L-1
Uraian Tugas dan Tanggung Jawab
Uraian pembagian tugas dan tanggung jawab dari tiap-tiap jabatan pada struktur organisasi PT. Cipta Baja Raya sebagai berikut :
1. Presiden Direktur
Presiden direktur adalah sebagai pemilik perusahan dan merupan jabatan yang paling tinggi. Tugas dan tanggung jawab presiden direktur adalah: a. Bertanggung jawab terhadap kemajuan perusahaan dan
mengkoordinasikan selutuh kegiatan perusahaan
b. Memimpin perusahaan dan mengawasi kelancaran perusahaan sesuai dengan tujuan dan kebijakan yang telah ditetapkan
c. Melakukan hubungan dengan pihak luar baik swasta maupun pemerintah yang bertujuan untuk kelancaran perusahaan.
d. Menetapkan kebijakan-kebijakan perusahaan 2. Direktur
Direktur mempunyai tugas dan tanggung jawab sebagai berikut:
a. Memutuskan dan menentukan peraturan dan kebijakan tertinggi perusahaan
b. Bertanggung jawab dalam memimpin dan menjalankan perusahaan c. Bertanggung jawab atas kerugian yang dihadapi perusahaan termasuk
juga keuntungan perusahaan
e. Bertindak sebagai perwakilan perusahaan dalam hubungannya dengan dunia luar perusahaan
f. Menetapkan strategi-strategi stategis untuk mencapakai visi dan misi perusahaan
g. Mengkoordinasikan dan mengawasi semua kegiatan di perusahaan, mulai bidang administrasi, kepegawaian hingga pengadaan barang.
h. Mengangkat dan memberhentikan karyawan perusahaan. 3. Management Representative
Management Representative mempunyai tugas dan tanggung jawab sebagai berikut:
a. Berkoordinasi dengan Badan Sertifikasi
b. Mewakili manajemen selama sertifikasi dan audit surveillance c. Mempromosikan kesadaran tentang persyaratan pelanggan
d. Menyiapkan dan merevisi dokumen SMM (Manual yaitu Kualitas, Prosedur sistem mutu dan dokumentasi lainnya).
e. Memastikan kepatuhan semua fungsi sesuai standar ISO 9001:2000. f. Mempersiapkan Tinjauan Manajemen Jadwal Pertemuan dan melakukan
Rapat Management Review
g. Mempersiapkan jadwal Audit, Melakukan Audit Internal menyiapkan laporan audit, Menulis laporan Ketidaksesuaian.
k. Membuat ISO / kesadaran Kualitas untuk rekan dengan pelatihan internal. l. Review Kebijakan mutu secara berkala
m.Waktu ke waktu meninjau semua fungsi, untuk memeriksa pelaksanaan yang efektif dari sistem Manajemen Mutu.
4. Doc. Controller and Internal Audit Spv
Doc. Controller and Internal Audit Spv mempunyai tugas dan tanggung jawab sebagai berikut:
a. Menyetujui dokumen akan kecukupannya sebelum diterbitkan.
b. Menelaah dan memperbaharui sebagaimana perlu, dan persetujuan ulang dokumen.
c. Memastikan bahwa perubahan dan status revisi terkini dari dokumen teridentifikasi.
d. Memastikan bahwa versi yang relevan dari dokumen yang dapat diterapkan tersedia di tempat pengguna.
e. Memastikan bahwa dokumen tetap dapat terbaca dan segera dapat teridentifikasi.
f. Memastikan bahwa dokumen yang berasal dari luar organisasi yang ditetapkan oleh organisasi yang penting untuk perencanaan dan operasi sistem manajemen mutu diidentifikasi dan distribusinya dikendalikan. g. Mencegah penggunaan tidak disengaja dokumen kadaluwarsa, dan untuk
menerapkan identifikasi yang sesuai pada dokumen bila disimpan untuk maksud apapun.
5. Doc. Controller Staff
a. Mengikuti alur atau proses perubahan yang terjadi dalam dokumen. b. Selalu aktif memantau schedule penyelesaian pekerjaan dokumen yang
dilakukan oleh user/engineer.
c. Menyerahkan hasil laporan kepada Doc. Controller and Internal Audit
Spv.
6. Procurement Manager
Tugas dan tanggung jawab procurement manager adalah sebagai berikut: a. Merancang hubungan yang tepat dengan supplier.
b. Memilih supplier.
c. Memilih dan mengimplentasikan teknologi yang cocok. d. Memelihara data item yang dibutuhkan dan data supplier. e. Melakukan proses pembelian.
f. Mengevaluasi kinerja supplier. 7. Chief Executive Officer (CEO)
Tugas dan tanggung jawab Chief Executive Officer adalah sebagai berikut: a. Merencanakan, mengelola, dan menganalisis segala aktivitas fungsional
bisnis seperti operasional, sumber daya manusia, keuangan, dan pemasaran.
b. Merencanakan dan mengelola proses penganggaran, lalu mengamati dan menganalisis apabila ada kejanggalan dalam prakteknya.
ditempatkan pada posisi yang sesuai sehingga dapat memaksimalkan kinerja perusahaan.
e. Merencanakan, mengelola, dan mengeksekusi perencanaan strategi bisnis atau korporat baik untuk jangka waktu menengah maupun panjang dengan mengacu pada visi dan misi perusahaan.
f. Mengidentifikasi dan meningkatkan performa operasional perusahaan dengan cara memotivasi berbagai divisi di perusahaan.
g. Mengambil berbagai keputusan strategis yang berdampak baik bagi sustainabilitas perusahaan berdasarkan hasil analisis data dan fakta baik yang telah menjadi jejak rekam (record) perusahaan maupun analisis terhadap berbagai faktor lingkungan bisnis.
h. Menjaga sustainabilitas keunggulan kompetitif perusahaan dan meningkatkan kompetensi utama perusahaan dan mengimplementasikannya.
i. Menganalisis dan mengambil langkah paling prioritas bagi alokasi sumber daya dan penganggaran perusahaan.
j. Membuat kebijakan, prosedur, dan standar pada organisasi perusahaan. k. Menganalisis segala masalah dalam perusahaan dan mengkoordinasikan
manajemen puncak dalam menyelesaikan masalah tersebut secara efektif dan efisien.
l. Membuat keputusan strategis dalam hal integrasi, divestasi, investasi, aliansi, dan joint venture.
8. Finance Manager
a. Mengelola fungsi akuntansi dalam memproses data dan informasi keuangan untuk menghasilkan laporan keuangan yang dibutuhkan perusahaan secara akurat dan tepat waktu.
b. Mengkoordinasikan dan mengontrol perencanaan, pelaporan danpembayaran kewajiban pajak perusahaan agar efisien, akurat, tepatwaktu, dan sesuai dengan peraturan pemerintah yang berlaku. c. Merencanakan, mengkoordinasikan dan mengontrol arus kas perusahaan
(cashflow), terutama pengelolaan piutang dan hutang,sehingga memastikan ketersediaan dana untuk operasional perusahaan dan kesehatan kondisi keuangan.
d. Merencanakan dan mengkoordinasikan penyusunan anggaran perusahaan, dan mengontrol penggunaan anggaran tersebut untuk memastikan penggunaan dana secara efektif dan efisien dalam menunjang kegiatan operasional perusahaan.
e. Merencanakan dan mengkoordinasikan pengembangan sistem dan prosedur keuangan dan akuntansi, serta mengontrol pelaksanaannya untuk memastikan semua proses dan transaksi keuangan berjalan dengan tertib dan teratur, serta mengurangi risiko keuangan
g. Merencanakan dan mengkonsolidasikan perpajakan seluruh perusahaan untuk memastikan efisiensi biaya dan kepatuhan terhadap peraturan perpajakan.
9. Procurement Staff
Tugas dan tanggung jawab procurement staff adalah sebagai berikut: a. Melaksanakan pembelian bahan-bahan yang dibutuhkan.
b. Mengawasi persediaan bahan di workshop.
c. Membuat laporan mengenai pembelian, penggunaan, maupun persediaan bahan.
10. Accounting Manager
Tugas dan tanggung jawab accounting manager adalah sebagai berikut: a. Merencanakan strategi akunting perusahaan secara tepat sesuai strategi
bisnis perusahaan
b. Mengatur dan mengarahkan pencatatan neraca perusahaan sesuai aktivitas perusahaan dan menjaga keseimbangan neraca R/L
c. Mengontrol dan mengevaluasi pencatatan neraca R/L dan aktivitas akunting lainnya agar dapat berjalan secara tepat dan akurat
d. Mengevaluasi dan menganalisa implementasi sistem akunting untuk memberi masukan terhadap sistem keuangan dan strategi bisnis
e. Mengarahkan fungsi dan kinerja unit dan bagian akunting agar dapat berjalan optimal dan meningkatkan kinerja SDM akunting
11. Finance Spv
Tugas dan tanggung jawab finance spv adalah sebagai berikut: a. Melakukan verifikasi kelengkapan dokumen pembayaran.
b. Melakukan verifikasi dokumen pembayaran atas ketersediaan budget dan kode budget
c. Melakukan verifikasi atas AP/AR terhadap pembayaran vendor dan staff
d. Ikut serta mempersiapkan dan melakukan verifikasi atas data payroll e. Bertanggungjawab melakukan rekonsiliasi atas bank, petty cash dan
AP/AR
f. Ikut bertanggungjawab atas sistem dokumentasi yang baik. 12. Tax Spv
Tugas dan tanggung jawab tax spv adalah sebagai berikut:
a. Melakukan verifikasi dan analisa jumlah pajak yang dilaporkan serta jumlah pajak yang diinput di sistem untuk memastikan kebenaran dan keakuratan data.
b. Merencanakan dan menyusun langkah-langkah dalam pemeriksaan pajak, memberikan dan memverifikasi data-data yang diinginkan oleh pihak pajak.
