ANALISIS POTENSI BAHAYA SEBAGAI UPAYA
PENANGGULANGAN KECELAKAAN KERJA DENGAN
METODE JOB SAFETY ANALYSIS (JSA) DI PT. SERBA
INDAH ANEKA PANGAN
Karya Akhir
Diajukan Untuk Mengikuti Sidang Sarjana Sains Terapan
Oleh
DINA IS ANGGRAINI
025204025
PROGRAM STUDI TEKNIK MANAJEMEN PABRIK
P R O G R A M D I P L O M A I V
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
ANALISIS POTENSI BAHAYA SEBAGAI UPAYA
PENANGGULANGAN KECELAKAAN KERJA DENGAN
METODE JOB SAFETY ANALYSIS (JSA) DI PT. SERBA
INDAH ANEKA PANGAN
Karya Akhir
Diajukan Untuk Mengikuti Sidang Sarjana Sains Terapan
Oleh
Dina Is Anggraini 025204025
Disetujui Oleh :
Dosen Pembimbing I Dosen Pembimbing II
Ir. Nazaruddin, MT Buchari, ST. M.Kes
PROGRAM STUDI TEKNIK MANAJEMEN PABRIK
P R O G R A M D I P L O M A I V
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
KATA PENGANTAR
Puji dan syukur saya panjatkan kehadirat Allah SWT, oleh karena
kebaikan dan karuniaNya pada saya, sehingga saya dapat menyelesaikan Tugas
Akhir ini dengan baik. Tugas Akhir ini merupakan salah satu syarat yang wajib
dilaksanakan untuk menyelesaikan program studi Teknik Manajemen Pabrik,
Program Diploma IV Fakultas Teknik Universitas Sumatera Utara.
Dalam penyusunan Tugas Akhir ini, penulis berusaha sebaik mungkin
sesuai dengan kemampuan dengan waktu dan fasilitas yang ada. Penulis mendapat
bimbingan dan dorongan dari berbagai pihak. Penulis berterima kasih akan hal
tersebut.
Semoga dengan dibuatnya Tugas Akhir ini dapat memberikan manfaat
bagi semua pihak yang memerlukannya. Akhir kata penulis mengucapkan terima
kasih dan mohon maaf jika ada kesalahan maupun kekurangan dalam penulisan
Tugas Akhir ini.
Medan, Agustus 2007
Penulis
UCAPAN TERIMA KASIH
Penyelesaian dan penulisan Tugas Akhir ini saya banyak mendapatkan
bantuan dan dorongan serta bimbingan yang sangat baik dari berbagai pihak,
sehingga dalam kesempatan yang sangat berharga ini, penulis mengucapkan
banyak beterima kasih yang sedalam-dalamnya, terutama kepada :
1. Allah SWT yang Maha Kuasa yang memberikan segala-galanya buat
penulis dalam mengerjakan Tugas Akhir ini.
2. Kedua Orang Tua saya yang banyak memberikan doa dan dukungan baik
moril maupun material sehingga penulisan laporan ini dapat diselesaikan.
3. Bapak Ir. Nazaruddin, MT beserta bapak Buchari, ST. M.Kes selaku
dosen pembimbing I dan II yang telah banyak membantu dan
membimbing penulis baik dari segi moril, waktu dan pikiran demi
terselesainya laporan ini.
4. Ibu Ir. Rosnani Ginting, MT selaku ketua Departemen Teknik Industri,
Fakultas Teknik Universitas Sumatera Utara.
5. Seluruh staf pengajar pada Departemen Teknik manajemen Pabrik
FTI-USU yang telah banyak berjasa menambah wawasan dan cara berpikir
6. Seluruh pimpinan staf dan karyawan PT. Serba Indah Aneka Pangan yang
telah memberikan waktu kepada penulis dalam mengumpulkan data yang
diperlukan dalam penulisan laporan ini.
7. Seluruh teman-teman stambuk 2002 Teknik Manajemen Pabrik yang telah
memberikan motivasi, dukungan, semangat dan doa dalam mengerjakan
karya Akhir ini.
Medan, Agustus
2007
RINGKASAN
PT. Serba Indah Aneka Pangan adalah sebuah perusahaan yang bergerak dibidang pembuatan mie bihun yang berlokasi di jalan K.L Yos Sudarso no.398 Binjai. Kecelakaan kerja yang ada dalam pembuatan mie bihun diperusahaan merupakan permasalahan yang harus ditanggulangi agar para pekerja dapat bekerja dengan optimal dan meningkatkan produktifitas para pekerja.
