EVALUASI PENERAPAN ISO/TS 16949 PADA PT MITSUBISHI
ELECTRIC AUTOMOTIVE DENGAN
ANALYTICAL NETWORK
PROCESS
DAN
FAILURE MODE EFFECT ANALYSIS
EMHA IMADUDDI
DEPARTEMEN MANAJEMEN
FAKULTAS EKONOMI DAN MANAJEMEN INSTITUT PERTANIAN BOGOR
PERNYATAAN MENGENAI SKRIPSI DAN
SUMBER INFORMASI SERTA PELIMPAHAN HAK CIPTA
Dengan ini saya menyatakan bahwa Skripsi berjudul Evaluasi Penerapan ISO/TS 16949 pada PT Mitsubishi Electric Automotive dengan Analytical Network Process dan Failure Mode Effect Analysis adalah benar karya saya dengan arahan dari komisi pembimbing dan belum diajukan dalam bentuk apapun kepada perguruan tinggi manapun. Sumber informasi yang berasal atau dikutip dari karya yang diterbitkan maupun tidak diterbitkan dari penulis lain telah disebutkan dalam teks dan dicantumkan dalam Daftar Pustaka di bagian akhir Skripsi ini.
Dengan ini saya melimpahkan hak cipta dari karya tulis saya kepada Institut Pertanian Bogor.
Bogor, April 2014
Emha Imaduddi
ABSTRAK
EMHA IMADUDDI. Evaluasi Penerapan ISO/TS 16949 pada PT Mitsubishi Electric Automotive dengan Analytical Network Process dan Failure Mode Effect Analysis. Dibimbing oleh H. MUSA HUBEIS
PT Mitsubishi Electric Automotive Indonesia (MEAINA) merupakan salah satu perusahaan yang telah menerapkan standar mutu ISO/TS 16949, yang berperan menjadi standar mutu produk. Tujuan Penelitian: (1) Mengetahui penerapan ISO/TS 16949 di PTMEAINA, (2) Mengidentifikasi faktor-faktor yang menjadi permasalahan dan evaluasi dalam penerapan ISO/TS 16949 dan (3) Memberikan alternatif pemecahan masalah penerapan ISO/TS 16949. Analisis data menggunakan Analytical Network Process (ANP) dan Failure Mode Effect Analysis (FMEA). Pengolahan data dilakukan dengan menggunakan perangkat lunak Microsoft Excel dan Superdecisions. Data diperoleh melalui wawancara dan penilaian pakar berdasarkan non probability sampling dengan purposive sampling. Hasil penelitian menunjukkan bahwa PT MEAINA telah menerapkan Sistem Manajemen Mutu (SMM) yang terus diperbaharui, hingga akhirnya menerapkan ISO/TS 16949:2009. Permasalahan berdasarkan ISO/TS 16949 memiliki bobot pengaruh, yaitu SMM memiliki pengaruh terbesar dari seluruh masalah yang ada dalam klausul, yaitu dengan bobot 0,295, yang diikuti oleh tanggungjawab manajemen 0,197, realisasi produk 0,195, analisis, pengukuran dan perbaikan 0,172 dan manajemen sumber daya 0,140.
Kata Kunci: analytical network process, evaluasi, failure mode effect analysis,
ISO/TS 16949.
ABSTRACT
EMHA IMADUDDI. Evaluation of ISO/TS16949 Implementation in PT Mitsubishi Electric Automotive with Analytical Network Process and Failure Mode Effect Analysis. Supervised by H. MUSA HUBEIS.
PT Mitsubishi Electric Automotive Indonesia (MEAINA) is company that have implemented quality standard ISO/TS16949. Objective: (1) Knowing the application of ISO/TS16949 in PT MEAINA, (2) identify the factors that become problems and evaluation of the implementation of ISO/TS 16949, and (3) Provide alternative solutions to problems the application of ISO/TS 16949. Processing and analysis of data using the Analytical Network Process (ANP) and Failure Mode Effect Analysis (FMEA). Microsoft Excel and Superdecision are the softwares that used to process the data. The results showed that PT MEAINA has implemented a Quality Management System (QMS) that is continually updated ISO/TS 16949:2009. The problems based on the ISO/TS 16949 has a weight of influence on the implementation of QMS that has the greatest influence of all the problems that is the weight of 0.295, followed by the management responsibility 0.197, product realization 0.195,analysis, measurement and improvement 0.172, resource management 0.140.
Keywords : analytical network process, evaluation, failure mode effect analysis,
Skripsi
sebagai salah satu syarat untuk memperoleh gelar Sarjana Ekonomi
pada
Departemen Manajemen
EVALUASI PENERAPAN ISO/TS 16949 PADA PT MITSUBISHI
ELECTRIC AUTOMOTIVE DENGAN
ANALYTICAL NETWORK
PROCESS
DAN
FAILURE MODE EFFECT ANALYSIS
EMHA IMADUDDI
DEPARTEMEN MANAJEMEN
FAKULTAS EKONOMI DAN MANAJEMEN INSTITUT PERTANIAN BOGOR
Judul Skripsi : Evaluasi Penerapan ISO/TS 16949 pada PT Mitsubishi Electric Automotive dengan Analytical Network Process dan Failure Mode Effect Analysis
Nama : Emha Imaduddi NIM : H24100083
Disetujui oleh
Prof Dr Ir H Musa Hubeis, MS, Dipl Ing, DEA Pembimbing
Diketahui oleh
Dr Mukhamad Najib, STP, MM Ketua Departemen
PRAKATA
Puji dan syukur penulis panjatkan kepada Allah SWT atas segala limpahan karunia-Nya, sehingga penulis dapat menyelesaikan penelitian berjudul Evaluasi Penerapan ISO/TS 16949 pada PT Mitsubishi Electric Automotive dengan
Analytical Network Process dan Failure Mode Effect Analysis yang dilaksanakan sejak bulan Desember 2013-Februari 2014 dan sebagai syarat memperoleh gelar Sarjana Ekonomi di Departemen Manajemen, Fakultas Ekonomi dan Manajemen, Institut Pertanian Bogor.
Terima kasih penulis ucapkan kepada Bapak Prof Dr Ir H Musa Hubeis, MS, Dipl.Ing, DEA. Selaku pembimbing skripsi. Ungkapan terima kasih juga penulis tujukan kepada Ibu Murni Yanti Manajer Manajemen Sistem PT Mitsubishi
Electric Automotive Indonesia (MEAINA), Bapak Wahyu Shodak Section HR & GA PT MEAINA, Karelika SN Asisten Manajer Sistem, Entenk Ravendra Pratama Staff Manajemen Sistem, Gini Respati Clerk PT MEAINA. Roby Nasir SPV Quality PT MEAINA. Tak lupa terima kasih disampaikan kepada orang tua tercinta (Syamsul Hadi dan Ayi Mugiarti), kakak-kakak tersayang atas segala doa dan kasih sayangnya. Terima kasih pula kepada sahabat-sahabat terbaik Manajemen 47 dan teman-teman Centre of Management atas dukungan dan doa yang diberikan. Terima kasih untuk seluruh pihak yang tidak dapat disebutkan satu persatu.
Penulis menyadari adanya keterbatasan ilmu dan kemampuan, sehingga masih terdapat banyak kekurangan dalam penelitian ini, maka kritik dan saran yang bersifat membangun sangat penulis harapkan.
Semoga karya ilmiah ini bermanfaat.