13. Procurement Staff
Tugas dan tanggung jawab procurement staff adalah sebagai berikut: a. Melaksanakan pembelian bahan-bahan yang dibutuhkan.
b. Mengawasi persediaan bahan di workshop.
c. Membuat laporan mengenai pembelian, penggunaan, maupun persediaan bahan.
14. Accounting Staff
Tugas dan tanggung jawab accounting staff adalah sebagai berikut:
a. Membuat rincian perhitungan mengenai kebutuhan bahan untuk membuat produk yang akan ditawarkan.
b. Membuat rincian total biaya yang diperlukan untuk membuat produk yang akan ditawarkan.
15. Finance Staff
Tugas dan tanggung jawab finance staff adalah sebagai berikut:
a. Melakukan penginputan semua transaksi keuangan ke dalam program b. Melakukan transaksi keuangan perusahaan
c. Melakukan pembayaran kepada suplier
d. Mengontrol aktivitas keuangan / transaksi keuangan perusahaan 16. Tax Staff
Tugas dan tanggung jawab taxstaff adalah sebagai berikut:
a. Melakukan koordinasi dengan perusahaan affiliasi dan bagian terkait dalam melaksanakan hak dan kewajiban perpajakan
d. Menangani audit pajak dan menyusun budget tahunan bagian pajak e. Update peraturan perpajakan untuk memastikan tax compliance
17. HRD & GA Manager
Tugas dan tanggung jawabHRD & GA Manager adalah sebagai berikut: a. Mengatur dan menghitung jumlah tenaga kerja yang dibutuhkan. b. Mengatur penempatan tenaga kerja di masing-masing bagian. c. Membuat catatan administrasi yang berkaitan dengan tenaga kerja. d. Mengatur dan memberikan gaji dan tunjangan kepada tenaga kerja. e. Membantu General Manager dalam hal kegiatan administrasi. 18. Production Manager
Tugas dan tanggung jawab production manager adalah sebagai berikut: a. Merencanakan dan mengatur jadwal produksi produk agar tidak terjadi
kekurangan dan kelebihan persediaan.
b. Mengadakan pengendalian produksi agar produk sesuai dengan spesifikasi dan standar mutu yang ditentukan.
c. Membuat laporan produksi secara priodik untuk mengenai pamakaian bahan dan jumlah produksi.
d. Mengawasi dan mengevaluasi kegiatan produksi untuk mengetahui kekurangan dan penyimpangan sehingga dapat dilakukan perbaikan. 19. Service Manager
Tugas dan tanggung jawab service manager adalah sebagai berikut:
b. Merencanakan pengelolaan Departmen Customer Service agar yang ditetapkan dapat tercapai
c. Merencanakan pengembangan Sumber daya manusia di Departemen Customer Service
d. Mengelola dan mengembangkan hubungan baik dengan pelanggan
e. Mengelola operasional Departemen Customer Service dan kesiapan infrastruktur pendukungnya.
20. Maintenance Manager
Tugas dan tanggung jawab maintenance manager adalah sebagai berikut: a. Melakukan perawatan dan pemeliharaan atas semua mesin atau peralatan
yang dibutuhkan selama proses produksi.
b. Mengatur seluruh kegiatan perusahaan yang berhubungan dengan perawatan segala sarana dan prasarana perusahaan.
21. Marketing and Sales Manager
Tugas dan tanggung jawab marketing and sales manager adalah sebagai berikut:
a. Merencanakan dan menentukan strategi penjualan dan pemasaran.
b. Mengakoordinasikan dan mengevaluasi semua program divisi pemasaran, termasuk gudang, distribusi, promosi dan hubungan masyarakat untuk pencapaian target penjualan, pertumbuhan dan market share.
22. PPIC Manager
Tugas dan tanggung jawabPPIC manager adalah sebagai berikut:
a. Membuat rencana produksi sesuai dengan pemasaran yang telah disetujui.
b. Mengatur kegiatan produksi. c. Mengontrol persediaan bahan baku.
d. Menetapkan penjadwalan pemesanan bahan baku kepada pemasok. e. Bertanggung jawab kepada CEO terhadap pelaksanaan tugasnya. 23. Quality ControlManager
Tugas dan tanggung jawab quality control manager adalah sebagai berikut: a. Merencanakan tahapan dalam mengecek kualitas bahan baku dan hasil
produksi.
b. Melakukan tahap-tahap peningkatan kualitas produksi.
c. Membuat daftar pemasok dan menetapkan pemasok bahan baku. 24. HRD & GA Staff
Tugas dan tanggung jawab HRD & GA Staff adalah sebagai berikut: a. Mengumpulkan data tenaga kerja dan karyawan.
a. Membantu manajer PPIC dalam jadwal produksi produk agar tidak terjadi kekurangan dan kelebihan persediaan
b. Melakukan pengawasan terhadap pengendalian produksi agar produk sesuai dengan spesifikasi dan standar mutu yang ditentukan
c. Bertanggung jawab kepada manajer Production. 26. Service Spv
Tugas dan tanggung jawab service Spvadalah sebagai berikut:
a. Membantu manajer Servise dalam pengembangan Sumber daya manusia di Departemen Customer Service
b. Melaksakan pengelolaan Departmen Customer Service agar yang ditetapkan dapat tercapai
c. Menjalankan jalinan bisnis yang baik dengan konsumen d. Bertanggung jawab kepada manajer service.
27. Marketing & Sales Spv
Tugas dan tanggung jawab marketing & sales Spv adalah sebagai berikut: a. Mencapai budget penerimaan order yang telah ditargetkan.
b. Menganalisa struktur pasar, pelanggan dan kompetitor.
c. Merespon permintaan dan komplain dari pelanggan dan meneruskan ke departemen terkait untuk mencari solusi.
i. Mengikuti peraturan yang ditetapkan perusahaan. 28. PPIC Spv
Tugas dan tanggung jawab PPICSpv adalah sebagai berikut:
a. Membantu manajer PPIC dalam merencanakan, menjadwalkan, serta melakukan pengendalian waktu persiapan terhadap semua proyek pesanan part mesin dari customer.
b. Melakukan pengawasan terhadap seluruh kegiatan yang berkaitan dengan peninjauan proyek didalam maupun diluar pabrik.
c. Bertanggung jawab kepada manajer PPIC. 29. Quality Control Spv
Tugas dan tanggung jawab quality control Spv adalah sebagai berikut: a. Mengecek kualitas bahan baku dan hasil produksi.
b. Mengawasi daftar pemasok dan menetapkan pemasok bahan baku. c. Bertanggung jawab kepada manajer quality control.
30. HR & GA Spv
Tugas dan tanggung jawab HR & GASpv adalah sebagai berikut:
a. Membantu manajer HR & GA dalam Mengatur dan menghitung jumlah tenaga kerja.
b. Mengawasi penggunaan data, barang dan peralatan pada masing-masing departemen.
b. Membuat laporan produksi harian
c. Menjalankan instruksi kerja yang diberikan atasannya 32. Foreman Production
Tugas dan tanggung jawab foreman production adalah sebagai berikut: a. Menjaga kelancaran proses produksi
b. Mengawasi kinerja operator
c. Menerima ketentuan proses produksi yang diberikan oleh asisten produksi
d. Menyampaikan ketentuan produksi kepada operator
e. Bertanggung jawab atas kelancaran proses produksi dan kinerja operator 33. Logistic and Warehouse Admin Staff
Tugas dan tanggung jawab logistic and warehouse adalah sebagai berikut: a. Mengkoordinir dan mengawasi pengelolaan persediaan bahan baku. b. Membuat laporan penerimaan, persediaan dan pengeluaran bahan. c. Mengontrol persediaan bahan.
d. Memesan bahan bila telah habis. 34. Log &Warehouse foreman
Tugas dan tanggung jawab log &warehouse foreman adalah sebagai berikut: a. Memeriksa stok minimum untuk memenuhi kebutuhan produksi dan
administrasi.
b. Selalu memastikan gudang dalam keadaan bersih dan barang-barang tersusun rapi.
35. Dispatch Foreman
Tugas dan tanggung jawab dispatch foreman adalah sebagai berikut:
a. Bertanggung jawab dalam penerapan rencana kerja produksi yang ditetapkan oleh Produksi.
b. Mengkoordinasikan dan mengarahkan sistem produksi agar tetap dan tujuan tercapai.
c. Memberi pengarahan kepada operator packing untuk peningkatan kerja sistem produksi dan mengurangi kerusakan akibat packing.
d. Membuat laporan produksi secara periodik kepada manager untuk evaluasi kinerja kerja produksi.
e. Menilai hasil kerja bawahannya secara berkala. 36. MechanicalStaff
Tugas dan tanggung jawab mechanical staff adalah sebagai berikut: a. Melaksanakan proses fabrikasi dan proses pekerjaan mesin.
b. Memeriksa produk yang telah selesai agar sesuai dengan spesifikasi. c. Merawat mesin dan peralatan yang digunakan dalam proses fabrikasi
dan proses pekerjaan mesin.
d. Menjaga kebersihan lantai workshop dan ruang mesin. 37. ElectricalStaff
Tugas dan tanggung jawab electricalstaff adalah sebagai berikut: a. Merakit instalasi listrik dan sistem kontrol pada produk.
