SKRIPSI
MEMPELAJARI PENGARUH KADAR AIR TERHADAP KARAKTERISTIK MUTU DAN MINIMALISASI WASTE SELAMA PROSES PRODUKSI SNACK TARO NET DI
PT. RASA MUTU UTAMA, BOGOR
Oleh :
MARLYNA SUNARYO F24102052
2006
DEPARTEMEN ILMU DAN TEKNOLOGI PANGAN FAKULTAS TEKNOLOGI PERTANIAN
▸ Baca selengkapnya: proses produksi pt. victoria care indonesia
(2)Marlyna Sunaryo. F24102052. Mempelajari pengaruh kadar air terhadap karakteristik mutu dan minimalisasi waste selama proses produksi snack Taro net
di PT. Rasa Mutu Utama, Bogor. Di bawah bimbingan Dr. Ir. Nurheni Sri Palupi, MSi dan Ir. Maulana W. Jumantara. 2006.
RINGKASAN
Perkembangan bisnis snack di Indonesia dalam lima tahun terakhir ini semakin menggelembung. Pada tahun 2004, pangsa pasar snack modern mencapai 59.500 ton dan nilai bisnisnya mencapai 1,9 triliun (Hidayat, 2006). Snack
merupakan makanan ringan yang dimakan dalam waktu antara ketiga makanan utama dalam sehari (Muchtadi, et al., 1988). PT. Rasa Mutu Utama memproduksi
snack dengan merk dagang “Taro”, yang diproduksi untuk PT. Unilever Indonesia.
Snack Taro net merupakan single layer pellet berbentuk net yang diproduksi secara semi-kontinyu menggunakan teknologi ebisen yang berasal dari Jepang.
Snack ebisen ini bukan merupakan produk ekstrusi tetapi lebih menyerupai kerupuk. Proses produksi ebisen meliputi tahap pemasakan, sheeting, pendinginan dengan cooling conveyor, rolling, aging, pemotongan, pengeringan pertama (first dryer), pengeringan kedua (second dryer), penggorengan, flavouring dan pengemasan.
Untuk mendapatkan mutu produk akhir yang baik, maka mutu bahan harus dikendalikan mulai dari bahan baku, selama proses hingga penyimpanan produk akhir. Salah satu parameter yang sangat menentukan mutu produk snack adalah kadar air, yang akan menentukan mutu fisiko-kimia, biologis dan organoleptik produk.
Pemasakan bahan dilakukan dengan mencampurkan terigu, tapioka, gula, garam dan baking powder dengan sejumlah air pada steam cooker, lalu adonan akan masuk ke mesin sheeting dan dihasilkan adonan berbentuk lembaran (sheet). Jumlah air yang ditambahkan pada proses pemasakan berpengaruh nyata terhadap kadar air adonan, ketebalan dan elastisitas lembaran adonan. Setelah itu, lembaran adonan didinginkan pada cooling conveyor, lalu digulung menjadi bentuk rol dan diaging pada suhu kamar. Selama proses pendinginan sampai rol adonan diletakkan di rak aging memungkinkan adanya cemaran mikrobiologi yang bersumber dari udara, pekerja, alat dan sagu tabur.
Selama proses aging, pati mengalami retrogradasi yaitu kristalisasi kembali yang dapat dikarakteristik oleh fenomena fisik dan kimia, seperti perubahan tekstur, migrasi air, kristalisasi pati dan interaksi komponen. Perbedaan kelembaban udara ruang aging tidak berpengaruh nyata terhadap proses retrogradasi pati. Lembaran yang berada pada posisi paling luar memiliki laju penurunan kadar air paling cepat, kemudian posisi paling dalam dan posisi paling tengah yang memiliki laju penurunan kadar air paling lambat. Semakin cepat laju penurunan kadar air, maka tekstur lembaran adonan akan cepat mengeras. Endospora bakteri dan mikotoksin kapang terbentuk pada fase pertumbuhan lambat sebelum memasuki fase pertumbuhan tetap, yang berlangsung pada waktu aging 20 jam, sehingga waktu aging harus dibatasi.
mesin pengering pertama (first dryer) dan disimpan sebagai stok di gudang pelet. Kadar air pelet berpengaruh terhadap tekstur pelet selama proses pengeringan. Semakin rendah kadar air pelet, maka tekstur pelet akan mudah rapuh. Selain itu, kadar air juga mempengaruhi mutu mikrobiologis pelet selama penyimpanan. Semakin tinggi kadar air pelet, maka potensi pertumbuhan mikroorganisme semakin besar. Berdasarkan kurva sorpsi isoterm pelet first dryer aman disimpan pada tingkat kadar air 12.41-14.17% untuk gudang penyimpanan Taro dengan RH ruangan 70-80%.
Sebelum digoreng, pelet yang berasal dari gudang dikeringkan kembali pada mesin pengering kedua (second dryer) sampai kadar air 8-9.5% (Serena, 1996). Kemudian pelet digoreng, ditambahkan flavour dan dikemas. Kadar air pelet
second dryer berpengaruh nyata terhadap densitas kamba hasil goreng. Semakin tinggi kadar air pelet, maka densitas kamba hasil goreng semakin rendah. Selain itu, aw hasil goreng mempengaruhi tingkat kerenyahan produk. Semakin tinggi aw produk maka tingkat kerenyahan produk semakin rendah.
Produk snack memiliki aw yang rendah yaitu 0.27-0.33, sehingga produk aman dari cemaran mikrobiologis asalkan produk bisa dijaga dari kelembaban yang memungkinkan kenaikan kadar air. Mutu mikrobiologis snack Taro net
sangat baik, karena memenuhi semua persyaratan mikrobiologis SNI makanan ringan ekstrudat.
Selama rangkaian proses produksi snack Taro net banyak dihasilkan waste, yang merupakan bahan baku yang tidak dapat diproses lebih lanjut. Waste paling banyak ditemukan pada tahap pemotongan, pengeringan pertama dan pengeringan kedua. Jumlah waste pada tahap pemotongan diperkirakan antara 0.39–0.73%, sedangkan jumlah waste pada tahap pengeringan pertama 0.26-0.43%. Jumlah
waste pada tahap pengeringan kedua 1.89–2.97% per shift, yang diperoleh dari 5 mesin pengering kedua yang berbeda. Berdasarkan uji Post Hoc ANOVA pada mesin pengering kedua dapat disimpulkan bahwa mesin 1 dan mesin 6 memiliki perbedaan jumlah waste yang signifikan dibandingkan mesin pengering kedua yang lain.
MEMPELAJARI PENGARUH KADAR AIR TERHADAP KARAKTERISTIK MUTU DAN MINIMALISASI WASTE
SELAMA PROSES PRODUKSI SNACK TARO NET DI PT. RASA MUTU UTAMA, BOGOR
SKRIPSI
Sebagai Salah Satu Syarat untuk Memperoleh Gelar
SARJANA TEKNOLOGI PERTANIAN
Pada Departemen Ilmu dan Teknologi Pangan
Fakultas Teknologi Pertanian
Institut Pertanian Bogor
Oleh :
MARLYNA SUNARYO F24102052
2006
FAKULTAS TEKNOLOGI PERTANIAN INSTITUT PERTANIAN BOGOR
FAKULTAS TEKNOLOGI PERTANIAN INSTITUT PERTANIAN BOGOR
MEMPELAJARI PENGARUH KADAR AIR TERHADAP KARAKTERISTIK MUTU DAN MINIMALISASI WASTE
SELAMA PROSES PRODUKSI SNACK TARO NET DI PT. RASA MUTU UTAMA, BOGOR
SKRIPSI
Sebagai Salah Satu Syarat untuk Memperoleh Gelar SARJANA TEKNOLOGI PERTANIAN Pada Departemen Ilmu dan Teknologi Pangan
Fakultas Teknologi Pertanian Institut Pertanian Bogor
Oleh :
MARLYNA SUNARYO F24102052
Dilahirkan pada tanggal 12 Maret 1984 di Bogor Tanggal lulus : 7 Oktober 2006
Menyetujui, Bogor, 28 Desember 2006
Dr. Ir. Nurheni Sri Palupi, MSi Ir. Maulana W. Jumantara Pembimbing Akademik Pembimbing Lapang
Mengetahui,
Dr. Ir. Dahrul Syah, MSc
RIWAYAT HIDUP
Penulis dilahirkan pada tanggal 12 Maret 1984 di Bogor. Penulis adalah anak pertama dari dua bersaudara, dari keluarga Amie Sunaryo dan Willianny. Penulis menyelesaikan pendidikan Sekolah Dasar di SD Kesatuan Bogor sampai tahun 1996. Sekolah Lanjutan Tingkat Pertama diselesaikan pada tahun 1999 di SLTP Kesatuan Bogor, dan pada tahun 2002 menyelesaikan Sekolah Menengah Umum di SMU Regina Pacis Bogor. Tahun 2002, penulis diterima sebagai mahasiswa di Departemen Ilmu dan Teknologi Pangan, Fakultas Teknologi Pangan, Institut Pertanian Bogor melalui jalur USMI (Undangan Seleksi Masuk IPB).
Selama kuliah, penulis aktif dalam kegiatan kemahasiswaan kerohanian PMK (Persekutuan Mahasiswa Kristen), baik sebagai aktivis maupun pengurus. Selain itu, penulis juga aktif dalam beberapa kepanitian, dan aktif mengikuti seminar-seminar pangan, seperti Seminar dan Pelatihan HACCP 2004 (Hazard Analytical Critical Control Point), Training Auditor HACCP 2006, Seminar Nasional Teknologi Perisa dan Aplikasinya, Pangan Organik dan lain-lain. Pada tahun 2005, penulis terpilih sebagai 10 mahasiswa berprestasi Fakultas Teknologi Pertanian IPB.
KATA PENGANTAR
Segala Puji, Hormat serta Syukur, penulis panjatkan kepada Tuhan Yesus Kristus atas segala rahmat, kasih karunia dan pemeliharaan-Nya yang tidak putus-putusnya dilimpahkan kepada penulis, sehingga penulis dapat menyelesaikan kegiatan magang dan skripsi ini dengan baik. Skripsi ini disusun sebagai salah satu syarat untuk memperoleh gelar Sarjana Teknologi Pertanian pada Departemen Ilmu dan Teknologi Pangan, Fakultas Teknologi Pertanian, Institut Pertanian Bogor.
Pada kesempatan ini, penulis ingin menyampaikan terima kasih yang tidak terhingga kepada pihak-pihak yang telah banyak membantu penulis, yaitu :
1. Kedua orang tua penulis, yang tidak habis-habisnya memberikan kasih, perhatian, dukungan dan doa kepada penulis. Adikku, Juhadi yang selalu siap sedia membantu penulis, Suk-suk, Pak-pak yang senantiasa mendukung studiku.
