. Mesin Produksi ... II-20 2.6.4.2. Peralatan ... II-23 III. LANDASAN TEORI
DAFTAR ISI (Lanjutan)
3.4.3. Synthesis Of Priority... III-8 3.4.4. Logical Consistency... III-8 3.5. Teori Fuzzy... III-10
3.5.1. Variabel Linguistik ... III-11 3.5.2. Fungsi Keanggotaan ... III-12 3.5.3. Cara Mendapatkan Fungsi Keanggotaan... III-12 3.5.4. Fuzzy Decision Making System (FMDS)... III-13 3.6. Fuzzy Analytical Hierarchy Process ... III-15 IV. METODOLOGI PENELITIAN
4.1. Sifat Penelitian ... IV-1 4.2. Objek Penelitian ... IV-3 4.3. Metode Pengumpulan Data ... IV-3 4.4. Metode Pengolahan Data ... IV-4 4.4.1. Menyusun Strktur Hirarki AHP ... IV-4 4.4.2. Fuzzification Interface ... IV-5
DAFTAR ISI (Lanjutan)
4.5. Analisis Pemecahan Masalah ... IV-8 4.6. Kesimpulan Dan Saran ... IV-9 V. PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data ... V-1 5.1.1. Penentuan Kriteria Yang Dipilih ... V-1 5.1.2. Perancangan Proses Pengukuran ... V-1 5.1.2.1. Kriteria Aliran Bahan ... V-2 5.1.2.2. Kriteria Aliran Informasi ... V-2 5.1.2.3. Kriteria Aliran Peralatan ... V-2 5.1.2.4. Kriteria Aliran Tenaga Kerja ... V-3 5.1.3. Matriks Perbandingan Berpasangan untuk keseluruhan
Kriteria... V-3 5.1.4.Pengumpulan Data Frekuensi Untuk Masing-Masing
DAFTAR ISI (Lanjutan)
5.2.3. Proses Penyusunan Fungsi Keanggotaan Untuk Masing-
Masing Kriteria... V-16 5.2.3.1. Penyusunan Fungsi Keanggotaan Kriteria
Aliran Bahan ... V-17 5.2.3.2. Penyusunan Fungsi Keanggotaan Kriteria
Aliran Informasi ... V-18 5.2.3.3. Penyusunan Fungsi Keanggotaan Kriteria
Aliran Peralatan ... V-20 5.2.3.4. Penyusunan Fungsi Keanggotaan Kriteria
Aliran Tenaga Kerja ... V-21 5.2.4. Konversi Nilai Kriteria Ke Dalam Variabel Linguistik ... V-23
5.2.4.1. Konversi Nilai Kriteria Aliran Bahan Ke Dalam
Variabel Linguistik ... V-23 5.2.4.2. Konversi Nilai Kriteria Aliran Informasi Ke Dalam
Variabel Linguistik ... V-25 5.2.4.3. Konversi Nilai Kriteria Aliran Peralatan Ke Dalam
Variabel Linguistik ... V-25 5.2.4.4. Konversi Nilai Kriteria Aliran Tenaga Kerja Ke
Dalam Variabel Linguistik ... V-27 5.2.5. Proses Penyusunan Fungsi Keanggotaan Untuk Bobot
DAFTAR ISI (Lanjutan)
5.2.6. Penyusunan Rating Tingkat Kedekatan Antar Ruangan ... V-30 5.2.7. Penyusunan Aturan IF-THEN ... V-31 5.2.7.1. Kriteria Aliran Bahan ... V-31 5.2.7.2. Kriteria Aliran Informasi ... V-32 5.2.7.3. Kriteria Aliran Peralatan ... V-33 5.2.7.4. Kriteria Aliran Tenaga Kerja ... V-33 5.2.8. Proses Logika Pengambilan Keputusan ... V-34
5.2.8.1. Pengambilan Keputusan Kedekatan Ruangan
Aliran Bahan ... V-34 5.2.8.2. Pengambilan Keputusan Kedekatan Ruangan
Aliran Informasi ... V-36 5.2.8.3. Pengambilan Keputusan Kedekatan Ruangan
Aliran Peralatan ... V-36 5.2.8.4. Pengambilan Keputusan Kedekatan Ruangan
Aliran Tenaga Kerja ... V-39 5.2.9. Proses Defuzzifikasi ... V-39 5.2.10. Penyusunan Crisp Activity Relationship Chart ... V-40 5.2.11. Perancangan Layout Baru ... V-40 VI. ANALISIS PEMECAHAN MASALAH
DAFTAR ISI (Lanjutan)
6.1.2. Analisa Kriteria Aliran Informasi ... VI-2 6.1.3. Analisa Kriteria Aliran Peralatan ... VI-2 6.1.4. Analisis Kriteria Aliran Tenaga Kerja ... VI-3 6.2. Analisis Crisp Activity Relationship Chart (CARC) ... VI-4 6.3. Penentuan Rancangan Layout Alternatif Sebagai Layout Usulan .. VI-5 6.3.1. Analisis Rancangan Layout Alternatif 1 ... VI-5 6.3.2. Analisis Rancangan Layout Alternatif 2 ... VI-6 6.3.3. Analisis Rancangan Layout Alternatif 3 ... VI-7 6.4. Pemilihan Layout Usulan ... VI-8 6.5. Analisis Perbedaan Layout Awal Dan Layout Usulan ... VI-9 VII. KESIMPULAN DAN SARAN
7.1. Kesimpulan … ... VII-1 7.2. Saran ………... VII-1 DAFTAR PUSTAKA
DAFTAR GAMBAR
GAMBAR HALAMAN Gambar 2.1. Struktur Organisasi PT. Hadi Baru ... II-6
DAFTAR TABEL
TABEL HALAMAN Tabel 2.1. Jenis SIR melalui Uji Laboratorium ... II - 3
Tabel 2.2. Jumlah Penjualan Crumb Rubber PT. Hadi Baru Medan ... II - 3 Tabel 2.3. Perincian Tenaga Kerja PT. Hadi Baru s.d Bulan Oktober 2004 II -11 Tabel 3.1. Dasar Perbandingan Kriteria ... III-7 Tabel 5.1. Matriks Perbandingan Berpasangan Performansi Tata Letak ... V-4 Tabel 5.2. Matriks Frekuensi Perpindahan Aliran Bahan Per tahun ... V-5 Tabel 5.3. Matriks Frekuensi Aliran Bahan Yang Telah Dinormalkan ... V-6 Tabel 5.4. Matriks Frekuensi Perpindahan Aliran Informasi Per tahun ... V-7 Tabel 5.5. Matriks Frekuensi Aliran Informasi Yang Telah Dinormalkan V-8 Tabel 5.6. Matriks Frekuensi Perpindahan Aliran Perlatan Per tahun ... V-10 Tabel 5.7. Matriks Frekuensi Aliran Peralatan Yang Telah Dinormalkan V-11 Tabel 5.8. Matriks Frekuensi Perpindahan Aliran Tenaga Kerja Per tahun V-13 Tabel 5.9. Matriks Frekuensi Aliran Tenaga Kerja Yang Telah
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN Tabel 5.16. Matriks Frekuensi Aliran Bahan Yang Telah Di-
konversikan Ke Variabel Linguistik ... V-25 Tabel 5.17. Matriks Frekuensi Aliran Informasi Yang Telah Di-
konversikan Ke Variabel Linguistik... V-27 Tabel 5.18. Matriks Frekuensi Aliran Peralatan Yang Telah Di-
konversikan Ke Variabel Linguistik ... V-28 Tabel 5.19. Matriks Frekuensi Aliran Tenaga Kerja Yang Telah Di-
konversikan Ke Variabel Linguistik ... V-29 Tabel 5.20. Hasil Konversi Bobot Kriteria Ke Dalam Bentuk Variabel
DAFTAR TABEL (Lanjutan)
Tabel 6.1. Perbedaan Jarak Layout Awal Dan Rancangan Layout
Alternatif 1 ... VI-6 Tabel 6.2. Perbedaan jarak layout awal dan rancangan layout
Alternatif 2 ... VI-7 Tabel 6.3. Perbedaan Jarak Layout Awal Dan Rancangan Layout
Alternatif 3 ... VI-8 Tabel 6.4. Perhitungan Jarak Antar Departemen Untuk 3 Layout Alternatif VI-9 Tabel 6.5. Perbedaan Jarak Antar Departemen Pada Layout Awal Dan
DAFTAR LAMPIRAN
lampiran Halaman
Abstrak
PT. Hadi Baru merupakan pabrik karet yang memproduksi Crumb rubber
yang memiliki daerah pemasaran eksport.yang telah berusia 45 tahun. Rekanan utama dari perusahaan ini adalah Pirelli, Goodyear, hankook, bridgestone dan beberapa jenis pabrik ban terkemuka di dunia. Pabrik ini berlokasi di daerah binjai pada jalan medan-binjai km. 16.
Tataletak fasilitas merupakan hal yang sangat mendasar dalam pembangunan sebuah pabrik karena tataletak fasilitas akan sangat mempengaruhi performa sebuah perusahaan. Tataletak yang tidak tepat dapat memberi jarak yang jauh antar 2 atau lebih departemen yang seharusnya berdekatan. Efek negatifnya dapat mengakibatkan waktu proses yang semakin lama dan pola aliran yang zig-zag. Hal ini dapat dianalisis pada PT. Hadi baru oleh karena itu untuk meningkatkan peforma perusahaan perlu dilakukan perubahan tataletak agar tidak menjadi masalah ke depannya.
