Perhitungan Total Biaya Logistik Berdasarkan Model Matematis
Yang Mempertimbangkan Jumlah, Lokasi, Dan Cakupan
Distribusi Gudang Produk Di PT. Central Proteina Prima
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh
Josua R. Simanjuntak 080403174
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji syukur penulis panjatkan ke hadirat Tuhan Yang Maha Esa atas
segala kasih karunia-Nya yang dilimpahkan atas penulis, sehingga penulis dapat
menyelesaikan Laporan Tugas Akhir ini. Tugas Akhir merupakan salah satu
syarat akademis yang harus dipenuhi oleh mahasiswa Teknik Industri untuk
memperoleh gelar Sarjana Teknik.
Penelitian ini dilakukan di PT. Central Proteina Prima. Adapun judul
Tugas Sarjana ini adalah “Perhitungan Total Biaya Logistik Berdasarkan Model yang Mempertimbangkan Jumlah, Lokasi, dan Cakupan Distribusi Gudang
Produk di PT. Central Proteina Prima”. Tujuan dari Laporan Tugas Akhir ini
adalah memberikan solusi untuk mengetahui nilai total biaya logistik perusahaan
sampai pada pengiriman ke konsumen.
Diharapkan Laporan Tugas Akhir dapat menambah wawasan bagi
pembaca dan sebagai masukan untuk penelitian yang berkaitan dengan kebisingan.
Penulis menyadari bahwa masih banyak terdapat kekurangan pada Tugas
Sarjana ini. Hal ini disebabkan keterbatasan waktu dalam penelitian. Oleh karena
itu penulis mengharapkan adanya kritik dan saran dari pembaca untuk dapat
menyempurnakan Tugas Sarjana ini.
Medan, Maret 2014
UCAPAN TERIMA KASIH
Dalam melaksanakan Tugas Sarjana sampai dengan selesainya laporan
ini, banyak pihak yang telah membantu, maka pada kesempatan ini penulis
mengucapkan terima kasih kepada:
1. Bapak Ir. Sugih Arto Pujangkoro MM selaku Dosen Pembimbing I dan Ibu
Tuti Sarma Sinaga ST MM selaku Dosen Pembimbing II atas kesediaannya
membimbing dan memberikan arahan kepada penulis dalam penulisan
laporan.
2. Ibu Ir. Khawarita Siregar, MT selaku ketua Departemen Teknik Industri USU
dan Bapak Ir. Ukurta Tarigan MT selaku Sekretaris Departemen Teknik
Industri USU yang telah memberi motivasi sehingga penulis dapat
menyelesaikan laporan Tugas Sarjana ini.
3. Bapak Ir. Mangara M. Tambunan M.Sc dan Ibu Ir. Anizar M.Kes selaku
penguji yang telah memberikan masukan dan perbaikan untuk kesempurnaan
laporan Tugas Sarjana ini.
4. Kedua Orang Tua penulis S.Simanjuntak dan R. Silalahi beserta Abang dan
adik penulis (Johannes Simanjuntak, Daniel Simanjuntak, Jeremia
Simanjuntak, Joseph Simanjuntak) yang selalu mendoakan, memberikan kasih
sayang, perhatian, dukungan dan semangat sehingga penulis dapat
menyelesaikan laporan Tugas Sarjana ini.
6. Seluruh pekerja pada PT. Central Proteina Prima yang telah membantu
penelitian ini.
7. Sahabat-sahabat penulis Rizvan Kurniadi, Sirmon Paulus Tarigan, Sabar Sihol
Lubis, Roy Untung Manurung, Fazrian Putra Nasution dan Randi Nugraha
yang telah membantu penulis memberikan dukungan dan semangat sehingga
dapat menyelesaikan laporan Tugas Sarjana ini.
8. Rekan-rekan angkatan 2007 (tansfer-an 2008) yang telah membantu penulis
memberikan dukungan dan semangat selama pelaksanaan Tugas Sarjana ini.
Kepada semua pihak yang telah banyak membantu dalam menyelesaikan
laporan ini dan tidak dapat penulis sebutkan satu per satu, penulis ucapkan terima
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI DRAFT TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
DAFTAR ISI ... vii
DAFTAR TABEL ... xiv
DAFTAR GAMBAR ... xv
DAFTAR LAMPIRAN ... xvi
ABSTRAK ... xvi
I PENDAHULUAN... I-1 1.1 Latar Belakang Permasalahan ... I-1
1.2 Rumusan Permasalahan ... I-5
1.3 Tujuan Penelitian ... I-5
1.4 Manfaat Penelitian ... I-5
1.5 Batasan Masalah dan Asumsi ... I-6
DAFTAR ISI (Lanjutan)
BAB HALAMAN
II GAMBARAN UMUM PERUSAHAAN... II-1 2.1 Sejarah Perusahaan... II-1
2.2 Ruang Lingkup Bidang Usaha ... II-2
2.3 Lokasi Perusahaan ... II-3
2.4 Daerah Pemasaran ... II-3
2.5 Dampak Ekonomi, Sosial, dan Budaya terhadap
Lingkungan ... II-4 2.4 Organisasi dan Manajemen ... II-5
2.7 Proses Produksi ... II-8
2.7.1 Standar Mutu Bahan/Produk ... II-9
2.7.2 Bahan yang Digunakan ... II-11
2.7.2.1 Bahan Baku ... II-11
2.7.2.2 Bahan Tambahan ... II-12
2.7.2.3 Bahan Penolong ... II-12
2.7.3 Uraian Proses Produksi ... II-13
2.8 Mesin dan Peralatan ... II-19
2.8.1 Mesin Produksi ... II-19
2.8.2 Peralatan ... II-26
DAFTAR ISI (Lanjutan)
BAB HALAMAN
III Tinjauan Pustaka ... III-1 3.1 Manajemen Logistik ... III-1
3.2 Konsep logistik Terpadu ... III-2
3.3 Sistem Transportasi ... III-5
3.4 Travelling Salesman Problem ... ... III-8 3.5 Vehicle Routing Problem ... ... III-9 3.6 Algoritma Nearest Neighbour ... ... III-10 3.7 Pengertian dan Fungsi Gudang ... ... III-11
3.7.1 Karakteristik Gudang ... III-12
3.8 Manajemen Rantai Pemasok Supply Chain Management. III-23 3.8.1 Supply Chain Management (SCM) ... III-23 3.8.1.1 Fasilitas ... III-23
3.8.1.2 Aktivitas ... III-24
3.9 Klasifikasi Biaya ... ... III-26
IV METODOLOGI PENELITIAN . ... IV-1 4.1 Tempat dan Waktu Penelitian ... IV-1
4.2 Jenis Penelitian ... IV-1
4.3 Objek Penelitian ... IV-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
4.5 Identifikasi Variabel Penelitian ... IV-2
4.5.1 Variabel Independen ... IV-3
4.5.2 Variabel Dependen ... IV-3
4.6 Prosedur Pelaksanaan Penelitian ... IV-4
4.7 Jenis dan Sumber Data ... IV-5
4.8 Metode Pengumpulan Data ... IV-5
4.9 Metode Pengolahan Data ... IV-6
4.10 Analisis Pemecahan Masalah ... IV-6
4.11 Kesimpulan dan Saran... IV-7
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1 5.1 Pengumpulan Data. ... V-1
5.1.1 Pola Distribusi Barang PT. Central Proteina
Prima ... V-1
5.1.2 Data Lokasi Gudang. ... V-3
5.1.3 Sarana Pengiriman ... V-3
5.1.4 Data Jumlah Pengiriman Barang ... V-4
5.2. Penggunaan Model ... V-6
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.1.1 Perhitungan Biaya Transportasi dari
Pabrik i ke Gudang j ... V-6 5.2.1.2 Perhitungan Biaya Transportasi dari
Gudang j ke Outlet/Konsumen k ... V-7 5.2.1.3 Perhitungan Koefisien Biaya Simpan
Per Unit Produk ... V-8
5.2.1.4 Biaya Operasional Gudang ... V-9
5.2.1.5 Model Matematik Sub Total Biaya
Logistik (STC) ... V-9
5.2.1.6 Model Perhitungan Total Biaya
Logistik (TC) ... V-11
5.2.2 Pengembangan Model ... V-12
5.2.2.1 Perhitungan Biaya Transportasi dari
Pabrik i ke Gudang j ... V-12 5.2.2.2 Perhitungan Biaya Transportasi dari
Gudang j ke Outlet/Konsumen k ... V-16 5.2.2.3 Perhitungan Koefisien Biaya Simpan
Per Unit Produk ... V-24
5.2.2.4 Perhitungan Sub Total Biaya
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.2.2.5 Model Perhitungan Total Biaya
Logistik (TC) ... V-33
5.3 Perhitungan Total Biaya Logistik Perusahaan ... V-35
5.3.1 Perhitungan Fixed cost dan Variable cost
Perusahaan ... V-36
5.3.2 Perhitungan Transportasi dari Pabrik ke
Gudang ... V-39 5.3.3 Perhitungan Biaya Transportasi dari Gudang
Ke Outlet/Konsumen ... V-40
5.3.4 Perhitungan Biaya Simpan Produk ... V-41
5.3.5 Perhitungan Total Biaya Logistik Perusahaan .... V-42
