perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
PENGARUH TEMPERATUR LARUTAN ELEKTROLIT, RAPAT ARUS KATODA TERHADAP KETEBALAN DAN ADHESIVITAS LAPISAN PADA
PROSES ELEKTROPLATING TEMBAGA-NIKEL-KHROM
SKRIPSI
Diajukan sebagai salah satu syarat untuk memperoleh gelar
Sarjana Teknik
Oleh :
NDARIYONO NIM. I1403013
JURUSAN TEKNIK MESIN
FAKULTAS TEKNIK UNIVERSITAS SEBELAS MARET SURAKARTA
perpustakaan.uns.ac.id digilib.uns.ac.id
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
PENGARUH TEMPERATUR LARUTAN ELEKTROLIT, RAPAT ARUS KATODA TERHADAP KETEBALAN DAN
ADHESIVITAS LAPISAN PADA PROSES ELEKTROPLATING
TEMBAGA-NIKEL-KHROM
NDARIYONO
Jurusan Teknik Mesin Fakultas Teknik Universitas Sebelas Maret Surakarta, Indonesia
Abstrak
Penelitian ini bertujuan untuk mengetahui pengaruh temperatur larutan elektrolit dan rapat arus katoda pada proses elektroplating terhadap adhesivitas dan tingkat ketebalan lapisan Cr. Elektroplating adalah suatu proses pengendapan zat atau ion-ion logam pada elektroda negatif (katoda) dengan cara elektrolisis. Pada penelitian ini menggunakan variasi temperatur larutan 30, 40-45, 50-55, 60-65 °C dan variasi rapat arus katoda 1500, 1760, 2000 dan 2720 A/m2. Pengukuran ketebalan lapisan menggunakan coating thickness measuring instrument dualscope® MPOR. Hasil penelitian menunjukkan bahwa temperatur 60-65 ºC dan rapat arus 2720 A/m2 menghasilkan lapisan yang paling mengkilap dan menghasilkan ketebalan paling besar yaitu ketebalan sebesar 4,37 µm. Pengujian adhesivitas lapisan menunjukkan bahwa terjadi keretakan lapisan pada setiap spesimen.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user ii
PENGARUH TEMPERATUR LARUTAN ELEKTROLIT, RAPAT ARUS KATODA TERHADAP KETEBALAN DAN ADHESIVITAS LAPISAN PADA
PROSES ELEKTROPLATING TEMBAGA-NIKEL-KHROM
Disusun oleh
Ndariyono NIM. I 1403013
Dosen Pembimbing I
Eko Surojo, ST., MT. NIP. 196904112000031006
Dosen Pembimbing II
Wahyu Purwo Raharjo, ST., MT. NIP. 197202292000121001
Telah dipertahankan di hadapan Tim Dosen Penguji pada hari senin tanggal 26 April 2011
1. Bambang Kusharjanta, ST., MT. ... NIP. 196911161997021001
2. Heru Sukanto, ST., MT ………...
NIP. 197207311997021001
3. Teguh Triyono, ST., MT ………...
NIP. 197104301998021001
Mengetahui
Ketua Jurusan Teknik Mesin
Dody Ariawan, ST., MT. NIP. 197308041999031003
Koordinator Tugas Akhir
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user iii
PENGARUH TEMPERATUR LARUTAN ELEKTROLIT, RAPAT ARUS KATODA TERHADAP KETEBALAN DAN
ADHESIVITAS LAPISAN PADA PROSES ELEKTROPLATING
TEMBAGA-NIKEL-KHROM
NDARIYONO
Jurusan Teknik Mesin Fakultas Teknik Universitas Sebelas Maret Surakarta, Indonesia
Abstrak
Penelitian ini bertujuan untuk mengetahui pengaruh temperatur larutan elektrolit dan rapat arus katoda pada proses elektroplating terhadap adhesivitas dan tingkat ketebalan lapisan Cr. Elektroplating adalah suatu proses pengendapan zat atau ion-ion logam pada elektroda negatif (katoda) dengan cara elektrolisis. Pada penelitian ini menggunakan variasi temperatur larutan 30, 40-45, 50-55, 60-65 °C dan variasi rapat arus katoda 1500, 1760, 2000 dan 2720 A/m2. Pengukuran ketebalan lapisan menggunakan coating thickness measuring instrument dualscope® MPOR. Hasil penelitian menunjukkan bahwa temperatur 60-65 ºC dan rapat arus 2720 A/m2 menghasilkan lapisan yang paling mengkilap dan menghasilkan ketebalan paling besar yaitu ketebalan sebesar 4,37 µm. Pengujian adhesivitas lapisan menunjukkan bahwa terjadi keretakan lapisan pada setiap spesimen.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user iv
THE INFLUENCE OF THE TEMPERATURE OF ELECTROLYTE, CATHODE CURRENT DENSITY ABOUT THE THICKNESS AND THE ADHESIVENESS IN ELECTROPLATING PROCESS
OF COPPER-NICKEL-CHROMIUM
NDARIYONO
Mechanical Engineering Department, Faculty of Engineering University of Sebelas Maret Surakarta
Abstract
The aim of the research is to know the influence of the temperature of electrolyte and cathode current density in electroplating process of the adhesiveness and Cr measurement of it thickness. Electroplating is a process of sediment of the zinc ions of the negative electrode (cathode) by the electrolysis process. 30, 40-45, 50-55 and 60-65 °C zinc temperature and 1500, 1760, 2000 and 2720 A/m2 cathode current density were used during the research. The measurement of the thickness was measured using coating thickness measuring instrument dualscope® MPOR. The result shows that 60-65 ºC temperature and 2720 A/m2 cathode current density produces the most shining and thick one at 4,37 µm. The adhesivity test shows that there is crack in each space.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user v
MOTTO;
v
Aku memang bukan yang terbaik, tapi aku kan berusaha melakukan
dan memberikan yang terbaik dalam hidupku.
v
Ridho ILLahi karena ridho ibu, do’a ayah adalah berkah-NYA.
v
“Tidak ada suatu musibah pun yang menimpa seseorang kecuali dengan izin
Allah; dan barangsiapa beriman kepada Allah, niscaya Dia akan memberi
petunjuk kepada hatinya. Dan Allah Maha Mengetahui segala sesuatu.”
( QS. At Taghaabun; ayat 11 )
v
"Janganlah kamu bersikap lemah, dan janganlah (pula) kamu bersedih
hati, padahal kamulah orang-orang yang paling tinggi (derajatnya), jika
kamu orang-orang yang beriman".
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user vi
Persembahan;
Sebuah karya sederhana ini kupersembahkan untuk;
v
Allah SWT dan Last Prophet Nabi Muhammad
SAW
v
All my family
v
Semua teman-temanku yang memberikan motivasi
tersendiri dalam kehidupanku
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user vii
KATA PENGANTAR
Puji syukur kehadirat Allah SWT karena berkat rahmat, karunia dan
hidayah-Nya serta menetapkan hati sehingga penulis dapat berhasil menyelesaikan
skripsi ini. Adapun tujuan penulisan skripsi ini adalah untuk memenuhi
persyaratan guna mencapai gelar sarjana teknik di Teknik Mesin Fakultas Teknik
Universitas Sebelas Maret Surakarta.
Dibalik keberhasilan penulis dalam menyusun skripsi ini tidak lepas dari
bantuan dari berbagai pihak, maka sudah sepantasnya penulis menghaturkan terima
kasih yang sangat mendalam kepada semua pihak yang telah berpartisipasi
dalam penelitian dan penulisan skripsi ini, khususnya kepada:
1. Bapak Eko Surojo, S.T., M.T., selaku Dosen Pembimbing skripsi I yang
telah membimbing dan membantu dalam penyusunan skripsi.
2. Bapak Wahyu Purwo R, S.T., M.T., selaku Dosen Pembimbing skripsi II yang
telah membantu dan membimbing dalam penyusunan skripsi.
3. Bapak Teguh Triyono, ST., selaku Dosen Penguji yang telah memberikan
saran-saran.
4. Bapak Heru Sukanto, S.T., M.T., selaku Dosen Penguji yang telah memberikan
saran-saran.
5. Bapak Bambang Kusharjanta, S.T., M.T., selaku Dosen Penguji yang telah
memberikan saran-saran.
6. Bapak-bapak dosen yang telah berkenan menyampaikan ilmunya.
7. Keluarga tercinta yang telah memberikan sumbangan besar baik moral
maupun material.
8. ”To My Best Friend” Blink, Yogik Njimbung, Boly, Danang, Yepe,
Ngadiman, Agus, Didin, Marlon, Cetul, Azis dan semuanya semoga sukses
selalu.
9. Semua pihak yang tidak bisa penulis sebutkan satu persatu yang telah
membantu dalam terselesaikannya skripsi ini.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user viii
sehingga penulis dapat menyelesaikan skripsi ini.
