i
( SMAW ) TERHADAP KEKUATAN TARIK DAN MIKROSTRUKTUR Diajukan Guna Memenuhi Persyaratan Untuk Memperoleh Gelar Ahli Madya
Teknik Otomotif & Manufaktur
Politeknik Muhammadiyah Yogyakarta
Disusun oleh :
ARYAN BACHTIAR 20133020014
JURUSAN TEKNIK MESIN DAN MANUFAKTUR POLITEKNIK MUHAMMADIYAH YOGYAKARTA
xi
HALAMAN JUDUL ... i
HALAMAN PERSETUJUAN ... ii
HALAMAN PENGESAHAN ... iii
PERNYATAAN KEASLIAN ... iv
MOTTO ...v
PERSEMBAHAN ... vi
ABSTRAK ... vii
KATA PENGANTAR ... ix
DAFTAR ISI ... xi
DAFTAR GAMBAR ... xvi
DAFTAR TABEL ... xviii
BAB I PENDAHULUAN 1.1.Latar Belakang ...1
1.2.Rumusan Masalah ...2
xii
BAB II LANDASAN TEORI DAN TINJAUAN PUSTAKA
2.1.Landasan Teori ...4
2.1.1.Las Dalam Berbagai Bidang ...4
2.1.2.Desain Sambungan Las ...6
2.1.3.Klasifikasi Baja Karbon ...7
2.1.4.Baja Karbon Rendah ...8
2.1.5.Baja Karbon Sedang ...8
2.1.6.Baja Karbon Tinggi ...8
2.1.7.Arus Pengelasan ...9
2.1.8.Struktur Baja Karbon Rendah SS400 ...10
2.1.9.Pengujian Tarik ...12
2.2.Tinjauan Pustaka ...16
2.2.1.Pengelasan ...16
2.2.2.Siklus Termal Daerah HAZ ...18
xiii
2.2.6.Pengelasan Cair ...22
2.2.7.Jenis-jenis Pengelasan ...22
2.2.8.Parameter Pengelasan ...25
2.2.9.Kawat Elektroda ...27
2.2.10.Pengaruh Variabel Arus SMAW ...28
BAB III METODE PENELITIAN 3.1.Metode Penelitian ...30
3.1.1.Diagram Alir ...30
3.1.2.Identifikasi Masalah ...31
3.1.3.Perencanaan Percobaan ...31
3.1.4.Material Penelitian ...32
3.1.5.Waktu Dan Tempat Pembuatan ...32
3.1.6.Populasi Dan Sampel ...33
3.1.7.Pengadaan Bahan Dan Alat ...33
xiv
3.1.11.Analisa Data ...40
BAB IV HASIL PENELITIAN DAN PEMBAHASAN 4.1.Hasil Penelitian Spesimen ...41
4.1.1.Proses Pengelasan ...41
4.1.2.Gambar Spesimen Baja SS400 ...41
4.1.3.Hasil Pembuatan Kampuh V ...42
4.1.4.Penjelasan Proses Pengelasan ...41
4.2.Hasil Pengujian Tarik ...43
4.2.1.Analisa Data ...42
4.2.2.Data Hasil Pengujian Tarik ...42
4.2.3.Kesimpulan Pengujian Tarik ...49
4.3.Hasil Pengamatan Mikro ...50
4.3.1.Hasil Pengamatan ...50
4.3.2.Struktur Mikro Daerah Logam Induk ...52
xv
5.1.Kesimpulan ...59
5.2.Saran ...60
DAFTAR PUSTAKA ...61
viii 20133020014
ABSTRAK
Seiring dengan perkembangan teknologi dibidang konstruksi, penggunaan material baja yang semakin luas di dunia industri dan juga memungkinkan teknologi teknik pengelasan yang terus berkembang. Dengan pertimbangan bahwa logam pengisi harus sama atau hampir sama dengan logam yang akan di las maka penggunaan logam pengisi dari logam induk merupakan alternatif untuk menyediakan logam pengisi yang mempunyai kesamaan dengan logam induk.
Pada penelitian ini menggunakan plat baja karbon rendah. Bahan uji dibuat berdasarkan standar JIS Z 2201test piece no 6 dengan menggunakan pengelasan las listrik variasi arus 80, 90 dan 100 ampere kemudian di lanjutkan dengan pengujian tarik dan pengamatan struktur mikro.
Benda uji yang akan dilakukan penelitian terlebih dahulu di lakukan pemotongan dan pembuatan kampuh V untuk pengerjaan proses pengelasan dengan variasi arus yang berbeda. Setelah itu baru kemudian dilakukan pengujian tarik 9 spesimen dan 1 logam induk ( raw material ) yang terdiri dari 3 spesimen 80 ampere, 3 spesimen 90 ampere dan 3 spesimen 100 ampere. Hasil pengujian
tarik pada variabel arus di rata-rata arus 80 A dengan tegangan tarik 534,7 ( N/mm² ) dan panjang akhir 97,52 ( mm ), arus 90 A tegangan tarik 614,00 ( N/mm² ) dan panjang akhir 101,65 ( mm ), arus 100 A dengan tegangan tarik 567,43 ( N/mm² ) dan panjang akhir 99,38 ( mm ). Hal ini menunjukan bahwa dengan variasi arus 90 A ( ampere ) lebih bagus dan efisien karena menghasilkan kekutan tarik yang lebih tinggi dibandingkan dengan arus 80 A dan 100 A. Hasil pengamatan struktur mikro pada daerah lasan dengan variabel arus terlihat banyak partikel perlit, ferit dan sementit. Pada daerah HAZ didominasi oleh partikel perlit dan ferit partikel nya lebih besar arus 100 ampere dari pada arus 80 dan 90 ampere.
ix
20133020014
ABSTRACT
Along with technological developments in the field of construction , the use of steel material which is more extensive in the industry and also enable technology welding techniques are constantly evolving . Considering that the filler metal should be equal or nearly equal to the metal to be welded , the use of a filler metal of the parent metal is an alternative to providing a filler metal that has similarities with the parent metal.
In this study using low carbon steel plate . The test material is based on the standard JIS Z 2201test piece No. 6 using an electric welding current variation of 80 , 90 and 100 ampere then proceed with tensile test and microstructure observation.
Test specimen will do some research first done the cutting and manufacturing workmanship hem V for the welding process with a variety of different flows. After that, then do tensile test specimens 9 and 1 of the parent metal (raw material), which consists of three specimens of 80 amperes, three specimens of 90 amperes and 100 amperes 3 specimens. The results of tensile tests on a variable flow at an average current of 80 A at 534.7 tensile stress (N / mm²) and a final length 97.52 (mm), current 90 A 614.00 tensile stress (N / mm²) and the long end 101.65 (mm), the current is 100 A with 567.43 tensile stress (N / mm²) and 99.38 final length (mm). This shows that the current variation 90 A (ampere) better and efficient because it produces a higher tensile power compared with a current of 80 A and 100 A. The observation of microstructure in the weld region with variable currents seen many particles of perlite, ferrite and cementite , In regions dominated by particles HAZ pearlite and ferrite particles is larger than the current 100 amperes and 90 amperes flows 80.
1 1.1. Latar belakang
Seiring dengan perkembangan teknologi dibidang konstruksi, pengelasan merupakan bagian yang tidak terpisahkan dari pertumbuhan dan peningkatan industri, karena mempunyai peranan yang sangat penting dalam rekayasa dan reparasi produk logam. Hampir pada setiap pembangunan suatu konstruksi dengan logam melibatkan unsur pengelasan. Pengelasan bukan tujuan utama dari konstruksi. Rancangan las dan cara pengelasan harus betul-betul memperhatikan kesesuaian antara fisis dan mekanis dari logam las dengan kegunaan konstruksi serta keadaan disekitarnya (R.Razzaq Satrio Wibowo ; 2011).
Teknik penyambungan logam sebenarnya terbagi dalam dua kelompok besar, yaitu :
1. Penyambungan sementara (temporary joint) yaitu teknik penyambungan logam yang dapat di lepas kembali. Termasuk dalam kelompok ini antara lain : keling (rivet), klem (clamp) dan penyambungan mur baut.