Fuzzy Analiytical Hierarchy Process merupakan metode pengembangan dan penggabungan antara metode fuzzy dan AHP. Metode ini dapat diterapkan pada PT. Hadi Baru dengan menkombinasikan variabel-variabel yang mempengaruhi peformansi dari tataletak fasilitas yaitu variabel aliran bahan, aliran informasi, aliran peralatan dan aliran tenaga kerja. Variabel-variabel yang terpilih ini nantinya akan memberikan gambaran hirarki atau bobot.dari variabel performansi yang paling mempengaruhi tataletak fasilitas dengan melakukan perhitungan menggunakan AHP. Bobot variabel ini kemudian disesuaikan dengan frekuensi yang terjadi pada variabel tersebut yang kemudian ditentukan variabel linguistiknya yang merepresentatifkan nilai dari penggabungan kedua nilai tersebut. Lalu masing-masing variabel linguistik pada setiap variabel didefuzzifikasi untuk mendapatkan suatu keputusan nilai/tingkat hubungan yang dimiliki oleh 2 buah departemen. Hasil dari defuzzifikasi ini berupa input nila yang kemudian dimasukkan pada Crisp Activity Relationship Chart (CARC). CARC ini merupakan ARC modern yang menyajikan nilai tingkat kedekatan sebuah hubungan antara departemen secara kuantitatif. Dengan demikian meskipun di antara beberapa departemen memiliki variabel tingkat hubungan yang sama namun dapat dianalisis tingkat keakuratannya melalui derajat keanggotaan yang dimiliki. CARC ini kemudian menjadi pedoman dalam penggambaran tataletak fasilitas yang baru.
Hasil yang dicapai pada layout usulan berupa tataletak dari masing-masing departemen mengalami perubahan yang disesuaikan dengan CARC. Dari layout
usulan juga dapat dianalisis terjadi perbedaan momen perpindahan untuk keseluruhan variabel. Perbedaan yang terjadi yaitu pengurangan momen perpindahan keseluruhan variabel dari 411.977,1 meter pada layout awal menjadi 198.174,8 meter pada layout usulan. Total pengurangan momen perpindahan dari
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Dalam era globalisasi pada saat sekarang ini perusahaan dituntut untuk lebih kompetitif dan dapat melakukan perubahan yang mendukung kinerja perusahaan secara signifikan. Perubahan dapat terjadi dengan menerapkan strategi yang tepat untuk memberikan dampak secara langsung terhadap konsumen untuk meningkatkan posisi dan eksistensi perusahaan di mata konsumen.
Ada beberapa hal yang menjadi poin penting sebagai ukuran tingkat kepuasan konsumen kepada sebuah perusahaan dan ini harus menjadi fokus utama sebuah perusahaan yaitu:
1. Delivery Time, produk selesai dan sampai di tangan konsumen tepat waktu.
2. Harga yang bersaing, harga yang kompetitif menjadi pertimbangan penting konsumen dalam pemilihan sebuah poduk.
3. Mutu, mutu harus sesuai dengan keinginan bagi konsumen.
4. After Sales Service, pelayanan yang diberikan perusahaan untuk menjaga hubungan antara perusahaan dan konsumen.
yang lama serta dapat menambah biaya produksi menjadi lebih tinggi akibat besarnya perpindahan yang terjadi. Tentunya apabila hal ini dibiarkan akan menjadi bumerang bagi perusahaan karena akan berdampak pada keterlambatan pengiriman barang yang akan mengecewakan konsumen serta perusahaan juga mengalami pembengkakan biaya.
PT. Hadi Baru merupakan perusahaan manufaktur karet yang bergerak di bidang usaha produksi crumb rubber dengan mutu SIR 20 mencapai 98% dari total produksi. Selain itu, PT. Hadi Baru juga menghasilkan crumb rubber dengan mutu SIR 5 dan SIR 10.
Berdasarkan survei pendahuluan pada PT. Hadi Baru terjadi beberapa kondisi yang memberikan efek negatif pada perusahaan. Pada beberapa titik di departemen atau fasilitas terdapat penumpukan material baik berupa produk jadi atau work in process akibat besarnya handling time yang terjadi. Hal ini juga didukung beberapa departemen yang memiliki frekuensi aliran bahan, informasi, peralatan dan tenaga kerja yang tinggi namun posisi antar departemen tersebut tidak relevan dan efisien apabila dianalisis menurut jarak dan momen perpindahan. Hal ini menyebabkan proses pemindahan bahan, informasi, peralatan dan tenaga kerja memerlukan waktu yang lama dan menyebakan terjadinya pemborosan waktu dari aktivitas-aktivitas yang terjadi antar departemen. Dari beberapa fakta tersebut dapat menyebabkan waktu proses menjadi lama sehingga dapat menyebabkan delivery time yang tepat waktu tidak dapat dicapai.
1.2. Perumusan Masalah
Berdasarkan latar belakang permasalahan yang telah diuraikan sebelumnya maka rumusan masalah yang akan dipecahkan pada penelitian ini yaitu :
1. Tingginya momen perpindahan yang terjadi antar departemen.
2. Pola aliran zig-zag pada pemindahan bahan, informasi, peralatan dan tenaga kerja antar departemen.
3. Jarak antar departemen yang tidak proporsional dan relevan serta tidak mendukung prinsip pragmatis antara masing-masing departemen.
1.3.Tujuan Penelitian
Dari rumusan masalah yang telah diidentifikasi sebelumnya maka tujuan penelitian yang ingin dicapai yaitu:
a. Mendapatkan rancangan ulang tataletak fasilitas pada PT. Hadi Baru yang lebih efisien dan proporsional.
b. Mengevaluasi prosedur aliran bahan, informasi, peralatan dan tenaga kerja pada PT. Hadi baru
1.4.Manfaat Penelitian
Dari penelitian yang dilakukan ini diharapkan dapat memberikan masukan kepada berbagai pihak yang terdiri dari:
a. Manfaat bagi Mahasiswa
pada perusahaan dan pabrik serta melatih mahasiswa dalam melakukan penelitian di perusahaan ataupun pabrik.
b. Manfaat bagi Perusahaan
Manfaat yang dapat diperoleh perusahaan yaitu rujukan bagi perusahaan yang dapat digunakan sebagai rancangan alternatif tataletak fasilitas bagi perusahaan.
c. Manfaat bagi Lembaga atau Institusi Pendidikan
Manfaat bagi lembaga atau institusi pendidikan yaitu sebagai referensi bagi penelitian selanjutnya yang berhubungan dengan perancangan tataletak fasilitas di waktu yang akan datang.
1.5. Pembatasan Masalah dan Asumsi
Dalam melakukan penelitian, dilakukan beberapa pembatasan masalah seperti:
1. Penelitian dilakukan pada PT. Hadi Baru yang difokuskan pada perancangan tataletak fasilitas.
2. Bangunan secara fisik tidak mengalami perubahan dari bentuk dan luas masing-masing departemen.
3. Teknologi proses produksi tidak mengalami perubahan.
Asumsi-asumsi yang digunakan dalam penelitian ini adalah:
1. Diasumsikan fasilitas yang sudah ada sudah cukup sehingga tidak dilakukan penambahan atau pengurangan pada fasilitas.
2. Biaya tidak mempengaruhi perubahan tataletak fasilitas pada PT. Hadi Baru.
3. Susunan dab jumlah mesin dan perlatan tidak mengalami penambahan ataupun pengurangan.
4. Variabel yang digunakan pada penelitian ini telah cukup pada perancangan tataletak fasilitas di PT. Hadi Baru
1.6. Sistematika Penulisan Laporan
Pada penelitian ini akan disusun dalam 7 bab. Bab I memberikan uraian pendahuluan yang berisikan tentang latar belakang masalah yang diteliti, perumusan pokok permasalahan, tujuan dan sasaran penelitian, manfaat penelitian, ruang lingkup dan asumsi yang digunakan. Sedangkan Bab II memberikan gambaran umum perusahaan yang menjadi objek studi meliputi sejarah perusahaan, ruang lingkup bidang usaha, organisasi dan manajemen perusahaan.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Hadi Baru adalah pabrik karet yang bergerak dibidang manufaktur
crumb rubber. Perusahaan ini beralamat di jalan Medan-Binjai km 16 dan didirikan tanggal 1 Agustus 1964 di hadapan notaris, Roesli SH, di Medan dengan akte No. 97/HB/1/1961 tertanggal 17 Januari 1961 dengan nama Perusahaan Dagang dan Perindustrian Hadi disingkat PT. Hadi. Sejak tanggal 3 Oktober 1963 terjadi perubahan pengurusan dari pemegang saham yang juga di hadapan notaris, Roesli, SH, di Medan dengan akte No. 55. Lalu terjadi lagi perubahan pengurus serta anggaran dasar melalui akte No. 29 di hadapan notaris Panusunan Batubara, SH di Medan pada tanggal 18 Januari 1964, nama perusahaan menjadi PT. Hadi Baru dan telah didaftarkan pada Departemen Kehakiman No. J.A. 5/19/8 tanggal 29 Januari 1964 dan diumumkan dalam lembaran berita Negara Republik Indonesia No. 37 tanggal 8 Mei 1964.
Produksi crumb rubber di PT.Hadi Baru terdiri dari SIR 5, SIR 10 dan SIR 20. Hasil produksi dari PT.Hadi Baru seluruhnya diekspor ke luar negeri seperti: Amerika Serikat, Jerman, Kanada dan Eropa.
2.2. Ruang Lingkup Bidang Usaha
PT. Hadi Baru bergerak di bidang usaha manufacturing produk crumb rubber dengan mutu SIR 20 mencapai 98% dari total produksi dan sisanya pada mutu SIR 5 dan 10.
Kualitas crumb rubber yang dihasilkan tersebut berdasarkan syarat- syarat spesifikasi sebagai berikut:
1 Kadar abu (ash content)
Spesifikasi kadar abu berguna untuk melindungi konsumen terhadap penambahan bahan- bahan pengisi ke dalam karet pada waktu pengolahan. 2 Kadar zat menguap (volatile content)
Spesifikasi ini berguna untuk menjamin karet yang disajikan cukup kering. 3 Kadar kotoran (dirt content)
Kadar kotoran menjadi variabel paling penting dalam spesifikasi mutu crumb rubber karena berpengaruh pada ketahanan retak dan kelenturan barang- barang yang terbuat dari karet nantinya.