Tiada gading yang tak retak, penulis menyadari bahwa dalam skripsi ini
masih terdapat banyak kekurangan dan jauh dari kesempurnaan. Oleh karena itu,
penu l i s be rha rap m as u k kan d an s a ran dari p ara p emb a ca s ehi n g ga
s kri ps i i ni men j adi l eb i h b ai k. Dengan segala keterbatasan yang ada, penulis
berharap skripsi ini dapat memberikan manfaat kepada penulis pribadi dan pembaca
pada umumnya.
perpustakaan.uns.ac.id digilib.uns.ac.id
DAFTAR LAMPIRAN ... xiii
BAB I. PENDAHULUAN 1. Latar Belakang... 1
2. Perumusan Masalah... 2
3. Batasan Masalah... 2
4. Manfaat dan Tujuan Penelitian... 3
5. Sistematika Penulisan ... 3
BAB II. TINJAUAN PUSTAKA 1. Dasar Teori... 4
2. Jenis-jenis Pelapisan Logam... 4
3. Proses Pengerjaan Pendahuluan ... 5
4. Prinsip Kerja Lapis Listrik... 8
5. Penelitian Yang Telah Dilakukan... 13
BAB III. METODE PENELITIAN 1. Diagram Alir Penelitian... 15
2. Bahan Penelitian... 16
3. Mesin Dan Alat Yang Digunakan ... 18
4. Pelaksanaan Penelitian... 19
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user x
6. Pengerjaan Awal... 20
7. Proses Pelapisan... 20
8. Pengujian... 22
9. Pengujian Tampak Fisik... 22
10. Pengukuran Ketebalan Lapisan... 22
11. Pengujian Adhesivitas lapisan... 22
BAB IV. DATA DAN ANALISIS 1. Bahan Katoda... 24
2. Tampak Fisik... 24
3. Ketebalan Lapisan... 26
4. Adhesivitas Lapisan... 35
BAB V. PENUTUP 1. Kesimpulan ... 37
2. Saran ... 37
DAFTAR PUSTAKA ... 38
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user xi
DAFTAR TABEL
Halaman
Tabel 4.1. Komposisi kimia baja karbon rendah AISI 1023...24
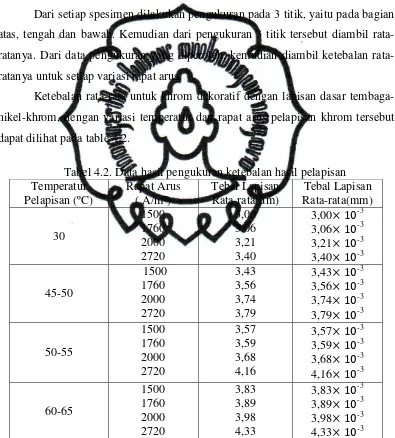
Tabel 4.2. Data hasil pengukuran ketebalan hasil pelapisan... 27
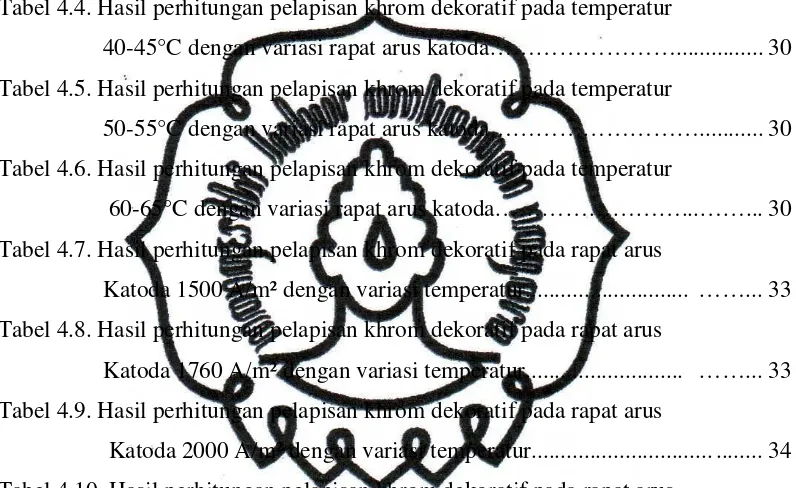
Tabel 4.3. Hasil perhitungan pelapisan khrom dekoratif pada temperatur
25-30°C dengan variasi rapat arus katoda... 29
Tabel 4.4. Hasil perhitungan pelapisan khrom dekoratif pada temperatur
40-45°C dengan variasi rapat arus katoda………... 30
Tabel 4.5. Hasil perhitungan pelapisan khrom dekoratif pada temperatur
50-55°C dengan variasi rapat arus katoda………... 30
Tabel 4.6. Hasil perhitungan pelapisan khrom dekoratif pada temperatur
60-65°C dengan variasi rapat arus katoda………...……... 30
Tabel 4.7. Hasil perhitungan pelapisan khrom dekoratif pada rapat arus
Katoda 1500 A/m² dengan variasi temperatur... ……... 33
Tabel 4.8. Hasil perhitungan pelapisan khrom dekoratif pada rapat arus
Katoda 1760 A/m² dengan variasi temperatur... ……... 33
Tabel 4.9. Hasil perhitungan pelapisan khrom dekoratif pada rapat arus
Katoda 2000 A/m² dengan variasi temperatur... ... 34
Tabel 4.10. Hasil perhitungan pelapisan khrom dekoratif pada rapat arus
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user xii
DAFTAR GAMBAR
Halaman
Gambar 2.1. Mekanisme proses pelapisan ... 9
Gambar 2.2. Bentuk–bentuk anoda larut ... 12
Gambar 3.1. Diagram alir penelitian...15
Gambar 3.2. Coating thickness measuring instrument dualscope® MPOR... 19
Gambar 3.3. Metode bend test...... 23
Gambar 4.1. Spesimen setelah dilakukan pelapisan khrom dengan temperatur 25-30 ºC……… 25
Gambar 4.2. Spesimen setelah dilakukan pelapisan khrom dengan temperatur 40-45 ºC……… 25
Gambar 4.3. Spesimen setelah dilakukan pelapisan khrom dengan temperatur 50-55ºC……….. 25
Gambar 4.4. Spesimen setelah dilakukan pelapisan khrom dengan temperatur 60-65 ºC……… 25
Gambar 4.5.Pengukuran ketebalan lapisan……… 26
Gambar 4.6.Grafik ketebalan lapisan sebagai fungsi rapat arus pada beberapa kisaran temperatur... 28
Gambar 4.7. Grafik efisiensi katoda sebagai fungsi rapat arus yang terpakai pada beberapa kisaran temperatur... 31
Gambar 4.8.Grafik ketebalan lapisan sebagai fungsi temperatur pada beberapa kisaran rapat arus... 32
Gambar 4.9. Grafik efisiensi katoda sebagai fungsi temperatur yang terpakai pada beberapa kisaran rapat arus katoda... 34
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user xiii
DAFTAR LAMPIRAN
Halaman
Lampiran 1. Hasil pengukuran ketebalan lapisan ……….. 38
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
PENGARUH TEMPERATUR LARUTAN ELEKTROLIT, RAPAT ARUS KATODA TERHADAP KETEBALAN DAN ADHESIVITAS LAPISAN
PADA PROSES ELEKTROPLATING TEMBAGA-NIKEL-KHROM
SKRIPSI
Diajukan sebagai salah satu syarat untuk memperoleh gelar
Sarjana Teknik
Oleh :
NDARIYONO NIM. I1403013
JURUSAN TEKNIK MESIN
FAKULTAS TEKNIK UNIVERSITAS SEBELAS MARET SURAKARTA
perpustakaan.uns.ac.id digilib.uns.ac.id
Baja merupakan salah satu logam yang banyak digunakan oleh masyarakat
dan dunia industri, misalnya pada bidang konstruksi, permesinan dan kerajinan.
Dalam penggunaannya sebagai komponen permesinan dan konstruksi seringkali
mengalami kerusakan sebelum waktu yang diperhitungkan, diantara sebab
kerusakan logam tersebut karena terkorosi.
Proses akhir logam (metal finishing) merupakan bidang yang sangat luas,
yang dimana tujuan utamanya adalah untuk mencegah logam dengan korosifnya,
namun juga mendapatkan sifat-sifat lain seperti tampak rupa, ketangguhan dan
daya hantar listrik. Lapisan pelindung itu dapat diklasifikasikan sebagai berikut :
- Lapisan hasil elektrokimia pada permukaan logam
- Lapisan organik seperti cat, resin, plastik, karet dan sebagainya
- Lapisan anorganik antara lain enamel, semen dan sebagainya
- Pelindung sementara seperti gemuk dan oli
Salah satu cara dari finishing logam yang banyak diterapkan adalah
pelapisan logam. Mekanisme dari proses ini dapat dilakukan dengan metoda
antara lain secara listrik (elektroplating), celup panas (hot dip galvanis), dan
semprot logam (metal spraying). Penggunaan salah satu metoda ini didasarkan
oleh material yang akan dilapis, dimana akan digunakan dan bagaimana
fungsinya.
Metode yang umum digunakan untuk pelapisan adalah pelapisan secara
listrik (elektroplating) yaitu proses pelapisan logam maupun non logam secara
elektrolisis melalui penggunaan arus searah (DC) dan larutan kimia (elektrolit)
yang berfungsi sebagai media penyuplai ion-ion logam untuk membentuk lapisan
(endapan) logam pada katoda. Proses pelapisan ini selain untuk melindungi logam
juga bertujuan untuk meningkatkan sifat-sifat pada logam yaitu antara lain daya
tahan korosi (corrosion resistance), tampak rupa (appearence), daya tahan
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
2
kontak listrik (electrical contact resistance), mampu pantul cahaya (reflectivity)
dan daya tahan temperatur tinggi (high temperature resistance).
Salah satu dari banyak macam logam pelapis yang digunakan adalah
pelapisan dengan menggunakan khrom sebagai logam pelapisnya. Saat ini sudah
banyak berkembang industri elektroplating yang mengerjakan pelapisan
bagian-bagian mesin kendaraan seperti swing arm, tromol, poros dan bagian-bagian
mesin lainnya.
