BAB I
PENDAHULUAN
1.1 Latar Belakang
Peta pengendali (control chart) pertama kali diperkenalkan oleh Dr. Walter Andrew Shewhart dari Amerika Serikat tahun 1924 dengan maksud untuk menghilangkan variasi tidak normal melalui pemisahan variasi yang disebabkan oleh penyebab khusus dari variasi yang disebabkan oleh variasi umum. Peta pengendali merupakan salah satu perangkat yang digunakan untuk pengendalian proses statistika yang dapat membantu dalam menetapkan kemampuan proses dengan melakukan pengukuran terhadap variasi produk yang dihasilkan atau kualitas pelayanan sepanjang waktu. Secara grafis pengendalian proses statistika menyajikan variasi yang terjadi yang memungkinkan untuk menetapkan apakah sebuah proses di dalam kontrol (incontrol) atau berada di luar kontrol (out control). Batas kontrol atau garis pusat (control limit atau CL) yang meliputi batas atas (upper control limit atau UCL) dan batas bawah (lower control limit atau LCL) dapat membantu kita untuk menggambarkan performansi yang diharapkan dari suatu proses yang menunjukkan bahwa proses tersebut berada dalam pengendalian.
Dalam konteks pengendalian statistikal dikenali dua jenis data, yaitu Data Atribut dan data variabel. Data atribut adalah data kualitatif yang dapat dihitung untuk pencatatan dan analisis. Contoh dari data atribut karakteristik kualitas adalah: Ketiadaan label pada kemasan produk, banyaknya jenis cacat pada produk, dan lain-lain. Sedangkan data Variabel Data variabel merupakan data kuantitatif yang diukur untuk keperluan analisis. Contoh dari data variabel karakteristik kualitas adalah diameter pipa, ketebalan produk kayu lapis, berat semen dalam kantong, Banyaknya ukuran kertas dalam setiap rim, atau yang berupa ukuran.
1.2 Tujuan
Adapun tujuan dari makalah ini adalah :
1. Untuk mengetahui apa yang dimaksud dengan bagan kendali p 2. Untuk mengetahui bagaimana penggunaan dari bagan kendali p
3. Untuk mengetahui bagaimana cara penyelesaian soal menggunakan bagan kendali p
1.3 Manfaat
BAB II
PEMBAHASAN
2.1 Bagan Kendali ( Control Chart )
Control Chart adalah grafik yang digunakan untuk mengkaji perubahan proses dari waktu ke waktu. Merupakan salah satu alat dalam pengendalian prose secara statistical yang sering dikenal dengan SPC (Statistical Prosess Control). Pengelompokan jenis-jenis bagan kendali tergantung pada tipe datanya. Gaspersz (1998) menjelaskan bahwa dalam konteks pengendalian proses statistikal dikenal dua jenis data, yaitu :
1. Data Variabel, merupakan data kuantitatif yang diukur untuk keperluan analisis. Contoh dari data variable karakteristik kualitas adalah: diameter pipa, ketebalan produk kayu, berat semen dalam kantong, dan lain-lain.
2. Data Atribut, merupakan data kualitatif yang dapat dihitung untuk pencatatan dan analisa. Contoh dari data atribut karakteristik kualitas adalah ketiadaan label pada kemasan produk, kesalahan proses administrasi, banyaknya jenis cacat pada produk, banyaknya produk kayu lapis yang cacat karena Corelap, dan lain-lain.
Berdasarkan kedua tipe data tersebut, maka jenis-jenis peta kendali terbagi atas peta kendali untuk data variable dan Bagan kendali untuk data atribut. Beberapa peta kendali untuk data variable adalah Bagan kendali X-bar dan R, Bagan kendali individual X-bar dan MR, serta Bagan kendali X-bar dan S. Sedangkan Bagan kendali untuk data atribut adalah Bagan kendali p, Bagan kendali np, Bagan kendali c, dan Bagan kendali u.
2.2 Bagan Kendali p
penting dan harus dipahami oleh setiap pengguna peta kendali p. Ukuran sample pada peta kendali p dapat konstan ataupun bervariasi.
Pengendalian proporsi kesalahan (p chart) dan banyaknya kesalahan (np chart) digunakan untuk mengetahui apakah cacat produk yang dihasilkan masih dalam batas yang di syaratkan. Perbandingan antara banyaknya cacat dengan semua pengamatan, yaitu setiap produk yang diklasifikasikan sebagai “diterima” atau “ditolak” (yang diperhatikan banyaknya produk cacat). Peta pengendali proporsi digunakan bila kita memakai umuran cacat berupa proporsi produk cacat dalam setiap sampel yang diambil. Bila sampel yang diambil untuk setiap kali melakukan observasi jumlahnya sama maka dapat digunakan peta pengendali proporsi kesalahan maupun banyaknya kesalahan (np chart). Namun bula sampel yang di ambil bervariasi untuk setiap kali melakukan observasi berubah-ubah jumlahnya atau memang perusahaan tersebut akan melakukan 100% inspeksi maka harus menggunakan peta pengendali proporsi kesalahan (p chart).
2.3 Langkah – langkah Pembuatan Bagan Kendali p
Adapun langkah – langkah pembuatan peta kendali p (proporsi unit yang cacat) adalah sebagai berikut :
1. Menentukan ukuran contoh yang cukup besar dan mengumpulkannya 2. Hitung untuk setiap subgroup nilai proporsi unit yang cacat, yaitu :
^p = Di ni Dimana :
^p = Proporsi cacat pada subgroup ke-i
BKA = ´p - 3
√
´p(1− ´p) n5. Plot data proporsi unit cacat dan amati apakah data itu berada dalam pengendalian atau tidak.
