PRARANCANGAN PABRIK
ETHYLENE GLYCOL
DARI
ETHYLENE OXIDE
DAN AIR
KAPASITAS 90.000 TON/TAHUN
(Perancangan
Distillation Column
(DC-301))
(Skripsi)
Oleh :
INDRI FEBRIAN ESA TIKA
FAKULTAS TEKNIK
UNIVERSITAS LAMPUNG
PRARANCANGAN PABRIK
ETHYLENE GLYCOL
DARI
ETHYLENE OXIDE
DAN AIR
KAPASITAS 90.000 TON/TAHUN
(Perancangan
Distillation Column
(DC-301))
Oleh
INDRI FEBRIAN ESA TIKA
(Skripsi)
Sebagai salah satu syarat untuk mencapai gelar
Sarjana Teknik
Pada
Jurusan Teknik Kimia
Fakultas Teknik Universitas Lampung
FAKULTAS TEKNIK
UNIVERSITAS LAMPUNG
ABSTRAK
PRARANCANGAN PABRIKETHYLENE GLYCOL
DARIETHYLENE OXIDEDAN AIR
KAPASITAS 90.000 TON/TAHUN (PerancanganDistillation Column(DC-301))
O l e h
Indri Febrian Esa Tika
Kebutuhan Indonesia terhadap ethylene glycol (C2H4(OH)2), terutama sebagai bahan baku pada industri polyester cukup besar. Polyester yang merupakan senyawa polimer jenis thermoplastic ini digunakan sebagai bahan baku industri tekstil dan plastik.
Ethylene glycoldibuat dariethylene oxidedan air melalui proses hidrolisis di dalam reaktor fixed bed multitubular dengan bantuan katalis amberjet 4200 cl pada suhu 84,85 oC dan tekanan 11 atm dengan konversi 90 %. Pabrik ethylene glycol ini, akan didirikan di Cilegon Banten Provinsi Banten dan direncanakan memproduksi ethylene glycol sebanyak 90.000 ton/tahun, dengan waktu operasi 24 jam/hari, 330 hari/tahun.
Penyediaan kebutuhan utilitas pabrik berupa sistem pengolahan dan penyediaan air, sistem penyediaan steam, chilled ammonia, sistem penyediaan udara instrumen, dan sistem pembangkit tenaga listrik.
Analisa kelayakan prarancangan pabrikethylene glycolsebagai berikut :
Fixed Capital Investment(FCI) = Rp. 415.574.185.757
Working Capital Investment(WCI) = Rp. 73.336.621.016
Total Capital Investment(TCI) = Rp. 488.910.806.773
Break Even Point(BEP) = 33,33 %
Pay Out Time before Taxes(POT)b = 1,11 tahun
Pay Out Time after Taxes(POT)a = 1,35 tahun
Return on Investment before Taxes(ROI)b = 67,95 %
Return on Investment after Taxes(ROI)a = 54,36 %
Discounted Cash Flow(DCF) = 55,19 %
Shut Down Point(SDP) = 23,68 %
ABSTRACT
MANUFACTURE OF ETHYLENE GLYCOL FROM ETHYLENE OXIDE AND WATER
CAPACITY 90.000 TONS/YEAR (Design Distillation Column (DC-301))
By
Indri Febrian Esa Tika
The neecessity of Indonesia about ethylene glycol (C2H4(OH)2) , mainly as raw material in polyester industry is much enough. Polyester is polymer compound type thermoplastic, that is used as raw material in textile and pastic industry.
Ethylene glycol is made from ethylene oxide and water through hydrolysis process in fixed bed multitubular reactor by using catalyst amberjet 4200 cl in temperature 84,85 oC and pressure 11 atm with 90% conversion. This industry will be planted in the region of Cilegon in Banten Province, and will be planned produce 90.000 tons/year of ethylene glycol, in operating time 24 hours/day, 330 days/year.
The supplying requirements of utility plant are namely treatment system and water supply, steam supply systems, chilled ammonia, instrument air supply systems, and power generation systems.
Feasibility analysis manufacture of ethylene glycol are :
Fixed Capital Investment(FCI) = Rp. 415.574.185.757
Working Capital Investment(WCI) = Rp. 73.336.621.016
Total Capital Investment(TCI) = Rp. 488.910.806.773
Break Even Point(BEP) = 33,33 %
Pay Out Time before Taxes(POT)b = 1,11 tahun
Pay Out Time after Taxes(POT)a = 1,35 tahun
Return on Investment before Taxes(ROI)b = 67,95 %
Return on Investment after Taxes(ROI)a = 54,36 %
Discounted Cash Flow(DCF) = 55,19 %
Shut Down Point(SDP) = 23,68 %
iii
DAFTAR ISI
Halaman
DAFTAR ISI iii
DAFTAR TABEL v
DAFTAR GAMBAR vii
I. PENDAHULUAN
1.1 Latar Belakang Pendirian Pabrik ... 1
1.2 Kegunaan Produk ... 3
1.3 Kapasitas Rancangan ... 4
1.3.1 Kebutuhan Pasar ... 4
1.3.2 Ketersediaan Bahan Baku ... 6
1.3.3 Kapasitas Pabrik Minimum ... 6
1.4 Lokasi Pabrik ... 7
1.4.1 Pemasaran Produk ... 7
1.4.2 Penyediaan Bahan Baku ... 9
1.4.3 Sarana Transportasi ... 10
1.4.4 Utilitas ... 10
1.4.5 Kebijaksanaan Pemerintah ... 11
1.4.6 Kondisi Tanah Dan Daerah ... 11
II. DESKRIPSI PROSES 2.1 Macam - macam Proses ... 12
2.2 Pemilihan Proses ... 14
2.3 Diagram Alir Proses ... 19
III. SPESIFIKASI BAHAN DAN PRODUK 3.1 Bahan Baku ... 23
3.2 Produk ... 26
IV. NERACA MASSA DAN ENERGI 4.1 Neraca Massa ... 29
4.2 Neraca Energi ... 35
V. SPESIFIKASI PERALATAN 5.1 Peralatan Proses ... 42
VI. UTILITAS 6.1 Unit Pendukung Proses ... 70
6.1.1 Unit Penyediaan Air ... 70
6.1.2 Unit PenyediaanSteam ... 88
6.1.3 Unit PenyediaanChiller ... 89
iv
6.1.5 Unit Penyediaan Bahan Bakar ... 92
6.1.6 Unit Penyediaan Udara tekan ... 92
6.2 Laboratorium ... 93
6.3 Instumentasi Dan Pengendalian Proses ... 96
VII. TATA LETAK DAN LOKASI PABRIK 7.1 Lokasi Pabrik ... 99
7.2 Tata Letak Pabrik ... 101
7.3 Prakiraan Areal Lingkungan ... 102
VIII SISTEM MANAJEMEN DAN ORGANISASI PERUSAHAAN 8.1 Bentuk Perusahaan ... 105
8.2 Deskripsi Jabatan ... 106
8.3 Hari Libur Karyawan ... 115
8.4 Jam Kerja ... 116
8.5 Sistem Pengupahan ... 119
8.6 Kesejahteraan Karyawan ... 122
8.7 Kesehatan dan Keselamatan Kerja ... 123
IX. INVESTASI DAN EVALUASI EKONOMI 9.1 Investasi ... 126
9.2 Evaluasi Ekonomi ... 129
9.3 Angsuran Pinjaman ... 131
9.4 Discounted Cash Flow ... 131
X. SIMPULAN DAN SARAN 10.1 Simpulan ... 133
10.2 Saran ... 133
v
DAFTAR TABEL
Tabel Halaman
1.1 Perkembangan ImporEthylene glycoldi Indonesia 5
1.2 KonsumenEthylene glycolIndonesia tahun 2008 8
2.2 Perbandingan Proses 19
4.1 Neraca Massa Reaktor (R-201) 30
4.2 Neraca MassaEvaporator(EV-201) 30
4.3 Neraca MassaDistillation Column(DC-301) 30
4.4 Neraca MassaCondensor (CD-301) 31
4.5 Neraca MassaReboiler(RB-301) 31
4.6 Neraca MassaDistillation Column(DC-302) 31
4.7 Neraca MassaCondensor (CD-302) 32
4.8 Neraca MassaReboiler(RB-302) 32
4.9 Neraca MassaDistillation Column(DC-303) 32
4.10 Neraca MassaCondensor (CD-303) 33
4.11 Neraca MassaReboiler(RB-303) 33