2. Penyambungan tetap (permanent joint) yaitu teknik penyambungan logam dengan cara mengubah struktur logam yang akan disambung dengan logam pengisi. Termasuk dalam kelompok ini adalah solder, brazing dan pengelasan (Agung Hari Asngari ; 2008).
Salah satu industri terbesar di Indonesia adalah industri baja dan salah satunya adalah baja pejal dan lembaran atau plat. Baja ini dapat digunakan pada berbagai macam keperluan antara lain bidang transportasi baik udara, darat, laut, alat-alat berat, pekerjaan-pekerjaan kontruksi dan lain sebagainya.
1.2. Rumusan Masalah
Berdasarkan uraian pada latar belakang masalah maka dapat dirumuskan masalah yang perlu dipecahkan adalah, bagaimana pengaruh pengelasan SMAW terhadap arus (ampere), kekuatan tarik dan struktur mikro bahan pada baja karbon rendah.
1.3. Batasan Masalah
Agar dalam penyusunan Laporan Tugas Akhir ini lebih mengarah ke tujuan penelitian dengan membatasi pokok permasalahan sebagai berikut :
1. Bahan yang di gunakan adalah baja karbon rendah baja SS-400. 2. Pengelasan yang digunakan adalah las listrik (SMAW).
3. Pengaruh kekuatan arus rendah, sedang dan tinggi pada las listrik. 4. Pengujian yang dilakukan adalah sifat fisis dan mekanik.
a. Sifat mekanik meliputi : Pengujian tarik b. Sifat fisis meliputi : Pengujian struktur mikro
1.4. Tujuan Penelitian
Penelitian ini bertujuan untuk mengetahui pengaruh kekuatan arus pada pengelasan listrik (SMAW) pada baja karbon rendah terhadap kekuatan tarik dan struktur mikro.
1.5. Manfaat Penelitian
1. Untuk mengetahui hasil kekuatan tarik, gambar struktur mikro yang terjadi pada proses penyambungan setelah proses pengelasan listrik (SMAW).
5 BAB II
LANDASAN TEORI DAN TINJAUAN PUSTAKA
2.1. LANDASAN TEORI 2.1.1 Las dalam berbagai bidang
Berdasarkan penemuan benda-benda sejarah dapat diketahui bahwa teknik penyambungan logam telah diketahui sejak zaman prasejarah, misalnya pembrasingan logam paduan emas tembaga dan pematrian paduan timbal-timah. Menurut keterangan yang didapat telah diketahui dan dipraktekkan dalam rentang waktu antara tahun 3000 sampai 4000 SM. Alat-alat las busur dipakai secara luas setelah alat tersebut digunakan dalam praktek oleh Benardes (1985).
Pengertian pengelasan menurut Widharto (1996) adalah salah satu cara menyambung benda padat dengan jalan mencairkannya melalui pemanasan. Berdasarkan definisi dari Deutche Industrie Normen (DIN) las adalah ikatan metalurgi pada sambungan logam paduan yang dilaksanakan dalam keadaan lumer atau cair.
Pengelasan Difusi (Diffusion Welding, DFW), Pengelasan Gesek (Friction Welding, FW), Pengelasan Ultrasonik (Ultrasonic Welding, UW).
Saat ini terdapat sekitar 40 jenis pengelasan. Dari seluruh jenispengelasan tersebut hanya dua jenis yang paling populer di Indonesia yaitupengelasan dengan menggunakan busur nyala listrik (Shielded Metal Arc Welding/SMAW) dan las karbit (Oxy Ocetylene Welding/OAW). Pengelasan dapat dilakukandengan berbagai cara sebagai berikut:
a. Pemanasan tanpa tekanan b. Pemanasan dengan tekanan
c. Tekanan tanpa memberikan panas dari luar (panas diperoleh dari dalam material itu sendiri).
d. Tanpa logam pengisi dan dengan logam pengisi
Pengelasan pada umumnya dilakukan dalam penyambungan logam,tetapi juga sering digunakan untuk menyambung plastik tetapi pembahasan iniakan difokuskan pada penyambungan logam. Pengelasan merupakan proses yangpenting baik ditinjau secara komersial maupun teknologi, karena :
a. Pengelasan merupakan penyambungan yang permanen.
b. Sambungan las dapat lebih kuat dari pada logam induknya, bila digunakanlogam pengisi yang memiliki kekuatan lebih besar dari pada logaminduknya.
d. Metode perakitan mekanik yang lain memerlukan pekerjaan tambahan(penggurdian lubang) dan pengencang sambungan (rivet dan baut).
e. Pengelasan dapat dilakukan dalam pabrik atau dilapangan.
Walupun demikian pengelasan juga memiliki keterbatasan dan kekurangan : a. Kebanyakan operasi pengelasan dilakukan secara manual dengan
upahtenaga kerja yang mahal.
b. Kebanyakan proses pengelasan berbahaya karena menggunakan energi yang besar.
c. Pengelasan merupakan sambungan permanen sehingga rakitannya tidakdapat dilepas. Jadi metode pengelasan tidak cocok digunakan untukproduk yang memerlukan pelepasan rakitan (misalnya untuk perbaikanatau perawatan).
d. Sambungan las dapat menimbulkan bahaya akibat adanya cacat yang sulit dideteksi. Cacat ini dapat mengurangi kekuatan sambungannya.
2.1.2 Desain Sambungan Las
Desain sambungan las dan bentuk sambungan (welding joint), serta bentuk dan ukuran alur las dalam konstruksi untuk merancang sambungan las adalah:
a. Persyaratan umum atau spesifikasi mutu (kekuatan) yang diinginkan. b. Bentuk dan ukuran konstruksi las.
d. Jenis proses las yang boleh dipakai.
Beberapa Standar telah mengatur jenis – jenis sambungan, ada sembilan jenis alur sambungan (kampuh) las yang utama seperti pada Gambar 2.1
Gambar 2.1Jenis alur sambungan las (Harsono, 2000)
2.1.3 Klasifikasi Baja Karbon
2.1.4 Baja Karbon Rendah
Baja jenis ini mempunyai kadar karbon kurang dari 0,30 %. Baja ini bersifat ulet dan tangguh serta mempunyai mampu mesin (machineability), mampu bentuk (formability) dan mampu las (weldability) yang lebih baik bila dibandingkan baja karbon sedang dan baja karbon tinggi. Baja karbon rendah mempunyai kepekaan yang rendah terhadap retak las dibandingkan dengan baja karbon lainnya karena kadar karbon yang paling rendah.
2.1.5 Baja Karbon Sedang
Baja karbon sedang mengandung kadar karbon 0,30 % - 0,45 %. Baja ini bersifat kuat dan keras tetapi mampu lasnya tidak sebaik baja karbon rendah. Sifatnya yang mudah menjadi keras karena kadar karbon yang cukup tinggi ditambah dengan adanya hidrogen difusi menyebabkan baja ini sangat peka terhadap retak las sehingga bisa dikatakan sifat mampu lasnya kurang baik daripada baja karbon rendah.
2.1.6 Baja Karbon Tinggi
2.1.7 Arus Pengelasan
Besarnya aliran listrik yang keluar dari mesin las disebut dengan aruspengelasan. Arus las harus disesuaikan dengan jenis bahan dan diameter elektroda yang di gunakan dalam pengelasan. Untuk elektroda standart American WeldingSociety (AWS), dengan contoh AWS E7018 untuk arus pengelasan yangdigunakan sesuai dengan diameter kawat las yang dipakai dapat dilihat padaTabel. Penggunaan arus yang terlalu kecil akan mengakibatkan penembusan atau penetrasi las yang rendah, sedangkan arus yang terlalu besar akanmengakibatkan terbentuknya manik las yang terlalu lebar dan deformasi dalam pengelasan seperti ditunjukan pada Gambar 2.2.
Tabel 2.1 Hubungan Diameter Elektroda dengan Arus Pengelasan (Howard, 1998)
Diameter Kawat Las (mm) Arus Las (Ampere)
1.6 25-45
2.0 50-75
2.5 75-95
3.25 95-130
4.0 135-180
Gambar 2.2Pengaruh arus listrik dan kecepatan pengelasan terhadap hasil sambungan las (Wiryosumarto, 2008).
