SISTEM PEMELIHARAAN DAN CARA PENGATURAN
SAFETY VALVE (KATUB PENGAMAN TEKANAN)
PADA PERALATAN DI PABRIK
MINI PTKI MEDAN
Karya Akhir ini diajukan untuk melengkapi salah satu persyaratan untuk
memperoleh gelar Sarjana Sains Terapan
075203014 RAHMAT AZIZI
PROGRAM DIPLOMA IV TEKNOLOGI
INSTRUMENTASI PABRIK DEPARTEMEN TEKNIK
ELEKTRO FAKULTAS TEKNIK UNIVERSITAS
SUMATERA UTARA
MEDAN
SISTEM PEMELIHARAAN DAN CARA PENGATURAN SAFETY VALVE (KATUB PENGAMAN TEKANAN) PADA PERALATAN DI PABRIK
MINI PTKI MEDAN Nip.19540531 198601 1 002
Diketahui Oleh :
KETUA PROGRAM DIPLOMA IV TEKNOLOGI INTRUMENTASI PABRIK
Fakultas Teknik USU
Nip.19540531 198601 1 002 Ir. SURYA TARMIZI KASIM, M.Si.
ABSTRAK
Pada dunia industri penggunaan peralatan instrumentasi merupakan hal yang sangat penting dalam proses operasi produksi suatu pabrik. Sejalan dengan kemajuan dan perkembangan ilmu pengetahuan dan teknologi yang semakin pesat pada saat ini, manusia selalu berusaha untuk menemukan atau menciptakan suatu peralatan yang dapat mempermudah pekerjaan pada suatu proses. Untuk itu peralatan tersebut harus dapat menghasilkan pengukuran atau pendeteksian dengan optimal. Beberapa parameter yang menjadi dasar bahan pengukuran pada jalannya proses yaitu tekanan (pressure), suhu (temperature), tinggi permukaan (level) dan aliran (flow).
Katub adalah suatu benda yang mengatur laju aliran, semua katub yang
banyak digunakan pada dasarnya adalah untuk membuka dan menutup aliran sesuai
dengan kebutuhan yang diinginkan. Sebuah katup pengaman pengaturan untuk
sebuah operasi instalasi dengan media tekanan memiliki input tekanan medium dan
media keluaran tekanan dihubungkan dengan katup.
Katub pengaman merupakan kelengkapan rangkaian perpipaan yang
mempunyai peranan penting untuk menjaga dan mengamankan suatu peralatan
maupun rangkaian perpipaan pada saat pabrik beroperasi. Katub pengaman ini
bekerja berdasarkan tekanan dari suatu aliran. Apabila pada suatu peralatan atau
rangkaian perpipaan mengalami tekanan yang berlebih, maka katub pengaman secara
otomatis akan membuang tekanan yang berlebih tersebut, sehingga tekanan yang
KATA PENGANTAR
Puji syukur penulis sampaikan kepada Allah SWT, atas berkah dan
rahmatnya sehingga penulis dapat menyelesaikan karya akhir ini. Tidak lupa pula
penulis ucapkan ribuan terima kasih kepada ayahanda Ahmad Sangkot Pohan dan
ibunda tercinta Darmawati Sagala yang tak pernah letih mengasuh, membesarkan,
memberi dukungan moral maupun materil dan selalu menyertai ananda dengan do’a
sampai dengan menyelesaikan Karya Akhir ini.
Dalam proses penyusunan karya akhir, penulis telah mendapat bimbingan
dan arahan dari berbagai pihak, maka untuk bantuan yang diberikan baik materil,
spiritual, informasi maupun administrasi. Oleh karena itu sepantasnya penulis
mengucapkan terima kasih yang sebesar-besarnya kepada :
1. Bapak Prof. Dr. Ir. Bustami Syam, MSME. Selaku Dekan Fakultas Teknik
Universitas Sumatera Utara.
2. Bapak Ir. Surya Tarmizi Kasim M.Si selaku ketua Program Studi Teknologi
Instrumentasi Pabrik.
3. Bapak Rahmad Fauzi ST, MT. selaku Sekretaris Program Studi Teknologi
Instrumentasi Pabrik.
4. Bapak Drs. Hasdari Helmi MT, selaku Kordinator Program Studi Teknologi
5. Bapak Ir. Surya Tarmizi Kasim M.Si, selaku Dosen Pembimbing penulis yang
telah banyak memberikan masukan dan arahan dalam penulisan Karya Akhir
ini.
6. Bapak Ir. Satria Ginting selaku Dosen Wali.
7. Orang tua dan adinda tercinta yang telah memberikan dukungan moril dan
materil serta do’a-do’anya.
8. Orang yang selalu memberikan saya semangat dan motivasi sekaligus juga
orang yang saya sayangi Yuliawanti Pertiwi Sari SHi.
9. Rekan-rekan mahasiswa jurusan Teknologi Instrumentasi Pabrik yang tidak
dapat penulis sebutkan satu-persatu khususnya angkatan 2007, 2006 dan 2005
yang telah banyak membantu penulis.
Penulis menyadari bahwa Karya Akhir ini masih ada terdapat
kekurangan-kekurangan dan masih jauh dari kesempurnaan dikarenakan keterbatasan
pengetahuan dan wawasan dalam ruang lingkup pembelajaran. Untuk itu penulis
sangat mengharapkan kritik dan saran sebagai penyempurnaan dari karya akhir ini.
Semoga karya akhir ini ada manfaatnya bagi kita semua terutama bagi penulis sendiri.
Medan, 25 November 2011
Penulis
DAFTAR ISI
Abstrak ... i
Kata Pengantar ... ii
Daftar Isi ... iv
Daftar Gambar ... vii
Daftar Tabel ... viii
BAB 1 PENDAHULUAN ... 1
1.1 Latar Belakang ... 1
1.2 Maksud dan Tujuan ... 2
1.3 Kegunaan dan Manfaat ... 3
1.4 Rumusan Masalah ... 3
1.5 Batasan Masalah ... 3
1.6 Metode Penulisan ... 4
1.7 Sistematika Penulisan ... 4
BAB 2 LANDASAN TEORI ... 6
2.1 Katub ... 6
2.2 Bahan dan Material Katub ... 8
2.3 Katub Pengaman (safety valve dan Relief valve) ... 10
2.4 Jenis-Jenis Katub Pengaman Tekanan ... 11
2.6 Sistem Pembebasan Tekanan ... 29
2.7 Penggunaan Sistem Pembebasan Tekanan untuk mencegah Kelebihan Tekanan dari Pabrik ... 30
2.8 Tujuan Sistem Pembebas Tekanan ... 30
2.9 Sistem Pemeliharaan ... 31
2.10 Pemeliharaan Mekanik Peralatan ... 38
BAB 3 PERMASALAHAN POKOK ... 39
3.1 Katub Pengaman (safety valve) ... 39
3.2 Jenis-Jenis Tekanan yang terjadi pada Katub Pengaman ... 42
3.3 Analisis penyebab terjadinya tekanan berlebih ... 44
3.4 Katub Pengaman pada Boiler ... 46
3.5 Mengatur Tekanan dan Kapasitas pada Boiler ... 50
3.6 Jenis Sambungan ... 52
3.7 Sertifikasi dari Katub ... 52
3.8 Penandaan ... 52
BAB 4 HASIL PENELITIAN DAN PEMBAHASAN ... 54
4.1 Materi ... 54
4.2 Metoda ... 55
4.3 Pengujian Katub Pengaman untuk menentukan sifat-sifat Operasi ... 57
BAB 5 KESIMPULAN DAN SARAN ... 59
5.1 Kesimpulan ... 59
5.2 Saran ... 60
DAFTAR GAMBAR
Nomor Judul Halaman
2.1 Katub bola (globe valve) ... 6
2.2 Katub Pintu (gate valve) ... 7
2.3 Katub Searah (check valve)... 7
2.4 Elemen-elemen dari safety valve dan bahan material ... 9
2.5 Safety valve dan relief valve ... 11
2.6 Tipikal Conventional relief valve ... 14
2.7 Tipikal Balanced Bellow PRV ... 17
2.8 Pilot Operated PRV (Tipe Piston) ... 20
2.9 Pilot Operated PRV (Tipe Diafragma) ... 21
2.10 Tipikal Rupture Disk ... 22
2.11 Pemasangan Rupture Disk pada Inlet PRV ... 28
2.12 Bath-tub curve Maintenance ... 35
3.1 Katub Pengaman (safety valve) ... 39
3.2 Tekanan pada Sistem Pelepasan (Build up back Pressure) ... 43
3.3 Penyebab Tekanan Balik (Superimposed back Pressure) ... 44
3.4 Katub Pengaman yang terpasang di Boiler ... 48
DAFTAR TABEL
Nomor Judul Halaman
BAB 1
PENDAHULUAN
1.1 Latar Belakang
Perkembangan teknologi dewasa ini, semakin terasa bertambah maju,
khususnya dalam bidang ilmu pengetahuan yang sepadan dengan kemajuan teknologi
industri yang sangat pesat dimana peralatan-peralatan modern diciptakan untuk
mempermudah kerja dan mempercepat proses kegiatan produksi di suatu pabrik.
Salah satunya adalah peralatan-peralatan instrument yang berfungsi untuk mengukur
berbagai variabel (tekanan, aliran, level, dan temperatur) yang biasanya digunakan
dalam industri pabrik. Kegiatan pengukuran bertujuan untuk pengawasan suatu
peralatan mendapatkan wujud produksi yang diinginkan yang berhubungan dengan
kwalitas dan untuk proses pengontrolan.
Dalam kaitan ini penulis mendapat kesempatan untuk melaksanakan praktek
kerja lapangan untuk melakukan penelitian pada Pendidikan Teknologi Kimia
Industri Medan, yaitu tepatnya pada Pabrik Mini PTKI Medan.
Dalam suatu produksi pabrik peranan katub sangat penting sehingga untuk
menjaga agar katub bekerja dengan baik maka tekanan terhadap katub harus sering
diperhatikan. Maka dari itu perlu diperhatikan pengukuran-pengukuran tekanan
sehingga dapat di kontrol setiap saat.