4.12 Neraca MassaEvaporator(EV-302) 33
4.13 Neraca MassaDistillation Column(DC-304) 34
4.14 Neraca MassaCondensor (CD-304) 34
4.15 Neraca MassaReboiler(RB-304) 34
4.16 Neraca Massa Mix Point (MP-102) 35
4.17 Neraca Massa Mix Point (MP-101) 35
4.18 Neraca Panas Mix Point (MP-102) 36
4.19 Neraca Panas Mix Point (MP-101) 36
4.20 Neraca Panas Heat Exchanger (MP-101) 36
4.21 Neraca Panas Reaktor (R-201) 37
4.22 Neraca Panas Evaporator (EV-301) 37
4.23 Neraca Panas Condenser (CD-301) 37
vi
4.25 Neraca Panas Heat Exchanger (HE-301) 38
4.26 Neraca Panas Distillation Column (DC-301) 38
4.27 Neraca Panas Distillation Column (DC-302) 38
4.28 Neraca Panas Distillation Column (DC-303) 38
4.29 Neraca Panas Evaporator (EV-302) 39
4.30 Neraca Panas Condensor (CD-305) 39
4.31 Neraca Panas Cooler (C-302) 39
4.32 Neraca Panas Cooler (C-303) 39
4.33 Neraca Panas Distillation Column (DC-304) 40
4.34 Neraca Panas Cooler (C-304) 40
4.35 Neraca Panas Cooler (C-305) 40
4.36 Neraca Panas Cooler (C-306) 40
6.1 Peralatan Yang Membutuhkan Pendingin 73
6.2 Peralatan Yang Membutuhkan Steam 77
6.3 Peralatan Yang Menggunakan Air Proses 80
6.4 Kebutuhan Air Pabrik 80
6.5 Tingkatan Kebutuhan Informasi dan Sistem Pengendali 98
6.6 Penyediaan Variabel Utama Proses 98
8.1 Siklus PergantianShiftdalam Satu Bulan 116
8.2 Jumlah Operator Proses dan Utilitas Berdasarkan Jenis Alat 119
6.4 Jumlah Karyawan 120
9.1 Fixed Capital Investment 126
9.2 Manufacturing Cost 127
9.3 General Expenses 128
vii
DAFTAR GAMBAR
Gambar Halaman
1.1 Prediksi Kenaikkan Jumlah ImporEthylene glycoldi
Indonesia 5
6.1 Cooling Tower 75
6.2 Diagram Cooling Water System 76
6.3 Daerator 79
6.4 Diagram Alir Pengolahan Air 81
6.5 Diagram Ammonia Refrigerant Sistem 90
7.1 Peta Kabupaten Banten 102
7.2 Tata Letak Pabrik 103
7.3 Tata Letak Alat Proses 104
8.1 Struktur Organisasi Perusahaan 124
9.1 Grafik Analisis Ekonomi 130
RIWAYAT HIDUP
Penulis dilahirkan di Kalianda, pada tanggal 24 Februari 1989, sebagai putra
tunggal, dari pasangan Bapak Parsaulian Tanjung dan Ibu Agusnel.
Penulis menyelesaikan pendidikan Sekolah Dasar Negeri 2 Way Urang Kalianda
pada tahun 2000, Sekolah Menengah Pertama Al-Kautsar Bandar Lampung pada
tahun 2003, dan Sekolah Menengah Atas Al-Kautsar Bandar Lampung pada tahun
2006.
Pada tahun 2006, penulis terdaftar sebagai Mahasiswa Jurusan Teknik Kimia
Fakultas Teknik Universitas Lampung melalui Seleksi Penerimaan Mahasiswa
Baru Jalur Penelusuran Minat dan Kemampuan Akademis (PMKA) 2006.
Pada tahun 2010, penulis melakukan Kerja Praktek di P.T. Pupuk Sriwidjaja
Sumatra Selatan dengan Tugas Khusus “Evaluasi Kinerja Ammonia Converter
(D-105)”. Selain itu, penulis melakukan penelitian pada tahun 2011 dengan judul
“Penentuan Jumlah Biomassa Optimum Mikroalga Nannochloropsis ocullata
Sebuah Karya kecilku....
Dengan segenap hati kupersembahkan tugas akhir ini kepada:
Allah SWT,
Atas kehendak-Nya semua ini ada
Atas rahmat-Nya semua ini aku dapatkan
Atas kekuatan dari-Nya aku bisa bertahan.
Orang tuaku sebagai tanda baktiku, terima kasih atas segalanya,
doa, kasih sayang, pengorbanan, dan keikhlasannya.
Ini hanyalah setitik balasan yang tidak bisa dibandingkan dengan
berjuta-juta pengorbanan dan kasih sayang
yang tidak pernah berakhir.
Adik-adikku atas segalanya, kasih sayang dan doa.
Dosen-dosenku sebagai tanda hormatku,
terima kasih atas ilmu yang telah diberikan.
MOTTO
Do not ever feel afraid to try the new thing because that will
SANWACANA
Puji dan syukur penulis panjatkan kepada Allah SWT yang Mahakuasa dan Maha
Penyayang, atas segala rahmat dan hidayah-Nya, sehingga tugas akhir ini dengan
judul “Prarancangan Pabrik Ethylene Glycol dari Ethylene Oxide dan Air
Kapasitas Sembilan Puluh Ribu Ton Per Tahun” dapat diselesaikan dengan baik.
Tugas akhir ini disusun dalam rangka memenuhi salah satu syarat guna
memperoleh derajat kesarjanaan (S-1) di Jurusan Teknik Kimia Fakultas Teknik
Universitas Lampung.
Penyusunan tugas akhir ini tidak lepas dari bantuan dan dukungan dari beberapa
pihak. Oleh karena itu penulis mengucapkan terima kasih kepada:
1. Ibunda Panca Nugrahini F., S.T., M.T. , selaku Ketua Jurusan Teknik Kimia
Universitas Lampung.
2. Ibu Dr. Elida Purba, S.T., M.Sc. , selaku dosen pembimbing I, yang telah
memberikan pengarahan, masukan, bimbingan, kritik dan saran selama
penyelesaian tugas akhir. Semoga ilmu bermanfaat yang diberikan dapat
berguna dikemudian hari.
3. Ibu Simparmin br. Ginting, S.T., M.T. , selaku Dosen Pembimbing II, atas
ilmu, saran, masukan dan pengertiannya dalam penyelesaian tugas akhir.
4. Bapak M. Hanif, S.T.,M.T. dan Ibunda Panca Nugrahini F., S.T., M.T., selaku
Dosen Penguji yang telah memberikan saran dan kritik, juga selaku dosen atas
5. Seluruh Dosen Teknik Kimia Universitas Lampung, atas semua ilmu dan
bekal masa depan yang akan selalu bermanfaat.
6. Keluargaku tercinta, Papa dan Mama, atas pengorbanan, doa, cinta dan kasih
sayang yang selalu mengiringi disetiap langkahku. Adik-adik ku Riski
Aprianto dan Hendri Hidayat serta Opung atas kasih sayang, doa, dukungan,
kepercayaan, ketulusan, bantuan dan semangat. Semoga Allah yang
Mahakuasa dan Maha Penyayang memberikan perlindungan dan Karunia-Nya.
7. Yendra Natalis Maulana, selaku rekan seperjuangan dalam suka dan duka
yang telah membantu penulis dalam penyelesaian laporan tugas akhir.
8. Teman-teman seperjuangan di Teknik Kimia Made, Rian Bolang, Didik,
Akbar gendut, Syah Lutfi, Alfian, Bude, Aji, Dicko, Raras, Opik, Falah, Dana,
Angga, , Shelin, Mala, Nandha, Riko, Komenk, Ucok (Mesin 2005), Agam,
Bunga, Tri, Mpeb, Yaya, Echa ’10, Sika, kakak-kakak angkatan 2002-2005
dan adik-adik angkatan 2007-2011 yang tidak bisa disebutkan satu persatu.
Terimakasih atas bantuannya selama penulis menyelesaikan tugas akhir ini.
9. Semua pihak yang telah membantu dalam penyusunan tugas akhir ini.
Semoga Allah membalas semua kebaikan mereka terhadap penulis dan semoga
skripsi ini berguna.