2. Ibu Dr. Ir. Nurheni Sri Palupi, MSi. yang telah membimbing penulis selama studi hingga penulisan skripsi. Terima kasih atas segala nasehat, bimbingan dan masukannya kepada penulis.
3. Bpk. Ir. Maulana W. Jumantara selaku pembimbing lapang yang telah memberikan kesempatan kepada penulis untuk menimba banyak ilmu di PT. Unilever Indonesia. Terima kasih atas kepercayaan yang diberikan, ilmu, nasehat, bimbingan dan masukan yang sangat berarti bagi penulis.
4. Ibu Ir. Elvira Syamsir, MSi. yang telah berkenan menjadi dosen penguji. 5. Bpk. Yogi Sapta dan Pak Budi yang telah memberikan kesempatan kepada
penulis untuk melakukan kegiatan magang di PT. Rasa Mutu Utama dan menerima penulis dengan baik.
6. Pak Lukman, Pak Slamet Supriyadi, Mas Wiwit yang telah memberikan waktunya untuk membantu penulis selama melaksanakan kegiatan magang dan masukannya.
Mudji, Pak Kamto, Mba Yuli, Mba Yani, Mba Unil, Pak Richard, Mba Indri, Ibu Jumini, Om Firzon; Satpam RMU, dll yang telah menerima penulis dengan ramah dan segala bantuannya.
8. Ibu Serena, Ibu Penny, Pak Sukardiman, Pak Eben, Pak Kusmanto, Ibu Ummy, Mba Peni, Pak Yono, Pak Yusuf, Pak Yusman, Pak Sule, dll yang telah menerima penulis dengan ramah dan segala bantuannya.
9. Pak Ali Manshur, Pak Nunung, Pak Heri, Pak Bambang terima kasih atas segala bantuannya, serta semua pihak di PT. Unilever Indonesia dan PT. Rasa Mutu Utama yang tidak dapat penulis sebutkan satu persatu. Terima kasih atas segala keterbukaan dan keramahannya selama penulis magang.
10. Teman-teman seperjuanganku Qco dan Astri, terima kasih atas dukungan dan waktu-waktu yang kita habiskan bersama; Steisi dan Izal, terima kasih atas dukungan, kerja sama dan kekompakan yang ada; Gol B-4, teman seperjuangan ngerjain laporan, terima kasih buat dukungan dan kerja samanya, dan semua temen-teman TPG 39, terima kasih atas kebersamaannya selama di TPG.
11. My sisters: Dika, Vivi; Christ, Ko Hardi, teman-teman PMK IPB, Perkantas Bogor, GBIB, KNM 2006 terima kasih atas persahabatan, dukungan dan doa yang terus menguatkan penulis. HE giveth more grace when the burden grows greater and HE sendeth more strength when the labors increase...
Bogor, Oktober 2006
DAFTAR ISI
Halaman KATA PENGANTAR ...
DAFTAR ISI... II. TINJAUAN UMUM PERUSAHAAN... A. SEJARAH DAN PERKEMBANGAN PERUSAHAAN... B. LOKASI PERUSAHAAN... C. BIDANG USAHA DAN PRODUK PERUSAHAAN... D. STRUKTUR ORGANISASI... E. MANAJEMEN PERUSAHAAN... F. PERATURAN KERJA... G. KESEJAHTERAAN DAN KESELAMATAN KERJA... III. TINJAUAN PUSTAKA... A. SNACK FOOD ... 1. Karakteristik Mutu Snack ... 2. Aspek Mikrobiologi Produk Snack ... B. AIR DALAM BAHAN PANGAN ... C. PERANAN AIR SELAMA PROSES PRODUKSI SNACK ... D. PATI... 1. Pati untuk Snack... 2. Gelatinisasi Pati... 3. Retrogradasi Pati... E. PROSES PEMBUATAN SNACK TARO NET... 1. Bahan-bahan... 2. Proses Pembuatan... IV. METODOLOGI PENELITIAN...
A. BAHAN DAN ALAT ... B. TAHAPAN PENELITIAN... C. METODE ANALISIS... V. HASIL DAN PEMBAHASAN... A. PENGARUH KADAR AIR TERHADAP KARAKTERISTIK
MUTU BAHAN BAKU... 1. Mutu Biologis Bahan Baku... 2. Mutu Fisiko-kimia Bahan Baku... 3. Mutu Organoleptik Bahan Baku... B. PENGARUH KADAR AIR TERHADAP KARAKTERISTIK
MUTU ADONAN DAN LEMBARAN ADONAN (SHEET)... 1. Pengaruh Kadar Air Pemasakkan terhadap Mutu
Organoleptik Adonan... 2. Pengaruh Kadar Air Pemasakkan terhadap Mutu Fisik
Lembaran Adonan (Sheet)... 3. Pengaruh Kadar Air Lembaran Adonan terhadap Potensi
Pertumbuhan Mikrobiologi Selama Proses Pendinginan (Cooling)... 4. Mutu Mikrobiologis Lembaran Adonan Selama Proses Aging... 5. Pengaruh Kelembaban Udara Ruang Aging terhadap Proses Retrogradasi Pati Lembaran Adonan pada Proses Aging... 6. Pengaruh Laju Perubahan Kadar Air Selama Aging terhadap Tekstur Lembaran Adonan... C. PENGARUH KADAR AIR TERHADAP KARAKTERISTIK
MUTU PELET... 1. Tekstur Pelet... 2. Potensi Pertumbuhan Mikrobiologi pada Penyimpanan
Pelet... 3. Kurva Sorpsi Isoterm Pelet... D. PENGARUH KADAR AIR TERHADAP KARAKTERISTIK
MUTU HASIL GORENG... 1. Proses Penggorengan... 2. Ekspansi Hasil Goreng... 3. Mutu Organoleptik Hasil Goreng... 4. Potensi Pertumbuhan Mikrobiologi pada Penyimpanan
SKRIPSI
MEMPELAJARI PENGARUH KADAR AIR TERHADAP KARAKTERISTIK MUTU DAN MINIMALISASI WASTE SELAMA PROSES PRODUKSI SNACK TARO NET DI
PT. RASA MUTU UTAMA, BOGOR
Oleh :
MARLYNA SUNARYO F24102052
2006
DEPARTEMEN ILMU DAN TEKNOLOGI PANGAN FAKULTAS TEKNOLOGI PERTANIAN
Marlyna Sunaryo. F24102052. Mempelajari pengaruh kadar air terhadap karakteristik mutu dan minimalisasi waste selama proses produksi snack Taro net
di PT. Rasa Mutu Utama, Bogor. Di bawah bimbingan Dr. Ir. Nurheni Sri Palupi, MSi dan Ir. Maulana W. Jumantara. 2006.
RINGKASAN
Perkembangan bisnis snack di Indonesia dalam lima tahun terakhir ini semakin menggelembung. Pada tahun 2004, pangsa pasar snack modern mencapai 59.500 ton dan nilai bisnisnya mencapai 1,9 triliun (Hidayat, 2006). Snack
merupakan makanan ringan yang dimakan dalam waktu antara ketiga makanan utama dalam sehari (Muchtadi, et al., 1988). PT. Rasa Mutu Utama memproduksi
snack dengan merk dagang “Taro”, yang diproduksi untuk PT. Unilever Indonesia.
Snack Taro net merupakan single layer pellet berbentuk net yang diproduksi secara semi-kontinyu menggunakan teknologi ebisen yang berasal dari Jepang.
Snack ebisen ini bukan merupakan produk ekstrusi tetapi lebih menyerupai kerupuk. Proses produksi ebisen meliputi tahap pemasakan, sheeting, pendinginan dengan cooling conveyor, rolling, aging, pemotongan, pengeringan pertama (first dryer), pengeringan kedua (second dryer), penggorengan, flavouring dan pengemasan.
Untuk mendapatkan mutu produk akhir yang baik, maka mutu bahan harus dikendalikan mulai dari bahan baku, selama proses hingga penyimpanan produk akhir. Salah satu parameter yang sangat menentukan mutu produk snack adalah kadar air, yang akan menentukan mutu fisiko-kimia, biologis dan organoleptik produk.
Pemasakan bahan dilakukan dengan mencampurkan terigu, tapioka, gula, garam dan baking powder dengan sejumlah air pada steam cooker, lalu adonan akan masuk ke mesin sheeting dan dihasilkan adonan berbentuk lembaran (sheet). Jumlah air yang ditambahkan pada proses pemasakan berpengaruh nyata terhadap kadar air adonan, ketebalan dan elastisitas lembaran adonan. Setelah itu, lembaran adonan didinginkan pada cooling conveyor, lalu digulung menjadi bentuk rol dan diaging pada suhu kamar. Selama proses pendinginan sampai rol adonan diletakkan di rak aging memungkinkan adanya cemaran mikrobiologi yang bersumber dari udara, pekerja, alat dan sagu tabur.
Selama proses aging, pati mengalami retrogradasi yaitu kristalisasi kembali yang dapat dikarakteristik oleh fenomena fisik dan kimia, seperti perubahan tekstur, migrasi air, kristalisasi pati dan interaksi komponen. Perbedaan kelembaban udara ruang aging tidak berpengaruh nyata terhadap proses retrogradasi pati. Lembaran yang berada pada posisi paling luar memiliki laju penurunan kadar air paling cepat, kemudian posisi paling dalam dan posisi paling tengah yang memiliki laju penurunan kadar air paling lambat. Semakin cepat laju penurunan kadar air, maka tekstur lembaran adonan akan cepat mengeras. Endospora bakteri dan mikotoksin kapang terbentuk pada fase pertumbuhan lambat sebelum memasuki fase pertumbuhan tetap, yang berlangsung pada waktu aging 20 jam, sehingga waktu aging harus dibatasi.
mesin pengering pertama (first dryer) dan disimpan sebagai stok di gudang pelet. Kadar air pelet berpengaruh terhadap tekstur pelet selama proses pengeringan. Semakin rendah kadar air pelet, maka tekstur pelet akan mudah rapuh. Selain itu, kadar air juga mempengaruhi mutu mikrobiologis pelet selama penyimpanan. Semakin tinggi kadar air pelet, maka potensi pertumbuhan mikroorganisme semakin besar. Berdasarkan kurva sorpsi isoterm pelet first dryer aman disimpan pada tingkat kadar air 12.41-14.17% untuk gudang penyimpanan Taro dengan RH ruangan 70-80%.
