STUDI MENGENAI SISTEM OPERATION DCS PLANTSCAPE R400 DI
FF DAN MPF DI BLOK NON-BULA PSC PULAU SERAM BAGIAN
TIMUROLEH CITIC SERAM ENERGY LIMITED
Diajukan Sebagai Salah Satu Mata Kuliah Kerja Praktek Pada Program Studi Teknik Informatika
Universitas Komputer Indonesia
Laporan Kerja Praktek Oleh:
ENDANG SUGIRI RASPATI
NIM 10109621
JURUSAN TEKNIK INFORMATIKA
FAKULTAS TEKNIK DAN ILMU KOMPUTER
UNIVERSITAS KOMPUTER INDONESIA
BANDUNG
STUDI MENGENAI SISTEM OPERATION DCS PLANTSCAPE R400 DI FF DAN MPF
DI BLOK NON-BULA PSC PULAU SERAM BAGIAN TIMUR
OLEH CITIC SERAM ENERGY LIMITED
Diajukan Sebagai Salah Satu Mata Kuliah Kerja Praktek Pada Program Studi Teknik Informatika
Universitas Komputer Indonesia
Laporan Kerja Praktek Oleh:
ENDANG SUGIRI RASPATI NIM 10109621
Mengetahui:
Mentor Kerja Praktek,
DAFTAR RIWAYAT HIDUP
Nama Lengkap : Endang Sugiri Raspati Tempat/tanggal
lahir : Karawang, 25 Februari 1987 Jenis Kelamin : Pria
4. ISID (Institut Study Islam Darussalam) D I
Pengalaman Kerja :
1. Praktek Kerja di PT. Citic Seram Energy Limited Periode: September 2012
Posisi : Distributed Control System (DCS)
Alamat : Kp.Krajan RT 02/01 Ds. Belendung Kec. Klari Kab. Karawang Jawa Barat 41371
Nama Orang Tua : Jaja Pekerjaan Orang
Tua : Wiraswasta
Tempat Tinggal : Karawang
Keteranga Lain-lain : ...
Hobi : Browsing
Daftar riwayat hidup ini saya buat dengan sebenarnya.
Bandung, 16 Maret 2013 Yang Membuat
iii
BAB II TINJAUAN UMUM LAPANGAN...5
2.1. Sejarah Lapangan Blok Seram Non-Bula ...5
2.2. Profil Perusahaan ...5
2.3. Profil Geologi Reservoir ...7
2.4. Profil Surface Facilities...8
BAB III SISTEM OPERATION DCS PLANTSCAPE R400 DI FF & MPF ...11
3.1. Perkembangan Architecture System Control Proces ...11
3.1.1. System Control Tradisional ...11
3.1.2. System Control Berbasis Komputer ...13
3.1.3. System Control Berbasis DCS ...14
3.2. Programmable Logic Controller (PLC) ...16
3.2.1. Definisi ...16
3.2.2. Aplikasi PLC ...17
3.2.3. Bagian-bagian PLC ...19
3.2.4. Pengembangan Sistem ...23
iv
3.2.6. Rangkaian Kendali Sequensial ...25
3.2.7. Rangkaian Kendali Interlock ...25
3.3. Instrumentasi Dalam Proses Program ...26
3.3.1. Mengapa diperlukan Pengukuran dan Pengontrolan ...26
3.3.2. Measuring Devices (Flow, Level, Pressure, & Temperature) ...30
3.3.2.1. Pengukuran Aliran Fluida (Flow Measurements) ...30
3.3.2.2. Pengukuran Level Fluida (Level Measurements) ...38
3.3.2.3. Pengukuran Temperature (Temperature Measurements)...42
BAB IV PERMASALAHAN YANG ADA PADA CSEL ...49
4.1. Kondisi Saat Ini...49
4.2. Arsitektur Kontrol Sistem ...49
4.2.1 DCS Pada Plantscape R400 ...50
4.2.2 Perangkat Keras Dasar Pada Plantscape ...51
4.2.2.1 Control Processor Module (CPM) ...51
4.3. Permasalah Pada CSEL ...58
4.4. Permasalah Yang Terjadi Dilapangan ...58
4.5. Solusi Untuk Permasalahan di CSEL ...59
4.5.1. Analisa Upgrade DCS ...59
4.5.2. Analisa Revamping DCS ...60
4.5.2.1. Resiko Pekerjaan Selama upgrade/Revamping DCS ...60
4.5.2.2. Estimasi Cost ...61
BAB V KESIMPULAN DAN SARAN ...62
5.1. Kesimpulan ...62
5.2.Saran ...62
i | P a g e
KATA PENGANTAR
Puji Syukur penyusun panjatkan kehadirat Allah SWT, karena dengan rahmat dan hidayah-Nya Laporan Kerja Praktek ini dapat tersusun hingga selesai.
Laporan ini merupakan hasil rangkuman kegiatan kerja praktek selama dua minggu di Citic Seram Energy Limited (CSEL) yang mempunyai daerah operasi di Bula, Kabupaten Seram Bagian Timur, Propinsi Maluku. Laporan kerja praktek ini dibuat untuk memenuhi persyaratan yang telah ditentukan oleh Program Studi Teknik Informatika, Fakultas Teknik dan Ilmu Komputer, Universitas Komputer Indonesia
Dalam melakukan kegiatan kerja praktek dan menyusun laporan ini, penulis telah melibatkan bantuan dari berbagai pihak, oleh karena itu tidak lupa ucapan terimakasih penyusun sampaikan kepada:
1. Direksi beserta Staf HRD Citic Seram Energy Limited yang memberikan ijin fasilitas dan akomodasi selama melakukan kegiatan kerja praktek
2. Para mentor dan engineer di lapangan yang telah memberikan bimbingan selama melakukan kegiatan kerja praktek
3. Bapak Udin Jamaludin,S.Si.MM. selaku pembimbing lapangan di bagian Field Engineering.
4. Bapak Donny Supardan,ST selaku penasehat bagi penulis
5. Bapak Setyadji,ST dan Samsul Bagus Suwondo,ST selaku manager lapangan PT.Citic Seram Energy Limited
6. Ir. Eddy Soeryanto Soegoto, M.Sc., selaku Rektor Universitas Komputer Indonesia. 7. Prof. Dr. Ir. Ukun Sastraprawira , M.SC., selaku Dekan Fakultas Teknik dan Ilmu
Komputer Universitas Komputer Indonesia
8. Ibu Mira Kania Sabariah, M.T., selaku Ketua Jurusan Teknik Informatika Universitas Komputer Indonesia
9. Utami Dewi Widianti, S.Kom selaku Dosen Wali sekaligus Dosen Pembimbing. 10.Kepada semua pihak yang telah berkenan memberikan bantuan dan dorongan serta
kerja sama yang baik, sehingga laporan ini dapat diselesaikan.
ii | P a g e pembaca dalam memahami mengenai proses produksi yang dilengkapi Fasilitas Control System baik itu berbasic DCS ataupun PLC yang ada di lapangan milik CSEL ini.
Bula, September 2012
63 | P a g e
DAFTAR PUSTAKA
1. Manning, Francis S. and Thomson, Richard E. : “Oilfield Processing of Petroleum Volume One : Natural Gas,” Pennwell., Tulsa, Oklahoma (1991).
2. Luica, F. Jerry: Carbonate Reservoir Characterization,An Integrated Approach, Springer, Texas (2007).
3. Nelson, R.A.: “Geologic Analysis of Naturally Fractured Reservoirs,” BP Amoco, Houston, TX (2001).
4. Raghavan, R.: Well Test Analysis, Prentice Hall , Englewood Cliffs, NJ, (1993). 5. Evinger, H.H. and Muskat, M.: “Calculation of Theoretical Productivity Factor,”
Trans. AIME (1942) 142, 126-39..
6. Craft, B.C., Hawkins, M.: Applied Petroleum Reservoir Engineering, Direvisioleh Terry, R.E., Prentice Hall, Englewood Cliffs, NJ (1991).
7. Standing, M.B.: Notes on Relative Permeability Relationships, CatatanKuliah, U. of Trondheim, Norway, (1975).
8. Honeywell Indonesia, Modification to Process Control System (MPF, FF) and Safety shutdown System , Vendor Print
9. Honeywell Indonesia, FCS Logic Modification Service, Vendor Print
10.Denton Noble, Waterman Industries Operation Manual EP2030, Honeywell Indonesia Vendor Print
11.Honeywell Indonesia, MPF for Chemical Injection Package OSEIL, Vendor Print 12.CICo. CO2 Removal Project.
13.Honeywell. 2002. PlantScape Overvie.
14.Honeywell. 2002. PlantScape Chasis –Series A I/O Specification and Technical Data.
15.Honeywell. 2002. PlantScape System and Controller Specification and Technical Data.