Bogor, April 2014
DAFTAR ISI
DAFTAR TABEL vi
DAFTAR GAMBAR vi
DAFTAR LAMPIRAN vi
PENDAHULUAN 1
Latar Belakang 1
Perumusan Masalah 2
Tujuan Penelitian 3
Manfaat Penelitian 3
Ruang Lingkup Penelitian 3
TINJAUAN PUSTAKA 3
Konsep Mutu 3
ISO/TS 16949 4
Pengertian ISO/TS 16949 4
Persyaratan Standar ISO/TS 16949 4
Penelitian Terdahulu yang Relevan 5
METODE 5
Kerangka Pemikiran 5
Lokasi dan Waktu Penelitian 6
Pengumpulan Data 6
Pengolahan dan Analisis Data 6
Klasifikasi ANP 6
Pembobotan 7
FMEA 8
HASIL DAN PEMBAHASAN 8
Gambaran Umum Perusahaan 8
Struktur Organisasi 9
Penerapan ISO/TS 16949 PT MEAINA 9
Identifikasi Permasalahan ISO/TS 16949 PT MEAINA 10 Permasalahan Berdasarkan Klausul ISO/TS 16949 11
Aktor dalam Penerapan ISO/TS 16949 14
Evaluasi Penerapan ISO/16949 PT MEAINA 15
Tindakan Peningkatan Penerapan ISO/TS 16949 15
Implikasi Manajerial 17
SIMPULAN DAN SARAN 18
DAFTAR PUSTAKA 18
DAFTAR TABEL
1 Penjelasan klausul-klausul dalam ISO/TS 16949 4
2 Hasil perhitungan FMEA penilaian pakar 12
3 Peringkat hasil FMEA 13
DAFTAR GAMBAR
1 Jumlah penjualan kendaraan bermotor 2008-2012 1
2 Kerangka pemikiran 6
3 Blok supermatriks 7
4 Struktur ANP 10
5 Hasil perbandingan bobot masalah 12
6 Hasil perbandingan bobot aktor 14
7 Hasil perbandingan bobot tindakan 17
DAFTAR LAMPIRAN
1 Struktur organisasi 20
2 Contoh kuesioner 21
PENDAHULUAN
Latar Belakang
Setiap perusahaan dituntut untuk menjadi lebih berkembang di tengah pesatnya persaingan di dunia industri, sehingga perusahaan perlu meningkatkan dan menjaga mutu dari produk yang diproduksinya agar tetap dapat bertahan di tengah persaingan yang ada. Dilihat dari manajemen operasional, mutu produk merupakan salah satu kebijakan penting dalam meningkatkan daya saing produk. Produk dengan mutu bagus mampu bersaing di pasaran. Dilihat dari sudut manajemen pemasaran, mutu produk dapat menjadi salah satu unsur penting untuk meningkatkan volume penjualan dan memperluas pangsa pasar perusahaan (Nasution 2004).
Industri otomotif di Indonesia merupakan industri besar yang terdiri dari banyak perusahaan yang bersaing diindustri ini. Termasuk didalamnya yaitu sektor industri suku cadang otomotif. Pertumbuhan sektor industri suku cadang otomotif berbanding lurus dengan perkembangan industri otomotifnya. Dilihat dari tingkat penjualan kendaraan bermotor dari yang tertera pada Gambar 1 menunjukkan trend positif terhadap perkembangan indutri otomotif, terutama untuk sektor suku cadang otomotif. Semakin tinggi pertumbuhan dan penjualan kendaraan bermotor maka permintaan akan suku cadang pun akan meningkat, maka setiap perusahaan yang bergerak di bidang ini perlu memiliki mutu yang terstandardisasi dengan baik agar dapat terus bersaing dengan kompetitornya dan memenuhi keinginan pelanggan.
Gambar1. Jumlah penjualan kendaraan bermotor 2008-2012 (MarkPlus Consulting 2013)
Standardisasi sangat diperlukan dalam pengelolaan sistem manajemen mutu dari suatu produk, dimana produk hasil industri otomotif dan perlengkapannya sangat memerlukan ketelitian tinggi. Untuk itu diperlukan standardisasi, maka industri otomotif dengan kesepakatan persetujuan bersama mengeluarkan standardisasi yang disebut ISO/TS 16949. ISO/TS 16949 merupakan standar
6,215,830 5,851,962
7,369,249 8,012,540 7,064,457
603,774 483,548 764,710 892,903 1,116,230
1,000,000 2,000,000 3,000,000 4,000,000 5,000,000 6,000,000 7,000,000 8,000,000 9,000,000
2008 2009 2010 2011 2012
Unit
Tahun
2
sistem manajemen mutu (SMM) internasional yang secara spesifik digunakan untuk meningkatkan mutu dan jaminan integritas terhadap penyediaan material untuk industri terkait. Salah satu sektor industri otomotif adalah perusahaan penyedia suku cadang otomotif, seperti starter mobil. Perusahaan penyedia suku cadang otomotif merupakan pemasok komponen otomotif kepada produsen-produsen kendaraan bermotor yang menjadi mitra usahanya. Dengan semakin pesatnya persaingan yang ada, maka perusahaan yang bergerak di industri ini harus memiliki mutu yang baik dari sistem manajemen hingga produknya, sehingga dapat diterima oleh berbagai perusahaan industri kendaraan bermotor yang menuntut pemasoknya bersertifikasi atau berstandar, maka untuk diterima di berbagai perusahaan industri kendaraan bermotor, perusahaan di industri suku cadang otomotif perlu memiliki standardisasi yang baik, seperti penerapan ISO/TS 16949 pada perusahaannya.
PT Mitsubishi Electric Automotive merupakan salah satu perusahaan manufaktur di Indonesia yang memproduksi suku cadang otomotif seperti starter
mobil. Kantor pusat dan pabrik berlokasi di Bekasi, Jawa Barat. PT Mitsubishi
Electric Automotive selalu terdepan dalam menghasilkan produk bermutu tinggi dan pelayanan yang baik bagi pelanggan. PT Mitsubishi Electric Automotive
Indonesia (MEAINA) telah mendapatkan sertifikat ISO 9002 dan beberapa tahun kemudian mendapat sertifikat ISO 14000. Perusahaan inipun memiliki standarisasi ISO/TS 16949 yang lebih spesifik dalam SMM untuk perusahaan di bidang otomotif. Untuk mengevaluasi penerapannya, untuk itu dilakukan penelitian ini untuk memberikan dan mengetahui faktor apakah yang berpengaruh dan perlu diperbaiki.
Perumusan Masalah
Mutu produk adalah hal mutlak yang harus dilakukan oleh perusahaan. maka diperlukan strategi peningkatan mutu secara berkesinambungan untuk mencapai mutu tingkat dunia. Dengan digunakannya ISO/TS 16949 sebagai standarisasi manajemen, maka seluruh komponen yang terlibat dalam suatu produksi dapat memberikan kontribusi maksimal untuk mendapatkan standar mutu yang baik.
Berdasarkan pemaparan di atas, maka permasalahan yang dirumuskan dalam penelitian ini adalah:
1. Bagaimana penerapan ISO/TS 16949 pada PT MEAINA ?
2. Faktor-faktor permasalahan apakah yang menghambat penerapan ISO/TS 16949pada PT MEAINA ?
3. Alternatif pemecahan masalah seperti apakah yang dapat dijalankan oleh PT MEAINA ?
3 Tujuan penelitian ini adalah :
1. Menganalisis penerapan ISO /TS 16949 di PT MEAINA.
2. Mengidentifikasi faktor-faktor yang menjadi permasalahan dan evaluasi dalam penerapan ISO/TS 16949.
3. Menganalisis alternatif pemecahan masalah penerapan ISO/TS 16949. Manfaat Penelitian
Penelitian ini dapat menjadi acuan bagi perusahaan untuk memperbaiki sistem yang ada dari hasil evaluasi yang telah dilakukan dan dapat mengetahui keefektifan dari penerapan ISO/TS 16949, serta referensi untuk pihak lain dalam penerapan ISO/TS 16949 dan bagi peneliti berguna sebagai implementasi ilmu yang telah didapatkan di bangku kuliah.
Ruang Lingkup Penelitian
Penelitian ini berfokus pada penerapan ISO/TS 16949 di PT Mitsubishi
Electric Automotive Indonesia yang terkait dengan SMM perusahaan, khususnya dalam industri otomotif.
TINJAUAN PUSTAKA
Konsep Mutu
Mutu merupakan bagian penting dalam suatu organisasi, karena fokus utama dari suatu organisasi adalah untuk memuaskan pelanggan. Persepsi kepuasan pelanggan atas suatu produk diartikan sebagai suatu standar mutu bagi perusahaan dalam produksinya. ISO 8402 (Quality Vocabulary) dalam Gaspersz (2003), mendefinisikan mutu sebagai totalitas dari karakteristik suatu produk yang menunjang kemampuannya untuk memuaskan kebutuhan yang dispesifikasikan atau ditetapkan. Mutu seringkali diartikan sebagai kepuasan pelanggan (customer satisfaction) atau konformansi terhadap kebutuhan atau persyaratan (conformance to requirement).
Crosby dalam Nasution (2004) menyatakan, bahwa mutu adalah
conformance to requirement, yaitu sesuai dengan yang diisyaratkan atau distandarkan. Suatu produk memiliki mutu apabila sesuai dengan standar mutu yang telah ditentukan. Standar mutu meliputi bahan baku, proses produksi dan produk jadi. Menurut Nasution (2004) terdapat beberapa persamaan dari beberapa definisi mengenai mutu, yaitu mutu mencakup usaha memenuhi dan melebihi harapan konsumen. Mutu mencakup produk, manusia, proses, dan lingkungan. Mutu merupakan kondisi yang selalu berubah (apa yang dianggap merupakan mutu saat ini mungkin dianggap kurang bermutu pada masa mendatang).