Faktor yang berpengaruh terhadap kualitas hasil pelapisan khromium di
antaranya adalah faktor temperatur, rapat arus, konsentrasi larutan dan waktu
pelapisan. Pengaruh temperatur pada kualitas hasil pelapisan terletak pada
penampilan akhir, temperatur rendah menghasilkan hasil lapisan yang suram
sedangkan temperatur tinggi menyebabkan lapisan menjadi mengkilap. Oleh
karena itulah pemilihan temperatur pada proses pelapisan harus diperhatikan, agar
memperoleh kualitas lapisan sesuai dengan yang diinginkan. Rapat arus sangat
berpengaruh sekali terhadap efisiensi arus, kenaikan rapat arus akan menambah
laju pengendapan di katoda.
1.2. Perumusan Masalah
Berdasarkan latar belakang diatas maka dapat dirumuskan suatu masalah
yaitu ”Bagaimana pengaruh temperatur larutan elektrolit Cr dan rapat arus katoda
terhadap ketebalan dan adhesivitas lapisan khrom pada proses elektroplating
khrom dekoratif?”
1.3. Batasan Masalah
Untuk menentukan arah penelitian yang baik, ditentukan batasan masalah
sebagai berikut:
1. Larutan elektrolit yang digunakan adalah tembaga sianida (CuCN), nikel
sulfat (NiSO4) dan khrom oksida (CrO3).
2. Temperatur larutan Cu dan Ni konstan 25-30 °C.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
3
1.4. Tujuan Penelitian dan Manfaat Penelitian
Tujuan dari penelitian ini adalah :
1. Untuk mengetahui pengaruh temperatur larutan elektrolit pada proses
elektroplating terhadap adhesivitas dan tingkat ketebalan lapisan Cr.
2. Untuk mengetahui pengaruh rapat arus katoda terhadap adhesivitas dan
ketebalan lapisan Cr.
Manfaat dari penelitian ini adalah :
1. Menambah referensi sebagai pengembangan ilmu di bidang elektroplating,
khususnya pelapisan khrom dekoratif.
2. Dijadikan acuan bagi penelitian selanjutnya.
3. Mengetahui mekanisme pelapisan logam dengan cara elektroplating
terutama pada elektroplating khrom dekoratif, sehingga dapat menerapkan
mekanisme elektroplating dalam kehidupan sehari-hari.
4. Mengetahui kombinasi pelapisan yang tepat dengan ketebalan lapisan
yang maksimal.
1.5. Sistematika Penulisan
Sistematika penulisan Tugas Akhir ini adalah sebagai berikut:
1. Bab I Pendahuluan, berisi latar belakang penelitian, rumusan masalah,
maksud dan tujuan penelitian, manfaat penelitian, batasan masalah dan
sistematika penulisan.
2. Bab II Dasar Teori, berisi tinjauan pustaka dan dasar teori mengenai
pelapisan logam secara listrik, komponen-komponenya maupun jenis
pengerjaan pendahuluan pada benda kerjanya.
3. Bab III Metode Penelitian, berisi diagram alir penelitian, bahan yang
digunakan, mesin dan alat yang digunakan, tempat penelitian, prosedur
pelaksanaan penelitian dan pengujian.
4. Bab IV Data dan Analisis, berisi data hasil pengujian dan analisa hasil
pengukuran ketebalan dari proses pelapisan yang dilakukan.
5. Bab V Penutup, berisi kesimpulan dan saran yang diambil dari penelitian
perpustakaan.uns.ac.id digilib.uns.ac.id
pelapisan logam. Mekanisme dari proses ini dapat dilakukan dengan metoda
antara lain secara celup panas (hot dip galvanis), semprot logam (metal spraying)
dan secara listrik (elektroplating).
Pelapisan secara celup panas (hot dip galvanis) adalah suatu proses
pelapisan dimana logam pelapis dipanaskan hingga mencair, kemudian logam
yang dilapis/logam dasar dicelupkan ke dalam logam cair tersebut. Pelapisan
logam dengan cara semprot (metal spraying) adalah proses pelapisan logam
dengan cara penyemprotan partikel-partikel halus dari logam cair disertai gas
bertekanan tinggi serta panas pada logam yang akan dilapis/logam dasar.
Pelapisan listrik (elektroplating) adalah suatu proses pengendapan zat atau
ion-ion logam pada elektroda negatif (katoda) dengan cara elektrolisis. Terjadinya
suatu endapan pada proses ini adalah karena adanya ion-ion bermuatan listrik
berpindah dan suatu elektroda melalui elektrolit yang mana hasil dan elektrolisis
tersebut akan mengendap pada katoda, sedangkan endapan yang terjadi bersifat
adesif terhadap logam dasar. Selama proses pengendapan atau deposit
berlangsung terjadi reaksi kimia pada elektroda dan elektrolit baik reaksi reduksi
maupun oksidasi dan diharapkan berlangsung terus menerus menuju arah tertentu
secara tetap. Untuk itu diperlukan arus listrik searah (direct current) dan tegangan
yang konstant (Saleh, A.A., 1995).
Prinsip atau teori dasar dari elektroplating adalah berpedoman atau
berdasarkan Hukum Faraday yang menyatakan :
a. Jumlah zat (unsur-unsur) yang terbentuk dan terbebas pada elektroda selama
elektrolisis sebanding dengan jumlah arus listrik yang mengalir dalam larutan
elektrolit.
b. Jumlah zat yang dihasilkan oleh arus listrik yang sama selama elektrolisis
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
5
Pernyataan Faraday tersebut diatas dapat ditulis dengan ketentuan atau rumus
seperti berikut ini:
e = Berat ekivalen zat yang dibebaskan (berat atom suatu unsur dibagi valensi
unsur tersebut)
F = Jumlah arus yang diperlukan untuk membebaskan sejumlah gram ekivalen
suatu zat)
1F = 96.500 Coulumb
Plating termasuk salah satu cara menanggulangi korosi pada logam dan
juga berfungsi sebagai ketahanan bahan. Di samping itu plating juga
memberikan nilai estetika pada logam yang dilapisi, yaitu warna dan tekstur
tertentu, serta untuk mengurangi tahanan kontak dan meningkatkan
konduktivitas permukaan atau daya pantul.
Parameter-parameter yang berpengaruh terhadap kualitas pelapisan
(Hartono, A.J. dan Kaneko, T., 1995), adalah :
1. Konsentrasi Larutan
Konsentrasi ini akan berkaitan dengan nilai pH dari larutan. Pada larutan
elektrolit nikel mempunyai batas pH agar proses tersebut berlangsung baik,
berkisar antara 1,5 – 5,2. Jika nilai pH melebihi dari nilai yang diijinkan maka
akan terjadi sumuran pada permukaan produk dan lapisan nikel kasar pada
permukaan benda yang dilapisi.
2. Rapat Arus
Rapat arus adalah harga yang menyatakan jumlah arus listrik yang
mengalir persatuan luas permukaan elektroda. Ada dua macam rapat arus yaitu
rapat arus anoda dan rapat arus katoda. Pada proses lapis listrik rapat arus
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
6
yang diperlukan untuk mendapatkan atom-atom logam pada tiap satuan luas
permukaan benda kerja yang akan dilapis. Untuk proses lapis listrik ini faktor
rapat arus memegang peranan sangat penting, karena akan mempengaruhi
efisiensi arus.
Efisiensi arus adalah perbandingan berat endapan yang terjadi dengan berat
endapan secara teoritis dan dinyatakan dalam persen. Tegangan dalam proses
lapis listrik diinginkan dalam kondisi yang konstant, artinya tegangan tidak
akan berubah atau terpengaruh oleh besar kecilnya arus yang terpakai.
I=
Untuk memvariasikan arus, yang diatur hanyalah tahanannya saja,
sedangkan voltasenya tetap. Satuan rapat arus dinyatakan dalam A/dm2 atau
A/Ft2 atau A/in2.
3. Temperatur
Temperatur sangat penting untuk menyeleksi cocoknya jalannya reaksi
dan melindungi pelapisan. Keseimbangan temperatur ditentukan oleh
beberapa faktor seperti ketahanan, jarak anoda dan katoda serta besar arus
yang digunakan.
4. Waktu Pelapisan
Waktu pelapisan akan mempengaruhi terhadap kuantitas dari hasil
pelapisan yang terjadi di permukaan produk yang dilapis. Kenaikan waktu
akan menyebabkan naiknya konduktivitas dan difusivitas larutan elektrolit.
Hal ini berarti tahanan elektrolit akan mengecil sehingga potensial yang
dibutuhkan untuk mereduksi ion-ion logam berkurang.
5. Throwing power
Throwing power adalah kemampuan larutan penyalur menghasilkan
lapisan dengan ketebalan merata dan sejalan dengan terus berubahnya jarak
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
7
2.3. Proses Pengerjaan Pendahuluan
Sebelum dilakukan pelapisan pada logam, permukaan logam harus
disiapkan untuk menerima adanya lapisan. Persiapan ini bertujuan untuk
meningkatkan daya ikat antara lapisan dengan bahan yang dilapisi. Permukaan
yang ideal dari bahan dasar adalah permukaan yang seluruhnya mengandung atom
bahan tersebut tanpa adanya bahan asing lainnya (Hartono, A.J. dan Kaneko, T.,
1995). Untuk mendapatkan kondisi seperti tersebut perlu dilakukan pengerjaan
pendahuluan dengan tujuan :
- Menghilangkan semua pengotor yang ada dipermukaan benda kerja seperti
pengotor organik dan anorganik/oksida.
- Mendapatkan kondisi fisik permukaan yang lebih baik dan lebih aktif.