4 Plasticity Retention Index (PRI)
5 Kadar nitrogen
Spesifikasi ini untuk menjamin jumlah maksimal nitrogen yang boleh terdapat pada karet.
Jenis SIR melalui uji laboratorium dapat dianalisis pada Tabel 2.1. berikut. Tabel 2.1. Jenis SIR melalui Uji Laboratorium (berlaku sejak 1977) Spesifikasi SIR 5 SIR 10 SIR 20 Kadar kotoran (dirt content) %, max 0,05 0,10 0,20 Kadar abu (ash content) %, max 0,50 0,75 1,00 Kadar zat menguap (volatile content) %, min 0,80 0,80 0,08
Plasticity retention Index (PRI),(min) 70,00 70,00 60,00
Kadar nitrogen (%, max) 0,60 0,60 0,60
Sumber : Arsip PT. HADI BARU
2.3. Daerah Pemasaran
Seluruh hasil produksi PT.Hadi Baru seluruhnya dipasarkan keluar negeri seperti Turki, Amerika Serikat, Jerman, Chekoslavakia, Kanada, Spanyol, Itali, Belanda dan negara- negara Amerika latin dan Jepang. Perusahaan memilih pasar luar negeri karena pasar luar negeri lebih luas dan kebutuhan crumb rubber yang nantinya diolah menjadi produk yang mempunyai nilai lebih tinggi. Jumlah penjualan crumb rubber PT. Hadi Baru pada tahun 2006 dan 2007 dapat dianalisis pada Tabel 2.2 berikut.
Tabel 2.2. Jumlah Penjualan Crumb rubber PT. Hadi Baru Medan
Tahun Jumlah (kg)
2.4. Lokasi Perusahaan
Pabrik Crumb rubber PT. Hadi Baru dengan luas ±10 Ha yang berlokasi di Jalan Medan-Binjai Km 16,75 Desa Sumber Melati Kecamatan Sunggal Kabupaten Deli Serdang
2.5. Struktur Organisasi Perusahaan
Organisasi adalah sekumpulan orang dalam sebuah sistem yang terstruktur yang mempunyai tujuan tertentu dan di antara mereka dilakukan pembagian tugas untuk pencapaian tujuan tersebut. Struktur organisasi merupakan gambaran skematis tentang hubungan-hubungan atau kerjasama orang-orang yang menggerakkan organisasi. Adanya organisasi akan mengakibatkan setiap tugas dan kegiatan dapat didistribusikan dan dilakukan oleh setiap anggota kelompok secara efisien dan efektif sehingga tujuan yang telah ditetapkan dapat tercapai. Adanya struktur organisasi dan uraian tugas yang telah ditetapkan akan menciptakan suasana kerja yang baik karena akan terhindar dari tumpang tindih dalam perintah dan tanggung jawab.
Ka. Bengkel Kabag. Produksi Kabag. Laboratorium
Kabag. Personalia Kabag. Penerimaan
Direktur Produksi Ka. Keuangan
Direktur Utama
Kr. Gilingan Kr. Drier Kr. Gudang Ekspor
Ket : = Batasan hubungan fungsional = Hubungan lini
2.5.1. Pembagian Tugas dan Wewenang
Dalam menjalankan sebuah perusahaan maka dibutuhkan orang-orang yang memegang jabatan tertentu, dimana masing-masing orang melaksanakan tugas, wewenang dan tanggung jawab yang sesuai dengan jabatannya. Dalam uraian tugas, wewenang dan tanggung jawab untuk masing-masing bagian sesuai dengan struktur organisasi perusahaan. Tanggung jawab yang diberikan harus seimbang dengan wewenang yang diterima.
Uraian tugas dan wewenang dari masing-masing bagian pada PT. Hadi Baru adalah sebagai berikut :
1. Direktur Utama
Direktur utama bertanggung jawab atas penetapan tujuan perusahaan secara umum, merumuskan kebijakan dasar dan mengatur pelaksanaan umum perusahaan.
Tugas dan tanggung jawabnya adalah :
a. Memimpin direktur-direktur lain dan mengkoordinir pekerjanya dalam memajukan perusahaan.
b. Merencanakan strategi perusahaan, memimpin aktivitas-aktivitas pembelian, pemasaran, administrasi, serta pengkoordiniran tugas-tugas tersebut.
2. Kepala Keuangan
Kepala keuangan bertanggungjawab atas perumusan kebijakan-kebijakan, mengembangkan dan mengawasi anggran belanja dan manajemen sistem pelaporan perusahaan.
Tugas dan tanggung jawabnya adalah :
a. Merumuskan dan mengawasi pelaksanaan rencana keuangan dan anggaran belanja, pelaporan akuntasi keuangan, pengolahan dana dan perkasiran, serta pajak dan asuransi
b. Mengelola keuangan perusahaan untuk menjamin provosi atas dana untuk kebutuhan jangka panjang dan jangka pendek ekonomis.
c. Memelihara hubungan kerja yang baik dengan bank atau badan-badan lain yang berhubungan dengan aspek keuangan perusahaan.
3. Direktur Produksi.
Direktur produksi bertanggung jawab atas pengaturan, perancangan, koordinasi dan mengawasi semua fasilitas pekerjaan yang berhubungan dengan pabrik untuk menjamin tercapainya tujuan perusahaan.
Tugas dan tanggung jawabnya adalah :
a. Mempersiapkan, memonitor dan mengontrol semua anggaran biaya dan pemakaian tenaga kerja di pabrik.
b. Mengatur pelaksanaan pekerjaan dan koordinasi bidang enginneering
sesuai dengan seksi-seksi dan prioritas pekerjaan pabrik.
4. Kepala Bagian Personalia
Tugas dan tanggung jawab kepala bagian ini adalah:
a. Mengelola secara profesional dan efisien administrasi dan keuangan di pabrik, sehingga dapat membantu pimpinan pabrik dalam pengawasan administrasi dan memimpin pegawai di bidang administrasi, pembukuan dan keuangan pabrik.
b. Bertanggung jawab atas tugas-tugas administrasi dan personalia. 5. Kepala Bagian Penerimaan
Kepala Bagian Penerimaan bertanggung jawab atas pengadaan material dan pengendalian bahan menurut sistem perusahaan, serta penyimpanan material agar semua kebutuhan perusahaan dipenuhi serta kelancaran produksi terjamin.
6. Kepala Bagian Produksi
Kepala Bagian Produksi bertanggung jawab atas segala pelaksanaan serta pengawasan terhadap segala kegiatan produksi mulai dari awal hingga produk siap untuk dipasarkan seperti penerimaan bahan baku, analisa proses kontrol kualitas produksi sehingga produk yang dihasilkan sesuai dengan yang diinginkan.
7. Kepala Bagian Laboratorium
8. Kepala Bagian Bengkel
Kepala Bagian Bengkel bertanggung jawab atas pengaturan, pengawasan terhadap perawatan seluruh peralatan dan mesin pabrik, program preventif
maintenance, menyusun laporan jadwal turn around serta sistem kontrol anggaran dan informasi data pemakaian alat dan suku cadang.
9. Karani Gilingan
Tugas dan tanggung jawab karani gilingan adalah:
a. Mengawasi pekerja/buruh yang sedang bekerja agar dapat bekerja secara efektif dan efisien.
b. Bertanggung jawab atas pekerjaan yang ada pada Bagian Penggilingan. c. Memberikan laporan tentang pekerjaan secara rutin kepada Kepala Bagian
Produksi. 10. Karani Drier
Tugas dan tanggung jawab karani drier adalah:
a. Mengawasi pekerja/buruh yang sedang bekerja agar dapat bekerja secara efektif dan efisien.
b. Bertanggung jawab atas pekerjaan yang ada pada Bagian Drier.
c. Memberikan laporan tentang pekerjaan secara rutin kepada Kepala Bagian Produksi.
11. Karani Gudang Ekspor
2.5.2. Jumlah Tenaga Kerja dan Jam Kerja 2.5.2.1. Jumlah Tenaga Kerja
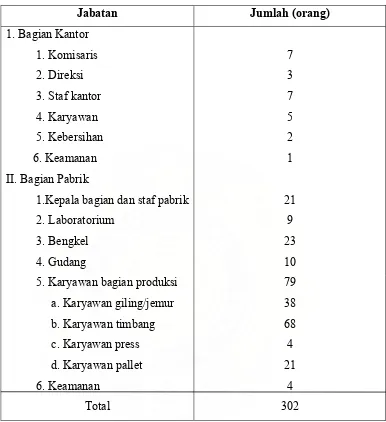
Tenaga kerja pada PT. Hadi Baru pada bulan Oktober 2004 berjumlah 302 orang, yang terdiri atas tenaga kerja pria dan wanita dengan tingkat pendidikan yang bervariasi dari SD, SLTP, SMU, dan Sarjana. Karyawan di PT. Hadi Baru rata-rata adalah lulusan SD yaitu buruh pabrik yang bertindak sebagai tenaga kasar pada perusahaan tersebut. Status kepegawaian dari keseluruhan tenaga kerja pada perusahaan ini terdiri dari :
1. Karyawan bulanan, yaitu karyawan tidak terlibat langsung dengan proses produksi.
Contoh : pegawai kantor, satpam, dll
2. Karyawan harian tetap, yaitu karyawan yang terlibat langsung dalam proses produksi.
Contoh : karyawan bagian penimbangan, karyawan bagian penjemuran, karyawan bagian penggilingan, dll
Tabel 2.3. Perincian Tenaga Kerja PT. Hadi Baru s.d Bulan Oktober 2004
Jabatan Jumlah (orang)
1. Bagian Kantor 1. Komisaris 2. Direksi 3. Staf kantor 4. Karyawan 5. Kebersihan 6. Keamanan II. Bagian Pabrik
1.Kepala bagian dan staf pabrik 2. Laboratorium
3. Bengkel 4. Gudang
7 3 7 5 2 1
21 9 23 10 5. Karyawan bagian produksi
a. Karyawan giling/jemur b. Karyawan timbang
c. Karyawan press d. Karyawan pallet 6. Keamanan
Total
79 38 68 4 21
4 302
Sumber : Arsip PT. HADI BARU
2.5.2.2. Jam Kerja
1. Jam kerja kantor
a. Hari senin s.d. Jumat : Pukul 07.00 – 15.00 WIB Istirahat : Pukul 11.00 – 12.00 WIB b. Hari Sabtu : Pukul 08.00 – 13.00 WIB 2. Jam Kerja Pabrik
a. Karyawan Non-Shift, yaitu: karyawan bagian penimbangan bahan baku, pembuatan pallet dan laboratorium
Hari Senin s.d. Sabtu : Pukul 07.00 – 15.00 Istirahat : Pukul 11.00 – 12.00
b. Karyawan Shift, yaitu karyawan bagian pencincngan dan pembersihan, penggilingan, pembutiran, pengeringan, dan pengepressan.