1 | P a g e
BAB I
PENDAHULUAN
1.1 Latar Belakang
Perkembangan instrumentasi dan sistem kontrol yang dimulai tahun 1930 hingga saat ini, dipengaruhi dua factor, yaitu ; kebutuhan pemakai dan kemajuan teknologi. Kebutuhan pemakai dalam menangani proses yang semakin rumit dan besar ini akan menuntut peningkatan teknologi sistem kontrol. Dalam mengatasi hal ini maka pemilik pabrik (owner) berusaha lebih meningkatkan sistem otomatisasi pada pabrik untuk tujuan optimasi pengoperasian pabrik. Sesuai dengan kebutuhan pemakai ini, maka para pemasok (vendor) peralatan instrumentasi dan kontrol menawarkan sistem yang terintegrasi antara pemantauan, pengontrolan, serta sistem peyimpanan dan pengambilan data. Kemajuan teknologi dalam bidang elektronika juga merupakan faktor yang menentukan cepatnya perkembangan instrumentasi dan sistem kontrol. Pada masa sebelum tahun 70-an, instrumentasi pneumatik yang menggunakan teknologi flapper-nozzle, tubing tembaga dengan angin instrument merupakan instrumentasi yang tergolong teknologi tinggi pada saat itu. Perkembangan transistor dan rangkaian analog yang terintegrasi pada awal tahun 70-an menghasilkan kemampuan dan meningkatkan kehandalan instrumentasi dan sistem control elektronik. Kemajuan ini mengakibatkan instrumentasi dan sistem kontrol dengan teknologi elektronik analog dapat menggantikan teknologi pneumatik. Perkembangan teknologi komputer digital yang didukung oleh perkembangan yang pesat di bidang mikro-elektronika (microprocessor) di pertengahan tahun 70-an telah memberikan dampak yang positif dan nyata pada instrumentasi dan sistem control pada industri proses, termasuk pula di industri pengolahan minyak dan gas bumi serta industri kimia. Perkembangan teknologi ini mengakibatkan instrumentasi dan sistem kontrol berbasis teknologi digital dapat menggantikan teknologi elektronik analog pada banyak penerapannya.
2 | P a g e Pada awal tahun 80-an, perkembangan teknologi microprocessor sangat cepat dan diikuti dengan perkembangan perangkat lunak serta operating system UNIX yang semakin maju, maka diikuti juga dengan perkembangan teknologi DCS berbasis operating system UNIX.
Pada awal tahun 90-an setelah diluncurkan operating system berbasis Windows dan didukung dengan perkembangan teknologi microprocessor dengan kemampuan lebih besar, maka teknologi DCS memasuki babak baru yang luar biasa dalam dunia instrumentasi dan sistem kontrol yaitu DCS berbasis Windows. Operator console yang sebelumnya menggunakan special computer/monitor digantikan dengan Personal Computer (PC).
Selanjutnya pada akhir tahun 90-an, teknologi instrumentasi dan sistem control berbasis DCS memasuki era baru yaitu Open Network Technology (teknologi dimana sub-system DCS dapat terhubung secara langsung dengan jaringan DCS tanpa menggunakan Gateway sebagai network converter) dengan menggunakan Ethernet (TCP/IP) sehinga memudahkan mengimplementasikan aplikasi seperti ; PIMS (PlantInformation Management System), KMS (Knowledge Management System), Enhanced Regulatory Control (ERC), Advanced Process
Control (APC), PlantOptimization dan lain-lain.
1.2 Pembatasan Masalah
3 | P a g e 1.3 Tujuan
Tujuan yang ingin dicapai penulis pada kerja praktek ini adalah:
1. Pengenalan mengenai program software aplikasi yang ada di DCS dan instrument (Field device) yang berkaitan dengan jalannya sistem yang ada di lapangan.
2. Memperkuat dan memperdalam pengetahuan dalam praktek secara menyeluruh.
3. Memperoleh gambaran secara langsung mengenai sistem operasional industri minyak dan gas sehingga menambah wawasan dan pengetahuan penulis berkaitan dengan apa yang telah diperoleh di dalam kelas.
4. Dapat menganalisa sistem instrumentasi dan sistem control berbasis DCS yang dilakukan di lapangan.
1.4 Metode Penulisan
Guna mendapatkan data serta gambaran untuk membantu dalam penyusunan laporan kerja praktek di Citic Seram Energy Ltd, penulis menggunakan metode sebagai berikut:
1. Metode Literatur
Metode yang dilakukan dengan cara mencari dan membaca data yang bersumber dari website serta buku-buku yang berhubungan dengan pokok bahasan.
2. Metode Observasi
Metode yang dilakukan dengan cara pengamatan langsung pada lapangan milik Citic Seram Energy Ltd.
3. Metode Diskusi
4 | P a g e 1.5 Sistematika Penulisan
Agar mempermudah memahami isi laporan, maka disusunlah suatu sistematika pembahasan. Dalam laporan kerja praktek ini, penulis mengelompokan materi-materi yang ada menjadi beberapa bab, antara lain :
BAB I PENDAHULUAN
Dalam bab ini akan dibahas tentang latar belakang pemilihan judul, tujuan dan manfaat, pembatasan masalah dan metode penulisan laporan kerja praktek.
BAB II TINJAUAN UMUM LAPANGAN
Dalam bab ini akan di jabarkan secara singkat gambaran umum mengenai perusahaan serta lapangan yang menjadi pokok pembahasan pada laporan kerja praktek ini.
BAB III SISTEM OPERATION DCS PLANTSCAPE R400 DI FF & MPF
Dalam bab ini menjelaskan Sistem Operation DCS Plantscape R400 di FF dan MPF yang terpasang di lapangan ini, yakni pengenalan mengenai teknologi instrumentasi dan sistem control berbasis DCS. Selanjutnya penulis akan menyampaikan prosedur-prosedur yang diterapkan .
BAB IV PERMASALAHAN YANG ADA PADA CSEL
Dalam bab ini akan dibahas tentang Arsitektur Control System dan Masalah-masalah yang ada dilapangan beserta solusi untuk permasalahan tersebut.
BAB V KESIMPULAN DAN SARAN
5 | P a g e
BAB II
TINJAUAN UMUM LAPANGAN
2.1 Sejarah Lapangan Blok Seram Non-Bula
1895 Royal Dutch Shell menemukan minyak bumi di Bula
1900 British Petroleum melakukan pemetaan hampir seluruh cekungan di Bula 1942 Tentara Jepang menginvasi Bula dan merusak fasilitas lapangan
1969 Pertamina bersama Gulf & Western memulai kegiatan perminyakan
1999 Kontrak PSC Non-bula ditandatangani dengan Kufpec (Indonesia) Ltd. yang bertindak sebagai operator
2003 Lifting HSFO (High Sulfur Fuel Oil) sukses dilakukan
2006 Citic Seram Energy Ltd. mengambil alih 51% interest dari Kufpec (Indonesia) Ltd, dan bertindak sebagai operator di blok Seram Non-bula
2.2 Profil Perusahaan
6 | P a g e Daerah operasi CSEL terletak di Pulau Seram, Kabupaten Seram Bagian Timur, Propinsi Maluku , Indonesia, tepatnya di sebelah timur pusat kota Bula dengan total luas area blok Seram Non-bula seluas 1.524km2. Pada blok PSC Non-bula terdapat lapangan Oseil yang pertama kali ditemukan minyak pada tahun 1993 dengan proyek pengeboran Oseil 1 dilakukan pada struktural closure timur. Dengan kedalaman 3475 m dan terletak 23 km dari pusat kota Bula, reservoir minyak dari dua zona batuan limestone Jurrasic Manusela menghasilkan produksi minyak sebesar 6000 BOPD. Kemudian, dilakukan pemboran sumur Oseil-2 pada Juli 1998 berlokasi kira-kira 4,7 km kearah barat laut dari Oseil-1. Sumur ini berproduksi dengan rate 685 – 2112 BOPD dengan watercut 0-57%.Pada bulan agustus 1998, dilakukan pengeboran sumur Oseil-4 dengan rate yang terbesar diantara sumur-sumur sebelumnya yaitu 6377 BOPD dan 1,1 MMSCFD gas pada interval 2067 – 2156 meter. Untuk Field Development, ketiga sumur tersebut mulai diproduksi dengan processing facility sementara pada bulan Desember 2002. Kemudian pada November 2004 dilakukan pengemboran untuk Oseil-3, disusul oleh pengemboran sumur selanjutnya yaitu Oseil-5,6,7,8,9,10,11, dan Oseil Tenggara-1.
7 | P a g e 2.3 Profil Geologi Reservoir
Basin indonesia timur berbeda dengan basin Indonesia Barat. Basin Indonesia timur memiliki sedimentasi yang lebih tua yang bagiannya berasal dari Australian Continental Margin yang bergabung selama masa Middle dan Late Tertiary. Crude oil dari Triassic-Jurassic marine carbonat berasal dari source rock tipe II.Kemudian1, jenis reservoir yang ada di lapangan ini merupakan batuan karbonat yang memiliki banyak patahan-patahan dan fracture-fracture yang banyak. Terdapat dua lapangan yaitu Oseil dan Nief Utara.
8 | P a g e Formasi Kanikeh), dan Formasi Kanikeh yang tersusun secara interbedded antara batu gamping, batupasir dan lanau.