Pada kesempatan ini penulis menitik beratkan tentang pengaruh besar
katub berfungsi untuk mencegah dan mengalirkan aliran fluida, mengubah dan
mengatur jumlah aliran.
Adapun alasan pemilihan judul diambil karena penulis sebagai mahasiswa
jurusan Teknologi Instrumentasi Pabrik dengan penerapan teori tentang elemen dan
pengendalian proses sehingga judul yang diambil adalah “SISTEM
PEMELIHARAAN DAN CARA PENGATURAN SAFETY VALVE (KATUB
PENGAMAN TEKANAN) PADA PERALATAN DI PABRIK MINI PTKI
MEDAN”. Karena sesuai dengan disiplin ilmu yang penulis peroleh terhadap
penerapannya dan nantinya dijadikan salah satu modul percobaan bagi mahasiswa di
laboratorium instrument PTKI Medan.
1.2 Maksud dan Tujuan
1) Maksud
Adapun maksud penulisan Karya Akhir ini adalah untuk mengetahui dan
menindak lanjuti pengaruh tekanan terhadap pengaturan safety valve dalam suatu
aliran perpipaan.
2) Tujuan
a. Untuk mempelajari besar tekanan yang diterima oleh katub pengaman dalam
pengaturan aliran perpipaan, dimana mahasiswa melakukan kerja
praktek/penelitian.
b. Untuk mengetahui keterpasangan peralatan-peralatan yang digunakan pada
1.3 Kegunaan dan Manfaat
1) Kegunaan
a. Sebagai bahan masukan untuk tindak lanjut, mengenai peralatan
Instrumentasi pada suatu industri/pabrik khususnya keterpasangan safety
valve.
b. Dapat mengatur besar tekanan terhadap pengaturan katub.
2) Manfaat
a. Dapat mengatur besar tekanan secara efisien terhadap pengaturan katub.
b. Dapat memberikan petunjuk-petunjuk tentang pengaruh tekanan terhadap
pengaturan katub (safety valve) dalam suatu aliran.
1.4 Rumusan Masalah
Permasalahan yang dibahas penulis pada katub pengaman tekanan (safety
valve) ini dapat dijabarkan sebagai berikut :
a. Bagaimana cara kerja katub pengaman (safety valve).
b. Sistem pengaturan katub pengaman.
c. Bagaimana cara pemeliharaan katub pengaman yang baik agar dapat
1.5 Batasan Masalah
Untuk mendapatkan hasil pembahasan yang maksimal, maka penulis perlu
membatasi masalah yang akan dibahas, adapun batasan masalah dalam Karya Akhir
ini adalah :
a. Pembahasan yang dilakukan menyangkut pengaturan dan pemeliharaan
katub pengaman (safety valve).
b. Instrumentasi pendukung di bahas secara umum.
c. Tidak membahas perhitungan secara mendetail.
1.6 Metode Penulisan
Metode penulisan yang dipergunakan dalam penulisan Karya Akhir ini
antara lain sebagai berikut :
a. Studi literatur : Mengambil bahan – bahan dari buku – buku referensi, jurnal,
artikel dan website yang dapat menunjang penyusunan karya akhir.
b. Studi lapangan : Mengambil data dan informasi dari Pabrik Mini PTKI
Medan.
1.7 Sistematika Penulisan
Dalam penulisan dan penyusunan Karya Akhir ini, maka penulis membuat
sistematika penulisan yang diharapkan akan mempermudah dan memahami maksud
yang ingin disampaikan kepada pembaca. Adapun isi sistematika penulisan ini adalah
BAB 1 : PENDAHULUAN
Bab ini menjelaskan tentang latar belakang, tujuan dan manfaat penulisan,
rumusan masalah, batasan masalah, metoda penulisan dan sistematika penulisan.
BAB 2 : LANDASAN TEORI
Bab ini menjelaskan tentang tinjauan umum mengenai katub pengaman,
bagian-bagian utama, prinsip kerja serta sistem pengaturan dan pemeliharaan katub
pengaman.
BAB 3 : PERMASALAHAN POKOK
Masalah yang sering terjadi serta ditemui dilapangan membuat masalah-masalah
yang berhubungan dengan safety valve menjadi hal yang penting. bagaimana
mengatasi dan menindak lanjuti merupakan kewajiban seorang maintenance untuk
BAB 4 : HASIL PENGUJIAN DAN PEMBAHASAN
Bab ini menjelaskan tentang hasil pengujian terhadap katub pengaman tekanan
bagaimana cara pengaturan dan pemeliharaan terhadap katub pengaman (safety
valve) serta peralatan – peralatan yang digunakan selama pengujian mulai dari
penanganan, pengesetan dan penyelesaian.
BAB 5 : KESIMPULAN DAN SARAN
Bab ini merupakan bagian kesimpulan dan saran atas hasil pembahasan dan
pengujian yang telah dilaksanakan sebelumnya.
BAB 2
LANDASAN TEORI
2.1 Katub
Salah satu komponen yang sangat penting dalam sistem perpipaan adalah
katub, sebab katub yang mengatur laju aliran fluida. Ada beberapa jenis katub yang
sering digunakan yaitu katub bola, katub pintu, dan katub searah.
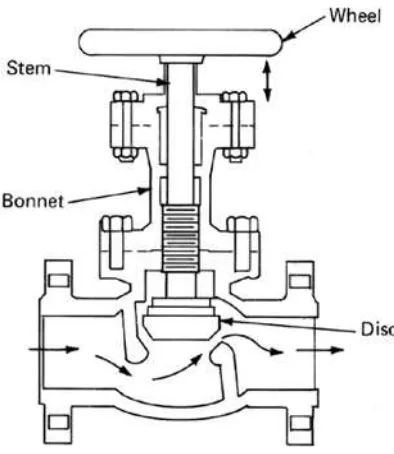
2.1.1 Katub Bola (Globe Valve)
Katub Bola (globe valve) seperti terlihat pada Gambar 2.1, digunakan untuk
membuka, menutup, dan dapat mengatur aliran. Aliran yang mengalir adalah aliran
turbulen.
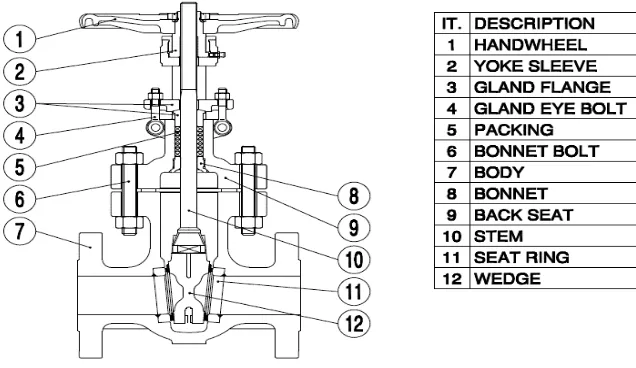
2.1.2 Katub Pintu (Gate Valve)
Katub Pintu (gate valve) seperti ditunjukkan pada Gambar 2.2, katub ini
sering digunakan untuk membuka dan menutup aliran sesuai dengan kebutuhan yang
diinginkan. Aliran yang mengalir adalah aliran laminer.
Gambar 2.2. Katub Pintu (Gate Valve)
2.1.3 Katub Searah (Check Valve)
Katub Searah (check valve) seperti ditunjukkan pada Gambar 2.3, katub ini
digunakan untuk mencegah aliran balik atau dengan kata lain digunakan hanya untuk
aliran satu arah.
Katub Pintu (gate valve) dan Katub Bola (globe valve) dioperasikan secara
manual dengan memutar bagian roda tangan (handwhell). Ada tiga variasi penutupan
katub yang bekerja dengan cara mengayunkan tuas (handle) dengan cepat, yaitu :
a. Katub kupu – kupu (butterfly valve), dipakai untuk air
b. Katub bulat (Ball valve), dipakai untuk gas dan air
c. Plug valve, dipakai untuk minyak dan pelumas kental.
2.2 Bahan dan Material Katub
Suatu hal yang penting dalam pemakaian katub adalah pemilihan material
katub yang sesuai dengan perencanaan, seperti terlihat pada Gambar 2.4. Bahan –
bahan yang dipakai untuk pembuatan katub adalah :
1. Kuningan (brass), katub dengan bahan ini digunakan untuk temperature
dibawah 450° F, bila temperaturnya lebih dari 550° F maka digunakan
material perunggu (bronze) yang biasanya mempunyai diameter minimum 3
inchi dan tekanannya dapat lebih besar dari 330 Psi.
2. Besi (Iron), macam – macamnya adalah mulai dari cast iron yang biasanya
digunakan untuk katub kecil sampai kepada high strength metal alloy cast
yang digunakan untuk katub besar. Cast iron tidak boleh digunakan pada
temperatur lebih besar dari 450° F.
3. Baja (steel), material ini dapat dipakai untuk katub yang memerlukan
4. Stainless Steel, material ini dipakai untuk katub yang memerlukan
temperatur rendah dan aliran korosif.