VI ANALISIS DAN PEMBAHASAN ... VI-1 6.1 Analisis Perhitungan Total Biaya Logistik dengan
Menggunakan Model Matematis Perhitungan Total
Biaya Logistik ... VI-1
6.1.1 Analsisis Koefisien Biaya Simpan ... VI-1
6.1.2 Analisis Lokasi Gudang Berdasarkan Nilai Biaya
DAFTAR ISI (Lanjutan)
BAB HALAMAN
6.2 Analisis Perhitungan Total Biaya Logistik dengan
Cara Perusahaan ... VI-1
6.2.1 Analsisis Biaya Simpan Produk ... VI-1
6.2.2 Analisis Lokasi Gudang Berdasarkan Nilai Biaya
Transportasi Terendah ... VI-2
6.2.3 Analisis Perbandingan Menggunakan Model Matematis
Perhitungan Total Biaya Logistik dan cara Perhitungan
Perusahaan dalam Penentuan Total Biaya Logistik
Perusahaan ... VI-4
6.3 Pembahasan ... VI-5
VII KESIMPULAN DAN SARAN
7.1 Kesimpulan ... VII-1
7.2 Saran ... VII-1
DAFTAR TABEL
TABEL HALAMAN
5.1 Biaya Logistik Perusahaan pada bulan Oktober hingga
Desember ... V-1
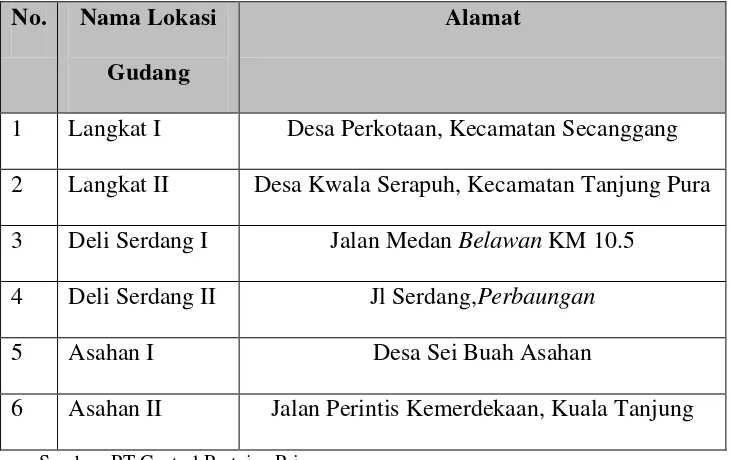
5.2 Lokasi Gudang di Setiap Kota ... V-3
5.3 Sarana Pengiriman Produk ... V-3
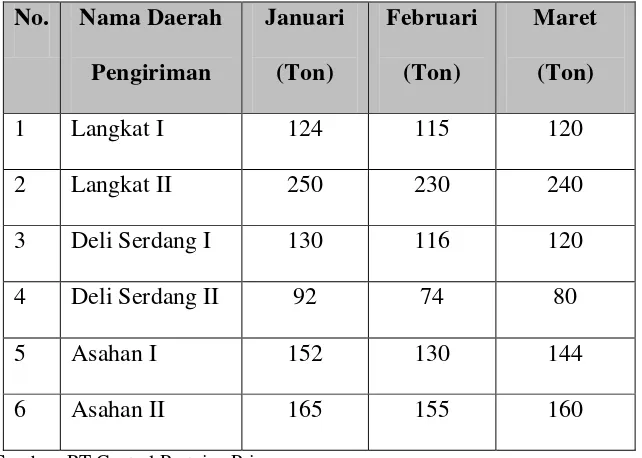
5.4 Jumlah Pengiriman Barang dari Pabrik ke Gudang ... V-4
5.5 Jumlah Pengiriman Barang dari Gudang ke Outlet/Konsumen V-4
5.6 Matriks Jarak antara Pabrik ke Lokasi Gudang Langkat I
dan II ... V-13
5.7 Matriks Jarak antara Pabrik ke Lokasi Gudang Deli Serdang
I dan II ... V-14
5.8 Matriks Jarak antara Pabrik ke Lokasi Gudang Asahan
I dan II ... V-14
5.9 Tabel Biaya Transportasi dari Pabrik i ke setiap Gudang j ... V-15 5.10 Biaya Transportasi dari Gudang j ke Outlet/Konsumen k
Untuk Langkat I ... V-18
5.11 Biaya Transportasi dari Gudang j ke Outlet/Konsumen k
Untuk Langkat II ... V-19
5.12 Biaya Transportasi dari Gudang j ke Outlet/Konsumen k
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
Untuk Deli Serdang II ... V-21
5.14 Biaya Transportasi dari Gudang j ke Outlet/Konsumen k
Untuk Asahan I ... V-22
5.15 Biaya Transportasi dari Gudang j ke Outlet/Konsumen k
Untuk Asahan II ... V-23
5.16 Biaya Transportasi dari Gudang ke Outlet/ Konsumen
Untuk Semua Lokasi ... V-24
5.17 Daftar Fixed cost dan Variable cost untuk
Masing-masing Gudang ... V-26
5.18 Investasi Awal Membuka Gudang ... V-29
5.19 Tabel Koefisien Biaya Simpan untuk Masing-masing
Gudang ... V-31
5.20 Sub Total Biaya Logistik ... V-33
5.21 Perhitungan Fixed cost dan Variable
Cost Gudang ... V-34 5.22 Total Biaya Logistik ... V-35
5.23 Perhitungan Fixed cost dan Variable
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
5.24 Biaya Transportasi dari Pabrik ke Gudang ... V-39
5.25 Biaya Transportasi dari Gudang ke Outlet/ Konsumen ... V-40
5.26 Biaya Simpan yang dikeluarkan Perusahaan ... V-42
5.27 Total Biaya Logistik Perusahaan ... V-43
6.1 Lokasi Gudang Berdasarkan Nilai Koefisien Biaya Simpan
Terendah ... VI-1
6.2 Biaya Transportasi dari Gudang ke Outlet/ Konsumen
Untuk Semua Lokasi ... VI-2
6.3 Biaya Simpan Produk Perusahaan ... VI-3
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1 Struktur Organisasi PT. Central Proteina Prima Tbk ... II-7
3.1 Contoh Travelling Salesman Problem ... III-9 3.2 Bentuk Solusi Vehicle Routing Problem ... III-10
4.1 Kerangka Konseptual Penelitian ... IV-3
4.2 Block Diagram Langkah-langkah Penelitian ... IV-4 5.1 Block Diagram Pendistribusian Barang PT. Central Proteina
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
Surat Penjajakan Pabrik ... L-1
Surat Balasan Pabrik ... L-2
Surat Keputusan Masa Berlaku SK ... L-3
Form Tugas Akhir ... L-4
Form Asistensi Doping 1 ... L-5
ABSTRAK
Hampir setiap perusahaan memiliki tujuan untuk memperoleh laba atau keuntungan yang maksimal. Untuk dapat mencapai tujuan tersebut perusahaan memerlukan perencanaan dan juga pengendalian biaya. Saat ini persaingan bisnis lebih berfokus pada efisien biaya. Dengan mengefisienkan biaya perusahaan, mendapatkan keuntungan yang lebih besar dari yang sebelumnya.
Masalah yang dihadapi oleh PT. Central Proteina Prima saat ini adalah tingginya biaya logistik perusahaan tersebut dibandingkan dengan biaya logistik yang dikeluarkan perusahaan sejenis untuk lokasi yang sama.
Dalam penelitian ini penulis menggunakan pengembangan model matematis biaya logistik yang telah digunakan oleh peneliti sebelumnya untuk mencari total biaya logistik di PT.Central Proteina Prima Medan. Penulis mengaplikasikan model matematis biaya logistik berdasarkan zona konsumen yang telah ditetapkan.
Hasil penelitian yang telah dilakukan terhadap keenam lokasi gudang yaitu, Langkat I, Langkat II, Deli Serdang I, Deli Serdang II, Asahan I, dan Asahan II maka didapatkan rata-rata total biaya logistik sebesar Rp. 260.146.066. Sedangkan perhitungan yang dilakukan dengan cara perusahaan didapatkan rata-rata total biaya logistik sebesar Rp. 283.074.238. Selisih yang nilai total biaya logistik dengan kedua cara perhitungan tersebut adalah Rp. 22.928.172. Efisiensi biaya yang diperoleh dari model matematis perhitungan total biaya logistik adalah sebesar 8,1%.
ABSTRAK
Hampir setiap perusahaan memiliki tujuan untuk memperoleh laba atau keuntungan yang maksimal. Untuk dapat mencapai tujuan tersebut perusahaan memerlukan perencanaan dan juga pengendalian biaya. Saat ini persaingan bisnis lebih berfokus pada efisien biaya. Dengan mengefisienkan biaya perusahaan, mendapatkan keuntungan yang lebih besar dari yang sebelumnya.
Masalah yang dihadapi oleh PT. Central Proteina Prima saat ini adalah tingginya biaya logistik perusahaan tersebut dibandingkan dengan biaya logistik yang dikeluarkan perusahaan sejenis untuk lokasi yang sama.
Dalam penelitian ini penulis menggunakan pengembangan model matematis biaya logistik yang telah digunakan oleh peneliti sebelumnya untuk mencari total biaya logistik di PT.Central Proteina Prima Medan. Penulis mengaplikasikan model matematis biaya logistik berdasarkan zona konsumen yang telah ditetapkan.
Hasil penelitian yang telah dilakukan terhadap keenam lokasi gudang yaitu, Langkat I, Langkat II, Deli Serdang I, Deli Serdang II, Asahan I, dan Asahan II maka didapatkan rata-rata total biaya logistik sebesar Rp. 260.146.066. Sedangkan perhitungan yang dilakukan dengan cara perusahaan didapatkan rata-rata total biaya logistik sebesar Rp. 283.074.238. Selisih yang nilai total biaya logistik dengan kedua cara perhitungan tersebut adalah Rp. 22.928.172. Efisiensi biaya yang diperoleh dari model matematis perhitungan total biaya logistik adalah sebesar 8,1%.
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Dewasa ini, efektivitas dalam penyediaan produk yang tepat waktu, dan
tepat pada tempatnya sangat dibutuhkan. Persaingan bisnis yang semakin ketat
membuat perusahaan semakin dituntut untuk meningkatkan strategi bisnisnya.
Strategi bisnis yang telah diterapkan di perusahaan perlu dikaji secara terus
menerus kinerjanya untuk keberhasilan perusahaan di masa yang akan datang.
Salah satu strategi bisnis yang dilakukan perusahaan-perusahaan saat ini adalah
lebih berfokus pada efisiensi biaya. Efisiensi biaya dapat dilakukan pada proses
pendistribusian produk.