2.4 Profil Surface Facilities
Hingga 30 Juni 2011, lapangan Oseil telah memproduksi crude oil kumulatif sebesar 9.919.204 barel dan 5.079 MMCF natural gas. Crude oil yang dihasilkan diolah menjadi produk HSFO (High Sulfur Fuel Oil) dan Naphtha. Rata-rata laju produksi yang dihasilkan 2500 BOPD pada tahun 2011 dengan derajat API berkisar antara 15 - 22. Namun, produksi naphtha berhenti pada sekitar tahun 2010 karena jumlahnya sudah semakin sedikit dan tidak lagi ekonomis.Sedangkan natural gas digunakan untuk membangkitkan listrik, kemudian sisanya dibuang melalui flare. Surface Facilities dikategorikan menjadi Field Facilities (FF), Main Production Facilities (MPF), Tank farm Area, dan Marine Export Facilities (MEF) atau yang sering disebut sebagai Jetty.
9 | P a g e Pada Main Production Facilities (MPF) area terdapat fasilitas pemisahan 3 phase (gas-water-oil). Solution gas yang keluar dari separator dibuang melalui flare. Sedangkan air
yang terpisahkan dari 3 phase separator dialirkan ke flotation unit untuk memisahkan sebagian kecil minyak yang masih terbawa air. Kemudian minyak yang berasal dari flotation unit di masukkan kembali kedalam production separator. Minyak yang keluar dari separator dialirkan ke Skim Oil Tank sebelum disimpan pada storage tank. Sedangkan air dialirkan ke dalam skim water pond untuk dibersihkan sisa-sisa minyak dan solid sebelum dibuang ke laut.Selain itu terdapat juga fasilitas-fasilitas lain seperti, power plant, crude feed exchanger, main fractionation column, reboiler furnace, overhead condenser, dan nitrogen generator. Pada area ini juga terdapat laboratorium untuk menganalisa fluida reservoir.Karakteristik fluida3 reservoir pada lapangan Oseil tergolong minyak berat dengan rentang berkisar antara 13-21 API.Sedangkan pada lapangan Nief Utara karaktersitik minyak tergolong ringan yaitu sekitar 35-40 API. Perbedaan ini bukan dikarenakan oleh source rock yang berbeda, tetapi diperkirakan API yang lebih tinggi disebabkan karena masih tercampurnya oil dengan kondensat dari zona gas yang ada diatasnya.Selain itu di area ini juga terdapat MPF office, MPF work shop, dan laboratorium.
10 | P a g e lainnya merupakan tangki HSFO (High Sulfur Fuel Oil) dengan kapasitas masing-masing 100.000 barel. Namun, saat ini tanki naphtha tersebut dialihfungsikan menjadi tanki produced water, mengingat produksi naphtha semakin sedikit dan water cut semakin meningkat. Tangki-tangki disini mempunyai roof yang dapat mengikuti penambahan maupun pengurangan volume fluida didalamnya, sehingga tidak diperlukan gas pengganti (nitrogen) ketika fluida dipompa keluar untuk menghindari collapse pada tangki. Pada fasilitas ini terdapat juga tangki khusus untuk menyimpan bahan bakar diesel dengan kapasitas 40.000 barel yang digunakan untuk menyuplai pasokan turbin, mesin-mesin diesel, dan kendaraan lapangan.
11 | P a g e
BAB III
SISTEM OPERATION DCS PLANTSCPE R400 DI FF & MPF
3.1. Perkembangan Architecture System Control Proses
3.1.1. System Control Tradisional
Pada awalnya sistem kontrol yang terdapat di kilang minyak adalah konsep yang sekarang dikenal dengan sebutan sistem kontrol terdistribusi (gambar 3.1)5. Pada konsep ini, peralatan instrumentasi dan sistem kontrol didistribusikan di seluruh plant, dimana operator dapat membaca set point dan mengatur keluaran. Namun antara satu sistem kontrol dengan sistem kontrol yang lain tidak dihubungkan, sehingga operator harus bertugas mengkoordinasikan sistem kontrol yang terdistribusi tersebut. Komunikasi yang digunakan untuk mengintegrasikan pengoperasian kilang dilakukan dengan komunikasi verbal antara satu operator dengan yang lain (interface antara manusia - manusia). Konsep ini tentunya hanya dapat dilakukan pada proses yang tidak rumit dan kecil.
Gambar. 3.1. System Control Tardisional
12 | P a g e sebelumnya, dimana elemen kontrol seperti sensor, controller dan hubungan antara operator dengan actuator tetap tersebar di seluruh plant. Situasi ini terus berubah sesuai dengan meningkatnya kapasitas dan kerumitan kilang. Suatu hal yang sulit untuk tetap mempertahankan architecture dimana setiap elemen kontrol tersebar di setiap lokasi. Akhirnya pada awal tahun 60-an setelah ditemukan sistem transmitter jenis pneumatik, membuat architecture sistem control berubah menjadi terpusat dimana monitoring dan pengendalian proses dilakukan dari ruang kendali (control room) lihat gambar 3.2 (interface manusia – mesin).
Gambar 3.2. System Control Pneumatic Terpusat di Control Room
Mekanisme sistem kontrol dengan architectur terpusat seperti ini dilakukan dengan cara ; pengukuran proses variabel dilakukan oleh sensor di lapangan, kemudian hasil pengukuran ditransmisikan oleh transmiiter ke controller yang berlokasi di ruang kendali. Selanjutnya sinyal kontrol yang diinginkan ditransmisikan kembali ke actuator pada unit proses. Keuntungan architecture ini adalah semua informasi yang diperlukan dapat ditampilkan di ruang kontrol sehingga mudah dilihat oleh operator dengan demikian operator dapat dengan mudah mengontrol kilang.
13 | P a g e juga mengganti tubing yang diperlukan untuk sistem pneumatik menjadi kabel. Keuntungan system control elektronik ini, memungkinkan pabrik lebih mudah diperbesar atau dikembangkan6.
3.1.2. System Control Berbasis Komputer
Kelanjutan evolusi sistem kontrol tradisional adalah sistem kontrol berbasis computer. Penerapan computer dalam industri pertama dipasang pada stasiun pembangkit tenaga listrik untuk monitoring plant. Penemuan ini memberikan kemampuan data acquisition yang sebelumnya tidak ada, dan membebaskan operator dari pengoperasian plant berupa pengambilan dan penyimpanan data yang selama ini berulang dilakukan oleh operator.
Dalam waktu singkat setelah itu, sistem kontrol computer dipasang di pabrik kimia dan kilang. Penerapan ini masih menggunakan sistem control analog elektronik sebagai controller utama. Komputer difungsikan sebagai supervisory dimana menggunakan data masukan yang tersedia untuk menghitung setpoint control yang menghasilkan kondisi operasi yang efisien, selanjutnya setpoint ini dikirim ke controller analog yang berfungsi sebagai pengontrol loop tertutup. Kemampuan supervisory computer dalam mengambil, memperagakan dan menyimpan data yang dibutuhkan operator dapat memperbaiki pengoperasian pabrik dan menghasilkan nilai ekonomi yang optimum.
Tahap selanjutnya evolusi sistem kontrol computer pada proses adalah penggunaan computer pada loop control utama, biasa disebut Direct Digital Control (DDC) lihat gambar 3.3. Dalam pendekatan ini, pengukuran proses dilakukan computer secara langsung, computer menghitung keluaran kontrolnya, kemudian mengirimkan keluaran tersebut secara langsung ke alat penggerak (final element)7.
14 | P a g e parameter loop control dapat diset secara adaptif (self tuning) mengikuti perubahan kondisisi operasi.
Gambar 3.3. System Control Direct Digital Control (DDC)
3.1.3. System Control Berbasis DCS
Architecture sistem control proses berbasis Distributed Control System (DCS) mulai diperkenalkan dalam era industri proses sekitar tahun 1976. Dari perkembangan DCS pertama kali hingga tahun 1995, telah terjadi penambahan fungsi dan modifikasi sehingga pengunaannya menjadi lebih user friendly dan perawatan yang mudah9.
15 | P a g e DCS adalah suatu jaringan computer control yang dikembangkan untuk tujuan monitoring dan pengontrolan proses variable pada industri proses. Sistem ini dikembangkan melalui penerapan teknologi microcomputer, software dan network. Sistem hardware dan software mampu menerima sinyal input berupa sinyal analog, digital maupun pulsa dari peralatan instrument di lapangan. Kemudian melalui fungsi feedback control sesuai algorithm control (P. PI. PID, dll) maupun sequence programyang telah ditentukan, sistem akan menghasilkan sinyal output analog maupun digital yang selanjutnya digunakan untuk mengendalikan final control element (control valve) maupun untuk tujuan monitoring, reporting, dan alarm10. Perlu diperhatikan disini bahwa fungsi kontrol tidak dilakukan secara terpusat, melainkan ditempatkan di dalam satellite room (out station) yang terdistribusi di lapangan (field). Setiap unit proses biasanya memiliki sebuah out station, di dalam out station tersebut terdapat peralatan controller (control station & monitoring station). Oleh karena peralatan tersebut berfungsi sebagai fasilitas untuk koneksi dengan perlatan instrumen lapangan (instrument field devices), maka peralatan tersebut sering juga disebut sebagai process connection device.
Gambar 3.5. Distributed Control System11
16 | P a g e Module dan Power Supply Module, dlll. Data communication facilities berfungsi sebagai media komunikasi data secara real time antara station-station yang terhubung pada communication-bus (data-hiway), terutama antara control station, monitoring station dengan operator station.