Bandar Lampung, 25 Juli 2012
Penulis,
DAFTAR PUSTAKA
Altioka M. Riza and Sema Akyalcin, 2009, Kinetics of the Hydration of Ethylene
Oxide in the presence of Heterogeneous Catalys”, Departement of Chemical Engineering, Anadolu University, 26555 Eskisehir, Turkey
Badan Pusat Statistik, 2010,Statistic Indonesia, www.bps.go.id, Indonesia
Brown.G.George., 1950,Unit Operation 6ed, Wiley&Sons, USA.
Brownell.L.E. and Young.E.H., 1959, Process Equipment Design 3ed, John Wiley & Sons, New York.
Coulson.J.M. and Ricardson.J.F., 1983, Chemical Engineering vol 6, Pergamon Press Inc, New York.
Fogler.A.H.Scott, 1999, Elements of Chemical Reaction Engineering, Prentice Hall International Inc, New Jersey.
Geankoplis.Christie.J., 1993, Transport Processes and unit Operation 3th ed, Allyn & Bacon Inc, New Jersey.
Himmeblau.David., 1996, Basic Principles and Calculation in Chemical Engineering, Prentice Hall Inc, New Jersey.
Kern.D.Q., 1983, Process Heat Transfer, McGraw-Hill Book Company, New York.
Kelly, 2011, Employment Outlook and Salary Guide 2011.
Kirk, R.E and Othmer, D.F., 2006, “Encyclopedia of Chemical Technologi”, 4nd ed., vol. 17., John Wiley and Sons Inc., New York.
Levenspiel.O., 1972,Chemical Reaction Engineering 2nd edition, John Wiley and Sons Inc, New York.
McCabe.W.L. and Smith.J.C., 1985,Operasi Teknik Kimia, Erlangga, Jakarta.
Megyesy.E.F., 1983, Pressure Vessel Handbook, Pressure Vessel Handbook Publishing Inc, USA.
Perry.R.H. and Green.D., 1997, Perry’s Chemical Engineer Handbook 7th ed, McGraw-Hill Book Company, New York.
Peter.M.S. and Timmerhause.K.D., 1991, Plant Design an Economic for Chemical Engineering 3ed, McGraww-Hill Book Company, New York.
Powell, S.T., 1954, “Water Conditioning for Industry”, Mc Graw Hill Book Company, New York.
Raju, 1995, Water Treatment Process, McGraw Hill International Book Company, New York
Smith.J.M. and Van Ness.H.C., 1975, Introduction to Chemical Engineering Thermodynamics 3ed, McGraww-Hill Inc, New York.
Treyball.R.E., 1983,Mass Transfer Operation 3ed, McGraw-Hill Book Company, New York.
Ulmann, 2007. “Ulmann’s Encyclopedia of Industrial Chemistry”. VCH Verlagsgesell Scahft, Wanheim, Germany.
Ulrich.G.D., 1984, A Guide to Chemical Engineering Process Design and Economics. John Wiley & Sons Inc, New York.
Wahyu, 2010,Proses Pengolahan Air, www.zeofilt.wordpress.com, Indonesia
Wallas. S.M., 1988, Chemical Process Equipment, Butterworth Publishers, Stoneham USA.
Yaws, C.L., 1999,Chemical Properties Handbook, Mc Graw Hill Book Co., New York
http://alibaba.com/
http://daftarperusahaanindonesia.com/
www.icis.com., Accesed Maret 2011
www.matches.com, Accesed February 2011
I. PENDAHULUAN
1.1. Latar Belakang Pendirian Pabrik
Indonesia merupakan sebuah Negara yang sedang berkembang dimana sektor
industri mengalami peningkatan. Namun, beberapa komoditas yang diperlukan
masyarakat masih mengandalkan impor dari luar negeri dan mengakibatkan
berkurangnya devisa negara. Untuk menanggulangi masalah ini, maka
diperlukan pembangunan industri–industri baru yang memproduksi komoditas
impor untuk memenuhi kebutuhan dalam negeri bahkan dapat diekspor.
Salah satu komoditas yang masih mengimpor dari luar negeri adalah ethylene
glycol. Produk ini hanya diproduksi oleh satu produsen saja di Indonesia, yaitu
PT Polychem Indonesia Tbk. dengan kapasitas produksi 210.000 ton per tahun.
Sedangkan untuk mencukupi kebutuhan, kekurangan ethylene glycol diperoleh
dengan mengimpor. Lima negara yang pasokannya paling besar adalah Arab
2
Secara komersial, sebagian besar penggunaan ethylene glycol di Indonesia
adalah sebagai bahan baku industri polyester (tekstil) yaitu sebesar 93 %.
Sedangkan sisanya digunakan sebagai bahan baku tambahan pada pembuatan
cat, cairan rem, solven, alkyn resin, tinta cetak, tinta bolpoin, foam stabilizer,
kosmetika, dan bahan anti beku.
Salah satu proses yang digunakan untuk memproduksi ethylene glycol adalah
proses hidrasi ethylene oxide. Bahan baku yang digunakan untuk proses ini
adalah ethylene oxide dan air. Pabrik ethylene glycol dengan proses hidrasi
ethylene oxide tergolong dalam pabrik dengan tingkat resiko yang relatif
rendah hingga menengah. Hal ini karena proses tersebut tidak banyak
menangani bahan-bahan yang berbahaya maupun gas-gas dengan tekanan
tinggi. Bahan-bahan yang ada di dalam alat tetap berada dalam fasa cair
sehingga relatif lebih rendah resikonya. Faktor yang cukup berbahaya ialah sifat
ethylene glycolyang beracun dan mudah terbakar.
Berdasarkan kebijakan pemerintah dalam bidang investasi, pemerintah masih
membuka kesempatan investasi bagi industri ethylene glycol di Indonesia. Hal
ini terlihat dalam Daftar Negatif Investasi (DNI) yang tertuang dalam Keppres
No. 54 tanggal 10 Juni 1993. Keppres tersebut menyebutkan bahwa ethylene
glycol tidak termasuk dalam bidang industri tertutup bagi penanaman modal,
3
Berdasarkan pertimbangan di atas, maka pabrik ethylene glycoljenis polyester
gradelayak didirikan di Indonesia dengan alasan sebagai berikut :
1. Kebutuhanethylene glycol jenispolyester grade sebesar 93 % dari total
kebutuhanethylene glycoldi Indonesia.
2. Pendirian pabrik ethylene glycol dapat memenuhi kebutuhan dalam
negeri.
3. Menghemat devisa Negara.
4. Membuka lapangan kerja baru.
1.2 Kegunaan Produk
Aplikasiethylene glycol dalam industri, khususnya di Indonesia sebagian besar
digunakan sebagai bahan baku industri polyester. Polyester yang merupakan
senyawa polimer jenisthermoplasticini digunakan sebagai bahan baku industri
tekstil dan plastik. Disamping dapat dibuat serat yang kemudian dipintal
menjadi benang, juga bisa dibuat langsung menjadi benang filament untuk
produk tekstil.
Polyesterini dapat juga dibentuk (dicetak) sebagai bahan molding seperti pada
pembuatan botol plastik. EG yang mempunyai kandungan besi dan klorida
tinggi digunakan sebagai kapasitor karena tekanan uapnya rendah, tidak korosif
4
Produk samping Di-ethylene glycol (DEG) digunakan sebagai resin organik
sintesis, pendingin refrigator, industri unsaturated polyester resin (UPR),
minyak rem, solven industri, dan sebagai bahan peledak. Tri-ethylene glycol
(TEG) digunakan sebagai pelarut karena mempunyai titik didih tinggi, sebagai
sterilisasi pada tekanan atmosfer, sebagai medium untuk heat transfer,
pengeringan gas alam dan pembersihan bahan kimia(Naveed, 2005 @docstoc.com).
1.3 Kapasitas Rancangan
Kapasitas produksi dari pabrik akan mempengaruhi perhitungan teknis maupun
ekonomis dalam perancangan pabrik. Semakin besar kapasitas produksi maka
kemungkinan keuntungan juga akan semakin besar. Faktor-faktor yang harus
dipertimbangkan dalam menentukan kapasitas produksi antara lain :
1. Kebutuhan pasar
2. Ketersediaan bahan baku
3. Kapasitas minimum pabrik
1.3.1 Kebutuhan Pasar
Ethylene glycol merupakan bahan baku utama untuk pembuatan serat
polyester. Kebutuhan ethylene glycol di Indonesia selama ini terus
mengalami peningkatan. Pemenuhan kebutuhanethylene glycoldalam negeri
sampai saat ini dengan melakukan impor dari beberapa negara seperti Arab
Saudi, Singapura, Kuwait, Kanada dan India dan beberapa negara lainnya.