Perusahaan manufaktur melakukan proses produksi untuk menghasilkan
suatu produk untuk kemudian dijual. Setelah tahap produksi selesai, maka tahap
selanjutnya adalah tahap penjualan produk. Dalam melakukan penjualan produk,
perusahaan tidak langsung menjual kepada outlet/konsumen akhir, tetapi
produk-produk didistribusikan terlebih dahulu menuju gudang-gudang produk-produk di setiap
kota yang kemudian menjual produk-produk tersebut outlet/konsumen akhir.
Aktivitas penggudangan akan menambah biaya logistik perusahaan yang disebut
biaya penyimpanan produk. Gudang-gudang produk tersebar di beberapah
wilayah yang ada di setiap daerah. Selanjutnya proses pendistribusian barang
dilakukan oleh pihak distributor menuju outlet/konsumen akhir yang telah
Kondisi teknis pelaksanaan pendistribusian produk, pihak perusahaan
menggunakan alat transportasi dengan ukuran kendaraan yang berbeda. Dalam
melakukan pendistribusian barang menuju outlet/konsumen akhir, kendaraan
pengangkut produk tidak hanya melayani satu outlet/konsumen saja. Namun
kendaraan pengangkut produk tersebut harus melayani beberapa outlet/konsumen
sekaligus dalam melakukan sebuah perjalanan pendistribusian produk.
Wilayah-wilayah outlet/konsumen akhir yang berbeda beda menyebabkan suatu kendaraan
pendistribusian barang harus menentukan rute perjalanan yang harus dilaluinya
sebelum melakukan perjalanan pendistribusian produk. Penentuan rute yang akan
diambil harus sesuai dengan jarak terbaik antar outlet/konsumen satu dengan yang
lainnya. Permasalahan penentuan rute distribusi ini akan sangat berpengaruh pada
jumlah biaya logistik yang dikeluarkan perusahaan.
PT. Central Proteina Prima merupakan perusahaan yang bergerak di
bidang pengolahan pakan ternak. Jenis makanan ternak yang diproduksi
perusahaan adalah makanan ikan dan udang. PT. Central Proteina Prima memiliki
daerah pemasaran yang cukup luas. Dalam penelitian ini daerah yang menjadi
objek penelitian adalah Langkat, Deli Serdang, dan Asahan. Selama beberapa
bulan terakhir pihak perusahaan mengeluhkan tingginya biaya logistik yang
dikeluarkan sehingga berdampak pada laba yang diterima perusahaan pada
triwulan terakhir tahun 2012.
Berdasarkan pengamatan pendahuluan pada bulan Januari, perusahaan
Hal ini berbeda dengan besar biaya logistik yang dikeluarkan oleh perusahaan
sejenis PT. Charoen Phokpand yang mengeluarkan rata-rata Rp. 240.000.000
setiap bulan ke tiga daerah tersebut.
Untuk itu peneliti akan melakukan perhitungan total biaya logistik
perusahaan dengan menggunakan model perhitungan total biaya logistik yang
digunakan oleh Parardyo, dkk (2005)1
Pendistribusian barang dilakukan dari daerah asal yaitu pabrik PT. Central
Proteina Prima yang berlokasi di Jl. Raya Tanjung Morawa, Medan, Propinsi
Sumatera Utara ke setiap lokasi gudang. Selanjutnya, pakan ternak dikirimkan ke
gudang-gudang sesuai zona konsumen masing-masing. Untuk daerah Langkat,
Deli Serdang, Asahan dan sekitarnya tersebut, PT. Central Proteina Prima
memiliki beberapa lokasi gudang yang digunakan untuk memenuhi kebutuhan
pasar dalam hal pengadaan produk pakan ternak. Proses terakhir pendistribusian
produk adalah dari setiap lokasi gudang produk pakan ternak didistribusikan ke
setiap outlet/zona konsumen yang ada di sekitar lokasi gudang.
. Kelebihan model perhitungan total biaya
logistik yang akan digunakan adalah biaya simpan produk akan dihitung
berdasarkan masing-masing lokasi gudang produk.
Berdasarkan pengamatan yang dilakukan, pada bulan Maret 2013 biaya
distribusi untuk daerah Langkat, Deli Serdang, Asahan mengalami kenaikan yang
disebabkan oleh jalur distribusi yang panjang. Untuk itu perlu dilakukan
perhitungan biaya logistik dengan menggunakan metode yang tepat dengan
mempertimbangkan jarak, rute, dan tujuan distribusi.
1
Penelitian mengenai penentuan jumlah, lokasi, dan cakupan distribusi
gudang produk telah dilakukan dengan beberapa jenis metode. Parardyo, dkk
(2005) Surakarta, menguraikan penggunaan metode yang berbentuk model
matematis biaya logistik yang diterapkan di PT. Dzakiya Tirta Utama. Tujuan dari
penelitian tersebut adalah untuk mengetahui gudang-gudang mana yang selama
ini digunakan yang akan dipertahankan atau sebaiknya ditutup, dan mana
gudang-gudang baru yang potensial menurut perusahaan yang sebaiknya digunakan. Dari
hasil penelitian disimpulkan bahwa, dari 4 gudang yang dimiliki perusahaan 1
gudang ditutup dan dari 3 lokasi gudang yang potensial menurut perusahaan, tidak
ada yang dibuka.
Penelitian lain dilakukan di PDAM Kota Bandung (Erna Mulyati, 2011).
Penelitian ini bertujuan untuk memberikan usulan dalam penentuan lokasi dan
jumlah gudang distribusi yang optimal serta dapat menentukan jaringan distribusi
yang memberikan total biaya logistik yang rendah bagi perusahaan. Berdasarkan
hasil perhitungan menggunakan Metode Cluster, maka diperoleh struktur
distribusi baru dimana pabrik memiliki 1 gudang pusat (satu distribution center). Berdasarkan kebijakan perusahaan dan melihat demand pasar terbesar adalah
Bandung maka distributioncenter tetap berada di pabrik Bandung untuk melayani 6 daerah pemasaran Bandung, Sumedang, Majalengka, Garut, Cianjur dan
Purwakarta.
Dalam penelitian ini, penulis mencoba menerapkankan metode yang
akan digunakan untuk mengetahui total biaya logistik yang dikeluarkan PT.
Central Proteina Prima.
1.2. Rumusan Masalah
Masalah yang dihadapi oleh PT. Central Proteina Prima saat ini adalah
tingginya biaya logistik perusahaan tersebut disebabkan oleh karena tingginya
biaya simpan produk dan biaya transportasi dari gudang ke outlet/konsumen.
Berdasarkan permasalahan tersebut, maka perlu diadakan penelitian tentang
perhitungan biaya logistik berdasarkan jumlah, lokasi, dan cakupan distribusi
gudang produk yang telah ada.
1.3. Tujuan Penelitian
Tujuan umum dari pelaksanaan penelitian yaitu:
1. Menentukan total biaya logistik yang dikeluarkan perusahaan hingga sampai
pengiriman barang ke konsumen.
2. Menganalisis lokasi gudang yang mengeluarkan biaya terendah dalam setiap
pengiriman barang ke konsumen.
1.4. Manfaat Penelitian
Adapun manfaat yang diharapkan dapat diperoleh dari penelitian ini
adalah sebagai berikut:
Dapat menerapkan dan mengembangkan ilmu yang telah diperoleh selama di
bangku perkuliahan dengan cara membandingkan teori-teori ilmiah yang ada
dengan permasalahan yang ada di perusahaan, khususnya dalam mencari total
biaya logistik yang dikeluarkan perusahaan.
2. Bagi Departemen Teknik Industri USU
Dapat meningkatkan hubungan kerjasama Departemen Teknik Industri dengan
pihak perusahaan jasa pengiriman barang di Medan.
3. Bagi Perusahaan
Sebagai masukan bagi perusahaan mengenai jumlah, lokasi dan cakupan
distribusi gudang yang dianggap penting untuk meningkatkan kualitas
pelayanan di masa yang akan datang dan juga sebagai bahan pertimbangan
dalam pengambilan keputusan mengenai kinerja pelayanan perusahaan.
1.5. Batasan dan Asumsi Penelitian
Batasan terhadap masalah yang akan dianalisis antara lain, yaitu:
1. Jumlah produk yang didistribusikan adalah bersifat deterministik.
2. Zona distribusi yang diamati adalah Medan, Langkat, Deli Serdang, dan
Asahan.
3. Pengumpulan data dilakukan pada bulan Maret hingga April tahun 2013.
4. Metode yang digunakan adalah suatu model matematis biaya logistik yang
dipakai oleh Parardyo, dkk (2005), yang diaplikasikan untuk mengetahui nilai
Adapun asumsi-asumsi yang digunakan dalam penelitian ini, antara lain:
1. Objek penelitian adalah gudang pakan yang ada di Langkat, Deli Serdang, dan
Asahan.
2. Biaya ongkos simpan produk adalah tetap.
3. Tidak terjadi perubahan ongkos kirim.
4. Alat angkut yang digunakan dalam keadaan baik.
5. Frekuensi pengiriman tergantung pada kapasitas masing-masing alat angkut.
6. Kapasitas gudang berbeda beda.
7. Jumlah permintaan tidak berubah ubah.
1.6. Sistematika Penulisan Tugas Akhir
Sistematika penulisan laporan tugas sarjana ini adalah sebagai berikut:
JUDUL
LEMBAR PENGESAHAN
KATA PENGANTAR
UCAPAN TERIMA KASIH
DAFTAR ISI
DAFTAR TABEL
DAFTAR GAMBAR
DAFTAR LAMPIRAN
BAB I Pendahuluan berisi latar belakang masalah, perumusan masalah,
tujuan dan manfaat penelitian, pembatasan masalah dan asumsi
BAB II Gambaran Umum Perusahaan menguraikan sejarah perusahaan, ruang
lingkup bidang usaha, lokasi perusahaan, daerah pemasaran,
organisasi dan manajemen, struktur organisasi, pembagian tugas dan
tanggung jawab, jumlah tenaga kerja dan jam kerja serta sistem
pengupahan dan fasilitas lainnya.