Gambar 3.6. Architecture Distributed Control System
3.2. Programmable Logic Controller (PLC)12
3.2.1. Definisi
Programmable Logic controller (PLC) adalah sebuah alat yang digunakan sebagai alat pengendali otomatis dan atau cerdas suatu proses di industri (khususnya). Keuntungan PLC dibandingkan dengan sistem konvensional atau logika relai, antara lain :
1. PLC dapat diprogram 2. Mudah dalam instalasi 3. Mudah dioperasikan 4. Mudah dalam perawatan
5. Mudah pelacakan gangguan dan perbaikan 6. Relatif murah dalam impletasi
17 | P a g e Bagian-bagian penting dari suatu PLC, adalah:
1. Unit Input (masukan) 2. Unit Prosesor dan memori 3. Unit Output (keluaran) 4. Unit Pemrogram .
Unit input berguna sebagai bagian yang memberikan masukan ke dalam prosesor. Unit ini dapat menerima masukan dari : sakelar, tombol tekan
sakelar pembatas (limit switch), sensor dan lain-lain. Unit prosesor merupakan bagian pemroses data, adapun proses yang dilakukan sangat tergantung dari program yang telah dibuat. Memori merupakan bagian penting dari suatu prosesor. Memori ini berguna sebagai tempat penyimpanan program, data dan hasil pemrosesan, yang selanjutnya dikirim ke bagian lain. Unit output berfungsi sebagai terminal output yang dihubungkkan dengan berbagai beban. Pada bagian output ini, dapat berupa kontak relai atau jenis transistor. Pemilihan jenis bagian output disesuaikan dengan kebutuhan bebannya. Unit pemrogram adalah suatu alat yang digunakan untuk membuat program dan selanjutnya di down-load ke memori PLC. Unit pemrogram umumnya dapat berupa pemrogram khusus (konsul khusus atau hand held programmer) atau menggunakan komputer pribadi (PC). Diagramkan blok PLC yang disederhanakan dapat dilihat pada gambar 3.7 dan pada gambar 3.8. ditunjukkan contoh modul PLC yang berukuran relatif kecil.
3.2.2. APLIKASI PLC
Aplikasi PLC di industri diantaranya, meliputi : 1. Pumping control system
18 | P a g e 11. Security control system
12. Power station plant 13. Water treatment 14. Train control system 15. Pick & place robot control 16. Paper & pulp industries 17. Plastic moulding machine 18. Amusement park system 19. Traffic light system 20. Chemical processing plant 21. dan lain lain.
Gambar 3.7. Konfigurasi Program
19 | P a g e 3.2.3 Bagian-bagian PLC
Pada umumnya PLC dibuat berbasis mikroprosessor. Sama halnya dengan PC atau mikrokontroller lainnya, PLC terdiri dari CPU, unit Input dan unit Output dan programming device. Blok diagram sederhana dari PLC ditunjukkan pada gambar di bawah
Gambar 3.9. Diagram Blok PLC yang disederhanakan a. Central Processing Unit
Unit ini merupakan central dari proses yang dilakukan oleh PLC. Semua perintah yang dituliskan dalam program dilakukan dalam unit ini. Unit ini dilengkapi dengan Aritmatic Logic Unit (ALU) yang melakukan semua proses aritmatika, decoder instruksi termasuk register accumulator. Gambar dibawah menunjukkan beberapa jenis CPU dari suatu PLC.
20 | P a g e Pada modul CPU umumnya terdapat, mikroposesor, memori, rangkaian untuk komunikasi, catu daya dan rangkaian I/O (untuk PLC kecil). CPU mempunyai berbagai variasi bila ditinjau dari segi arsitekturnya, tetapi secara organisasi sistemnya bisanya sama. Pada kebanyakan modul umtumnya dilengkapi dengan baterai cadangan (back-up) yang berguna untuk catau daya EPROM atau EEPROM
b. Terminal I/O
Terminal I/O PLC dipasang pada CPU, hal ini biasanya untuk PLC berukuran kecil, sedangkan untuk yang berukuran besar diletakkan pada rak-rak yang terpisah dari CPU. Untuk I/O dipasang secara jarakjauh (remote), dilengkapi dengan perangkat komunikasi melalui suatu saluran atau interkoneksi. Terminal I/O suatu PLC terdiri dari beberapa modul Input dan beberapa modul Output.
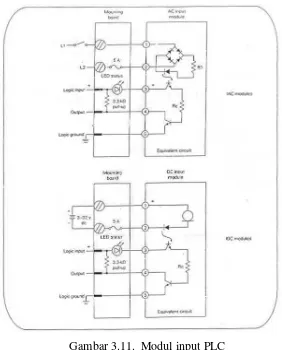
c. Modul Input
21 | P a g e Gambar 3.11. Modul input PLC
Modul input yang khusus, seperti input analog yang berupa tegangan atau arus, biasanya diperlukan untuk dihubungkan dengan sensor atau transduser. Masukan dari input analog ini sebelum diproses di dalam CPU, terlebih dahulu dilakukan proses konversi ke bentuk sinyal digital dengan menggunakan ADC (analog to digital converter). Hasil konversi dapat berupa data 8 bit, 12 bit atau 16 bit, hal ini tentunya sangat bergantung dari ADC yang digunakan. Pemilihan jenis ADC disesuaikan dengan resolusi pengukuran yang diinginkan.
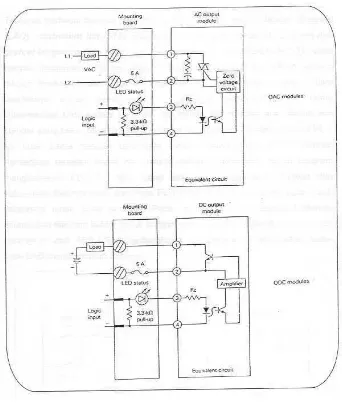
d. Modul Output
22 | P a g e Gambar 3.12. Modul output PLC
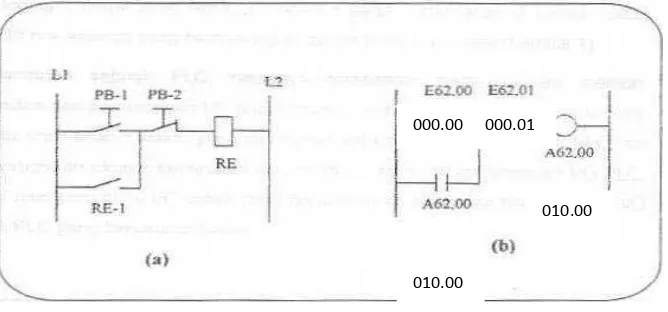
e. Perangkat Lunak
23 | P a g e ditunjukan diagram ladder untuk kontrol sederhana menggunakan kode–kode perangkat lunak ABB CS31. Sedangkan pada gambar 3.13 ditunjukkan kode-kode ladder menggunakan Syswin.
Gambar 3.13. Diagram ladder untuk PLC Omron
3.2.4. Pengembangan Sistem
Dalam pengembangan suatu sistem berbasis PLC, diperlukan langkah-langkah sistematik, agar diperoleh suatu hasil yang optimal. Tahapan pengembangan tersebut antara lain:
1. Menentukan urutan kerja (deskripsi kerja) suatu mesin atau sistem 2. Penentuan input dan output
3. Membuat dan menulis program 4. Down-load program ke dalam PLC
5. Uji coba dan modifikasi program hingga benar 6. Pengawatan atau instalasi perangkat keras
7. Uji coba menjalankan sistem hingga bekerja dengan benar.
Flow-chart (diagram alir) tahapan pengembangan sistem berbasis PLC tersebut dapat dilihat pada gambar 3.14.
000.00 000.01
010.00
24 | P a g e Gambar 3.14. Diagram alir tahapan pengembangan sistem berbasis PLC
3.2.5. Pengendalian Dasar Menggunakan PLC
Terdapat dua system pengendalian dasar, yaitu : 1. Pengendalian Sekuensial
25 | P a g e 3.2.6. Rangkaian Kendali Sequensial
Rangkaian Kendali Sequensial adalah rangkaian kendali yang mengatur agar beban dapat bekerja secara berurutan. Diskripsi dari sistem ini ditunjukkan melalui Timing diagram di bawah ini.
Timing Diagram :
Ladder Diagram :
3.2.7. Rangkaian Kendali Interlock
Rangkaian Kendali Interlock adalah rangkaian kendali yang mengatur agar beban dapat bekerja secara bergantian sedemikian rupa sehingga selama beban satu bekerja beban yang kedua tidak akan dapat bekerja demikian pula sebaliknya. Diskripsi dari sistem ini ditunjukkan melalui Timing diagram di bawah ini.