38. SalesStaff
Tugas dan tanggung jawab salesstaff adalah sebagai berikut:
a. Mengumpulkan data aktivitas pengangkutan produk atas kondisi produk selama dalam perjalanan.
b. Mengumpulkan data kegiatan pemasangan produk di tempat pemasangan.
39. Sales Counter Staff
Tugas dan tanggung jawab salescounter staff adalah sebagai berikut: a. Membuat laporan mengenai aktivitas keuanganperusahaan b. Membuat laporan manajemen kepada induk perusahaan
c. Menyiapkan dokumen penagihan invoice/kuitansi tagihan beserta kelengkapannya
40. Marketing & Sales Admin Staff
Tugas dan tanggung jawab marketing & sales admin staff adalah sebagai berikut:
a. Menginput kode barang apabila belum ada di Internal Enquiry/Order
b. Menginput harga dari order yang masuk di sistem estimasi.
c. Menyiapkan laporan rekap bulanan untuk order yang diterima dan penjualan baik per pelanggan, salesman dan per industri.
d. Menyiapkan laporan bulanan pencapaian order dan penjualan terhadapbudget.
41. Estimator
Tugas dan tanggung jawab estimator adalah sebagai berikut: a. Memperkirakan biaya-biaya bahan produksi
b. Menentukan biaya produk yang akan dijual ke konsumen. 42. PPIC Staff
Tugas dan tanggung jawab PPIC staff adalah sebagai berikut: a. Mencatat tentang rencana produksi
b. Mengumpulkan data tentang penjadwalan pemesanan bahan baku
c. Mengumpulkan data tentang keperluan bahan baku pada proses produksi d. Mencatat masalah-masalah yang terjadi selama proses produksi
43. R&D-QA Staff
Tugas dan tanggung jawab r&d-qa staff adalah sebagai berikut: a. Melaksanakan tugas dalam prosedur jaminan kualitas produk b. Menafsirkan dan menerapkan standar jaminan kualitas c. Mengevaluasi kecukupan standar jaminan kualitas
d. Mencatata audit internal dan kegiatan jaminan kualitas lainnya e. Mengumpulkan dan menyusun data kualitas statistik
f. Menganalisis data untuk mengidentifikasikan area untuk perbaikan sistem mutu
g. Menyiapkan laporan untuk hasil dari kegiatan kualitas produk 44. Lab Staff
d. Mencatat masalah-masalah yang terjadi pada bahan baku selama proses produksi
45. Drawing staff
Tugas dan tanggung jawab drawingstaff adalah sebagai berikut:
a. Menerima spesifikasi produk yang diinginkan konsumen untuk dilakukan penggambaran ulang oleh pabrik.
b. Melakukan pengawasan terhadap seluruh gambar yang sedang dikerjakan bagian anggota drawing.
c. Menyetujui gambar 46. Method Eng. Staff
Tugas dan tanggung jawab method eng.staff adalah sebagai berikut: a. Melakukan perhitungan terhadap perkiraan proyek yang akan masuk. b. Berkoordinasi dengan bagian produksi terhadap kapasitas pabrik dengan
jumlah proyek yang akan dikerjakan.
c. Bertanggung jawab kepada asisten manajer proyek. 47. Security
Tugas dan tanggung jawab security adalah sebagai berikut: a. Menjaga keamanan pabrik
b. Memeriksa setiap tamu yang masuk ke pabrik c. Bertanggungjawab terhadap HRD dan GA manajer 48. Cleaning Service
Tugas dan tanggung jawab cleaning service adalah sebagai berikut: a. Melayani karyawan-karyawan yang ada di perusahaan
49. Operator
Tugas dan tanggung jawab operator adalah sebagai berikut:
a. Melaksanakan proses produksi sesuai ketetapan yang ditentukan oleh mandor produksi
b. Menjalankan tugas sesuai pembagian tugas masing-masing c. Bertanggungjawab atas tugas yang diberikan
d. Bertanggungjawab kepada mandor produksi 50. Driver
Tugas dan tanggung jawab driver adalah sebagai berikut: a. Mengantarkan produk ke konsumen
b. Melaksanakan tugas yang diberikan service manager
c. Membersihkan dan merawat transportasi perusahaan 51. Fabrication Work
Tugas dan tanggung jawab fabrication work adalah sebagai berikut: a. Membuat produk sesuai dengan order pelanggan
b. Melakukan aktivitas pengelasan dan fabrikasi material besi atau baja sesuai dengan kebutuhan
52. QC Checker
Tugas dan tanggung jawab qc checker adalah sebagai berikut: a. Mengecek kualitas produk yang sudah jadi
L-2
Keterampilan atau skill
Keterampilan atau skill, didefinisikan sebagai kemampuan mengikuti cara kerja yang ditetapkan. Latihan dapat meningkatkan keterampilan, tetapi hanya sampai ke tingkat tertentu saja. Untuk keperluan penyesuaian, keterampilan dibagi menjadi 6 kelas dengan ciri-ciri dari setiap kelas yaitu:
1. Super skill:
a. Secara bawaan cocok sekali dengan pekerjaannya. b. Bekerja dengan sempurna.
c. Tampak seperti telah terlatih dengan baik.
d. Gerakan-gerakannya halus tetapi sangat cepat sehingga sangat sulit untuk diikuti.
e. Kadang-kadang terkesan tidak berbeda dengan gerakan-gerakan mesin. f. Perpindahan dari satu elemen pekerjaan ke elemen lainnya tidak terlampau
terlihat karena lancarnya.
g. Tidak terkesan adanya gerakan-gerakan berpikir dan merencana tentang apa yang dikerjakan (sudah sangat otomatis).
h. Secara umum dapat dikatakan bahwa pekerja yang bersangkutan adalah pekerja yang sangat baik.
2. Excellent skill:
a. Percaya pada diri sendiri.
d. Bekerjanya teliti dengan tidak banyak melakukan pengukuran atau pemeriksaan lagi.
e. Gerakan-gerakan kerjanya beserta urutan-urutannya dijalankan tanpa kesalahan.
f. Menggunakan peralatan dengan baik.
g. Bekerjanya cepat tanpa mengorbankan mutu. h. Bekerjanya cepat tetapi halus.
i. Bekerjanya berirama dan terkoordinasi. 3. Good skill:
a. Kualitas hasil baik.
b. Bekerjanya tampak lebih baik daripada kebanyakan pekerja pada umumnya.
c. Dapat memberi petunjuk-petunjuk pada pekerja lain yang keterampilannya lebih rendah.
d. Tampak jelas sebagai pekerja yang cakap. e. Tidak memerlukan banyak pengawasan. f. Tiada keragu-raguan.
g. Bekerjanya “stabil”
h. Gerakan-gerakannya terkoordinasi dengan baik. i. Gerakan-gerakannya cepat.
4. Average skill:
d. Tampak sebagai pekerja yang cakap.
e. Gerakan-gerakannya cukup menunjukkan tidak ada keragu-raguan. f. Mengkoordinasi tangan dan pikiran dengan cukup baik.
g. Tampak cukup terlatih dan karenanya mengetahui seluk beluk pekerjaannya.
h. Bekerja cukup teliti.
i. Secara keseluruhan cukup memuaskan. 5. Fair skill:
a. Tampak terlatih tetapi belum cukup baik.
b. Mengenal peralatan dan lingkungan secukupnya.
c. Terlihat adanya perencanaan-perencanaan sebelum melakukan gerakan-gerakan.
d. Tidak mempunyai kepercayaan diri yang cukup.
e. Tampaknya seperti tidak cocok dengan pekerjaannya tetapi telah dipekerjakan di bagian itu sejak lama.
f. Mengetahui apa-apa yang dilakukan dan harus dilakukan tapi tampak tidak selalu yakin.
g. Sebagian waktunya terbuang karena kesalahan-kesalahan sendiri.
h. Jika tidak bekerja secara sungguh-sungguh outputnya akan sangat rendah. i. Biasanya tidak ragu-ragu dalam menjalankan gerakan-gerakannya.
6. Poor skill:
a. Tidak bisa mengkoordinasikan tangan dan pikiran. b. Gerakan-gerakannya kaku.
d. Seperti yang tidak terlatih untuk pekerjaan yang bersangkutan. e. Tidak terlihat adanaya kecocokan dengan pekerjaannya. f. Ragu-ragu dalam melaksanakan gerakan-gerakan kerja. g. Sering melakukan kesalahan-kesalahan.
L-3
Usaha atau Effort
Usaha atau effort, adalah kesungguhan yang ditunjukkan atau yang diberikan operator ketika melakukan pekerjaannya. Usaha atau effort ini dibagi atas 6 kelas usaha dengan ciri-cirinya, yaitu:
1. Excessive effort:
a. Kecepatan sangat berlebihan.
b. Usahanya sangat bersungguh-sungguh tetapi dapat membahayakan kesehatannya.
c. Kecepatan yang ditimbulkannya tidak dapat diperthankan sepanjang hari kerja.
2. Excellent effort:
a. Jelas terlihat kecepatannya sangat tinggi.
b. Gerakan-gerakan lebih ekonomis daripada operator-operator biasa. c. Penuh perhatian pada pekerjaannya.
d. Banyak memberi saran.
e. Menerima saran-saran petunjuk dengan senang. f. Percaya pada kebaikan maksud pengukuran waktu. g. Tidak bertahan lebih dari beberapa hari.
h. Bangga atas kelebihannya.
k. Karena lancarnya perpindahan dari suatu elemen ke elemen lain tidak terlihat.