BAB III Landasan Teori menyajikan tinjauan-tinjauan kepustakaan yang berisi
teori-teori yang berhubungan dengan masalah dan pemecahan masalah
penelitian. Dasar teori diperoleh dari buku-buku literatur yang
berhubungan dengan perencanaan jalur distribusi yang digunakan
dalam penentuan rute distribusi.
BAB IV Metodologi Penelitian menjelaskan tahapan-tahapan penelitian mulai
dari persiapan hingga penyusunan laporan tugas akhir.
BAB V Pengumpulan dan Pengolahan Data memuat data hasil penelitian yang
diperoleh dari hasil pengamatan dan pengukuran yang dilakukan di
lapangan sebagai bahan untuk melakukan pengolahan data yang
digunakan sebagai dasar pada pemecahan masalah.
BAB VI Analisis Pemecahan Masalah menganalisis hasil pengolahan data dan
mencari solusi untuk pemecahan masalah penelitian.
BAB VII Kesimpulan Dan Saran Memberikan kesimpulan secara keseluruhan
penelitian dan disertai pemecahan masalah serta saran-saran yang
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1 Sejarah Perusahaan
PT. Central Proteina Prima merupakan anak perusahaan dari Charoen
Pokphand Overseas Investment Co, Ltd. Hongkong, yang mulai berdiri pada
tahun 1953. Pada saat itu perusahaan ini bernama PT. Charoen Pokphand
Indonesia, dan pada tahun 2008 perusahaan ini berganti nama menjadi PT. Central
Proteinaprima. PT. Charoen Pokphand Indonesia berfasilitas PMA (Penanaman
Modal Asing) dan pertama sekali didirikan di Jakarta atas izin Pemerintah
Republik Indonesia dengan Surat Keputusan Menteri Perindustrian Republik
Indonesia No. 616/M/XI/1971 tanggal 29 november 1971. perusahaan ini mulai
beroperasi secara komersil pada tahun 1972 dengan kapasitas produksi 20.000 ton
per tahun. Perusahaan ini merupakan industri yang memproduksi pakan ternak
udang dan ikan.
Seiring dengan meningkatnya kebutuhan akan pakan ternak, maka PT.
Charoen Pokphand Indonesia semakin memperluas kegiatan usahanya dengan
mendirikan pabrik baru di Surabaya pada tahun 1976. Tiga tahun kemudian pabrik
baru juga didirikan di Medan.
Pada tahun 1988, didorong oleh meningkatnya pasaran ekpor udang,
maka PT. Charoen Pokphand Indonesia menambah pakan udang kedalam
rangkaian produksi pakan ternaknya yang sudah demikian berkembang. Untuk ini
Medan – Tanjung Morawa Km 8,5 RT 04 / RW 02, kelurahan Tumbang Deli,
Kecamatan Medan Amplas. Pabrik dibangun di atas tanah seluas 17.595 m2.
Pabrik ini mulai beroperasi pada tahun 1990, dan pada tahun 2008 berganti nama
menjadi PT. Central Proteina Prima. Adapun kapasitas produksinya mencapai
50.000 ton pakan udang setiap tahunnya.
Dengan demikian PT. Central Proteinaprima hingga saat ini telah
menjadi produsen pakan ternak terkemuka di Indonesia dengan jaringan pabrik
produksi, fasilitas penelitian serta pusat-pusat pembibitan unggas yang tersebar di
Jakarta, Surabaya dan Medan.
2.2 Ruang Lingkup Bidang Usaha
PT. Central Proteinaprima menghasilkan berbagai jenis makanan ternak,
yaitu makanan ayam (unggas), ikan, dan udang. Sistem produksi pada PT. Central
Proteinaprima cabang Medan-Tanjung Morawa di bagi menjadi 2 (dua) divisi,
yaitu:
1. Farming Division
Divisi ini membuka usaha perkembangbiakan hewan, pembuatan pakan
ternak serta pemasarannya. Divisi ini berlokasi di Kawasan Industri Medan
(KIM) Mabar, Medan.
2. Aqua Culture Division
Divisi ini memproduksi bidang usaha pertambakan udang, pembuatan pakan
2.3 Lokasi Perusahaan
Pabrik PT. Central Proteinaprima Cabang Medan-Tanjung Morawa
terletak di Jalan Medan – Tanjung Morawa Km 8,5 RT 04/RW 02, Kelurahan
Tumbang Deli, Kecamatan Medan Amplas. Pabrik ini dibangun di atas tanah
seluas 17.595 m2.
Lokasi ini sengaja dipilih karena sangat strategis dan berada di tepi jalan
Tol Antar Lintas Sumatera dan tepat di sebelah kanan pintu Tol Medan – Tanjung
Morawa. Kecermatan dalam memilih lokasi ini sangat membantu untuk
memudahkan pengiriman barang keluar kota.
2.4 Daerah Pemasaran
PT. Central Proteinaprima Cabang Medan – Tanjung Morawa tidak
hanya mendistribusikan produk pakan udang dan ikannya untuk memenuhi
kebutuhan dalam negeri saja, tetapi termasuk ke lintas negara. Daerah pemasaran
untuk daerah dalam negeri melingkupi Sumatera Utara, Aceh, dan Riau dengan
kapasitas pemasaran 60%. Sementara 40% untuk untuk pemasaran keluar negeri
dipasarkan ke Negara Malaysia, Jepang, dan Amerika Serikat. Untuk daerah
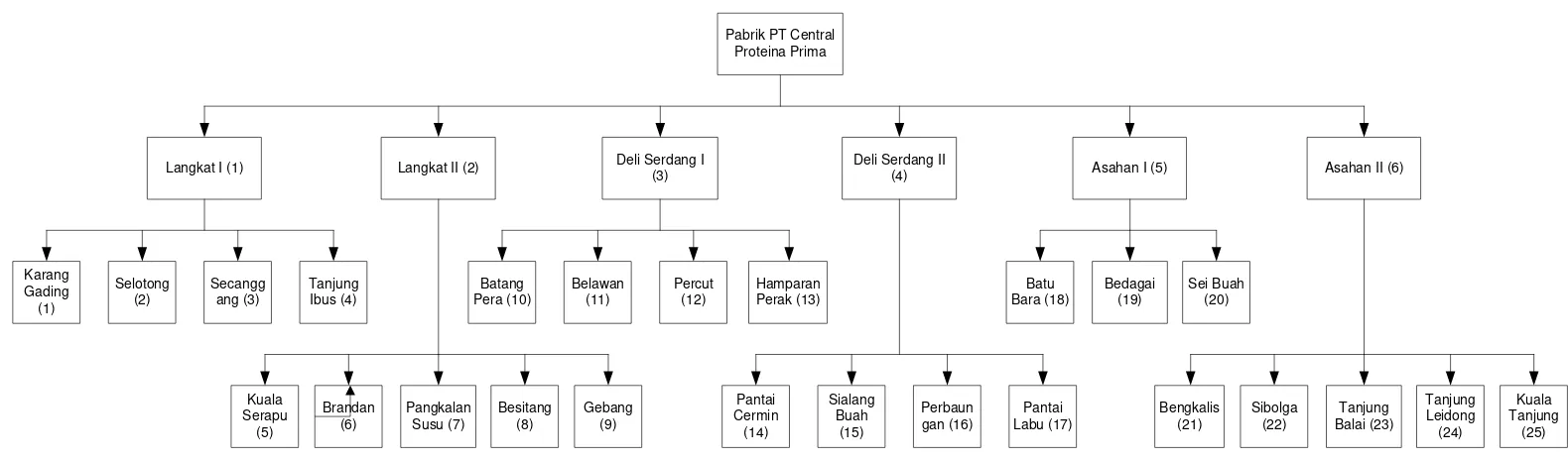
pemasaran dalam negeri, dibagi atas 4 daerah, yaitu:
1. Daerah I, mencakup:
a. Daerah Langkat I, meliputi daerah Karang Gading, Selotong,
Secanggang, dan Tanjung Ibus.
b. Daerah Langkat II, meliputi daerah Kuala Serapu, Berandan, Pangkalan
2. Daerah II, mencakup:
a. Daerah Deli Serdang I, meliputi daerah Batang Pera, Belawan, Percut,
dan Hamparan Perak.
b. Daerah Deli Serdang II, meliputi Pantai Cermin, Sialang Buah,
Perbaungan, dan Pantai Labu
3. Daerah III, mencakup:
a. Daerah Asahan I, meliputi Batu Bara, Bedagai, dan Sei Buah
b. Daerah Asahan II, meliputi daerah bengkalis (Riau), Sibolga, Tanjung
Balai, Tanjung Leidong, dan Kuala Tanjung.
4. Daerah IV, mencakup:
Daerah Propinsi Aceh, yaitu Pidie, Bireun, Langsa, Aceh Timur, Aceh
Selatan, Aceh Utara, Aceh Barat, Aceh Barat Daya, dan Aceh Besar.
2.5 Dampak Ekonomi, Sosial dan Budaya Terhadap Lingkungan
Keberadaan PT. Central Proteinaprima ditinjau dari aspek ekonominya
memberikan dampak positif terhadap lingkungan sekitar terutama bagi
masyarakat. Dimana dengan adanya PT. Central Proteinaprima, menyediakan
lapangan pekerjaan bagi masyarakat sekitar. Dalam hal ini, pabrik menyerap
tenaga kerja dari lingkungan sekitar dan tentu saja berdampak positif bagi
kesejahteraan masyarakat sekitar. Selain menyerap tenaga kerja, masyarakat
sekitar juga diberi keuntungan dengan membuka warung. Pengaruh berdirinya
Asap ini akan memberikan dampak buruk terhadap kondisi udara daerah sekitar
dengan memberikan polusi udara.