4
Pengertian ISO/TS 16949
ISO/TS 16949 merupakan standar dari SMM yang dalam aplikasinya dibutuhkan terlebih dahulu pengimplementasian ISO 9001:2008 untuk industri otomotif (ISO 2009). The International Automotive Task Force (IATF) dan
International Organization for Standardization (ISO) bekerjasama membuat suatu sistem manajemen mutu industri otomotif yang dikenal dengan ISO/TS 16949. Standar tersebut dapat digunakan pada setiap organisasi, yaitu pabrikan komponen, perakitan, dan penyedia suku cadang sebagai pemasok keperluan industri otomotif. Revisi terakhir ISO/TS 16949 dirilis pada tahun 2009.
ISO/TS 16949:2009 memuat semua persyaratan ISO 9001 ditambah dengan persyaratan khusus untuk industri otomotif dan disusun berdasarkan delapan prinsip manajemen mutu ISO 9001:2008 seperti memuat mengenai sektor yang lebih spesifik, persyaratan kompetensi karyawan pelatihan dan pengembangan produksi hingga analisis perbaikan. ISO/TS 16949:2009 pun menggantikan QS9000 dan quality system lainnya yang disyaratkan oleh masing-masing industri otomotif (ISO 2002).
Persyaratan Standar ISO/TS 16949
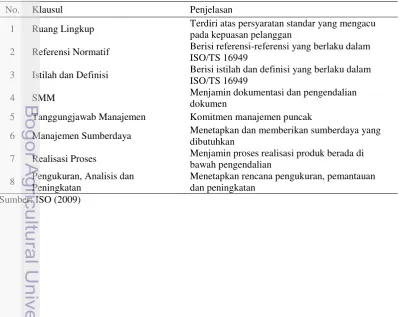
Menurut International Organization for Standardization (ISO), ISO/TS 16949 merupakan pengembangan dari ISO 9000 dan ISO 9004. ISO/TS 16949 adalah ISO dengan spesifik teknik yang dikembangkan oleh IATF dan ISO secara umum digunakan sebagai sistem mutu otomotif. ISO ini secara spesifik dibutuhkan untuk disain, pengembangan, produksi, instalasi dan servis untuk produk-produk yang berhubungan dengan otomotif (Kartha 2004). Klausul ISO /TS 16949 dapat dijelaskan pada Tabel 1.
Tabel 1. Penjelasan klausul-klausul dalam ISO/TS 16949
No. Klausul Penjelasan
1 Ruang Lingkup Terdiri atas persyaratan standar yang mengacu pada kepuasan pelanggan
2 Referensi Normatif Berisi referensi-referensi yang berlaku dalam ISO/TS 16949
3 Istilah dan Definisi Berisi istilah dan definisi yang berlaku dalam ISO/TS 16949
4 SMM Menjamin dokumentasi dan pengendalian
dokumen
5 Tanggungjawab Manajemen Komitmen manajemen puncak
6 Manajemen Sumberdaya Menetapkan dan memberikan sumberdaya yang dibutuhkan
7 Realisasi Proses Menjamin proses realisasi produk berada di bawah pengendalian
8 Pengukuran, Analisis dan Peningkatan
Menetapkan rencana pengukuran, pemantauan dan peningkatan
5 Penelitian Terdahulu yang Relevan
Laksmi (2010) dalam penelitiannya mengenai analisis implementasi ISO 9001:2000 pada departement collection PT Para Bandung Propertindo. Menelaah masalah penerapan ISO 9001:2000 dan faktor-faktor yang menjadi masalah dalam penerapannya, serta di akhir penelitiannya memberikan alternatif penyelesaian masalah. Alat analisis yang digunakan adalah Analytical Hierarchy Process
(AHP), sehingga diketahui bobot terhadap faktor yang paling berpengaruh, yaitu SMM dengan bobot 0,3443, dengan rekomendasi perbaikan dokumentasi dan administratif menjadi prioritas utama.
Krisnanto et al (2006) dalam penelitiannya membahas mengenai Pengendalian Kualitas PT AHM dengan ISO/TS 16949: 2002 untuk Mencegah Komponen Valve Inlet Bengkok pada Motor Supra, khususnya Mesin NF100 (Studi Kasus Valve Inlet Bengkok di PT Astra Honda Motor). Alat analisis yang digunakan adalah Statistical Process Control (SPC) dan FMEA. Dari hasil evaluasi pada Pengolahan dan Analisa Data, dapat diketahui bahwa penyebab
Valve Inlet bengkok dapat berasal dari Valve Inlet, Guide Valve Inlet, dan
Cylinder head. Dari hal tersebut disimpulkan bahwa FMEA adalah living document, maka (a) FMEA harus update setiap saat ketika ada modifikasi produk/proses, dan (b) FMEA bukan hanya sebagai dokumen melainkan sebagai alat improvement yang bermanfaat untuk mengevaluasiproses produksi atau mengevaluasi potensi kegagalan yang ada.
METODE
Kerangka Pemikiran
6
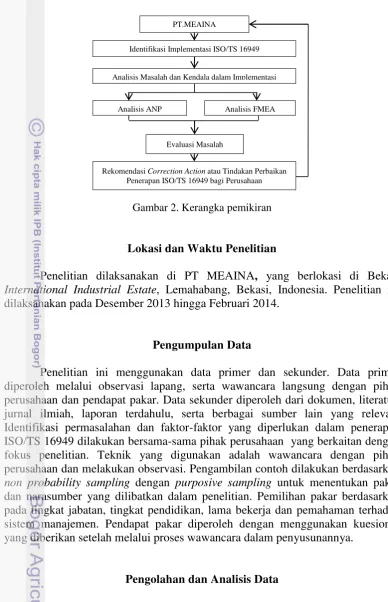
Gambar 2. Kerangka pemikiran
Lokasi dan Waktu Penelitian
Penelitian dilaksanakan di PT MEAINA, yang berlokasi di Bekasi
International Industrial Estate, Lemahabang, Bekasi, Indonesia. Penelitian ini dilaksanakan pada Desember 2013 hingga Februari 2014.
Pengumpulan Data
Penelitian ini menggunakan data primer dan sekunder. Data primer diperoleh melalui observasi lapang, serta wawancara langsung dengan pihak perusahaan dan pendapat pakar. Data sekunder diperoleh dari dokumen, literatur, jurnal ilmiah, laporan terdahulu, serta berbagai sumber lain yang relevan. Identifikasi permasalahan dan faktor-faktor yang diperlukan dalam penerapan ISO/TS 16949 dilakukan bersama-sama pihak perusahaan yang berkaitan dengan fokus penelitian. Teknik yang digunakan adalah wawancara dengan pihak perusahaan dan melakukan observasi. Pengambilan contoh dilakukan berdasarkan
non probability sampling dengan purposive sampling untuk menentukan pakar dan narasumber yang dilibatkan dalam penelitian. Pemilihan pakar berdasarkan pada tingkat jabatan, tingkat pendidikan, lama bekerja dan pemahaman terhadap sistem manajemen. Pendapat pakar diperoleh dengan menggunakan kuesioner yang diberikan setelah melalui proses wawancara dalam penyusunannya.
Pengolahan dan Analisis Data
Klasifikasi Hirarki ANP
Metode ANP merupakan pengembangan dari metode AHP (Saaty 2001) yang mampu mengakomodasi adanya saling keterkaitan dalam bentuk interaksi dan umpan balik dari unsur-unsur dalam klaster (inner dependence) atau antar klaster (outer dependence). ANP merupakan metode pemecahan suatu masalah
PT.MEAINA
Identifikasi Implementasi ISO/TS 16949
Analisis ANP Analisis FMEA
Evaluasi Masalah
7 yang tidak terstruktur dan membutuhkan ketergantungan hubungan antar unsurnya. Konsep ANP dikembangkan dari teori AHP yang didasarkan pada hubungan saling ketergantungan antara beberapa komponen, sehingga ANP merupakan bentuk khusus dari AHP. Suatu jaringan mungkin merupakan modifikasi dari bentuk hubungan hirarki yang diubah pasangan komponennya dan dihubungkan di antaranya, serta mempunyai inner dan outer dependence. Oleh karena itu klasifikasi hirarki dimodifikasi menjadi jaringan umpan balik.