S-1
S-2
Stop
K -1
26 | P a g e Timing diagram :
Ladder Diagram :
3.3. Instrumentasi Dalam Proses Program
3.3.1. Mengapa Diperlukan Pengukuran dan Pengontrolan
Pengukuran yang teliti dan sistem kontrol yang tepat dalam industri proses, dapat menghasilkan harga variable fisika dan kimia dari sistem yang sesuai dengan harga perancangannya. Hal ini akan dapat menghemat biaya operasi serta perbaikan hasil produksi. Sebagai contoh, harga temperature yang tepat dalam pemprosesan minyak mentah (crude oil)
S-1
S-2
Stop
K -1
27 | P a g e akan menghasilkan produk terbaiknya. Jika harga temperature ini digunakan untuk mengontrol aliran atau jumlah bahan bakar yang digunakan didalam proses pemanasan, maka tidak akan terjadi “overheating” pada proses tersebut sehingga jumlah bahan bakar dapat dihemat. Tujuan dari penerapan sistem instrumentasi dan kontrol di dalam industri proses adalah berkaitan dengan segi ekonomis.
Oleh karena itu instrumentasi dan system kontrol yang diterapkan diharapkan dapat menghasilkan :
1. Kualitas produk yang lebih baik dalam waktu pemrosesan yang lebih singkat. 2. Biaya produksi yang lebih murah, oleh karena :
a. Penghematan bahan mentah dan bahan bakar. b. Peningkatan efisiensi waktu mesin dan pekerja. c. Pengurangan produksi yang rusak (off spec.). 3. Peningkatan keselamatan personil dan peralatan.
4. Pengurangan polusi lingkungan dari bahan limbah hasil proses.
Berdasarkan ini, maka beberapa hal yang termasuk dalam sistem instrumentasi dan kontrol meliputi :
1. Karakteristik proses. 2. Sistem pengukuran. 3. Pemrosesan data otomatis.
4. Sistem pengontrolan dengan elemen kontrol akhir (final control element).
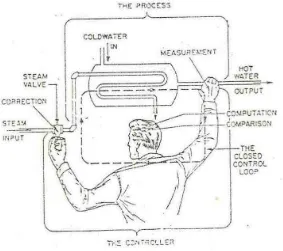
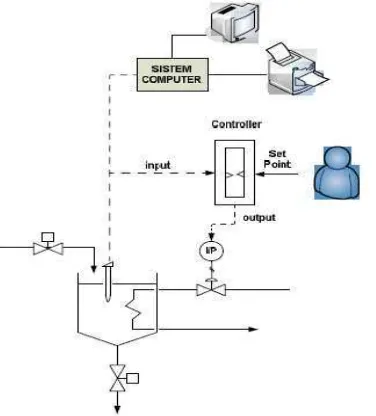
Keempat butir sistem instrumentasi dan kontrol tersebut di atas sudah dilakukan sejak awal oleh setiap orang yang ingin memperoleh harga tertentu dari suatu besaran fisika. Gambar 3.15 menunjukkan bagaimana seseorang ingin memperoleh temperature air yang sesuai dengan keinginanya, dimana semua sistem dioperasikan oleh manusia secara manual. 1. Sebagai proses adalah pemanasan air dengan sumber kalor dari steam.
28 | P a g e 3. Sebagai prosesor adalah otak pemakai, yang akan mengevaluasi apakah temperature air sudah sesuai dengan keperluannya.
4. Sebagai sistem control dan final control elemen adalah tangan kiri pemakai dan kran steam.
Jadi langkah sederhana ini telah mencakup semua langkah dalam system instrumentasi dan kontrol pada industri proses yang dilakukan secara manual.
Gambar 3.15. Pengaturan temperature air secara manual13
29 | P a g e Gambar 3.16. Pengaturan temperature air secara pneumatic
Dalam perkembangan yang terakhir ini (gambar 3.17.), langkah pengukuran, pemprosesan data dan pengontrolan berbagai besaran fisika atau kimia tidak dilakukan secara terpisah, tetapi dilakukan secara simultan. Hal ini memerlukan suatu processor yang dapat mengkoordinasi hasil pengukuran dan tindak lanjut berdasarkan pilihan algoritma yang dapat digunakan dalam mengkoordinasi langkah sistem instrumentasi. Juga berdasarkan kemampuannya dalam melakukan pemantauan dan pengolahan data, selanjutnya mengeluarkan hasil pengolahan untuk memicu final control element pada proses.
30 | P a g e 3.3.2 Measuring devices (flow, level, pressure & temperature)14
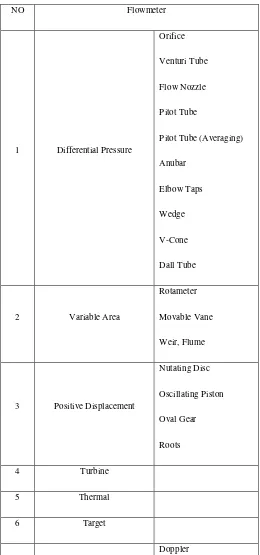
Alat ukur (measuring device) adalah alat yang berada di lapangan (field) untuk mengukur variable proses seperti flow, pressure, level dan temperature. Pada industry proses output data dari alat ukur akan ditransmisikan ke ruangan control (control room) untuk diproses lebih lanjut dalam kaitannya dengan sistem kontrol. Pemilihan jenis alat ukur yang sesuai dan terbaik untuk mengukur suatu variable proses, sering kali sukar dilaksanakan, bahkan seorang engineer yang berpengalaman dan sudah mempunyai metoda pemilihan akan mengalami demikian. Pemilihan dapat lebih sederhana bilamana semua kondisi operasi (service condition) yang dipersyaratkan diketahui. Beberapa pengukuran memerlukan lebih informasi dibanding dengan yang lain. Sebagai contoh, beberapa kondisi operasi dan stream characteristic harus diketahui untuk aplikasi pengukuran aliran (flow) disbanding untuk peralatan pengukuran tekanan (pressure). Oleh karena itu sangat penting untuk mendaftar semua informasi yang berhubungan dengan pemilihan alat ukur yang dimaksud.
3.3.2.1 Pengukuran Aliran Fluida (Flow Measurements)
Pengukuran aliran fluida adalah sangat penting di dalam suatu industri proses seperti kilang minyak (refinery), pembangkit listrik (power plant) dan industri kimia (petrochemical). Pada industri proses seperti ini, memerlukan penentuan kuantitas dari suatu fluida (liquid, gas atau steam) yang mengalir melalui suatu titik pengukuran, baik didalam saluran yang tertutup (pipe) maupun saluran terbuka (open channel). Kuantitas yang ditentukan antara lain ; laju aliran volume (volume flow rate), laju aliran massa (mass flow rate), kecepatan aliran (flow velocity). Instrumen untuk melakukan pengukuran kuantitas aliran fluida ini disebut flowmeter15.
Pengembangan flowmeter ini melalui tahapan yang luas mencakup pengembangan flow sensor, interaksi sensor dan fluida melalui penggunaan teknik komputasi (computation techniques), transducers dan hubungannya dengan unit pemprosesan sinyal (signal processing units), serta penilaian dari keseluruhan sistem di bawah kondisi ideal, kondisi gangguan (disturbed), kasar (harsh), kondisi berpotensi meledak (explosive conditions) serta pada lokasi laboratorium dan lapangan (field).
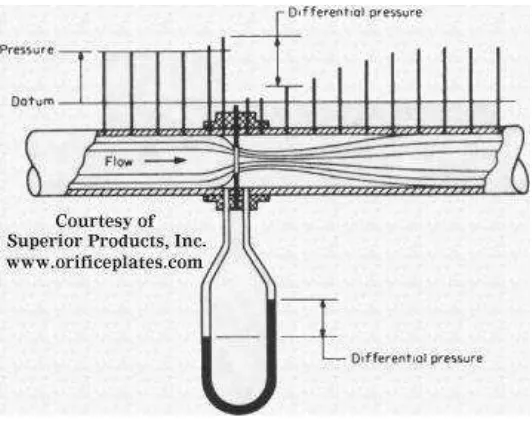
32 | P a g e A. Differential Pressure Flowmeters (Head Flow Meter)
Prinsip operasi Differential Pressure Flowmeters16 (DP Flowmeters) di dasarkan pada persamaan Bernoulli yang menguraikan hubungan antara tekanan dan kecepatan pada suatu aliran fluida. Alat ini memandu aliran ke dalam suatu penghalang aliran (yang mempunyai lubang dengan diameter yang berbeda dengan diameter pipa), sehingga menyebabkan perubahan kecepatan aliran (flow velocity) dan tekanan (pressure) antara sisi upstream dan downstream dari penghalang. Dengan mengukur perubahan tekanan tersebut, maka kecepatan aliran dapat dihitung.
Gambar 3.18. Differential Pressure Flowmeters (DP Flowmeters)
B. Variable Area Flowmeter (Rotameters)
33 | P a g e Gambar 3.19. Rotameters atau variable area meters
C. Positive Displacement Flowmeters
Postive Displacement Flowmeters (PD meters), bekerja berdasrkan pengukuran volume dari fluida yang sedang mengalir dengan menghitung secara berulang aliran fluida yang dipisahkan kedalam suatu volume yang diketahui (chamber), selanjutnya dikeluarkan sebagai volume tetap yang diketahui.
Bentuk dasar dari PD meter adalah suatu chamber yang berfungsi memisahkan atau menghalangi aliran fluida. Di dalam chamber tersebut terdapat sebuah alat mekanik yaitu rotating/reciprocating unit yang ditempatkan untuk menciptakan paket volume tetap dari fluida yang sedang mengalir.