Sebelum digoreng, pelet yang berasal dari gudang dikeringkan kembali pada mesin pengering kedua (second dryer) sampai kadar air 8-9.5% (Serena, 1996). Kemudian pelet digoreng, ditambahkan flavour dan dikemas. Kadar air pelet
second dryer berpengaruh nyata terhadap densitas kamba hasil goreng. Semakin tinggi kadar air pelet, maka densitas kamba hasil goreng semakin rendah. Selain itu, aw hasil goreng mempengaruhi tingkat kerenyahan produk. Semakin tinggi aw produk maka tingkat kerenyahan produk semakin rendah.
Produk snack memiliki aw yang rendah yaitu 0.27-0.33, sehingga produk aman dari cemaran mikrobiologis asalkan produk bisa dijaga dari kelembaban yang memungkinkan kenaikan kadar air. Mutu mikrobiologis snack Taro net
sangat baik, karena memenuhi semua persyaratan mikrobiologis SNI makanan ringan ekstrudat.
Selama rangkaian proses produksi snack Taro net banyak dihasilkan waste, yang merupakan bahan baku yang tidak dapat diproses lebih lanjut. Waste paling banyak ditemukan pada tahap pemotongan, pengeringan pertama dan pengeringan kedua. Jumlah waste pada tahap pemotongan diperkirakan antara 0.39–0.73%, sedangkan jumlah waste pada tahap pengeringan pertama 0.26-0.43%. Jumlah
waste pada tahap pengeringan kedua 1.89–2.97% per shift, yang diperoleh dari 5 mesin pengering kedua yang berbeda. Berdasarkan uji Post Hoc ANOVA pada mesin pengering kedua dapat disimpulkan bahwa mesin 1 dan mesin 6 memiliki perbedaan jumlah waste yang signifikan dibandingkan mesin pengering kedua yang lain.
MEMPELAJARI PENGARUH KADAR AIR TERHADAP KARAKTERISTIK MUTU DAN MINIMALISASI WASTE
SELAMA PROSES PRODUKSI SNACK TARO NET DI PT. RASA MUTU UTAMA, BOGOR
SKRIPSI
Sebagai Salah Satu Syarat untuk Memperoleh Gelar
SARJANA TEKNOLOGI PERTANIAN
Pada Departemen Ilmu dan Teknologi Pangan
Fakultas Teknologi Pertanian
Institut Pertanian Bogor
Oleh :
MARLYNA SUNARYO F24102052
2006
FAKULTAS TEKNOLOGI PERTANIAN INSTITUT PERTANIAN BOGOR
FAKULTAS TEKNOLOGI PERTANIAN INSTITUT PERTANIAN BOGOR
MEMPELAJARI PENGARUH KADAR AIR TERHADAP KARAKTERISTIK MUTU DAN MINIMALISASI WASTE
SELAMA PROSES PRODUKSI SNACK TARO NET DI PT. RASA MUTU UTAMA, BOGOR
SKRIPSI
Sebagai Salah Satu Syarat untuk Memperoleh Gelar SARJANA TEKNOLOGI PERTANIAN Pada Departemen Ilmu dan Teknologi Pangan
Fakultas Teknologi Pertanian Institut Pertanian Bogor
Oleh :
MARLYNA SUNARYO F24102052
Dilahirkan pada tanggal 12 Maret 1984 di Bogor Tanggal lulus : 7 Oktober 2006
Menyetujui, Bogor, 28 Desember 2006
Dr. Ir. Nurheni Sri Palupi, MSi Ir. Maulana W. Jumantara Pembimbing Akademik Pembimbing Lapang
Mengetahui,
Dr. Ir. Dahrul Syah, MSc
RIWAYAT HIDUP
Penulis dilahirkan pada tanggal 12 Maret 1984 di Bogor. Penulis adalah anak pertama dari dua bersaudara, dari keluarga Amie Sunaryo dan Willianny. Penulis menyelesaikan pendidikan Sekolah Dasar di SD Kesatuan Bogor sampai tahun 1996. Sekolah Lanjutan Tingkat Pertama diselesaikan pada tahun 1999 di SLTP Kesatuan Bogor, dan pada tahun 2002 menyelesaikan Sekolah Menengah Umum di SMU Regina Pacis Bogor. Tahun 2002, penulis diterima sebagai mahasiswa di Departemen Ilmu dan Teknologi Pangan, Fakultas Teknologi Pangan, Institut Pertanian Bogor melalui jalur USMI (Undangan Seleksi Masuk IPB).
Selama kuliah, penulis aktif dalam kegiatan kemahasiswaan kerohanian PMK (Persekutuan Mahasiswa Kristen), baik sebagai aktivis maupun pengurus. Selain itu, penulis juga aktif dalam beberapa kepanitian, dan aktif mengikuti seminar-seminar pangan, seperti Seminar dan Pelatihan HACCP 2004 (Hazard Analytical Critical Control Point), Training Auditor HACCP 2006, Seminar Nasional Teknologi Perisa dan Aplikasinya, Pangan Organik dan lain-lain. Pada tahun 2005, penulis terpilih sebagai 10 mahasiswa berprestasi Fakultas Teknologi Pertanian IPB.
KATA PENGANTAR
Segala Puji, Hormat serta Syukur, penulis panjatkan kepada Tuhan Yesus Kristus atas segala rahmat, kasih karunia dan pemeliharaan-Nya yang tidak putus-putusnya dilimpahkan kepada penulis, sehingga penulis dapat menyelesaikan kegiatan magang dan skripsi ini dengan baik. Skripsi ini disusun sebagai salah satu syarat untuk memperoleh gelar Sarjana Teknologi Pertanian pada Departemen Ilmu dan Teknologi Pangan, Fakultas Teknologi Pertanian, Institut Pertanian Bogor.
Pada kesempatan ini, penulis ingin menyampaikan terima kasih yang tidak terhingga kepada pihak-pihak yang telah banyak membantu penulis, yaitu :
1. Kedua orang tua penulis, yang tidak habis-habisnya memberikan kasih, perhatian, dukungan dan doa kepada penulis. Adikku, Juhadi yang selalu siap sedia membantu penulis, Suk-suk, Pak-pak yang senantiasa mendukung studiku.
2. Ibu Dr. Ir. Nurheni Sri Palupi, MSi. yang telah membimbing penulis selama studi hingga penulisan skripsi. Terima kasih atas segala nasehat, bimbingan dan masukannya kepada penulis.
3. Bpk. Ir. Maulana W. Jumantara selaku pembimbing lapang yang telah memberikan kesempatan kepada penulis untuk menimba banyak ilmu di PT. Unilever Indonesia. Terima kasih atas kepercayaan yang diberikan, ilmu, nasehat, bimbingan dan masukan yang sangat berarti bagi penulis.
4. Ibu Ir. Elvira Syamsir, MSi. yang telah berkenan menjadi dosen penguji. 5. Bpk. Yogi Sapta dan Pak Budi yang telah memberikan kesempatan kepada
penulis untuk melakukan kegiatan magang di PT. Rasa Mutu Utama dan menerima penulis dengan baik.
6. Pak Lukman, Pak Slamet Supriyadi, Mas Wiwit yang telah memberikan waktunya untuk membantu penulis selama melaksanakan kegiatan magang dan masukannya.
Mudji, Pak Kamto, Mba Yuli, Mba Yani, Mba Unil, Pak Richard, Mba Indri, Ibu Jumini, Om Firzon; Satpam RMU, dll yang telah menerima penulis dengan ramah dan segala bantuannya.
8. Ibu Serena, Ibu Penny, Pak Sukardiman, Pak Eben, Pak Kusmanto, Ibu Ummy, Mba Peni, Pak Yono, Pak Yusuf, Pak Yusman, Pak Sule, dll yang telah menerima penulis dengan ramah dan segala bantuannya.
9. Pak Ali Manshur, Pak Nunung, Pak Heri, Pak Bambang terima kasih atas segala bantuannya, serta semua pihak di PT. Unilever Indonesia dan PT. Rasa Mutu Utama yang tidak dapat penulis sebutkan satu persatu. Terima kasih atas segala keterbukaan dan keramahannya selama penulis magang.
10. Teman-teman seperjuanganku Qco dan Astri, terima kasih atas dukungan dan waktu-waktu yang kita habiskan bersama; Steisi dan Izal, terima kasih atas dukungan, kerja sama dan kekompakan yang ada; Gol B-4, teman seperjuangan ngerjain laporan, terima kasih buat dukungan dan kerja samanya, dan semua temen-teman TPG 39, terima kasih atas kebersamaannya selama di TPG.
11. My sisters: Dika, Vivi; Christ, Ko Hardi, teman-teman PMK IPB, Perkantas Bogor, GBIB, KNM 2006 terima kasih atas persahabatan, dukungan dan doa yang terus menguatkan penulis. HE giveth more grace when the burden grows greater and HE sendeth more strength when the labors increase...
Bogor, Oktober 2006
DAFTAR ISI
Halaman KATA PENGANTAR ...
DAFTAR ISI... II. TINJAUAN UMUM PERUSAHAAN... A. SEJARAH DAN PERKEMBANGAN PERUSAHAAN... B. LOKASI PERUSAHAAN... C. BIDANG USAHA DAN PRODUK PERUSAHAAN... D. STRUKTUR ORGANISASI... E. MANAJEMEN PERUSAHAAN... F. PERATURAN KERJA... G. KESEJAHTERAAN DAN KESELAMATAN KERJA... III. TINJAUAN PUSTAKA... A. SNACK FOOD ... 1. Karakteristik Mutu Snack ... 2. Aspek Mikrobiologi Produk Snack ... B. AIR DALAM BAHAN PANGAN ... C. PERANAN AIR SELAMA PROSES PRODUKSI SNACK ... D. PATI... 1. Pati untuk Snack... 2. Gelatinisasi Pati... 3. Retrogradasi Pati... E. PROSES PEMBUATAN SNACK TARO NET... 1. Bahan-bahan... 2. Proses Pembuatan... IV. METODOLOGI PENELITIAN...