Menurut Saaty (2001), struktur hirarki tergolong menjadi empat kelompok, yaitu:
a. Suparchy merupakan sebuah struktur seperti hirarki dengan pengecualian tidak ada tujuan, tetapi mempunyai siklus umpan balik pada kedua level paling atas.
b. Intarchy merupakan sebuah hirarki dengan siklus umpan balik antara dua level tengah secara berurutan.
c. Sinarchy merupakan sebuah hirarki dengan siklus umpan balik pada dua level bawah.
d. Hiernet merupakan sebuah jaringan yang disusun secara vertikal untuk memfasilitasi keanggotaan pada semua level-levelnya
Pembobotan
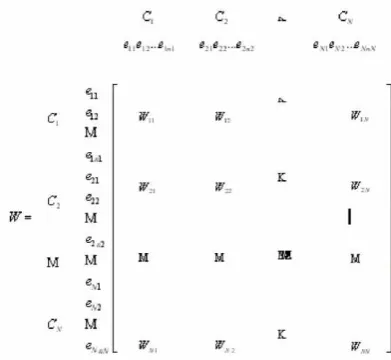
Pembobotan dalam ANP diperlukan suatu model yang merepresentasikan keterkaitan antar kriteria/subkriteria atau alternatif. Hal yang harus diperhatikan dalam pembobotan ini adalah "kontrol". Ada dua kontrol, yaitu kontrol hirarki yang menunjukkan keterkaitan, antar kriteria dan subkriteria dan yang kedua adalah kontrol keterkaitan yaitu yang menunjukkan adanya keterkaitan antar kriteria/subkriteria. Bobot gabungan diperoleh melalui pengembangan dari supermatriks. Dalam suatu sistem dengan N komponen yang terdiri dari C unsur yang saling berinteraksi, dinotasikan Ch dimana h = 1, 2, 3, .... N. Unsur yang dimiliki oleh komponen akan disimbolkan dengan eh1,eh2, ... ehn.
Nilai dari supermatriks diberikan sebagai hasil penilaian dari skala prioritas yang diturunkan dari perbandingan berpasangan seperti pada AHP. Matriks disusun untuk menggambarkan aliran kepentingan antara komponen baik secara inner maupun outer dependence. Contoh supermatriks dapat dilihat pada Gambar 3.
8
Hasil akhir dari perhitungan supermatriks akan memberikan bobot prioritas dan sintesis. Prioritas merupakan bobot dari semua unsur dan komponen. Sedangkan sintesis merupakan bobot dari alternatif (Saaty 2003). Pengolahan data menggunakan software Microsoft Excel dan Superdecisions.
FMEA
Menurut Tanjong (2013), FMEA merupakan alat yang digunakan untuk mengidentifikasi sebab dan akibat permasalahan dan melakukan pengukuran berupa nilai-nilai yang berdasarkan pada Severity, Occurance dan Detection.
Menurut Firdaus et al (2010) langkah kerja dari penerapan metode FMEA adalah:
a. Identifikasi dan klasifikasi pada setiap proses.
b. Penentuan nilai Severity (pengaruh) = S, Occurent (penyebab) = O dan
Detection (deteksi) = D pada tiap tiap proses c. Menghitung RPN. RPN = S x O x D
d. Mengambil tindakan (action) pada proses yang nilai RPN tinggi
HASIL DAN PEMBAHASAN
Gambaran Umum Perusahaan
PT Mitsubishi Electric Automotive Indonesia merupakan perusahaan yang bergerak dibidang manufaktur yang memproduksi starter, alternator dan komponen starter dan alternator. Pada awalnya, perusahaan ini bernama PT Tjiparaj Permai Electricindo yang didirikan pada bulan Juni tahun 1987 dan berlokasi di Pulogadung, Jakarta. Pada tahun 1996 berubah menjadi rental temporary factory. Satu tahun kemudian perusahaan ini menempati pabrik baru di kawasan Bekasi International Industrial Estate, Lemahabang-Bekasi dan berganti nama menjadi PT Lippo Melco Auto-parts (LMA). Perusahaan ini menempati area pabrik 8.148 m2 dengan luas tanah 25.300 m2 dan luas tanah yang digunakan 14.072 m2. Sejalan dengan perkembangannya, perusahaan ini berganti nama lagi menjadi PT Mitsubishi Electric Automotive Indonesia (MEAINA) sebagai foreign investment, dimana seluruh aset dimiliki oleh Mitsubishi Electric Corporation. PT MEAINA memiliki aset awal Rp11 miliar. Selain memproduksi starter, alternator, komponen starter dan alternator. Perusahaan ini juga memproduksi
rotor, over running clutch, brush holder, bracket front dan bracket rear. Semua produk yang diproduksi merupakan komponen otomotif untuk perakitan kendaraan bermotor.
9 oleh perusahaan yang bergerak dibidang otomotif. Sebelum memperoleh sertifikasi mutu ISO/TS 16949, perusahaan diwajibkan terlebih dahulu memiliki sertifikasi ISO seri 9000 sebagai dasar dari penerapan ISO/TS 16949. Dalam perkembangannya, sistem mutu ini sudah memiliki edisi ketiga dalam pembaharuan sistemnya dan PT MEAINA selalu memperbaharui sertifikasinya dengan edisi terbaru.
Struktur Organisasi
PT MEAINA dipimpin oleh seorang Presiden Direktur yang dibantu oleh Sekretaris. Perusahaan ini dibagi menjadi beberapa divisi, diantaranya divisi
Production, Sales, Accounting dan Human Resource & General Affairs (HR & GA). Pada divisi Production dibagi lagi menjadi beberapa sub divisi, yaitu
Quality Assurance (QA), Engineering & Production dan Purchase.
Struktur organisasi PT MEAINA terlampir pada Lampiran 1 memiliki pelimpahan wewenang secara vertikal dari pimpinan tertinggi hingga kepada unit dibawahnya. Perusahaan pun memiliki Quality and Environment Management Representative (QEMR) manajer atau manajer manajemen sistem yang bertugas sebagai pengawas dalam penjalanan sistem, baik pengawasan terhadap sistem mutu dalam proses produksi maupun sistem lainnya seperti sistem manajemen lingkungan (SML) ISO seri 14000.
Penerapan ISO/TS 16949 PT MEAINA
10
Identifikasi Permasalahan ISO/TS 16949 PT MEAINA
Hasil wawancara dan brainstorming dengan pihak perusahaan, serta studi pustaka dari literatur yang relevan menghasilkan rumusan kerangka ANP yang ada dalam penerapan SMM ISO/TS 16949 di PT MEAINA. Klaster pertama adalah masalah yang dirumuskan berdasarkan klausul-klausul yang ada dalam ISO/TS 16949, yaitu SMM, manajemen sumberdaya, tanggungjawab manajemen, realisasi produk dan analisis pengukuran dan peningkatan. Klaster kedua adalah aktor-aktor yang berpengaruh dalam penerapan ISO/TS 16949, yaitu manajer manajemen sistem atau Quality and Environment Management Representative
(QEMR), supervisor dan staf operasional. Klaster ketiga adalah tindakan-tindakan yang dapat meningkatkan penerapan ISO/TS 16949 menjadi lebih baik. Struktur ANP ini dapat dilihat pada Gambar 4.
Gambar 4. Struktur ANP
11 Permasalahan Berdasarkan Klausul ISO/TS 16949
Berdasarkan klausul yang ada pada ISO/TS 16949, penelitian terdahulu dan hasil diskusi dengan pakar, maka teridentifikasi lima faktor permasalahan yang ada dalam penerapan ISO/TS 16949 di PT MEAINA. Faktor-faktor yang teridentifikasi adalah SMM, Manajemen Sumber daya, Tanggungjawab Manajemen, Realisasi Produk dan Analisis, Pengukuran dan Peningkatan.
a. Sistem Manajemen Mutu
Perusahaan menetapkan, mendokumentasikan, menerapkan dan memelihara SMM secara berkesinambungan dan terus menerus meningkatkan efektifitasnya berdasarkan persyaratan standar. Pada SMM, perusahaan diharuskan untuk mengidentifikasi proses yang diperlukan dalam perusahaan dan urutan pelaksanaannya untuk menjamin semua proses yang ada berjalan dengan sesuai. Kemudian perusahaan juga perlu menjamin ketersediaan sumber daya dan informasi yang diperlukan untuk mendukung operasi dan pemantauan proses (ISO 2009).
b. Tanggungjawab Manajemen
Pimpinan puncak dalam perusahaan bertanggungjawab atas pengembangan dan penerapan SMM, serta perbaikan berkesinambungan untuk meningkatkan keefektifan penerapan SMM. Manajemen puncak juga bertanggungjawab dalam mengkomunikasikan bagaimana pentingnya pelanggan, menetapkan kebijakan mutu, menetapkan sasaran mutu dan memastikan ketersediaan sumberdaya (ISO 2009).
c. Manajemen Sumber daya
Perusahaan harus menetapkan dan menyediakan kebutuhan sumberdaya operasional untuk memenuhi dan meningkatkan kepuasan pelanggan, dimana semua personel yang melaksanakan pekerjaan yang memengaruhi mutu produk harus memiliki kompetensi dasar yang sesuai dan perusahaan pun harus memiliki gedung, ruang kerja dan peralatan proses yang sesuai (ISO 2009).
d. Realisasi Produk
Dalam merencanakan realisasi produk, organisasi harus menetapkan sasaran mutu dan persyaratan bagi produk, sumber daya proses harus tersedia, adanya aktivitas pemantauan, dan memiliki rekaman sebagai bukti proses realisasi. organisasi harus mengidentifikasi produk dengan cara sesuai di seluruh realisasi produk. Organisasi mengidentifikasi status produk sehubungan dengan persyaratan pemantauan dan pengukuran. Organisasi harus mengendalikan dan merekam identifikasi khas dari produk (ISO 2009).
e. Analisis, Pengukuran dan Perbaikan
12
Analisis Permasalahan ISO/TS 16949
Analisis permasalahan penerapan ISO/TS 16949 menggunakan dua metode, yaitu ANP dan FMEA. Hal ini bertujuan untuk melihat peringkat permasalahan mana yang paling berpengaruh dalam penerapan ISO/TS 16949 dengan membandingkan nilai pemeringkatan dari hasil pengolahan ANP dan FMEA. Hasil pengolahan ANP pada Gambar 5 menunjukkan bahwa SMM memiliki bobot terbesar dari seluruh masalah yang ada dalam klausul, yaitu 0,295, kemudian diikuti oleh tanggungjawab manajemen 0,197, realisasi produk 0,195, analisis, pengukuran dan perbaikan 0,172, serta manajemen sumber daya 0.140.