Permasalahan dilantai produksi yang licin pada bagian produksi yang dapat menyebabkan operator terjatuh/terpleset dan mengalami cedera serta terpotongnya jari ataupun tangan operator pada penggulungan untaian mie bihun dimesin pemotong (Cutting Machine) merupakan permasalahan yang membutuhkan penanggulangan.
Penanggulangan yang dilakukan dengan penggunaan metode Job Safety
Analysis (JSA) yang dapat bertujuan untuk mengidentifikasi tempat-tempat yang
sering terjadinya kecelakaan kerja serta memberikan pencarian solusi terhadap kecelakaan kerja yang ada diperusahaan. Berdasarkan pengamatan yang dilakukan di PT. Serba Indah Aneka pangan pada lantai kerja dan mesin pemotong penggunaan metode Job Safety Analysis (JSA) dapat memberikan pemecahaan masalah untuk meminimalkan kecelakaan kerja yaitu: Memilih Pekerjaan Untuk di Analisa (Select The Job), Menguraikan Pekerjaan (Break The Job Down), Identifikasi Bahaya (Identification Hazard) dan Pengembangan Solusi-Solusi (Develop The Solution).
Penanggulangan yang dilakukan untuk meminimalkan kecelakaan kerja adalah dengan cara mewajibkan setiap operator menggunakan alat pelindung diri seperti sepatu karet dan adanya penambahan alat fasilitas kerja seperti kayu untuk menarik untaian mie bihun dari mesin pemotong dengan pemberian tanda jarak tangan kemesin pada sisi mesin untuk menghindari kecelakaan kerja dan melapisi lantai kerja dengan keset karet agar terhindar dari lantai yang licin dan basah pada saat operator berjalan dilantai produksi.
DAFTAR PUSTAKA
Suma’mur, P,K, DR, M.Sc., Keselamatan kerja dan pencegahan kecelakaan. Edisi
Keempat, CV. Haji Masagung, Jakarta, 1989.
Sutalaksana, A. Dan Tjakraatmaja.”Teknik Tata Cara Kerja”.
Bandung:Departemen Teknik Industri, ITB, 1979.
Silalahi Bennet. N.B,DR, MA. dan Rumondang, Silalahi., MPH. Manajemen
keselamatan dan Kesehatan Kerja. Cetakan Pertama, Jakarta. Pusaka
Binaman Pressindo. 1985.
Pencegahan kecelakaan (SM. No.132) Interenational labour Office.
DAFTAR ISI
RINGKASAN ... x
KATA PENGANTAR... i
DAFTAR ISI ... ii
DAFTAR TABEL ... iii
DAFTAR GAMBAR... iv
DAFTAR LAMPIRAN ... xi
BAB I. PENDAHULUAN
1.1. Latar Belakang Permasalah ... I-1
1.2. Rumusan Permasalah ... I-2
1.3. Tujuan Penelitian ... I-3
1.4. Manfaat Penelitian ... I-4
1.5. Asumsi yang Digunakan ... I-5
1.6. Pembatasan Masalah ... I-6
1.7. Sistematika Penulisan ... I-6
BAB II. GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan ... II-1
2.2. Ruang Lingkup dan Bidang Usaha ... II-2
2.3. Lokasi Perusahaan ... II-3
DAFTAR ISI (Lanjutan)
BAB HALAMAN
2.5. Standar Mutu Bahan/Produk ... II-4
2.5.1. Pengawas Mutu Produk Jadi ... II-4
2.5.2. Standar Mutu Pengemasan... II-5