A. BAHAN DAN ALAT ... B. TAHAPAN PENELITIAN... C. METODE ANALISIS... V. HASIL DAN PEMBAHASAN... A. PENGARUH KADAR AIR TERHADAP KARAKTERISTIK
MUTU BAHAN BAKU... 1. Mutu Biologis Bahan Baku... 2. Mutu Fisiko-kimia Bahan Baku... 3. Mutu Organoleptik Bahan Baku... B. PENGARUH KADAR AIR TERHADAP KARAKTERISTIK
MUTU ADONAN DAN LEMBARAN ADONAN (SHEET)... 1. Pengaruh Kadar Air Pemasakkan terhadap Mutu
Organoleptik Adonan... 2. Pengaruh Kadar Air Pemasakkan terhadap Mutu Fisik
Lembaran Adonan (Sheet)... 3. Pengaruh Kadar Air Lembaran Adonan terhadap Potensi
Pertumbuhan Mikrobiologi Selama Proses Pendinginan (Cooling)... 4. Mutu Mikrobiologis Lembaran Adonan Selama Proses Aging... 5. Pengaruh Kelembaban Udara Ruang Aging terhadap Proses Retrogradasi Pati Lembaran Adonan pada Proses Aging... 6. Pengaruh Laju Perubahan Kadar Air Selama Aging terhadap Tekstur Lembaran Adonan... C. PENGARUH KADAR AIR TERHADAP KARAKTERISTIK
MUTU PELET... 1. Tekstur Pelet... 2. Potensi Pertumbuhan Mikrobiologi pada Penyimpanan
Pelet... 3. Kurva Sorpsi Isoterm Pelet... D. PENGARUH KADAR AIR TERHADAP KARAKTERISTIK
MUTU HASIL GORENG... 1. Proses Penggorengan... 2. Ekspansi Hasil Goreng... 3. Mutu Organoleptik Hasil Goreng... 4. Potensi Pertumbuhan Mikrobiologi pada Penyimpanan
Produk Akhir (Finish Product) ...... E. MINIMALISASI WASTE... 1. Perhitungan Waste... 2. Diagram Sebab Akibat... 3. Upaya Minimalisasi Waste... VI. KESIMPULAN DAN SARAN... A. KESIMPULAN... B. SARAN... DAFTAR PUSTAKA... LAMPIRAN...
DAFTAR TABEL
Halaman Tabel 1. Klasifikasi snack di Indonesia berdasarkan teknologi ...
Tabel 2. Syarat mutu makanan ringan ekstrudat (SNI 01-2886-2000)... Tabel 3. Pengukuran sifat fisik secara objektif selama proses produksi snack Taro net... Tabel 4. Pengukuran sifat sensori selama proses produksi snack Taro
net... Tabel 5. Nilai aw minimum untuk pertumbuhan mikroba ... Tabel 6. Karakteristik sifat beberapa jenis pati... Tabel 7. Mekanisme gelatinisasi pati... Tabel 8. Komposisi perisa snack Taro net... Tabel 9. Ambang batas maksimum kadar air bahan baku... Tabel 10. Analisis mikrobiologi bahan baku snack Taro net.... Tabel 11. Profil mikrobiologi tepung-tepungan... Tabel 12. Serangga-serangga yang menyerang serealia... Tabel 13. Parameter uji organoleptik bahan baku snack Taro net... Tabel 14. Karakteristik organoleptik penampakan adonan... Tabel 15. Analisa mikrobiologi udara ruang aging... Tabel 16. Waktu generasi beberapa mikroorganisme cemaran... Tabel 17. Hasil analisa mikrobiologi lembaran adonan selama aging... Tabel 18. Kecepatan pertumbuhan konstan mikroorganisme setiap fase... Tabel 19. Kelembaban udara rak aging... Tabel 20. Kadar air lembaran adonan setelah aging 8.5 jam... Tabel 21. Kemiringan rata-rata kurva regresi linear dan tingkat
kekerasan lembaran adonan setelah aging 12 jam... Tabel 22. Kondisi pelet setelah pengeringan... Tabel 23. Densitas kamba hasil goreng... Tabel 24. Deskripsi tekstur hasil goreng... Tabel 25. Tingkat kerenyahan hasil goreng... Tabel 26. Profil mikrobiologi breakfast cereal dan snack... Tabel 27. Analisa kadar air dan mikrobiologi finish product... Tabel 28. Upaya minimalisasi waste pada tahap pemotongan...
Tabel 29. Upaya minimalisasi waste pada tahap pengeringan kedua... Tabel 30. Upaya minimalisasi waste pada tahap pengeringan kedua... Tabel 31. Kadar air lembaran adonan (%)... Tabel 32. Ketebalan lembaran adonan (mm)... Tabel 33. Elastisitas lembaran adonan ...
DAFTAR GAMBAR
Halaman Gambar 1. Snack ebisen berbentuk net...
Gambar 2. Kurva moisture sorption isoterm... Gambar 3. Kurva stabilitas bahan pangan... Gambar 4. Keterlibatan air selama proses produksi snack Taro net... Gambar 5. Struktur amilosa dan amilopektin... Gambar 6. Proses retrogradasi pati... Gambar 7. Steam Cooker... Gambar 8. Proses aging... Gambar 9. Mesin pengering pertama... Gambar 10.Mesin pengering kedua... Gambar 11.Mesin penggorengan dan flavouring... Gambar 12.Diagram alir metodologi penelitian... Gambar 13.Susunan desikator... Gambar 14.Kadar air lembaran adonan (%)... Gambar 15.Ketebalan rata-rata lembaran adonan (mm)... Gambar 16.Elastisitas rata-rata lembaran adonan... Gambar 17.Waktu yang dibutuhkan selama sheeting, cooling, rolling
dan transportasi ke ruang aging... Gambar 18.Kurva hubungan antara jumlah koloni dengan waktu aging... Gambar 19.Kurva logaritmik pertumbuhan mikroorganisme... Gambar 20.Frekuensi waktu generasi beberapa mikroorganisme... Gambar 21.Kurva sorpsi isotermik pelet first dryer pada suhu 31oC... Gambar 22.Perubahan selama penggorengan deep frying... Gambar 23.Kurva regresi hubungan antara kadar air pelet dengan
densitas kamba... Gambar 24.Histogram jumlah waste pada tahap pemotongan... Gambar 25.Histogram jumlah waste pada tahap pengeringan pertama... Gambar 26.Histogram jumlah waste pada tahap pengeringan kedua... Gambar 27.Diagram sebab akibat waste tahap pemotongan... Gambar 28.Diagram sebab akibat waste tahap pengeringan pertama... Gambar 29.Diagram sebab akibat waste tahap pengeringan kedua...
DAFTAR LAMPIRAN
Halaman Lampiran 1. Struktur organisasi PT Unilever Indonesia...
Lampiran 2. Beberapa mikotoksin utama dalam penyimpanan bahan pangan... Lampiran 3. Persyaratan mutu tepung terigu (SNI 01-3751-1995)... Lampiran 4. Persyaratan mutu tapioka (SNI 01-3451-1994)... Lampiran 5. Persyaratan mutu gula kristal putih (SNI 01-3140-2000)... Lampiran 6. Persyaratan mutu minyak goreng (SNI 01-3741-1995)... Lampiran 7. Hasil analisis sidik ragam Rancangan Acak Lengkap
pengaruh jumlah air pemasakkan terhadap kadar air adonan (%)... Lampiran 8. Hasil analisis sidik ragam Rancangan Acak Lengkap
pengaruh jumlah air pemasakkan terhadap ketebalan lembaran adonan (mm)... Lampiran 9. Hasil analisis sidik ragam Rancangan Acak Lengkap
pengaruh jumlah air pemasakkan terhadap elastisitas lembaran adonan... Lampiran 10.Hasil analisa korelasi bivariate Pearson kelembaban udara
(%) dengan kadar air (%)... Lampiran 11.Kemiringan kurva regresi linear antara kadar air sheet (%)
dengan waktu aging (jam)... Lampiran 12.Hasil penyetimbangan kadar air pelet first dryer pada 4
tingkat RH... Lampiran 13.Kadar air kesetimbangan pelet first dryer pada 4 tingkat
RH... Lampiran 14.Kadar air rata-rata pelet second dryer... Lampiran 15.Hasil analisa korelasi bivariate Pearson kadar air pelet (%) dengan densitas kamba (g/cm3)... Lampiran 16.Statisitika deskriptif jumlah waste pada tahap pemotongan. Lampiran 17.Statisitika deskriptif jumlah waste pada tahap pengeringan
pertama... Lampiran 18.Statisitika deskriptif jumlah waste pada tahap pengeringan kedua... Lampiran 19.Transformasi data jumlah waste tahap pengeringan kedua.. Lampiran 20.Analisis ragam (ANOVA one-way) jumlah waste tahap
pengeringan kedua pada lima mesin pengering kedua... Lampiran 21.Analisis Post Hoc ANOVA jumlah waste tahap
pengeringan kedua pada lima mesin pengering kedua... Lampiran 22.Homogenous subsets jumlah waste pengeringan kedua
I. PENDAHULUAN
A. LATAR BELAKANG
Konsumsi snack telah menjadi sebuah hiburan di Amerika dan memiliki kontribusi terhadap peningkatan asupan energi. Sebagian besar masyarakat Amerika memperoleh 20% asupan kalori berasal dari konsumsi snack (Ranhotra dan Vetter, 1991). Konsumsi snack bukan sebuah fenomena baru, tetapi telah menjadi ciri khas dari gaya hidup Amerika (McCarthy, 2002).
Penjualan snack di seluruh dunia terus-menerus mengalami peningkatan dan konsumsi snack telah menjadi makanan keempat pada pola makan orang Amerika. Di Eropa, trend dari snack sehat menghasilkan beberapa variasi produk. Jerman telah menjadi pasar keripik kentang, di mana kacang merupakan kategori snack yang memiliki tingkat penjualan paling tinggi. Di Inggris, snack menjadi salah satu segmen terbesar dari industri pangan. Pasar snack di Swedia telah mencapai 4 pon per kapita dengan keripik kentang, produk ekstrusi dan kacang dengan peningkatan yang luar biasa (Ranhotra dan Vetter, 1991).
Perkembangan bisnis snack di Indonesia dalam lima tahun terakhir ini semakin menggelembung. Survey CIC (Corinthian Infopharma Corpora) tahun 2005 menyebutkan pada tahun 2004 pangsa pasar snack modern mencapai 59.500 ton atau naik dari tahun 2003 yang hanya sebesar 53.600 ton. Sementara, nilai bisnisnya pada tahun 2004 sebesar Rp. 1,9 triliun, sedangkan tahun 2003 Rp. 1,7 triliun. Pada tahun 2002 nilai bisnis snack sudah mencapai Rp. 1,5 triliun. Sampai pertengahan tahun 2005 terdapat 124 perusahaan yang berkiprah di industri snack modern di Indonesia dengan total kapasitas produksi 144.400 ton (Hidayat, 2006).