Oleh karena itu, volume dari fluida yang melewati chamber dapat diketahui dengan menghitung jumlah discreate parcels yang lewat atau setara dengan jumlah putaran dari rotating / reciprocating. Dengan demikian volume flow rate dapat dihitung dari laju perputaran alat rotating / reciprocating.
34 | P a g e D. Magnetic Meters
Magnetic flowmeter (mag flowmeter) adalah suatu volumetric flow meter yang tidak mempunyai bagian yang bergerak (moving part) dan ideal untuk aplikasi air limbah (wastewater) atau cairan kotor yang konduktif listrik. Secara umum magnetic flowmeter tidak berfungsi pada fluida hidrokarbon dan air suling (distilled water), namun ideal untuk mengukur aliran fluida seperti slurry dan material korosif. Flowmeter jenis ini sangat ideal untuk aplikasi dimana disyaratkan pressure drop rendah dan maintenance yang rendah. Prinsip kerja flowmeter jenis ini didasarkan pada hukum induksi elektromagnetik (Faraday’s Low), yaitu bila suatu fluida konduktif elektrik melewati pipa tranducer, maka fluida akan bekerja sebagai konduktor yang bergerak memotong medan magnet yang dibangkitkan oleh kumparan magnetic dari transducer, sehingga timbul tengangan listrik induksi.
Gambar 3.21. Magnetic flowmeters E. Turbine Meters
Teori dasar pada turbine meters adalah relatif sederhana, yaitu aliran fluida melalui meter berbenturan dengan turbine blade yang bebas berputar pada suatu poros sepanjang garis pusat dari turbin housing. Kecepatan sudut (angular velocity) dari turbine rotor adalah berbanding lurus dengan laju aliran (fluid velocity) yang melalui turbine. Keluaran dari meter diukur oleh electrical pickup yang dipasang pada meter body. Frekwensi keluaran dari electric pickup adalah sebanding dengan laju aliran (flow rate).
35 | P a g e F. Coriolis Flowmeters
Coriolis flowmeter (diambil dari nama ahli matematika France, Gustave- Gaspard Coriolis, 1835) adalah teknologi flowmeter yang relatif baru dibandingkan dengan teknologi flowmeter yang lain, dan digunakan untuk mengukur aliran massa (mass flow) secara langsung dengan accuracy dan rangeability yang tinggi. Teknologi ini dikembangkan dan diaplikasikan pada industri pada awal tahun 1980. Prinsip Coriolis menyatakan bahwa jika sebuah partikel di dalam suatu gerak berputar mendekati atau menjauhi pusat perputaran, maka partikel menghasilkan gaya internal yang bekerja pada partikel itu. Coriolis mass flowmeter menciptakan suatu gerak berputar dengan menggetarkan suatu tabung yang membawa fluida, dan gaya internal yang dihasilkan adalah sebanding dengan mass flowrate. Coriolis meter tersedia dalam beberapa disain yang berbeda, konfigurasi yang populer terdiri dari satu atau dua U-shaped, horseshoe-shaped atau tennisracket- shaped (umumnya adalah U-shaped) yaitu pipa (tube) untuk aliran dengan inlet pada satu sisi dan outlet pada sisi yang lain dan dihubungkan dengan kotak untuk koneksi ke unit elektronik.
Gambar 3.23. Coriolis Flowmeter G. Target Flowmeters
36 | P a g e Gambar 3.24. Prinsip Operasi Target Flowmeters
H. Thermal Flowmeters
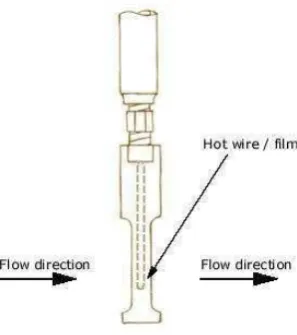
Thermal mass flowmeter didasarkan pada pengukuran panas yang diserap dari sensor akibat dialiri fluida. Jumlah panas yang diserap menentukan laju aliran massa (mass flow rate). Flowmeter ini mempunyai dua buah sensor, salah satu dari sensor adalah sensor flow terbuat dari heated wire atau film (self heated). Bentuk umum sensor ini adalah platinum/tungsten RTD (Resistance Temperature Detector). Sensor kedua adalah RTD yang digunakan untuk mengukur temperature aliran gas (temperature reference). Keduanya dikenal sebagai sensing element dan dipasang didalam sebuah probe sebagai flowmeter (insertion style) atau flowmeter (in-line style).
Gambar 3.25. Prinsip Operasi Thermal Mass Flowmeter
37 | P a g e energi yang hilang dengan cara memanaskan flow sensor hingga perbedaan temperature yang tetap diatas reference sensor.
Daya listrik yang diperlukan untuk mempertahankan perbedaan temperature yang tetap adalah berbanding lurus dengan mass flowrate dan selanjutnya dikeluarkan sebagai output signal yang linear dari flowmeter.
Gambar 3.26. Thermal Mass Flowmeter
I. Ultrasonic Flowmeters
Pengukuran laju aliran (flow rate) dengan metoda ini melibatkan elemen pengirim (transmitter) dan penerima (receiver) untuk frekuensi akustik. Pada elemen pengirim, transducer berfungsi mengubah tegangan listrik frekuensi tinggi menjadi getaran kristal (akustik). Sedangakan pada elemen penerima, transducer mengubah getaran kristal (akustik) menjadi sinyal listrik.
Gambar 3.27. Doppler Ultrasonic Flowmeters J. Vortex Flowmeters
38 | P a g e downstream pusaran (vortex) yang disebabkan oleh penghalang yangditempatkan pada aliran fluida. Frekwensi getaran dari vortex dapatdihubungkan dengan laju aliran fluida
Gambar 3.28. Vortex Flowmeters
3.3.2.2 Pengukuran Level Fluida (Level Measurements)
Pemilihan metoda pengukuran level yang sesuai aplikasi, biasanya lebih sulit dibanding dengan keempat proses variabel utama kecuali flow. Seperti pada pengukuran flow, kondisi dari media yang diukur kadang-kadang mempunyai banyak efek yang kurang baik pada alat ukur, sehingga data kondisi operasi harus diketahui lebih banyak didalam pemilihan alat ukur level. Kondisi operasi yang harus diketahui adalah :
1. Level range
2. Fluida characteristic
o Temperature o Pressure
o Specific gravity
o Apakah fluida bersih atau kotor, mengandung vapors atau solids, dll.
3. Efek korosif.
4. Apakah fluida mempunyai kecenderungan efek “coat” atau menempel pada dinding vessel atau measuring device.
39 | P a g e Beberapa jenis methode pengukuran level atau tinggi permukaan untuk fluida yang sering digunakan di industri proses, dapat dikelompokkan sebagai berikut :
1. Displacement 2. Differential pressure 3. Capacitance
4. Ultrasonic 5. Radar 6. Radiation A. Displacement Type
Prinsip kerja alat ini yaitu jika sebuah pelampung diapungkan pada permukaan fluida, maka pelampung akan naik dan turun mengikuti gerakan dari permukaan fluida yang bersangkutan. Selanjutnya dengan suatu mekanisme, pergerakan pelampung ini dapat ditranslasikan kedalam alat ukur displacer level berdasarkan prinsip Archimedes.
Gambar 3.29. Level Device - Displacement type B. Differential Pressure Type
Pengukuran level jenis differential pressure (DP) didasarkan pada prinsip
40 | P a g e Gambar 3.30. DP cell Nonsealed System
C. Capacitance Type
Sebuah kapasitor terbentuk ketika elektroda sensor level dipasang didalam sebuah vessel. Tangkai metal dari elektroda bertindak sebagai satu plate dari kapasitor dan dinding tangki bertindak sebagai plate yang lain (untuk non metallic vessel dibutuhkan reference elektroda sebagai plate yang lain dari kapasitor). Ketika level fluida naik, udara atau gas yang semula melingkupi electrode akan digantikan oleh material (fluida) yang mempunyai konstanta dielektik (dielectric constant) yang berbeda, sehingga suatu perubahan didalam nilai kapasitor terjadi sebab dielektrikum antara plat telah berubah. RF (Radio Frequerncy) capacitance instrument mendeteksi perubahan tersebut dan mengkonversinya kedalam suatu sinyal keluaran secara proporsional.
Gambar 3.31. Continuous measurement D. Ultrasonic Types
41 | P a g e hampir sama seperti capacitance probe, alat ini juga sering digunakan untuk mengukur level pada service dimana sering timbul permasalahan bilaman menggunakan metoda pengukuran tradisional.