2.5.3. Analisa Laboratorium ... II-6
2.6. Bahan yang Digunakan ... II-7
2.7. Uraian Proses Produksi ... ... ... II-10
2.8. Mesin dan Peralatan... II-12
2.8.1.1. Mesin pada Produksi ...II-12
2.8.1.2. Mesin Pada Work Shop ...II-15
2.8.2. Peralatan...II-16
2.8.3. Utilitas ...II-16
2.8.4. Safety Fire dan Protection ...II-19
2.8.5. Pengolahan Limbah (Waste Treatment)...II-19
2.9. Struktur Organisasi PT. Serba Indah Aneka Pangan ...II-21
2.9.1. Pembagian Tugas dan Wewenang ...II-23
2.9.2. Jumlah Tenaga Kerja dan Jam Kerja ...II-25
2.9.2.1. Jumlah Tenaga Kerja ...II-25
2.9.2.2. Jam Kerja ...II-27
2.9.3. Sistem Pengupahan dan Fasilitas Lain...II-28
DAFTAR ISI (Lanjutan)
BAB HALAMAN
BAB III. LANDASAN TEORI
3.1. Masalah Kecelakaan Kerja... III-1
3.1.1. Kecelakaan Kerja ... III-2
3.1.2. Kerugian Yang Disebabkan Kecelakaan Akibat Kerja ... III-5
3.1.3. Terjadinya Kecelakaan Kerja ... III-7
3.1.3.1. Penyebab Kecelakaan ... III-8
3.1.3.2. Penyelidikan Kecelakaan ... III-9
3.1.4. Pencegahan Kecelakaan...III-10
3.2. Kondisi-kondisi Kesehatan yang Ditinjau dari Sudut Produktivitas
Tenaga Kerja ... III-17
3.2.1. Kondisi Lingkungan Kerja yang Mempengaruhi Kegiatan
Manusia...III-26
3.3. Identifikasi Sumber Bahaya, Penilaian dan Pengendalian Resiko....III30
3.1.1. Identifikasi Bahaya (Hazard)... ... III-30
3.4. Langkah-Langkah Perlindungan ... III-32
3.5. Perencanaan Alat-Alat Perlindungan ... III-34
3.5.1. Pakaian Pelindung Diri ... III-34
3.5.2. Alat-alat Pengaman Pencegahan Bahaya Kecelakaan ... III-39
3.5.3. Alat-alat Tanda Bahaya Kebakaran ... III-41
DAFTAR ISI (Lanjutan)
BAB HALAMAN
BAB IV. METODOLOGI PENELITIAN
4.1. Tempt Penelitian ... IV-1
4.2. Objek dan Subjek Penelitian ... IV-1
4.3. Tahap Proses Penelitian ... IV-2
4.3.1. Pengumpulan Data... IV-2
4.3.2. Pengolahan Data... IV-3
4.4. Analisa dan Evaluasi ... IV-4
4.7. Kesimpulan dan Saran ... IV-4
BAB V. PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data ... V-1
5.1.1. Data Primer ... V-1
5.1.2. Data Sekunder ... V-2
5.2. Pengolahan Data ... V-7
5.2.1. Memilih Pekerjaan untuk Dianalisa (Select The Job) ... V-7
5.2.2. Mengurai Pekerjaan (Break The Job Down)... V-10
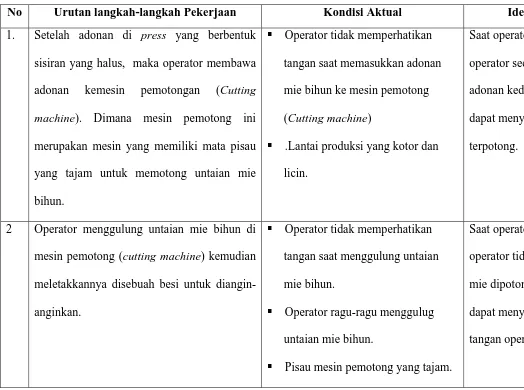
5.2.3. Mengidentifikasi Bahaya (Identification of Hazard) ... V-14
5.2.4. Kembangkan Solusi-Solusi (Develope Solusion )... V-20
BAB VI. ANALISA PEMECAHAN MASALAH
6.1. Analisis dan Evaluasi ... VI-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
BAB VII. KESIMPULAN DAN SARAN
7.1. Kesimpulan ... VII-1
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. Serba Indah Aneka Pangan ... II-22
4.1. Block Diagram Prosedur Penelitian ... IV-5
5.1. Gambar Bar Chart Kecelakaan Kerja Tahun 2003 ... V-4