2.1.8. Struktur Mikro Baja Karbon Rendah, Sedang dan Tinggi Berdasarkan kandungan karbonnya, baja diklasifikasikan menjadi : 1. Baja karbon rendah : 0,1 – 0,3 % karbon
2. Baja karbon sedang : 0,3 – 0,85 % karbon 3. Baja karbon tinggi : 0,85 – 1,3 % karbon
Gambar 2.3 Baja karbon rendah, sedang dan tinggi ( Amanto, 1999 )
Tabel 2.2. Sifat Mekanik Baja SS400(Wiryosumarto dan Toshie, 2000)
Massa Jenis 2.68 g/cc
Modulus Young 70,3 Gpa
Kekuatan Tarik Maksimum 228 Mpa
Kekuatan Luluh 193 Mpa
Poisson’s Ratio 0.33
Kekerasan Vickers 68 Hv
Gambar 2.4 Standart struktur baja karbon rendah SS400 ( Wiryosumarto, 2000 )
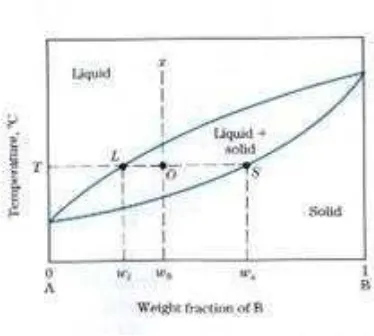
2.1.9 Pengujian Tarik
Gambar 2.5 Kurva tegangan-regangan ( Callister, 2007 )
Bentuk besaran pada kurva tegangan-regangan suatu logam tergantung pada komposisi, perlakuan panas, deformasi plastik yang pernah dialami, laju regangan, suhu, dan keadaan tegangan yang menentukan selama pengujian. Parameter-parameter yang digunakan untuk menggambarkan kurva tegangan-regangan adalah kekuatan tarik, kekuatan luluh atau titik luluh, persen perpanjangan, dan pengurangan luas. Parameter pertama adalah parameter kekuatan, sedangkan dua yang terakhir menyatakan keliatan bahan (Dieter, 1996).
diberikan pada benda dengan memberikan gaya tarik berlawanan arah pada salah satu ujung benda yang diatur pada ASTM E8.
Widht
W
Gauge Length
L
Paralel Length
P
Radius of Fillet
R
Thickness
T
15 8 √A L + approx .10 15 9
Gambar 2.6 Spesimen Uji Tarik Standar JIS ( Japanese Industri Standart ) Pada pengujian tarik, beban diberikan secara kontinu dan pelan– pelanbertambah besar, bersamaan dengan itu dilakukan pengamatan mengenaiperpanjangan yang dialami benda uji dan dihasilkan kurva tegangan-regangan.Tegangan dapat diperoleh dengan membagi beban dengan luas penampang mulabenda uji.
σu=
... pers (1).
Dimana : σu = Tegangan nominal (kg/mm2)
Pu = Beban maksimal (kg)
Regangan (persentase pertambahan panjang) yang diperoleh denganmembagiperpanjangan panjang ukur (L) dengan panjang ukur mula-mula benda uji.
ɛ =
x 100%
=
x 100% ... pers (2).
Dimana: ε = Regangan (%) L = Panjang akhir (mm) Lo = Panjang awal (mm)
Pembebanan tarik dilakukan terus-menerus dengan menambahkan bebansehingga akan mengakibatkan perubahan bentuk pada benda berupa pertambahanpanjang dan pengecilan luas permukaan dan akan mengakibatkan kepatahan padabeban. Persentase pengecilan yang terjadi dapat dinyatakan dengan rumus sebagaiberikut:
q =
x 100% ... pers (3).
Dimana: q = Reduksi penampang (%) Ao = Luas penampang mula (mm2) A1 = Luas penampang akhir (mm2)
Sangat Ulet Sangat Getas Gambar 2.7Ilustrasi penampang samping bentuk perpatahan benda uji tarik sesuai
dengan tingkat keuletan/kegetasan (Akhmad,2009).
Perpatahan ulet memberikan karakteristk berserabut (fibrous) dan gelap (dull), sementara perpatahan getas ditandai dengan permukaan patahan yang berbutir (granular) dan terang. Perpatahan ulet umumnya lebih disukai karena bahan ulet umumnya lebih tangguh dan memberikan peringatan lebih dahulu sebelum terjadinya kerusakan, ini juga terjadi pada sambungan las.
2.2. TINJAUAN PUSTAKA 2.2.1. Pengelasan
Dalam penggunaan yang pertama ini Benardes memakai elektroda yang dibuat dari batang karbon atau grafit. Karena panas yang timbul, maka logam pengisi yang terbuat dari logam yang sama dengan logam induk mencair dan mengisi tempat sambungan.
Zerner (1889) mengembangkan cara pengelasan busur yang baru dengan dengan menggunakan busur listrik yang dihasilkan oleh dua batang karbon. Slavianoff (1892) adalah orang pertama yang menggunakan kawat logam elektroda yang turut mencair karena panas yang ditimbulkan oleh busur listrik yang terjadi. Kemudian Kjellberg menemukan bahwa kualitas sambungan las menjadi lebih baik bila kawat elektroda logam yang digunakan dibungkus dengan terak.
Di samping penemuan-penemuan oleh Slavianoff dan Kjellberg dalam las busur dengan elektroda terbungkus seperti diterangkan diatas, Thomas (1886) menciptakan proses las resistansi listrik, Goldschmitt (1895) menemukan las termit dan tahun 1901 las oksi-asitelin mulai digunakan oleh Fouche dan Piccard.
Kemudian pada tahun 1926 ditemukannya las hidrogen atom olehLungumir, las busur logam dengan pelindung gas mulia oleh Hobart dan Denerserta las busur rendam oleh Kennedy (1935). Wasserman (1936) menyusul denganmenemukan cara pembrasingan yang mempunyai kekuatan tinggi.
Definisi pengelasan menurut DIN (Deutsche Industrie Normen) adalahikatan metalurgi pada sambungan logam atau logam paduan yang dilaksanakandalam keadaan lumer atau cair. Dengan kata lain, pengelasan adalah suatu prosespenyambungan logam menjadi satu akibat panas dengan atau tanpa pengaruhtekanan atau dapat juga didefinisikan sebagai ikatan metalurgi yang ditimbulkanoleh gaya tarik menarik antara atom.
Terwujudnya standar-standar teknik pengelasan akan membantu memperluas ruang lingkup pemakaian sambungan las dan memperbesar ukuran bangunan konstruksi yang dapat dilas. Dengan kemajuan yang dicapai sampai saat ini, teknologi las memegang peranan penting dalam masyarakat industri modern.
2.2.2. Siklus Termal Daerah Las (Heat Affected Zone)
Gambar 2.8 Siklus termal dari beberapa tempat dalam daerah HAZ (Heat Affected Zone) ( Wiryosumarto, 2004 )
Sifat mekanik dari daerah HAZ sebagian besar tergantung pada lamanya pendinginan dari temperatur 8000oC sampai 5000oC, sedangkan retak dingin dimana hidrogen memegang peranan penting terjadinya sangat tergantung oleh lamanya pendinginan dari temperatur 8000oC sampai 3000oC atau 1000oC. Sedangkan untuk Silkus termal disekitar lasan dengan kondisi pengelasan yang berbeda dapat dilihat pada gambar 2.9.
[image:31.595.201.441.514.680.2]2.2.3. Ketangguhan Daerah Lasan
Bila patah getas terjadi pada logam dengan daya tahan yang rendah, perpatahan tersebut dapat merambat dengan kecepatan sampai 200 m/detik yang dapat menyebabkan kerusakan dalam waktu yang sangat singkat sekali.
Dalam hal sambungan las patah getas ini menjadi lebih penting karena adanya faktor – faktor yang membantu seperti: konsentrasi tegangan, struktur tidak sesuai dan adanya cacat dalam lasan. Pengaruh struktur logam las terhadap ketangguhan pada dasarnya sama seperti pada batas las, tetapi pada logam las dalam proses pengelasan ini mencair dan kemudian membeku maka kemungkinan besar terjadi pemisahan komponen yang menyebabkan terjadinya struktur yang tidak homogen.