Gambar 3.32. Ultrasonic Level Measurement Devices E. Radar Type
Teknologi radar untuk aplikasi pengukuran level yang ada dipasaran adalah Frequency Modulated Continuous Wave (FMCW) atau Pulse Wave Time of Flight. Sistem Pulsed Wave bekerja dengan memancarkan suatu gelombang mikro (microwave) ke arah material proses, gelombang ini dipantulkan oleh permukaan dari material proses dan dideteksi oleh sensor yang sama yang bertindak sebagai penerima (receiver). Level ditentukan dari waktu tempuh dari sinyal gelombang mikro dari transmitter ke receiver. Sistem FMCW bekerja dengan memancarkan suatu signal frekuensi secara terus menerus dan jarak ditentukan dari perbedaan frekwensi antara sinyal transmitter dan receiver pada setiap titik pada waktunya. Secara umum prinsip kerja dari radar level adalah sebagai berikut ; Level dari cairan diukur dengan radar pulsa yang pendek yang dipancarkan dari antenna di bagian puncak tanki ke arah cairan. Setelah radar pulsa dipantulkan oleh permukaan cairan, maka antena menerima pulsa tersebut. Jarak dari meter gauge ke permukaan cairan (d) adalah sebanding dengan waktu tempuh pulsa gelombang micro (t). Frekuensi yang digunakan radar adalah 5.8 GHZ ( 6.3 GHZ di AS).
42 | P a g e F. Radiation Type
Seperti beberapa metoda pengkukuran level lainnya, jenis radioactive (nucleonic) digunakan juga sebagai continuous measurement dan point measurement. Pada continuous measurement, radiation level menyediakan persentase dari penurunan transmisi sesuai level, dan untuk point measurement, radiation level menyediakan suatu fungsi switch on/off. Radio isotop yang digunakan pada pengukuran level akan memancarkan energi pada suatu tingkat rate yang konstan secara acak. Radiasi gamma adalah sumber yang secara umum digunakan untuk nucleonic level gauging. Panjang gelombang pendek dan energi yang tinggi dari radiasi gamma menembus dinding vessel dan media proses. Sebuah detektor di sisi yang lain dari vessel mengukur kekuatan bidang radiasi dan menyimpulkan level di dalam vessel.
Secara umum, radioactive level adalah metoda pengukuran level yang mahal dan perlu dipertimbangkan secara serius bilamana akan diimplementasikan. Bukan hanya hardware yang mahal, tetapi calibration dan testing juga membutuhkan waktu yang lama serta biaya opearasi yang tinggi. Oleh karena alat ini sering digunakan sebagai metoda terakhir yang dipilih bila semua metode gagal digunakan pada suatu aplikasi, maka biaya keseluruhan tetap dipertimbangkan secara ekonomis dalam pemilihannya.
3.3.2.3. Pengukuran Pressure (Pressure Measurements)
Tekanan terjadi karena adanya gaya yang bekerja terhadap suatu bidang luasan. Karena itu tekanan dinyatakan sebagai Gaya yang bekerja pada suatu Satuan Luas. Pada bagian ini akan ditinjau beberapa prinsip pengukuran tekanan yang biasa digunakan di industri proses. Alat ukur tekanan disebut sebagai Manometer17. Berbagai macam nama dan tipe manometer yang terdapat di industri proses, bergantung pada prinsip kerja, jenis fluida yang diukur serta kebutuhan penggunaannya. Pada umumnya tekanan fluida yang diukur di industri proses adalah cairan dan gas. Sesuai dengan definisi dari tekanan di atas, terdapat 4 terminologi penting yang biasa digunakan tentang ukuran atau pengukuran tekanan, yaitu :
a. Absolute Pressure (tekanan absolut)
43 | P a g e b. Gauge Pressure (tekanan relatif)
Tekanan yang dinyatakan dan diukur relatif terhadap tekanan atmosfer. Jadi tekanan relatif adalah selisih antara tekanan absolut dengan tekanan atmosfer (1 atmosfer = 760 mmHg = 14.7 psig)
c. Vacum Pressure (tekanan hampa)
Tekanan yang lebih rendah dari tekanan atmosfer d. Differential Pressure (tekanan differential) Tekanan yang diukur terhadap tekanan yang lain. Pengelompokan dan Pemilihan Alat Ukur
Beberapa jenis pengukuran tekanan yang sering digunakan di dalam industri proses dapat dikelompokkan sebagai berikut :
a. Manometer kolom cairan (U tube) b. Bourdon Tube
c. Diaphragm Pressure Gage d. Belows
e. McLeod Gages
Pemilihan alat ukur pressure (pressure device) tidaklah sesulit memilih alat ukur flow dan level. Didalam pengukuran flow dan level, karakteristik dari fluida proses sangat menentukan dalam pemilihan metoda operasi alat ukur tertentu. Dalam pengukuran pressure, penekanan lebih sedikit pada karakteristik fluida, dan lebih banyak pada pertimbangan akurasi, range pengukuran dan pemilihan material.
A. U tube
44 | P a g e Gambar 3.34. Manometer U tube
B. Bourdon Tube
Bourdon Tube adalah alat ukur tekanan nonliquid. Alat ukur ini secara luas digunakan didalam industri proses untuk mengukur tekanan statis pada beberapa aplikasi. Bentuk dari bourdon tube terdiri dari element (C-type, helical dan spiral) dan dihubungkan secara mekanikal dengan jarum indicator. Prinsip operasinya yaitu tekanan dipandu ke dalam tabung, perbedaan tekanan di dalam dan di luar tabung bourdon akan menyebabkan perubahan bentuk penampangnya. Perubahan bentuk penampang akan diikuti perubahan bentuk arah panjang tabung, dimana perubahan panjang tabung akan dikonversikan menjadi gerakan jarum penunjuk pada skala. Analisa teoritis tentang perubahan bentuk tabung bourdon sebagai fungsi perbedaan tekanan di luar dan di dalam tabung bourdon jarang dilakukan. Perubahan bentuk tabung bourdon diperoleh dari data eksperimental.
Gambar 3.35. Bourdon Tube (C-Type, Spiral dan Helical) C. Diaphragm Pressure Gage
45 | P a g e Gambar 3.36. Bentuk Desai Diaphragm Pressure Gage
D. Bellows Elements
Pengukuran tekanan dengan bellows sangat popular digunakan di dalam industri proses, oleh karena mudah ditangani. Element bellows merupakan elemen elastis yang fleksibel pada arah aksial. Biasanya dibuat dari bahan kuningan, fosfor-perunggu, berrilium-tembaga, monel, stainless steel, inconel dan bahan metal lainnya. Dengan element ini dapat diperoleh hubungan yang linear antara tekanan dan simpangan (perubahan volume).
Gambar 3.37. Pressure Differential indicator (Bellows Element)
E. McLeod Gages
46 | P a g e (gambar 3.68.a). Kemudian tekanan vakum yang akan diukur dihubungkan pada pipa lainnya, sehingga tekanan vakum yang diukur mengisi semua pipa.
3.3.2.4. Pengukuran Temperature (Temperature Measurements)
Teperatur adalah ukuran panas atau dingin suatu benda. Kulit manusia mampu merasakan apakah suatu benda panas atau dingin, namun rasa panas atau dingin tersebut relatif terhadap temperature kulit itu sendiri (tidak dapat teramati secara kuantitatif). Temperature adalah besaran relative, tergantung pada acuan yang digunakan. Berbagai besaran temperatur menggunakan suatu acuan sebagai harga dasarnya.
Alat Ukur Temperatur
A. Bimetal Thermometer
Termometer ini terdiri dari dua logam dengan koefisien muai atau ekspansi berbeda yang dilekatkan menjadi satu. Logam yang mempunyai koefisien ekspansi lebih besar akan mempunyai pertambahan dimensi yang lebih besar dari logam lainnya akibat kenaikan temperature. Sehingga menyebabkan batang bimetal berdefleksi pada arah tertentu, penurunan temperatu menyebabkab defleksi pada arah yang berlawanan. Simpangan batang digunakan untuk menyatakan ukuran temperatu di sekitar batang bimetal. Untuk mendapatkan sensitivitas yang lebih besar, maka dipilih bahan A yang mempunyai koefisien ekspansi besar dan bahan B mempunyai koefisien ekspansi kecil. Contoh : bahan bimetal terbuat dari paduan bahan invar (campuran besi-nikel) yang mempunyai koefisien ekspansi kecil dengan bahan kuningan yang mempunyai koefisien ekspansi besar.
47 | P a g e B. Thermocouple
Pada tahun 1821 ahli fisika Germany, Estonian Thomas Johann Seebeck menemukan bahwa suatu konduktor apapun (misalnya metal) akan menghasilkan suatu tegangan (voltage) ketika diberikan gradien thermal. Peristiwa ini dikenal sebagai efek Seebeck atau efek termoelektrik. Thermocouple adalah suatu sensor temperatur termoelektris yang terdiri dari dua kawat logam yang berlainan (misalnya chromel dan constantan) dengan penggabungannnya pada probe tip (measurement junction) dan reference junction (temperature yang diketahui). Perbedaan temperatur antara probe tip dan reference junction dideteksi dengan mengukur perubahan tegangan voltage (electromotive force, EMF) pada reference junction. Pembacaan absolute temperature kemudian bisa diperoleh dengan kombinasi informasi dari temperatur acuan yang diketahui dengan perbedaan temperature antara probe tip dengan reference.
Gambar 3.39. Thermocouple
C. Resistance Temperature Detector (RTD)
48 | P a g e Gambar 3.40. Resistance Temperature Detector (RTD)
D. Thermistor
Serupa dengan Resistance Temperature Detector (RTD), thermistor (Bulk Semiconductor Sensor) menggunakan resistance untuk mendeteksi temperatur. Bagaimanapun, tidak sama dengan RTD metal probe dimana resistance meningkat dengan temperatur, thermistor menggunakan material ceramic semiconductor dimana responya terbalik dengan temperatur.