2.6 Organisasi dan Manajemen
Organisasi adalah struktur dengan bagian-bagian yang saling
berhubungan dan saling mempengaruhi karena adanya hubungan secara
keseluruhan. Dipandang dari fungsinya, organisasi adalah pengelompokan dan
pengurutan dari berbagai aktifitas, penunjukkan orang-orang untuk mengerjakan
aktifitas tersebut.
Manajemen adalah suatu proses yang melibatkan perencanaan,
pengorganisasian, dan pengawasan dari sumber daya yang ada untuk
mendapatkan suatu tujuan yang diinginkan. Sumber daya haruslah dapat dikelola
dengan baik dalam sistem organisasi yang tepat agar tercipta kerja sama yang baik
dalam mencapai tujuan yang diinginkan.
Struktur organisasi merupakan gambaran skematis tentang hubungan atau
kerjasama orang-orang yang menggerakkan dan berada dalam suatu organisasi.
Adanya organisasi akan mengakibatkan setiap tugas dan kegiatan dapat
didistribusikan dan dilakukan oleh setiap anggota kelompok secara efisien dan
efektif sehingga tujuan yang telah ditetapkan dapat tercapai. Adanya struktur
organisasi dan uraian tugas yang telah ditetapkan akan menciptakan suasana kerja
yang baik karena akan terhindar dari tumpang tindih dalam perintah dan tanggung
Perusahaan yang terdiri dari beberapa aktivitas yang berbeda harus
dikoordinasikan sedemikian rupa sehingga target dan sasaran perusahaan dapat
dicapai dengan efisien dan efektifitas yang tinggi. Dengan adanya struktur
organisasi, orang-orang yang berbeda dalam organisasi tersebut dapat diarahkan
kepada keadaan yang sedemikian rupa sehingga mereka dapat melaksanakan
aktivitas dengan baik yang mendukung tercapainya sasaran perusahaan di
samping melaksanakan aktivitas masing-masing.
Struktur organisasi perusahaan PT. Central Proteinaprima adalah bentuk
lini dan staff fungsional, dimana pucuk pimpinan dibantu oleh staf pimpinan ahli
dengan tugas sebagai pembantu pucuk pimpinan dalam menjalankan roda
organisasi. Pimpinan bagian di tiap bidang dapat memerintah dan meminta
pertanggungjawaban dari semua pimpinan bagian pelaksana yang ada sepanjang
menyangkut bidang kerjanya.
Struktur organisasi PT. Central Proteinaprima Tbk dapat dilihat pada
GENERAL MANAGER GM PRODUCTION PRODUCTION MANAGER PPIC MANAGER MAINTENANCE MANAGER QCP
MANAGER Safety Officer
FP Section head Electric Sect. head QCP Supervisor Internal Control EXP-IMPORT MANAGER MARKETING MANAGER PURCHASING MANAGER FINANCE MANAGER ACCOUNTING MANAGER Feed Processing Operator FP Supervisor Factory
Adm Ware house Store Room FA Section head FA Supervisor Truck Scale operator WH Section head WH Supervisor -Un Loading staff -Forklift operator SR Section head SR Supervisor Store room staff Electric Mechanic -Electric Spv -Electric staff -Maint. staff -Boiler Oprt Mechanic Sect. head -Mechanic Spv -Mechanic staff -Maint. staff -Forklift Mechanic staff QCP Staff Marketing Section head
- Sales Adm. - Sales Area
PERSONNEL & G. AFFAIR Pers & GA Sect. head Sect. head Level Staff
[image:37.842.19.817.100.440.2]Karyawan Karyawan Karyawan Karyawan Karyawan
2.7 Proses Produksi
Proses produksi adalah serangkaian kegiatan berupa cara, metode dan
teknik untuk menciptakan atau meningkatkan nilai tambah suatu barang atau jasa
dengan menggunakan sumber-sumber daya berupa tenaga kerja, mesin, bahan
baku dan modal yang ada.
Berdasarkan jumlah produk yang dihasilkan, proses produksi dapat
dibedakan menjadi tiga tipe. Adapun ketiga tipe tersebut adalah:
1. Tipe Job Shop
Ukuran pemesanan produk dengan tipe ini adalah ukuran pemesanan kecil.
Dimana produknya bertipe diskrit, aliran produksinya dapat berbeda untuk
tiap produk, setup tinggi sehingga ongkos produksi tinggi, mesin-mesin bertipe general purpose, beban kerja tiap stasiun kerja berbeda, dan keahlian pekerja dituntut tinggi. Job shop merupakan proses produksi yang bekerja berdasarkan pesanan.
2. Batch Production
Merupakan proses produksi yang bekerja berdasarkan keinginan atau
kebutuhan konsumen. Pada proses produksi seperti ini, suatu pabrik memiliki
kemampuan untuk menghasilkan produk pada laju produksi dalam suatu
jumlah tertentu yang memungkinkan untuk mengadakan persediaan, dan
kemudian merubah proses produksi untuk menghasilkan macam produk yang
3. Mass Production
Mass production dilakukan untuk menghasilkan produk dalam jumlah yang besar tetapi relatif sejenis. Mesin dan peralatan yang digunakan dirancang
untuk mampu menghasilkan produk dengan produksi tinggi yaitu dengan tipe
special purpose. Disisi lain, keterampilan berproduksi dari manusia dialihkan ke mesin sehingga tidak terlalu membutuhkan skill yang tinggi dari operator.
Jenis proses produksi PT. Central Proteinaprima adalah tipe batch production, karena proses produksi dilakukan berdasarkan keinginan dan kebutuhan konsumen dimana volume dan laju produksinya tinggi.
2.7.1 Standar Mutu Bahan/ Produk
Pengecekan dan pengawasan oleh bagian Quality Control dilakukan mulai dari bahan baku sampai produk jadi sehingga kualitasnya tetap terjaga.
PT. Central Proteinprima mengeluarkan standar mutu bagi pakan udang
2.7.2 Bahan yang Digunakan
Ikan dan udang merupakan hewan yang sangat menguntungkan untuk
diternakkan, karena merupakan makanan yang bergizi tinggi sehingga selalu di
cari sebagai bahan untuk laukpauk. Untuk memproduksi pakan ini, perusahaan
mengolah berbagai bahan baku serta bahan-bahan tambahan lainnya sehingga
menghasilkan makanan yang berkualitas.
Bahan-bahan yang digunakan dalam pembuatan makanan ini harus
senantiasa di jaga agar jangan sampai rusak dan perlu pengawasan yang cermat,
sehingga tidak akan mengecewakan pembelinya. Adapun bahan-bahan yang
diperlukan diperoleh dari dalam dan luar negeri.
2.7.2.1 Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam proses produksi
dan berperan penting dalam penentuan mutu produk dengan komposisi persentase
yang tinggi dan merupakan bahan yang membentuk bagian integral dari suatu
produk jadi. Bahan baku yang digunakan adalah:
1. Jagung
Jagung atau Corn Yellow merupakan sumber energi yang baik karena mengandung zat karbohidrat dengan persentase yang tinggi dan zat protein.
Jenis jagung yang digunakan pada PT. Central Proteinaprima dibedakan atas
2. Dedak
Dedak yang digunakan dibedakan atas dua jenis yaitu dedak beras dan dedak
gandum. Dedak beras dibedakan atas dua jenis yaitu dedak halus dan dedak
kasar. Dedak halus merupakan kulit ari beras yang diperoleh dari proses
penyosohan beras. Sedangkan dedak kasar merupakan hasil hancuran padi.
Pada dedak gandum yang digunakan adalah whaet pollard, yaitu dedak yang berasal dari kulit ari gandum.
3. Bungkil Kacang Kedelai
Disebut juga Soya Bean Meal (SBM). SBM mengandung nilai protein yang tinggi, karena didalamnya terkandung asam amino lisin, yaitu asam amino
yang paling essensial diantara asam-asam amino yang lainnya.
4. Tepung Ikan
Tepung ikan merupakan hasil dari pengolahan ikan yang diolah menjadi
tepung. Kandungan tepung ikan meliputi protein, lemak dan juga kalsium.
5. Tepung Daging dan Tulang
Disebut juga Meat Bone Meal (MBM). MBM merupakan hasil pengolahan dari daging yang diolah menjadi tepung. MBM ini mengandung protein,
lemak dan juga kalsium.
6. Tepung Terigu
Digunakan sebagai sumber karbohidrat bagi udang.
7. Tepung cumi-cumi
2.7.2.2 Bahan Tambahan
Bahan tambahan adalah bahan yang dibutuhkan guna menyelesaikan
suatu produk, tetapi pemakaiannya sangat sedikit atau cukup kompleks yang dapat
mempengaruhi kualitas produk. Adapun bahan tambahan yang digunakan adalah:
1. Garam dan mineral, seperti sodium, pig minera, dan poultry mineral
2. Vitamin, seperti lysine, luprosi, dan finase
3. Minyak nabati, seperti canola oil, dan palm oil
4. Zat aditif, seperti tapioca
5. Bahan liquid, seperti rhodimet dan choline Cl
2.7.2.3 Bahan Penolong
Bahan penolong adalah bahan yang tidak tampak dalam produk jadi.
Tetapi hanya menolong proses produksi agar berjalan dengan lancar dan
digunakan sebagai pelengkap produk saja. Adapun bahan penolong yang
digunakan adalah:
1. Solar sebagai bahan bakar.
2. Air.
3. Karung plastik sebagai pembungkus produk
4. Benang jahit digunakan untuk menjahit karung
Digunakan sebagai pengikat/penutup karung palstik setelah diisi dengan pakan
ternak.
2.7.3 Uraian Proses Produksi
Proses Pembuatan makanan udang oleh PT. Central Proteinaprima
dilkukan dengan dua line produksi. Adapun tahapan-tahan proses dalam memproduksi makanan udang adalah:
1. Penuangan
Penuangan bahan dilakukan secara manual melalui intake I dan intake II. Bahan baku yang halus seperti tepung terigu dan remix (dust) yang merupakan sisa hasil pengayakan pellet yang undersize dituang pada intake I, sedangkan bahan baku yang kasar seperti tepung ikan, bungkil kacang kedelai, tepung kepala
udang, dan tepung cumi-cumi dituang pada intake II.