Snack merupakan makanan ringan yang dimakan di antara ketiga waktu makanan utama dalam sehari. Snack beragam berdasarkan bentuk, cara pengolahan dan penyajiannya (Muchtadi, et al., 1988). Snack juga merupakan komponen penting dalam makanan yang disajikan pada pesta, dan biasanya berfungsi sebagai pelengkap pada waktu makan (Ranhotra dan Vetter, 1991).
saat ini antara lain ebisen, extruder schaff, twist extruder, pelet extruder, fabricated chips dan slice chip. Snack Taro merupakan single layer pellet berbentuk net yang diproduksi secara semi-kontinyu menggunakan teknologi ebisen yang berasal dari Jepang. Snack ebisen ini bukan merupakan produk ekstrusi tetapi lebih menyerupai kerupuk.
Pada industri snack, kadar air merupakan parameter penting yang menentukan kualitas produk dan menjadi titik kritis produk snack (Anonim2, 2006). Selama proses produksi dan penyimpanan snack, kadar air memegang peranan penting dalam menentukan mutu fisiko-kimia, mikrobiologi dan organoleptik produk. Oleh karena itu, pengontrolan kadar air produk selama proses produksi diperlukan untuk menjaga konsistensi kualitas produk.
Hal lain yang menjadi masalah pada produksi Taro net adalah jumlah waste yang cukup tinggi. Waste produk Taro net mencapai dua ton per bulannya. Persentase waste terbesar ditemukan pada tahap pemotongan, pengeringan pertama dan pengeringan kedua. Adanya waste ini mengindikasikan adanya biaya (cost) yang hilang dan berpengaruh pada harga pokok produksi (HPP).
B. TUJUAN
Tujuan dari pelaksanaan magang ini adalah : 1. Mempelajari proses pembuatan produk snack Taro net.
2. Mempelajari pengaruh kadar air terhadap karakteristik mutu snack Taro net.
II. TINJAUAN UMUM PERUSAHAAN
A. SEJARAH DAN PERKEMBANGAN PERUSAHAAN
PT Rasa Mutu Utama berdiri pada tahun 1985 yang berlokasi di Gunung Putri, Bogor. Pada September 2003, PT. Rasa Mutu Utama diakuisisi oleh PT. Unilever Indonesia lengkap dengan pabrik dan segala fasilitasnya.
PT Unilever Tbk merupakan suatu perusahaan yang berstatus PMA (Penanaman Modal Asing) yang bergerak dalam bidang pengolahan makanan, deterjen, sabun dan kosmetik. PT Unilever Tbk memiliki banyak anak cabang yang tersebar di berbagai negara, termasuk di Indonesia. PT Unilever Indonesia berdiri pertama kali pada tahun 1933 saat Indonesia masih berada di bawah jajahan koloni Belanda. Pada saat Indonesia berada dalam pemerintahan Jepang, kegiatan produksi Unilever dihentikan dan akhirnya dimulai kembali setelah Perang Dunia II.
Sejarah berdirinya Unilever dapat dijelaskan sebagai berikut:
1885 Di Inggris, William Hasketh Lever dan saudaranya, James Darcy Lever, mendirikan perusahaan sabun yang bernama Lever Brothers. Produk pertama yang dihasilkan adalah Sunlight, diikuti dengan Lux dan Lifebuoy.
1927 Di Belanda, terdapat perusahaan milik keluarga Anton Jurgens yang telah berdiri sejak tahun 1868, dan memproduksi margarin. Perusahaan ini kemudian bergabung dengan perusahaan margarin milik keluarga Van den Bergh dan menamakannnya 'Margarine Unie'. Cabang perusahaan di Inggris dinamakan 'Margarine Union'. 1930 Perusahaan margarin ’Margarin Unie’ tersebut bergabung dengan
perusahaan Lever Brothers. Setelah bergabung, perusahaan tersebut berganti nama menjadi Unilever. Perusahaan ini memiliki 2 induk pimpinan, yaitu: Unilever Ltd (pusat di London) dan NV Unilever (pusat di Rotterdam).
1930 Pabrik sabun Lever's Zeepfabrieken NV didirikan di Angke, Jakarta, oleh Charles Tatlow, direktur Unilever Ltd.
1936 Pabrik makanan Van der Bergh’s Fabrieken didirikan di Angke, Jakarta.
1941 Pabrik sabun Maatschappij ter Exploitatie der Colibri Fabrieken NV didirikan di Surabaya.
1944 Pabrik NSD (Non Soap Detergent) didirikan di Angke, Jakarta. 1948 Pabrik pengolahan minyak Oliefabriek Archa NV mulai beroperasi. 1952 Pabrik minyak Archa yang terletak di daerah perbankan Jakarta
dibeli oleh Unilever.
1957 Perkembangan Unilever terganggu karena adanya konfrontasi antara Indonesia dengan Belanda dan Malaysia.
1964 Unilever berproduksi kembali di bawah pemerintahan Indonesia. 1966 Situasi Indonesia membaik (pemerintahan Orde Baru).
1967 Pemerintah Indonesia mengeluarkan UU PMA nomor l tahun 1967 sehingga orang asing boleh memiliki perusahaannya kembali. Dengan demikian, Unilever menjadi lebih leluasa dalam menjalankan produksinya.
1970 Pabrik deterjen "Rinso" didirikan dan dioperasikan pertama kali di Angke, Jakarta.
1980 Pabrik Lever's Zeepfabrieken NV, Van der Bergh's Fabrieken, Oliefabriek Archa NV, dan Maatschappij ter Exploitatie der Colibri Fabrieken NV melakukan merger dan menyatakan diri untuk bernaung dalam perusahaan yang disebut PT Unilever Indonesia. 1981 PT Unilever Indonesia memulai kegiatan go public dengan cara
membuka penjualan saham sebesar 15% kepada para investor Indonesia.
1982 Unilever melakukan relokasi pada karyawan produksi yang berasal Colibri-Ngagel menuju Rungkut, Surabaya.
1983 Unilever melakukan pemindahan pabrik sabun dari Colibri-Ngagel ke Rungkut. Kemudian, pabrik kosmetik Elida Gibbs didirikan di Rungkut, Surabaya.
1990 Produk teh Sariwangi mulai dipasarkan.
1992 Pabrik Ice Cream Wall's mulai beroperasi di Cikarang, Bekasi. TPM (Total Productive Maintenance) mulai diterapkan di pabrik yang berlokasi di Angke.
1994 Pabrik sabun di Angke, Jakarta dipindahkan ke Rungkut, Surabaya. Produksi Lipton Tea menggunakan ruang ganda di Citeureup, Bogor. Selain itu, juga dilakukan perluasan area pabrik Wall's IC. 1995 Pabrik yang beroperasi di Angke, Jakarta mulai dipindahkan ke
Cikarang, Bekasi
1996 Pabrik NSD dipindahkan dari Angke, Jakarta ke Cikarang, Bekasi. Selain itu, juga dilakukan perluasan area cold storage pabrik Wall's IC. PT Unilever Indonesia memperoleh penghargaan TPM Excellence Award, untuk kategori I dari Japan Institute of Plant Maintenance (JIPM)
1997 Pabrik makanan dipindahkan dari Angke, Jakarta ke Cikarang, Bekasi. PT Unilever Indonesia memperoleh akreditasi ISO 9001 untuk pabrik kosmetik di Rungkut, Surabaya dan diikuti pabrik lainnya. Proses produksi teh instan dipindahkan ke Citeureup, Bogor.
1998 TPM mulai dijalankan di Citeureup dan berhasil memperoleh akreditasi ISO 9001.
1999 PT Unilever Indonesia meraih Unilever Safety Award, Bronze Excellence Trophy ISO 14001, dan akreditasi Occupational Health Service and Management System (OHSMS) BS 8800. Sistem HACCP mulai diimplementasikan. Lisensi produksi teh berhasil diperoleh.
2000 PT Unilever Indonesia berhasil meraih penghargaan TPM Continuity Award, Unilever Safety Award, dan Silver Excellence Trophy. Pabrik teh dan teh instan dipindahkan ke Cikarang, Bekasi 2001 Unilever berhasil mengambil alih produksi Best Foods, Knorr, dan
kecap Bango.
stick serta mengakuisisi PT. Rasa Mutu Utama. 2004 Pabrik shampo dipindahkan ke Cikarang, Bekasi.
B. LOKASI PERUSAHAAN
PT Unilever Indonesia Tbk berpusat di Gedung Graha Unilever Jl. Gatot Subroto Kav. 15 Jakarta. Lokasi pabrik Unilever berada di dua daerah. Cikarang-Bekasi dan Rungkut-Surabaya. Ada dua bagian pabrik yang berlokasi di kawasan industri Cikarang, yaitu pabrik SCC&C (Spread Cooking Category & Culinary), TBB (Tea Based Beverage), dan Ice Cream Wall's (ketiganya digolongkan pabrik Foods) dan pabrik NSD (Non Soap Detergent), dengan alamat Jl. Jababeka IX Blok D No. 1-29 (Foods) dan 11 Jababeka VI Blok O (NSD), Desa Wangun Harja, Kecamatan Cikarang. Kabupaten Bekasi. Jawa Barat 17520.
Pabrik di kawasan industri Cikarang terdiri dari 2 lokasi, 1 lokasi memproduksi deterjen dan 1 lokasi lagi untuk memproduksi makanan dan es krim. Kedua pabrik tersebut dilengkapi dengan kantor, mushola/masjid, pos penjagaan, kantin, unit pengolahan limbah, gudang bahan mentah, tempat parkir, dan taman.
Pabrik Unilever Indonesia yang berlokasi di Rungkut, Surabaya memproduksi sabun dan bahan kosmetik seperti: Lux, Sunsilk, Pepsodent, Citra, dan sebagainya. Pemilihan lokasi pabrik didasarkan pada beberapa faktor, yaitu tempat yang strategis untuk kelancaran pemasaran produk, tersedianya sarana infrastruktur, area yang cukup untuk dilaksanakannya perluasan pabrik dan kemudahan suplai bahan baku.
C. BIDANG USAHA DAN PRODUK PERUSAHAAN
PT Unilever Indonesia, Tbk adalah perusahaan multinasional yang memproduksi bahan kebutuhan sehari-hari (consumer goods). Bidang produksi PT. Unilever Indonesia, Tbk dibagi menjadi empat divisi, yaitu: 1. Divisi Home Care
• Memproduksi deterjen pencuci (bubuk dan krim) dengan merk dagang Rinso. Surf, Omo dan Super Busa.