Shift I : Pukul 07.00 – 14.00
Shift II : Pukul 14.00 – 21.00
2.6. Proses Produksi 2.6.1. Spesifikasi Produk
Produk utama dari perusahaan ini adalah crumb rubber dengan mutu SIR 20. PT Hadi Baru juga menghasilkan crumb rubber dengan mutu lain, yaitu SIR 5 dan SIR 10.
1. Kadar kotoran (Dirt Content)
Kadar kotoran menjadi variabel penting dalam spesifikasi mutu crumb rubber
karena berpengaruh pada ketahanan terak dan kelenturan barang-barang yang terbuat dari karet nantinya.
2. Kadar Abu (Ash Content)
Spesifikasi kadar abu dimaksudkan untuk melindungi konsumen terhadap penambahan bahan-bahan pengisi ke dalam karet pada waktu pengolahan. 3. Kadar Zat Menguap (Volatile Content)
Spesifikasi ini berguna untuk menjamin karet yang disajikan cukup kering. 4. Plasticity Retention Index (PRI)
PRI menggambarkan ketahanan bahwa karet yang disajikan cukup plastis. 5. Kadar Nitrogen
Untuk menjamin jumlah maksimal nitrogen yang boleh terdapat pada karet jenis SIR yang dihasilkan ditentukan dengan pengukuran kadar-kadar yang tersebut di atas melalui uji laboratorium.
2.6.2. Uraian Proses
Proses pembuatan crumb rubber melalui beberapa tahapan proses produksi yang diuraikan sesuai dengan urutan-urutan prosesnya yaitu :
1. Stasiun Kerja Penyortiran dan Penimbangan
pertama sekali adalah bokar disortir secara kasat mata ata secara visual mana yang termasuk SIR 5, SIR 10 atau SIR 20 kemudian bokar dipotong dengan
coagulum cutter kemudian dibawa ke laboratorium untuk memastikan kualitas bokar tersebut. Selanjutnya hasil penyortiran kemudian ditimbang sesuai dengan kualitas masing-masing lalu ditumpuk untuk menunggu proses selanjutnya.
2. Stasiun Kerja Pencincangan dan Pembersihan
Hasil penyortiran Bahan Olah Karet (BOKAR) yang berasal dari tempat penumpukan di stasiun kerja penyortiran diangkut dengan shovel loader ke dalam bak air yang kemudian diangkut dengan shovel holder ke mesin slab cutter I. Pada mesin slab cutter tersebut bokar dicincang menjadi potongan-potongan kecil sebesar kepalan tangan. Hasil olahan dengan mesin slab cutter
butiran-butiran karet diangkut dengan Bucket Elevator ke mesin Hummer Mill, yang mencincang bokar menjadi potongan-potongan kecil. Gerakan di dalam
Hummer Mill juga menyebabkan kotoran-kotoran yang berada di dalam gumpalan karet menjadi terpisah. Hasil keluaran dari Hummer Mill dijatuhkan ke Vibrating Screen dengan corong gravitasi, diayak di Vibrating Screen
dengan ukuran diameter lubang 0.5 cm dan disirami air secara terus menerus. Butiran-butiran karet yang lolos dari Vibrating Screen dialirkan ke bak pembersihan III dengan Belt Conveyor untuk memisahkan kotoran. Kemudian butiran-butiran karet diangkut dengan Bucket Elevator ke RotaryCutter. Hasil olahan Rotary Cutter yang berupa potongan-potongan kecil bokar dimasukkan ke dalam bak pembersihan IV dan terjadi pemisahan kotoran.
3. Stasiun Kerja Penggilingan dan Pembentukan Lembaran
Butiran-butiran karet diangkut ke stasiun kerja ini dengan menggunakan
Bucket Elevator ke mesin creeper I dan dilakukan pembentukan lembaran. Lembaran karet hasil dari Creeper I ini masih berbentuk agak kasar dan kadang masih terputus-putus. Lembaran kemudian diangkut ke Creeper II dengan Belt Conveyor untuk diproses menjadi lembaran yang lebih panjang. Hasil olahan Creeper II ini diangkut dengan Belt Conveyor ke mesin Shredder
Creeper VIII mencapai panjang sekitar 7 m kemudian diangkut dengan Hand Truck ke stasiun penjemuran.
4. Stasiun Kerja Penjemuran
Karet yang berbentuk lembaran dari stasiun kerja sebelumnya dijemur pada rak-rak penjemuran yang dibuat bertingkat-tingkat. Fungsi penjemuran adalah untuk pengeringan dan peningkatan PRI (Plasticity Retention Index) yaitu indeks ketahanan karet.
5. Stasiun Kerja Peremahan dan Pembutiran
Lembaran karet kering dari penjemuran dibawa ke mesin Shredder dengan
Hand Truck. Pada mesin tersebut, lembaran dicincang menjadi butiran- butiran kecil dan langsung ditampung pada bak pembersihan. Butiran-butiran tersebut kemudian diangkut dengan Bucket Elevator ke corong pengisi yang berfungsi untuk memudahkan pengisian butiran-butiran Bokar ke dalam Troli
Biscuit Crumb. Troli tersebut terdiri atas kotak-kotak besi yang berjumlah 24 buah. Setelah penuh, troli-troli tersebut dimasukkan ke dalam Drier.
6. Stasiun Kerja Pengeringan
7. Stasiun Kerja Penimbangan dan Pengepresan
Butiran-butiran yang keluar dari drier dikeluarkan dari dalam Troli, lalu ditimbang dengan berat 35 kg. Kemudian Crumb rubber tersebut dipres menjadi berbentuk empat persegi dengan ukuran 28 in. x 14 in. x 6,5 in. Lama pengepresan adalah kurang lebih 30 detik. Lalu dibawa ke Metal Detector
untuk mendeteksi kandungan logam pada Crumb rubber.
8. Stasiun Kerja Pengepakan
Bongkahan Crumb rubber yang telah dipres dibungkus dengan plastik bermerk lalu disusun di dalam palet. Satu palet berisi 36 bal. Palet dipres supaya rata, kemudian diangkut ke gudang produk jadi.
2.6.3. Bahan Baku, Bahan Tambahan, dan Bahan Penolong 2.6.3.1. Bahan Baku
Bahan baku adalah bahan yang menjadi bahan utama dalam pembuatan suatu produk dan jumlahnya dari waktu kewaktu tidak berubah untuk produk yang sejenis. Bahan baku yang digunakan untuk pembuatan crumb rubber adalah getah karet alam (slab/bokar) yang dihasilkan dari penyadapan pohon karet yang umumnya ditanam secara massal dalam pekebunan milik pemerintah, swasta atau dari perkebunan rakyat.
Hasil penyadapan pohon karet umumnya berupa: 1. Lateks atau susu karet
2. Cup lump
Cup lump merupakan karet yang membeku pada mangkuk penampungan, yang berasal dari sisa-sisa lateks yang masih menetes setelah pengutipan lateks.
3. Getah tarik
Getah tarik merupakan kumpulan getah yang berasal dari lateks yang membeku pada permukaan sadapan
4. Getah tanah
Getah tanah merupakan kumpulan getah yang berasal dari lateks yang tumpah ke tanah ketika pengosongan mangkuk getah.
5. Slab
Slab merupakan bekuan lateks hasil perkebunan rakyat. Slab ada yang bersih dengan kadar karet 60 –70 % dan ada yang kotor dengan (mengandung kayu, tanah dan bahan-bahan lain) dengan kadar karet ± 50 %.
PT. Hadi Baru menggunakan cup lumb dan slab sebagai bahan baku untuk pembuatan crumb rubber, bahan baku tersebut didatangkan dari perkebunan rakyat, PIR (Perkebunan Inti Rakyat) dan PTP (Perusahaan Terbatas Perkebunan), yang berasal dari daerah Sumatera Utara, daerah Sumatera Barat dan daerah Aceh.
2.6.3.2. Bahan Tambahan
dibedakan pada produk. Bahan tambahan yang digunakan pada proses produksi
crumb rubber adalah: 1. Plastik
Plastik ini berupa kemasan plastik yang digunakan untuk membungkus bongkahan karet yang sudah selesai dipres. Kemasan plastik ini dibeli dari toko lalu diberi merek PT. Hadi Baru.
2. Palet
Palet adalah peti yang terbuat dari kayu, yang merupakan tempat penyusunan
crumb rubber yang telah selesai diberi kemasan plastik.
2.6.3.3. Bahan Penolong
Bahan penolong adalah bahan-bahan yang digunakan dalam proses produksi, yang sifatnya hanya membantu atau mendukung kelangsungan proses produksi untuk mendapatkan produk yang diinginkan. Bahan penolong yang digunakan dalam proses produksi crumb rubber adalah:
1. Air
Air yang digunakan adalah air bersih yang tidak banyak mengandung zat-zat kimia dan kotoran.
Kegunaan air dalam proses produksi crumb rubber adalah:
a. Mencuci bahan baku dari kotoran-kotoran yang melekat antara lain pasir, kayu, batu dan lain-lain pada proses produksi.
d. Mencuci alat-alat yang dipakai dalam proses produksi.