NAMA BAGIAN
AISI 416 baja tahan karat Besi lunak bergelombang AISI 416 baja tahan karat AISI 416 baja tahan karat Baja karbon
AISI 416 baja tahan karat Besi lunak bergelombang AISI C-1117 baja karbon
ASTM A-193 Gr. B7, baja campur ASTM A-194 Gr. 2H, baja campur Besi lunak bergelombang
Besi lunak bergelombang
ASTM A-315 Gr. CF8, baja tahan karat AISI 416 baja tahan karat, hardening Besi lunak bergelombang
AISI 416 baja tahan karat
ASTM A-351 Gr. CF8, baja karbon AISI 302 Baja tahan karat
17-4PH, Baja tahan karat, hardening AISI 302 Baja tahan karat
ASTM A-351 Gr. CF8, Baja tahan karat Baja karbon
Baja tungsten (8.75-9,75)
ASTM A-216, Gr WCB, Baja karbon ASTM A-216, GR WCB, Baja karbon ASTM A-217, GR WCB, Baja campur ASTM A-216, GR WCB, Baja karbon ASTM A-217, WC6, Baja campur ASTM A-194 Gr. 2H baja campur
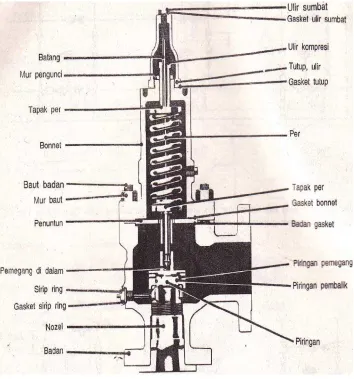
Keterangan Gambar 2.4 Elemen-elemen dari safety valve dan bahan material
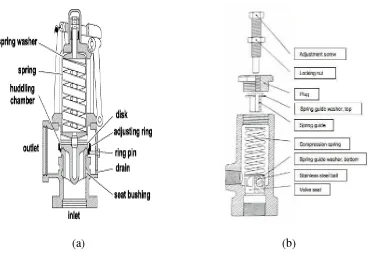
2.3 Katub Pengaman (Safety valve dan Relief valve)
Adapun kegunaan dari kedua katub ini adalah untuk mengamankan tekanan
yang berlebih terhadap air, uap ataupun udara. Seperti yang ditunjukkan pada Gambar
2.5 (a) dan 2.5 (b). Katub ini merupakan kelengkapan rangkaian perpipaan yang
mempunyai peranan penting untuk menjaga dan mengamankan suatu peralatan
maupun rangkaian perpipaan pada waktu beroperasi. Kedua katub ini digunakan
membahayakan alat (equipment), personel yang sedang bekerja, dan untuk
kepentingan proses itu sendiri.
Safety valve dan Relieve valve dapat bekerja apabila terjadi tekanan yang
berlebih dalam suatu aliran, dengan sendirinya secara otomatis safety valve akan
membuang tekanan yang berlebih tersebut. Katub Pengaman (safety valve) digunakan
untuk fluida gas sedangkan relieve valve digunakan untuk fluida cair.
Safety valve dan relieve valve juga digunakan sebagai pengaman mesin
fluida, dimana katub pengaman (safety valve) melindungi mesin fluida tersebut dari
tekanan yang tidak stabil akibat adanya tekanan yang berlebih pada jalur perpipaan
yang terpasang, diantaranya melindungi pompa, instrument serta peralatan yang
berada dalam satu rangkaian. Antara kedua valve ini terdapat penggunaan istilah yang
seringkali tertukar satu sama lain. Kadang Relieve valve dianggap Safety valve dan
kadang juga Safety valve dianggap Relieve valve. Namun, sebenarnya perbedaan
mendasarnya adalah cara kerjanya itu sendiri, Relieve valve akan membuka
perlahan-lahan apabila terjadi kelebihan (excess) pressure dan akan menutup kembali apabila
pressure telah kembali normal. Relieve valve lebih cocok diaplikasikan ke fluida
liquid. Sedang Safety valve, akan membuka secara sangat cepat langsung 60%
opening apabila terjadi excess pressure. Dan akan menutup kembali hanya apabila
(a) (b)
Gambar 2.5. (a) Safety valve, (b) Relieve valve
2.4 Jenis–Jenis Katub Pengaman Tekanan (safety valve) dan (Relief Valve)
Relieve Valve adalah anggota dari dari kelompok Pressure Relief Devices
Pressure Relief Devices merupakan peralatan mekanis yang berfungsi melindungi
peralatan pabrik dari tekanan berlebih (overpressure). Pressure relief devices
dirancang untuk membuka pada saat kondisi darurat atau keadaan abnormal untuk
mencegah meningkatnya tekanan fluida melebihi batas yang ditetapkan. Peralatan ini
juga dirancang untuk mencegah terjadinya kondisi vakum yang berlebihan dalam
suatu peralatan proses. Tujuan pemasangan Pressure relief devices tidak hanya untuk
keamanan dan keselamatan kerja namun juga untuk mencegah terjadinya kerusakan
peralatan, mencegah kehilangan bahan baku atau produk, mengurangi jumlah down
Beberapa jenis dan definisi penting tentang katub pengaman tekanan yang
dipakai dalam standar industri pabrik yang berkaitan dengan pressure relieve device
yaitu sebagai berikut:
a. Relief Valve atau Pressure Relief Valve (PRV), adalah suatu alat otomatik
pembuang tekanan yang digerakan olah static pressure upstream dari valve dan
yang membuka proposonil terhadap kenaikan tekanan diatas tekanan bukaan.
Relief valve digunakan terutama pada fluida cair seperti air atau minyak.
Kapasitas Relief Valves biasanya pada 10 atau 25 persen dari nilai overpressure
tergantung pada aplikasinya.
b. Safety Valve atau Pressure Safety Valve (PSV), adalah suatu alat otomatik
pembuang tekanan yang digerakkan oleh static pressure upstream dari valve
dengan ciri membuka penuh atau poping. Safety valve digunakan terutama pada
fluida gas atau uap.
c. Safety Relief Valve (SRV), adalah suatu alat otomatik pembuang tekanan yang
cocok untuk dipergunakan baik sebagai safety valve maupun sebagai relief
valve tergantung pada penggunaannya.
Walaupun API Recommended Practice telah membuat definisi tersebut di
atas, namun banyak perusahaan minyak dan gas bumi yang mencampuradukkan
2.5 JENIS-JENIS RELIEF VALVE
Terdapat banyak jenis relief valve atau yang tersedia untuk memenuhi
aplikasi di berbagai industri yang berbeda. Meskipun beberapa standar baik nasional
maupun internasional memberikan klasifikasi relief valve yang berbeda-beda, secara
umum relief valve terbagi atas :
1. Spring-Loaded Pressure Relief Valves (relief valves dengan spring/spiral tekan)
a. Non-Balanced (Conventional) Pressure Relief Valve
b. Balanced Pressure Relief Valve
2. Special Pressure Relief Valve
a. Pilot-Operated Valve
b. Rupture Disk
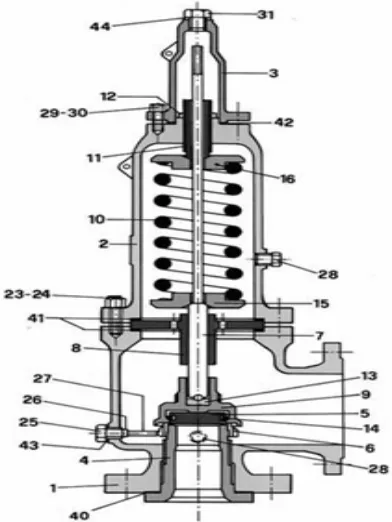
2.5.1 Spring-Loaded Pressure Relief Valves
Elemen dasar dari spring-loaded pressure relief valve meliputi inlet nozzle
yang terhubung ke vessel yang akan diproteksi, disk (cakram) yang dapat bergerak
yang mengontrol aliran fluida melalui nozzle, serta spring (spiral) yang mengontrol
posisi dari cakram. Prinsip kerja dari relief valve tipe ini adalah tekanan inlet
diarahkan langsung ke valve berlawanan arah dengan gaya spiral. Tegangan spiral
diset untuk menjaga agar valve menutup pada tekanan normal. Pada set pressure,
gaya pada cakram akan diimbangi dan cakram mulai terangkat dan terangkat secara
Spring-loaded PRV diklasifikasikan atas non-balanced (conventional) PRV
dan balanced PRV :
a) Non-Balanced (Conventional) Pressure Relief Valve
Tipe ini banyak digunakan dalam Refinery Process Equipment yang
memerlukan proteksi terhadap overpressure. Conventional PRV digunakan ketika
outletnya menuju sebuah pipa pendek yang dibuang ke atmosfir atau sistem perpipaan
bertekanan rendah (low-pressure manifold) yang membawa fluida buangan dari satu
atau lebih PRV ke sebuah lokasi pembuangan utama. Biasanya tekanan spiral berada
di antara tekanan yang diset (set pressure) dan tekanan atmosfir. Gambar 2.6
memperlihatkan tipikal Non-Balanced (Conventional) Type Relief Valve.
Keterangan Gambar 2.6Tipikal Conventional Relief Valve
PRV tipe konvensional mempunyai beberapa kelemahan yaitu :
a. Tekanan balik (Back pressure) pada outlet yang berfluktuasi akan
mempengaruhi tekanan dimana valve mulai membuka sehingga valve akan
menutup bila tekanan balik terlalu tinggi karena tidak seimbangnya tekanan
pada valve atau ‘harmonic resonance’. Valve akan mulai memperlihatkan
flutter atau chatter. Flutter adalah karena tidak normalnya gerak putar yang
cepat (abnormal rapid reciprocating motion) dari bagian yang bergerak dalam
PRV dimana cakram tidak ada kontak dengan seatnya. Chatter adalah gerakan
yang menyebabkan cakram kontak dengan seatnya dan merusak valve-nya serta
diperhitungkan untuk setiap kondisi overpressure yang digunakan. PRV
Konvensional sebaiknya tidak digunakan bila tekanan balik lebih dari 10 persen
dari set pressure. Tekanan balik yang lebih besar dapat diperhitungkan bila
overpressure-nya lebih dari 10%. Tekanan balik memiliki pengaruh yang
berbeda tegantung pada desain dari bonnet pada valve.
b. Back pressure yang tinggi akan mengakibatkan kapasitas relieving dari relief
valve akan berkurang.
c. Untuk jenis fluida yang bersifat korosif atau menyebabkan fouling maka
endapan yang terjadi akan menempel pada disk guide yang akan mengakibatkan
valve tidak dapat membuka atau macet sehingga memerlukan inspekasi yang
lebih sering.