Gambar 5. Hasil perbandingan bobot masalah
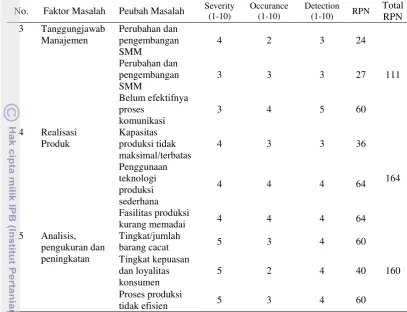
Masalah yang ada dinilai kembali berdasarkan metode FMEA. Komponen-komponen penilaian seperti severity, occurance dan detection dikalikan dan akan menghasilkan nilai Risk Priority Number (RPN). Hasil perhitungan dapat terlihat pada Tabel 2.
Tabel 2. Hasil perhitungan FMEA penilaian pakar
No. Faktor Masalah Peubah Masalah Severity (1-10) Occurance (1-10) Detection (1-10) RPN Total RPN
1 Sistem Manajemen Mutu
Perkembangan dan perubahan sistem
4 4 3 48
172 Pengendalian
dokumen rendah 4 4 4 64
Pengendalian rekaman/record rendah
5 3 4 60
2 Manajemen Sumber Daya
Keberagaman mutu pasokan dari pemasok lokal
4 3 4 48
156 Kompetensi
karyawan belum sesuai
4 3 4 48
Turn Over karyawan tinggi (Karyawan kontrak)
13
Sumber: Data diolah (2014)
Hasil perhitungan memperlihatkan urutan masalah dari klausul yang ada berdasarkan nilai RPN. Masalah paling dominan adalah SMM yang berada di peringkat pertama dengan nilai RPN 172, diikuti pula dengan realisasi produk RPN 164, analisis, pengukuran dan perbaikan RPN 160, manajemen sumber daya RPN 156, diurutan terakhir tanggungjawab manajemen RPN 111. Nilai RPN menunjukkan nilai risiko dari setiap masalah berdasarkan tingkat deteksi (detection), penyebab (occurent) dan pengaruh (severity) yang akan menjadi bahan evaluasi untuk melakukan perbaikan. Peringkat masalah dalam klausul dapat dilihat pada Tabel 3.
Tabel 3. Peringkat hasil FMEA
Faktor Masalah RPN Peringkat
Sistem Manajemen Mutu 172 1
Realisasi Produk 164 2
Analisis, pengukuran dan peningkatan 160 3
Manajemen Sumber Daya 156 4
Tanggungjawab Manajemen 111 5
Sumber: Data diolah (2014)
14
ISO/TS 16949. Kedua hasil memperlihatkan SMM menempati urutan pertama dalam faktor masalah, walaupun dalam penilaian terhadap faktor masalah lainnya, tetapi ada sedikit perbedaan, seperti pada faktor masalah manajemen sumber daya, tanggungjawab manajemen dan analisis, pengukuran dan perbaikan. Perbedaan hasil peringkat permasalahan dari hasil pengolahan dengan metode ANP dan FMEA disebabkan adanya perbedaan faktor penilaian dari masalah yang diteliti, dalam penilaian menggunakan metode ANP lebih mengutamakan pengaruh dari setiap masalah terhadap penerapan sistem mutu ISO/TS 16949, sedangkan penilaian dengan metode FMEA melihat dari seberapa besar risiko yang timbul dari suatu masalah. Namun, dari keseluruhan masalah yang ada SMM merupakan permasalahan utama dalam penerapan ISO/TS 16949, karena pada dasarnya dalam penerapan ISO/TS 16949 SMM memiliki pengaruh besar dalam mengatur berbagai dokumen-dokumen yang digunakan sebagai acuan dalam menjalankan proses produksi dan mengendalikan rekaman yang ada sebagai bukti bahwa proses atau kegiatan sudah dilakukan dan SMM memiliki risiko yang besar jika terjadi kesalahan dalam penerapannya sehingga dapat memengaruhi proses produksi.
Aktor dalam Penerapan ISO/TS 16949
Penerapan ISO/TS 16949 melibatkan berbagai kalangan dari struktur organisasi perusahaan mulai dari level top management, middle management
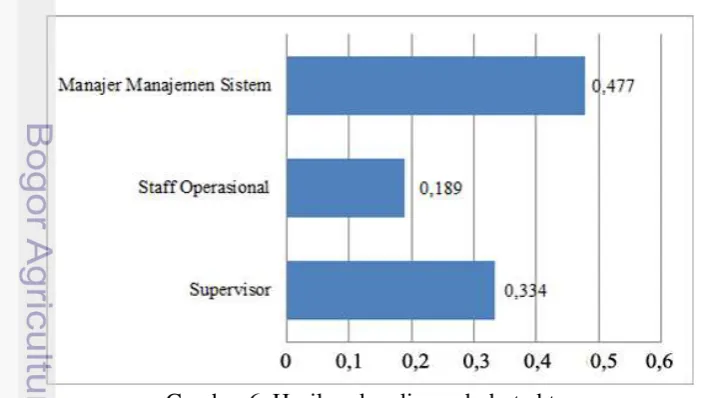
hingga level bottom management. Berdasarkan hasil brainstorming, masing-masing level ini diwakili oleh beberapa aktor spesifik, yaitu Manajer Sistem Mutu, Supervisor dan Staf Operasional. Pada hasil perbandingan berpasangan dari pengolahan ANP yang tertera pada Gambar 6 terlihat bobot dari setiap aktor dalam penerapan ISO/TS 16949 sebesar 0,477 untuk Manajer Sistem Mutu, 0,334 untuk Supervisor dan 0,189 untuk staf operasional.
Nilai bobot Manajer Sistem Mutu menempati urutan tertinggi disbandingkan aktor lainnya.Berdasarkan hal ini dapat disimpulkan bahwa Manajer Sistem Mutu memiliki tanggungjawab lebih dalam penerapan SMM ISO/TS 16949.
15 a. Manajer Manajemen Sistem
Manajer SMM bertugas sebagai pembuat kebijakan mutu, pengontrol berjalannya sistem mutu sesuai dengan ketetapan yang ada seperti ketersediaan sumberdaya dan persyaratan pelanggan. Selain itu, manajer manajemen sistem berfungsi juga sebagai management representative, sehingga dalam kegiatannya, segala kebijakan yang dikeluarkan oleh manajer manajemen sistem mencerminkan kebijakan dari manajemen puncak.
Dilihat dari masalah yang ada, SMM memiliki pengaruh paling besar (0,543) terhadap kinerja manajer manajemen sistem, diikuti pengaruh tanggungjawab manajemen 0,242, manajemen sumber daya 0,101, analisis, pengukuran dan peningkatan 0,074 dan terakhir realisasi produk 0,040.
b. Supervisor
Supervisor memiliki tugas untuk mengawasi jalannya sistem yang ada di level
bottom management yang dibawahinya dengan cara membuat suatu pembagian tugas, mulai dari alokasi sumber daya hingga mengawasi realisasi produk yang telah ditetapkan harus sesuai dengan standar yang ada. Tanggungjawab manajemen merupakan masalah yang paling berpengaruh terhadap kinerja supervisor dengan bobot 0,442, kemudian diikuti dengan SMM 0,322, manajemen sumber daya 0,147, analisis, pengukuran dan peningkatan 0,059, serta realisasi produk 0,031.
c. Staf Operasional
Staf operasional memiliki tugas untuk merealisasikan produk yang diinginkan melalui proses produksi yang telah ditetapkan. Staf operasional harus memenuhi standar yang telah ditetapkan, agar produk yang dihasilkan sesuai dengan mutu yang ditetapkan dan memenuhi persyaratan konsumen. Berdasarkan pengaruh masalah yang ada, realisasi produk merupakan masalah yang paling memengaruhi kinerja staf operasional dengan bobot 0,497, diikuti dengan analisis, penukuran dan peningkatan 0,311, manajemen sumber daya 0,087, SMM 0,058 dan terakhir tanggungjawab manajemen 0,047.