2.2.4. Ketangguhan Logam Las
Didalam daerah pengaruh panas besar butir dan struktur berubah sesuai dengan siklus termal yang terjadi pada waktu pengelasan, karena siklus termal yang terjadi sangat komplek sehingga ketangguhannyapun semakin komplek.
2.2.5. Klasifikasi Pengelasan
Ditinjau dari sumber panasnya, pengelasan dapat dibedakan menjadi: 1. Mekanik
2. Listrik 3. Kimia
Sedangkan menurut cara pengelasan, dibedakan menjadi dua bagian besar: 1. Pengelasan Tekanan (Pressure Welding)
2. Pengelasan Cair (Fusion Welding)
[image:33.595.224.411.526.694.2]Berdasarkan buku Haynes Techbook Welding Manual, Jay Storer And John Haynes diagram temperatur cair material dapat dilihat pada gambar 2.9 dibawah ini.
2.2.6. Pengelasan Cair (Fusion Welding)
Pengelasan cair (fusion welding) adalah proses penyambungan logam dengan cara mencairkan logam yang tersambung, yaitu:
1. Oxyacetylene Welding
2. Elektrik Arc Welding
3. Shield Gas Arc Welding (TIG, MIG, MAG dan Submerged Welding)
4. Resistance Welding (Spot Welding, Seam Welding, Upset)
5. Welding, Flash Welding, Electro Slag Welding dan Electro Gas Welding)
6. Electro Beam Welding
7. Laser Beam Welding
8. Plasma Welding
2.2.7. Jenis-Jenis Pengelasan yang Umum Dilakukan
1. Proses pengelasan busur logam terbungkus (Shielded Metal Arc Welding)
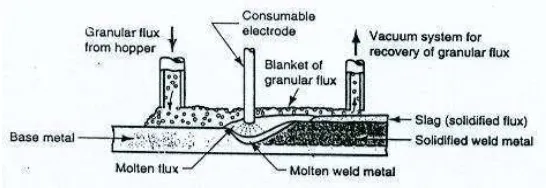
Gambar 2.11 Proses pengelasan busur las terbungkus ( Alfujri, 2008 ) 2. Proses pengelasan busur terendam (Shield Arc Welding)
Ini adalah salah satu pengelasan dimana logam cair ditutup dengan fluks yang diatur melalui suatu penampang fluks dan elektroda yang merupakan kawat pejal diumpankan secara terus menerus, dalam pengelasan ini busur listrik nya terendam dalam fluks dapat dilihat pada gambar 2.11 Prinsip las busur terendam ini material yang dilas adalah baja karbon rendah, dengan kadar karbon tidak lebih dari 0, 05%. Baja karbon menengah dan baja konstruksi paduan rendah dapat juga dilas dengan proses SAW, namun harus dengan perlakuan panas khusus dan elektroda khusus. Proses pengelasan busur terendam (SAW) dapat dilihat pada gambar 2.12.
[image:35.595.232.410.572.701.2]3. Proses pengelasan busur logam gas (Gas Metal Arc Welding)
[image:36.595.220.442.306.397.2]Jenis pengelasan ini menggunakan busur api listrik sebagai sumber panas untuk peleburan logam, perlindungan terhadap logam cair menggunakan gas mulia (inert gas) atau CO2merupakan elektroda terumpan yang diperlihatkan pada gambar 2.13. Proses GMAW dimodifikasikan juga dengan proses menggunakan fluks yaitu dengan penambahan fluks yang magnetig atau fluks yang diberikan sebagai inti.
Gambar 2.13 Proses pengelasan busur logam gas ( Alfujri, 2008 ) 4. Proses pengelasan busur berinti fluks
[image:36.595.192.465.604.698.2]Proses pengelasan busur berinti fluks merupakan proses pengelasan busur listrik elektroda terumpan. Proses peleburan logam terjadi diantara logam induk dengan elektroda berbentuk turbolensyang sekaligus menjadi bahan pengisi, fluks merupakan inti dari elektroda dan terbakar menjadi gas, akan melindugi proses dari udara luar, seperti gambar 2.14.
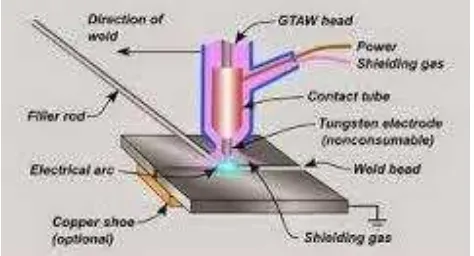
5. Proses pengelasan busur tungsten gas (Gas Tungsten Arc Welding)
[image:37.595.203.440.336.464.2]Pengelasan dengan memakai busur nyala api yang menghasilkan elektroda tetap yang terbuat dari tungsten (wolfram), sedangkan bahan penambah terbuat dari bahan yang sama atau sejenis dengan bahan yang dilas dan terpisah dari torch, untuk mencegah oksidasi dipakai gas pelindung yang keluar dari torch biasanya berupa gas argon 99%. Pada proses pengelasan inipeleburan logam terjadi karena panas yang dihasilkan oleh busur listrik antara elektroda dan logam induk.
Gambar 2.15 Proses pengelasan busur tungsten gas ( Wiryosumarto, 2000 )
2.2.8. Parameter Pengelasan
1. Pengaruh dari Arus Listrik (I)
Setiap kenaikan arus listrik yang dipergunakan pada saat pengelasan akan meningkatkan penetrasi serta memperbesar kuantiti lasnya. Penetrasi akan meningkat 2 mm per 100A dan kuantiti las meningkat juga 1,5 Kg/jam per 100A.
2. Pengaruh dari Tagangan Listrik (V)
Setiap peningkatan tegangan listrik (V) yang dipergunakan pada proses pengelasan akan semakin memperbesar jarak antara tip elektroda dengan material yang akan dilas, sehingga busur api yang terbentuk akan menyebar dan mengurangi penetrasi pada material las. Konsumsi fluksi yang dipergunakan akan meningkat sekitar 10% pada setiap kenaikan 1 volt tegangan.
3. Pengaruh Kecepatan Pengelasan
Jika kecepatan awal pengelasan dimulai pada kecepatan 40 cm/menit, setiap pertambahan kecepatan akan membuat bentuk jalur las yang kecil (WeldingBead), penetrasi, lebar serta kedalaman las pada benda kerja akan berkurang. Tetapi jika kecepatan pengelasannya berkurang dibawah 40 cm/menit cairan las yang terjadi dibawah busur api las akan menyebar serta penetrasi yang dangkal, hal ini dikarenakan over heat.
cenderung porosity, oleh karena itu dalam proses pengelasan yang menggunakan arus AC harus memakai fluks yang khusus.
2.2.9. Kawat Elektroda
Elektroda baja lunak dan baja paduan rendah untuk las busur listrik manurut klasifikasi AWS (American Welding Society) dinyatakan dengan tanda E XXXX yang artinya sebagai berikut:
a. E menyatakan elaktroda busur listrik. b. XX (dua angka)
c. Sesudah E menyatakan kekuatan tarik deposit las dalam ribuan Ib/in2 lihat tabel. (angka ketiga) menyatakan posisi pangelasan angka 1 untuk pengelasan segala posisi. angka 2 untuk pengelasan posisi datar di bawah tangan.
d. X (angka keempat) menyatakan jenis selaput dan jenis arus yang cocok dipakai untuk pengelasan.
Contoh : E 7018 Artinya:
1. Kekuatan tarik 70.000 psi
2. Dapat dipakai untuk pengelasan segala posisi.
2.2.10.Pengaruh Variabel Arus SMAW Menggunakan Pengujian Ultrasonik Phased Array.
Pada proses pengelasan SMAW terdapat bermacam – macam jenis elektroda dengan berbagai ukuran diameter, kesemuanya itu dilakukan untuk menyesuaikan ketebalan plat dan jenis baja karbon, serta mengurangi permasalahan utama pada proses pengelasan yaitu terjadinya cacat pada proses pengelasan. Proses pengelasan ini menggunakan bahan baja paduan rendah SS 400 pada spesimen dengan ukuran 200 x 100 x 10 mm. Proses pengelasan dengan posisi bawah tangan (1G), menggunakan kampuh V. Jenis Elektroda yang digunakan adalah Elektroda E7016 dan E7018 berdiameter 3,2 mm dengan variasi arus 80 A, 100 A, dan 120 A.