5
Polychem Indonesia Tbk. dengan kapasitas produksi 210.000 ton per tahun,
sehingga belum bisa memenuhi seluruh kebutuhan ethylene glycol dalam
negeri. Perkembangan imporethylene glycol di Indonesia dapat dilihat pada
tabel 1.1.
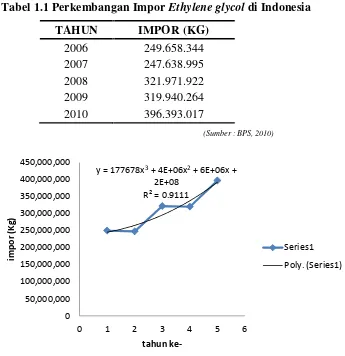
Tabel 1.1 Perkembangan ImporEthylene glycol di Indonesia
TAHUN IMPOR (KG)
2006 249.658.344
2007 247.638.995
2008 321.971.922
2009 319.940.264
2010 396.393.017
(Sumber : BPS, 2010)
Gambar 1.1 Prediksi Kenaikkan Jumlah ImporEthylene glycol
Di Indonesia
Prediksi kenaikan imporethylene glycoldi Indonesia menggunakan
persamaan, y = 17767x3+ 4E+06x2+ 6E+06x + 2E+08, dengan x = tahun ke-. Berdasarkan data diatas, diambil sampai tahun 2016 atau tahun ke-11,
y = 177678x3+ 4E+06x2+ 6E+06x +
2E+08 R² = 0.9111
0 50,000,000 100,000,000 150,000,000 200,000,000 250,000,000 300,000,000 350,000,000 400,000,000 450,000,000
0 1 2 3 4 5 6
6
sehingga jumlah impor pada tahun 2016 yaitu tahun ke-11 dapat di
perkirakan dengan memasukkan nilai x = 11, sehingga diperoleh jumlah
impor sebesar 753.837 ton.
1.3.2 Ketersediaan Bahan Baku
Bahan baku pembuatanethylene glycoladalahethylene oxidedan air. Pabrik
ethylene oxidehingga saat ini belum terdapat di Indonesia sehingga ethylene
oxide diperoleh melalui impor dari negara China. Pabrik-pabrik penghasil
ethylene oxide di China yaitu Sinopec Zhenhai Refining & Chemical
Company (ZRCC), Sinopec Shanghai Petrochemical Company Limited
(SPC), Sinopec Yangzi Petrochemical Company Limited (SPC), CNOOC
and Shell Petrochemicals Company Limited (CSPC) dll.
Kebutuhan bahan baku air dapat dipenuhi melalui pengolahan air sungai, air
sumur artesis maupun air laut. Untuk wilayah Indonesia, ketersediaan air
baku tersebut dapat dengan mudah dipenuhi dalam jumlah besar dan
kontinyu.
1.3.3 Kapasitas pabrik minimum
Kapasitas pabrik ethylene glycol yang sudah beroperasi memiliki kapasitas
210.000 ton/tahun, pabrik ini dibagi menjadi dua plant, dimana plant
pertama dengan kapasitas produksi 120.000 ton per tahun dan plant kedua
7
sebesar 753.837 ton. Untuk mengurangi impor maka digunakan kapasitas
minimal 11,94% dari 753.837 ton sehingga kapasitas pabrik sebesar 90.000
ton/tahun layak didirikan untuk memenuhi kebutuhan dalam negeri dan
mengurangi ketergantungan impor.
1.4 LOKASI PABRIK
Penentuan lokasi pabrik sangat penting dalam menentukan keberhasilan dan
kelangsungan produksi suatu pabrik. Ada beberapa alternatif lokasi yang dapat
dipilih antara lain Purwakarta, Cilegon, dan Tangerang. Dari ketiga alternatif di
atas, maka lokasi pabrikethylene glycolditetapkan di Krakatau Industrial Estate
Cilegon (KIEC) propinsi Banten, dengan alasan sebagai berikut :
1.4.1 Pemasaran Produk
Untuk pemasaran produk perlu diperhatikan letak pabrik dengan pasar yang
membutuhkan produk tersebut guna menekan biaya pendistribusian ke lokasi
pasar dan waktu pengiriman. Produk ethylene glycol jenis polyester grade
ditujukan terutama untuk memenuhi kebutuhan dalam negeri.
Pabrik-pabrik yang memanfaatkan EG sebagai bahan bakunya antara lain
pabrik Polyester staple fiber (PSF), Polyester filamint yarn (PFY), dan
Polyester terephtalat resin (PET) untuk membuat plastik, terutama botol dan
film. EG juga digunakan sebagai bahan baku Nylon filament yarn (NFY),
8
samping Diethylene glycol (DEG) dimanfaatkan di industri Unsaturated
polyester resin (UPR), minyak rem, dan industri solvent. Sedangkan produk
samping Tri-ethyleneglycol (TEG) dipakai untuk pengeringan gas alam dan
pembersihan bahan kimia.
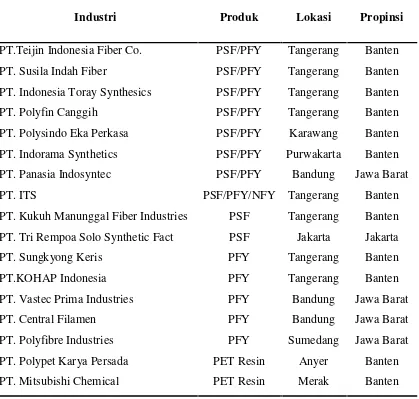
Table 1.2 berikut menyajikan konsumen ethylene glycol Indonesia Tahun
2008.
Tabel 1.2 KonsumenEthylene glycolIndonesia Tahun 2008
Industri Produk Lokasi Propinsi
PT.Teijin Indonesia Fiber Co. PSF/PFY Tangerang Banten
PT. Susila Indah Fiber PSF/PFY Tangerang Banten
PT. Indonesia Toray Synthesics PSF/PFY Tangerang Banten
PT. Polyfin Canggih PSF/PFY Tangerang Banten
PT. Polysindo Eka Perkasa PSF/PFY Karawang Banten
PT. Indorama Synthetics PSF/PFY Purwakarta Banten
PT. Panasia Indosyntec PSF/PFY Bandung Jawa Barat
PT. ITS PSF/PFY/NFY Tangerang Banten
PT. Kukuh Manunggal Fiber Industries PSF Tangerang Banten
PT. Tri Rempoa Solo Synthetic Fact PSF Jakarta Jakarta
PT. Sungkyong Keris PFY Tangerang Banten
PT.KOHAP Indonesia PFY Tangerang Banten
PT. Vastec Prima Industries PFY Bandung Jawa Barat
PT. Central Filamen PFY Bandung Jawa Barat
PT. Polyfibre Industries PFY Sumedang Jawa Barat
PT. Polypet Karya Persada PET Resin Anyer Banten
9
Lanjutan Tabel 1.2 KonsumenEthylene glycolIndonesia Tahun 2008
Industri Produk Lokasi Propinsi
PT. Petnesia Resindo PET Resin Tangerang Banten
PT. INDORAMA SYNTHETIC PET Resin Purwakarta Jawa Barat
PT. Filamendo NFY Tangerang Banten
PT. Shinta Nylon Utama NFY Bekasi Jawa Barat
PT. Indaci NFY Purwakarta Jawa Barat
(Sumber : CIC No.421, 2008 dalam Basri, 2010)
Berdasarkan Tabel 1.2 terlihat bahwa sebagian besar industri yang
menggunakan ethylene glycol sebagai bahan baku utamanya berada di
Propinsi Banten. Sehingga Cilegon merupakan daerah yang sangat
menguntungkan untuk pemasaran produk.
1.4.2 Penyediaan Bahan Baku
Sumber bahan baku merupakan faktor yang paling penting dalam pemilihan
lokasi pabrik terutama pada pabrik yang mengkonsumsi bahan baku yang
sangat besar. Hal ini dapat mengurangi biaya transportasi dan penyimpanan
sehingga perlu diperhatikan harga bahan baku, jarak dari sumber bahan baku,
biaya transportasi, ketersediaan bahan baku yang berkesinambungan dan
penyimpanannya. Apabila bahan baku didapatkan dengan cara mengimpor
maka yang harus diperhatikan adalah jarak pabrik ke pelabuhan.