Bahan baku yang digunakan pada intake II di bawa ke bucket elevator
setinggi 28,8 meter dengan chain conveyor. Dari bucket elevator dengan menggunakan pipa gravitasi, bahan baku ini masuk kedalam drum siever untuk dibersihkan kotoran-kotoran, kemudian masuk ke spout magnet yang berguna untuk menangkap besi dan logam-logam lain yang tercampur kedalam bahan.
Bahan baku ini kemudian dibawa ke rotary distributor dengan screw conveyor
untuk selanjutnya diisikan pada bin penampungan bahan baku.
Bahan baku yang dituangkan pada intake I langsung dibawa ke bucket elevator setinggi 17,5 meter dengan chain conveyor dan kemudian masuk kedalam spout magnet dengan menggunakan pipa gravitasi. Bahan baku ini dibawa ke rotary distributor dengan screw conveyor lalu diisikan ke bin
Bin penampungan bahan baku ada 12 buah dengan kapasitas masing-masing 4 ton. Masing-masing-masing bahan baku yang terdapat pada bin penampungan ditimbang secara otomatis sampai menunjukkan berat dua ton. Kemudian
campuran bahan baku yang ditimbang dibawa dengan screw conveyor ke bin vertical mixer untuk selanjutnya dilakukan proses pengadukan. Tenaga kerja pada bagian aktivitas penuangan berjumlah 12 orang.
2. Pengadukan I
Campuran bahan baku seberat dua ton diaduk pada vertical mixer, yang berguna untuk mencampur bahan dari kedua intake agar tercampur rata. Waktu pengadukan dilakukan selama 10 menit. Setelah 10 menit, slide bin mixer dibuka dan hasil pengadukan dibawa melalui screw conveyor, bucket elevator, pipa gravitasi ke hammer mill untuk selanjutnya dilakukan proses penggilangan.
3. Penggilingan
Proses penggilingan dilakukan dengan hammer mill. Hasil penggilingan dibawa ke bucket elevator setinggi 17,5 meter dengan pipa gravitasi kemudian dimasukkan ke automixer untuk dilakukan proses penghalusan lebih lanjut. Tenaga kerja pada bagian penggilingan berjumlah 6 orang.
4. Penghalusan
Hasil penggilingan kemudian dihaluskan lagi dengan automixer, yang berguna untuk membuat hasil gilingan lebih homogen dan lebih halus lagi
sehingga bisa melewati ayakan 60 mesh. Hasil penghalusan ini selanjutnya
5. Pengayakan
Pada proses pengayakan adonan campuran bahan baku diayak dengan
menggunakan mesh 60. Hasil ayakan tersebut dimasukkakan ke bin mixer horizontal, sedangkan sisa ayakan (oversizer) di bawa ke hammer mill untuk dilakukan proses penggilingan kembali (regerinding) sampai melewati ayakan 60 mesh. Hasil ayakan dibawa ke bin mixer horizontal untuk diaduk. Tenaga kerja pada bagian pengayakan berjumlah 6 orang.
6. Pengadukan II
Pada bin mixer selanjutnya dituangkan bahan-bahan tambahan seperti minyak ikan, ikan segar, (ikan giling), obat-obatan serta vitamin dan mineral yang
sudah ditimbang terlebih dahulu dilaboratorium dengan ketentuan-ketentuan
menurut komposisi yang telah ditetapkan. Selanjutnya, campuran ini di aduk
sampain rata dengan horizontal mixer selama 15 menit. Kemudian pintu slide di buka dan hasil adonan ditampung pada hopper (penampungan sementara), kemudian adonan dibawa ke bucket elevator setinggi 27,5 meter adonan masuk ke
bin pellet untuk dilakukan pembutiran melalui pipa gravitasi. 7. Pembutiran
Adonan campuran yang berada pada bin pellet di bawa ke conditioner
dimasukkan ke pellet mill melalui screw feeder untuk menghasilkan pellet.
Tenaga kerja bagian pembutiran berjumlah 6 orang
8. Pematangan
Pellet yang dihasilkan dari mesin pellet mill selanjutnya dibawa ke
holding bin dengan screw conveyor untuk dilakukan proses pematangan lebih lanjut. Proses ini dilakukan dengan suhu 800C selama ± 45 menit. Tujuan proses
pematangan ini adalah agar butiran pellet yang dihasilkan matang sampai kedalam (bahan sekedar matang dipinggirannya saja) serta agar kadar air pellet yang berkisar 15%. Selanjutnya pellet ini akan dimasukkan ke dryer dengan conveyor
untuk dilakukan proses pengeringan.
9. Pengeringan
Pellet yang keluar dengan kadar air 15 % masuk ke pengeringan melalui
rotary yang diputar oleh electromotor. Proses pengeringan dilakukan dengan dua tingkat, yaitu drier A dan B. Steam dialirkan dari boiler dengan tekanan berkisar 5 kg/m2, suhu maksimum drier 1250C. Udara panas dalam drier dihisap dengan menggunakan blower.
Setelah melewati drier A, pellet dimasukkan ke drier B dengan rotary feeder, yang mana proses dalam drier B sama dengan drier A. Jumlah kadar air yang berkurang mencapai 6 – 8 % setiap kali pengeringan dengan lama waktu
10. Pendinginan
Proses pendinginan dilakukan dengan menghembuskan udara panas dan
dihisap oleh blower melalui double cyclone dan air lock. Didalam cooler
ditempakaan blower pada setiap tingkat untuk mnyemprotkan udara dingin. Pellet
yang keluar dari cooler diangkat kepengayakan melalui bucket elevator setinggi 25 meter, dengan pipa gravitasi dimasukkan ke pengayakan.
11. Pengayakan pellet
Proses pengayakan ini digunakan untuk memisahkan pellet yang oversize
dengan yang berukuran undersize (terlalu kecil). Disesuaikan dengan ukuran yang diinginkan. Pellet yang oversize dibawa kemesin penghancuran (crumble) sedangkan yang undersize ditampung didalam goni sebagai remix (digun/akan sebagai bahan baku lagi).
Pellet hasil pengayakan dibawa ke bin packing melalui pipa gravitasi. Apabila bin packing telah penuh, slide terbuka secara otomatis, kenmudian pellet
masuk ke dust seperator untuk dibersihkan dari abu. Udara dihembuskan dari
blower yang mengakibatkan pellet turun ke bawah (kedalam bin timbangan) sedangkan abu naik dihisap blower melalui double cyclone. Tenaga kerja bagian pengayakan pellet berjumlah 6 orang.
12. Penghancuran (crumbeling)
Sisa ayakan yang oversize dibawa ke bin crumble dengan bucket elevator
setinggi 24 meter. Proses penghancuran ini hanya dilakukan pada line dua. Dari
penghancur (crumble machine) yang berguan untuk membuat makanan udang yang kecil yang disesuaikan dengan nomor pakan yang diinginkan.
Crumble hasil pengayakan dibawa dengan chain conveyor dan bucket
elevator ke pengayakan untuk memisahkan crumbler dengan tepung yang terjadi akibat proses penghancuran. Bentuk tepung ini kemudian dibawa kembali ke
proses pembutiran dengan menggunakan bucket elevator.
Jenis crumbler dicurahkan ke bin packing melalui pipa gravbitasi untuk dilakukan proses pengarungan (pengemasan). Apabila bin packing telah penuh,
slide terbuka otomatis, lalu crumbler masuk masuk ke dust separator untuk dibersihkan dari abu. Udara dihembuskan dari blower yang menagkibatkan
crumbler turun kebawah (ke dalam bin timbangan) sedangkan abu dihisap naik oleh blower melalui double cyclone.