Kebutuhan air dalam pabrik dipenuhi dari sebuah sungai kecil yang mengalir di samping pabrik dengan cara mengalirkannya melalui pipa ke sebuah sumur berdiameter 3 meter. Air dalam sumur dihisap dengan pompa untuk kemudian ditampung pada sebuah menara air dengan ketinggian 9,5 meter, dan dari menara air inilah seluruh kebutuhan air pada pabrik dipasok.
2. Minyak solar dan minyak tanah
Minyak solar digunakan untuk bahan bakar motor diesel penggerak generator. Minyak tanah digunakan untuk bahan bakar kompor pemanas drier. Pasokan dari kedua jenis minyak tersebut diantar langsung oleh agen dengan menggunakan motor tangki.
3. Minyak pelumas
Minyak pelumas digunakan untuk memperlancar peralatan mesin/mekanik.
2.6.4. Mesin dan Peralatan (Equipment) 2.6.4.1. Mesin Produksi
Mesin-mesin yang digunakan pada proses produksi adalah: 1. Slab Cutter
Merek : Goldsta
Tipe : GTQ 750 Gear Box Jumlah : 2 unit
menjadi potongan-potongan karet yang berukuran lebih kecil.
Power : motor 75 Hp, 220/380 V, cos 0.8 Rpm 1470 2. Hammer Mill
Merek : Goldsta
Tipe : GTQ 750 Gear Box Jumlah : 1 unit
Fungsi : Meremas dan mencincang hasil olahan karet dari slab cutter
sehingga ukuran lebih kecil.
Power : motor 75 HP, 230/380 V, cos 0.8 Rpm 1470 3. Rotary Cutter
Merek : Goldsta
Tipe : GTQ 750 Gear Box Jumlah : 1 unit
Fungsi : Mencincang hasil olahan dari Hammer Mill menjadi potongan- potongan kecil.
Power : motor 75 Hp, 230/380 V, cos 0.8 Rpm 1470 4. Creeper
Merek : Goldsta
Tipe : GTQ 750 Gear Box Jumlah : 8 unit
Power : motor 75 Hp, 220/380 V, cos 0.8 Rpm 1470 5. Shredder
Merek : Goldsta
Tipe : GTQ 750 Gear Box Jumlah : 2 unit
Fungsi : Mencincang lembaran hasil olahan dari Creeper menjadi butiran- butiran kecil atau remah.
Power : motor 125 Hp, 230/380 V, cos 0.8 Rpm 1500 6. Drier
Jumlah : 2 unit
Fungsi : Mengeringkan dan memasak butiran karet (crumb rubber) Power : 220/380 V, cos 0.8 Rpm 1500
7. MesinPress Hidrolik
Merek : ASEA
Tipe : IEC 40
Jumlah : 3 unit
Fungsi : Membentuk crumb rubber menjadi bongkahan. Power : motor 75 Hp, 220/380 V, cos 0.8 Rpm 1500
2.6.4.2. Peralatan (Equipment)
Fungsi : membersihkan okar dari kotoran berupa tanah, kayu. batu dan pasir dengan memanfaatkan prinsip berat jenis. Jumlah : 6 buah
2. Shovel Holder
Fungsi : Mengangkut bokar dari gudang bahan baku ke bak air Jumlah : 1 unit
3. Belt Conveyor
Fungsi : Mengangkut remahan karet dari Slab Cutter I ke bak Pembersihan I, dari Creeper I hingga ke Creeper VIII.
4. Bucket Elevator
Fungsi : Mengangkut remahan karet dari bak pembersihan Jumlah : 6 unit
5. TimbanganDuduk
Jumlah : 3 unit
Fungsi : Menimbang crumb rubber yang akan dipak.. Kapasitas : 50 Kg/unit
6. Hand Truck
Fungsi : Mengangkut lembaran-lembaran karet hasil pengolahan
Creeper ke stasiun kerja penjemuran Jumlah : 5 unit
7. Timbangan bokar
Jumlah : 3 unit
Kapasitas : 1.000 kg/unit 8. Lift
Fungsi : Mengangkut lembaran-lembaran karet ke tempat Penjemuran
9. Trolley
Fungsi : Mengangkut butiran karet dari tempat pencucian ke
mesin pengering serta mengangkatnya ke stasiun penimbangan
10. Forklift
Fungsi : Menyusun pallet yang telah dipak ke gudang Jumlah : 4 unit
11. Pisau pemotong
Fungsi :Memotong kelebihan-kelebihan hasil penimbangan
crumb rubber agar sesuai dengan berat yang dipak Jumlah : 8 unit
12. Gancu
Fungsi : Membantu operator mengangkat dan menurunkan crumb rubber
13. Solder
Fungsi : Merekatkan plastik pembungkus crumb rubber
BAB III
LANDASAN TEORI
3.1. Definisi Tataletak Fasilitas
Menurut James M. Apple, tataletak fasilitas (facilities layout) dapat didefenisikan sebagai tata cara pengaturan fasilitas-fasilitas pabrik guna menunjang kelancaran proses produksi, dimana dalam pengaturan tersebut akan dilakukan pemanfaatan luas area (space) untuk penempatan mesin atau fasilitas penunjang lainnya, kelancaran gerakan pemindahan bahan (material handling), penyimpanan bahan (storage) baik yang bersifat temporer maupun permanen, personel kerja dan sebagainya. Sedangkan menurut Hari Purnomo tataletak fasilitas merupakan perancangan pembangunan dengan mempertimbangkan beberapa aspek seperti system pencahayaan, kelisitrikan, sisitem komunikasi, suasana kerja, sanitasi, pembuangan limbah, dan sebagainya. Tataletak pabrik berhubungan erat dengan segala proses perancangan dan pengaturan tataletak dari mesin, peralatan, aliran bahan, dan orang-orang yang bekerja di masing-masing stasiun kerja yang ada.
Newlayout adalah hasil rancangan layout baru yang dibuat dengan melakukan perbaikan dari kekurangan yang didapat dari layout sebelumnya. Pada dasarnya, dalam pengaturan fasilitas pabrik, dibedakan atas dua hal yang akan diatur tataletaknya, yaitu:
1. Pengaturan tataletak departemen atau fasilitas pabrik, yaitu pengaturan bagian atau departemen, serta hubungannya antara satu departemen dengan yang lainnya di dalam pabrik.
2. Pengaturan tataletak mesin dan fasilitas produksi lainnya (machines layout), yaitu pengaturan dari semua mesin-mesin dan fasilitas yang diperlukan untuk proses produksi di dalam tiap-tiap departemen yang ada di pabrik.
3.2. Tujuan Perancangan dan Pengaturan Tataletak Pabrik1
Secara garis besar, tujuan utama dari tataletak pabrik adalah mengatur area kerja dan segala fasilitas produksi yang paling ekonomis untuk operasi produksi yang aman dan nyaman sehingga akan dapat menaikkan moral kerja dan kinerja (performance) dari operator. Lebih spesifik lagi, suatu tataletak pabrik yang baik akan dapat memberikan keuntungan-keuntungan dalam sistem produksi, sebagai berikut :
1. Memperlancar/mempermudah proses pengolahan (manufacturing), dengan memperhatikan;
- Susunan mesin-mesin dan peralatan,
- Mengurangi atau menghilangkan aktivitas menganggur (delay), - Merencanakan kegiatan maintanance (pemeliharaan)
2. Menyederhanakan/meminimumkan aliran perpindahan bahan. Tataletak harus dirancang sedemikian rupa, sehingga pemindahan bahan dapat diturunakani sampai kebatas yang minimum, jika memungkinkan komponen harus dalam keadaan di proses sambil dipindahkan
3. Menjaga fleksibilitas susunan peralatan yang digunakan, sehingga dapat pula terbuka kemungkinan-kemungkinan untuk diubah sesuai dengan keperluan yang akan meminimumkan biaya.
4. Mengurangi investasi pada peralatan, dengan cara pengaturan yang tepat dari mesin-mesin produksi yang digunakan.
5. Mengurangi perputaran barang setengah jadi yang tinggi.
6. Mengusahakan pemakaian luas lantai yang minimal. Tataletak harus dirancang sedemikian rupa sehingga jarak antar mesin minimum setelah keleluasaan yang diperlukan bagi gerakan pekerja telah di tentukan. Dengan perhitungan yang tepat tentang penjarakan mesin sehubungan dengan berbagai faktor, banyak luas lantai yang dapat dihemat.
7. Meningkatkan penggunaan tenaga kerja yang seefektif mungkin. Tataletak harus dirancang sedemikian rupa sehingga tidak terjadi pemborosan tenaga kerja, misalnya dengan cara mengurangi pemindahan bahan secara manual, dengan demikian tenaga dapat digunakan untuk malakukan kegiatan lain 8. Menciptakan suasana kerja yang memberikan kenyamanan, kemudahan dan
3.3. Analytical Hierarchy Process (AHP)2
Analytical Hierarchy Process (AHP) diperkenalkan oleh Thomas L. Saaty pada peride 1971-1975 ketika di Wharton School.Dalam perkembangannya, AHP tidak saja digunakan untuk menentukan prioritas pilihan-pilihan dengan banyak variabel, tetapi penerapannya telah meluas sebagai metode alternatif untuk menyelesaikan bermacam-macam masalah. AHP menawarkan penyelesaian masalah keputusan yang melibatkan seluruh maslah kerumitan. Hal ini dimungkinkan karena AHP cukup mengandalkan pada intuisi sebagai input utamanya, namun intuisi harus datang dari pengambilan keputusan yang cukup informasi dan memahami masalah keputusan yang dihadapi.
Pada dasarnya AHP adalah suatu teori umum tentang pengukuran. Ia digunakan untuk menemukan skala rasio baik dari perbandingan pasangan yang diskrit maupun kontinu. Perbandingan-perbandingan ini dapat diambil dari ukuran aktual atau dari suatu skala dasar yang mencerminkan kekuatan perasaan dan preferensi relatif. 2AHP memiliki perhatian khusus tentang penyimpangan dari konsistensi, pengukuran dan pada ketergantungan di dalam dan di antara kelompok elemen strukturnya.