Kajian penelitian ini dititkberatkan pada analisa hasil cacat las yang terjadi pada proses pengelasan SMAW dengan menggunakan pengujian Ultrasonik Phased Array. Penelitian ini menggunakan dua metode, yaitu metode eksperimen, yaitu pengumpulan data langsung dan metode literatur, yaitu pengumpulan data yang diperoleh secara tidak langsung, yaitu pada buku, bahan bacaan, modul, atau media cetak yang berhubungan dengan obyek yang diteliti dan dapat dipertanggung jawabkan kebenarannya.
31 3.1. Metode Penelitian
3.1.1. Diagram Alir Penelitian
Mulai
Pemilihan Bahan
Pengujian Spesimen pengujian tarik
Spesimen struktur mikro
Menganalisa Data
Selesai Pembahasan`
Kesimpulan & Saran Pembuatan
Metode penelitian adalah suatu cara yang digunakan dalam penelitian, sehingga pelaksanaan dan hasil penelitian bisa dipertanggung jawabkan secara ilmiah. Penelitian ini menggunakan metode eksperimen, yaitu suatu cara untuk mencari hubungan sebab akibat antara dua faktor yang berpengaruh. Eksperimen dilaksanakan di laboratorium dengan kondisi dan peralatan yang diselesaikan guna memperoleh data tentang pengaruh arus pengelasan, kekuatan tarik las SMAW dan mikrostruktur dengan elektroda RD 2,6 mm.
3.1.2. Identifikasi Masalah
Identifikasi masalah dalam penelitian ini adalah pengelasan Las Listrik (SMAW) dengan variasi arus yang berbeda untuk membandingkan hasil yang konstan pada material dengan melakukan pengujian tarik pada HAZ dan melakukan pengujian mikrostruktur untuk mengetahui hasil yang optimal.
3.1.3. Perencanaan Percobaan
3.1.4 Material Penelitian
Spesifikasi benda uji yang digunakan dalam eksperimen ini adalah sebagai berikut:
1. Bahan yang digunakan adalah plat baja. 2. Ketebalan plat 9 mm.
3. Elektroda yang digunakan jenis RD dengan diameter 2,6 mm. 4. Posisi pengelasan dengan menggunakan posisi bawah tangan. 5. Arus pengelasan yang digunakan adalah 80, 90 dan 100 ampere.
6. a u ang guna an en a u a a e a a an u u
a u .
7. Pengujian struktur mikro dengan membuat spesimen yang mengacu pada Standar JIS.
8. Bentuk spesimen benda uji mengacu standar JIS untuk pengujian tarik.
3.1.5. Waktu dan Tempat Pembuatan
Tempat yang digunakan untuk penelitian adalah sebagai berikut : 1. Proses pemotongan material dilakukan di laboratorium AKPRIND 2. Proses pengelasan dilakukan di laboratorium AKPRIND.
3. Pembentukan spesimen dan pengujian struktur mikro sesuai dengan standar JIS dilaksanakan di laboratorium AKPRIND
3.1.6. Populasi dan Sampel
Populasi adalah keseluruhan subyek penelitian (Suharsimi, 2002). Populasi dalam penelitian ini adalah semua hasil pengelasan material baja dengan las SMAW dan elektroda RD diameter 2,6 mm. Sampel adalah sebagian data atau wakil dari populasi yang akan diteliti (Suharsimi, 2002). Sampel dalam penelitian ini adalah hasil pengelasan dengan variasi arus 80, 90 dan 100 Ampere. Jumlah sampel dalam penelitian ini, untuk setiap variabel yang berbeda dibuat 3 replika di kalikan jumlah variabel, maka dibuat spesimen dengan jumlah total 9 buah.
3.1.7. Pengadaan Bahan Dan Alat
Beberapa bahan dan alat yang diperlukan dalam pengujian : 1. Me n ge n a be a engan a e e 4”
2. Mesin las DC atau searah 3. Besi baja tipe SS400 4. Elektroda E 7018 D 2,6 5. Amplas Gulung
6. Gergaji besi 7. Sikat kawat baja
8. Me n ge n a e a e e 4” 9. Tang penjepit
10.Perlengkapan keselamatan kerja 11.Palu
13.Mesin uji tarik 14.Uji foto mikro
3.1.8. Pembuatan Benda Uji
Untuk bahan benda uji adalah baja karbon rendah, adapun langkah-langkah dalam pembuatan benda uji tarik adalah sebagai berikut :
1. Membuat pola/skema material sesuai (standart JIS).
2. Membentuk benda uji sesuai dengan standart uji tarik dari hasil pengelasan sesuai (standar JIS).
3. Spesimen uji disiapkan dan dibersihkan dari kotoran maupun korosi agar tidak menggangu dalam pengujian tarik dan pangambilan foto mikro. 4. Pengujian spesimen siap untuk dilakukan.
3.1.9. Pelaksanaan Penelitian
Langkah-langkah dalam pembuatan spesimen adalah :
a. Bahan yang diperlukan plat baja atau sering disebut plat strip yang ditunjukkan pada Gambar 3.1.
b. Bahan dipotong dengan ukuran panjang 200 mm, lebar 100 mm dan tebal 9 mm untuk dilakukan proses pengelasan, pengujian tarik, dan pengujian mikro.
c. Membuat skema gambar mengacu dengan standart JIS Z 2201 test piece
d. Kemudian dibuat kampuh V pada benda uji untuk proses penyambungan menggunakan las listrik.
e. Bahan yang sudah terbentuk kemudian diratakan dengan gerinda dan di bevel agar sisi dari benda uji tidak tajam selanjutnya diamplas.
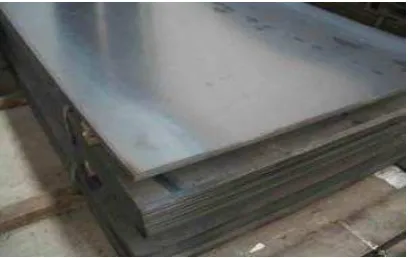
1) Material Plat Baja
[image:47.595.210.414.333.462.2]Bahan yang diperlukan dalam penelitian ini adalah plat baja atau sering disebut plat strip yang ditunjukkan pada Gambar 3.1 dengan ukuran panjang 200 mm, lebar 100 mm dan tebal 9 mm.
Gambar 3.1 Plat baja tipe SS 400 Keterangan gambar :
1. Panjang 200 mm 2. Tebal 9 mm 3. Lebar 10 mm 2) Kawat Elektroda
Gambar 3.2 Elektroda jenis E7016 dengan Diameter 2,6 mm. 3) Alat bantu las
Alat bantu las digunakan untuk mempermudah pembuatan spesimen pengujian dan pembuatan plat yang digunakan untuk sambungan las. Alat ini bervariasi jenisnya dan sering dipakai tukang las listrik dibengkel maupun dipabrik-pabrik. Untuk alat-alat bantu dapat dilihat pada dibawah ini.
Beberapa jenis alat, yaitu : 1. Jangka sorong
2. Amplas 3. Tang jepit 4. Palu
4) Mesin Las
Gambar 3.3 Mesin Las Listrik tipe Falcon kapasitas maksimal 160 A.
5) Mesin Tarik
Alat ini digunakan untuk mengetahui kekuatan sambungan las 80, 90 dan 100 ampere pada logam plat baja, dimana kedua ujung sambungan dibaut pada mesin uji tarik kemudian diberi beban tarik sampai sambungan terputus. Pengujian tarik ini menggunakan Controlab/TN 20 MD, pengujian dilakukan di laboratorium Program Diploma Teknik Mesin UGM.
[image:49.595.255.403.522.714.2]6) Mikroskop
[image:50.595.259.364.274.458.2]Untuk melihat strukturmikro pada logam induk bisa dilihat dengan alat Mikroskop Olympus BX 41M yang ditunjukkan pada dibawah ini. Proses ini dilakukan di laboratorium metalurgi bahan IST AKPRIND.