49 | P a g e
BAB IV
PERMASALAH YANG ADA PADA CSEL
4.1 Kondisi Saat Ini
Jenis kontrol sistem untuk DCS telah terpasang di Citic Seram Energy Limited (CSEL) semenjak tahun 2002, dengan produk Honeywell series Plantscape R400, DCS ini tergolong DCS product lama (terlalu tua) dibandingkan dengan product sekarang ini. Sebagai DCS produksi lama tentunya akan banyak mengalami permasalahan baik itu dari software ataupun hardware. Dan tantangan utamanya adalah dengan obsolete suatu part, sehingga dimungkinkan akan kesulitan mencari spare part nya.
1.2 Arsitektur Control System
Design DCS di FF dan MPF memakai applikasi redundan system, semuanya memiliki back up system sehingga reliability nya sangat baik dan pembiayaan project untuk DCS system sangat tergantung terhadap jumlah I/O signal yang terdapat di field. Sebagai gambaran bahwa jumlah I/O signal untuk di kedua tempat adalah sebagai berikut:
a. Distributed Control System (I/O) di Field Facilities (FF)
Type of I/O Used of I/O Spare of I/O Total I/O
Analog Input (16 ch.) 54 26 80
Analog Output (8 ch.) 6 18 24
Digital Input (32 ch.) 195 61 256 Digital Output (32 ch.) 50 46 96
456
Tabel 4.1 DCS di FF
b. Distributed Control Sistem (I/O) di Main Production Facilities (MPF) Type of I/O Used of I/O Spare of I/O Total I/O
50 | P a g e
Analog Output (8 ch.) 28 12 40
Digital Input (32 ch.) 449 31 480 Digital Output (32 ch.) 149 11 160 792
Tabel 4.2 DCS di MPF
4.2.1. DCS Pada Plantscape R400
DCS Pada Plantscape R400 berfungsi sebagai interface bagi operator untuk mengendalikan jalannya proses secara elektronis. DCS ini bertindak pula sebagai server dengan sebuah client. Software yang digunakan adalah Plantscape R400 dari HONEYWELL.
51 | P a g e
4.2.2 Perangkat Keras Dasar Plantscape
4.2.2.1 Control Processor Module (CPM)
Control Processor Module (CPM) merupakan modul Kontrol untuk tempat Plantscape mengeksekusi program.
Gambar 4.2. Control Processor Module (CPM) 4.2.2.2 I/O Modules
52 | P a g e
Gambar 4.3 I/O Modules 4.2.2.3 Modul Control Net Interface (CNI)
Modul ControlNet Interface (CNI) menghubungkan kontroler dengan chassis modul remote I/O melalui I/O Jaringan dan / atau pengendali sistem lain dan jaringan plant melalui ControlNet.
Gambar 4.4. System Configuration
4.2.2.4 Redundancy Module (RM)
53 | P a g e
4.2.3 Teknologi Fieldbus
Gambar 4.5. Arsitektur Fieldbus
54 | P a g e
dikendalikan dari kontrol panel dengan 1-2 jalur saja, tidak seperti pengendalian biasa yang memiliki jalur yang banyak sekali dalam 1 plant karena tiap 1 transmitter memiliki 1 jalur. 4.2.3.1 Fieldbus Interface Modul (FIM)
Gambar 4.6. Fieldbus Interface Modul
55 | P a g e
4.2.4 I/O Module wiring
Berikut ini adalah diagram koneksi dari alat instrument level dan pressure ke I/O Module sebelum diproses pada CPM.
BJB-15-R
Gambar 4.7. I/O Module diagram
56 | P a g e
Gambar 4.8. Junction Box
Gambar 4.9. TB (Terminal Blok)
Adapun typical wiring types of I/O untuk PlantScape dari lapangan berdasarkan hal dibawah ini;
Analog Input (2 Wire Type)
BJB-15-R
Analog Input (4 Wire Type)
58 | P a g e
Sebagaimana diketahui bahwa DCS ini adalah tergolong lama maka hal-hal yang yang dihadapi untuk saat ini, :
1. Windows software telah obsolete (Microsoft tidak dapat support lagi)
2. Tidak kesesuaian hardware baru dengan software PSc R400, sehingga sangat sulit mencari spare part
3. Kesulitan mendapatkan teknikal support, karena sulit mencari expert engineer di Honeywell yang mengerti PSc R400 (karena produk ini terlalu tua)
4.4 Permasalah Yang Sering Terjadi Dilapangan:
1. Server Redudancy yang usia server sudah mencapai 10 tahun 2. Redundancy di PSc R400 controller (Hardware problem) 3. Redundancy control networking (hardware problem)
59 | P a g e
5. Kegagalan Redundancy jaringan komunikasi antara SSS controller dan BPCS controller (Single network) di DCS-MPF dan sudah hampir 1 tahun belum terselesaikan karena kesulitan mencari spare part
6. Kesulitan mencari spare part untuk PCIC card modul
7. Kesulitan mencari PC yang sesuai dengan keperluan pengoperasian PSc R400 applikasi, Dan lain-lain
Semua permasalahan diatas dapat mengganggu operasional kerja dilapangan CSEL dan juga dapat menimbulkan resiko besar jika permasalahan tersebut belum dapat diselesaikan.
4.5 Solusi Untuk Permasalahan di CSEL
Adapun solusi yang mungkin bisa dipilih oleh CSEL adalah untuk melakukan “upgrading” atau “Revamping DCS” hal tersebut merupakan solusi terbaiknya.
4.5.1 Analisan Upgrade DCS
Dari analisa pertama seandainya melakukan “upgrading” untuk DCS tersebut tentunya product yang dipakai akan tetap memakai produknya Honeywell dengan tahapan sebagai berikut;
Untuk diketahui bahwa produk terbaik Honeywell adalah EPKS R300 yang dikeluarkan ditahun 2006 dan produk EPKS R300 ini sangat berbeda dengan keluarga produk dari PSc & EPKS R200
60 | P a g e
4.5.2. Analisa Revamping DCS
Dari analisa yang kedua jika seandainya CSEL melakukan “revamping DCS” maka tentunya akan mendapatkan product yang terbaru yang secara kualitas akan jauh lebih baik dan product yang dapat dipilih sangatlah banyak dan tidak mesti harus dengan product Honeywell lagi.
Pilihan Vendors DCS adalah:
plant PX : Rockwell Automation
Delta V : Emerson
Centum series : Yokogawa
PCS-7 : Siemens
EPKS R300 : honeywell
dan lain sebagainya
dengan melakukan revamping dan tender terbuka diharapkan akan memberikan solusi yang optimal untuk rekayasa teknik dan commercial prices serta keuntungan lainnya yang akan diperoleh oleh CSEL. Sepertinya pilihan kedua ini akan lebih banyak mendatangkan keuntungan bagi pihak CSEL dan ini mungkin pilihan yang terbaik.
4.5.2.1 Resiko Pekerjaan selama Upgrade atau Revamping DCS
Resiko dari pekerjaan upgrade/revamping DCS yang harus diketahui/dihindari selama pengerjaan project tersebut:
Risk Description Impact Monetize($) Rencana Pengurangan
Plant s/d 3-5 hari
61 | P a g e kepada operator / teknisi dan supervisor
2. Masukan ke kriteria eksekusi pekerjaan bahwa vendor harus menugaskan /menempatkan DCS Engineer mereka 1-2 bulan di lapangan
Tabel 4.3 Resiko Upgrade DCS
4.5.2.2 Estimasi Cost
Berdasarkan pengalaman bahwa untuk cost pembuatan DCS yang baru berkisar : +/- USDA 400 s/d 500 per I/O
Area
No of I/O
Cost (USD)
Fild Facilities 456 182,400
Main Production Facilities 792 316800
Total 1248 499,200
62 | P a g e
BAB V
KESIMPULAN DAN SARAN
4.1 Kesimpulan
Dari hasil pengamatan yang dilakukan selama melakukan Kerja Praktek pada Citic Seram Energy Limited (CSEL), diperoleh kesimpulan sebagai berikut :
1. Ditunjukan sebagai Pengenalan mengenai program software aplikasi yang ada di DCS dan instrument (Field device) yang berkaitan dengan jalannya sistem yang ada di lapangan.
2. DCS PSc R400 difasilitas CSEL adalah berkategori produk tua dan dipertimbakan untuk melakukan revamping DCS.
3. Ketika melakukan revamping DCS tidak diharuskan untuk menggunakan produk manufaktur yang sama (Hoeywell).
4. Resiko dan cara penanggulangan dari pekerjaan revamping DCS ini harus diperhatikan selama pengerjaan proyek.
5. Total estimasi cost untuk pekerjaan revamping adalah USD 500k
4.2 Saran
1. Sebaiknya untuk dilakukan revamping terhadap DCS nya, hal ini akan meningkatkan efektivitas dan efisiensi pada process plant. Untuk diketahu bahwa Sistem Kontrol DCS yang terbaru Honeywell adalah Experion PKS. Sedangkan Plantscape R400 merupakan keluaran lama Honeywell.