Bahan baku pembuatan ethylene glycol adalah ethylene oxide dan air. Bahan
10
Cina . Jarak antara pelabuhan Internasional Bojonegara dan kawasan industri
KIEC relatif dekat ± 6 km. Sedangkan bahan baku air proses diperoleh dari
sungai Cidanau Cilegon.
1.4.3 Sarana Transportasi
Sarana transportasi diperlukan dalam mengangkut bahan baku dan pemasaran
produk. Krakatau Industrial Estate Cilegon (KIEC) dekat dengan pelabuhan
Internasional Bojonegara (6 km) yang mempermudah penerimaan bahan baku.
Selain itu kawasan tersebut juga dekat dengan sarana dan prasarana
transportasi seperti jalan tol Jakarta-Merak, Bandara Soekarno-Hatta dan
sarana pengangkutan dengan kereta api. Hal ini akan memberikan kemudahan
dalam pengiriman produk, operasional administrasi dan pengelolaan
manajemen perusahaan.
1.4.4 Utilitas
Kebutuhan air baku dapat dipenuhi dari Sungai Cidanau dan PT Krakatau
Tirta Industri yang mempunyai kapasitas 2.000 liter per detik (treatment
capacity).
Sedangkan sumber listrik dapat dipenuhi dari PT Krakatau Daya Listrik,
disamping itu energi listrik juga dapat diproduksi sendiri menggunakan Diesel
11
1.4.5 Kebijaksanaan pemerintah
Sesuai dengan kebijakan pengembangan industri, Pemerintah telah
menetapkan daerah Cilegon sebagai kawasan industri yang terbuka bagi
investor asing. Pemerintah sebagai fasilitator telah memberikan
kemudahan-kemudahan dalam perizinan, pajak dan hal-hal lain yang menyangkut teknis
pelaksanaan pendirian suatu pabrik.
1.4.6 Kondisi tanah dan daerah
Kondisi tanah yang relatif masih luas dan merupakan tanah datar sangat
menguntungkan. Selain itu, Kota Cilegon merupakan salah satu kawasan
industri di Indonesia sehingga pengaturan dan penanggulangan mengenai
II. DESKRIPSI PROSES
2.1 Macam–Macam Proses
1. Proses Formaldehid Du Pont
Tahap-tahap reaksi formaldehid Du-Pont untuk memproduksi MEG sebagai
berikut :
CH2O + CO + H2O HOCH2COOH
700 atm
HOCH2COOH + CH3OH HOCH2COOCH3 + H2O
HOCH2COOCH3 + 2H2
,
HOCH2CH2OH + CH3OH
Pada pembuatan EG dengan proses ini, formaldehid direaksikan dengan karbon
monoksida dengan air pada suhu 200 oC dan tekanan 700 atm untuk menghasilkan asam glikolat. Asam glikolat ini diesterifikasi dengan methanol
atau propanol dengan produk alkyl glikolat, dan dihidrogenasi pada fase uap
pada suhu 200oC dan tekanan 30 atm dengan menggunakan katalis kromat yang akan menghasilkan EG dan alcohol dengan yield ethylene glycol 75 %. (Naveed,
13
2. Proses Hidrasi melalui Ethylene Karbonat
Dengan metode ini, Ethylene Glikol (EG) dapat dibuat dari hidrasi EO melalui
perantara Ethylene Karbonat.
CH2OCH2 + CO2
Ethylene Oksida Ethylene Karbonat
Ethylene Karbonat Ethylene Glikol
Pada tahap pertama proses ini, EO direaksikan dengan CO2 yang akan
membentuk ethylene karbonat (temperatur 80–120 °C dan tekanan 51,32 atm
(5.2 MPa). Ethylene karbonat ini dihidrasi dalam fase cair pada tekanan 14,5 atm
dan temperatur 150 oC sehingga terbentuklah ethylene glycol (EG) dengan selektivitas 99 %. EG yang terlarut dipisahkan dari zat-zat lain yang akan
direcycle ke reaksi hidrolisa. Proses ini digunakan pada tahun 1970an dan
sekarang sudah tidak digunakan lagi.(Naveed, 2005 @docstoc.com)
3. ProsesHydolysis Ethylene Oxide
Proseshydolysis ethylene oxide adalah proses pembuatan ethylene glycol dengan
mereaksikan air dan ethylene oxide dalam reaktor fixed bed catalytic
non-adiabatik isothermal. Ethylene oxide murni atau campuran air dengan ethylene
oxide (keduanya dalam fasa cair), digabungkan dengan air recycle dengan
perbandingan molethylene oxidedengan air 1 : 5, dikondisikan hingga mencapai HOCH2CH2OH + CO2
C=O + H2O H2C-O
H2C-O
C=O H2C-O
14
kondisi reaksi dalam reaktor yaitu temperature 84,850C dan tekanan 11 atm dengan yield 95–96 % .
C H ( )+ ( ) , ; ( ) ( ) ... (1)
ethylene oxide air mono-ethylene glycol
Dengan Reaksi Samping
• Reaksi pembentukandi-ethylene glycol
C H ( )+ ( ) ( )
, ;
( ) ( ) ……...……….(2)
di-ethylene glycol
• Reaksi pembentukantri-ethylene glycol
C H ( )+ ( ) ( ) , ; ( ) ( ) ………(3)
tri-ethylene glycol
Selektifitas dari reaksi utama mencapai 90%, dan reaksi samping pembentukan
di-ethylene glycoldantri-ethylene glycolmasing-masing 9% dan 1%.(Weissermel, 1997)
2.2 Pemilihan Proses
Dalam pemilihan proses mempertimbangkan beberapa faktor seperti kondisi
operasi, jumlah reaksi, panas reaksi pembentukan dan energy bebas gibbs pada
15
Pemilihan proses meninjau dari panas reaksi pembentukan pada keadaan standar
Data dari : Chem-Cad
diperoleh :
Δ Hf pada 25oC :
Δ HfCH2O = -108,57 kJ/mol
Δ HfCO = -110,525 kJ/mol
Δ HfH2O = -241,818 kJ/mol
Δ HfC2H4O3 = -585,05 kJ/mol
Δ HfCH4O = -200,94 kJ/mol
Δ HfC3H6O3 = -465,9 kJ/mol Δ HfC2H6O2 = -392,201 kJ/mol Δ HfC2H4O = -52,6302 kJ/mol Δ HfCO2 = -393,52 kJ/mol Δ HfC3H4O3 = -506,9 kJ/mol
Ditinjau dari (energi bebas gibbs) :
=
Data : = -109,9 kj/mol
= -137,16 kj/mol
= -228,59 kj/mol
= -506,89 kj/mol
= -162,32 kj/mol
= -337,2 kj/mol
= -301,801 kj/mol
= -13,2301 kj/mol
16
= -410 kj/mol
1. Proses Du-Pont
Reaksi :
CH2O + CO + H2O HOCH2COOH
HOCH2COOH + CH3OH HOCH2COOCH3 + H2O HOCH2COOCH3 + 2H2 HOCH2CH2OH + CH3OH
Δ Hr (25 C) = Δ Hf produk-Δ Hf reaktan
Δ Hr-1 = (Δ HfC2H4O3)-(Δ HfCH2O +Δ HfCO +Δ HfH2O )
= (-585,05)–(-241,818-110,525-108,57)
= -585,05–(-460,913)
= -124,137 kj/mol
Δ Hr-2 =(Δ HfC3H6O3+Δ HfH2O)-(Δ HfC2H4O3+Δ HfCH3OH )
= (-465,9-241,818)–(-200,94-585,05)
= -707,718-(-785,99)
= 78,272 kj/mol
Δ Hr-3 =(Δ HfC2H6O2+Δ HfCH3OH)-(Δ HfC3H6O3)
= (-392,201-2004,94)–(-465,9)
= -127,241 kj/mol
∆Η298 =Δ Hr-1+Δ Hr-2+Δ Hr-3
= -124,137 + 78,272 + (-127,241)
17
=
Reaksi-1 = -506,89–(-228,59-137,16-109,9)
= -31,24 kj/mol
Reaksi-2 = (-228,59-337,2)–(-506,89-162,32)
= 103,42 kj/mol
Reaksi-3 = (-162,32-301,801)–(-337,2)
= -126,921 kj/mol
total = -54,741 kj/mol
2. Proses Hidrasi melalui Ethylene Karbonat
Reaksi :
CH2OCH2 + CO2
Δ Hr (25 C) = Δ Hf produk-Δ Hf reaktan
Δ Hr-1 = (Δ HfC3H4O3)-(Δ HfC2H4O +Δ HfCO2) = - 506,9–(-393,52-52,6303)
= - 60,7497 kj/mol
Δ Hr-2 = (Δ HfC2H6O2+Δ HfCO2)-(Δ HfC3H4O3+Δ HfH2O ) = (-392,201-393,52)–(-241,818-506,9)
= -785,721–(-748,718)
= -37,003 kj/mol
HOCH2CH2OH + CO2 C=O + H2O
H2C-O H2C-O
C=O H2C-O
18
∆Η298 = Δ Hr-1+Δ Hr-2 = - 60,7497 - 37,003
= -97,7527 kj/mol
=
Reaksi-1 = -410–(-394,41-13,2301)
= -2,3599 kj/mol
Reaksi-2 = (- 394,41-301,801)–(-228,59-410)
= -57,621 kj/mol
total = -59,9809 kj/mol
3. ProsesHydolysis Ethylene Oxide
Reaksi :
C H ( )+ ( ) ( ) ( )
Δ Hr (250C) = Δ Hf produk-Δ Hf reaktan
Δ Hrx =(Δ HfC2H6O2)-(Δ HfC2H4O +Δ HfH2O ) = (-392,201)–(-52,6302-241,818)
= -97,7528 kj/mol
=
= (- 301,801)–(-228,59-13,2301)
19
No KETERANGAN PROSES 1 PROSES 2 PROSES 3
1 Kondisi Operasi 700 atm, 200oC 14,5 atm,150oC 11 atm, 84,85oC 2 Jenis Reaktor Fixed bed Fixed bed Fixed bed
3 Bahan baku Formaldehid,
CO,H2O dan
methanol
Ethylene oksida,
CO2dan H2O
Ethylene oksida
dan air
4 ∆Η298 -173,106 kj/mol -97,7527 kj/mol -97,7528 kj/mol
5 Jumlah Reaktor 3 2 1
6 Katalis Cromat tellurium Amberjet4200
7 -54,741 kj/mol -59,9809 kj/mol -59,9809 kj/mol
Berdasarkan dari tabel diatas maka dipilihlah proses 3 untuk pendirian pabrik ini.