Gambar 3.5 Mikroskopik Olympus BX 41 M
7) Gergaji Tangan
Gambar 3.6 Gergaji tangan
3.1.10.Variabel Penelitian Variabel Bebas
Variabel bebas yang digunakan dalam penelitian ini merupakan parameter pengelasan yang didasarkan pada arus listrik las digunakan. Adapun variabel bebas yang digunakan adalah 80, 90 dan 100 Ampere.
Variabel Terikat
Variabel terikat merupakan variabel yang dipengaruhi atau menjadi akibat karena adanya variabel bebas (Rochim, 2001). Dengan kata lain ada atau tidaknya variabel terikat tergantung adanya atau tidaknya variabel bebas. Dalam penelitian ini variabel terikatnya adalah :
1. Proses pengelasan 2. Uji tarik
3.1.11.Analisa Data
Setelah data diperoleh selanjutnya adalah menganalisa data dengan cara mengolah data yang sudah terkumpul. Data dari hasil pengujian dimasukkan kedalam persamaan-persamaan yang ada sehingga diperoleh data yang bersifat kuantitatif, yaitu data yang berupa angka-angka. Teknik analisa data pengaruh arus pengelasan terhadap kekuatan tarik sambungan las SMAW dengan elektroda E 7018 berupa perbandingan prosentase dan rata-rata antara data-data yang mengalami variasi arus pengelasan. Untuk tahap-tahap analisa data dilakukan sebagai berikut :
a. Tahap I: Pembuatan spesimen untuk sambungan las selanjutnya ke proses pengelasan dengan variasi arus 80, 90 dan 100 Ampere.
b. Tahap II: Pengujian hasil sambungan las dengan melakukan uji strukturmikro, dan uji tarik sambungan las.
42 4.1.1. Proses Pengelasan
Setelah pengamatan, pengukuran serta pengujian dilaksanakan terhadap masing-masing benda uji, pada pengelasan las listrik dengan variasi arus 80, 90, 100 A (ampere). Didapatkan data seperti yang akan di tampilkan pada bab ini bersamaan dengan analisa setiap pengujian dan pengamatan.
[image:53.595.217.405.403.558.2]4.1.2. Gambar Spesimen Baja Karbon Rendah SS400
Gambar 4.2 Spesimen Baja Karbon Rendah SS 400
Dapat dilihat pada gambar 4.1 dan 4.2 ada 9 spesimen untuk dilakukan pemotongan plat dan pembuatan kampuh V dengan proses pengelasan variasi arus listrik 80, 90 dan 100 A (ampere) dengan pengujian tarik dan 1 raw material
untuk diakukan pengamatan struktur mikro dalam baja karbon rendah SS 400.
4.1.3. Hasil Pembuatan Kampuh V dan Pengelasan
[image:54.595.229.428.501.659.2]4.1.4. Penjelasan Proses Pengelasan Benda Uji
1. Mempersiapkan mesin las tipe valcon dengan kapasitas maksimal 160 A ( ampere ).
2. Mempersiapkan benda kerja yang akan di las.
3. Posisi pengelasan dengan menggunakan posisi mendatar atau bawah tangan ( horizontal ).
4. Kampuh las yang digunakan adalah jenis kampuh V, dengan sudut 60 dan celah 2 mm.
5. Mempersiapkan elektroda sesuai dengan arus dan tebal benda kerja, dalam penelitian ini kawat elektroda yang digunakan tipe E7018 dengan diameter 2,6 mm.
6. Menyetel Ampermeter yang digunakan untuk mengukur arus pada posisi jarum nol, kemudian salah satu penjepitnya dijepitkan pada kabel yang digunakan untuk menjepit kawat elektroda. Mesin las dihidupkan dan kawat elektroda digoreskan sampai menyala, Ampermeter diatur pada angka 80 A.
[image:55.595.231.430.548.701.2]7. Proses selanjutnya sama dengan nomor 1-6 tetapi arusnya ditingkatkan menjadi 90 A dan 100 A. Untuk setiap pemindahan arus dilakukan 3 kali pengelesan supaya hasil yang didapatkan lebih valid.
4.2. Hasil Pengujian Tarik
4.2.1. Analisa Data
Dalam pelaksanaan uji tarik besarnya tegangan (
σ
)
dan regangan(
ɛ
)
yang terjadi dapat dihitung dengan menggunakan rumus sebagai berikut :σu
=
... pers (4).ɛ
=
x 100% ... pers (5).Dengan : : Tegangan tarik (N/mm2).
ɛ : Regangan (%).
: Beban tarik (KN).
: Luas penampang tarik mula-mula (mm2). : Panjang awal spesimen (mm).
L : Panjang akhir spesimen (mm).
4.2.2. Data Hasil Pengujian Tarik
Tabel 4.1 Perbandingan dari hasil Pengujian Tarik, untuk spesimen Raw Material.
= 113.56 Kn = 1.135.600 N
Ao = W x T = 20.15 mm x 8.85 mm = 178.3275 mm²
Pers R.M
:
σu
=
=
= 636.81 Mpa
Tabel 4.2 Perbandingan dari hasil Pengujian Tarik, untuk spesimen variasi arus 80 A (ampere).
= 72,64 Kn = 726.400 N
Ao = W x T = 15.57 mm x 8.85 mm = 137.7945 mm²
Pers 80.1
:
σu
=
=
=
527.16 MpaNo Kode Spesimen Lebar (mm) Tebal (mm) Tegangan luluh ( ) (N/mm2)
Tegangan Tarik
( ) (N/mm2)
Panjang Awal ( ) (mm) Panjang Akhir ( ) (mm) Beban Maksimal (KN) Pertambahan Panjang ( L) Regangan (ɛ) (%)
1 1 20.15 8.85 414.93 636.81 91.59 106.39 113.56 14.80 16.2
No Kode Spesimen Lebar (mm) Tebal (mm) Tegangan luluh ( ) (N/mm2)
Tegangan Tarik
( ) (N/mm2)
Panjang Awal ( ) (mm) Panjang Akhir ( ) (mm) Beban Maksimal (KN) Pertambahan Panjang ( L) Regangan (ɛ) (%)
1 80.1 15.57 8.85 397.86 527.16 91.92 97.59 72.64 5.67 72.64
2 80.2 13.90 8.85 435.23 606.35 91.67 99.26 74.59 7.59 74.59
3 80.3 16.8 8.85 416.94 470.59 92.07 95.73 70.30 3.66 70.30
[image:57.595.108.521.471.631.2]= 74.59 Kn = 745.900 N
Ao = W x T = 13.90 mm x 8.85 mm = 123.015 mm²
Pers 80.2
:
σu
=
=
=
606.35 Mpa= 70.30 Kn = 703.000 N
Ao = W x T = 16.88 mm x 8.85 mm = 149.388 mm²
Pers80.3
:
σu
=
=
[image:58.595.106.523.387.549.2]
=
470.59 MpaTabel 4.3 Perbandingan dari hasil Pengujian Tarik, untuk spesimen variasi arus 90 A (ampere).
= 83.51 Kn = 835.100 N
Ao = W x T = 15.31 mm x 8.85 mm = 135.4935 mm²
Pers90.1
:
σu
=
=
=
616.34 MpaNo Kode Spesimen Lebar (mm) Tebal (mm) Tegangan luluh ( ) (N/mm2)
Tegangan Tarik
( ) (N/mm2)
Panjang Awal ( ) (mm) Panjang Akhir ( ) (mm) Beban Maksimal (KN) Pertambahan Panjang ( L) Regangan (ɛ) (%)
1 90.1 15.31 8.35 428.30 616.34 92.13 101.21 83.51 9.08 118.0
2 90.2 14.40 8.35 428.37 606.25 92.00 101.12 77.26 9.12 109.0
3 90.3 12.95 8.35 427.19 619.42 92.07 102.62 70.99 10.55 101.5
= 77.26 Kn = 772.600 N
Ao = W x T = 14.40 mm x 8.85 mm = 127.44 mm²
Pers 90.2
:
σu
=
=
=
606.25 Mpa= 70.99 Kn = 709.900 N
Ao = W x T = 12.95 mm x 8.85 mm = 114.6075 mm²
Pers 90.3
:
σu
=
=
[image:59.595.111.441.115.301.2]