3.3.1. Decomposition
Decomposition adalah suatu dinamakan hierarki karena terjadi pemecahan persoalan yang utuh menjadi unsur-unsurnya sampai tidak mungkin lagi dilakukan pemecahan lebih lanjut. Ada dua jenis hierarki, yaitu lengkap dan
tidak lengkap. Dalam hierarki lengkap, suatu tingkat memiliki semua elemen yang ada pada tingkat berikutnya. Jika tidak dinamakan hierarki tak lengkap.
3.3.2. Comparative Judgement
Penilaian ini, merupakan inti dari AHP, karena ia akan tampak lebih enak bila disajikan dalam bentuk Matriks yang dinamakan Matriks pairwise comparison. Pertanyaan yang biasa diajukan dalam penyusunan skala kepentingan adalah :
a. Elemen mana yang lebih (penting/disukai/mungkin/…) ? b. Berapa kali (penting/disukai/mungkin/…) ?
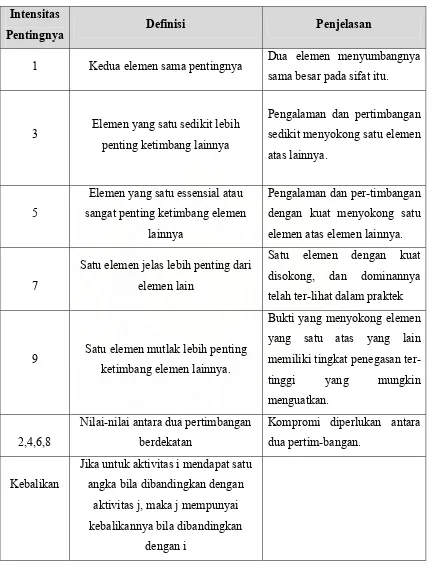
Tabel 3.1. Dasar Perbandingan Variabel Intensitas
Pentingnya Definisi Penjelasan
1 Kedua elemen sama pentingnya Dua elemen menyumbangnya sama besar pada sifat itu.
3 Elemen yang satu sedikit lebih penting ketimbang lainnya
Pengalaman dan pertimbangan sedikit menyokong satu elemen atas lainnya.
5
Elemen yang satu essensial atau sangat penting ketimbang elemen
lainnya
Pengalaman dan per-timbangan dengan kuat menyokong satu elemen atas elemen lainnya.
7
Satu elemen jelas lebih penting dari elemen lain
Satu elemen dengan kuat disokong, dan dominannya telah ter-lihat dalam praktek
9 Satu elemen mutlak lebih penting ketimbang elemen lainnya.
Bukti yang menyokong elemen yang satu atas yang lain memiliki tingkat penegasan ter-tinggi yang mungkin menguatkan.
2,4,6,8
Nilai-nilai antara dua pertimbangan berdekatan
Kompromi diperlukan antara dua pertim-bangan.
Kebalikan
Jika untuk aktivitas i mendapat satu angka bila dibandingkan dengan
aktivitas j, maka j mempunyai kebalikannya bila dibandingkan
Dalam penilaian kepentingan relatif dua elemen berlaku aksioma reciprocal, artinya jika elemen i dinilai 3 kali lebih penting dibanding j, maka elemen j harus sama dengan 1/3 kali pentingnya dibanding elemen i. Di samping itu perbandingan dua elemen yang berlainan dapat saja dinilai sama penting. Jika terdapat n elemen, maka akan diperoleh Matriks Pairwise Comparison berukuran n x n. Banyaknya penilaian yang diperlukan dalam menyusun Matriksnya
reciprocal dan elemen-elemen dengan diagonal sama dengan 1.
3.3.3. Synthesis Of Priority
Dari setiap Matriks pairwise comparison kemudian dicari eigen vector-nya untuk mendapatkan local priority. Karena Matriks pairwise comparison terdapat pada setiap tingkat, maka untuk mendapatkan global priority harus dilakukan sintesa di antara local priority. Prosedur melakukan sintesa berbeda menurut bentuk hierarki. Pengurutan elemen-elemen menurut kepentingan relatif melalui prosedur sintesa dinamakan priority setting.
3.3.4. Logical Consistency
kehilangan telusuran tentang respon sebelumnya. Oleh karena AHP dibuat berdasarkan respon-respon ini, adalah penting sekali untuk menjaga agar respon tersebut absah (valid) serta konsisten. Artinya, preferensi yang diberikannya pada suatu set komparasi pasangan haruslah konsisten dengan set komparasi lainnya.
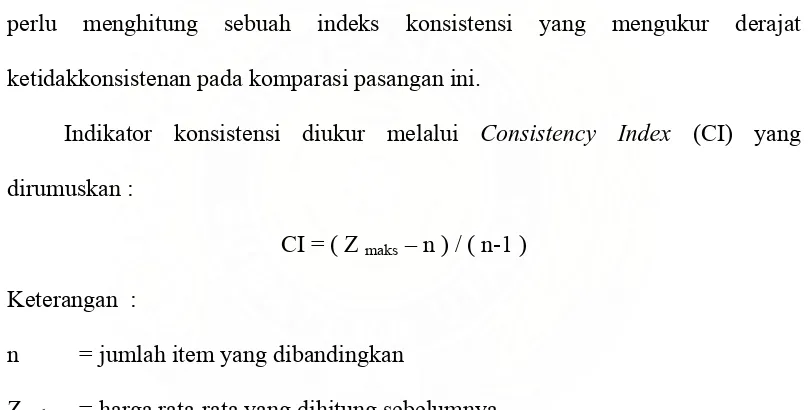
Ketidakkonsistenan ini bisa saja menyusup ke dalam AHP jika para pengambil keputusan diminta untuk membuat respon verbal untuk komparasi pasangan yang banyak. Secara umum memang hal ini tidak menjadi masalah yang serius; sampai batas tertentu sedikit inkonsistensi dapat saja terjadi. Namun, kita perlu menghitung sebuah indeks konsistensi yang mengukur derajat ketidakkonsistenan pada komparasi pasangan ini.
Indikator konsistensi diukur melalui Consistency Index (CI) yang dirumuskan :
CI = ( Z maks – n ) / ( n-1 )
Keterangan :
n = jumlah item yang dibandingkan
Zmaks = harga rata-rata yang dihitung sebelumnya
Jika CI = 0 maka pengambil keputusan adalah konsisten sempurna
[image:56.595.110.516.330.535.2]Untuk Random Consistency Index dapat dianalisis pada Tabel 3.2 berikut. Tabel 3.2. Harga Random Consistency Index
n 2 3 4 5 6 7 8 9 10
RI 0 0,58 0,90 1,12 1,24 1,32 1,41 1,45 1,51
Keterangan :
CR : Consistency Ratio
CI : Consistency Index
RI : Random Consistency Index
3.4. Teori Fuzzy3
Teori fuzzy pertama kali dipelajari oleh German Mathematician Georg Cantor (1845-1918) dimana teorinya ini mengalami banyak petentangan oleh beberapa ahli selama masa hidupnya. Lalu ternyata unutuk pada masa saat ini ternyata logika fuzzy benar-benar sangat nyata dan termanifestasi dalam kehidupan praktis saat ini. Lalu oleh Lotfi Zaedah pada tahun 1965 kemudia dikembangkan menjadi fuzzy sets dengan 2 nilai bilangan biner [0, 1]. Fuzzy
sendiri merupakan suatu perluasan logika Boolean dimana boolean logic
membutuhkan pertanyaan-pertanyaan atau kondisi yang benar-benar betul atau benar-benar salah, sedangkan logika logika fuzzy bias menggunakan sebagian benar dan sebagian salah. Kemampuan untuk menerangkan pertanyaan-pertanyaan sebagian benar dan sebagian salah memungkinkan logika logika fuzzy
untuk mengatasi pertanyaan yang kabur dan mendua arti.
Kemampuan himpuanan fuzzy untuk mengekspresikan secara bertahap peralihan dari keanggotaan menjadi bukan keanggotaan pada suatu himpunan atau sebaliknya memiliki kegunaan yang luas sehingga himpunan fuzzy dapat
3
Jan Jantzen, Tutorial In Fuzzy Logic, Technical University of Denmark, Lyngby. 1998
mengatasi pertanyaan-pertanyaa yang mendua arti dengan membuat hubungan di antara himpunan-himpunan fuzzy.. Kemampuan ini tidak hanya menyediakan representasi dari pengukuran ketidakpastian yang bermakna dan kuat, tetapi juga representasi yang kuat, sedang dan lemah. Salah satu keuntungan fuzzy adalah kemampuan menggabungkan himpunan fuzzy dengan operator-operator yang sama dengan logika Boolean.
3.4.1. Variabel Linguistik
Konsep bilangan fuzzy merupakan dasar dalam mengukur nilai atau kualitas yang sifatnya kualitatif dalam ukuran yang akan bersifat kuantitatif. Variabel linguistik sendiri digunakan untuk mewakili sebuah sebstansi dengan parameternya sehingga menjadi sebuah bilangan fuzzy.
Semua elemen di dunia ini merupakan elemen fuzzy yang kaitannya dalam
scope yang universal yang sifatnya untuk beberapa tingkatan bahkan pada tingkatan nol. Namun pada pengkonversian menjadi variabel linguistik, elemen-elemen tersbut masih berada pada tingkatan yang dibedakan pada derajat keanggotaannya.