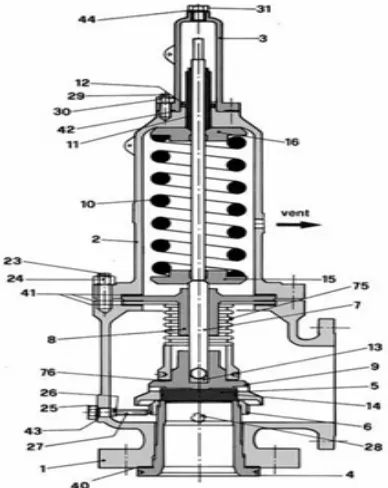
b)Balanced Pressure Relief Valve
Balanced Pressure Relief Valve (Balanced PRV) didesain untuk mengurangi
efek dari teklanan balik pada set pressure valve-nya dan meminimalkan efek dari
tekanan balik yang membesar dari karakteristik pada saat membuka atau menutup,
mengangkat (spring), dan kapasitas buangnya. Balanced PRV digunakan bila
kenaikkan tekanan (tekanan balik diakibatkan oleh aliran yang melalui downstream
dari piping setelah relief valve) terlalu tinggi untuk PRV tipe konvensional atau bila
tekanan balik tidak melebihi 50% dari set pressure. Ada 2 tipe balanced PRV yaitu
tipe yang memakai piston dan tipe yang memakai bellows.
Untuk tipe piston, rumah dari piston dibuat ventilasi sehingga tekanan balik
dari muka yang berlawanan arah dengan disk valve tidak ada. Gas yang diventilasi
dari bonnets pada piston ini harus dibuang secara aman dengan restriksi yang
minimum.
Untuk tipe bellows, pengaturan posisi bellows dari valve mencegah tekanan
balik bereaksi pada sisi atas dari cakram pada area efektif bellows-nya. Area cakram
yang berada dibelakang bellows pada arah yang berlawanan dengan area nozzle seat
akan menahan efek dari tekanan balik pada cakram sehingga tidak ada tekanan yang
tidak seimbang pada fluktuasi tekanan di downstream valve. Bellows mengisolasi
disk guide, spring, dan bagian atas lainnya dari fluida yang mengalir. Fitur ini
mungkin penting bila fluida yang mengalir bersifat korosif atau akan merusak PRV.
Pada beberapa ukuran dan desain tertentu, bellows tidak tersedia, karena terbatasnya
ukuran fisik dari bellows yang dapat didesain serta dibuat pada valve. Jika balanced
bellows tidak tersedia maka unbalanced bellows dapat dispesifikasi bila isolasi
terhadap korosi lebih diutamakan.
Balanced PRV membuat kemungkinan lebih besar tekanan yang dapat
dibuang pada perpipaan. Kedua jenis balanced PRV harus mempunyai ventilasi
bonnet yang cukup besar untuk memastikan tidak adanya tekanan balik yang dapat
Jika valve dilokasikan dengan ventilasi ke atmosfir (dengan jumlah yang
tidak terlampau besar) yang dapat membuat adanya racun, vent harus dipipakan ke
dalam lokasi yang aman dengan sistem dicharge independen. Gambar 2.7
memperlihatkan tipikal Balanced-Bellow PRV.
Keterangan Gambar 2.7Tipikal Balanced-Bellow PRV
2.5.2 Special Pressure Relief Valve
Konvensional dan balanced PRV kurang cocok untuk beberapa pemakaian
tertentu misalnya :
a. Vessel yang dihadapkan pada internal explosion maka safety valve tidak dapat
memberikan proteksi yang cukup.
b. Vessel dengan relief valve di set pada tekanan kurang dari 10 psig maka safety
valve tidak reliable.
c. Equipment yang memerlukan proteksi terhadap thermal expansion dapat
Berdasarkan hal-hal tersebut di atas maka special PRV diperlukan Beberapa
tipe special PRV, antara lain sebagai berikut :
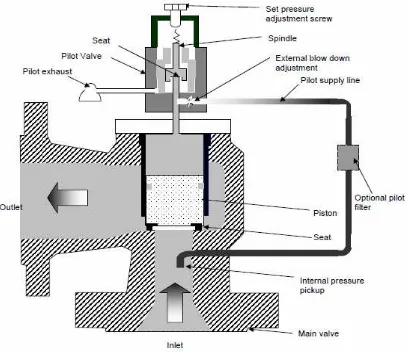
1) Pilot-operated Pressure Relief Valve
Tipe ini banyak digunakan dalam Refinery Process Equipment yang
memerlukan proteksi terhadap overpressure. Conventional PRV digunakan ketika
outletnya menuju sebuah pipa pendek yang dibuang ke atmosfir atau sistem
perpipaan. Pilot operated PRV digunakan untuk mengatasi beberapa kelemahan yang
ada pada PRV tipe konvensional dan tipe non-konvensional. Pilot-Operated PRV
secara umum terbagi atas tipe piston dan tipe diafragma :
a. Tipe Piston
Tipe piston terdiri atas bagian valve utama, yaitu floating piston, dan pilot
valve external. Piston didesain untuk mendapat area efektif yang lebih luas pada
bagian atas dan bawah. Sampai tercapainya set pressure, area bagian atas dan bawah
terekspose pada tekanan inlet yang sama. Karena area efektif yang lebih besar pada
sisi atas pistonnya, maka gaya tekan membuat piston lebih kencang pada valve
seatnya. Semakin besar tekanan operasional yang terjadi, maka gaya pada seat
semakin besar dan membuat valve semakin kencang (tighter). Pada set pointnya, pilot
akan menventilasi tekanan pada sisi atas piston yang membuat piston tidak menekan
seat dan fluida mengalir melewati valve utama. Setelah kondisi overpressure
terlewati, pilot akan menutup vent dari sisi atas piston dan mengembalikan ke kondisi
Gambar 2.8Pilot-Operated PRV (Tipe Piston)
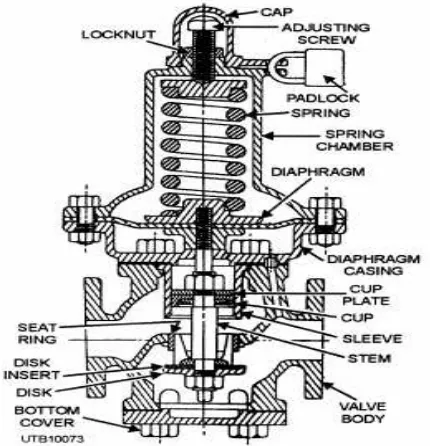
b. Tipe Diafragma
Tipe Diafragma sama dengan tipe piston hanya piston digantikan oleh
diafragma fleksibel dan disk atau cakram. Diafragma menyediakan fungsi unbalance
dari piston. Cakram, yang normalnya menutup inlet valve, terintegrasi dengan
diafragma. Pilot external bekerja mirip dengan piston yaitu dengan memventilasi top
normal. Seperti halnya tipe piston, gaya tekan seat bertambah secara proporsional
seperti bertambahnya tekanan operasi karena perbedaan area yang terekspose pada
diafragma. Pilot valve yang mengoperasikan bagian utama valve dapat secara ‘pop
action’ atau ‘modulation action’. Pilot ini juga dapat bertipe ‘non-flowing’ atau
‘flowing’ yang berarti fluida proses dapat melewati pilot valve dan sebaliknya.
Pencegahan aliran balik diperlukan bila ada kemungkinan tekanan ada sisi outlet
bertambah melewati tekanan inletnya pada perpipaan yang ada. Gambar 2.9
memperlihatkan tipikal Pilot-Operated PRV tipe diafragma.
Gambar 2.9 Pilot-Operated PRV (tipe diafragma)
Pilot-operated PRV lebih unggul dibandingkan tipe konvensional dan tipe
balanced pada rentang tekanan 1 – 15 psig dan suhu ambient. Pilot-operated PRV
tidak mengandung komponen non metal, temperatur proses dan fluida sesuai serta
terbatas penggunaannya. Sebagai tambahan, karakteristik fluida seperti
kecenderungan pada terbentuknya polimer atau fouling, viscosity, adanya padatan,
dan sifat korosif dapat mempengaruhi kinerja pilot.
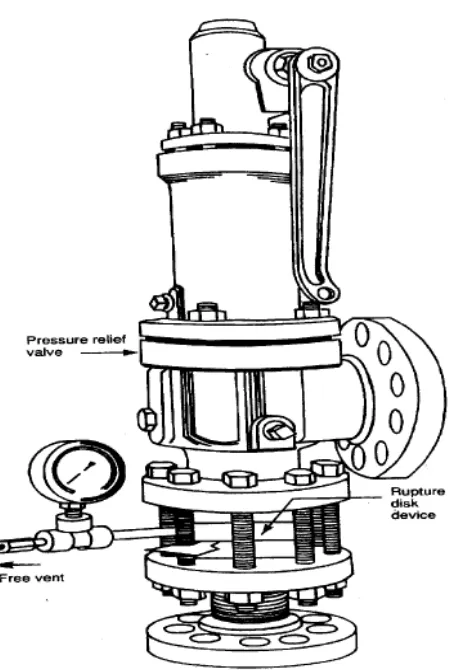
2) Rupture Disk
Rupture disk merupakan alat pengaman yang berbentuk diafragma tipis yang
ditempatkan diantara dua flange dan dimaksudkan untuk pecah pada tekanan yang
diinginkan. Rupture disk kadang-kadang digunakan secara seri dengan safety valve
untuk melindungi safety valve dari bahan yang merusak atau mengganggu kelancaran
operasi safety valve. Disk didesain akan hancur dengan sendirinya pada tekanan
tertentu yang sudah ditetapkan sebelumnya. Gambar 2.10 memperlihatkan tipikal
rupture disk.
Gambar 2.10Tipikal rupture disk
Ruptur disk memiliki keuntungan dibandingkan safety valve jika harus
melepaskan sejumlah besar gas atau liquid dalam waktu yang singkat. Rupture disk
sesuai untuk fluida yang dibutuhkan. Rupture disk merupakan elemen yang sensitip
terhadap tekanan dan temperatur. Rupture disk didesain untuk melindungi sistem
bertekanan dari tekanan berlebihan atau vakum dengan cara meledak pada perbedaan
tekanan disk yang telah ditentukan. Jika temperatur naik biasanya tekanan ledakan
berkurang. Karena efek dari temperatur tergantung pada material disk dan jenis
rupture disk-nya, maka konsultasi dengan pihak manufaktur sangat diperlukan.