Hal ini dikarenakan kondisi operasi tekanan dan temperatur yang rendah sehingga
penanganannya mudah, bahan baku yang digunakan sedikit sehingga menghemat
biaya pembelian bahan baku, jumlah reactor yang di gunakan satu, menggunakan
katalis, reaksi spontan dikarenakan nilai = 59,9809 kj/mol, dan sifat
reaksi eksotermis dengan nilai = 97,7528kj/mol.
2.3 DIAGRAM ALIR PROSES
2.3.1 Langkah Proses
Ethyleneglycoldari reaksi hidrasi air dan ethylene oksida dapat dibagi menjadi
tiga tahapan proses :
a. Tahap penyiapan bahan baku
b. Tahap reaksi hidrasi
c. Tahap pemisahan produk
20
a. Tahap Penyiapan Bahan Baku
Tahap penyiapan bahan baku bertujuan untuk mengkondisikan umpan agar
sesuai kondisi reaktor, yaitu suhu reaktan masuk reaktor 84,85 oC dan tekanan reaktor 11 atm.
• Ethylene oksida (EO)
Bahan baku ethylene oksida diambil dari tangki penyimpanan (ST-101) pada
kondisi cair dingin, dengan tekanan tangki 2,5 atm dan suhu 30oC. Ethylene oksida dengan kemurnian 99,9% berat dialirkan dengan pompa sentrifugal
P-101 menuju mix point (MP-1).
• Air
Bahan baku air diambil dari tangki penyimpanan air di unit utilitas yang telah
diolah sesuai dengan spesifikasi yang diinginkan pada fase cair, suhu 30oC dan tekanan 1 atm dialirkan dan di naikkan tekanan hingga 2,5 atm
menggunakan pompa sentrifugal P-102 menuju mix point (MP-1). Ethylene
oxidedan air masuk mix point dengan perbandingan air : ethylene oxida= 5 :
1. Selanjutnya campuran reaktan dari mix point pada kondisi cair dengan
suhu 73,7267 oC dan tekanan 2,5 atm dilewatkan pada HE-101 dengan menggunakan steam sebagai fluida panasnya. Campuran reaktan keluar
21
b. Tahap Reaksi Hidrolisis
Tahap ini bertujuan untuk mereaksikan ethylene oxide cair dan H2O cair dalam
reactor plug flow reaktor. Reaksi hidrasi menghasilkan produk utama
mono-ethyleneglycol, dan produk samping diethyleneglycol dan triethyleneglycol. Di
dalam reaktor, reaksi terjadi pada fase cair dengan suhu 84,85 oC dan tekanan 11 atm.
Reaksi berlangsung secara non-adiabatis isothermal, sehingga reaktor memerlukan
Pendingin untuk menjaga agar temperatur tetap selama berlangsungnya reaksi.
Kondisi suhu dan tekanan reaktor ditetapkan untuk menjaga agar fase reaktan dan
produk dalam keadaan cair. Cairan produk reaktor dan reaktan sisa keluar reaktor
pada suhu 84,85oC.
Aliran produk keluar dari reaktor masih mengandung sisa reaktan sehingga perlu
dilakukan pemurnian untuk memisahkan sisa ethylene oksida, pemekatan larutan
produk dan pemisahan produk utama dari produk samping.
c. Tahap Pemurnian Produk
Tahap ini dimaksudkan untuk :
• Memekatkan dan memisahkan larutan produk reaktor dengan cara
menguapkan air berlebih dalam larutan tersebut. Pemisahan ini dilakukan
22
• Memisahkan larutan produk yang telah di pekatkan tadi dari ethylene oxide
dan sisa air yang tidak bereaksi dengan menggunakan kolom distilasi I
(DC-301)
• Memisahkan produk mono-ethyleneglycol dari produk samping
diethyleneglycol dantriethyleneglycol secara destilasi pada kolom destilasi II
(DC-302).
• Memisahkan produk samping diethyleneglycol dari triethyleneglycol secara
III. SPESIFIKASI BAHAN DAN PRODUK
3.1 Bahan Baku
1. Air
Sifat Fisis
Berat molekul : 18,015 gr/mol
Titik leleh (1 atm) : 0oC
Titik didih (1 atm) : 100oC
Temperatur kritis : 374,1oC
Tekanan kritis : 217,67 atm
Volume kritis : 55,9 ml/mol
Densitas pada 30oC : 0,995 gr/ml
Panas pembentukan standar : -68,27 kkal/mol
Sifat Kimia
1. Dengan CO (karbon monoksida) bereaksi membentuk asam formiat
24
2. Dengan metil format membentuk asam formiat dan metanol
HCOOCH3+ H2O → HCOOH + CH3OH (reaksi 1.21)
(Perry’s, 1999)
2. Ethylene Oksida (EO)
Sifat Fisis
- Berat molekul : 44,05 gr/mol
- Titik didih pada 760 mmHg : 10,4oC
- Titik beku : -112,5oC
- Tekanan uap pada 20oC : 1.095 mmHg - Viskositas pada 20oC : 0,26 cp
- Indeks bias nD : 1,3597
- Densitas pada 20oC : 0,8697 g/ml - Panas penguapan pada 10,4oC : 6,1 kkal/g.mol - Temperature kritis : 195,8oC
- Tekanan kritis : 71 atm
(Kirk Othmer, Vol 9)
Sifat Kimia
Reaksi dengan air
Reaksi Ethylene oksida dengan air akan menghasilkan ethylene glikol
kemudian bereaksi dengan produk tersebut menghasilkan di- dan tri-ethylene
glikol.
H2C CH2+ HOH CH2OH-CH2OH (reaksi 1.22)
25
C2H4O + C2H4(OH)2 C4H8O(OH)2 (reaksi 1.23) di-ethylene glikol
C2H4O + C4H8O(OH)2 C6H12O2(OH)2 (reaksi 1.24) tri-ethylene glikol
Reaksi dengan alkohol
Reaksi Ethylene oksida dengan alkohol akan menghasilkan monoethylene
glikol eter kemudian bereaksi dengan produk tersebut menghasilkan di- dan
tri-ethylene glikol eter.