3. Good effort:
a. Bekerja berirama.
b. Saat-saat menganggur dangat sedikit, nahkan kadang-kadang tidak ada. c. Penuh perhatian pada pekerjaannnya.
d. Senang pada pekerjaannnya.
e. Kecepatannya baik dan dapat dipertahankan sepanjang hari. f. Percaya pada kebaikan waktu pengukuran waktu.
g. Menerima saran-saran dan petunjuk dengan senang. h. Dapat memberi saran-saran untuk perbaikan kerja. i. Tempat kerjanya diatur baik dan rapi.
j. Menggunakan alat-alat yang tepat dengan baik. k. Memelihara dengan baik kondisi peralatan. 4. Average effort:
a. Tidak sebaik good, tapi lebih baik dari poor. b. Bekerja dengan stabil.
c. Menerima saran-saran tetapi tidak melaksanakannya. d. Set up dilaksanakan dengan baik.
e. Melakukan kegiatan-kegiatan perencanaan. 5. Fair effort:
d. Tidak mengeluarkan tenaga dengan secukupnya. e. Terjadi sedikit penyimpangan dari cara kerja baku. f. Alat-alat yang dipakainya tidak selalu yang terbaik.
g. Terlihat adanya kecenderungan kurang perhatian pada pekerjaannnya. h. Terlampau hati-hati.
i. Sistematika kerjanya sedang-sedang saja. j. Gerakan-gerakannya tidak terencana. 6. Poor effort:
a. Banyak membuang-buang waktu.
b. Tidak memperhatikan adanya minat bekerja. c. Tidak mau menerima saran-saran.
d. Tampak malas dan lambat bekerja.
e. Melakukan gerakan-gerakan yang tidak perlu untuk mengambil alat-alat dan bahan.
f. Tempat kerjanya tidak diatur rapi.
L-4
Rating Factor Operator untuk Setiap Elemen Kegiatan Elemen
Kegiatan Faktor Kelas Lambang Penyesuaian Total
Rating Factor
1
Keterampilan Good C2 0,03 0,15 1,15
Usaha Excellent B1 0,10
Kondisi kerja Good C 0,02
Konsistensi Average D 0,00
2
Keterampilan Excellent B2 0,08 0,06 1,06
Usaha Average D 0,00
Kondisi kerja Good E -0,03
Konsistensi Good C 0,01
3
Keterampilan Excellent B2 0,08 0,13 1,13
Usaha Average D 0,00
Kondisi kerja Good C 0,02
Konsistensi Excellent B 0,03
4
Keterampilan Excellent B2 0,08 0,08 1,08
Usaha Average D 0,00
Kondisi kerja Fair E -0,03
Konsistensi Excellent B 0,03
5
Keterampilan Good C1 0,06 0,12 1,12
Usaha Excellent B2 0,08
Kondisi kerja Fair E -0,03
Konsistensi Good C 0,01
6
Keterampilan Excellent B2 0,08 0,11 1,11
Usaha Average D 0,02
Kondisi kerja Good C 0,02
Konsistensi Good C 0,01
7
Keterampilan Good C2 0,03 0,10 1,10
Usaha Good C2 0,02
Kondisi kerja Good C 0,02
Konsistensi Excellent B 0,03
8
Keterampilan Excellent B2 0,08 0,10 1,10
Usaha Good C2 0,02
Kondisi kerja Fair E -0,03
Rating Factor Operator untuk Setiap Elemen Kegiatan (Lanjutan) Elemen
Kegiatan Faktor Kelas Lambang Penyesuaian Total
Rating Factor
9
Keterampilan Good C2 0,03 0,11 1,11
Usaha Excellent B1 0,10
Kondisi kerja Fair E -0,03
Konsistensi Good C 0,01
10
Keterampilan Excellent B2 0,08 0,13 1,13
Usaha Good C2 0,02
Kondisi kerja Good C 0,02
Konsistensi Good C 0,01
11
Keterampilan Excellent B2 0,08 0,13 1,13
Usaha Average D 0,00
Kondisi kerja Excellent B 0,04
Konsistensi Good C 0,01
12
Keterampilan Good C1 0,06 0,11 1,11
Usaha Average D 0,00
Kondisi kerja Excellent B 0,04
Konsistensi Good C 0,01
13
Keterampilan Excellent B2 0,08 0,13 1,13
Usaha Average D 0,00
Kondisi kerja Good C 0,02
Konsistensi Excellent B 0,03
14
Keterampilan Good C1 0,06 0,14 1,14
Usaha Excellent B1 0,10
Kondisi kerja Fair E -0,03
Konsistensi Good C 0,01
15
Keterampilan Excellent B2 0,08 0,11 1,11
Usaha Good C1 0,05
Kondisi kerja Fair E -0,03
Konsistensi Good C 0,01
16
Keterampilan Good C2 0,03 0,10 1,10
Usaha Good C2 0,02
Kondisi kerja Good C 0,02
Konsistensi Excellent B 0,03
17
Keterampilan Good C2 0,03 0,09 1,09
Usaha Good C2 0,02
Kondisi kerja Excellent B 0,04
Rating Factor Operator untuk Setiap Elemen Kegiatan (Lanjutan) Elemen
Kegiatan Faktor Kelas Lambang Penyesuaian Total
Rating Factor
18
Keterampilan Good C2 0,03 0,11 1,11
Usaha Excellent B1 0,10
Kondisi kerja Fair E -0,03
Konsistensi Good C 0,01
19
Keterampilan Good C1 0,06 0,10 1,10
Usaha Good C2 0,02
Kondisi kerja Good C 0,02
Konsistensi Average D 0,00
20
Keterampilan Excellent B1 0,06 0,14 1,14
Usaha Good C1 0,05
Kondisi kerja Good C 0,02
Konsistensi Good C 0,01
21
Keterampilan Good C1 0,06 0,15 1,15
Usaha Good C2 0,02
Kondisi kerja Excellent B 0,04
Konsistensi Excellent B 0,03
22
Keterampilan Excellent B2 0,08 0,13 1,13
Usaha Average D 0,00
Kondisi kerja Good C 0,02
L-5
Allowance Operator untuk Setiap Elemen Kegiatan
Stasiun kerja Faktor Allowance Total
1
Tenaga yang dikeluarkan 2,5 11
Sikap kerja 0,5
Gerakan kerja 0
Kelelahan mata 3
Keadaan temperatur kerja 2
Keadaan atmosfer 0
Keadaan lingkungan yang
baik 1
Kebutuhan pribadi 2
2
Tenaga yang dikeluarkan 2,5 12
Sikap kerja 1
Gerakan kerja 0
Kelelahan mata 4
Keadaan temperatur kerja 1,5
Keadaan atmosfer 0
Keadaan lingkungan yang
baik 1
Kebutuhan pribadi 2
3
Tenaga yang dikeluarkan 1 10
Sikap kerja 1
Gerakan kerja 2
Kelelahan mata 3
Keadaan temperatur kerja 1
Keadaan atmosfer 0
Keadaan lingkungan yang
baik 1
Kebutuhan pribadi 1
4
Tenaga yang dikeluarkan 1 9
Sikap kerja 1
Gerakan kerja 1
Kelelahan mata 1
Keadaan temperatur kerja 2
Keadaan atmosfer 2
Keadaan lingkungan yang
baik 1
Allowance Operator untuk Setiap Elemen Kegiatan (Lanjutan)
Stasiun kerja Faktor Allowance Total
5
Tenaga yang dikeluarkan 2 11
Sikap kerja 1
Gerakan kerja 0
Kelelahan mata 2
Keadaan temperatur kerja 2
Keadaan atmosfer 1
Keadaan lingkungan yang
baik 1
Kebutuhan pribadi 2
6
Tenaga yang dikeluarkan 2 10
Sikap kerja 1
Gerakan kerja 0
Kelelahan mata 1
Keadaan temperatur kerja 2
Keadaan atmosfer 1
Keadaan lingkungan yang
baik 1
Kebutuhan pribadi 2
7
Tenaga yang dikeluarkan 4 9
Sikap kerja 1
Gerakan kerja 0
Kelelahan mata 2
Keadaan temperatur kerja 1
Keadaan atmosfer 0
Keadaan lingkungan yang
baik 1
Kebutuhan pribadi 0
8
Tenaga yang dikeluarkan 4 13
Sikap kerja 1
Gerakan kerja 2
Kelelahan mata 1
Keadaan temperatur kerja 3
Keadaan atmosfer 0
Keadaan lingkungan yang
baik 1
Allowance Operator untuk Setiap Elemen Kegiatan (Lanjutan)
Stasiun kerja Faktor Allowance Total
9
Tenaga yang dikeluarkan 3 11
Sikap kerja 1
Gerakan kerja 1
Kelelahan mata 2
Keadaan temperatur kerja 1
Keadaan atmosfer 0
Keadaan lingkungan yang
baik 1
Kebutuhan pribadi 2
10
Tenaga yang dikeluarkan 6 10
Sikap kerja 1
Gerakan kerja 2
Kelelahan mata 0
Keadaan temperatur kerja 0
Keadaan atmosfer 0
Keadaan lingkungan yang
baik 0
Kebutuhan pribadi 1
11
Tenaga yang dikeluarkan 4 14
Sikap kerja 1
Gerakan kerja 0
Kelelahan mata 2
Keadaan temperatur kerja 1
Keadaan atmosfer 2
Keadaan lingkungan yang
baik 2
Kebutuhan pribadi 2
12
Tenaga yang dikeluarkan 5 20
Sikap kerja 1
Gerakan kerja 4
Kelelahan mata 3
Keadaan temperatur kerja 3
Keadaan atmosfer 2
Keadaan lingkungan yang
baik 1
Allowance Operator untuk Setiap Elemen Kegiatan (Lanjutan)
Stasiun kerja Faktor Allowance Total
13
Tenaga yang dikeluarkan 6 18
Sikap kerja 1
Gerakan kerja 0
Kelelahan mata 6
Keadaan temperatur kerja 1
Keadaan atmosfer 1
Keadaan lingkungan yang
baik 1
Kebutuhan pribadi 2
14
Tenaga yang dikeluarkan 6 19
Sikap kerja 1
Gerakan kerja 0
Kelelahan mata 5,5
Keadaan temperatur kerja 1
Keadaan atmosfer 2
Keadaan lingkungan yang
baik 1
Kebutuhan pribadi 2,5
15