=
619.42 MpaTabel 4.4 Perbandingan dari hasil Pengujian Tarik, untuk spesimen variasi arus 100 A (ampere).
= 72.45 Kn = 724.500 N
Ao = W x T = 13.27 mm x 8.85 mm = 117.4395 mm²
Pers 100.1
:
σu
=
=
=
616.91 Mpa= 77.47 Kn = 774.700 N
No Kode Spesimen Lebar (mm) Tebal (mm) Tegangan luluh ( ) (N/mm2)
Tegangan Tarik
( ) (N/mm2)
Panjang Awal ( ) (mm) Panjang Akhir ( ) (mm) Beban Maksimal (KN) Pertambahan Panjang ( L) Regangan (ɛ) (%)
1 100.1 13.27 8.85 451.40 616.91 91.95 100.35 72.45 8.37 9.1
2 100.2 14.17 8.85 423.12 617.76 92.50 102.79 77.47 10.29 11.1
3 100.3 14.16 8.85 431.22 467.62 91.59 95.02 58.60 3.43 3.7
Ao = W x T = 14.17 mm x 8.85 mm = 125.4045 mm²
Pers 100.2
:
σu
=
=
=
617.76 Mpa= 58.60 Kn = 586.000 N
Ao = W x T = 14.16 mm x 8.85 mm = 125.316 mm²
Pers 100.3
:
σu
=
=
[image:60.595.113.512.308.568.2]
=
467.62 MpaGambar 4.5 Grafik Panjang Awal, Tegangan Tarik dan Panjang Akhir rata-rata pada proses Pengujian Tarik dengan variasi arus 80, 90 dan 100 A (ampere).
0 100 200 300 400 500 600 700
Arus 80 A (ampere)
Arus 90 A (ampere)
Arus 100 A (ampere)
91,88 92 92,01
534,7
614
567,43
97,52 101,65 99,38
Panjang Awal (mm)
Tegangan Tarik (N/mm²)
4.2.3. Kesimpulan Pengujian Tarik
Pada tabel 3 ( 4.1, 4.2 dan 4.3 ) dan gambar ( 4.4 ) dapat dilihat bahwa nilai rata-rata kekuatan tarik pada variasi arus 80, 90 dan 100 A ( ampere ) adalah arus 80 A dengan tegangan tarik 534,7 ( N/mm² ) dan panjang akhir 97,52 ( mm ), arus 90 A tegangan tarik 614,00 ( N/mm² ) dan panjang akhir 101,65 ( mm ), arus 100 A dengan tegangan tarik 567,43 ( N/mm² ) dan panjang akhir 99,38 ( mm ). Hal ini menunjukan bahwa dengan variasi arus 90 A ( ampere ) lebih bagus dan efisien karena menghasilkan kekutan tarik yang lebih tinggi dibandingkan dengan arus 80 A dan 100 A.
4.3. Hasil Pengamatan Struktur Mikro
4.3.1. Hasil Pengamatan dan Gambar Struktur Mikro
Pengamatan dilakukan di IST Akprind benda uji tipe SS 400 dengan panjang 200 mm, tebal 9 mm, dan lebar 100 mm dipotong untuk dilakukan pengamatan, pemotongan dikerjakan secara manual menggunakan gergaji tangan dan tidak menggunakan gerinda supaya tidak terjadi perlakuan panas berlebih yang mengakibatkan benda uji memuai oleh panas.
Setelah proses pemotongan selesai benda uji diratakan sisi-sisinya menggunakan gerinda supaya benda uji bersifat halus dan terlihat kandungan bahannya. Kemudian benda uji diamplas atau dipoles disalah satu permukaannya sampai halus tidak ada goresan dengan model atau tipe amplas gulungan nomor 150, 180, 240, 400, 500, 1000 sampai 1500. Dan hanya salah satu sisi dari spesimen yang diamplas dan sisi tersebut yang nantinya akan dilakukan pengamatan struktur mikro.
Amplas satu sisi spesimen atau yang disebut dengan poles. Dipoles sampai permukaanya halus dan tidak ada goresan, karena apabila permukaan yang dipoles tidak halus dan masih ada goresan, maka pada waktu pengujian mikro, kandungan pada spesimen akan terlihat samar-samar karena lensa pada mikro tidak bisa fokus apabila benda mengalami permukaan yang kasar.
1. Spesimen dibersihkan menggunakan kain, kemudian campuurkan cairan HNO3 pekat sekitar 4 ml dan alkohol karena ditentukan sesuai dengan tingkat karbon maka alkohol yang dicampurkan pada etsa sebesar 95% kemudian diteteskan pada permukaan yang dikehendaki.
2. Letakkan spesimen pada landasan mikroskop optik, aktifkan mesin, dekatkan lensa pembesar untuk melihat permukaan spesimen. Pengambilan foto struktur mikro dengan perbesaran 100x dan 200x pada logam induk dan 100x pada spesimen 80, 90 dan 100 A.
[image:63.595.196.503.447.664.2]3. Usahakan pada saat pengambilan foto tidak ada hal apapun yang membuat mikroskop optik bergerak, karena apabila mikroskop optik bergerak akan mempengaruhi hasilnya.
Gambar 4.5 Struktur mikro pada logam induk dengan perbesaran 100x dengan skala 50 µm.
Ferit Perlit
Gambar 4.6 Struktur mikro pada logam induk dengan perbesaran 200x dengan skala 50 µm.
4.3.2. Struktur Mikro pada daerah Logam induk
Berdasarkan pada material baja karbon rendah tipe SS 400 dilakukan pengamatan pada daerah logam induk dan berdasarkan pada foto (3.8) dan (3.9) terdapat struktur mikro yang didominasi kristal ferit dan perlit. Banyaknya struktur kristal perlit pada material SS 400 mengakibatkan kekerasan bahannya tinggi, sedangkan pada struktur kristal ferit tidak dominan pada material ini. Struktur kristal ferit tampak butiran putih dan kristal perlit berupa butiran hitam atau gelap.
Gambar 4.8 Struktur mikro daerah las pada spesimen 80 ampere dengan perbesaran 100x dengan skala 50 µm.
Gambar 4.9 Struktur mikro daerah las pada spesimen 90 ampere dengan perbesaran 100x dengan skala 50 µm.
Perlit Ferit Sementit
Perlit Sementit Ferit
50 µm
[image:65.595.190.506.457.689.2]Gambar 4.10 Struktur mikro daerah las pada spesimen 100 ampere dengan perbesaran 100x dengan skala 50 µm.
4.3.3. Pembahasan Hasil Pengamatan Struktur Mikro Pada Daerah Las
Berdasarkan pada gambar 4.8 peleburan hasil pengelasan dengan arus 80 ampere sudah mengalami perubahan fasa, partikel terdiri dari perlit, ferit dan sementit dengan pendinginan udara dan turun sampai suhu kamar 27 C. Pada gambar 4.9 peleburan hasil pengelasan dengan arus 90 ampere mengalami perubahan fasa, partikel terdiri dari perlit, ferit dan sementit. Partikel pada arus tersebut lebih besar dan unsur partikel nya baik dengan didinginkan oleh udara dan turun sampai suhu kamar 27 C. Pada gambar 4.10 peleburan hasil pengelasan dengan arus 100 ampere mengalami perubahan fasa, partikel terdiri dari perlit, ferit dan sementit yang didinginkan oleh udara sampai turun mencapai suhu
Perlit Ferit Sementit
kamar 27 C. Pada gambar tersebut terjadi perubahan sementit yang bercampur dengan dominan ferit dan beberapa perlit, sehingga unsur partikel sementit tidak rata, logam spesimen menjadi kuat dan getas.
Daerah las merupakan bagian yang mencair pada saat pengelasan di mana bagian ini mendapatkan temperatur tinggi. Struktur nya banyak di pengaruhi oleh waktu ataupun jarak pengelasan yang tidak konstan. Pada gambar 4.8, 4.9 dan 4.10 terdapat unsur partikel perlit, ferit dan sementit.
Gambar 4.11 Struktur mikro daerah HAZ pada spesimen 80 ampere dengan perbesaran 100x dengan skala 50 µm.
Gambar 4.12 Struktur mikro daerah HAZ pada spesimen 90 ampere dengan perbesaran 100x dengan skala 50 µm.