Rasio dari tekanan maksimum operasional versus tekanan aktual dari
ledakan adalah faktor utama untuk memilih jenis rupture disk. Tekanan maksimum
yang dipertimbangkan harus dibawah dari tekanan desain peralatan yang akan
dipasang rupture disk guna mencegah kegagalan premature dari rupture disk terhadap
fatigue dan creep. Engineer harus memperhitungkan tekanan pada kedua sisi disk
guna menentukan tekanan ledak.
Rupture disk tidak dapat menutup kembali setelah meledak (not reclose)
sehingga keputusan untuk memasang rupture menjadi pertimbangan yang sangat
penting dari sisi ekonomi.
Meskipun demikian, banyak aplikasi dimana pemasangan rupture disk lebih
baik dibandingkan dengan pressure relief valves. Aplikasi tersebut meliputi:
a. Reaksi yang tidak terkontrol atau overpressure yang begitu cepat dimana
kelembaman dari sehingga pressure relief valve akan menghambat kecepatan
relief yang dibutuhkan.
c. Bila fluida cenderung terdeposit pada sisi bawah disk dari pressure relief valve
disc sehingga valve menjadi tidak dapat bekerja.
d. Dan beberapa aplikasi lainnya
a) Tipe Rupture Disk
Berbagai tipe rupture disk antara lain adalah : Tipe Konvensional
Tipe ini berbentuk kubah dari metal dengan sebuah holdernya yang didesain
untuk meledak (membuka) ketika overpressure terjadi pada cekungannya.
Tipe konvensional berbentuk kubah dengan ‘flat-seat’ atau ‘angular-seat’
didesain untuk servis dengan kondisi operasi 70% atau kurang dari rata-rata tekanan
ledak disk-nya ketika tekanan yang terbatas terulang dengan variasi temperatur yang
terjadi. Jika kondisi vakum atau kondisi tekanan balik terjadi, disk harus dilengkapi
dengan tambahan alat untuk mencegah pengaruhnya terhadap disk, sementara alat
pencegah vakum disediakan jika keadaan vakum (full vacuum) pada kondisi terus
menerus (continuous service) terjadi.
Desain khusus juga tersedia bila tekanan balik mencapai nilai 15 psig. Disk
akan pecah jika ledakan terjadi.
Scored Tension-Loaded Rupture Disk
Scored Tension-Loaded Rupture Disk didesain untuk membuka pada
perpipaan (scored lines) yang sudah diperhitungkan. Tipe disk ini didesain untuk
sistem pada saat mencapai tekanan ledakan. Karena ‘scored lines’ mengontrol saat
membuka, tipe disk ini biasanya tidak pecah saat terjadi ledakan. Tipe ini dibuat
dengan material yang lebih tipis dari tipe yang lainnya untuk tekanan ledakan yang
sama. Disk secara mekanikal mengontrol tekanan ledakan dan pola ledakan. Semakin
tebal disk semakin kuat daya tahannya pada kerusakan mekanikal. Dalam sejumlah
kasus disk akan bertahan dalam kondisi vakum penuh tanpa tambahan penguat atau
alat penguat.
Tipe Disk Komposit
Berbentuk datar, kubahan metal atau nonmetal dengan berbagai komposisi
dalam konstruksinya. Bentuk kubah didesain untuk pecah bila tekanan berlebih
terjadi pada cekungan kubahnya, sedangkan yang berbentuk datar didesain untuk
pecah bila tekanan berlebih terjadi pada sisi yang dibuat dan ditunjuk oleh
manufaktur. Tipe kubah tersedia dalam ’flat seat’ dan ‘angular seat’ dengan
operasional yang tipikal pada 80% dari rata-rata tekanan ledakan (burst pressure)
dengan perubahan tekanan yang terbatas dengan variasi temperatur. Tekanan ledak
dikontrol oleh kombinasi dari ‘slit top section’ dan metal atau nonmetal seal dibawah
‘top section’.
Umumnya tipe komposit tersedia pada tekanan ledak dibawah tipe
konvensional berbentuk kubahan dan memberi ketahanan yang lebih baik pada
kondisi korosif dari material seal yang dipilih. ‘Slit top section’ menentukan saat
section ketika dibuat dengan seal non metal. Alat tambahan tetap harus disediakan
jika ada kondisi vakum dan tekanan balik.
Bentuk datar dipakai untuk vessel bertekanan rendah atau isolasi peralatan
seperti buangan udara (exhaust header) atau sisi outlet dari PRV. Jika hanya sebagai
pembatas untuk korosi, maka tipe komposit datar beroperasi pada kondisi 50% dari
rata-rata tekanan ledak (burst pressure) dan dipasang di antara flanges dibandingkan
jenis lainnya. Rupture disk yang bereaksi pada kedua sisi menyediakan tekanan
positif atau proteksi keadaan vakum.
Reverse-Acting Rupture Disk
Berbentuk kubahan dari metal padat yang didesain untuk meledak bila
tekanan balik terjadi pada sisi cembungnya. Tipe ini didesain untuk mengizinkan
rasio yang lebih dekat dengan tekanan operasional dari sistem kepada tekanan
ledakan sampai 90% dari rata-rata tekanan ledaknya. Biasanya tipe ini tidak pecah
karena disk digerakkan oleh tekanan balik pada sisi cembungnya dan semakin tipis
material disk yang digunakan semakin menambah ketahanan korosi, menghilangkan
alat tamabahan untuk menghadapi kondisi vakum, menyediakan umur yang lebih
Graphite Rupture Disk
Dibuat dari grafit yang dipadatkan dengan bahan penguat dan didesain untuk
meledak oleh tekanan karena membengkok atau seperti ‘digunting’. Tipe ini tahan
terhadap berbagai asam, alkali, dan bermacam larutan organik. Operasional sampai
70%n dari rata-rata tekanan ledak umumnya d2zinkan. Alat tambahan digunakan bila
ada tekanan balik 15 psig atau lebih.
b) Penggunaan Ruture Disk
Rupture disk digunakan sebagai alat utama pada kondisi relief jika
penggunaan PRV tidak praktis, contoh situasinya adalah :
Peningkatan tekanan yang tiba-tiba. PRV tidak dapat bereaksi lebih cepat atau
tidak dapat mencegah overpressure, contohnya rupture dalam tube penukar
panas, atau dalam reaksi yang cepat dan selintas dalam vessel.
Area yang luas untuk relief diperlukan, karena jumlah aliran yang besar atau
tekanan relief yang rendah, menyebabkan area relief dengan PRV tidak praktis. PRV tidak dapat beroperasi ketika sedang diperbaiki atau tidak mudah
dipasang.
Rupture disk dapat digunakan pada pabrik pengolahan dengan gas, upstream
dari Relief Valve, untuk mengurangi kebocoran yang kecil dan gangguan pada valve.
Tekanan pada rongga antara rupture disk dan valve harus dimonitor untuk melihat
c) Kombinasi Penggunaan PRV dan Rupture Disk
Dianjurkan digunakan dalam kondisi PRV yang diizinkan untuk dipasang,
dan sistem mengandung media yang dapat membuat korosi pada PRV atau
menambah kinerja pada operasional. Lebih jauh lagi dianjurkan untuk meminimalkan
hilangnya media yang berharga pada aliran, menghindari bahan yang berbahaya,
material yang beracun bocor dan masuk pada PRV
Pemasangan pada Inlet PRV
Kapasitas rupture disk dan PRV harus sama, dan bila rupture disk dan PRV
adalah ‘close coupled’ tekanan ledak yang diperhitungkan dan set pressure PRV
harus dalam nilai nominal yang sama. Ruang antara PRV dan rupture disk harus
bebas dari adanya ventilasi, sensor tekanan (pressure gauge), indikator lainnya sesuai
ASME code. Jika ada bahan yang berbahaya dan beracun pada proses maka vent
bebas ke atmofir harus dibuang secara aman. Gambar 2.11 berikut memperlihatkan
Gambar 2.11Pemasangan rupture disk pada inlet PRV
Pemasangan pada Outlet PRV
Digunakan untuk melindungi valve (PRV) dari atmosfir atau fluida
downstream atau mencegah material berbahaya dan racun yang bocor di outlet PRV
ke atmosfir. Instalasi, kapasitas, efek dari tekanan balik dari PRV dan rupture disk
harus sesuai dengan rekomendasi manufaktur dan ASME code.
Sistem pembuangan akhir dari fluida yang berbahaya dan beracun atau tidak
tergantung dari kondisi system operasional keseluruhan yang terpasang pada unit
yang dimaksud.
2.6 Sistem pembebasan tekanan
Karena unit proses semakin komplek dengan tingkat penyimpangan energi
yang semakin tinggi design pengaman yang kedengarannya ekonomis dan secara
mekanis peralatan pembebasan tekanan tersebut dapat diandalkan dengan fasilitas
pembuangan menjadi yang terpenting dari yang pernah ada. Sistem pembebasan
tekanan memperlengkapi perlengkapan untuk melindungi pekerja dan peralatan dari
operasi yang tidak normal. Beberapa kondisi yang menyebabkan tekanan berlebih
adalah :
a. Terbuka, kena api atau sumber panas luar lainnya.
b. Pemanasan atau pendinginan, penyumbatan cairan diantaranya katub dengan
beberapa bagian tertutup lainnya dari system yang dihasilkan ekspansi hidrolik.
c. Kegagalan mekanis dari peralatan pengaman yang normal, ketidak berfungsian
peralatan kontrol, atau kesalahan operasi yang dilakukan secara manual
mengakibatkan pengisian yang berlebihan pada peralatan.
d. Produksi uap yang berlebih dari pada sistem yang dapat menangani kegagalan
operasional.
e. Hasil generasi uap yang tak terduga yakni proses yang tak seimbang.
f. Reaksi kimia dengan generasi panas dan produksi uap yang berlebih dari sistem
2.7 Penggunaan system pembebasan tekanan untuk mencegah kelebihan
tekanan dari pabrik.