Teknik pengerjaan pendahuluan ini tergantung dari pengotornya, tetapi secara
umum dapat diklasifikasikan sebagai berikut:
a. Pembersihan Secara Mekanik
Pekerjaan ini bertujuan untuk menghaluskan permukaan dan
menghilangkan goresan-goresan serta geram-geram yang masih melekat pada
benda kerja. Biasanya untuk menghilangkan goresan-goresan dan geram-geram
tersebut dilakukan dengan mesin gerinda, sedangkan untuk menghaluskan
permukaannya dilakukan dengan proses buffing. Prinsipnya sama seperti proses
gerinda, tetapi roda/wheel polesnya yang berbeda yaitu terbuat dari bahan katun,
kulit dan laken. Selain dari pengerjaan seperti tersebut diatas, kadang-kadang
diperlukan proses lain misalnya penyikatan (brushing) dan brigthening.
b. Pembersihan dengan Pelarut (Solvent)
Proses ini bertujuan untuk membersihkan lemak, minyak, garam dan
kotoran-kotoran lainnya dengan pelarut organik. Proses pembersihan pada
temperatur kamar yaitu dengan menggunakan pelarut organik, tetapi dilakukan
pada temperatur kamar dengan cara diusap/dioles.
c. Pembersihan dengan Alkalin (Degreasing)
Proses ini bertujuan untuk membersihkan benda kerja dari lemak atau
minyak-minyak yang menempel. Pembersihan ini perlu sekali, karena lemak
maupun minyak tersebut akan mengganggu pada proses pelapisan, karena
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
8
dengan alkalin digolongkan dalam dua cara yaitu dengan cara biasa (alkaline
degreasing) dan dengan cara elektro (elektrolitic degreasing). Pembersihan
secara biasa adalah merendamkan benda kerja ke dalam larutan alkalin dalam
keadaan panas selama 5-10 menit. Lamanya perendaman harus disesuaikan
dengan kondisi permukaan benda kerja. Seandainya lemak atau minyak yang
menempel lebih banyak, maka dianjurkan lamanya perendaman ditambah
hingga permukaan bersih dari noda-noda tersebut.
d. Pencucian dengan asam (Pickling)
Pencucian dengan asam adalah bertujuan untuk membersihkan permukaan
benda kerja dari oksida atau karat dan sejenisnya secara kimia melalui
peredaman. Larutan asam ini terbuat dari pencampuran air bersih dengan asam
antara lain :
- Asam klorida (HCl)
- Asam sulfat (H2SO4)
- Asam sulfat dan asam fluorida (HF)
Reaksi proses pickling sebetulnya adalah proses elektrokimia dalam sel
galvanis antara logam dasar (anoda) dan oksida (katoda). Gas H2 yang timbul
dapat mereduksi ferrioksida menjadi ferrooksida yang mudah larut. Dalam
reaksi ini biasanya diberikan inhibitor agar reaksi tidak terlalu cepat dan
menghasilkan pembersihan yang merata. Untuk benda kerja dari besi/baja cor
yang masih mengandung sisa-sisa pasir dapat digunakan larutan campuran dari
asam sulfat dan asam fluorida, sebab larutan tersebut dapat berfungsi selain
untuk menghilangkan oksida/serpih juga dapat membersihkan sisa-sisa pasir
yang menempel pada benda kerja (Saleh, A.A., 1995).
2.4. Prinsip Kerja Lapis Listrik
Pada prinsipnya pelapisan logam dengan cara lapis listrik atau
elektroplating adalah merupakan rangkaian dari arus listrik, anoda, larutan
elektrolit dan katoda (benda kerja). Keempat gugusan ini disusun sedemikian
rupa, sehingga membentuk suatu sistem lapis listrik dengan rangkaian sebagai
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
9
- Anoda dihubungkan pada kutub positif dari sumber listrik
- Katoda dihubungkan pada kutub negatif dari sumber listrik
- Anoda dan katoda direndamkan dalam larutan elektrolitnya
Untuk lebih jelasnya rangkaian dan prinsip kerja proses lapis listrik dapat dilihat
pada gambar 2.1.
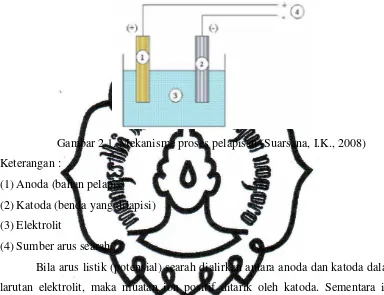
Gambar 2.1. Mekanisme proses pelapisan (Suarsana, I.K., 2008)
Keterangan :
(1) Anoda (bahan pelapis)
(2) Katoda (benda yang dilapisi)
(3) Elektrolit
(4) Sumber arus searah
Bila arus listik (potensial) searah dialirkan antara anoda dan katoda dalam
larutan elektrolit, maka muatan ion positif ditarik oleh katoda. Sementara ion
bermuatan negatif berpindah ke arah anoda ion-ion tersebut dinetralisir oleh kedua
elektroda dan larutan elektrolit yang hasilnya diendapkan pada elektroda katoda.
Hasil yang terbentuk adalah lapisan logam dan gas hidrogen.
a. Larutan Elektrolit
Suatu proses lapis listrik memerlukan larutan elektrolit yang merupakan
media proses berlangsung. Larutan elektrolit dapat dibuat dari larutan asam dan
garam logam yang dapat membentuk ion-ion positif. Tiap jenis pelapisan larutan
elektrolitnya berbeda-beda tergantung pada sifat-sifat elektrolit yang diinginkan.
komposisi larutan elektrolit yang dipakai pada proses pelapisan tembaga, nikel
dan khrom adalah sebagai berikut (Saleh, A.A., 1995):
- Komposisi pembuatan larutan untuk pelapisan tembaga :
CuCN 26,25 gr/1 NaK (C4 H 4 O 6) 45 gr/1
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
10
Na2CO3 30 gr/1 Bright Gl-4 8 ml/1
- Komposisi pembuatan larutan untuk pelapisan nikel :
NiSO4 250 gr/1 Carbon act 2 gr/1
NiCL2 50 gr/1 Bright I-06 5 ml/1
H3BO3 40 gr/1 Bright M-07 2 ml/1
- Komposisi pembuatan larutan untuk pelapisan khrom :
CrO3 250 gr/1
H2SO4 2,5 ml/1
Larutan elektrolit selalu mengandung garam dari logam yang akan dilapis.
Garam-garam tersebut sebaiknya dipilih yang mudah larut tetapi anionnya tidak
mudah tereduksi. Walaupun anion tidak ikut langsung dalam proses terbentuknya
lapisan, tetapi jika menempel pada permukaan katoda (benda kerja) akan
menimbulkan gangguan akan terbentuknya struktur mikro lapisan.
Kemampuan atau aktivitas dari ion-ion logam ditentukan oleh konsentrasi
dari garam logamnya, bila konsentrasi logamnya tidak mencukupi untuk
diendapkan, akan terjadi endapan/lapisan yang terbakar pada rapat arus yang
relatif rendah.
Beberapa bahan/zat kimia sengaja ditambahkan ke dalam larutan elektrolit
bertujuan untuk mendapatkan sifat-sifat lapisan tertentu. Sifat-sifat tersebut
antara lain tampak rupa (appearance), kegetasan lapisan (brittleness), keuletan
(ductility) dan kekerasan (hardness).
b. Anoda (elektroda positif )
Pada proses pelapisan secara listrik, peranan anoda sangat penting dalam
menghasilkan kualitas lapisan yang baik. Pengaruh kemurnian/kebersihan anoda
terhadap elektrolit dan penentuan optimalisasi ukuran serta bentuk anoda perlu
diperhatikan.
Anoda yang digunakan pada pelapisan tembaga adalah anoda terlarut
(soluble anode), untuk pelapisan nikel menggunakan anoda terlarut, sedangkan
untuk pelapisan khrom menggunakan anoda tidak terlarut (unsoluble anode).
Perhitungan yang cermat dalam menentukan anoda pada proses pelapisan
dapat memberikan keuntungan yaitu meningkatkan distribusi endapan,
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
11
meningkatkan efisiensi produksi dan mengurangi timbulnya masalah-masalah
dalam proses pelapisan.
Adanya arus listrik yang mengalir melalui larutan elektrolit diantara kedua
elektroda, maka pada anoda akan terjadi pelepasan ion logam dan oksigen
(reduksi), selanjutnya ion logam tersebut dan gas hidrogen diendapkan pada
elektroda katoda. Peristiwa ini dikenal sebagai proses pelapisan dengan anoda
terlarut (soluble anode). Tetapi bila anoda tersebut hanya dipakai sebagai
penghantar arus saja (conductor of current), anoda ini disebut anoda tak larut
(unsoluble anoda).
Anoda tidak larut adalah paduan dari bahan-bahan seperti baja nikel,
paduan timbal-timah, karbon, platina-titanium dan lain sebagainya. Anoda ini
diutamakan selain sebagai penghantar yang baik juga tidak mudah terkikis oleh
larutan dengan atau tanpa aliran listrik. Tujuan dipakainya anoda tidak larut
adalah untuk:
- Mencegah terbentuknya logam yang berlebihan dalam larutan
- Mengurangi nilai investasi peralatan
- Memelihara keseragaman jarak anoda dan katoda
Kerugian penggunaan anoda tidak larut adalah cenderung teroksidasi
unsur-unsur tertentu dari anoda tersebut ke dalam larutan. Beberapa kriteria yang
perlu diperhatikan dalam memilih anoda terlarut antara lain adalah :
- Efisiensi anoda yang akan dipakai
- Jenis larutan elektrolit
- Kemurnian bahan anoda
- Bentuk anoda
- Rapat dan kepasitas arus yang disuplai
- Cara pembuatan anoda
Efisiensi anoda akan turun/berkurang akibat adanya logam pengotor
(metallic impirities) dan kekasaran butiran yang terdapat dalam larutan.