Tenaga yang dikeluarkan 6,5 15
Sikap kerja 1
Gerakan kerja 0
Kelelahan mata 1
Keadaan temperatur kerja 2
Keadaan atmosfer 1
Keadaan lingkungan yang
baik 2
Kebutuhan pribadi 1,5
16
Tenaga yang dikeluarkan 2 11
Sikap kerja 1
Gerakan kerja 2
Kelelahan mata 2
Keadaan temperatur kerja 1
Keadaan atmosfer 0
Keadaan lingkungan yang
baik 1
Allowance Operator untuk Setiap Elemen Kegiatan (Lanjutan)
Stasiun kerja Faktor Allowance Total
17
Tenaga yang dikeluarkan 2 8
Sikap kerja 1
Gerakan kerja 0
Kelelahan mata 1
Keadaan temperatur kerja 1
Keadaan atmosfer 0
Keadaan lingkungan yang
baik 2
Kebutuhan pribadi 1
18
Tenaga yang dikeluarkan 3 10
Sikap kerja 1
Gerakan kerja 0
Kelelahan mata 2
Keadaan temperatur kerja 0
Keadaan atmosfer 1
Keadaan lingkungan yang
baik 2
Kebutuhan pribadi 1
19
Tenaga yang dikeluarkan 3 11
Sikap kerja 1
Gerakan kerja 0
Kelelahan mata 1
Keadaan temperatur kerja 1
Keadaan atmosfer 2
Keadaan lingkungan yang
baik 2
Kebutuhan pribadi 1
20
Tenaga yang dikeluarkan 4 14
Sikap kerja 1
Gerakan kerja 0
Kelelahan mata 2
Keadaan temperatur kerja 1
Keadaan atmosfer 2
Keadaan lingkungan yang
baik 2
Allowance Operator untuk Setiap Elemen Kegiatan (Lanjutan)
Stasiun kerja Faktor Allowance Total
21
Tenaga yang dikeluarkan 2 7
Sikap kerja 1
Gerakan kerja 0
Kelelahan mata 1
Keadaan temperatur kerja 1
Keadaan atmosfer 0
Keadaan lingkungan yang
baik 1
Kebutuhan pribadi 1
22
Tenaga yang dikeluarkan 1 5
Sikap kerja 1
Gerakan kerja 0
Kelelahan mata 0
Keadaan temperatur kerja 1
Keadaan atmosfer 0
Keadaan lingkungan yang
baik 1
DAFTAR PUSTAKA
Deffimer, William H. 1997. Goldrat’s Theory of Constraints: A System Approach to Continuous Improvement. Winsconsin: ASQC Quality Press.
Ghostscript, GNU. 7.07. Kolmogorov Smirnov Test Ebook. ocw.mit.edu.
Ginting, Rosnani. 2007.Sistem Produksi. Yogyakarta: Graha Ilmu.
Glover, Fred. 1999.Tabu Search. London : Kluwer Academic Publisher.
J, Supranto. 2001. Statistik Teori dan Aplikasi. Jakarta: Erlangga.
Kusuma, Hendra. 2009. Manajemen Produksi Perencanaan dan Pengendalian Produksi. Yogyakarta: ANDI.
Sinulingga, Sukaria. 2013. Metode Penelitian. Medan : USUpress.
Sitorus, Hotna. Penerapan algoritma tabu search pada permasalahan lintasan keseimbangan bentuk u tipe idengan waktu proses stokastik. Bandung : Universitas Katolik Parahyangan.
Sutalaksana,Iftikar. 2006.Teknik Perancangan Sistem Kerja. Bandung: ITB.
T, Santoso. 1994. Perancangan Algoritma Rescheduling dalam Sistem Produksi Real Time. Bandung.
Tunggal, Amin Widjaja. 2003. Theory of Constraints (TOC) dan Throughput Accounting. Jakarta: Harvarindo.
BAB III
TINJAUAN PUSTAKA
3.1. Line Balancing
Line balancing biasanya melibatkan sejumlah area kerja yang dinamakan stasiun kerja yang ditangani oleh seorang atau lebih operator dan ada kemungkinan ditangani dengan menggunakan bermacam-macam alat.3
Tujuan utama dalam melakukan line balancing adalah untuk membentuk dan menyeimbangkan beban kerja yang dialokasikan pada tiap-tiap stasiun kerja. Jika tidak dilakukan keseimbangan lintasan maka dapat mengakibatkan ketidakefisienan kerja di beberapa stasiun kerja dimana diantara stasiun kerja yang satu dengan stasiun kerja yang lain memiliki beban kerja yang tidak seimbang. Pembagian pekerjaan ini disebut production line balancing, assembly line balancing, atau hanya line balancing.
Penyeimbangan mesin-mesin yang dipakai pada proses perakitan pun harus dilakukan. Demikian juga dalam membeli dan merancang mesin-mesin yang memiliki kapasitas yang diperlukan. Selain itu, penyeimbangan mesin-mesin yang dipakai baik itu dalam penggunaan dua mesin untuk mendapatkan kapasitas yang dibutuhkan maupun memperlambat mesin yang bekerja terlalu cepat atau menghidupkan atau mematikan mesin secara terputus-putus perlu dilakukan.
Area kerja atau stasiun kerja yang ditangani seorang atau lebih operator dengan berbagai alat akan mengerjakan elemen kerja ketika unit produk melewati stasiun kerjanya. Jadi, dalam proses pengerjaan suatu produk, semua atau hampir semua stasiun kerja terlibat dan item yang mengalami pengerjaan akan bertambah lengkap pada setiap stasiun yang dilaluinya.
Waktu yang dibutuhkan dalam menyelesaikan pekerjaan pada masing-masing stasiun kerja biasanya disebut service time atau station time, sedangkan waktu yang tersedia pada masing-masing stasiun kerja disebut cycle time dan biasanya sama dengan waktu stasiun kerja yang paling besar. Jangka waktu yang diperbolehkan untuk melakukan operasi pada stasiun kerja ditentukan oleh kecepatan assembly line sehingga seluruh work center atau staiun kerja berbagi
cycle time yang sama. Waktu menganggur (float time) terjadi jika dari stasiun pekerjaan yang ditugaskan padanya membutuhkan waktu yang sedikit daripada
cycle time yang telah diberikan. Maka selain untuk membentuk dan menyeimbangkan beban kerja, line balancing bertujuan juga untuk meminimisasikan waktu menganggur ketika operasi pengerjaan pada workcenter
berlangsung sesuai dengan urutan prosesnya sehingga keseimbangan yang sempurna terjadi apabila dalam penugasan pekerjaan tidak menimbulkan waktu menganggur.
sempurna tetapi untuk memperoleh tata letak dan aliran yang optimal sehubungan dengan operasi produksi lainnya. Pengalokasian elemen-elemen pada stasiun kerja dibatasi oleh dua kendala utama yaitu precedence constrain dan zoning constrain.
3.1.1. Precedence Constraint
Pembagian elemen pekerjaan dapat diselesaikan dengan beberapa alternatif. Dalam proses assembling ada dua kondisi yang biasanya muncul, yaitu: 1. Tidak ada ketergantungan dari komponen-komponen dalam proses
pengerjaan. Jadi, setiap komponen mempunyai kesempatan untuk dilaksanakan pertama kali dan disini dibutuhkan prosedur penyeleksian untuk untuk menentukan prioritas.
2. Apabila suatu komponen telah dipilih untuk disassembling maka urutan untuk merakit komponen lain dimulai. Disinilah dinyatakan batasan precedence
untuk pengerjaan komponen-komponen.
Beberapa cara untuk menggambarkan kondisi precedence dan menggambarkannya secara efektif yaitu dengan menggunakan diagram
precedence. Maksud dari diagram ini adalah untuk menggambarkan situasi lintasan yang nyata dalam bentuk diagram.
atau
Gambar 3.1. Elemen Simbol
Hubungan antar simbol biasanya menggunakan anak panah untuk menyatakan hubungan dari elemen simbol yang satu terhadap elemen lainnya.
Precedence dinyatakan dengan perjanjian bahwa elemen pada ekor panah harus mendahului elemen pada kepala panah seperti tertera pada Gambar 3.2. (Rosnani Ginting, 2007).
Gambar 3.2. Hubungan Antar Simbol
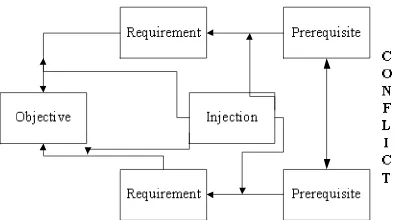
3.1.2. Zoning Constraint
Selain precedence constraint, pengalokasian dari elemen-elemen kerja pada stasiun kerja juga dibatasi oleh zoning constraint yang menghalangi atau mengharuskan pengelompokan elemen kerja tertentu pada stasiun tertentu. Zoning constraint yang negatif menghalangi pengelompokkan elemen kerja pada stasiun kerja yang sama. Sebaliknya zoning constraint yang positif menghendaki pengelompokan elemen-elemen kerja pada stasiun kerja yang sama dengan alasan tertentu.