Peralatan pengukur dan pembebas tekanan
Jarak sistem pembebas tekanan dari katub pembebas atau piringan yang
pecah, dan perpipaan pada tangki yang menuju pada sistem perpipaan yang lebih
komplek, melibatkan banyak bermacam – macam jenis katub pembebas yang menuju
ke header.
Dalam pembebas muatan per yang dikenal, sebagai pembukaan katub secara
bertahap – tahap ketika tekanan bertambah nilai set katub pengaman terbuka
sepenuhnya hanya dengan sedikit tekanan berlebih dan tetap terbuka sampai tekanan
turun pada jumlah tertentu kemudian kemudian tertutup penuh. Tetapi aksi seperti itu
hanya tidak mengalami fluida yang bertekanan. Didalam proses kimia industri katub
pembebas sebenarnya adalah katub pengaman pembebas yang berfungsi sebagai
katub pembebas pada cairan gas dan uap.
2.8 Tujuan sistem pembebas tekanan
a. Pelaksanaan undang – undang setempat Negara dan Nasional, termasuk
undang –undang pengontrol lingkungan.
b. Operasi perlindungan pekerja terhadap bahaya dari tekanan berlebihan dari
suatu peralatan.
c. Mengurangi kehilangan material sepanjang dan sesudah kegagalan
d. Mengurangi waktu yang ditentukan oleh tekanan yang berlebih pada pabrik.
e. Mencegah kerusakan terhadap peralatan utama.
f. Mencegah kerusakan terhadap elemen – elemen yang berdampingan.
g. Mengurangi premi asuransi bagi penanam modal.
2.9 Sistem Pemeliharaan
A.Jenis Pemeliharaan
Secara umum pemeliharaan terhadap peralatan menyangkut jenis peralatan
sebagai berikut :
a. Pemeliharaan Pencegahan (Preventive Maintenance)
b. Pemeliharaan Predictive (Predictive Maintenance)
c. Pemeliharan Koreksi (Corective Maintenance)
a. Preventive Maintenance
Preventive Maintenance adalah kegiatan pemeliharaan dan perawatan untuk
mencegah timbulnya kerusakan pada komponen peralatan atau mesin sebelum
peralatan tersebut mengalami kerusakan pada batas yang telah ditentukan. Dalam
system ini sudah dibuat jadwal pemeliharaan yang teratur, dan telaj dapat
diperkirakan jumlah jam kerja untuk beroperasi serta kapan digunakan suku cadang
(spare part) yang digunakan, sehingga dengan adanya jadwal yang sedemikian rupa
Preventive Maintenance merupakan salah satu kunci untuk menjamin
kelangsungan produksi pada tingkat perbaikan yang minimum. Dalam hal ini
Preventive Maintenance dapat dilakukan dengan interupsi sekecil mungkin pada
bagian produksi.
Perhatian Preventive Maintenance diarahkan secara menyeluruh dan
terperinci pada unit – unit yang dianggap rawan berdasarkan pada :
1. Kerusakan dapat mempengaruhi kualitas produksi
2. Keausan dapat menyebabkan produksi berhenti
3. Kerusakan dapat membahayakan kesehatan dan keselamatan kerja
4. Modal yang ditanamkan pada unit tersebut dinilai cukup tinggi
Kegiatan Preventive Maintenance dalam suatu pabrik dapat dibagi menjadi 3
(tiga) bagian yaitu :
a. Periodic Maintenance
b. Routine Maintenance
c. Plant Service
Ketiga kegiatan ini adalah merupakan langkah awal dalam perawatan suatu
mesin. Disamping itu ada beberapa hal yang dapat menetukan yang harus
diperhatikan untuk perawatan mesin yaitu :
1. Data mesin yang terdapat pada peralatan yang meliputi :
a. Nomor Mesin
c. Life Time
d. Operasi
e. Kapasitas
f. Jumlah Mesin
2. Perencanaan dan Jadwal
Kegiatan pemeliharaan harus disusun dalam perencanaan jangka panjang
dan jangka pendek seperti pelumasan, bongkar pasang reservasi dan pencucian,
dalam hal ini harus disusun urutan yang dikerjakan dan kapan dilaksanakan.
3. Persediaan Suku Cadang (spare part)
Suku cadang dalam bentuk suatu pabrik harus selalu tersedia, jika
dibutuhkan untuk penggantian nantinya dapat segera dilaksanakan pemasangannya.
4. Surat perintah kerja
Dalam suatu perintah kerja harus diberitahukan :
a. Apa yang harus dikerjakan
b. Siapa yang mengerjakan dan bertanggung jawab.
c. Dimana dikerjakan
d. Berapa orang tenaga kerja dan alat apa saja yang digunakan untuk
mengerjakan tersebut.
5. Catatan (records)
Dalam hal ini yang dicatat adalah kegiatan pemeliharaan yang dilakukan, yang perlu
diperhatikan adalah :
a. Karakteristik peralatan
b. Jumlah peralatan yang ada
c. Biaya perawatan
6. Laporan Pengaman
Dalam hal ini yang perlu diperhatikan adalah :
a. Pembetulan yang dilakukan
b. Penyimpangan yang pernah terjadi
b. Predictive Maintenance
Predictive Maintenance merupakan suatu teknik atau cara yang dipakai
dalam produksi berantai, dimana bila ada gangguan darurat sedikit saja dalam
produksi tersebut misalnya rusaknya peralatan suatu pompa dapat menyebabkan
aliran produksi sehingga dapat menimbulkan kerugian yang cukup besar pada
perusahaan yang cukup besar. Dalam industri yang menggunakan proses kimia,
terhentinya aliran sistem produksi beberapa detik saja dapat menimbulkan kerusakan
Jadi Predictive Maintenance adalah merupakan bentuk baru planed
maintenance, dimana penggantian komponen atau suku cadang dilakukan lebih awal
pada waktu terjadinya kerusakan.
Phasa 1 Phasa 2 Phasa 3
Gambar 2.12. Sistem Pemeliharaan Bathtub Curve (kurva bak mandi)
Dalam Gambar 2.12 Bathtub Curve pemeliharaan diadakan menjelang
Wearing Out Priode, atau sebelum berakhirnya Intrinsic Failure Priode. Pada Gambar
2.12 terlihat suatu cermin baru bila dioperasikan akan terjadi keausan yang cukup
tinggi. Hal ini disebabkan bagian – bagian “permukaan kerja” (waktunya surface)
dari alat mesin kasar sehingga ketika terjadi kontak kerja permukaan kasar tersebut
I, dimana permukaan bidang benda kerja halus tersebut. Geram yang terjadi akibat
gesekan sudah menurun, hal ini akan menambah stabilitas keadaan permukaan bidang
kerja. Phasa II inilah yang dikenal sebagai priode kerja serba guna dari mesin
(Intrinsic Failure Priode). Periode ini menentukan unsur mesin atau peralatan yang
sesungguhnya.
Karena permukaan bidang kerja mempunyai lapisan kekerasan dengan
ketebalan yang terbatas maka bila ketebalan lapisan keras ini telah habis terkikis
sehingga usaha laju keausan akan meningkat kembali. Hal ini akan berlangsung
selama Phasa III yang dikenal priode keausan cepat (WearOut Failure Periode).
c. Corective Maintenance
Corective Maintenance tidak hanya berarti memperbaiki tetapi juga
mempelajari sebab – seba terjadinya kerusakan yang serupa.
Perlu disadari pula Corective Maintenance tidak dapat menghilangkan
semua kerusakan tetapi harus mampu mencegah kerusakan yang baru dengan
corective maintenance ini maka jumlah kerusakan berkurang dan juga waktu
terhentinya mesin juga berkurang sehingga produksi tidak berhenti, adalah menjadi
tugas bagian dari maintenance untuk mengikuti terjadinya kerusakan pada peralatan
B. Tujuan Pemeliharaan
1. Tujuan pemeliharaan dalam pengertian sempit adalah suatu kegiatan untuk
menunjang dan menjaga peralatan agar peralatan dapat dioperasikan dengan
produksi stabil dan bebas dari penurunan mutu peralatan yang dihasilkan,
misalnya melalui kegiatan pemeriksaan peralatan, pemberian minyak,
perbaikan pada kerusakan dan lain – lain.
2. Tujuan pemeliharaan dalam pengertian yang luas adalah semua kegiatan
yang dibutuhkan untuk menstabilkan produksi dan menyempurnakan
produktivitas.
3. Tujuan pemeliharaan dalam pengertian yang luas dapat dibagi atas 4 (empat)
bagian yaitu :
a. Menyempurnakan Produksi
b. Menyempurnakan mutu produksi
c. Mengurangi biaya perawatan
d. Meningkatkan modal kerja
4. Tujuan pemeliharaan dari segi teknis :
a. Memelihara keberadaan peralatan yang siap pakai untuk kurun waktu
tertentu.
b. Menjaga kemampuan dan kehandalan peralatan untuk melakukan fungsi
c. Menyempurnakan bagian peralatan untuk mudah dipelihara, diperbaiki
dalam kondisi peralatan yang spesifikasi dalam jangka waktu tertentu.
Untuk mengetahui jenis pemeliharaan yang dilakukan terhadap peralatan
yang terpasang dilakukan dengan cara mempedomani data yang diperlihatkan hasil
kerja peralatan yang terpasang cara seperti ini dikenal dengan pendiagnosaan aksi
kerja peralatan. Sehingga dengan kata lain untuk menetapkan apakah pemeliharaan
terhadap kesatuan peralatan yang dilakukan menyangkut pencegahan atau
pemeliharaan perbaikan, serta pemeliharaan korosi sebagai pedoman hasil
pendiagnosaan aksi kerja peralatan.
Dari hasil pendiagnosaan kerja peralatan menyangkut aksi kerja suatu
peralatan dapat diketahui penyebab gangguan dari suatu peralatan. Bila penyebab
gangguan kerja adalah keausan elemen peralatan yang melebihi batas yang diiizinkan
ataupun perubahan (kelainan dari elemen peralatan baik bentuk, mikro struktur dan
keretakan pada elemen peralatan). Maka pemeliharaan yang dilakukan adalah jenis
pemeliharaan perbaikan dimana peralatan harus dihentikan beroperasi dan sasaran
utama adalah penggantian elemen peralatan atas suku cadang yang tersedia.