Kemurnian anoda terlarut dapat meningkatkan efisensi anoda, tetapi rapat arus
yang tinggi pada saat pelapisan berlangsung akan menyebabkan pasivasi pada
anoda, sehingga perlu diperhitungkan besarnya rapat arus terhadap luas
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
12
anoda dengan katoda adalah 2:1, karena kontaminasi anoda adalah
penyebab/sumber utama pengotor, maka usahakan menggunakan anoda semurni
mungkin. Sedapat mungkin menggunakan anoda sesuai dengan bentuk benda
yang akan dilapis. Jarak dan luas permukaan anoda diatur sedemikian rupa,
sehingga dapat menghasilkan lapisan yang seragam dan rata. Rapat arus anoda
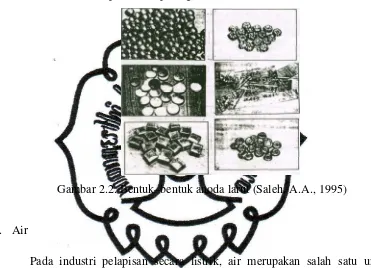
usahakan dalam range yang dikehendaki agar mudah dikendalikan. Contoh dari
bentuk-bentuk anoda dapat dilihat pada gambar 2.2.
Gambar 2.2. Bentuk–bentuk anoda larut (Saleh, A.A., 1995)
c. Air
Pada industri pelapisan secara listrik, air merupakan salah satu unsur
pokok yang selalu harus tersedia. Biasanya penggunaan air pada proses lapis
listrik dikelompokan dalam empat macam yaitu :
- Air untuk pembuatan larutan elektrolit
- Air untuk menambah larutan elektrolit yang menguap
- Air untuk pembilasan
- Air untuk proses pendingin
Dari fungsi air tersebut dapat ditentukan kualitas air yang dibutuhkan
untuk suatu proses. Air ledeng/kota dipakai untuk proses pembilasan, pencucian,
proses etsa dan pendingin. Sedangkan air bebas mineral (aquadest) dipakai khusus
untuk pembuatan larutan.
Pada proses pelapisan air yang digunakan harus berkualitas baik. Air
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
13
ion-ion dalam larutan akan menyebabkan turunnya efisiensi endapan/lapisan.
Unsur-unsur yang tidak diinginkan dalam larutan adalah unsur kalsium dan
magnesium, karena mudah bereaksi dengan kadmium sianida, tembaga sianida,
perak sianida dan senyawa-senyawa lainnya, sehingga akan mempercepat
kejenuhan larutan.
Umumnya unsur-unsur yang terdapat dalam air adalah kandungan dari
garam-garam seperti bikarbonat, sulfat, klorida dan nitrat. Unsur-unsur garam
logam alkali (sodium/potassium) tidak begitu mempengaruhi konsentrasi larutan
sewaktu operasi pelapisan berlangsung, kecuali pada larutan lapis nikel. Hal ini
disebabkan oleh kenaikan arus listrik (throwing power). Pada plat lapis nikel
dihasilkan lapisan yang getas (brittle). Adanya logam-logam berat seperti besi dan
mangan sebagai pengotor menimbulkan cacat-cacat antara lain kekasaran
(roughness), porous, gores (streakness), noda-noda hitam (staining), warna yang
suram (iridensceat) atau mengkristal dan modular. Untuk itu maka diperlukan air
murni (reagent water) untuk membuat larutan dan menggantikan larutan yang
menguap (Saleh, A.A., 1995).
2.5. Penelitian Yang Telah Dilakukan
Adyani (2009) menyatakan bahwa ketebalan lapisan akan semakin
meningkat seiring dengan naiknya kuat arus dan bertambahnya titik distribusi
arus, hasil kekerasan permukaan berdasarkan hasil uji kekerasan Vickers akan
semakin meningkat dengan naiknya kuat arus dan bertambahnya titik distribusi
arus.
Huang dkk (2007) melakukan panelitian karakterisasi nikel-khrom
multilayer pada suhu 30 °C dengan memvariasikan arus. Menyatakan bahwa
dengan meningkatnya arus pada pelapisan maka ketebalan pada lapisan akan
semakin bertambah.
Kuai dkk (2007) melakukan studi eksperimental pelapisan khrom dengan
menggunakan larutan khromium trivalent dengan bahan subtrat tembaga. Jarak
antara anoda dan katoda 50 mm, dengan memvariasikan suhu pada 20, 25, 30, 35,
40, dan 55°C. Studi ini menunjukkan bahwa hasil lapisan yang tebal dan halus
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
14
Napitupulu (2005) melakukan penelitian pengaruh temperatur dan waktu
pelapisan terhadap laju pelapisan nikel pada baja karbon rendah melalui proses
elektroplating dengan memvariasikan waktu pelapisan 2, 3 dan 4 menit.
Temperatur yang dipakai adalah 60-70 °C. Dengan naiknya temperatur dan waktu
pelapisan, maka kekerasan permukaan juga semakin meningkat pada permukaan
baja. Hasilnya menunjukkan bahwa laju pelapisan pada temperatur 60 °C lebih
tinggi dibanding pada temperatur 70 °C.
Suarsana (2008) menunjukkan bahwa dengan meningkatnya variasi waktu
pencelupan maka ketebalan hasil pencelupan akan meningkat demikian juga
tingkat kecerahannya, dengan ketebalan lapisan yang meningkat disebabkan
karena waktu pelapisan nikel menyebabkan secara umum meningkatnya iluminasi
cahaya atau tingkat kecerahannya sehingga ketebalan lapisan juga merupakan
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
15
BAB III
METODE PENELITIAN
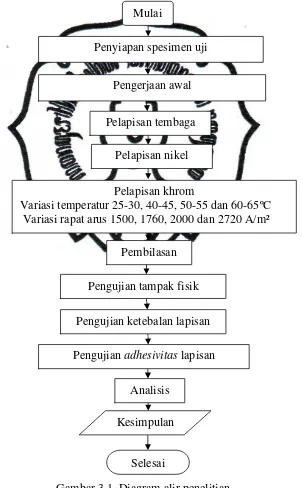
3.1. Diagram Alir Penelitian
Tahapan penelitian dilaksanakan sesuai dengan diagram alir penelitian
yang ditunjukkan pada gambar 3.1.
Gambar 3.1. Diagram alir penelitian. Mulai
Penyiapan spesimen uji
Pengerjaan awal
Pelapisan nikel Pelapisan tembaga
Pembilasan Pelapisan khrom
Variasi temperatur 25-30, 40-45, 50-55 dan 60-65ºC Variasi rapat arus 1500, 1760, 2000 dan 2720 A/m²
Pengujian ketebalan lapisan
Pengujian adhesivitas lapisan
Analisis
Kesimpulan
Selesai
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
16
3.2. Bahan Penelitian
Bahan yang digunakan dalam penelitian ini :
1. Logam yang dilapisi adalah plat baja AISI 1023
2. Logam pelapis (anoda)
- Tembaga (copper)
- Nikel (nickel)
- Khrom (chromium)
3. Larutan elektrolit
- Komposisi pembuatan larutan untuk pelapisan tembaga :
- CuCN 26,25 gr/1 - NaK (C4H 4O 6) 45 gr/1
- NaCN 34,50 gr/1 - Bright Gl-3 5 ml/1
- Na2Co3 30 gr/1 - Bright Gl-4 8 ml/1
Cara pembuatan :
- Timbang bahan–bahan sesuai dengan berat dan keperluannya.
- Sediakan air bersih sebanyak 6 liter.
- Empat setengah liter air tersebut dimasukkan ke dalam bak.
- Masukkan bahan-bahan yang telah tersedia seperti komposisi diatas secara
berurutan sebagai berikut :
a) Masukkan sodium sianida dan aduk hingga larut.
b) Masukkan tembaga sianida dan aduk hingga larut.
c) Masukkan sodium karbonat dan aduk hingga larut.
d) Masukkan rochelle dan aduk hingga larut.
perpustakaan.uns.ac.id digilib.uns.ac.id
- Komposisi pembuatan larutan untuk pelapisan nikel :
- NiSO4 250 gr/1 - Karbon aktif 2 gr/1
- NiCL2 50 gr/1 - Bright I-06 5 ml/1
- H3BO3 40 gr/1 - Bright M-07 2 ml/1
Cara pembuatan :
- Timbang bahan–bahan sesuai dengan berat dan keperluannya.
- Sediakan air bersih sebanyak 6 liter.
- Empat setengah liter air tersebut dimasukan ke dalam bak.
- Masukkan bahan-bahan yang telah tersedia seperti komposisi diatas
secara berurutan sebagai berikut :
a) Masukkan nikel sulfat dan aduk hingga larut.
b) Masukkan nikel khlorida dan aduk hingga larut.
c) Masukkan boric acid dan aduk hingga larut.
d) Setelah semuanya larut masukkan karbon aktif sambil diaduk
hingga homogen, kemudian air yang sisa satu setengah liter
dimasukkan sambil diaduk hingga homogen.
e) Biarkan larutan selama ± 4 jam, kemudian disaring.
f) Setelah disaring masukkan brightener i-06 dan m-07, lalu
dibiarkan lagi selama ± 4 jam.
g) Larutan siap untuk digunakan.