Evaluasi Penerapan ISO/TS 16949 PT MEAINA
Hasil evaluasi dilihat dari nilai hasil perbandingan bobot dan pemeringkatan dari masalah yang ada. Dari hasil tersebut terlihat bahwa masalah dominan terjadi pada masalah SMM dengan bobot 0,248 dan nilai hasil pemeringkatan FMEA 172. Dari masalah ini dirumuskan beberapa tindakan untuk meningkatkan performa perusahaan dalam penerapan SMM ISO/TS 16949. Tindakan-tindakan ini berupa kerjasama tim, sosialisasi, pelatihan dan penataan kembali.
Tindakan Peningkatan Penerapan ISO/TS 16949
a. Kerjasama Tim
16
kerjasama tim diperlukan dalam penerapan ISO/16949, agar SMM ini berjalan dengan lebih baik, sehingga peningkatan kerjasama tim diantara unsur-unsur yang terlibat sangatlah diperlukan, yaitu mulai dari staf operasional saling bekerjasama dengan baik dalam merealisasikan produk, adanya pengawasan dari supervisor yang nanti melaporkan kegiatan kepada tingkat manajemen diatasnya seperti manajer manajemen sistem. Dengan adanya kerjasama yang baik dapat meningkatkan efisiensi dan efektivitas dari penerapan sistem mutu.
b. Komunikasi Internal
Rampersad (2006) mengutarakan bahwa tujuan utama komunikasi adalah penciptaan saling pengertian. Selain itu, komunikasi berperan sebagai pemacu pembelajaran bersama, pertukaran pengetahuan, memacu kerjasama, mengembangkan keterampilan dan memberi dan menerima umpan balik. Perusahaan melakukan komunikasi internal lebih terintegrasi dan efektif, agar setiap informasi yang ada dapat diterima dan memberikan umpan balik kembali, sehingga setiap prosedur manajemen mutu yang ada dapat dijalankan dan dikomunikasikan dengan baik.
c. Pelatihan
Menurut Mangkuprawira (2004), pelatihan bagi karyawan merupakan sebuah proses mengajarkan pengetahuan dan keahlian tertentu serta sikap agar karyawan semakin terampil dan mampu melaksanakan tanggungjawabnya dengan baik, sesuai dengan standar. Biasanya pelatihan merujuk pada pengembangan keterampilan kerja (vocational) yang dapat digunakan dengan segera. PT MEAINA memiliki sistem On Job Trainning (OJT), yaitu pelatihan terhadap karyawan baru atau karyawan yang dipindahkan divisinya untuk lebih mengenali bidang yang dikerjakan, yang nantinya dapat membuat suatu kerjasama yang baik antar unsur yang ada dalam perusahaan untuk merealisasikan produk sesuai dengan standar atau kebijakan yang telah ditetapkan dan telah memenuhi persyaratan pelanggan. Selain itu, pelatihan dapat meningkatkan pemahaman karyawan terhadap sistem mutu ISO/TS 16949 yang diterapkan.
d. Penataan
17
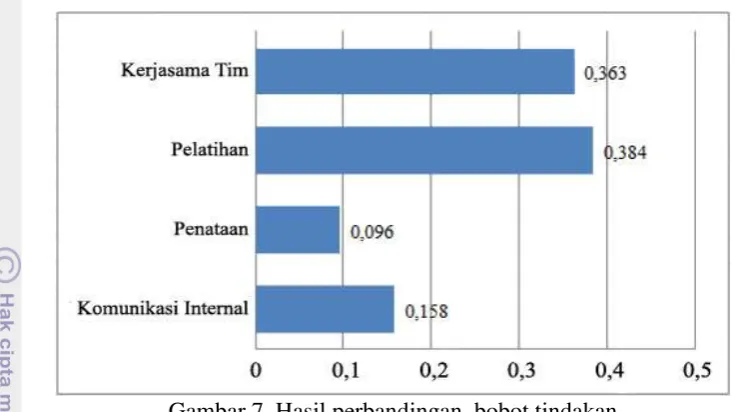
Gambar 7. Hasil perbandingan bobot tindakan
Hasil perbandingan berpasangan mengenai tindakan yang diperlukan seperti yang tertera pada Gambar 7 menunjukkan pelatihan memiliki porsi lebih besar untuk dilaksanakan, yaitu dengan bobot 0,384, diikuti tindakan peningkatan kerjasama tim 0,363, peningkatan komunikasi internal 0,158 dan penataan 0,098.
Implikasi Manajerial
Hasil analisis dan pembahasan yang telah dijabarkan sebelumnya merumuskan beberapa implikasi manajerial berdasarkan fungsi manajemen yaitu
Planning, Organizing, Actuating dan Controlling (POAC). Dalam planning
perusahaan dapat membuat suatu rancangan rencana kebijakan mengenai penerapan SMM ISO/TS 16949 seperti, rancangan alur proses yang lebih efisien dan efektif. Kemudian untuk Organizing, perusahaan dapat melakukan penataan dari segala aspek yang ada, meliputi persediaan sumber daya produksi, terutama sumber daya produksi lokal yang perlu lebih diperhatikan mengenai penjadwalan datangnya bahan baku. Selain itu, perusahaan perlu mengatur sumber daya manusia yang ada, agar memiliki kemampuan dan keterampilan sesuai dengan pekerjaannya melalui proses kerja dengan baik dan perusahaan dapat memaksimalkan program On The Job Trainning (OJT) untuk meningkatkan kapasitas dan kemampuan kerja karyawan.
Actuating dalam pengimplementasiaan ISO/TS 16949 perusahaan dapat lebih meningkatkan penggunaan dokumen dan rekaman, agar proses yang ada sesuai dengan yang diharuskan. Kemudian untuk mendukung kelancaran proses, penataan karyawan harus sesuai dengan kompetensi yang dibutuhkan. Controlling,
18
SIMPULAN DAN SARAN
Simpulan
Berdasarkan pembahasan hasil penelitian yang telah diuraikan, dapat dibuat kesimpulan berikut:
1. PT MEAINA telah menerapkan SMM yang terus diperbaharui, berawal dari penerapan SMM ISO seri 9000, QS 9000 hingga akhirnya menerapkan ISO/TS 16949:2009 edisi ketiga dari seri 16949. PT MEAINA telah menjalankan manajemen mutunya berdasarkan prinsip-prinsip yang ada dalam klausul ISO/TS 16949, sehingga telah tersertifikasi ISO/TS 16949 hingga saat ini.
2. Hasil wawancara mendalam dengan pihak perusahaan dan pengolahaan ANP menunjuk beberapa permasalahan berdasarkan ISO/TS 16949 dengan bobot pengaruh terhadap penerapannya, dimana SMM memiliki pengaruh terbesar dari seluruh masalah yang ada dalam klausul (bobot 0,295), diikuti tanggungjawab manajemen 0,197, realisasi produk 0,195, analisis, pengukuran dan perbaikan 0,172, serta manajemen sumber daya 0,140. 3. Dari hasil penelitian dirumuskan beberapa tindakan yang dapat dilakukan
oleh perusahaan sebagai alternatif pemecahan masalah untuk meningkatkan performa dalam penerapan ISO/TS 16949, yaitu pelatihan dengan bobot 0,384, diikuti tindakan peningkatan kerjasama tim 0,363, peningkatan komunikasi internal 0,158 dan penataan 0,098.
Saran
Dari hasil penelitian ini disarankan bagi pihak perusahaan untuk terus memelihara dan meningkatkan kinerja yang ada, agar penerapan sistem mutu ISO/16949 dapat berjalan sesuai dengan prosedurnya, serta untuk penelitian selanjutnya dapat menindaklanjuti permasalahan klausul menjadi lebih spesifik, agar lebih mempermudah dalam melakukan penataan kembali.
DAFTAR PUSTAKA
Firdaus R et al. 2010. Perbaikan proses produksi muffler dengan metode FMEA pada industri kecil di Sidoarjo. TEKNOLOJIA Vol. 5(1) p83-88.
Gaspersz V. 2003. Total Quality Management. Jakarta (ID): Gramedia.
[ISO] International Organization for Standardization. 2002. ISO Management Systems, The International Review of ISO 9000 and ISO 14000. Geneva (CH): International Organization for Standardization.