6. Apabila data pengamatan menunjukan bahwa proses berada dalam pengendalian statistikal, gunakan peta kontrol p memantau proses terus menerus. Tetapi apabila data pengamatan menunjukan bahwa proses tidak berada dalam penegendalian statistikal, proses itu harus diperbaiki terlebih dahulu sebelum menggunakan peta kontrol itu untuk pengendalian proses terus menerus.
2.4 Contoh Soal
PT. Juggy Corporation, bermaksud untuk memantau banyaknya produk yang cacat ketika melakukan proses pembubutan pada tiang juggy punk. Dicatat banyaknya tiang juggy punk yang tidak memenuhi persyaratan yang diinginkan adalah seperti pada tabel. Pengamatan dilakukan selama 20 hari.
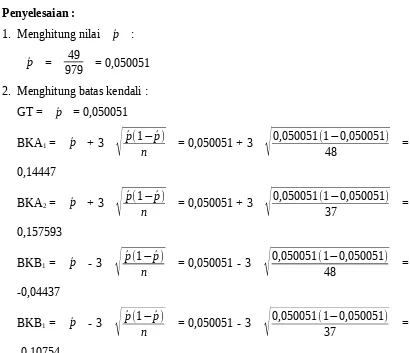
Penyelesaian :
17 0.138257 -0.08821
18 0.141651 -0.0916
19 0.1465 -0.09645
20 0.150989 -0.10094
Ʃ 2.889759 -1.83869
0.144488 -0.09193
Dari perhitungan di atas telah di didapatkan nilai BKA dan BKB untuk data tersebut yaitu :
BKA = 0,144488 BKB = -0,09193 = 0
Karena semua nilai BKB adalah minus, maka nilai BKB tersebut dianggap nol (0). 3. Setelah dilakukan analisis menggunakan software MINITAB 14, didapatkan
hasil bagan kendali sebagai berikut :
Berdasarkan hasil analisis tersebut dapat disimpilkan bahwa data tersebut berada pada batas kendali atau data tidak ada yang keluar dari batas kendali atas maupun bawah.
PENUTUP
3.1 Kesimpulan
Adapun kesimpulan yang dapat disimpulkan adalah sebagai berikut :
1. Peta kendali p digunakan untuk mengendalikan proporsi dari item-item yang tidak memenuhi syarat spesifikasi yang ditetapkan yang berarti dikategorikan cacat. Peta pengendali proporsi digunakan bila kita memakai umuran cacat berupa proporsi produk cacat dalam setiap sampel yang diambil. Bila sampel yang diambil untuk setiap kali melakukan observasi jumlahnya sama maka dapat digunakan peta pengendali proporsi kesalahan maupun banyaknya kesalahan (np chart). Namun bula sampel yang di ambil bervariasi untuk setiap kali melakukan observasi berubah-ubah jumlahnya atau memang perusahaan tersebut akan melakukan 100% inspeksi maka harus menggunakan peta pengendali proporsi kesalahan (p chart).
2. Berikut rumus yang digunakan dalam bagan kendali p : GT = ´p
BKA = ´p + 3
√
´p(1− ´p) n BKA = ´p - 3√
´p(1− ´p)n
3. Berdasarkan perhitungan manual maupun menggunakan software MINITAB 14, pada kasus sebelumnya terlihat bahwa data sudah berada pada batas kendali yang artinya data produk tersebut berada pada batas kendali atas maupun bawah.
3.2 Saran
DAFTAR PUSTAKA
www.google.com www.wikipedia.org
Tugas Kelompok II
STATISTIKA PENGENDALIAN KUALITAS
“Bagan Kendali P”
Oleh :
Mustika Ayu Lestari F3A211017 Eka Karangan F3A211011 Nining F3A211013 Awaludin F3A211010
PROGRAM STUDI D-III STATISTIKA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM UNIVERSITAS HALU OLEO
KATA PENGANTAR
Puji syukur atas kehadiran Allah SWT karena berkat rahmat dan petunjuk-Nya sehingga penulis dapat menyelesaikan tugas makalah dengan judul “STATISTIKA PENGENDALIAN KUALITAS”, yang mana makalah ini disususn bertujuan untuk memenuhi tugas kelompok Statistika Pengendalian Kualitas dalam menempuh Pendidikan di Perguruan Tinggi Universitas Halu Oleo jurusan Matematika, Program Studi D-III STATISTIKA.
Penulis menyadari sepenuhnya bahwa makalah ini jauh dari kesempurnaan dan masih banyak terdapat kekurangan dan keterbatasan dalam penyajian makalah ini, untuk itu penulis mengharapkan kritik dan saran yang membangun dari semua pembaca demi kesempurnaan makalah ini. Semoga makalah ini berguna dan dapat menambah pengetahuan pembaca.
Demikian makalah ini penulis susun, apabila ada kata- kata yang kurang berkenan dan banyak terdapat kekurangan, penulis mohon maaf yang sebesar-besarnya.
Kendari, 7 Pebruari 2014
DAFTAR ISI
KATA PENGANTAR ii
DAFTAR ISI iii BAB I PENDAHULUAN 1.1 Latar Belakang... 1
1.2 Tujuan………. 2
1.3 Manfaat………... 2
BAB II PEMBAHASAN 2.1 Bagan Kendali (Control Chart)………....… 3
2.2 Bagan Kendali P……….. 3
2.3 Langkah-langkah Pembuatan Bagan Kendali P……… 4
2.4 Contoh Kasus………. 5
BAB III PENUTUP 3.1 Kesimpulan……….. ……… 8