H2C CH2+ ROH ROCH2-CH2OH (reaksi 1.25)
O monoethylene glikol eter
H2C CH2+ R(OCH2)2H RO(CH2CH2)2OH (reaksi 1.26)
O diethylene glikol eter
Reaksi dengan ammonia
Reaksi ethylene oksida dengan alkohol akan menghasilkan campuran
mono-, di-, dan tri-ethanol amina.
H2C CH2 + NH3 H2N-CH2-CH2OH (reaksi 1.27)
O monoethanol amina
H2N(CH2)2OH + H2C CH2 (reaksi 1.28) O
(CH2)2OH HN
(CH2)2OH
26
+ (reaksi 1.29)
(Mc. Ketta, 1984 dalam Basri, 2010) 1.4.3.2. Produk
1. Monoethylene Glikol
Sifat fisis
BM : 62,07 gr/mol
Titik didih, 760 mmHg : 197,6oC
Titik beku : -13oC
Density : 1,11336 gr/ml
Panas penguapan, 760 mmHg : 202 kkal/kg
Panas pembakaran : -283,1 kkal/mol
Tegangan permukaan, 20oC : 48,4 dyne/cm
Viskositas, 20oC : 19,83 cp
Temperature kritis : 446,7oC
Tekanan kritis : 76,09 atm
Sifat kimia
1. Eter dari monoethylene glikol dapat membentuk ester
ROC2H4OH + R’COOH ROC2H4OOCR’ + H2O (reaksi 1.30) 2. Dapat mengalami oksidasi membentuk glioksal
C2H4(OH)2+ O2 CH2O2+2H2O (reaksi 1.31)
(Mc. Ketta, 1984 dalam Basri,2010) H2C CH2
O
(CH2)2OH N− (CH2)2OH (CH2)2OH Tri-ethanol amina (CH2)2OH
HN
(CH2)2OH
27
2. Diethylene Glikol
Sifat fisis
Berat molekul : 106,12 gr/mol
Titik didih, 760 mmHg : 245,8oC
Titik beku : -6,5oC
Flash point : 280oC
Viskositas pada 20oC : 36 cp
Panas penguapan, 760 mmHg : 129 kkal/kg
Panas pembakaran pada 20oC : -2.154,82 kj/gmol
Temperature kritis : 406,85oC
Tekanan kritis : 45,4478 atm
Sifat kimia
1. Diethylene glikol terkondensasi dengan amina primer membentuk struktur
siklis seperti metil amina.
C4H8O(OH)2 + CH3NH2 (reaksi 1.32)
2. Diethylene glikol bereaksi dengan ethyleneoxide menghasilkan triethylene
glikol.
C4H8O(OH)2+ C2H4O C6H12O2(OH)2 (reaksi 1.33)
(Mc. Ketta, 1984 dalam Basri, 2010) CH2 CH2
O NCH3
28
3. Triethylene Glikol
Sifat fisis
Berat Molekul : 150,17 gr/mol
Titik didih, 760 mmHg : 288oC
Titik beku : - 4.3oC
Flash point : 342oC
Viskositas pada 20oC : 49 cp
Panas penguapan, 760 mmHg : 97 kkal/kg
Panas pembakaran pada 25oC : -3,500 kj/gmol
Temperature kritis : 440oC
Tekanan kritis : 32.6997 atm
Sifat Kimia
Reaksi triethylene glikol dengan ethylene oksida menghasilkan
tetraethylene glikol.
C6H12O2(OH)2+ C2H4O C8H16O3(OH)2 (reaksi 1.34)
126
IX. INVESTASI DAN EVALUASI EKONOMI
Suatu pabrik layak didirikan jika telah memenuhi beberapa syarat antara lain
keamanan terjamin dan dapat mendatangkan keuntungan. Investasi pabrik
merupakan dana atau modal yang dibutuhkan untuk membangun sebuah pabrik
yang siap beroperasi termasuk untukstart updan modal kerja. Suatu pabrik yang
didirikan tidak hanya berorientasi pada perolehanprofit, tapi juga berorientasi
pada pengembalian modal yang dapat diketahui dengan melakukan uji kelayakan
ekonomi pabrik.
9.1 Investasi
Investasi total pabrik merupakan jumlah dariFixed Capital Investment,
Working Capital Investment,Manufacturing CostdanGeneral Expenses.
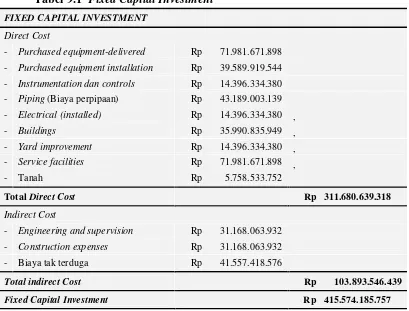
1. Fixed Capital Investment(Modal Tetap)
Fixed Capital Investmentmerupakan biaya yang diperlukan untuk
mendirikan fasilitas-fasilitas pabrik secara fisik. FCI terdiri dari biaya
langsung (Direct Cost) dan biaya tidak langsung (Indirect Cost).Fixed
capital investmentpada prarancangan pabrikEthylene glycolditunjukkan
127
Tabel 9.1 Fixed Capital Investment
FIXED CAPITAL INVESTMENT
Direct Cost
- Purchased equipment-delivered Rp 71.981.671.898
- Purchased equipment installation Rp 39.589.919.544
- Instrumentation dan controls Rp 14.396.334.380
- Piping(Biaya perpipaan) Rp 43.189.003.139
- Electrical (installed) Rp 14.396.334.380 ,
- Buildings Rp 35.990.835.949 ,
- Yard improvement Rp 14.396.334.380 ,
- Service facilities Rp 71.981.671.898 ,
- Tanah Rp 5.758.533.752
TotalDirect Cost Rp 311.680.639.318
Indirect Cost
- Engineering and supervision Rp 31.168.063.932
- Construction expenses Rp 31.168.063.932
- Biaya tak terduga Rp 41.557.418.576
Total indirect Cost Rp 103.893.546.439
Fixed Capital Investment Rp 415.574.185.757
2. Working Capital Investment(Modal Kerja)
WCI industri terdiri dari jumlah total uang yang diinvestasikan untuk stok
bahan baku dan persediaan; stok produk akhir dan produk semi akhir
dalam proses yang sedang dibuat; uang diterima (account receivable);
uang tunai untuk pembayaran bulanan biaya operasi, seperti gaji, upah,
dan bahan baku; uang terbayar (account payable); dan pajak terbayar
(taxes payable). WCI untuk prarancangan pabrikethylene glycoladalah
128
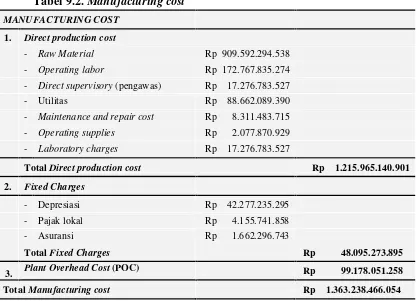
3. Manufacturing Cost(Biaya Produksi)
Modal digunakan untuk biaya produksi, yang terbagi menjadi tiga macam
yaitu biaya produksi langsung, biaya tetap dan biaya tidak langsung.
Biaya produksi langsung adalah biaya yang digunakan untuk pembiayaan
langsung suatu proses, seperti bahan baku, buruh dan supervisor,
perawatan dan lain-lain. Biaya tetap adalah biaya yang tetap dikeluarkan
baik pada saat pabrik berproduksi maupun tidak, biaya ini meliputi
depresiasi, pajak dan asuransi dan sewa. Biaya tidak langsung adalah biaya
yang dikeluarkan untuk mendanai hal-hal yang secara tidak langsung
[image:47.595.116.533.381.682.2]membantu proses produksi.
Tabel 9.2.Manufacturing cost
MANUFACTURING COST
1. Direct production cost
- Raw Material Rp 909.592.294.538
- Operating labor Rp 172.767.835.274
- Direct supervisory(pengawas) Rp 17.276.783.527
- Utilitas Rp 88.662.089.390
- Maintenance and repair cost Rp 8.311.483.715
- Operating supplies Rp 2.077.870.929
- Laboratory charges Rp 17.276.783.527
TotalDirect production cost Rp 1.215.965.140.901
2. Fixed Charges
- Depresiasi Rp 42.277.235.295 - Pajak lokal Rp 4.155.741.858 - Asuransi Rp 1.662.296.743
TotalFixed Charges Rp 48.095.273.895
3. Plant Overhead Cost(POC) Rp 99.178.051.258
129
4. General Expenses(Biaya Umum)
Selain biaya produksi, ada juga biaya umum yang meliputi administrasi,
sales expenses, penelitian danfinance. Besarnyageneral expensespabrik
ethylene glycolditunjukkan pada Tabel 9.3.