- Komposisi pembuatan larutan untuk pelapisan khorm :
- CrO3 250 gr/1
- H2SO4 2,5 ml/1
Cara pembuatan :
- Timbang bahan–bahan sesuai dengan berat dan keperluannya.
- Sediakan air bersih sebanyak 6 liter.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
18
- Masukkan bahan-bahan yang telah tersedia seperti komposisi diatas
secara berurutan sebagai berikut :
a) Masukkan khrom oksida dan aduk hingga larut.
b) Masukkan asam sulfat secara perlahan-lahan sambil diaduk hingga
larut.
c) Sisa air satu setengah liter dimasukkan juga sambil diaduk.
d) Biarkan larutan selama ± 4 jam, kemudian dilakukan penyaringan.
e) Setelah dilakukan penyaringan, biarkan lagi larutan selama ± 4
jam.
f) Larutan yang telah mengalami penyaringan dan pengendapan
selama ± 4 jam, sudah bisa digunakan.
3.3. Mesin Dan Alat Yang Digunakan
Proses pelapisan dan pengujian logam dilakukan di laboratorium Bahan
Jurusan Teknik Mesin UNS. Adapun alat yang digunakan sebagai berikut :
a. Rectifier
Rectifier ini berfungsi sebagai sumber arus listrik searah (DC), dengan
rectifier kita bisa mengatur tegangan dan arus yang akan digunakan dalam
penelitian.
b. Bak plating (Bak penampung)
Bak plating berfungsi sebagai tempat untuk menampung larutan elektrolit
yang akan digunakan di dalam penelitian bak plating atau bak penampung
diupayakan tidak terbuat dari logam, karena larutan elektrolit yang digunakan
dalam proses pelapisan elektroplating bersifat korosif terhadap logam.
c. Bak pembersih
Setelah spesimen dilapisi, spesimen dibilas dengan air bersih pada bak
pembersih yang telah disiapkan. Bak pembersih ini berfungsi untuk
membersihkan spesimen dari sisa larutan plating.
d. Stop watch
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
19
e. Gerinda listrik
Mesin ini digunakan untuk menghaluskan permukaan benda kerja dan untuk
menghilangkan lapisan oksida yang melapisi permukaan logam.
f. Jangka sorong
Alat ini dipakai untuk mengukur dimensi spesimen. Pembacaan skala
pengukuran dimensi spesimen sampai ketelitian 0,1 mm.
g. Kamera digital
Kamera digital digunakan untuk mengambil gambar setelah dilakukan proses
elektroplating.
h. Panci dan kompor gas
Panci dan kompor gas digunakan untuk memanaskan larutan elektrolit.
i. Termometer
Termometer digunakan untuk mengukur suhu larutan elektrolit.
j. Timbangan digital
Timbangan digital digunakan untuk menimbang berat spesimen sebelum dan
sesudah pelapisan.
k. Coating thickness measuring instrument
Coating thickness measuring instrument ini digunakan untuk mengukur
ketebalan lapisan logam yang melapisi logam induk pada proses
elektroplating. Alat yang dipakai adalah dualscope®MPOR.
Gambar 3.2.Coating thickness measuring instrument dualscope® MPOR
3.4. Pelaksanaan Penelitian 3.4.1. Persiapan Spesimen Uji
Penelitian ini untuk mengkaji bagaimana pengaruh temperatur larutan
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
20
proses elektroplating tembaga-nikel-khrom. Bahan substrat yang digunakan dalam
penelitian adalah plat baja karbon rendah AISI 1023.
3.4.2. Pengerjaan Awal
Setelah spesimen benda uji halus dan rata, maka dilakukan proses
degreasing, yaitu pencucian spesimen benda uji dengan detergen agar kotoran dan
lemak–lemak pada saat proses permesinan hilang dan bersih. Kemudian setelah
itu dilakukan proses rinsing atau pembilasan dengan air bersih dan benda uji
dikeringkan dengan cara dijemur di bawah sinar matahari. Proses pengetsaan
dilakukan dengan mencelupkan spesimen pada larutan asam sulfat (H2SO4)
dengan kosentrasi sebesar 10% pada suhu 70 – 90 °C selama 1 – 5 menit.
Tujuan dari pengetsaan adalah untuk membersihkan benda kerja dari
lapisan oksida dan unsur – unsur pengotor lainnya yang menempel, sehingga akan
menghasilkan daya adhesi pada permukaan benda kerja yang kuat.
3.4.3. Proses Pelapisan
Langkah langkah dalam proses pelapisan :
1. Bahan yang akan dilapisi dibersihkan terlebih dahulu.
2. Bahan yang telah bersih dicuci dengan pencuci lemak selama 5-10 menit.
3. Setelah pencucian lemak dibilas dengan air bersih.
4. Pelaksanaan pelapisan tembaga (copper) :
a. Timbang berat spesimen sebelum dilapisi
b. Masukkan benda kerja ke dalam larutan tersebut.
c. Mengatur besar rapat arus.
d. Hubungkan ke sumber arus listrik (rectifier), benda kerja ke kutub
negatif, sedangkan anoda/pelapis ke kutub positif.
e. Setelah semuanya siap stop kontak dihidupkan.
f. Setelah ± 5 menit benda kerja diangkat dan langsung dibilas dengan air
bersih.
g. Kemudian dilanjutkan dengan pelapisan selanjutnya.
5. Pelaksanaan pelapisan nikel (nickel) :
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
21
b. Setelah benda kerja dilapisi tembaga dan dibilas lalu dimasukkan ke
dalam larutan nikel.
c. Mengatur besar rapat arus.
d. Hubungkan ke sumber arus listrik (rectifier), benda kerja ke kutub
negatif, sedangkan anoda/pelapis ke kutub positif.
e. Setelah semuanya siap stop kontak dihidupkan.
f. Setelah ± 5 menit benda kerja diangkat dan langsung dibilas dengan air
bersih.
g. Kemudian dilanjutkan dengan pelapisan selanjutnya.
6. Pelaksanaan pelapisan khrom (chromium) :
a. Timbang berat spesimen sebelum dilapisi
b. Sebelum benda kerja dimasukan ke dalam larutan chromium,
memanaskan larutan sampai tempertur 40-45, 50-55 dan 60-65 °C.
c. Benda kerja yang telah dilapisi dan tembaga-nikel dibilas, lalu
dimasukkan ke dalam larutan khrom.
d. Mengatur besar rapat arus.
e. Hubungkan ke sumber arus listrik (rectifier), benda kerja ke kutub
negatif, sedangkan anoda/pelapis ke kutub positif.
f. Setelah semuanya siap stop kontak dihidupkan.
g. Pencelupan dilakukan dengan memvariasikan temperatur dan arus katoda:
- Temperatur larutan : 25-30, 40-45, 50-55, dan 60-65 ºC
- Variasi rapat arus : 1500, 1760, 2000 dan 2720 A/m²
h. Setelah selesai pencelupan, benda kerja diangkat dan langsung dibilas
dengan air bersih.
7. Pelaksanaan proses akhir :
a. Setelah benda kerja dilapisi khromium, lalu dibilas dan kemudian
dilakukan pengeringan.
b. Melakukan pengujian tampak fisik.
c. Melakukan pengukuran ketebalan.
d. Melakukan pengukuran adhesivitas.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
22
3.4.4. Pengujian
3.4.5. Pengujian Tampak Fisik
Pengujian ini untuk mengetahui perubahan secara fisik yang terjadi
terhadap masing–masing benda uji setelah dilakukan proses elektroplating dengan
cara melihat dan memfoto setiap benda uji. Setelah proses pelapisan selesai,
spesimen dibilas dan dibersihkan dengan air lalu dikeringkan. Setelah permukaan
benar-benar sudah bersih dan kering, maka dapat dilakukan pengamatan tampak
fisik hasil pelapisan dengan cara sebagai berikut :
1. Masing-masing spesimen diletakkan bersebelahan satu sama lain.
2. Melihat spesimen mana yang lebih mengkilap dan lebih baik pelapisannya.
3. Memfoto semua spesimen secara bersebelahan dengan spesimen lainnya dan
lihat spesimen mana yang lebih mengkilap lapisannya.