3 2
1
3.1.3. Masukan untuk Penyeimbangan Lintasan
Masukan yang diperlukan untuk merencanakan keseimbangan lintas perakitan yaitu:4
1. Suatu jaringan kerja (terdiri atas rangkaian simpul dan anak panah) yang menggambarkan urutan perakitan. Urutan perakitan ini dimulai dan berakhir pada suatu simpul.
2. Data waktu baku pekerjaan tiap operasi, yang diturunkan dari perhitungan waktu baku pekerjaan operasi perakitan.
3. Kecepatan lintasan yang diinginkan. Kecepatan lintasan yang diinginkan diturunkan dari jumlah produk yang ingin dihasilkan dalam satu periode.
3.2. Permasalahan Keseimbangan Lintasan (Line Balancing)
Masalah pada lintasan produksi akan lebih terlihat pada proses perakitan jika dibandingkan dengan proses pabrikasi.5 Dalam pabrikasi part-part biasanya membutuhkan mesin-mesin berat dengan waktu siklus yang panjang. Bila beberapa operasi dengan peralatan yang berbeda dibutuhkan dalam seri-seri, maka akan sangat sulit untuk menyeimbangkan panjangnya waktu siklus mesin, yang pada akhirnya akan menghasilkan rendahnya penggunaan kapasitas. Gerakan kontinu lebih dapat dicapai dengan operasi perakitan yang dilakukan secara manual jika operasi-operasi tersebut dapat dibagi-bagi menjadi pekerjaan-pekerjaan kecil dengan waktu yang sangat pendek. Semakin besar fleksibilitas dalam mengkombinasikan tugas-tugas tersebut, semakin tinggi pula derajat keseimbangan yang dapat dicapai.
4
Hendra Kusuma, Manajemen Produksi Perencanaan dan Pengendalian Produksi, Penerbit ANDI, Yogyakarta, 2009, hal. 95-96
Pengelompokan tugas-tugas yang akan dihasilkan pada lintasan produksi yang seimbang membutuhkan informasi tentang waktu pelaksanaan tugas, kebutuhan precedence (tingkat ketergantungan) yang menentukan urutan yang
feasible, dan tingkat output atau waktu siklus yang diinginkan.
3.3. Beberapa Teknik Line Balancing
Untuk penyeimbangan lintasan peralitan, terdapat beberapa teori yang dikemukakan oleh para ahli yang meneliti bidang ini. Secara garis besar, metode ini dibagi dalam dua bagian, yaitu: 6
1. Pendekatan Analitis 2. Pendekatan Heuristik
3.3.1. Ranked Positional Weight
Metode ini biasanya lebih dikenal dengan ranked positional weight system
(RPW). Langkah pertama adalah membuat diagram precedence dan matriks
precedence. Kemudian dihitung bobot positional untuk setiap elemen yang diperoleh dari penjumlahan waktu pengerjaan elemen tersebut dengan waktu pengerjaan semua elemen lain yang mengikuti elemen tersebut. seperti tertera pada Gambar 3.3. (Rosnani Ginting, 2007).7
Gambar 3.3. Diagram Precedence untuk Menerangkan Metode RPW
Hubungan precedence juga dapat dibuat dalam bentuk matriks dimana setiap hubungan bernilai -1,0,1. Hubungan precedence yang bernilai +1 jika elemen yang hendak dihubungkan tersebut dikerjakan sebelum elemen yang mau dihubungkan dengannya, bernilai -1 jika sebaliknya dan 0 jika tidak ada hubungan.
Penugasan elemen-elemen terhadap stasiun kerja mengikuti langkah-langkah berikut:
a. Elemen yang mempunyai bobot tertinggi (rank 1) ditempatkan pada stasiun 1.
b. Hitung selisih antara waktu siklus dengan waktu elemen (a) yang telah ditetapkan T = C – a1.
c. Kemudian pilih elemen dengan bobot terbesar berikutnya dan dilakukan pemeriksaan terhadap:
1) Precedence, hanya elemen yang semua pendahulunya sudah ditempatkan boleh bergabung.
2) Waktu pengerjaan di elemen tersebut harus lebih kecil atau sama dengan waktu stasiun yang masih tersedia.
3) Langkah 2 dan 3 diulang sampai T = 0 atau tidak ada kemungkinan untuk menugaskan elemen lagi pada stasiun kerja karena waktu T lebih kecil dari waktu masing-masing elemen yang belum ditugaskan.
4) Stasiun kerja yang kedua kemudian dimulai dari elemen yang belum ditugaskan yang bobotnya paling besar.
5) Langkah 2, 3, 4, dan 5 dilanjutkan sampai semua elemen telah dikelompokkan dalam suatu stasiun kerja.
Salah satu tujuan penyeimbangan lintasan adalah mendapatkan efisiensi dengan meminimalkan waktu kosong stasiun kerja dapat dihitung dengan rumus berikut:
Efesiensi = nC
Si
∑
Dimana : Si = Waktu masing-masing stasiun n = Jumlah stasiun kerja
C = Waktu siklus
D=nSm− ∑Si
−n)−Sm) x 100%
Dimana: D = Balance Delay
Sm = Waktu yang paling maksimum dalam lintasan n = Jumlah stasiun kerja
Si = Waktu masing-masing stasiun
Sedangkan Idle time dapat dihitung sebagai berikut:
SI = ∑Ki=1 STimax-STi 2
Dimana: SI = Smoothing Index
Ti = Waktu cycle time tiap stasiun
3.4. Pengukuran Waktu
Teknik-teknik pengukuran waktu dibagi kedalam dua bagian yaitu secara langsung dan tidak langsung. Cara pertama disebut demikian karena pengukurannya dilaksanakan secara langsung yaitu ditempat dimana pekerjaan yang bersangkutan dijalankan. Cara tidak langsung melakukan perhitungan waktu tanpa harus berada ditempat pekerjaan melalui elemen-elemen pekerjaan atau elemen-elemen gerakan.8 Dengan salah satu cara tersebut, waktu penyelesaian suatu pekerjaan yang dijalankan dengan suatu sistem kerja tertentu dapat ditentukan. Sehingga jika pengukuran dilakukan terhadap beberapa alternatif sistem kerja, yang terbaik diantaranya dilihat dari segi waktu dapat dicari yaitu sistem yang membutuhkan waktu penyelesaian tersingkat.
Lebih jauh lagi pengukuran waktu ditujukan juga untuk mendapatkan waktu baku penyelesaian pekerjaan yaitu waktu yang dibutuhkan secara wajar
8
oleh seorang pekerja normal untuk menyelesaikan suatu pekerjaan yang dijalankan dalam sistem kerja terbaik.
3.4.1. Langkah-langkah Sebelum Melakukan Pengukuran Waktu
Ada beberapa aturan pengukuran yang perlu dijalankan untuk mendapatkan hasil yang baik.9 Aturan-aturan tersebut akan dijelaskan dalam langkah-langkah berikut:
1. Penetapan tujuan pengukuran
Dalam melakukan pengukuran waktu, hal-hal penting yang harus diketahui dan ditetapkan adalah untuk apa hasil pengukuran digunakan, berapa tingkat ketelitian dan tingkat keyakinan yang diinginkan dari hasil pengukuran tersebut.
2. Melakukan penelitian pendahuluan
3. Memilih operator
Operator yang melakukan pekerjaan harus memenuhi persyaratan tertentu agar pengukuran dapat berjalan baik. Syarat-syarat tersebut adalah berkemampuan normal dan dapat diajak bekerja sama. Operator yang dipilih adalah pekerja yang pada saat pengukuran dilakukan dapat bekerja secara wajar dan operator mampu bekerja sama dengan pengamat (tidak terpengaruh dengan kehadiran si pengamat).
4. Melatih operator
Walaupun operator yang baik telah didapat, kadang-kadang masih diperlukan latihan bagi operator tersebut, terutama jika kondisi dan cara kerja yang digunakan tidak sama dengan yang biasa dijalankan operator. Hal ini terjadi jika pada saat penelitian kondisi kerja atau cara kerja sudah mengalami perubahan. Dalam keadaan ini operator harus dilatih terlebih dahulu karena sebelum diukur harus terbiasa dengan kondisi dan cara kerja yang telah ditetapkan.