2.10 Istilah Forensic Engineering (terhadap timbulnya kegagalan pada suatu
Peralatan)
Pemantauan dan analisa kegagalan peralatan misalnya pada pelumasan
safety valve merupakan salah satu hal yang penting dan harus dilakukan pada
secara dini, sehingga akan mengurangi timbulnya kerusakan pada peralatan.. Analisa
pelumas yang dilakukan secara umum meliputi analisa sifat fisika kimia, analisa
keausan logam dan analisa kondisi mesin. Pemantauan dan analisa pelumas secara
rutin digunakan untuk mendapatkan sinyal atau deteksi dini bila terjadi kerusakan
pada mesin atau untuk menemukan periode penggantian pelumas. Selain digunakan
pada program perawatan, analisa pelumas juga digunakan sebagai alat bantu pada
analisa kerusakan (failure analysis).
Pemeliharaan mekanik adalah suatu pekerjaan yang dilakukanuntuk
memperthankan dan melindungi mesin atau peralatan supaya dapat beroperasi
sebagaimana mestinya. Tujuan pemeliharaan dilakukan adalah mencegah atau
mengurangi kerusakan atau kemacetan yang mengganggu jalannya operasi pada
mesin atau peralatan. Perlakuan pemeliharaan mekanik pada suatu pabrik adalah
bertujuan untuk mendapatkan kondisi operasi dari satu mesin atau peralatan berjalan
BAB 3
PERMASALAHAN POKOK
3.1 Katub Pengaman (safety valve)
Katub pengaman adalah katup yang bekerja secara otomatis tanpa bantuan
enersi lain selain enersi fluida yang ada, manpu melepaskan sejumlah tertentu fluida
untuk rnenjaga tekanan amannya yang telah ditentukan. Katub pengaman ini
dirancang untuk dapat menutup sendiri guna mencegah keluarnya fluida berlebihan
setelah kondisi tekanan kerja normalnya tercapai kembali. Pada Gambar 3.1 dapat
terlihat bagian dari katub pengaman (safety valve).
Jenis perangkat yang digunakan pada prinsipnya adalah untuk mencegah
tekanan berlebih (overpressure) di pabrik adalah katup pengaman. Katup pengaman
beroperasi dengan merilis sebuah volume cairan dari dalam permukaan bila tekanan
maksimum yang telah ditentukan tercapai, sehingga mengurangi tekanan berlebih
dengan cara yang aman. katub pengaman tekanan memegang peranan penting dalam
sistem perpipaan karena perangkat tersebut mampu beroperasi pada setiap saat dan di
Gambar 3.1. Katub Pengaman (safety valve)
Katub pengaman harus dipasang di manapun batas maksimum tekanan kerja
yang diijinkan dari sebuah sistem atau tekanan yang mengandung pembuluh mungkin
terlampaui. Dalam sistem uap, katup pengaman biasanya digunakan untuk
perlindungan overpressure boiler dan aplikasi lain seperti hilir tekanan mengurangi
kontrol. Meskipun peran utama mereka adalah untuk keamanan, katup pengaman
juga digunakan dalam operasi proses untuk mencegah kerusakan produk akibat
tekanan berlebih. Tekanan berlebih dapat dihasilkan dalam sejumlah situasi yang
berbeda, termasuk :
a. Ketidakseimbangan laju aliran fluida yang disebabkan oleh katup isolasi secara
tidak sengaja ditutup atau dibuka pada kapal proses.
b. Kegagalan sistem pendingin, yang memungkinkan uap atau cairan untuk
c. Kompresi udara atau kegagalan daya listrik untuk mengendalikan
instrumentasi.
d. Transient lonjakan tekanan.
e. Paparan kebakaran permukaan.
f. Panaskan tabung penukar kegagalan.
g. Reaksi eksotermis tak terkendali di pabrik kimia.
h. Perubahan suhu Ambient.
Banyaknya masalah yang sering dialami dilapangan membuat masalah –
masalah yang berhubungan dengan safety valve menjadi hal yang penting.
Bagaimana mengatasi dan menindaklanjuti merupakan kewajiban seorang
maintenance untuk mencermati semua kendala-kendala tersebut dilapangan. Katub
pengaman merupakan katub pengatur tekanan dalam suatu aliran. Dikarenakan
adanya terjadi tekanan yang berlebih tersebut perlu dilakukan pengaturan (setting)
terhadap katub tersebut. Hal yang perlu diperhatikan dalam pengaturan (setting)
terhadap safety valve adalah pengaturan regangan per yang menjadikan pelepasan
uap sesuai dengan tekanan yang diinginkan.
Gangguan yang paling sering terjadi pada katup adalah kebocoran fluida
melewati sebuah batang atau flens gasket. Flens gasket dibuat dari suatu bahan
campuran yang dimampatkan membentuk suatu perapat anti bocor. Vibrasi yang
berlebihan dapat mengakibatkan perapat ini bocor, Dengan demikian yang harus
dapat dihentikan. Kebocoran di sekitar sebuah batang katup merupakan bukti bahwa
packing didalam kotak gasket tidak berfungsi dengan baik. Paking adalah suatu bahan
lempeng mampu mampat. dipotong sepanjang yang diperlukan dan digunakan untuk
mengisi ruang disekitar batang katub. Dengan mengencangkan mur – mur pembawa
gland secara merata, paking dimampatkan membentu perapat anti bocor di sekeliling
batang tersebut.
Seorang operator pabrik bertanggung jawab atas pemeriksaan katup-katup
dan kotak gasket, serta pelumasan nipel-nipel dan rangkaian roda gigi, yang
merupakan sebagaian dari kegiatannya. Katub – katub itu harus diperiksa apakah
terdapat :
a. Bunyi-bunyi tidak wajar atau vibrasi
b. Gesekan berlebihan jika sebuah batang diputar.
c. Kebocoran jika sebuah katup ditutup.
d. Batang-batang rusak, bengkok atau tidak lurus.
e. Kotak-kotak gasket bocor.
f. Pelumas yang cukup.
g. Retakan-retakan dan distorsi.
h. Tuas dan roda tangan yang rusak atau hilang.
Katub – katub pengaman biasanya digunakan untuk tekanan berlebihan atau
vakum berlebihan. Tekanan berlebihan dapat mengakibatkan bejana – bejana dan
peralatan hancur. Jenis katub pengaman tangki terdiri dari pallet pallet beban yang
biasanya menahan katub tertutup. Beban itu bisa disetel sesuai dengan tekanan –
tekanan tertentu atau kondisi vakum. Jika kondisi berubah, pallet itu ditekan
meninggalkan dudukannya dan memungkinkan :
a. Pembebasan tekanan lebih dalam satu sistem.
b. Masuknya tekanan atmosfir untuk menurunkan suatu kondisi vakum
berlebihan.
3.2 Jenis – Jenis Tekanan yang terjadi pada Katub Pengaman
a) Tekanan set
Tekanan katup pengaman yang ditetapkan sebelumnya pada kondisi awal
pembukaan. Besarnya tekanan yang diukur pada masukan katup, dimana
tekanan ini cenderung mernbuka katup untuk menjaga keseimbangan terhadap
gaya yang menahan piringan (disc) pada dudukannya.
b) Tekanan lebih pada katup pengaman
Suatu tekanan meningkat melebihi tekanan atur pada katup pengaman, biasanya
dinyatakan sebagai suatu persentase pada tekanan set katup pengaman.
c) Tekanan penutupan pada katup pengaman
Nilai tekanan statis masukan pada saat katub merapat kembali atau pada saat
d) Tekanan uji cold differensial
Tekanan masukan pada katub pengaman yang di set pada pengujian awal
pembukaan. Pengujian ini termasuk koreksi untuk kondisi kerja dari tekanan
balik dan temperaturnya.
e) Tekanan aman (Relieving pressure)
Adalah tekanan sel dan tekanan lebih
f) Tekanan pada sistem pelepasan (build – up back pressure) seperti pada Gambar
3.2, Tekanan yang terjadi pada katup pengaman yang disebabkan adanya aliran
yang nelalui katup ke sistem pelepasan.
Gambar 3.2. Tekanan pada sistem Pelepasan (Build up back pressure)
g) Tekanan penyebab tekanan balik (superimposed back pressure) seperti pada
Gambar 3.3, Apabila ada tekanan statik yang terjadi pada keluaran katup
pengaman maka pada saat itu alat tersebut harus dioperasikan. Tekanan tersebut
Gambar 3.3. Penyebab tekanan balik (superimposed back pressure)
3.3 Analisis penyebab Terjadinya Tekanan berlebih
Ada empat kemungkinan yang dapat menyebabkan terjadinya kelebihan tekanan
dalam suatu peralatan proses yaitu :
a) Kenaikkan input bahan.
b) Penurunan output bahan.
c) Kenaikkan input panas.
d) Penurunan penghilangan panas
Contoh-contoh dari penyebab terjadinya kelebihan tekanan antara lain adalah :
1) Kenaikkan input bahan seperti:
a. Kegagalan dan membukanya control valve upstream suatu vessel.
b. Kekeliruan atau ketidaksengajaan sehingga membuka valve di bagian
upstream suatu vessel.
2) Penurunan output bahan seperti:
a. Kegagalan dan menutupnya control valve yang terletak di bagian
downstream sebuah vessel.
b. Kekeliruan atau ketidaksengajaan menutup valve yang terletak di
downstream sebuah vessel.
c. Kegagalan kompresor yang terpasang di bagian downstreamsebuah vessel.
d. Kegagalan pompa yang terpasang di downstream, sebuah vessel
3) Kenaikkan input bahan seperti;
a. Kegagalan suatu valve untuk menutup bahan bakar ke fired heater.
b. Kenaikkan pemindahan panas karena kenaikkan beda suhu di dalam sebuah
reboiler.
c. Kebakaran yang terjadi sekitar sebuah vessel
4) Penurunan penghilangan panas seperti;
a. Kegagalan air pendingin.
b. Kegagalan condenser udara.
c. Kegagalan sirkulasi aliran penghilang panas.