19
9001:2008 for automotive production and relevant service part organization.
Geneva (CH): International Organization for Standardization.
Kartha CP. 2004. A comparison of ISO 9000:2000 quality system standards, QS9000, ISO/TS 16949 and Baldrige criteria. The TQM Magazine. 16(5) p331-340.
Krisnanto et al. 2006. Pengendalian kualitas PT AHM dengan menggunakan ISO/TS 16949: 2002 untuk mencegah komponen valve inlet bengkok pada motor supra khususnya mesin NF100 (Studi Kasus Valve Inlet Bengkok di PT Astra Honda Motor). E-journal Universitas Diponegoro. 1(3) p83-90.
Laksmi F. 2010. Analisis Implementasi ISO 9001:2000 pada Departemen Collcetion PT Para Bandung Propertindo Jakarta. Skripsi. Bogor (ID): Institut Pertanian Bogor.
Mangkuprawira S. 2004. Manajemen Sumberdaya Manusia Strategik. Jakarta (ID): Ghalia Indah.
Nasution NS. 2004. Manajemen Mutu Terpadu. Bogor (ID): Ghalia Indonesia. Rampersad HK. 2006. Total Performance Scorecard. Jakarta (ID): Gramedia
Pustaka Utama.
Saaty RW. 2003. Decision Making in Complex Environments : The Analytic Hierarchy Process (AHP) for Decision Making and The Analytic Network Process (ANP) for Decision Making with Dependence and Feedback, Super Decisions Software. [Diunduh 4 Januari 2014]. Tersedia pada: http://www.superdecision.com.
Saaty TL. 2001. Decision Making With Dependence and Feedback: The Analytic Network Process. Pittsburgh (US). RWS Publications..
Tanjong SD. 2013. Implementasi pengendalian kualitas dengan metode statistik pada pabrik spareparts CV Victory Metallurgy Sidoarjo. Calyptra: Jurnal Ilmiah Mahasiswa Universitas Surabaya 2(1) p1-13
20
LAMPIRAN
Lampiran 1 Struktur organisasi PT MEAINA
21 Lampiran 2 Contoh kuesioner
KUESIONER PENELITIAN
EVALUASI PENERAPAN ISO/TS 16949 PADA PT MITSUBISHI ELECTRIC AUTOMOTIVE INDONESIA
IDENTITAS NARASUMBER Nama : ... Usia : ... Jabatan : ... Lama Bekerja : ... No. Telp : ... Email : ...
Oleh :
EMHA IMADUDDI H24100083
DEPARTEMEN MANAJEMEN
FAKULTAS EKONOMI DAN MANAJEMEN INSTITUT PERTANIAN BOGOR
22
Lanjutan Lampiran 2
PENGANTAR
Kepada Narasumber yang terhormat,
Saya Emha Imaduddi, mahasiswa program Sarjana S1 Departemen Manajemen, Fakultas Ekonomi dan Manajemen, Institut Pertanian Bogor yang sedang mengadakan penelitian tentang EVALUASI PENERAPAN ISO/TS 16949 PADA PT MITSUBISHI ELECTRIC AUTOMOTIVE INDONESIA di bawah bimbingan Prof.Dr.Ir.H. Musa Hubeis,MS,Dipl.Ing,DEA. Dalam rangka menyelesaikan studi/tugas akhir ini, memerlukan dukungan dan kesediaan Bapak/Ibu untuk mengisi kuesioner ini.
Tujuan dari pengisian kuesioner ini untuk menentukan besarnya tingkat pengaruh masalah, aktor dan tindakan dalam mengevaluasi penerapan ISO/TS 16949. Kuesioner ini menggunakan metode Analytical Network Process (ANP) dan selanjutnya diukur dampak, pengaruh dan keparahan setiap masalah dalam penerapan dengan metode Failure Mode Effect Analysis (FMEA). Pengisian kuesioner ini diharapkan menurut pengalaman dan penilaian yang dirasakan oleh Bapak/Ibu selaku pakar dan praktisi dalam industri otomotif.
Demi tercapainya penelitian yang diharapkan, mohon kesediaan waktu Bapak/Ibu untuk mengisi kuesioner ini. Informasi yang didapatkan dari kuesioner ini bersifat rahasia dan hanya digunakan untuk keperluan akademik. Atas kerjasama Bapak/Ibu, saya ucapkan terimakasih.
Contact Person : Informasi lebih lanjut dapat menghubungi Emha Imaduddi, NIM H24100083, dengan nomor handphone 0857 15693476 dan email [email protected].
KERANGKA ANP
*Quality and Environment Management Representative
Aktor 1. Manajer Manajemen
Sistem (QEMR)* 2. Supervisor 3. Staf Operasional
Masalah
1. Sistem Manajemen Mutu 2. Manajemen Sumber Daya 3. Tanggungjawab
Manajemen 4. Realisasi Produk
5. Analisis, pengukuran dan peningkatan
Tindakan 1. Kerjasama Tim 2. Pelatihan
23
Lanjutan Lampiran 2
I. Kuesioner ANP
PETUNJUK PENGISIAN
1. Narasumber diharapkan melakukan pengisian kuesioner secara tuntas dalam satu waktu untuk menghindari inkonsistensi antar jawaban
2. Dalam pengisian kuesioner ini Anda dimintamembandingkan antara unsur-unsur X dan
Y, kemudian memberikan tanda (√) atau (X)
3. Nilai yang diberi oleh Anda dalam menjawab pertanyaan tersebut berdasarkan tingkat besarnya pengaruh unsur-unsur yang dibandingkan secara bersamaan
4. Nilai diberi dalam skala 1-9. Definisi dari skala yang digunakan untuk menilai perbandingan sebagai berikut
Nilai Perbandingan
Definisi ( X dibandingkan Y)
1 X dan Y sama besar pengaruhnya
3 X sedikit lebih besar pengaruhnya dari Y 5 X lebih besar pengaruhnya dari Y 7 X sangat lebih besar pengaruhnya dari Y 9 X mutlak lebih besar pengaruhnya dari Y 2,4,6,8 Nilai-nilai diantara patokan-patokan nilai diatas
CONTOH PENGISIAN
Aktor Lebih berpengaruh Lebih berpengaruh Aktor
9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9 Manajer
Manajemen Sistem
x Supervisor
Artinya : Manajer Manajemen Sistem (QEMR) sangat lebih besar pengaruhnya dari Supervisor
Aktor Lebih berpengaruh Lebih berpengaruh Aktor
9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9 Manajer
Manajemen Sistem
x Supervisor
Artinya : Supervisor lebih besar pengaruhnya dari Manajer Manajemen Sistem
Aktor Lebih berpengaruh Lebih berpengaruh Aktor
9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9 Manajer
Manajemen Sistem
X Supervisor
24
Lanjutan Lampiran 2
MASALAH-AKTOR
1. Bandingkan tingkat pengaruh dari masing-masing aktor berikut dalam masalah Sistem Manajemen Mutu
Aktor Lebih berpengaruh Lebih berpengaruh Aktor
9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9 Manajer
Manajemen Sistem
Supervisor
Supervisor Staff
Operasional
Staff Operasional
Manajer Manajemen Sistem
2. Bandingkan tingkat pengaruh dari masing-masing aktor berikut dalam masalah Manajemen Sumber Daya
Aktor Lebih berpengaruh Lebih berpengaruh Aktor
9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9 Manajer
Manajemen Sistem
Supervisor
Supervisor Staff
Operasional
Staff Operasional
Manajer Manajemen Sistem
3. Bandingkan tingkat pengaruh dari masing-masing aktor berikut dalam masalah Tanggungjawab Manajemen
Aktor Lebih berpengaruh Lebih berpengaruh Aktor
9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9 Manajer
Manajemen Sistem
Supervisor
Supervisor Staff
Operasional
Staff Operasional
25 Lanjutan Lampiran 2
4. Bandingkan tingkat pengaruh dari masing-masing aktor berikut dalam masalah Realisasi Produk
Aktor Lebih berpengaruh Lebih berpengaruh Aktor
9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9