3.4.6. Pengukuran Ketebalan Lapisan
Pengujian ini untuk mengetahui ketebalan lapisan yang terjadi pada
masing–masing spesimen, alat yang digunakan coating thickness measuring
instrument dualscope® MPOR. Langkah-langkah persiapan dan pengujiannya
adalah sebagai berikut :
1. Mensetting alat dualscope® MPOR ke base metal Fe.
2. Mengkalibrasi dualscope® MPOR.
3. Menguji spesimen dengan 3 titik.
4. Menguji dengan spesimen yang lainnya.
3.4.7. Pengujian adhesivitas lapisan.
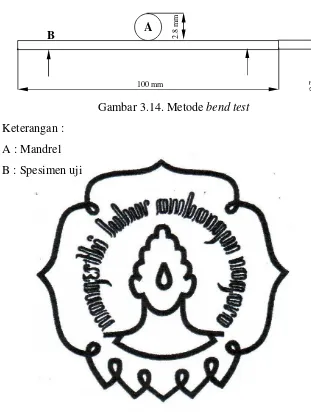
Pengujian tingkat adhesivitas dilakukan dengan cara pengujian bend test
sesuai dengan ASTM B 571-97. Pengujian ini untuk mengetahui adhesivitas
lapisan yang terjadi pada masing–masing benda uji, langkah-langkah persiapan
dan pengujiannya adalah sebagai berikut :
1. Menekuk benda uji dengan benda berbentuk silinder, sampai kedua kaki benda
uji sejajar. Diameter silinder harus empat kali ketebalan spesimen. Memeriksa
daerah cacat visual bawah benda uji hasil tekukan tersebut.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
23
Gambar 3.14. Metode bend test
Keterangan :
A : Mandrel
B : Spesimen uji
100 mm
A B
0
.7
m
m
2
.8
m
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
24
BAB IV
DATA DAN ANALISIS
4.1. Bahan Katoda
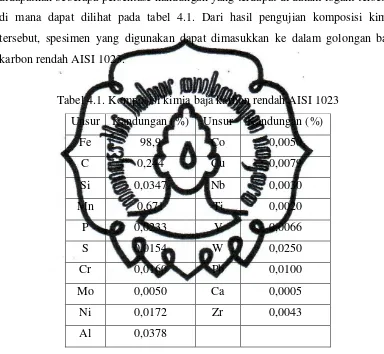
Spesimen uji yang berupa plat strip diuji komposisi kimianya dan
didapatkan beberapa persentase kandungan yang terdapat di dalam logam tersebut
di mana dapat dilihat pada tabel 4.1. Dari hasil pengujian komposisi kimia
tersebut, spesimen yang digunakan dapat dimasukkan ke dalam golongan baja
karbon rendah AISI 1023.
Tabel 4.1. Komposisi kimia baja karbon rendah AISI 1023
Unsur Kandungan (%) Unsur Kandungan (%)
Fe 98,9 Co 0,0050
C 0,244 Cu 0,0079
Si 0,0347 Nb 0,0030
Mn 0,671 Ti 0,0020
P 0,0233 V 0,0066
S 0,0154 W 0,0250
Cr 0,0160 Pb 0,0100
Mo 0,0050 Ca 0,0005
Ni 0,0172 Zr 0,0043
Al 0,0378
4.2. Tampak Fisik
Pengamatan tampak fisik dilakukan setelah proses pelapisan selesai.
Setelah dilakukan pelapisan, spesimen diangkat dari larutan elektrolit, lalu dibilas
kemudian dikeringkan. Apabila permukaan spesimen sudah bersih dan kering,
maka dapat dilakukan pengamatan tampak fisik hasil pelapisan. Masing-masing
spesimen dari masing-masing variasi diamati secara kasat mata, dibandingkan dan
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
25
Gambar 4.1. Spesimen setelah dilakukan pelapisan khrom dengan temperatur 25-30 ºC.
Gambar 4.2. Spesimen setelah dilakukan pelapisan khrom dengan temperatur 40-45 ºC.
Gambar 4.3. Spesimen setelah dilakukan pelapisan khrom dengan temperatur 50-55 ºC.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
26
Dari hasil pengamatan dapat dilihat bahwa hasil pengaruh temperatur
pelapisan pada proses elektoplating khrom dekoratif menunjukkan adanya
perbedaan hasil kecerahan lapisan. Semakin tinggi temperatur pelapisan maka
hasil lapisan akan semakin mengkilap. Temperatur 60-65 ºC menghasilkan hasil
pelapisan yang paling mengkilap bila dibanding dengan temperatur yang lainnya.
Hal ini disebabkan karena temperatur pelapisan yang semakin tinggi maka
kecepatan reaksi juga akan semakin tinggi, akibatnya makin banyak atom
hidrogen yang dihasilkan dan menyebabkan bertambahnya ukuran butir. Dengan
demikian hasil kecerahan lapisan khromium yang dihasilkan akan semakin
mengkilap.
Sementara semakin tinggi rapat arus katoda maka hasil pelapisan semakin
mengkilap. Rapat arus katoda 2720 A/m² menghasilkan hasil lapisan yang paling
mengkilap bila dibanding dengan rapat arus katoda yang lain. Hal ini disebabkan
karena dengan rapat arus yang semakin tinggi maka kecepatan reaksi juga akan
semakin tinggi, akibatnya makin banyak atom hidrogen yang dihasilkan dan dapat
memperkecil ukuran bentuk kristal. Dengan demikian hasil kecerahan lapisan
khromium yang dihasilkan akan semakin mengkilap.
4.3. Ketebalan Lapisan
Setelah dilakukan pengamatan tampak fisik, permukaan spesimen hasil
pelapisan harus tetap dijaga agar tetap bersih karena akan dilakukan pengujian
ketebalan lapisan. Pengukuran ketebalan lapisan khrom ini dilakukan dengan
menggunakan coating thickness measuring instrumen dualscope MPOR. Sebelum
dilakukan pengukuran, terlebih dahulu melakukan setting alat ukur untuk base
metal Fe dan kalibrasi. Setelah itu baru dilakukan pengukuran ketebalan hasil
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
27
Gambar 4.5. Pengukuran ketebalan lapisan
Dari setiap spesimen dilakukan pengukuran pada 3 titik, yaitu pada bagian
atas, tengah dan bawah. Kemudian dari pengukuran 3 titik tersebut diambil
ratanya. Dari data pengukuran yang diperoleh, kemudian diambil ketebalan
rata-ratanya untuk setiap variasi rapat arus.
Ketebalan rata-rata untuk khrom dekoratif dengan lapisan dasar
tembaga-nikel-khrom, dengan variasi temperatur dan rapat arus pelapisan khrom tersebut
dapat dilihat pada table 4.2.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
28
Dari tabel 4.2. dapat dibuat grafik kurva antara rapat arus terhadap ketebalan
lapisan seperti pada gambar 4.6.
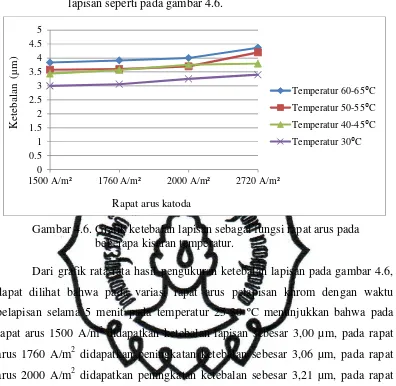
Gambar 4.6. Grafik ketebalan lapisan sebagai fungsi rapat arus pada beberapa kisaran temperatur.
Dari grafik rata-rata hasil pengukuran ketebalan lapisan pada gambar 4.6,
dapat dilihat bahwa pada variasi rapat arus pelapisan khrom dengan waktu
pelapisan selama 5 menit pada temperatur 25-30 ºC menunjukkan bahwa pada
rapat arus 1500 A/m2 didapatkan ketebalan lapisan sebesar 3,00 µm, pada rapat
arus 1760 A/m2 didapatkan peningkatan ketebalan sebesar 3,06 µm, pada rapat
arus 2000 A/m2 didapatkan peningkatan ketebalan sebesar 3,21 µm, pada rapat
arus 2720 A/m2 didapatkan peningkatan ketebalan sebesar 3,40 µm. Peningkatan
ketebalan terjadi juga pada spesimen dengan variasi temperatur 40-45, 50-55 dan
60-65 ºC.
Pada proses pelapisan khrom dengan variasi rapat arus ini juga terjadi
peningkatan ketebalan lapisan seiring bertambah besarnya variasi. Hal ini terjadi
karena semakin meningkatnya rapat arus yang digunakan pada proses pelapisan
mengakibatkan dampak terhadap peningkatan energi yang akan mempercepat
pelepasan ion elektron. Kondisi ini semakin mempercepat gerakan elektron dari
ion positif menuju ke ion negatif sehingga ion khrom yang mengendap di
permukaan bahan semakin bertambah. Pengendapan ion yang meningkat pada
permukaan logam akan berdampak terhadap bertambahnya ketebalan lapisan
khrom pada spesimen sehingga berat spesimen juga akan bertambah. 0
1500 A/m² 1760 A/m² 2000 A/m² 2720 A/m²
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
29
Untuk variasi rapat arus 1500, 1760, 2000 dan 2720 A/m2 dan waktu
pelapisan 5 menit dapat dilakukan perhitungan di bawah ini.
Diketahui: Temperatur = 25-30 °C
Rapat Arus = 1500 A/m²
Waktu = 5 menit = 300 sekon = 0,083 jam
Berat lap terukur (We) = 0,13 gr
Luas permukaan katoda = 0,006 m2
Luas permukaan anoda = 0,006 m2
Berat lapisan teoritis (Bteori)
Bteori (wt) = .㛝.4= ,o . aa .
.
ςᵝoaa = 0,24 gram
Efisiensi katoda (ηkatoda)
ηkatoda= 4㛝 100% a
Dengan cara yang sama, dilakukan juga perhitungan untuk variasi rapat arus 1760,
2000 dan 2720 A/m². Dari sini didapatkan data hasil perhitungan efisiensi katoda
pada proses pelapisan khrom yang dilakukan seperti pada tabel 4.3.
Tabel 4.3. Hasil perhitungan pelapisan khrom dekoratif pada temperatur 25-30 °C dengan variasi rapat arus katoda
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
30
Tabel 4.4. Hasil perhitungan pelapisan khrom dekoratif pada temperatur 40-45 °C dengan variasi rapat arus katoda
Variasi rapat arus 1500 A/m² 1760 A/m² 2000 A/m² 2720 A/m²
Tabel 4.5. Hasil perhitungan pelapisan khrom dekoratif pada temperatur 50-55 °C dengan variasi rapat arus katoda
Variasi rapat arus 1500 A/m² 1760 A/m² 2000 A/m² 2720 A/m²
Tabel 4.6. Hasil perhitungan pelapisan khrom dekoratif pada temperatur 60-65 °C dengan variasi rapat arus katoda
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
31
Dari tabel 4.3, 4.4, 4.5 dan 4.6 dapat dibuat grafik kurva antara efisiensi dengan
rapat arus yang terpakai proses pelapisan seperti pada gambar 4.7.