Empat kemungkinan di atas adalah kemungkinan penyebab kelebihan
tekanan yang tidak berkaitan (unrelated casualities). Dalam menganalisis suatu sistem
practice) mengadakan asumsi bahwa satu atau lebih penyebab kelebihan tekanan
overpressure yang tidak berkaitan tidak akan terjadi secara bersamaan. Sebagai
contoh, tidak perlu berasumsi bahwa sebuah pompa akan mengalami kegagalan pada
saat terjadi tube rupture, dan pada saat yang sama operator menutup valve yang salah
secara tidak sengaja. Namun didalam kejadian general power failure maka dapat
dengan mudah terjadi secara simultan kegagalan pompa reflux, kegagalan air
pendingin dan kegagalan condenser udara yang kesemuanya penyebab terjadinya
overpressure. Penyebab-penyebab semacam ini merupakan penyebab yang berkaitan
dan pengaruhnya secara simultan harus diperhitungkan
3.4 Katub Pengaman pada Boiler
Katub pengaman berfungsi untuk mengamankan ketel dari kelebihan tekanan dari tekanan maksimum yang telah ditentukan, katub pengaman ini pada satu ketel
dipasang lebih dari satu. Dalam pasal 11 tersebut dinyatakan pula bahwa suatu ketel
uap sekurang-kurangnya dilengakapi dengan 2 katub pengaman. Katub pengaman ini
dipasang dibagian atas dari drum ketel (upper drum) dan pada super heater header
juga dipasang 1 buah, seperti terlihat pada Gambar 3.4. Katub pengaman bekerja dengan melihat tekanan pada boiler, ketika mencapai tekanan tertentu, misal 39 bar
maka dia akan membuka namun jika tidak terbuka biasanya dibuat bertingkat, katub
pengaman kedua dan ketiga, sangat jarang memang terjadi tiga kali kegagalan.
Boiler dapat bekerja pada 30%, 50% dan 100% BMCR ini tergantung
50 atau 30 %, yang artinya pada tahap selanjutnya katub pengaman pada boiler harus
dilakukan maintenance atau diganti, jika ada dua unit boiler maka satu boiler bisa di
shutdown, dan boiler yang lainnya tetap berjalan. Jadi oleh karena itu disinilah
manfaatnya turbin bypass system, ketika terjadi kerusakan yang sangat critical boiler
anda akan terselamatkan dari kerusakan yg lebih fatal, turbin bypass sistem dapat
menjalankan boiler anda pada keadaan 30% atau 50% tanpa menuju tahap shutdown
yang memakan waktu lama untuk start-up.
Keamanan peralatan bantuan disediakan dalam sistem bertekanan, Boiler
memiliki katup pengaman dapat meringankan kapasitas pembangkit seluruh boiler
jika tekanan berjalan di atas batas dan disediakan dalam drum, superheater, dan alat
pemanas. Boiler tekanan tinggi dan sistem suhu digunakan untuk menghasilkan uap
untuk menggerakkan turbin uap untuk pembangkit listrik. Jika, karena alasan apapun
operasi atau kerusakan pada peralatan atau kontrol, tekanan operasi dalam sistem
berjalan di atas batas aman dari bahan konstruksi, dapat menyebabkan bencana.
Untuk mencegah bencana tersebut, katup pengaman yang disediakan dalam boiler di
berbagai lokasi. Drum boiler memegang air dan uap dalam jumlah besar. Ini adalah
komponen paling tebal dalam sistem, dan komponen yang paling membutuhkan
perlindungan terhadap kenaikan tekanan di atas batas.
Katub pengaman disediakan dalam drum tergantung pada kapasitas. Outlet
superheater akan memiliki 1-3 katup pengaman di kedua sisi boiler. Akan ada katup
tekanan lebih rendah dari katup pengaman ditetapkan terendah di superheater
tersebut. Pipa alat pemanas baik di inlet dan sisi outlet juga akan memiliki katup
pengaman yang bisa berkisar 2-8 baik di inlet dan outlet dari alat pemanas disatukan.
Data yang baik untuk memilih katub pengaman tekanan pada Boiler Kapasitas total Boiler
Batas Maksimum Tekanan Kerja
Drum Tekanan Operasi
Superheater Tekanan Operasional
Superheater Suhu Operasional
Gambar 3.4. Katub Pengaman yang terpasang di Boiler
Mengingat bahwa tekanan kerja dan temperatur ketel yang sangat tinggi,
1.Katub Pengaman (Safety Valve)
Alat ini bekerja membuang uap apabila tekanan melebihi dari tekanan yang telah
ditentukan sesuai dengan penyetelan katup alat ini. Umumnya pada katup pengaman
tekanan uap basah (Saturated Steam) diatur pada tekanan 21 kg/cm², sedang pada
katup pengaman uap kering tekanannya 20,5 kg/cm². Penyetelan dilakukan bersama
dengan petugas atau operator pabrik, setelah adanya pemeriksaan berkala.
2. Gelas Penduga (Sight Glass)
Gelas penduga adalah alat untuk melihat tinggi air di dalam drum atas, untuk
memudahkan pengontrolan air dalam ketel selama operasi. Agar tidak terjadi
penyumbatan-penyumbatan pada kran-kran uap dan air pada alat ini, maka perlu
diadakan penyepuan air dan uap secara periodik pada semua kran minimal setiap 3
(tiga) jam. Gelas penduga ini dilengkapi dengan alat pengontrolan air otomatis yang
akan membunyikan bell dan menalakan lampu merah pada waktu kekurangan air.
Pada waktu kelebihan air bell juga akan berbunyi dan lampu hijau yang akan
menyala.
3. Kran Spei air (Blow Down Valve)
Kran spei air ini dipasang 2 (dua) tingkat, satu buah kran buka cepat (Quick Action
Valve) dan satu buah lagi kran ulir. Bahan dari kedua kran ini dibuat dari bahan yang
4. Pengukur Tekanan (Manometer)
Manometer adalah alat pengukur tekanan uap di dalam ketel yang dipasang satu buah
untuk tekanan uap panas lanjut dan satu buah untuk tekanan uap basah. Untuk
menguji kebenaran penunjukan alat ini, pada setiap manometer dipasang kran cabang
tiga yang digunakan untuk memasang manometer penara (Manometer Tera).
5. Kran Uap Induk
Kran uap induk berfungsi sebagai alat untuk membuka dan menutup aliran uap ketel
yang terpasang pada pipa uap induk terbuat dari bahan tahan panas dan tekanan
tinggi.
6. Kran Pemasukan Air
Kran pemasukan air 2 (dua) buah yaitu satu kran ulir dan lainnya kran satu arah (Non
Return Valve). Kedua alat ini terbuat dari bahan yang tahan panas dan tekanan tinggi.
7. Peralatan Lain
Perlengkapan lain yang diperlukan untuk ketel uap adalah :
Alat penghembus debu pada pipa air ketel (Mechanical Soot Blower).
Pemasukan air ketel otomatis (Automatic Feed Regulator).
Panel-panel listrik komplit dengan alat-alat ukur.
Meter pencatat tekanan dan temperature (manometer & Temperatur Recorder).
3.5 Mengatur Tekanan dan Kapasitas pada Boiler
Tergantung pada tekanan desain boiler, katub berbagai keselamatan dalam
boiler ditetapkan untuk membuka pada tekanan tertentu yang disebut "tekanan yang
ditetapkan." Sampai tekanan sistem mencapai tekanan diatur, katub tidak akan
terbuka atau bocor. Hal ini dicapai dengan para desainer katub pengaman dengan
mengadopsi desain disk yang dipatenkan. Setelah katub muncul atau membuka,
tekanan dalam sistem masih dapat meningkatkan. Karena itu, katub-katub pengaman
yang dirancang untuk pergi membuka penuh dalam tingkat overpressure dari 3%.
Katub pengaman akan menutup setelah tekanan sistem mengurangi apa yang disebut
"pasang kembali tekanan." Katub harus diatur sedemikian rupa sehingga tekanan
pasang kembali adalah 95% dari tekanan yang ditetapkan. Persentase ini disebut
"persentase blowdown" dan terbatas untuk maksimal 5% untuk menghindari
pemborosan uap yang dihasilkan. Namun katub pengaman dimuat musim semi tidak
dapat ditetapkan untuk pukulan turun lebih rendah dari 3% karena hal ini akan
membuat obrolan katub.
Kapasitas katub pengaman adalah kuantitas uap itu bisa meredakan ketika
katub terbuka penuh. Katub pengaman dalam boiler begitu dipilih bahwa kapasitas
katub pengaman superheater drum dan disatukan akan lebih dari generasi 100% dari
boiler. Superheater katub keselamatan juga dipilih sedemikian rupa sehingga mereka
akan mengapung sebelum katub pengaman drum yang, jika tidak superheater bisa
dan berukuran seperti yang dilakukan dalam sistem boiler. Katub ini ditugaskan
menggunakan HP - LP melewati sistem turbin. Pengaturan katub pengaman
merupakan bagian dari tim commissioning boiler. Setelah katup pengaman diatur,
mereka tidak disesuaikan atau terganggu.
Dalam kasus boiler dengan permukaan pemanas yang besar, yang membuat
uap dengan cepat, penting bahwa katup pengaman harus cukup besar untuk
menguasai uap. Jika katub terlalu kecil, tekanan akan naik ke ketinggian yang
berbahaya. Alat pengukur tekanan uap harus mendaftar jauh lebih tinggi dari pada
yang akan digunakan, sehingga mungkin tidak ada bahaya boiler dipaksa melampaui
batas tanpa disadari terdaftar. Sepotong harus menyedot sela antara boiler dan
mengukur untuk melindungi yang terakhir dari tindakan langsung dari uap. Air
mengembun di sifon, dan tidak menjadi sangat panas. Pengukur tekanan uap atau
meteran uap (PG) dan pipa pindah dapat kita lihat pada Gambar 3.5.