Untuk memberi batasan atau garis yang jelas, digunakan sebuah pembatas yang disebut hedges fuzzy. Hedges fuzzy berfungsi memodifikasi derajat keanggotaan dan memainkan peranan yang sama pentingnya dengan himpunan
fuzzy. Jenis-jenis hedges sangat bervariasi dan dapat ditambahkan sesuai dengan kebutuhan. Beberapa jenis hedges yang biasa digunakan adalah :
c. Pemertegas, misalnya “sangat” e. Pembatas, misalnya “di atas”
f. Quantifier, misalnya “hampir semua”
3.4.2. Fungsi Keanggotaan
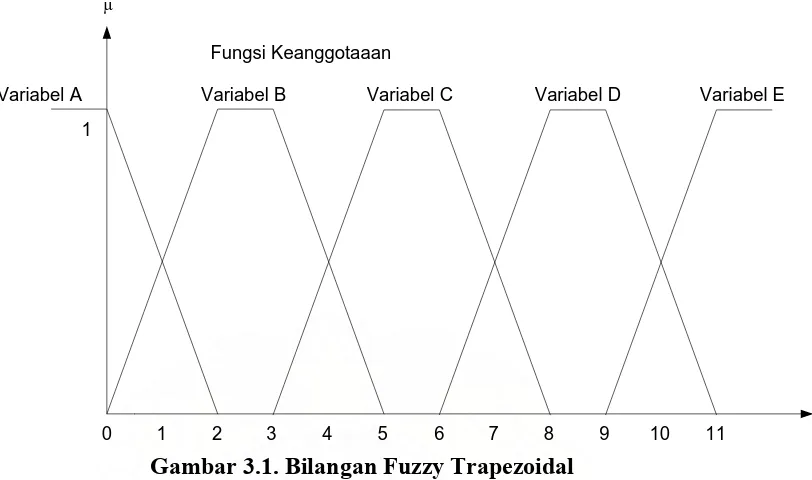
Penetuan kadar atau range dari sebuah variabel kualitatif dapat dilakukan dengan mengetahui sejauh apa tingkat keadaan dan kondisi dari substansi yang dibahas. Teknik penentuan ini dalam fuzzy dinamakan fungsi keanggotaan yang menyatakan sejauh apa sebuah substansi dengan tingkatannya berdasarkan variabel linguistik yang dimilikinya.
0 1 2 3 4 5 6 7 8 9 10 11 Variabel A Variabel B Variabel C Variabel D Variabel E
Fungsi Keanggotaaan µ
[image:60.595.131.537.123.363.2]1
Gambar 3.1. Bilangan Fuzzy Trapezoidal
Untuk contoh Bilangan Fuzzy Segitiga dapat dianalisis pada Gambar 3.2 berikut.
Variabel A Variabel C Variabel D Variabel E
Fungsi Keanggotaaan µ
0.1
0 0.2 0.3 0.4
1
Variabel B
Gambar 3.2. Bilangan Fuzzy Segitiga
3.4.3. Cara Mendapatkan Fungsi Keanggotaan (Membership Function)
1. Metode langsung dengan satu ahli
Sang ahli menetukan membership function langsung secara eksplisit dalam bentuk tertentu di beberapa titik sampel.
2. Metode langsung dengan banyak ahli
Masing-masing ahli (dari n orang ahli) diberikan pertanyaan untuk beberapa x X dan diminta apakah “x merupakan anggota dari himpunan (crisp) A” adalah pertanyaan yang benar atau salah. Diberikan sebuah elemen x X, dan
a1(x) menggambarkan jawaban dari ahli ke-i (i N n). Nilai keanggotaan dari x dihitung melalui rumus berikut ini :
n x ai x
A
n
i
∑
= = 1) ( )
(
3. Metode tidak langsung dengan satu ahli
Prinsipnya diberikan beberapa nilai x X misalnya x1,x2,x3,…x8. selanjutnya dilakukan perbandingan berpasangan namun dengan dasar penilaian adalah seberapa besar perbandingan kesesuaian keduanya terhadap konsep yang diberikan
4. Metode tidak langsung dengan banyak ahli
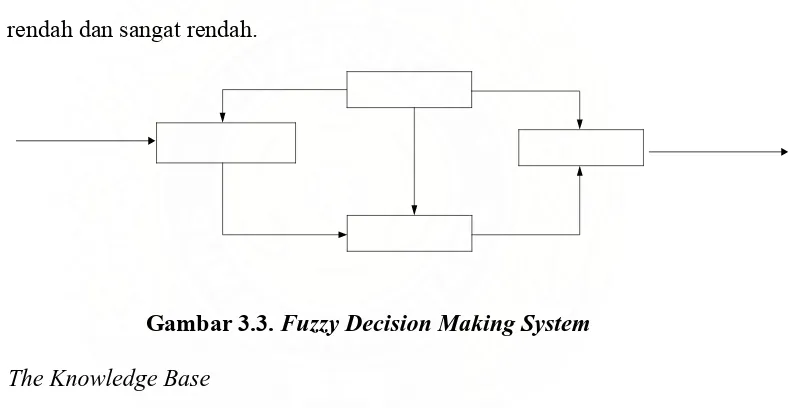
3.4.4. Fuzzy Decision Making System (FMDS)
Fuzzy Decision Making System (FDMS) terdiri dari keempat komponen utama seperti ditunjukkan pada Gambar 3.1. prinsip dari keempat komponen dari
Fuzzy Decision Making System adalah : 1. The Fuzzification Interface
Pada tahap ini dilakukan pengukuran terhadap nilai dari variabel input dan output, menterjemahkan rentang nilai tersebut ke dalam himpunan fuzzy dan merubah himpunan fuzzy tersebut menjadi bahasa natural seperti tinggi, rendah dan sangat rendah.
Gambar 3.3. Fuzzy Decision Making System 2. The Knowledge Base
Sebuah database yang berisi expert knowledge dari aplikasi dan aturan-aturan proses. Fungsi keanggotaaan ditentukan pada tahap ini dan digunakan pada tahap fuzzification interface
3. The Decision Making Logic
[image:62.595.128.523.327.531.2]tahap ini diperoleh dengan aturan niali minimum dari nilai keanggotaan variabel input. Jumlah aturan yang digunakan untuk mengkontrol sistem dengan menggunakan fuzzy control dihitung dengan :
⎟⎟⎠ ⎞ ⎜⎜⎝
⎛ =
∑
∏
= =
n
l i m
j
Li K
1
Dimana : K : jumlah aturan yang dibutuhkan untuk mengatur system m : jumlah set aturan yang digunakan untuk satu set variabel n : Jumlah variabel input yang digunakan dalam sat u set variabel L : jumalah fuzzy set (label) dalam sebuah variabel input
3.5. Fuzzy Analytical Hierarchy Process4
Fuzzy Anlytical Hierarchy Process merupakan suatu pendekatan teknik perbandingan berpasangan untuk menghitung bobot dari penilaian subjektif para pengambil keputusan. Karena para pengambil keputusan dibutuhkan untuk menganalisa dan mengevaluasi faktor/variabel dan mereka tidak dapat mengistilahkan dengan tepat faktor/variabel tersebut kedalam angka numerik yang tepat sehingga teknik fuzzy dipertimbangkan digunakan. Dalam pendekatan Fuzzy
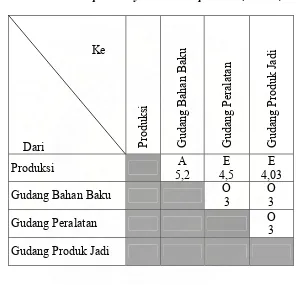
AHP digunakan Triangular Fuzzy Number (TFN) atau Bilangan Fuzzy Segitiga (BFS) untuk proses fuzzifikasi dari matriks perbandingan yang bersifat crisp. Setelah selesai dengan teknik Fuzzy, tujuan akhir yaitu ingin memperoleh hasil dalam bentuk crisp. Umtuk itu digunakan teknik Center Of Area (COA) yang merupakan teknik sederhana dan praktis dalam mengkombinasikan nilai
keanggotaaan yang minimum dengan penilaian yang diberikan dari ruang-ruang faktor. Nilai ini akan menjadi input data dalam pembentukan ARC modern yang dinamakan Crisp Activity Relationship Chart (CARC). CARC ini kemudian dijadikan dasar pada pembentukan tataletak yang baru. Contoh CARC dapat dianalisis pada Tabel 3.3. berikut.
Tabel 3.3. Crisp Activity Relationship Chart (CARC)
Ke
Dari Produks
i
G
uda
ng Ba
ha
n Ba
ku
G
uda
ng P
era
la
ta
n
G
uda
ng P
roduk J
adi
Produksi A
5,2
E 4,5
E 4,03
Gudang Bahan Baku O
3
O 3
Gudang Peralatan O
3 Gudang Produk Jadi
Untuk tahapan Fuzzy Analiytical Hierarchy Process ini dapat dianalisis pada langkah-langkah berikut:
1. Menentukan variabel performansi yang akan mempengaruhi tataletak.
3. Menterjemahkan nilai-nilai pada masing-masing variabel ke dalam variabel linguistik pada proses fuzzification interface dalam matriks frekuensi antar departemen. Contoh matriks frekuensi dapat dilihat pada Tabel 3.4. halaman berikut.
4. Menentukan fungsi keanggotaan pada masing-masing variabel dengan menggunakan Bilangan Fuzzy Trapezoidal (BFT) dan Bilangan Fuzzy Segitiga (BFS).
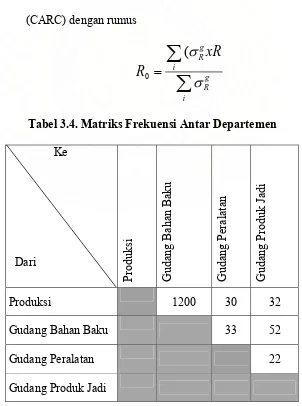
5. Melakukan proses defuzzifikasi untuk mendapatkan nilai tingkat kedekatan ruangan sebagai input Crisp Activity Relationship Chart
(CARC) dengan rumus
∑
∑
=
i g R i
g R
xR
R
σ
σ
(
[image:65.595.160.462.349.755.2]0
Tabel 3.4. Matriks Frekuensi Antar Departemen Ke
Dari
P
roduks
i
G
uda
ng Ba
ha
n Ba
ku
G
uda
ng P
era
la
ta
n
G
uda
ng P
roduk J
adi
Produksi 1200 30 32
Gudang Bahan Baku 33 52
Gudang Peralatan 22
BAB IV
METODOLOGI PENELITIAN
Penelitian merupakan rangkaian kegiatan ilmiah dalam rangka pemecahan suatu permasalahan. Hasil penelitian tidak pernah dimaksudkan sebagai suatu pemecahan (solusi) langsung bagi permasalahan yang dihadapi, karena penelitian berfungsi untuk mencari penjelasan dan jawaban terhadap permasalahan serta alternatif yang mungkin dapat digunakan untuk pemecahan masalah.