Perlit Ferit
Perlit Ferit
50 µm
[image:68.595.192.505.459.686.2]Gambar 4.13 Struktur mikro daerah HAZ pada spesimen 100 ampere dengan perbesaran 100x dengan skala 50 µm.
4.3.4. Pembahasan Hasil Pengamatan Struktur Mikro Pada Daerah Haz
Daerah HAZ ( Heat Effect Zone ) merupakan daerah logam induk yang masih terpengaruh oleh panas dari pengelasan las listrik, semakin dekat jarak logam induk dengan titik pengelasan maka pengaruh panasnya semakin tinggi dan sebaliknya apabila jauh dari titik pengelasan maka pengaruh panasnya akan semakin rendah, hal ini membuktikan perambatan panas yang tidak rata pada material/spesimen sehingga mempengaruhi struktur mikro.
Melihat gambar struktur mikro daerah HAZ pada gambar 4.11, 4.12 dan 4.13 terlihat kandungan struktur mikro partikel perlit dan ferit, pada struktur mikro daerah HAZ ini tidak ada perubahan partikel karena sifat pendinginan nya masih didinginkan oleh udara, jadi perubahan fasa tetap sama. Pada gambar 4.11
Ferit Perlit
terlihat bahwa partikelnya masih kecil dan banyak tidak jauh beda dengan logam induk, karena data tersebut pengaruh panas dari las dan kemungkinan panas dan pendinginannya tidak stabil. Pada gambar 4.12 terlihat partikelnya sedikit besar di sisi-sisi pada daerah dekat dengan titik pengelasan di arus 90 ampere sudah terlihat sedikit perbedaan dari perubahan fasa nya.
60 5.1. Kesimpulan
Hasil penelitian dan analisa mengenai pengelasan las listrik dengan variabel arus terhadap kekuatan tarik dan mikrostruktur dapat disimpulkan sebagai berikut : Nilai rata-rata spesimen dengan kekuatan arus 80 ampere adalah 534,7 N/mm². Nilai rata-rata spesimen dengan kekuatan arus sebesar 90 ampere
adalah 614,00 N/mm². Nilai rata-rata spesimen dengan kekuatan arus sebesar 100
ampere adalah 567,43 N/mm². Sehingga dapat disimpulkan bahwa analisa spesimen dengan material tipe SS 400 dengan kekuatan arus 90 ampere diperoleh kekuatan tarik yang lebih tinggi menghasilkan material yang bersifat lebih ulet di bandingkan dengan kekuatan arus pada 80 dan 100 ampere.
5.2. Saran
Saran yang dapat diberikan sehubungan dengan penelitian tentang pengelasan ini adalah penyusun menyarankan kepada kalangan akademis dan praktisi atas dasar teoritis bahwa :
1. Perlu dilakukan penelitian lebih lanjut dengan menambah variasi kekuatan arus dan sistem pendinginan supaya diperoleh analisa yang lebih lengkap.
2. Perlu dilakukan penambahan pengujian kekerasan agar mendapatkan analisa kekuatan material yang lebih spesifik.
61 pada tanggal 25 juni 2016 )
Anonim, 2014 http://digilib.unila.ac.id/11:55/4/BAB II hal 20.pdf ( diunduh pada tanggal 25 juni 2016 )
Dieter, George E. ( 1996 ) . Metalurgi Mekanik. Penerbit Erlangga : Jakarta Prastita Pradnya Iwayan ( 2014 ). Pengaruh variasi arus dan jenis elektroda hasil
proses pengelasan smaw terhadap cacat las menggunakan pengujian ultrasonik phased array : Universitas Negeri Surabaya
Standart of Industri Japan, JIS 2201 Z ( 2008 ). Test piece no 6 : The form and dimension of this test plece shall conform to Flg.6.
Surdia tata dan Saito Sinroku ( 1991 ). Pengetahuan bahan teknik Jakarta : Pradnya Paramita
Wiryosumarto dan Okumura, ( 1991 ). Teknologi pengelasan logam Jakarta : Pradnya Paramita
Wibowo Satrio Razaq ( 2011 ). Kekuatan tarik, struktur mikro dan struktur makro lasan baja karbon rendah dengan las gesek Yogyakarta : Universitas
Muhammadiyah Yogyakarta
62
Penghitungan manual pengujian tarik ( Teg.Max ) Logam Induk = 113.56 Kn = 1.135.600 N
Ao = W x T = 20.15 mm x 8.85 mm = 178.3275 mm²
Pers R.M
:
σu
=
=
= 636.81 Mpa
Penghitungan manual pengujian tarik ( Teg.Max ) arus 80 ampere
= 72,64 Kn = 726.400 N
Ao = W x T = 15.57 mm x 8.85 mm = 137.7945 mm²
Pers 80.1
:
σu
=
=
=
527.16 Mpa= 74.59 Kn = 745.900 N
Ao = W x T = 13.90 mm x 8.85 mm = 123.015 mm²
Pers 80.2
:
σu
=
=
=
606.35 Mpa= 70.30 Kn = 703.000 N
Ao = W x T = 16.88 mm x 8.85 mm = 149.388 mm²
Pers80.3
:
σu
=
=
=
470.59 MpaPenghitungan manual pengujian tarik ( Teg.Max ) arus 90 ampere = 83.51 Kn = 835.100 N
Ao = W x T = 15.31 mm x 8.85 mm = 135.4935 mm²
Pers90.1
:
σu
=
=
= 77.26 Kn = 772.600 N
Ao = W x T = 14.40 mm x 8.85 mm = 127.44 mm²
Pers 90.2
:
σu
=
=
=
606.25 Mpa= 70.99 Kn = 709.900 N
Ao = W x T = 12.95 mm x 8.85 mm = 114.6075 mm²
Pers 90.3
:
σu
=
=
=
619.42 MpaPerhitungan manual pengujian tarik ( Teg.Max ) arus 100 ampere = 72.45 Kn = 724.500 N
Ao = W x T = 13.27 mm x 8.85 mm = 117.4395 mm²
Pers 100.1
:
σu
=
=
=
616.91 Mpa= 77.47 Kn = 774.700 N
Ao = W x T = 14.17 mm x 8.85 mm = 125.4045 mm²
Pers 100.2
:
σu
=
=
=
617.76 Mpa= 58.60 Kn = 586.000 N
Ao = W x T = 14.16 mm x 8.85 mm = 125.316 mm²
Pers 100.3
:
σu
=
=
Perhitungan manual pengujian tarik ( Regangan ) Logam Induk Pers R.M :
ɛ
=
x 100%ɛ
=
x
100 %ɛ
=
=
16.15 = 16.2 %Perhitungan manual pengujian tarik ( Regangan ) arus 80 ampere Pers 80.1 :
ɛ
=
x 100%ɛ
=
x 100 %
ɛ
=
=
6.16 = 6.2 %Pers 80.2 :
ɛ
=
x 100%
ɛ
=
x 100 %
ɛ
=
=
8.27 = 8.3 %Pers 80.2 :
ɛ
=
x 100%ɛ
=
x 100 %
ɛ
=
Penghitungan manual pengujian tarik ( Regangan ) arus 90 ampere Pers 90.1 :
ɛ
=
x 100%ɛ
=
x 100 %
ɛ
=
= 9.85 = 9.9 %
Pers 90.2 :
ɛ
=
x 100%ɛ
=
x 100 %
ɛ
=
=
9.91 = 9.9 %Pers 90.2 :
ɛ
=
x 100%ɛ
=
x 100 %
ɛ
=
=
11.45 = 11.5 %Perhitungan manual pengujian tarik ( Regangan ) arus 100 ampere Pers 100.1 :
ɛ
=
x 100%
ɛ
=
x 100 %
ɛ
=
=
9.09 = 9.1 %Pers 100.2 :
ɛ
=
x 100%
ɛ
=
x 100 %
ɛ
=
Pers 100.2 :
ɛ
=
x 100%ɛ
=
x 100 %
ɛ
=
=
3.74 = 3.7 %Proses pengujian tarik dengan 9 spesimen arus 80, 90, 100 ampere dan 1 logam induk raw material kemudian dilakukan proses pemolesan benda kerja untuk dilakukan pengujian struktur mikro.
Pengujian struktur mikro dengan perbesaran 100x untuk melihat struktur kandungan daerah las,HAZ dan logam induk pada benda kerja.