13. Pengemasan
Produk jadi crumbler dan pellet yang berada dalam bin timbangan dicurahkan kedalam karung palstik sambil ditimbang secara otomatis, dengan
berat netto 25 kg. Setelah pengarungan, produk jadi dibawa ke penjahitan karung
2.8 Mesin dan Peralatan 2.8.1 Mesin
Mesin yang digunakan pada PT. Central Proteina Prima dapat dilihat
sebagai berikut:
1. Mesin Penuangan (Intake)
Fungsi : Sebagai penuangan bahan baku ke bin penampungan
Jumlah : 2 unit
Merek : TECO AEV BEC
Putaran : 1460 rpm
Daya : 7,5 HP
Tegangan : 380 Volt
Faktor Kerja : 0,72
Kuat arus : 12A
Kapasitas : 14 ton/jam
2. Mesin Pengaduk Vertikal (Vertical Mixer)
Fungsi : Mengaduk campuran bahan baku dari kedua intake
Jumlah : 2 unit
Merek : STROMBERG 1505 - M
Putaran : 1455 rpm
Daya : 15 HP
Tegangan : 380 Volt
Faktor Kerja : 0,72
Kapasitas : 4,6 ton/jam
3. Mesin Penggiling I (Hammer Mill I)
Fungsi : Menggiling bahan baku yang kasar dari vertical mixer
Jumlah : 2 unit
Merek : IDAH
Putaran : 2975 rpm
Daya : 152 HP
Tegangan : 380 Volt
Faktor Kerja : 0,81
Kuat arus : 209,8A
Kapasitas : 4 ton/jam
4. Mesin Penghalusan (Atomizer)
Fungsi : Memperhalus hasil gilingan campuran bahan baku
Jumlah : 2 unit
Merek : COUNTERFLOW MATADOR
Putaran : 1470 rpm
Daya : 150 HP
Tegangan : 380 Volt
Faktor Kerja : 0,81
Kuat arus : 209,8A
Kapasitas : 3 ton/jam
Jumlah : 2 unit
Merek : ROTEX
Putaran : 1450 rpm
Daya : 5,5 HP
6. Mesin Conditioner (Conditioner Machine)
Fungsi : Menambah kadar air pada campuran bahan
Jumlah : 4 unit
Merek : ROC 55 831EC
Putaran : 1450 rpm
Daya : 20 HP
Tegangan : 380 Volt
Faktor Kerja : 0,74
Kuat arus : 30,6A
Kapasitas : 3,6 ton/jam
7. Mesin Pembutiran (Pellet Mill Machine)
Fungsi : Membentuk adonan campuran bahan menjadi pellet
Jumlah : 4 unit
Merek : IDAH MACHINERY TAIWAN/PM SIL
Putaran : 1450 rpm
Daya : 125 HP
Tegangan : 380 Volt
Faktor Kerja : 0,84
Kapasitas : 3,5 ton/jam
8. Mesin Pematangan (Holding Bin Machine)
Fungsi : Mematangkan pellet sampai ke dalam
Jumlah : 4 unit
Merek : CPM 3000
Putaran : 1450 rpm
Daya : 125 HP
Tegangan : 380 Volt
Faktor Kerja : 0,84
Kuat arus : 168,6A
Kapasitas : 3,5 ton/jam
9. Mesin Pengering (Dryer)
Fungsi : Mengeringkan/menurunkan kadar air pellet
Jumlah : 8 unit
Merek : YAMALOKE - HOREYWEL
Putaran : 1445 rpm
Daya : 10 HP
Tegangan : 380 Volt
Faktor Kerja : 0,7
Kuat arus : 16,2A
Kapasitas : 3 ton/jam
pengering
Jumlah : 2 unit
Merek : CPM COOLER VERTICAL
Putaran : 1450 rpm
Daya : 12 HP
Tegangan : 380 Volt
Faktor Kerja : 0,84
Kuat arus : 168,6A
Kapasitas : 2,8 ton/jam
11. Mesin Pengayakan Pellet
Fungsi : Menyaring pellet sesuai dengan ukuran yang
diinginkan
Jumlah : 4 unit
Merek : SIEMEN TEC 909
Putaran : 1490 rpm
Daya : 2,0 HP
Tegangan : 380 Volt
Faktor Kerja : 0,79
Kuat arus : 2,9A
Kapasitas : 3,5 ton/jam
12. Mesin Penghancur (Crumble Machine)
Jumlah : 1 unit
Merek : CPM CRUMBLE
Putaran : 1450 rpm
Daya : 125 HP
Tegangan : 380 Volt
Faktor Kerja : 0,84
Kuat arus : 168A
Kapasitas : 4 ton/jam
13. Mesin Pengayakan Crumble
Fungsi : Menyaring crumble sesuai ukuran yang diinginkan
Jumlah : 1 unit
Merek : SIEMEN TEC 909
Putaran : 1490 rpm
Daya : 2,0 HP
Tegangan : 380 Volt
Faktor Kerja : 0,7
Kuat arus : 2,9A
Kapasitas : 3,5 ton/jam
14. Mesin Pengarungan Pellet
Fungsi : Menimbang dan mengisi pellet ke dalam karung
Jumlah : 2 unit
Daya : 0,5 HP
Tegangan : 380 Volt
Faktor Kerja : 0,93
Kuat arus : 0,6A
Kapasitas : 3,6 ton/jam
15. Mesin Pengarungan Crumble
Fungsi : Menimbang dan mengisi crumble ke dalam karung
Jumlah : 1 unit
Merek : CRONOS RICHARDON A - 10
Putaran : 1400 rpm
Daya : 0,5 HP
Tegangan : 380 Volt
Faktor Kerja : 0,93
Kuat arus : 0,6A
Kapasitas : 3,6 ton/jam
16. Mesin Penjahit Karung
Fungsi : Menjahit karung plastik menjadi kemasan produk
jadi
Jumlah : 3 unit
Merek : NEW LONG
Daya : 200 watt
Tegangan : 220 Volt
Kuat arus : 1A
2.8.2 Peralatan
Peralatan yang digunakan untuk mendukung kelancaran proses produksi
adalah sebagai berikut:
1. Alat transportasi, yaitu peralatan yang digunakan untuk mengangkut bahan
baku maupun produk yang sudah menjadi makanan ternak. Adapun alat
transportasi yang digunakan adalah :
a. Chain Conveyor
- Merk : Van Aarsen
- Type : 280.330.70
- Kapasitas : 80 m3/jam
- Daya : 5,5 HP
b. Bucket Elevator
- Merk : Van Aarsen
- Type : 260x260
- Kapasitas : 70 m3/jam
- Daya : 5,5 HP
c. Screw Conveyor
- Merk : Van Aarsen
- Kapasitas : 50 m3/jam
d. Forklift
- Kapasitas : 2500 Kg
- Tegangan : 220-440 volt
- Fungsi : - Mengangkut bahan baku dari truk ke kavling bahan baku
- Mengangkut produk jadi dari gudang produk jasi ke truk
e. Belt Conveyor
Digunakan untuk mengangkut hasil produksi yang telah dikarungkan ke
mesin jahit.
f. Kereta Sorong
Digunakan untuk mengangkut bahan secara manual.
2.9 Jam Kerja
Untuk mencapai kinerja yang baik, maka perusahaan harus mengatur jam
kerja bagi para karyawannya. Jumlah jam kerja pada PT. Central Proteina Prima
adalah lima hari kerja dalam seminggu (senin s/d jumat) untuk bagian produksi
dan non produksi, sedangkan untuk bagian keamanan bekerja setiap hari (senin
s/d minggu). Ketentuan jam kerja karyawan pada PT. Central Proteina Prima
dibagi atas:
1. Satu shift untuk bagian non produksi (8 jam sehari), dengan perincian: 1. Pukul 08.00 – 12.00 WIB Kerja Aktif
2. Pukul 12.00 – 13.00 WIB Istirahat
2. Tiga shift untuk bagian produksi (24 jam sehari) dimana satu shift adalah 8 jam kerja dengan perincian:
1. Shift I : Pukul 08.00 – 16.00 WIB (1 jam istirahat) 2. Shift II : Pukul 16.00 – 00.00 WIB (1 jam istirahat) 3. Shift III : Pukul 00.00 – 08.00 WIB (1 jam istirahat)
3. Bagian keamanan (satpam) dibagi menjadi tiga kelompok dengan anggota tiap
BAB III
TINJAUAN PUSTAKA
3.1. Manajemen Logistik2
Manajemen logistik merupakan proses pengelolaan yang strategis terhadap
perpindahan dan penyimpanan barang, suku cadang dan barang jadi dari para
supplier, diantara fasilitas-fasilitas perusahaan, dan kepada para langganan.
Tujuan dari logistik adalah menyampaikan barang jadi dan bermacam-macam
material dalam jumlah yang tepat pada waktu yang dibutuhkan, dalam keadaan
yang dapat dipakai, ke lokasi dimana dia dibutuhkan, dan dengan total biaya
terendah.
Logistik dapat juga diartikan sebagai proses perencanaan, implementasi,
pengendalian secara efisien, aliran biaya yang efektif, penyimpanan barang
mentah, inventori barang dalam proses, barang jadi dan informasi terkait dari titik
asal ke titik konsumsi untuk tujuan memenuhi kebutuhan konsumen. Ada lima
komponen yang membentuk sistem logistik, yaitu: struktur lokasi fasilitas,
transportasi, persediaan (inventory), komunikasi, penanganan (handling) dan penyimpanan (storage). Dalam suatu jaringan, transportasi merupakan suatu rantai penghubung. Manajemen transport dan lalu lintas telah mendapat banyak
perhatian dalam tahun-tahun ini. Pada umumnya, suatu perusahaan mempunyai 3
alternatif untuk menetapkan kemampuan transportasinya. Pertama armada
kedua kontrak khusus yang dapat diatur dengan spesialis transport untuk
mendapatkan kontrak jasa-jasa pengangkutan. Dan yang ketiga adalah suatu
perusahaan dapat memperoleh jasa-jasa dari perusahaan transport berijin yang
menawarkan pengangkutan dari suatu tempat ke tempat tertentu dengan biaya
tertentu atau disebut dengan angkutan umum. Dilihat dari sudut pandang logistik,
terdapat tiga faktor yang memegang peranan penting dalam menentukan
kemampuan pelayanan transport, yaitu: biaya, kecepatan, dan konsistensi.
Kegiatan logistik akan berjalan dengan efektif dan efisien apabila
memenuhi 4 syarat, yaitu: tepat jumlah, tepat mutu, tepat ongkos dan tepat waktu.
Tujuan logistik adalah menyediakan produk dalam jumlah yang tepat, kualitas
yang tepat, pada waktu yang tepat dengan biaya yang rendah. Ciri utama kegiatan
logistik adalah tercapainya sistem yang integral dari berbagai dimensi dan tujuan
kegiatan terhadap pemindahan (movement) serta penyimpanan (storage) secara strategis di dalam pengelolaan perusahaan.