• Memproduksi cairan pewangi dan pelembut pakaian dengan merk dagang Comfort dan Molto
b. Household Care
Memproduksi barang-barang kebutuhan rumah tangga, seperti cairan pembersih lantai, bahan pengkilap dan penghilang kuman dengan merk dagang Super Pell, Sunlight,Vixal dan Domestos.
2. Divisi Personal Care
Divisi ini memproduksi barang-barang kebutuhan perawatan pribadi yang terdiri dari:
• Hair dengan merk dagang Clear, Sunsilk, Brisk dan lain-lain. • Skin dengan merk dagang Pond's, Dove, Hazeline, Lux, Lifebuoy,
Cuddle, dan lain-lain.
• Deodorant dengan merk dagang Axe dan Rexona. • Dental dengan merk dagang Pepsodent dan Close Up.
3. Divisi Foods
Divisi ini dibagi menjadi kategori. yaitu: a. Spread Cooking Category and Culinary
• Memproduksi Margarine dan Bakery Fat dengan merk dagang Blue Band, VO, Top Bake, Croma Cromix, Croma Cake,Croma Korst, MCM, Snow White, dan Frytol.
• Memproduksi bermacam-macam bumbu masak, seperti Royco, dan Knorr.
• Memproduksi minuman ringan siap saji Lipton. b. Tea Based Beverage
Memproduksi teh untuk dikonsumsi dalam negeri maupun untuk diekspor yaitu: Sariwangi, Bushells. Choya, dan lain-lain.
c. Snacks
4. Divisi Ice Cream
Divisi ini memproduksi es krim Wall's dengan berbagai jenis, rasa dan kemasan.
D.STRUKTUR OGANISASI
Pabrik pengolahan makanan di Cikarang dipimpin oleh seorang direktur supply chain (Supply Chain Director Foods) yang membawahi beberapa orang manajer, yaitu :
1. Manajer Teknik Foods (Technical Manager Food) bertugas dan bertanggung jawab atas pengelolaan, lay out dan kinerja pabrik foods.
2. Manajer Produksi (Production Manager) yang bertugas dan bertanggung jawab dalam perencanaan produksi dan output produksi sehari-hari.
3. Plant Engineer yang bertanggung jawab atas engineering perusahaan. 4. Manajer Personalia (Works Personel Manager) bertugas dan bertanggung
jawab dalam bagian administrasi kepegawaian, urusan rumah tangga, keuangan, dan pengadaan Sumber Daya Manusia.
5. Manajer Pengembangan Senior (Senior Development Manager) bertugas dan bertanggung jawab atas pengembangan perusahaan.
6. Manajer Pengepakan (Packaging Manager) bertugas dan bertanggung jawab dalam kelancaran dan efisiensi proses pengepakan.
7. Manajer kualitas (Quality Manager) bertugas dan bertanggung jawab dalam pengawasan dan pengendalian mutu berdasar analisa dan penelitian laboratorium, keadaan bahan baku, pengendalian proses dan keadaan produk jadi.
8. Manajer Perencanaan (IED / Planning Manager) bertugas dan bertanggung jawab dalam perencanaan program-program dalam usaha pengembangan perusahaan.
Struktur organisasi PT. Unilever, Tbk. Pabrik SCC & C Cikarang dapat dilihat pada Lampiran 1.
E. MANAJEMEN PERUSAHAAN
Program TPM adalah metoda untuk mewujudkan Zero failure (tanpa kesalahan), Zero accident (tanpa kecelakaan) dan Zero defect (tanpa cacat).
Dasar pelaksanaan TPM adalah lima "S", yaitu Seiri, Seiton, Seiso, Seikatsu dan Shitsuke. Seiri (Clearing Up) yaitu menyingkirkan benda-benda yang tidak diperlukan, Seiton (Organizing), menempatkan barang-barang yang dibutuhkan dengan rapi, Seiso (Cleaning), membersihkan peralatan dan daerah kerja, Seikatsu (Standardizing), membuat standar kebersihan, pelumasan, dan inspeksi sedangkan Shitsuke (Training and Discipline), yaitu meningkatkan keterampilan dan moral.
Kelima dasar di atas kemudian ditunjang oleh sembilan pilar TPM untuk menunjang keberhasilan pelaksanaan program, yaitu pemeliharaan mandiri (Autonomous Maintenance), peningkatan bagian, pemeliharaan terencana (Planned Maintenance), pelatihan (Training), kontrol awal dan pencegahan perawatan, pemeliharaan mutu (Quality Maintenance), TPM di perkantoran (TPM in Office), keselamatan, kesehatan, dan lingkungan kerja (Safely. Healthy, and Environment) dan manajemen rantai suplai (Supply Chain Management).
F. PERATURAN KERJA
Administrasi kantor dilaksanakan setiap hari kerja dengan jadwal: Senin - Jumat : 07.30 - 15.00 WIB
Sabtu : 07.30-13.00 WIB
Istirahat : 11.30 - 12.00 WIB, atau 12.00-12.30 WIB Sedangkan jadwal produksi harian dibagi menjadi 3 shift dengan pembagian sebagai berikut:
Shift Pagi : 06.00 - 14.00 WIB Shift Siang : 14.00 - 22.00 WIB Shift Sore : 22.00 - 06.00 WIB
Waktu operasi pabrik adalah 295 hari/tahun, 6 hari/minggu, 3 shift/hari dan hari libur sebanyak 52 hari minggu, 12 hari libur umum dan 6 hari Lebaran.
G. KESEJAHTERAAN DAN KESELAMATAN KERJA
PT. Unilever Indonesia sangat memperhatikan kesejahteraan karyawan. Hal ini diwujudkan dalam bentuk fasilitas-fasilitas jaminan sosial dan tunjangan-tunjangan yang diberikan kepada karyawannya, di mana perincian-perincian mengenai hal tersebut tertuang dalam Kesepakatan Kerja Bersama (KKB) yang dibuat oleh serikat pekerja dan pihak perusahaan.
Serikat pekerja PT. Unilever Indonesia sudah berdiri sejak tahun 1970-an d1970-an pada tahun 1982 resmi menjadi 1970-anggota serikat pekerja seluruh Indonesia. Berdasarkan KKB tersebut fasilitas dan tunjangan yang diperoleh karyawan PT. Unilever Indonesia adalah:
1. Makan, disediakan untuk seluruh karyawan tetap pada jam-jam istirahat di kantin perusahaan.
2. Fasilitas pengobatan diberikan gratis kepada karyawan dan keluarganya sampai dengan tiga anak meliputi biaya perawatan di rumah sakit pada rumah sakit yang telah ditentukan, pembayaran gaji selama sakit, pengobatan dan perawatan gigi, pcnggantian biaya kaca mata dan frame, penggantian biaya bersalin untuk pekerja wanita dan bantuan bersalin istri pekerja.
3. Koperasi karyawan.
4. Program kepemilikan rumah.
5. Tunjangan perumahan diberi setahun sekali berupa uang. 6. Program kepemilikan kendaraan bermotor.
7. Klub olah raga. kesenian, rekreasi dan pernbinaan rohani. 8. Program ASTEK.
9. Tunjangan pensiun, berupa uang pesangon pada saat karyawan memasuki usia pensiun yaitu 55tahun.
10. Pernbinaan keluarga berencana lestari dan balita.
11. Tunjangan belajar anak karyawan, diberikan kepada anak karyawan yang menjadi juara kelas.
12. Beasiswa diberikan kepada anak karyawan yang diterima di perguruan tinggi negeri.
14. Penghargaan kerja diberikan kepada karyawan yang telah bekerja selama 15tahun dan kepada karyawan yang telah bekerja selama 25tahun.
15. Tunjangan cuti diberikan kepada karyawan 1 tahun sekali dalam bentuk gaji ke-13.
16. Cuti besar diberikan setiap 6 tahun masa kerja berupa 74 hari cuti diluar cuti tahunan dengan biaya pulang kampung ditanggung perusahaan atau dalam bentuk 2 bulan gaji ditambah 14 hari cuti diluar cuti tahunan.
17. Santunan kematian.
18. Kesempatan naik haji dengan pembayaran upah penuh. 19. Tunjangan Hari Raya.
III. TINJAUAN PUSTAKA
A.SNACK FOOD
Snack food seringkali disebut savory snack, karena pada umumnya snack diberi flavor savory termasuk rasa asin atau berbumbu. Menurut Lusas (2000), di samping rasa yang lezat, ciri-ciri snack modern dengan flavor savory adalah:
• aman dan bebas dari bahaya kimia, substansi toksik dan mikroorganisme patogen sesuai peraturan yang berlaku,
• biasanya dipersiapkan secara komersial dalam jumlah besar dengan proses yang kontinyu,
• dibumbui, biasanya garam dan kadang-kadang ditambahkan flavor lainnya,
• stabil selama penyimpanan, tidak membutuhkan pendinginan untuk pengawetan,
• dikemas dengan kemasan siap konsumsi (ready-to-eat), biasanya dibagi menjadi potongan-potongan ukuran makan (bite-size), mudah ditangani dengan jari, dan memiliki penampakan berminyak atau kering tergantung dugaan konsumen untuk produk tertentu,
• dijual kepada konsumen dalam kondisi segar, yang dicapai dengan : ∗ pemakaian bahan pengemas untuk menghindari air, oksigen dan
cahaya, menjaga kerenyahan produk, memperlambat oksidasi alami minyak dan menghilangkan katalis oksidasi,
∗ menggunakan pengemasan atmosfer dengan gas inert (nitrogen) dan sistem antioksidan untuk proteksi minyak tambahan,
∗ pengkodean tanggal pada pengemas dan membuangnya dari rak penyimpanan jika tidak terjual selama umur simpan produk.
Tabel 1. Klasifikasi snack di Indonesia berdasarkan teknologi
Jenis Snack Basis bahan Teknologi Produk Ebisen (sheeted snack) Terigu Ebisen-line Taro net
Cheetos net Second-generation
snack ( direct-expanded)
Jagung, beras Twist extruder Taro stick, Cheetos
Third-generation snack (pellet)
Pati Pellet extruder
snack7
Jetz Co-extruder snack Serealia Single dan twin
screw extruder
Momogi stick paste
Fabricated chips Tepung Sheeting, stamping, frying, flavouring
Piattos, Pringles Slice chip Kentang,
buah
Frying, flavouring Chitato, Lays
Snack Taro net menggunakan teknologi ebisen yang berasal dari Jepang. Produk snack pertama yang menggunakan teknologi ini adalah shrimp cracknel (Ebi-Senbei) yang merupakan makanan tradisional Jepang. Snack Taro net merupakan hasil pengembangan dari teknologi ebisen (Gambar 1).