5. Bandingkan tingkat pengaruh dari masing-masing aktor berikut dalam masalah Analisis, Pengukuran dan Peningkatan
Aktor Lebih berpengaruh Lebih berpengaruh Aktor
9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9
1. Bandingkan tingkat pengaruh dari masing-masing tindakan berikut dalam masalah Sistem Manajemen Mutu
Tindakan
Lebih berpengaruh Lebih berpengaruh
Tindakan
Pelatihan Komunikasi
Internal
Pelatihan Penataan
Komunikasi
26
Lanjutan Lampiran 2
2. Bandingkan tingkat pengaruh dari masing-masing tindakan berikut dalam masalah Manajemen Sumber Daya
Tindakan
Lebih berpengaruh Lebih berpengaruh
Tindakan
Pelatihan Komunikasi
Internal
Pelatihan Penataan
Komunikasi
Internal Penataan
3. Bandingkan tingkat pengaruh dari masing-masing tindakan berikut dalam masalah Tanggungjawab Manajemen
Tindakan
Lebih berpengaruh Lebih berpengaruh
Tindakan
Pelatihan Komunikasi
Internal
Pelatihan Penataan
Komunikasi
Internal Penataan
4. Bandingkan tingkat pengaruh dari masing-masing tindakan berikut dalam masalah Realisasi Produk
Tindakan
Lebih berpengaruh Lebih berpengaruh
Tindakan
Pelatihan Komunikasi
Internal
Pelatihan Penataan
Komunikasi
27
Lanjutan Lampiran 2
5. Bandingkan tingkat pengaruh dari masing-masing tindakan berikut dalam masalah Analisis, Pengukuran dan Peningkatan
Tindakan
Lebih berpengaruh Lebih berpengaruh
Tindakan
Pelatihan Komunikasi
Internal
Pelatihan Penataan
Komunikasi
Internal Penataan
AKTOR-TINDAKAN
1. Bandingkan tingkat pengaruh dari masing-masing tindakan berikut terhadap aktor Manajer Manajemen Sistem
Tindakan
Lebih berpengaruh Lebih berpengaruh
Tindakan
Pelatihan Komunikasi
Internal
Pelatihan Penataan
Komunikasi
Internal Penataan
2. Bandingkan tingkat pengaruh dari masing-masing tindakan berikut dalam masalah Supervisor
Tindakan
Lebih berpengaruh Lebih berpengaruh
Tindakan
Pelatihan Komunikasi
Internal
Pelatihan Penataan
Komunikasi
28
Lanjutan Lampiran 2
3. Bandingkan tingkat pengaruh dari masing-masing tindakan berikut dalam masalah Staff Operasional
Tindakan
Lebih berpengaruh Lebih berpengaruh
Tindakan
Pelatihan Komunikasi
Internal
Pelatihan Penataan
Komunikasi
Internal Penataan
FEEDBACK
AKTOR-MASALAH
1. Bandingkan tingkat pengaruh dari masing-masing masalah berikut terhadap aktor Manajer Manajemen Sistem (QEMR)
Masalah
Lebih berpengaruh Lebih berpengaruh
29 Lanjutan Lampiran 2
2. Bandingkan tingkat pengaruh dari masing-masing masalah berikut terhadap aktor Supervisor
Masalah
Lebih berpengaruh Lebih berpengaruh
Masalah
3. Bandingkan tingkat pengaruh dari masing-masing masalah berikut terhadap aktor Staff Operasional
Masalah
Lebih berpengaruh Lebih berpengaruh
30
Lanjutan Lampiran 2
TINDAKAN-MASALAH
1. Bandingkan tingkat pengaruh dari masing-masing masalah berikut terhadap tindakan Kerjasama Tim
Masalah
Lebih berpengaruh Lebih berpengaruh
Masalah
2. Bandingkan tingkat pengaruh dari masing-masing masalah berikut terhadap tindakan Pelatihan
Masalah
Lebih berpengaruh Lebih berpengaruh
31 Lanjutan Lampiran 2
3. Bandingkan tingkat pengaruh dari masing-masing masalah berikut terhadap tindakan Komunikasi Internal
Masalah
Lebih berpengaruh Lebih berpengaruh
Masalah
4. Bandingkan tingkat pengaruh dari masing-masing masalah berikut terhadap tindakan Penataan
Masalah
Lebih berpengaruh Lebih berpengaruh
32
Lanjutan Lampiran 2
TINDAKAN-AKTOR
1. Bandingkan tingkat pengaruh dari masing-masing masalah berikut terhadap tindakan Kerjasama Tim
Aktor Lebih berpengaruh Lebih berpengaruh Aktor
9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9
2. Bandingkan tingkat pengaruh dari masing-masing masalah berikut terhadap tindakan Pelatihan
Aktor Lebih berpengaruh Lebih berpengaruh Aktor
9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9
3. Bandingkan tingkat pengaruh dari masing-masing masalah berikut terhadap tindakan Komunikasi Internal
Aktor Lebih berpengaruh Lebih berpengaruh Aktor
9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9
4. Bandingkan tingkat pengaruh dari masing-masing masalah berikut terhadap tindakan Penataan
Aktor Lebih berpengaruh Lebih berpengaruh Aktor
33 Lanjutan Lampiran 2
MATRIKS ANTAR KLASTER
MASALAH SEBAGAI KONTROL
Lebih berpengaruh Lebih berpengaruh
9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9
Aktor Tindakan
AKTOR SEBAGAI KONTROL
Lebih berpengaruh Lebih berpengaruh
9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9
Masalah Tindakan
TINDAKAN SEBAGAI KONTROL
Lebih berpengaruh Lebih berpengaruh
9 8 7 6 5 4 3 2 1 2 3 4 5 6 7 8 9
34
Lanjutan Lampiran 2
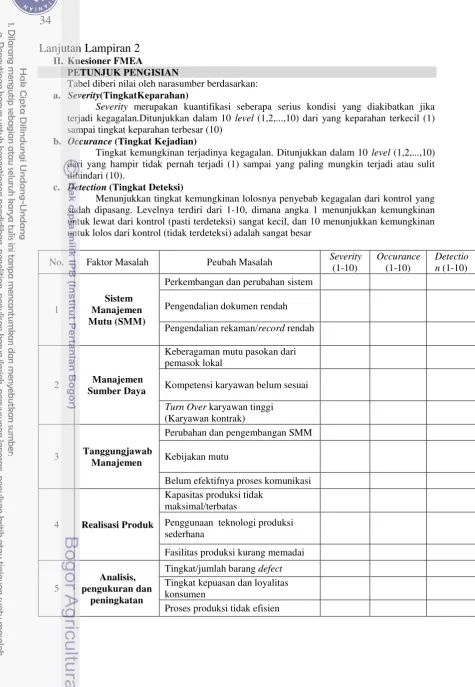
II. Kuesioner FMEA
PETUNJUK PENGISIAN
Tabel diberi nilai oleh narasumber berdasarkan: a. Severity(TingkatKeparahan)
Severity merupakan kuantifikasi seberapa serius kondisi yang diakibatkan jika terjadi kegagalan.Ditunjukkan dalam 10 level (1,2,...,10) dari yang keparahan terkecil (1) sampai tingkat keparahan terbesar (10)
b. Occurance (Tingkat Kejadian)
Tingkat kemungkinan terjadinya kegagalan. Ditunjukkan dalam 10 level (1,2,...,10) dari yang hampir tidak pernah terjadi (1) sampai yang paling mungkin terjadi atau sulit dihindari (10).
c. Detection (Tingkat Deteksi)
Menunjukkan tingkat kemungkinan lolosnya penyebab kegagalan dari kontrol yang sudah dipasang. Levelnya terdiri dari 1-10, dimana angka 1 menunjukkan kemungkinan untuk lewat dari kontrol (pasti terdeteksi) sangat kecil, dan 10 menunjukkan kemungkinan untuk lolos dari kontrol (tidak terdeteksi) adalah sangat besar
No. Faktor Masalah Peubah Masalah Severity
(1-10)
Pengendalian rekaman/record rendah
2 Manajemen
Sumber Daya
Keberagaman mutu pasokan dari
pemasok lokal
Kompetensi karyawan belum sesuai
Turn Over karyawan tinggi
(Karyawan kontrak)
4 Realisasi Produk
Kapasitas produksi tidak
maksimal/terbatas
Penggunaan teknologi produksi sederhana
Tingkat kepuasan dan loyalitas
konsumen
36
RIWAYAT HIDUP
Penulis bernama lengkap Emha Imaduddi, dilahirkan di Bogor pada tanggal 4 Februari 1992. Penulis adalah anak bungsu dari tiga bersaudara, pasangan Bapak Syamsul Hadi dan Ibu Ayi Mugiarti.
Riwayat pendidikan penulis diawali dari Taman Kanak-kanak (TK) Pertiwi I, dilanjutkan di Sekolah Dasar Negeri (SDN) Panaragan 2 hingga lulus tahun 2004, melanjutkan pendidikan ke Sekolah Menengah Pertama Negeri (SMPN) 4 Kota Bogor lulus tahun 2007 dan studi ke Sekolah Menengah Akhir Negeri (SMAN) 5 Kota Bogor hingga lulus tahun 2010. Kemudian penulis mengambil kuliah di program Sarjana Manajemen di Fakultas Ekonomi dan Manajemen, Institut Pertanian Bogor melalui jalur Undangan Seleksi Masuk IPB (USMI).