3.2. Konsep Logistik Terpadu3
Dekade sekarang ini manajemen logistik dalam perkembangannya menuju
pada manajemen logistik terpadu. Kalau dilihat sebelum tahun 1950, organisasi
perusahaan hanya menangani manajemen logistik secara terpisah. Pada tahun
1970-1978 merupakan periode perubahan prioritas. Dalam periode prioritas ini
pergudangan, pengangkutan, pengolahan, dan bukan hanya merencanakan operasi
untuk bereaksi terhadap permintaan pasar. (Bowersok,1978,p.24) konsep logitik
terpadu terdiri dari 2 usaha yang berkaitan yaitu :
1. Operasi logistik
Aspek operasional logistik ini adalah mengenai manajemen pemindahan
dan penyimpanan material dan produk jadi perusahaan. Jadi operasi logistik itu
dapat dipandang berawal dari pengangkutan pertama material atau
komponen-komponen dari sumber perolehannya dan berakhir pada penyerahan produk yang
dibuat atau diolah pada langganan atau konsumen. Operasi logistik dapat dibagi
dalam 3 kategori yaitu :
a. Manajemen distribusi fisik
Proses manajemen distribusi fisis adalah menyangkut pengangkutan produk
kepada pelangan. Dalam distribusi fisis, langganan dipandang sebagai
pemberhentian terakhir dalam saluran pemasaran. Jika produk yang tepat tidak
dapat diserahkan pada waktu yang dibutuhkan dengan cara yang ekonomis,
maka mungkin banyak usaha pemasaran yang berada dalam bahaya. Melalui
proses distribusi fisik inilah waktu dan ruang dalam pelayanan nasabah menjadi
bagian yang internal dari pemasaran. Jadi distribusi fisik menghubungkan suatu
perusahaan dengan nasabahnya.
b. Manajemen material
Manajemen material adalah menyangkut perolehan dan pengangkutan material,
suku cadang, dan persediaan barang jadi dari tempat pembelian ke tempat
distribusi fisik, manajemen material berkenaan dengan penyediaan jenis
material yang dikehendaki di tempat dan pada waktu yang dibutuhkan. Kalau
distribusi fisik adalah mengenai pengiriman keluar yaitu nasabah, maka
manajemen material adalah mengenai pergerakan ke dalam yaitu pembuatan,
penyortiran atau perakitan.
c. Internal Inventory Transfer
Proses pemindahan persediaan barang di dalam perusahaan adalah mengenai
pengawasan terhadap komponen-komponen setengah jadi pada waktu mengalir
diantara tahap-tahap manufacturing, dan pengangkutan dari produk jadi ke gudang atau saluran pengecer. Yang terpenting dari manajemen terpadu adalah
koordinasi dari ketiga jenis pergerakan tersebut. Ketiga pergerakan tersebut
tergabung untuk memberikan manajemen operasional bagi material, komponen
setengah jadi, dan produk-produk yang bergerak diantara berbagai lokasi,
sumber suplai, dan para langganan dari perusahaan secara keseluruhan. Dalam
pengertian ini, maka logistik adalah mengenai manajemen strategi dari
keseluruhan pergerakan dan dan penyimpanan.
2. Koordinasi logistik
Koordinasi logistik adalah mengenai identifikasi kebutuhan pergerakan
dan penetapan rencana untuk memadukan seluruh kegiatan operasi logistik.
Koordinasi logistik adalah menyangkut perencanaan dan pengawasan terhadap
memastikan bahwa seluruh pergerakan dan penyimpanan diselesaikan se-efektif
dan se-efisien mungkin. Prestasi logistik diukur dengan 3 variabel, yaitu :
1. Penyediaan (availability) adalah menyangkut kemampuan perusahaan untuk secara konsisten memenuhi kebutuhan material/bahan produksi. Jadi hal ini
menyangkut level persediaan atau variabel persediaan. Semakin rendah
frekuensi pengeluaran untuk stok yang direncanakan, berarti semakin tinggi
investasi yang harus disiapkan.
2. Kemampuan (capability) adalah menyangkut jarak waktu antara penerimaan suatu pesanan dengan pengantaran barang yang dipesan. Kemampuan ini terdiri
dari keecepatan pengantaran dan konsistensinya dalam jangka waktu tertentu.
3. Mutu (quality) adalah menyangkut seberapa jauh sebaiknya tugas logistik secara keseluruhan dilaksanakan, besarnya kerusakan, item-item yang betul,
pemecahan masalah yang timbul. Jadi, quality menyangkut penjagaan terhadap tingkat kesalahan yang rendah dan pemecahan masalah-masalah pada
waktunya.
3.3. Sistem Transportasi4
Sistem adalah suatu bentuk keterkaitan antara suatu variabel lainnya dalam
tatanan yang terstruktur. Sedangkan transportasi itu sendiri adalah kegiatan
Sehingga sistem transportasi dapat diartikan sebagai gabungan dari beberapa
komponen atau obyek yang saling berkaitan dalam hal pengangkutan
barang/manusia oleh berbagai jenis kendaraan sesuai dengan kemajuan teknologi.
Transportasi memberikan manfaat geografis pada sistem logistik dengan
menghubungkan fasilitas-fasilitas dengan pasar. Pada banyak perusahaan,
pengeluaran untuk transport lebih besar dari pengeluaran untuk unsur lainnya.
Biaya transport industri yang menghasilkan produk bernilai tinggi adalah rendah
persentasenya terhadap penjualan. Sebaliknya, biaya transport batu bara, bijih
besi, bahan-bahan kimia dasar dan pupuk adalah relatif tinggi. Kebutuhan
pelayanan industri sangat berbeda-beda dari industri ke industri. Banyak pilihan
transpotasi tersedia bagi pengangkutan produk atau bahan mentah dalam system
logistik. Disamping itu, perusahaan dapat memutuskan untuk mengusahakan
transportasi sendiri, atau mengadakan perjanjian dengan spesialis transport.
Sistem logistik memandang kegiatan transportasi dengan 4 faktor yang
memegang peranan penting, yaitu:
1. Biaya
Biaya transportasi merupakan pembanyaran sesunguhnya yang harus
dikeluarkan guna mengganti balas jasa pengangkutan barang yang telah
dilkeluarkan, jadi bukan berarti metode transportasi yang termurah itu
merupakan yang pasti dikehendaki.
2. Kecepatan
dikehendaki. Faktor kecepatan harus selalu dikaitkan dengan kondisi barang
yang dipindahkan agar jangan sampai terjadi kerusakan walau mungkin dari
segi waktu lebih cepat dari penggunaan transportasi lainnya. Bisa dikatakan
waktu yang paling cepat dalam kegiatan transportasi suatu barang belum
menjamin tercapainya kegiatan logistik yang baik.
c. Pelayanan
Faktor pelayanan merupakan suatu kegiatan servis yang diberikan terhadap
barang perusahaan selama dalam kegiatan pemindahan barang. Pelayanan atau
servis datangnya dari berbagai pihak, baik pengangkutan barang itu dikelola
oleh perusahaan sendiri atau dengan cara menyewa dari perusahaan
pengangkutan yang resmi. Pelayanan barang datangnya dari para karyawan
yang membawa, mengendalikan alat transportasi para petugas yang
berhubungan dengan alat transportasi. Pelayanan yang terbaik yang diharapkan
tercapai dengan tidak menambah biaya transportasi dari biaya yang normal.
d. Konsistensi
Konsistensi pelayanan merupakan hal yang cukup penting di bidang
transportasi dengan menunjukkan prestasi waktu yang teratur.
Sistem yang digunakan untuk mengangkut barang-barang dengan
menggunakan alat angkut tertentu dinamakan moda transportasi (mode of transportasion ). Ada lima cara utama transportasi yang biasa disebut dengan moda transportasi. Lima cara utama tersebut adalah kereta api, jalan raya, jalan
air, saluran pipa, dan penerbangan. Masing-masing alat transportasi ini
3.4. Travelling Salesman Problem
Dalam sistem jaringan manufaktur, dimungkinkan terdapatnya satu unit
gudang induk bahan baku dan beberapa unit produksi yang terpisah satu dengan
yang lain. Dalam literatur, masalah rute kendaraan ini disebut sebagai
permasalahan distribusi bahan baku dari satu gudang induk ke beberapa unit
produksi yang saling terpisah.
Secara rutin sebuah perusahaan melakukan pengiriman barang kepada
konsumen di atas area geografis yang dilayani oleh fasilitas-fasilitas perusahaan.
Dalam hal ini, perusahaan melakukan pengiriman barang dengan sejumah armada
kendaraan. Pengelilingan kendaraan meliputi perencanaan operasi armada
kendaraan untuk mengirim barang untuk menghasilkan pelayanan.
Masalah pengelilingan kendaraan atau penyusunan rute kendaraan disadari
berbeda dalam hal ukuran dan kerumitan. Masalah penyusunan rute ini dapat
menjadi sulit untuk operasi-operasi yang lebih besar sesuai dengan banyaknya
fasilitas yag dimiliki, banyaknya pelanggan, area pelayanan, dan ukuran armada
atau kemampuan jangkauan armada. Kunci keputusan penyelesaian masalah rute
kendaraan adalah mendesain rute-rute kendaraan. Rute adalah tempat
pemberhentian-pemberhentian dimana sebuah kendaraan mengunjungi antara dua
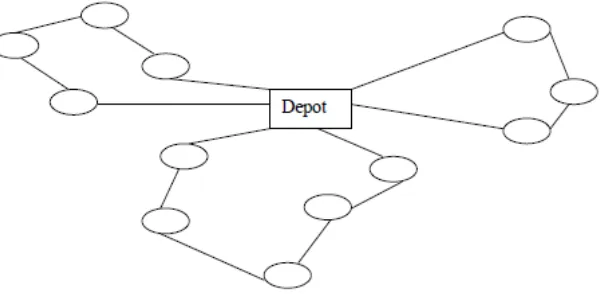
kedatangan berturut-turut terhadap depot. Rute distribusi produk adalah urutan
pemberhentian berturut-turut terhadap depot dan proses perencanaan dari titik awal
(Perusahaan) ke titik konsumsi (Kosumen) untuk memenuhi kebutuhan konsumen.
mengunjungi semua pelanggan dan minimisasi waktu total perjalanan. Hal inilah
yang disebut masalah perjalanan salesman (Travelling Salesman Problem) yang dapat
dilihat pada Gambar 3.1.
Gambar 3.1. Contoh Travelling Salesman Problem
3.5. Vehicle Routing Problem
Vehicle Routing Problem terkait dengan permasalahan bagaimana mendatangi pelanggan dengan menggunaka peralatan yang ada. Istilah lain untuk
masalah ini adalah Vehicle Scheduling Problem, Vehicle Dispathing Problem,
Delivery Problem. Vehicle Routing Problem adalah sebuah hard combinatorial optimisation problem. Permasalahan ini erat kaitannya dengan permasalahan
Travelling Salesman Problem. Vehicle Routing Problem menjadi Travelling Salesman Problem pada saat hanya terdapat satu alat angkut yang kapasitasnya tak hingga.
Dalam permasalahan vehicle routing, jika setiap alat angkut dapat menempuh trip/rute majemuk selama horizon pere