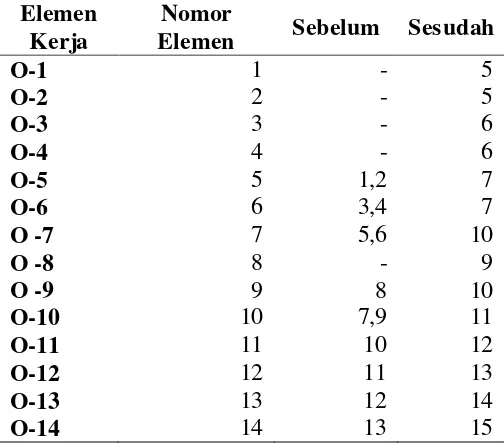
5. Menguraikan pekerjaan atas elemen pekerjaan
Disini pekerjaan dipecah menjadi elemen pekerjaan, yang merupakan gerakan bagian dari pekerjaan yang bersangkutan. Elemen-elemen inilah yang akan diukur waktu siklusnnya. Waktu siklus adalah waaktu penyelesaian satu satuan produksi sejak bahan baku mulai diproses di tempat kerja yang bersangkutan. 6. Menyiapkan alat-alat pengukuran
a. Jam henti
b. Lembaran-lembaran pengamatan c. Pena atau pensil
d. Papan pengamatan
3.5. Pengukuran Waktu Kerja dengan Stopwatch Time Study
Pengukuran waktu kerja dengan stopwatch time study diaplikasikan untuk pekerjaan-pekerjaan yang berlangsung singkat dan berulang-ulang.10 Dari hasil pengukuran maka akan diperoleh waktu baku untuk menyelesaikan suatu siklus pekerjaan, yang mana waktu ini akan dipergunakan sebagai standard penyelesaian pekerjaan bagi semua pekerja yang akan melaksanakan pekerjaan yang sama. Langkah langkah untuk pelaksanaan pengukuran waktu kerja dengan jam henti adalah :
1. Definisi pekerjaan yang akan diteliti untuk diukur waktu kerjanya.
2. Catat semua informasi yang berkaitan erat dengan penyelesaian pekerjaan. 3. Bagi operasi kerja ke dalam elemen elemen kerja sedetil- detilnya.
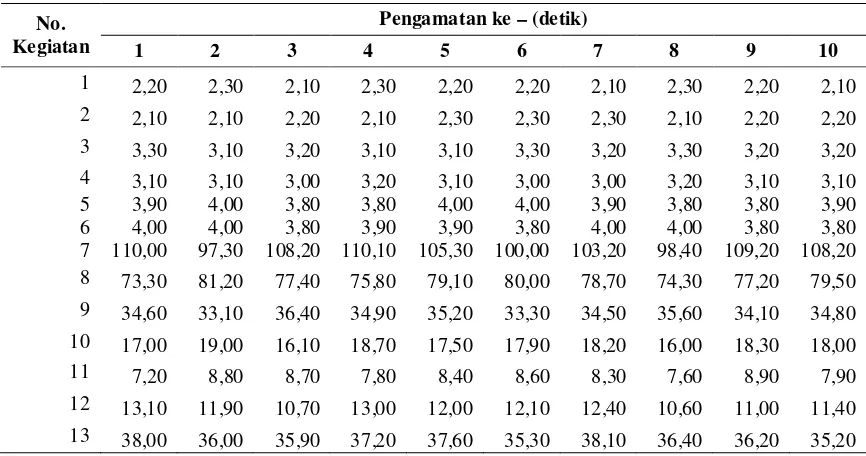
4. Amati, ukur dan catat waktu yang dibutuhkan oleh operator. 5. Tetapkan jumlah siklus kerja yang harus diukur dan dicatat.
6. Tetapkan rate of performans dari operator saat melaksanakan aktivitas kerja yang diukur dan dicatat waktunya.
9. Tetapkan waktu kerja baku (standard time) yaitu jumlah total antara waktu kerja normal dan waktu kerja longgar.
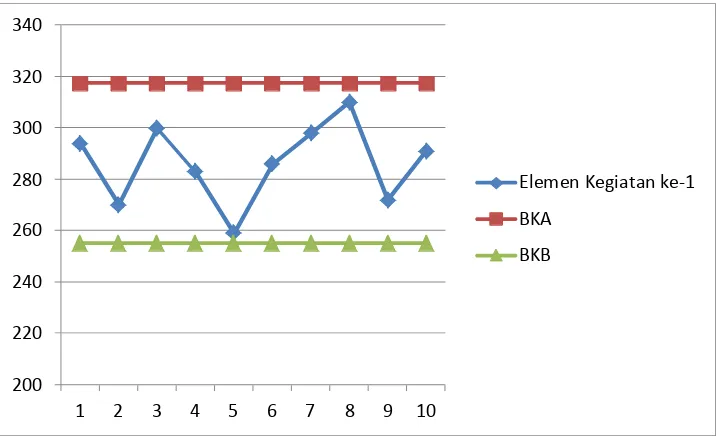
3.5.1. Pengujian Keseragaman Data
Pengujian keseragaman data perlu dilakukan untuk memperoleh waktu standar dengan cara mengaplikasikan peta kontrol (control chart). Peta kontrol (control chart) adalah suatu cara untuk memperoleh keseragaman data yang diperoleh dari hasil pengamatan.11
Batas-batas kontrol yang dibentuk dari data merupakan batas seragam tidaknya data. Sekelompok data dikatakan seragam bila berada di antara kedua batas control yaitu in control dan out of control. Data in control adalah data yang berada pada batas kontrol atas dan batas kontrol bawah. Sedangkan data out of control adalah data yang berada di luar batas kontrol atas dan batas kontrol bawah.
Dalam penggunaan peta kontrol, data yang diharapkan dari hasil pengamatan akan ditetapkan dalam sebuah peta kontrol yang memiliki batasan kontrol sebagai berikut :
1. Batas Kontrol Atas (BKA) = x+z σ 2. Batas Kontrol Bawah (BKB) = x−z σ
3. Standar deviasi N x xi
∑
=
2
) -( σ
Keterangan:
x = rata-rata waktu siklus
z = nilai absis pada grafik distribusi normal untuk luasan sebesar tingkat kepercayaan
σ = standar deviasi xi = data pengamatan
N = jumlah data pengamatan
3.5.2. Pengujian Kecukupan Data
Pengujian ini dilakukan untuk mengetahui apakah data yang diperoleh dari pengamatan memenuhi syarat ketelitian yang ditetapkan.12
= −∑ ) − −∑ )−∑ )
Keterangan:
k : Tingkat ketelitian
s : Nilai absis pada grafik distribusi normal untuk luasan sebesar tingkat kepercayaan
N : Jumlah data awal
N’ : Jumlah data minimal yang diperlukan x : Waktu pengukuran
Jika N’< N maka data dikatakan cukup.
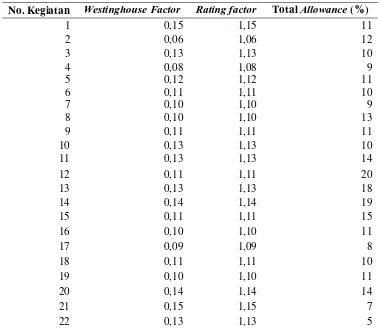
Waktu normal diperoleh dengan mempertimbangkan rating factor
operator yaitu dengan rumus:
Rf = 1 + westinghouse factor WN = Wt x Rf
Waktu standar diperoleh dengan mempertimbangkan allowance operator.
WS = WN x 100 100-All Keterangan:
3.5.3. Rating Factor dan Allowance
Setelah pengukuran berlangsung, pengukur harus mengamati kewajaran kerja yang ditunjukkan oleh operator. Ketidakwajaran ada maka pengukur harus mengetahuinya dan menilai seberapa jauh hal tersebut terjadi. Penilaian perlu dilakukan karena berdasarkan itu dapat dilakukan penyesuaian, dan pengukur harus menormalkannya dengan melakukan penyesuaian.13
Biasanya penyesuaian dilakukan dengan mengalikan waktu siklus rata-rata dengan suatu harga p yang disebut faktor penyesuaian. Besarnya harga p
sedemikian rupa sehingga hasil perkalian yang diperoleh mencerminkan waktu yang sewajarnya atau normal. Bila pengukur berpendapat bahwa operator bekerja di atas normal maka harga p akan lebih besar dari 1 (p>1) dan sebaliknya jika operator bekerja di bawah normal maka harga p akan lebih kecil dari 1 (p<1), dan andaikan pengukur berpendapat bahwa operator bekerja secara wajar maka harga p akan sama dengan 1 (p=1).
14
Beberapa sistem untuk memberikan rating yang umumnya diaplikasikan dalam aktivitas pengukuran kerja, antara lain:
1. Skill dan Effort Rating
Sekitar tahun 1961, Charles E. Bedaux memperkenalkan suatu sistem untuk pembayaran upah atau pengendalian tenaga kerja. Sistem yang diperkenalkan olehnya ini berdasarkan pengukuran kerja dan waktu baku yang dinyatakan dengan huruf “B” (huruf pertama Bedaux, penemunya). Prosedur pengukuran kerja yang dilakukan oleh Bedaux meliputi penentuan rating terhadap
kecakapan (skill) dan usaha-usaha yang ditunjukkan oleh operator pada saat
13
Iftikar Z, Sutalaksana. 2006. Teknik Perancangan Sistem Kerja. Edisi Kedua. Bandung: ITB. Hal:138-169
bekerja, disamping itu juga mempertimbangkan kelonggaran (allowance). Bedaux menetapkan 60B sebagai performance standard yang harus dicapai oleh seorang operator yang bekerja dengan kecepatan normal, yang diharapkan akan mampu mencapai angka 60B per jam, dan pemberian insentif dilakukan pada tempo kerja rata-rata sekitar 70 sampai dengan 85Bper jam.