Gambar 1. Snack ebisen berbentuk net
Pelet snack ebisen dapat berlapis satu (single layer) dan dua (double layer) tergantung bentuk yang diinginkan. Proses produksi snack ebisen meliputi tahap pemasakan, sheeting, pendinginan dengan cooling conveyor, rolling, aging, pemotongan, pengeringan pertama (first dryer), pengeringan kedua (second dryer), penggorengan, flavouring dan pengemasan.
1.Karakteristik Mutu Snack
Menurut ISO-9000, mutu didefinisikan sebagai derajat dari serangkaian karakteristik produk atau jasa yang memenuhi kebutuhan atau harapan yang dinyatakan. Dalam industri pangan, mutu ditentukan oleh berbagai karakteristik yang terus berkembang mengikuti kebutuhan konsumen yang semakin meluas spektrumnya. Beberapa abad yang lalu telah dikembangkan karakteristik fungsional yang sampai saat ini terus berlanjut dalam penyempurnaan cara-cara pengukurannya termasuk peningkatan kemampuan instrumen alat pengukur (Muhandri dan Kadarisman, 2005).
Karakteristik fungsional pada produk pangan dapat dikelompokkan menjadi tiga kelompok besar yaitu : sifat fisik (morfologi, sifat termal, sifat reologi dan sifat spektral), sifat kimia (komposisi kimia, senyawa kimia aktif, bahan kimia tambahan, bahan kimia pengolahan) dan sifat mikrobiologi (mikroba alami, mikroba kontaminan, mikroba patogen dan mikroba pembusuk (Muhandri dan Kadarisman, 2005). Karakteristik fungsional lebih bersifat objektif dalam menentukan sifat mutu pangan, sedangkan penilaian sifat mutu yang bersifat subjektif dilakukan menggunakan evaluasi organoleptik.
Menurut Soekarto (1985), penilaian dengan indera banyak digunakan untuk menilai mutu makanan. Penilaian dengan cara ini disenangi karena dapat dilaksanakan dengan cepat dan langsung dan dalam beberapa hal penilaian dengan indera melebihi ketelitian alat yang paling sensitif sekalipun.
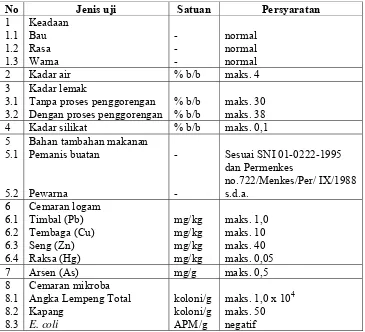
dilihat pada Tabel 2. Menurut SNI 01-2886-2000 (2000), makanan ringan ekstrudat adalah makanan ringan yang dibuat melalui proses ekstrusi dari bahan baku tepung dan atau pati untuk pangan dengan penambahan bahan makanan lain serta bahan tambahan makanan lain yang diizinkan dengan atau tanpa melalui proses penggorengan.
Tabel 2. Syarat mutu makanan ringan ekstrudat (SNI 01-2886-2000)
No Jenis uji Satuan Persyaratan
1
Tanpa proses penggorengan Dengan proses penggorengan
% b/b
Bahan tambahan makanan Pemanis buatan
Pewarna
-
-
Sesuai SNI 01-0222-1995 dan Permenkes Angka Lempeng Total Kapang
Tabel 3. Pengukuran sifat fisik secara objektif selama proses produksi snack Taro net
Sifat Fisik Alat Atribut yang diukur
Kadar air Moisture analyzer Kadar air bahan
Dimensi Jangka sorong Tebal sheet, dimensi pelet dan hasil penggorengan
Ukuran Neraca analitik Berat bahan
Indeks ekspansi Kotak Bulk Density Densitas bahan
Sifat fisik berhubungan erat dengan sifat organoleptik produk, misalnya rasa manis dengan kadar gula. Sifat mutu organoleptik diklasifikasikan menjadi empat golongan yaitu visual, aroma, rasa dan tekstur. Sifat sensori ini diukur secara langsung dengan indera manusia. Pengukuran sifat sensori yang dilakukan selama proses produksi snack Taro net dapat dilihat pada Tabel 4.
Tabel 4. Pengukuran sifat sensori selama proses produksi snack Taro net
Sifat Sensori Atribut Sampel
Warna Bahan baku, snack Visual
Ukuran, bentuk Pelet, snack
Aroma Bau minyak Snack
Kekerasan Pelet Tekstur
Kerenyahan Snack
Rasa Intensitas bumbu Snack
Karakteristik mutu kimia dapat menentukan kualitas bahan, salah satunya pada minyak goreng. Sifat kimia yang diukur adalah jumlah asam lemak bebas (FFA). Nilai FFA (free fatty acid) menentukan parameter kerusakan lemak. Semakin tinggi nilai FFA, berarti semakin tinggi hidrolisis yang terjadi.
mikroorganisme seperti Clostridium botulinum dan Aspergillus flavus dapat membahayakan kesehatan konsumen.
2.Aspek Mikrobiologi Produk Snack
Pangan termasuk kebutuhan dasar terpenting dan sangat esensial dalam kehidupan manusia. Walaupun makanan itu menarik, nikmat, tinggi gizinya, jika tidak aman dikonsumsi, praktis tidak ada nilainya sama sekali. Lebih dari 90% terjadinya penyakit pada manusia oleh makanan (foodborne disease) disebabkan oleh kontaminasi mikrobiologi (Winarno, 2004).
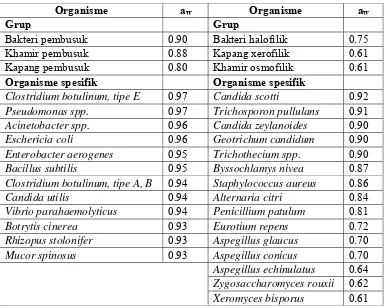
Snack adalah produk pangan dengan nilai kadar air yang rendah yaitu maksimum 4% (SNI. 01-2886-2000). Kadar air snack yang rendah berkorelasi dengan nilai aw yang rendah yaitu 0.25 - 0.33. Dengan nilai aw ini, produk snack relatif aman dari kontaminasi mikroba, karena nilai aw ini tidak memenuhi nilai aw minimum untuk pertumbuhan mikroba. Nilai aw minimum untuk pertumbuhan mikroba dapat dilihat pada Tabel 5.
Tabel 5. Nilai aw minimum untuk pertumbuhan mikroba (Jay, 2000)
Organisme aw Organisme aw
Grup Grup
Bakteri pembusuk 0.90 Bakteri halofilik 0.75
Khamir pembusuk 0.88 Kapang xerofilik 0.61
Kapang pembusuk 0.80 Khamir osmofilik 0.61
Organisme spesifik Organisme spesifik
Produk snack Taro net mengalami proses penggorengan sehingga kadar air dan nilai aw bahan menjadi rendah. Hal ini menyebabkan rendahnya resiko kontaminasi pada produk snack, namun selama proses produksi Taro net dari bahan baku sampai produk setengah jadi memiliki resiko yang tinggi. Tepung terigu, yang merupakan bahan baku utama snack Taro net memiliki resiko kontaminasi Bacillus cereus dan kapang. Resiko ini dapat diminimalkan dengan mengontrol aw yang rendah untuk menghambat pertumbuhan mikroba (Jay, 2000). Pada proses selanjutnya bahan ini akan mengalami proses pemasakan yang dapat membunuh mikroorganisme yang mengkontaminasi bahan. Hal lain yang perlu diperhatikan adalah kemungkinan pembentukan mikotoksin oleh kapang.
Titik kritis dari kontaminasi mikrobiologi adalah pada proses aging, ketika lembaran adonan diaging pada suhu ruang (30-33oC) selama 8-16 jam. Karakteristik lembaran adonan dengan kadar air 30-33% dan aw 0.9-0.95 dapat memicu pertumbuhan mikroorganisme. Penggulungan lembaran adonan yang dilakukan secara manual oleh pekerja, memiliki resiko kontaminasi mikroorganisme seperti Staphylococcus aureus dan Salmonella dari tangan pekerja. Setelah proses aging, dilakukan pemotongan yang dilanjutkan dengan pengeringan. Pada tahapan pengeringan, kemungkinan besar mikroorganisme akan mati, namun pengeringan tidak dapat menginaktivasi toksin yang mungkin dihasilkan mikroorganisme selama proses aging. Toksin yang dihasilkan oleh kapang atau mikotoksin adalah alfatoksin, okhratoksin, patulin, islanditoksin, luteoskirin, rugulosin, zearalenon, trikhotesen, sterigmatositin, asam penisilat, dan sitrinin. Karakteristik masing-masing mikotoksin dapat dilihat pada Lampiran 2.
B. AIR DALAM BAHAN PANGAN
biji-bijian, terkandung air dalam jumlah tertentu. Kandungan air dalam bahan makanan ikut menentukan acceptability, kesegaran, dan daya tahan bahan itu. Sebagian besar dari perubahan-perubahan bahan makanan terjadi dalam media air yang ditambahkan atau yang berasal dari bahan itu sendiri (Winarno, 1997).
Peranan air dalam bahan pangan dinyatakan sebagai kadar air dan aktivitas air, sedangkan di udara dinyatakan sebagai kelembaban relatif (RH) dan kelembaban mutlak (H). Dalam bahan pangan, air terutama berperan sebagai pelarut yang digunakan selama proses metabolisme. Tingkat mobilitas dan peranan air bagi proses kehidupan biasanya dinyatakan dengan besaran aktivitas air (aw) (Syarief dan Halid, 1993).
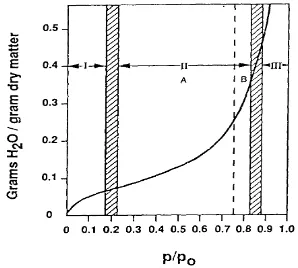
Aktivitas air adalah rasio antara tekanan parsial air (P) di atas sampel dengan tekanan uap murni pada suhu yang sama (P0). Hubungan antara kadar air dalam bahan pangan dengan aktivitas air pada suhu konstan diketahui sebagai moisture sorption isoterm (MSI). Informasi mengenai kurva MSI bermanfaat untuk proses pemekatan dan pengeringan, karena kesulitan penghilangan air berhubungan erat dengan tekanan uap relatif (relatif vapor pressure); formulasi campuran bahan untuk mencegah transfer air antara bahan pangan; menentukan sifat ketahanan terhadap air yang dibutuhkan pada bahan pengemas; menentukan apakah kadar air dapat menghambat pertumbuhan mikroba; memprediksi stabilitas kimia dan fisika dari bahan pangan sebagai fungsi air. Kurva MSI secara umum untuk bahan pangan berkadar air rendah pada suhu 20oC dapat dilihat pada Gambar 2 (Fennema, 1996).