Tabel 9.3.General Expenses GENERAL EXPENSES
1. Administrative cost Rp 9.126.000.000
2. Distribution and Selling Cost Rp 28.794.639.212
3. Research and Development Cost Rp 28.794.639.212
4. Financing (Interest) Rp 9.778.216.135
TotalGeneral Expenses Rp 76.493.494.560
5. Total Production Cost(TPC)
TPC =Manufacturing Cost + General Expenses
= Rp 1.439.731.960.614
9.2 Evaluasi Ekonomi
Evaluasi atau uji kelayakan ekonomi pabrikethylene glycoldilakukan dengan
menghitungretsurn on investment(ROI),payout time(POT),break even point
(BEP),shut down point(SDP), dancash flowpabrik yang dihitung dengan
menggunakan metodediscounted cash flow(DCF).
1. Return On Investment(ROI)
Return On Investmentmerupakan perkiraan keuntungan yang dapat
diperoleh per tahun didasarkan pada kecepatan pengembalian modal tetap
yang diinvestasikan (Timmerhaus, hal 298). Laba pabrik sebelum pajak
adalah Rp 332.236.673.817 dan laba setelah pajak Rp. 265.789.339.054
Pada perhitungan ROI, laba yang diperoleh adalah laba setelah pajak. Nilai
130
2. Pay Out Time(POT)
Pay out timemerupakan waktu minimum teoritis yang dibutuhkan untuk
pengembalian modal tetap yang diinvestasikan atas dasar keuntungan
setiap tahun setelah ditambah dengan penyusutan dan dihitung dengan
menggunakan metode linier (Timmerhaus, hal 309). Waktu pengembalian
modal Pabrikethylene glycoladalah 1,3521 tahun. Angka ini
menunjukkan lamanya pabrik dapat mengembalikan modal dimulai sejak
pabrik beroperasi.
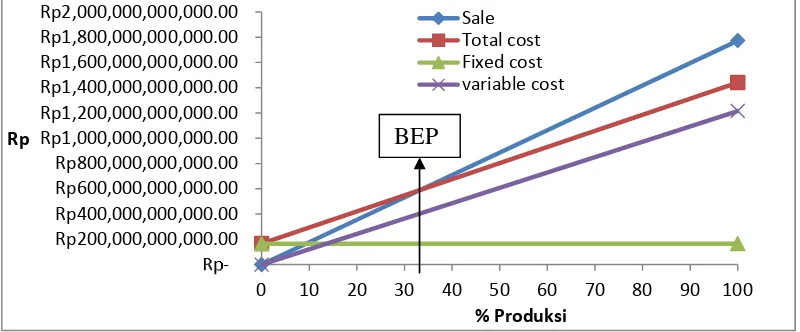
3. Break Even Point(BEP)
BEP adalah titik yang menunjukkan jumlah biaya produksi sama dengan
jumlah pendapatan. Nilai BEP pada prarancangan Pabrik ethylene glycol
ini adalah 33,33 %. Nilai BEP tersebut menunjukkan pada saat pabrik
beroperasi 33,33 % dari kapasitas maksimum pabrik 100 %, maka
pendapatan perusahaan yang masuk sama dengan biaya produksi yang
digunakan untuk menghasilkan produk sebesar 33,33 % tersebut.
4. Shut Down Point(SDP)
Shut down point adalah suatu titik dimana pada kondisi itu jika proses
dijalankan maka perusahaan tidak akan memperoleh laba tapi juga tidak
mengalami kerugian. Jika pabrik beroperasi pada kapasitas di bawah SDP
maka akan mengalami kerugian. Nilai SDP pada prarancangan Pabrik
131
mengalami kerugian jika beroperasi di bawah 23,68 % dari kapasitas
[image:50.595.114.514.142.308.2]produksi total.
Gambar 9.1. Grafik Analisis Ekonomi
9.3 Angsuran Pinjaman
Total pinjaman pada prarancangan pabrikethylene glycolini adalah 30 % dari
total investasi yaitu Rp 146.673.242.032. Angsuran pembayaran pinjaman tiap
tahun ditunjukkan pada TabelDiscounted Cash Flow.(Lampiran E)
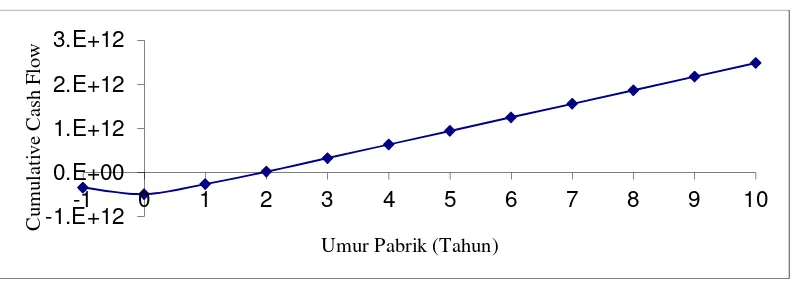
9.4Discounted Cash Flow(DCF)
Metodediscounted cash flowmerupakan analisis kelayakan ekonomi yang
berdasarkan aliran uang masuk selama masa usia ekonomi pabrik. Periode
pengembalian modal secaradiscounted cash flowditunjukkan pada Tabel E.11
dan Gambar 9.2.Payout timepabrikethylene glycoladalah 1,3521 tahun dan
internal rate of returnpabrikethylene glycoladalah 55,19 %. ✁
Rp200,000,000,000.00 Rp400,000,000,000.00 Rp600,000,000,000.00 Rp800,000,000,000.00 Rp1,000,000,000,000.00 Rp1,200,000,000,000.00 Rp1,400,000,000,000.00 Rp1,600,000,000,000.00 Rp1,800,000,000,000.00 Rp2,000,000,000,000.00
0 10 20 30 40 50 60 70 80 90 100
Rp
% Produksi
Sale Total cost Fixed cost variable cost
132
Gambar 9.2. KurvaCumulative Cash Flowmetode DCF
Hasil evaluasi atau uji kelayakan ekonomi pabrik ethylene glycol disajikan
dalam Tabel 9.4. berikut:
Tabel 9.4. Hasil Uji Kelayakan Ekonomi
No Analisa Kelayakan Persentase Batasan Keterangan 1. ROI 54,3636 % Min. 15 % Layak 2. POT 1,3521 Maks. 6,7 tahun Layak 3. BEP 33,33 % 30–60 % Layak 4. SDP 23,68 %
5. IRR 55,19 % Min. 15 % Layak
-1.E+12 0.E+00 1.E+12 2.E+12 3.E+12
-1 0 1 2 3 4 5 6 7 8 9 10
C
u
m
u
la
ti
v
e
C
ash
F
lo
w
[image:51.595.135.475.358.432.2]X. SIMPULAN DAN SARAN
10.1 Simpulan
Berdasarkan hasil analisis ekonomi yang telah dilakukan terhadap
Prarancangan Pabrik ethylene glycol dengan kapasitas 90.000 ton per tahun
dapat diambil kesimpulan sebagai berikut:
1. Percent Return on Investment(ROI) sesudah pajak sebesar 54,3636 %.
2. Pay Out Time(POT) sesudah pajak 1,3521 tahun.
3. Break Even Point (BEP) sebesar 33,33 % dan Shut Down Point (SDP)
sebesar 23,68 %, yakni batasan kapasitas produksi sehingga pabrik
harus berhenti berproduksi karena merugi.
4. Discounted Cash Flow Rate of Return (DCF) sebesar 55,19 %, lebih
besar dari suku bunga bank saat ini, sehingga investor akan lebih
memilih untuk menanamkan modalnya ke pabrik ini daripada ke bank
10.2 Saran
Berdasarkan pertimbangan hasil analisis ekonomi di atas, maka dapat
diambil kesimpulan bahwa pabrik ethylene glycol dengan kapasitas 90.000
ton per tahun layak untuk dikaji lebih lanjut dari segi proses maupun