2. Westinghouse System’s Rating
Westing House Company (1972) berhasil membuat suatu tabel performance rating yang berisikan nilai-nilai yang berdasarkan tingkatan yang ada untuk 4 faktor yang menentukan kewajaran atau ketidakwajaran dalam bekerja. Adapun 4 faktor tersebut antara lain:
a. Keterampilan atau skill, didefinisikan sebagai kemampuan mengikuti cara kerja yang ditetapkan. Latihan dapat meningkatkan keterampilan, tetapi hanya sampai ke tingkat tertentu saja. Untuk keperluan penyesuaian, keterampilan dibagi menjadi 6 kelas seperti disajikan pada Lampiran II b. Usaha, adalah kesungguhan yang ditunjukkan atau yang diberikan operator
ketika melakukan pekerjaannya. Usaha atau effort ini dibagi atas 6 kelas usaha seperti tertera pada Lampiran III
sendiri. Pada dasarnya, kondisi ideal adalah kondisi yang paling cocok untuk pekerjaan yang bersangkutan, yaitu yang memungkinkan kinerja maksimal dari pekerja. Sebaliknya kondisi poor adalah kondisi yang tidak membantu jalannya pekerjaan atau bahkan sangat menghambat pencapaian kinerja yang baik.
d. Konsistensi, adalah keseragaman hasil pengukuran yang diperoleh selama operator bekerja. Selama konsistensi masih dalam batas-batas kewajaran masalah tidak akan timbul, tetapi jika variabilitasnya tinggi maka hal tersebut harus diperhatikan. Konsistensi dibagi atas 6 kelas, yaitu Perfect,
Excellent, Good, Average, Fair dan Poor. Seseorang yang bekerja Perfect
adalah yang dapat bekerja dengan waktu penyelesaian yang boleh dikatakan tetap dari saat ke saat. Sebaliknya konsistensi yang Poor terjadi bila waktu-waktu penyelesaiannya berselisih jauh dari rata-rata secara acak. Konsistensi rata-rata atau average adalah bila selisih antara waktu penyelesaian dengan rata-ratanya tidak besar walaupun ada satu dua yang letaknya jauh.
3. Synthetic Rating
4. Performance Rating atau Speed Rating
Didalam praktek pengukuran kerja maka metode penetapan rating performance kerja operator didasarkan pada satu faktor tunggal yaitu operator
speed, space atau tempo. Sistem ini dikenal dengan “performance rating” atau
”speed rating”. Rating factor ini umumya dinyatakan dalam presentase atau angka desimal, dimana performance kerja normal akan sama dengan 100% atau 1,00.
15
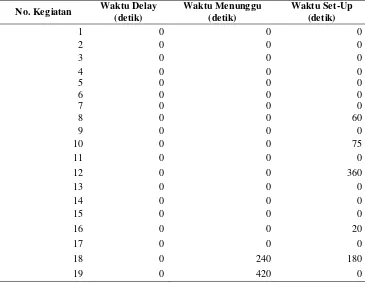
Kelonggaran (allowance) diberikan kepada tiga hal yaitu untuk kebutuhan pribadi, melepaskan kelelahan dan hambatan yang tidak dapat dihindarkan. Penjelasan ketiga hal tersebut sebagai berikut:
1. Kelonggaran waktu untuk kebutuhan pribadi (personal allowance)
Yang termasuk didalam kebutuhan pribadi adalah hal-hal seperti minum sekedarnya untuk menghilangkan rasa haus, ke kamar kecil, bercakap-cakap dengan teman sekedarnya untuk menghilangkan ketegangan ataupun kejenuhan sewaktu bekerja.
2. Kelonggaran waktu untuk melepaskan lelah (fatigue allowance)
menambah rasa fatigue. Oleh karena itu harus diberikan kelonggaran bagi para pekerja untuk menghilangkan rasa lelahnya.
3. Kelonggaran waktu karena keterlambatan-keterlambatan (delay allowance) Dalam melakukan pekerjaannya, seorang operator tidak luput dari segala hambatan dalam pekerjaannya. Beberapa contoh dalam hambatan-hambatan tak terhindarkan adalah menerima atau meminta petunjuk kepada pengawas, melakukan penyesuaian-penyesuaian mesin, mengasah alat potong, mengambil alat-alat atau bahan-bahan khusus dari gudang dan lain sebagainya. Besarnya hambatan seperti itu sangat bervariasi sehingga perlu diberikan sedikit kelonggaran bagi operator.
Besarnya kelonggaran adalah untuk ketiga hal di atas yaitu untuk kebutuhan pribadi, menghilangkan rasa fatigue, dan hambatan yang tidak terhindarkan. Dua hal yang pertama antara lain didapat dengan memperhatikan kondisi yang sesuai dengan pekerjaan yang bersangkutan. Sedangkan untuk yang ketiga dapat diperoleh melalui pengukuran khusus seperti sampling pekerjaan. Kesemuanya masing-masing dinyatakan dalam persentase, dijumlahkan dan kemudian mengalikan jumlah ini dengan waktu normal yang telah dihitung sebelumnya.
3.5.4. Penetapan Waktu Baku
Waktu baku adalah waktu yang diperlukan oleh seorang pekerja normal untuk bekerja secara wajar dalam sistem kerja yang terbaik untuk saat itu.16 Pekerja normal berarti pekerja dengan kemampuan rata-rata dibanding dengan
pekerja lainnya dengan beban kerja yang sejenis. Bekerja secara normal artinya ada atau tidak adanya pengamatan, pekerja tersebut tetap bekerja seperti biasanya (irama kerjanya tetap). Sistem kerja terbaik dalam hal ini artinya bahwa metode kerja dan lingkungan kerjanya sudah terstandarisasi.
Waktu baku ini sangat diperlukan terutama sekali untuk: 1. Man Power Planning (perencanaan kebutuhan tenaga kerja). 2. Estimasi biaya-biaya untuk upah karyawan/pekerja.
3. Penjadwalan produksi dan penganggaran.
4. Perencanaan sistem pemberian bonus dan insentif bagi karyawan/pekerja yang berprestasi.
5. Indikasi keluaran (output) yang mampu dihasilkan seorang pekerja.
Penetapan waktu baku bertujuan untuk mendapatkan waktu yang dibutuhkan pekerja dengan kemampuan diatas rata-rata untuk menyelesaikan pekerjaannya. Penetapan waktu baku ini melibatkan perhitungan waktu normal,
rating factor dan allowance.
3.6. Definisi dan Konsep Dasar Penjadwalan
3.6.1. Metode-Metode Penjadwalan18
Proses perancangan algoritma penjadwalan merupakan pengembangan dari rancangan algoritma penjadwalan yang sudah ada. Beberapa metode penjadwalan heuristik antara lain :
1. Metode Forward
Metode ini menjadwalkan proses kerja dalam setiap sumber daya mulai sejak awal produksi (saat t = 0) sampai dapat diselesaikannya keseluruhan produk yang direncanakan. Tujuan dari metode ini adalah menjadwalkan produksi apabila titik waktu mulainya telah ditentukan menjadwalkan sebelumnya dan tidak diberikan batas waktu harus diselesaikannya keseluruhan produk tersebut. Kelebihan metode ini adalah bahwa dalam penjadwalan dapat disusun secara
Shorst Processing Time (SPT) sehingga didapat suatu penjadwalan produksi dengan flow time yang minimum. Sedangkan kelemahannya adalah adanya kemungkinan untuk melewati bata waktu (due date) yang ditetapkan oleh konsumen.
2. Metode Backward
Pada penjadwalan dengan metode backward, operasi yang paling akhir pada dijadwalkan terlebih dahulu. Kemudian sisa operasi diseimbangkan menurut
order (pesanan) dengan pendekatan mundur dalam perhitungan satuan waktu tersedia, saat (tanggal) dimulainya penjadwalan dapat ditentukan. Pada metode
backward menggunakan pendekatan mundur dan waktu mulai tidak harus berada di nol (start time) dan dalam penyusunan jadwal bergerak mundur dari due date. Metode ini menjadwalkan produksi mulai dari batas akhir
18
diselesaikannya keseluruhan produk (due date) kemudian mundur terus kebelakang sampai didapatkan waktu mulainya produksi (didapatkan t=0). Kelebihan dari metode ini adalah bahwa hasil penjadwalan dengan metode ini tidak akan terlambat, karena dijadwalkan mundur atau dengan kata lain bahwa due date selalu dipenuhi.
3.7. Theory of Constraint (TOC)
Theory of Constraint (TOC) merupakan suatu systems management philosoply. Tesis fundamental dari TOC adalah bahwa kendala mengakibatkan keterbatasan kinerja untuk setiap sistem.19 Kebanyakan organisasi mengalami hanya sedikit kendala yang mendasar. TOC menganjurkan bahwa manajer harus fokus secara efektif pada pengelolaan kapasitas dan kapabilitas dari kendala-kendala tersebut, apabila mereka ingin memperbaiki kinerja dari organisasi mereka. Pertama kali TOC hanya dipandang sebagai suatu teknik penjadwalan produksi, namun kemudian TOC mempunyai aplikasi yang luas dalam berbagai organisasi.
3.7.1. Langkah-langkah Theory of Constraint (TOC)
Theory of Constraints menggunakan lima langkah untuk mencapai tujuan memperbaiki kinerja perusahaan, yaitu:
a) Kendala intern (interal constraint) dan kendala ekstern (external constraint)
Kendala intern adalah faktor-faktor yang membatasi yang terdapat dalam perusahaan. Kendala ekstern adalah faktor-faktor yang membatasi perusahaan yang berasal dari luar perusahaan.
b) Kendala yang longgar (loose constraint) dan kendala yang mengikat (binding constraint).
Kendala yang longgar adalah kendala dimana sumber daya yang terbatas tidak digunakan sepenuhnya oleh bauran produk. Kendala yang mengikat adalah kendala dimana sumber daya yang tersedia dimanfaatkan sepenuhnya. Statement on Management Accounting, membedakan kendala sebagai berikut:
a. Behavioral constraints adalah perilaku ata