Gambar 4.7. Grafik efisiensi katoda sebagai fungsi rapat arus yang terpakai pada beberapa kisaran temperatur.
Efisiensi katoda adalah perbandingan berat lapisan khrom yang menempel
pada katoda dalam penelitian dengan perhitungan secara teoritis. Sementara berat
lapisan khrom dalam penelitian diperoleh dari selisih berat spesimen sebelum dan
sesudah dilakukan proses pelapisan.
Dari gambar 4.7 dapat dilihat bahwa efisiensi katoda akan semakin
meningkat sejalan dengan peningkatan rapat arus katoda yang terpakai dalam
proses pelapisan. Ini disebabkan karena semakin besar rapat arus yang terpakai
pada proses pelapisan maka lapisan khrom yang menempel pada katoda akan
semakin tebal dan katoda akan bertambah berat. Efisiensi yang semakin besar
memperlihatkan berat lapisan yang menempel pada penelitian semakin mendekati
berat lapisan yang menempel secara teoritis.
Untuk ketebalan rata-rata pada pelapisan khrom dekoratif dengan variasi
temperatur 25-30, 40-45, 50-55 dan 60-65 ºC hasil dari pelapisan khrom tersebut
dapat dilihat pada gambar 4.8. 0%
1500 A/m² 1760 A/m² 2000 A/m² 2720 A/m²
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
32
Gambar 4.8.Grafik ketebalan lapisan sebagai fungsi temperatur pada
beberapa kisaran rapat arus.
Dari grafik rata-rata hasil pengukuran ketebalan lapisan pada gambar 4.8,
dapat dilihat bahwa pada variasi temperatur pelapisan khrom dengan waktu
pelapisan selama 5 menit pada rapat arus 1500 A/m2 menunjukkan bahwa pada
temperatur 25-30 ºC didapatkan ketebalan lapisan sebesar 3,00 µm, pada
temperatur 40-45 ºC didapatkan peningkatan ketebalan sebesar 3,43 µm, pada
temperatur 50-55 ºC didapatkan peningkatan ketebalan sebesar 3,57 µm, pada
temperatur 60-65 ºC didapatkan peningkatan ketebalan sebesar 3,83 µm.
Peningkatan ketebalan terjadi juga pada spesimen dengan rapat arus 1760, 2000
dan 2720 A/m2.
Seperti halnya yang terjadi pada proses pelapisan khrom dengan variasi
rapat arus, pada proses pelapisan khrom dengan variasi temperatur ini juga terjadi
peningkatan ketebalan lapisan seiring bertambah besarnya variasi. Hal ini terjadi
karena semakin meningkatnya temperatur yang digunakan pada proses pelapisan
mengakibatkan dampak terhadap peningkatan energi yang akan mempercepat
pelepasan ion elektron. Kondisi ini semakin mempercepat gerakan elektron dari
ion positif menuju ke ion negatif sehingga ion khrom yang mengendap
dipermukaan bahan semakin bertambah dan menyebabkan bertambahnya ukuran
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
33
terhadap bertambahnya ketebalan lapisan khrom pada spesimen sehingga berat
spesimen juga akan bertambah.
Gambar 4.9. Grafik efisiensi katoda sebagai fungsi temperatur yang terpakai pada beberapa kisaran rapat arus katoda.
Pada proses pelapisan dengan variasi temperatur, pada variasi temperatur
25-30 ºC efisiensinya rendah karena berat khrom yang terlapis masih sangat tipis.
Kemudian untuk variasi 40-45 ºC efisiensi meningkat karena berat khrom yang
terlapis mulai bertambah berat. Pada variasi temperatur 50-55 ºC dan 60-65 ºC
terjadi peningkatan efisiensi yang besar karena berat lapisan khrom semakin
bertambah berat.
4.4. Adhesivitas Lapisan
Pengujian tingkat adhesivitas dilakukan dengan cara pengujian bend test
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
34
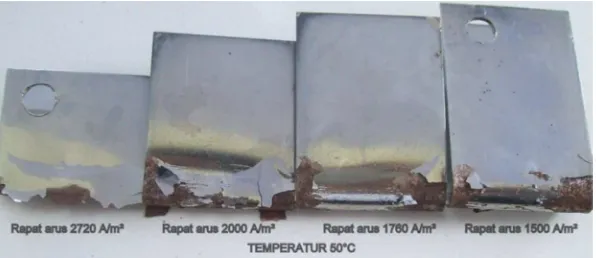
Gambar 4.10. Spesimen setelah dilakukan pengujian adhesivitas dengan variasi temperatur dan rapat arus katoda.
Setelah dilakukan pengujian adhesivitas terhadap setiap spesimen untuk
setiap variasi temperatur 25-30, 40-45, 50-55 dan 60-65 ºC. Hasil dapat dilihat
bahwa pada uji adhesivitas dengan variasi temperatur larutan elektrolit ini
menunjukkan adhesivitas paling baik terjadi pada temperatur 50-55 ºC, karena
setelah diuji lapisan khrom yang mengelupas hanya pada bagian pinggir dari
substrak. Kemudian hasil yang baik setelah temperatur 50-55 ºC adalah
temperatur 40-45 ºC, karena setelah diuji lapisan khrom masih ada yang
menempel pada substrak yang berbentuk garis-garis. Kemudian hasil yang baik
setelah temperatur 40-45 ºC adalah temperatur 25-30 ºC, karena setelah diuji
lapisan khrom masih ada yang menempel pada substrak yang berbentuk retakan
kecil-kecil. Kemudian hasil yang paling buruk adalah terjadi pada temperatur
60-65 ºC, karena setelah diuji lapisan khrom mengelupas semua dari substraknya. Hal
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
35
Setelah dilakukan pengujian adhesivitas terhadap setiap spesimen untuk
setiap variasi rapat arus katoda 1500, 1760, 2000 dan 2720 A/m². Hasil dapat
dilihat bahwa pada uji adhesivitas dengan variasi rapat arus katoda pada
temperatur 25-30 ºC menunjukkan adhesivitas paling baik terjadi pada rapat arus
katoda 2720 A/m², karena setelah diuji lapisan khrom yang mengelupas hanya
pada bagian pinggir dari substrak, hasil yang baik diikuti rapat arus 2000, 1760
dan 1500 A/m². Pada temperatur 40-45 ºC menunjukkan adhesivitas paling baik
terjadi pada rapat arus katoda 2720 A/m², karena setelah diuji lapisan khrom yang
mengelupas hanya pada bagian pinggir dari substrak, hasil yang baik diikuti rapat
arus 2000, 1760 dan 1500 A/m². Pada temperatur 50-55 ºC menunjukkan
adhesivitas paling baik terjadi pada rapat arus katoda 1500 A/m², karena setelah
diuji lapisan khrom yang mengelupas hanya pada bagian pinggir dari substrak,
hasil yang baik diikuti rapat arus 2000, 1760 dan 2720 A/m². Pada temperatur
60-65 ºC menunjukkan adhesivitas paling baik terjadi pada rapat arus katoda 2720
A/m², karena setelah diuji lapisan khrom yang mengelupas luasanya lebih sedikit
bila dibanding dengan yang lain, hasil yang baik diikuti rapat arus 2000, 1760 dan
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
36
BAB V PENUTUP
5.1 Kesimpulan
Dari proses yang dilakukan dengan variasi temperatur pelapisan dan rapat
arus katoda pada proses elektroplating tembaga-nikel-khrom untuk uji tampak
fisik, ketebalan lapisan dan adhesivitas lapisan dari baja karbon rendah dapat
diambil kesimpulan sebagai berikut :
1. Temperatur pelapisan berpengaruh terhadap tampak fisik, ketebalan lapisan
dan efisiensi. Semakin tinggi temperatur menghasilkan lapisan yang semakin
mengkilap, semakin tebal dan semakin efisien. Pada temperatur 60-65 ºC menghasilkan lapisan yang paling mengkilap dan menghasilkan ketebalan
sebesar 4,33 µm.
2. Rapat arus berpengaruh terhadap tampak fisik, ketebalan lapisan dan efisiensi.
Semakin tinggi rapat arus menghasilkan lapisan yang semakin mengkilap,
semakin tebal dan semakin efisien. Pada rapat arus 2720 A/m² menghasilkan
lapisan yang paling mengkilap dan menghasilkan ketebalan sebesar 4,33 µm.
3. Pengujian adhesivitas lapisan menunjukkan bahwa terjadi keretakan lapisan
pada setiap spesimen. Hal ini diakibatkan karena daya adhesivitas lapisan
tembaga terhadap substrat kurang baik.
5.2 Saran
Dalam penelitian ini yang dibahas hanya pengaruh variasi temperatur
larutan elektrolit dan rapat arus katoda terhadap ketebalan dan adhesivitas lapisan
pada proses pelapisan tembaga-nikel-khrom. Selanjutnya pada penelitian
berikutnya disarankan :
1. Melakukan penelitian dengan memvariasikan parameter-parameter lain yang
dapat mempengaruhi proses pelapisan.
2. Spesimen yang digunakan jangan terlalu tebal karena akan kesulitan saat