Ketika air ditambahkan, komposisi sampel bergerak dari zona 1 (kering) menuju zona 3 (kelembaban tinggi) dan sifat air berhubungan dengan perbedaan zona secara signifikan. Air yang berada pada zona 1 terikat secara kuat dan tidak dapat dimobilisasi. Air ini terikat pada bagian polar bahan pangan dengan ikatan air-ion atau interaksi air-dipol, tidak dapat membeku pada suhu -40oC, tidak dapat digunakan sebagai pelarut, dan jumlahnya tidak dapat membuat bahan padat menjadi plastis. Air zona 1 merupakan bagian dari padatan, jumlahnya sedikit sekali dan memiliki nilai entalpi lebih besar dari nilai entalpi air (Fennema, 1996). Menurut Winarno (1997), sebagian air ini dapat dihilangkan dengan cara pengeringan biasa.
Air pada zona 2 berhubungan dengan molekul air lain dan molekul terlarut yang berikatan hidrogen, sedikit dapat dimobilisasi, tidak dapat membeku pada suhu -40oC, dapat membuat padatan menjadi plastis, menurunkan suhu transisi gelas dan menyebabkan pengembangan mula-mula dari matriks padatan. Air pada zona 1 dan 2 biasanya mengandung air kurang dari 5% pada bahan pangan dengan kelembaban tinggi (Fennema, 1996).
Penghilangan air tipe II (zona 2 pada moisture sorption isoterm) ini akan mengakibatkan penurunan aw (water activity) sehingga pertumbuhan mikroba dan reaksi-reaksi kimia yang bersifat merusak bahan makanan seperti reaksi browning, hidrolisis, atau oksidasi lemak akan dikurangi. Jika air tipe II ini dikurangi seluruhnya, kadar air bahan akan berkisar antara 3-7% dan kestabilan optimum bahan makanan akan tercapai, kecuali pada produk-produk yang dapat mengalami oksidasi akibat adanya kandungan lemak tidak jenuh (Winarno, 1997).
Menurut Syarief dan Halid (1993), interaksi antara bahan pangan dengan molekul air yang terkandung di dalamnya dan molekul air di udara sekitarnya sangat dominan dalam terjadinya penyimpangan mutu atau kerusakan bahan pangan. Labuza (1972) menyajikan ambang batas tingkat hidratasi (aw) dalam hubungannya dengan kecepatan reaksi kerusakan. Hubungan ini digambarkan dengan peta stabilitas yaitu hubungan antara kecepatan reaksi dengan aw bahan (Gambar 3).
Gambar 3. Kurva stabilitas bahan pangan (Winarno, 1997)
C. PERANAN AIR SELAMA PROSES PRODUKSI SNACK
Air Mixing +
Gambar 4. Keterlibatan air selama proses produksi snack Taro net Air merupakan komponen penting dalam pembentukan gluten serta berfungsi sebagai pelarut garam dan pengikat karbohidrat sehingga dihasilkan adonan yang baik (Mulyani, 2000). Air bersenyawa dengan protein membentuk gluten, sehingga menentukan konsistensi dan karakteristik reologi adonan. Daya serap air akan meningkat dengan semakin tingginya kandungan protein.
Air berperan sebagai plasticizer untuk kristal pati. Adanya air akan menurunkan suhu dari transisi gelas (Tg) dan titik leleh kristal. Selain itu, kandungan air juga mempengaruhi sifat reologi dari gel pati (Eliasson dan Gudmunsson, 1996).
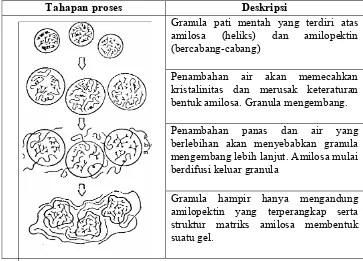
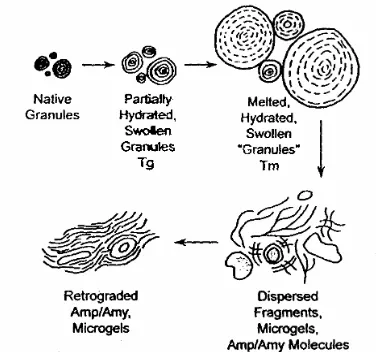
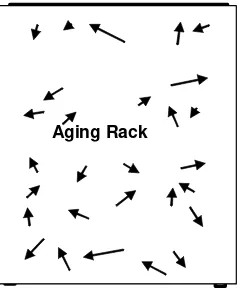
Retrogradasi pati terjadi ketika pati yang telah mengalami gelatinisasi disimpan pada suhu rendah sehingga terjadi rekristalisasi pati. Selama proses ini terjadi ikatan hidrogen antara gugus OH amilosa pada pati yang tergelatinisasi sehingga air dipaksa keluar dari struktur gel dan pati menjadi tidak dapat dilarutkan. Oleh karena itu, selama proses aging kadar air lembaran adonan cenderung menurun disertai dengan meningkatnya kekerasan dan kekakuan lembaran adonan.
Pada proses pembuatan snack Taro net dilakukan pengeringan sebanyak dua kali. Pengeringan pertama bertujuan untuk mendapatkan kadar air pelet yang aman untuk disimpan atau aman dari cemaran biologis yang mungkin tumbuh baik mikroba maupun serangga. Proses pengeringan kedua bertujuan untuk mendapatkan kadar air siap goreng, sehingga tekstur yang dihasilkan sesuai standar, tidak berpori dan tidak bantat.
Penyimpanan dan pengeringan bahan pangan hasil pertanian berhubungan dengan kadar air kesetimbangan. Kadar air kesetimbangan adalah kadar air bahan dalam keadaan setimbang dengan udara di sekitarnya. Bahan dalam keadaan setimbang dengan lingkungannya bila laju air yang hilang dari bahan ke lingkungan sama dengan laju air yang bertambah ke dalam bahan dari lingkungan (Hall, 1980 di dalam oleh Prastyanty, 1998). Masing-masing bahan pangan memiliki nilai kadar air kesetimbangan yang berbeda-beda.
Menurut Prastyanty (1998), secara alami bahan pangan baik yang belum diolah maupun yang sudah diolah bersifat higroskopis yaitu dapat menyerap air dari udara sekeliling dan sebaliknya dapat melepaskan sebagian air yang terkandung ke udara. Secara umum, sifat-sifat hidratasi ini digambarkan dengan kurva sorpsi isoterm.
Pelet yang telah dikeringkan dengan mesin pengering kedua digoreng untuk meningkatkan kualitas makan (eating quality). Pada proses penggorengan terjadi pengembangan kerupuk yang ditentukan oleh kandungan air bahan. Pengembangan ini merupakan hasil sejumlah besar letusan dari air ikatan yang menguap dengan cepat selama proses penggorengan dan sekaligus terbentuk rongga-rongga udara yang tersebar secara merata pada seluruh struktur kerupuk goreng (Muliawan, 1991). Kandungan air bahan akan menentukan tekstur hasil goreng. Jika kadar air bahan terlalu tinggi, permukaan bahan akan mengalami bulbing atau membentuk gelembung-gelembung. Sebaliknya, jika kadar air bahan terlalu rendah bahan tidak akan mengembang atau bantat.
dan asam lemak bebas. Gliserol selanjutnya akan terpecah menjadi acrolein yang mempunyai bau pedas dan merangsang keluarnya air mata (Djatmiko, et al., 1985).
Walaupun telah mengalami proses penggorengan, produk akhir snack masih mengandung air sekitar 2-3%. Kandungan air ini akan menentukan kerenyahan produk dan peningkatan kadar air akan menurunkan kerenyahan produk snack. Kadar air produk snack yang rendah yaitu maksimal 4%, membuat umur simpan produk relatif lama sampai 8 bulan. Dengan mengontrol kandungan air produk, maka struktur, tekstur, stabilitas dan densitas bahan dapat dipertahankan.
D. PATI
1. Pati Untuk Snack
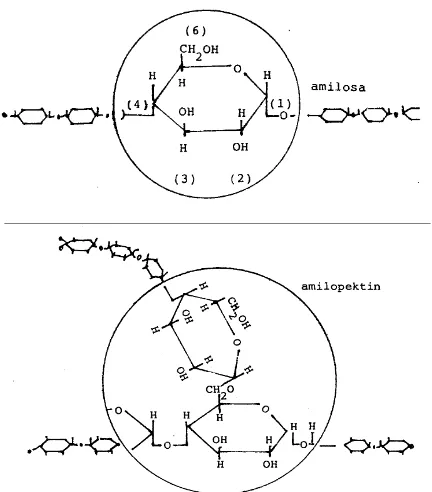
Pati memainkan peranan penting pada pengembangan produk pangan, baik sebagai bahan baku atau bahan tambahan seperti pengental, penstabil, atau penguat tekstur. Penambahan pati ditujukan untuk meningkatkan retensi air, mengontrol mobilitas air, dan juga menjaga kualitas produk pangan selama penyimpanan (Pongsawatmanit, et al., 2001).
Gambar 5. Struktur amilosa dan amilopektin (Muchtadi, et al. 1988) Secara komersial pati diperoleh dari biji-bijian serealia, umumnya jagung, gandum dan beberapa varietas beras dan dari umbi dan akar, seperti kentang, ubi jalar dan tapioka (BeMiller dan Whistler, 1996). Pati dari sumber yang berbeda memiliki karakteristik tersendiri yang dipengaruhi bentuk, ukuran, distribusi ukuran, komposisi dan kristal granula (Belitz dan Grosch, 1999). Karakteristik pati menentukan jenis pati yang sesuai untuk produk tertentu. Selain itu, harga menjadi pertimbangan supaya produk lebih ekonomis. Karakteristik dan harga jual beberapa jenis pati dapat dilihat pada Tabel 6.
Tabel 6. Karakteristik sifat beberapa jenis pati
Sumber : Knight (1989), Muchtadi, et.al. (1988), * Harga ADA Supermarket per Mei 2006
Menurut Muchtadi et al. (1988), amilopektin dapat merangsang terjadinya proses mekar (puff) sehingga produk dengan kadar amilopektin tinggi bersifat ringan, porus, garing dan gampang patah (renyah). Pati yang mengandung amilosa tinggi cenderung menghasilkan produk yang keras, karena proses mekar hanya terjadi secara terbatas. Pati juga dapat mempertahankan daya awet dengan mempertahankan tekstur garing selama penyimpanan.