Penelitian harus mempunyai tujuan dan arah yang jelas. Dengan adanya tujuan yang jelas dan terencana dengan baik maka kegiatan penelitian akan menjadi jelas. Karena itu diperlukan sistematika kegiatan yang akan dilaksanakan dengan metode dan prosedur yang tepat mengarah kepada sasaran atau target yang telah ditetapkan.
Dalam metode penelitian direncanakan cara atau prosedur beserta tahapan-tahapan yang jelas dan disusun secara sistematis dalam proses penelitian. Tiap tahapan merupakan bagian yang menentukan tahapan selanjutnya sehingga harus dilalui dengan cermat. Kerangka berpikir dalam penelitian ini dapat dianalisis pada Gambar 4.15 halaman berikut.
Studi Literatur Mengenai perencanaan Tata Letak
Pengumpulan Data Formulasi Masalah
Penyusunan Tata Letak Fasilitas PT.Hadi Baru
Kesimpulan dan Saran Analisis Pemecahan Masalah
Studi Literatur Mengenai AHP dan
Penyusunan CARC
Gambar 4.1. Kerangka Berpikir Penelitian 4.1. Jenis Penelitian.
4.2. Objek Penelitian
Objek penelitian yang dipilih adalah PT. Hadi Baru yang beralamat di jalan Medan – Binjai Km 16. Perusahaan ini bergerak dalam produksi crumb rubber SIR 20.
4.3. Pengumpulan Data
Dalam pelaksanaanya, penelitian ini akan memerlukan data untuk diolah. Dat tersebut terbagi atas data:
1. Data Primer.
Data primer diperoleh dengan cara pengamatan untuk mendapat frekuensi dari variabel-variabel antar departemen dan wawancara langsung dengan pihak perusahaan dengan menggunakan kuisioner untuk mendapatkan data bobot variabel performansi tataletak fasilitas. Dalam penentuan sampel untuk penyebaran kuisioner menggunakan metode penentuan sampel bersifat tidak acak yaitu judgement sampling
karena karakterisrik sampel untuk responden kuisioner yang ingin disebarkan bersifat ekskluuif dan mampu memahami tataletak fasilitas. 2. Data Sekunder.
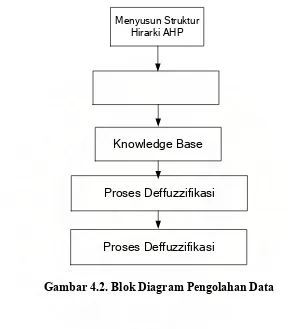
4.4. Pengolahan Data
Data yang telah dikumpulkan kemudian diolah agar dapat digunakan dalam penelitian. Blok diagram pengolahan data dapat dianalisis pada Gambar 4.2.
Knowledge Base
Proses Deffuzzifikasi
Menyusun Struktur Hirarki AHP
Proses Deffuzzifikasi
[image:69.595.153.441.224.553.2]Gambar 4.2. Blok Diagram Pengolahan Data
4.4.1. Menyusun Struktur Hierarki AHP
4.4.2. Fuzzification Interface
Pada tahap fuzzification interface adalah tahap pengubahan nilai input menjadi suatu bentuk himpunan fuzzy yaitu berupa variabel linguistik untuk masing-masing variabel. Tahapan fuzzification interface dapat dianalisis pada Gambar 4.3.
Pengukuran Nilai Variabel Tataletak
Konversi dalam variabel linguistik
Variabel Linguistik untuk
tiap Variabel Penentuan fungsi
keanggotaan
Variabel Tataletak
Gambar 4.3. Proses Tahap Fuzzification Interface
4.4.2.1. Pengukuran Nilai Tiap Variabel
Pada tahap ini dilakukan pengukuran terhadap variabel kuantitatif dan merupakan tahap pertama dari fuzzification interface. Pengukuran ini dapat dilakukan dengan wawancara atau melakukan pengukuran secara langsung.
4.4.2.2. Konversi Dalam Variabel Linguistik
permasalahan lebih jelas sehingga akan mempermudah dalam pengambilan keputusan.
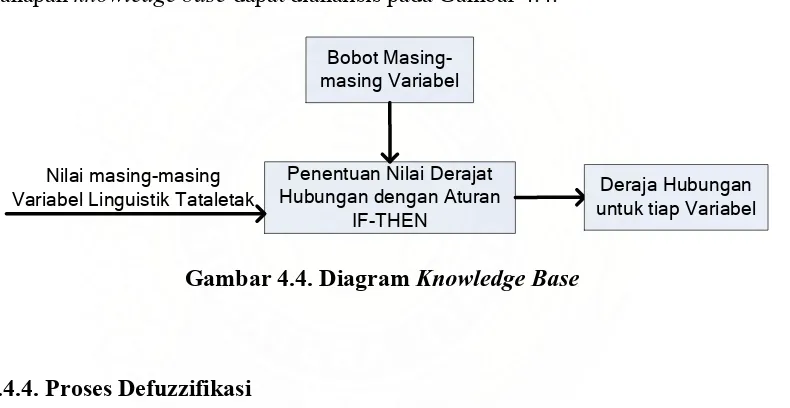
4.4.3. Knowledge Base
Pada tahap ini disusun seluruh fungsi keanggotaan dari masing-masing variabel disusun berdasarkan aturan pengambilan keputusan dengan bentuk IF-THEN untuk menentukan nilai derajat hubungan antara variabel linguistik. Tahapan knowledge base dapat dianalisis pada Gambar 4.4.
Penentuan Nilai Derajat Hubungan dengan Aturan
IF-THEN
Deraja Hubungan untuk tiap Variabel Bobot
Masing-masing Variabel
[image:71.595.121.516.317.521.2]Nilai masing-masing Variabel Linguistik Tataletak
Gambar 4.4. Diagram Knowledge Base
4.4.4. Proses Defuzzifikasi
Sesuai dengan kerangka Fuzzy Decision Making System (FDMS), tahap yang terakhir adalah tahap defuzzification interface. Pada tahap ini tingkat kedekatan masing-masing variabel digabungkan menjadi tingkat kedekatan hubungan keselutuhan yang kemudian dikonversikan menjadi suatu bilangan
4.4.5. Penyusunan Crisp Activity Relationship Chart (CARC)
Hasil nilai defuzzifikasi kemudian dimasukkan ke dalam tabel CARC sesuai dengan tingkat kedekatan antara masing-masing departemen. Pada tiap variabel kedekatan antara ruangan juga diketahui derajat keanggotaaan yang menunjukkan tingkat hubungan dari variabel linguistik tersebut.
4.5. Analisis Pemecahan Masalah
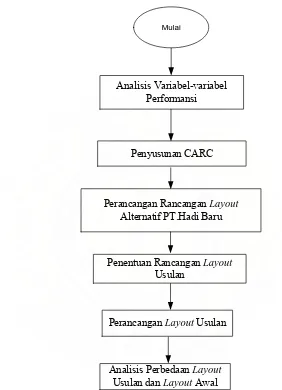
Analisis hasil dilakukan terhadap hasil pemecahan masalah yang dalam hal ini melakukan perancangan ulang dengan metode Fuzzy Analytical Hierarchy Process. Langkah-langgkah dalam analisis data dapat dilihat pada Gambar 4.5 halaman berikut. Beberapa hal yang menjadi analisis yaitu:
1. Melakukan anlisis terhadap masing-masing variabel yang menjadi variabel performansi pada perancangan tataletak fasilitas pada PT. Hadi baru.
2. Menganalisis Crisp Activity Relationship Chart dan perbedaannya dengan Activity Relationship Chart konvensional.
3. Penentuan rancangan layout alternatif sebagai layout usulan. 4. Pemilihan layout usulan.
5. Menganalisis perbedaan layout awal dan layout usulan.
4.6. Kesimpulan dan Saran
kepada pihak perusahaan tentang hal-hal yang harus dipersiapkan untuk mengimplementasikan hasil penelitian ini.
Analisis Variabel-variabel Performansi
Penyusunan CARC
Perancangan Rancangan Layout
Alternatif PT.Hadi Baru
Perancangan Layout Usulan Penentuan Rancangan Layout
Usulan
Mulai
Analisis Perbedaan Layout
Usulan dan Layout Awal
[image:73.595.159.441.191.581.2]BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data
5.1.1. Penentuan Variabel Yang Dipilih
Tahapan awal pada studi pendahuluan ini yaitu melakukan penentuan terhadap variabel yang akan digunakan pada penelitian di PT. Hadi Baru. Variabel-variabel yang akan dipilih didasarkan pada hal-hal yang paling berpengaruh terhadap hubungan masing-masing departemen atau fasilitas pada pabrik atau perusahaan. Oleh karena itu peneliti menggunakan variabel yang akan digunakan pada PT. Hadi Baru yaitu:
1. variabel aliran bahan 2. variabel aliran informasi 3. variabel aliran peralatan 4. variabel aliran tenaga kerja
Keseluruhan variabel ini merupakan variabel kuantitatif yaitu variabel yang dapat diukur dengan menggunakan metode pengukuran yang relevan dengan hal yang akan diukur.
5.1.2. Perancangan Proses Pengukuran
pihak PT. Hadi Baru berupa wawancara untuk mengumpulkan data dari masing-masing departemen terkait dengan variabel yang digunakan.
5.1.2.1. Variabel Aliran Bahan
Tahap awal dari pengukuran variabel aliran bahan yaitu mendapatkan data aliran bahan yang ada dalam satu departemen ke departemen yang lainnya. Hal ini dilakukan