5.2. Gambar Bar Chart Kecelakaan Kerja Tahun 2004 ... V-5
5.3. Gambar Bar Chart Kecelakaan Kerja Tahun 2005 ... V-6
5.4. Gambar Bar Chart Kecelakaan Kerja Tahun 2006 ... V-7
5.5. Tataletak Aliran Bahan untuk Pekerjaan di Lantai Kerja dan dibagian
DAFTAR TABEL
TABEL HALAMAN
2.1. Standar Mutu Mie Bihun Instant... II-5
2.2. Standar Pengemasan kepingan Mie Instant... II-6
2.3. Daftar Karyawan PT. Serba Indah Aneka Pangan ... II-25
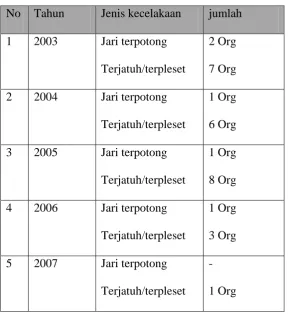
5.1. Data Kecelakaan Kerja di PT. Serba Indah Aneka Pangan Tahun 2003 V-3
5.2. Data Kecelakaan Kerja di PT. Serba Indah Aneka Pangan Tahun 2004 V-4
5.3. Data Kecelakaan Kerja di PT. Serba Indah Aneka Pangan Tahun 2005 V-5
5.4. Data Kecelakaan Kerja di PT. Serba Indah Aneka Pangan Tahun 2006 V-6
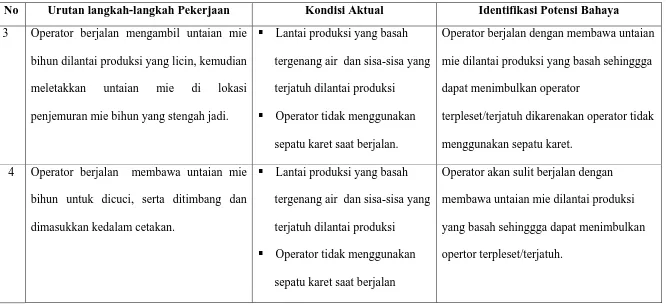
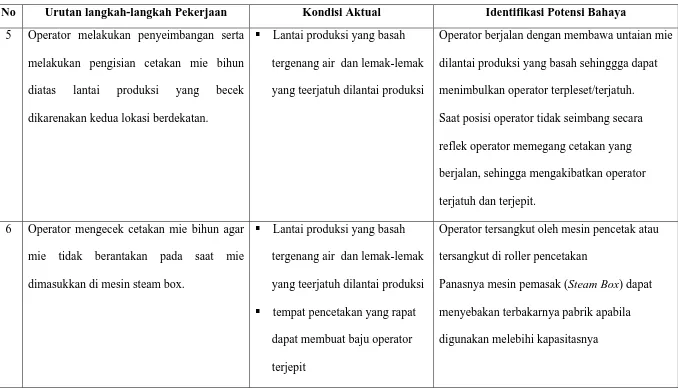
5.5. Identifikasi Potensi Bahaya Proses Penggulungan Mie Bihun
di lantai Produksi ... .. V-15
5.6. Pencarian Solusi-Solusi untuk Proses Penggulungan Mie Bihun
RINGKASAN
PT. Serba Indah Aneka Pangan adalah sebuah perusahaan yang bergerak dibidang pembuatan mie bihun yang berlokasi di jalan K.L Yos Sudarso no.398 Binjai. Kecelakaan kerja yang ada dalam pembuatan mie bihun diperusahaan merupakan permasalahan yang harus ditanggulangi agar para pekerja dapat bekerja dengan optimal dan meningkatkan produktifitas para pekerja.
Permasalahan dilantai produksi yang licin pada bagian produksi yang dapat menyebabkan operator terjatuh/terpleset dan mengalami cedera serta terpotongnya jari ataupun tangan operator pada penggulungan untaian mie bihun dimesin pemotong (Cutting Machine) merupakan permasalahan yang membutuhkan penanggulangan.
Penanggulangan yang dilakukan dengan penggunaan metode Job Safety
Analysis (JSA) yang dapat bertujuan untuk mengidentifikasi tempat-tempat yang
sering terjadinya kecelakaan kerja serta memberikan pencarian solusi terhadap kecelakaan kerja yang ada diperusahaan. Berdasarkan pengamatan yang dilakukan di PT. Serba Indah Aneka pangan pada lantai kerja dan mesin pemotong penggunaan metode Job Safety Analysis (JSA) dapat memberikan pemecahaan masalah untuk meminimalkan kecelakaan kerja yaitu: Memilih Pekerjaan Untuk di Analisa (Select The Job), Menguraikan Pekerjaan (Break The Job Down), Identifikasi Bahaya (Identification Hazard) dan Pengembangan Solusi-Solusi (Develop The Solution).
Penanggulangan yang dilakukan untuk meminimalkan kecelakaan kerja adalah dengan cara mewajibkan setiap operator menggunakan alat pelindung diri seperti sepatu karet dan adanya penambahan alat fasilitas kerja seperti kayu untuk menarik untaian mie bihun dari mesin pemotong dengan pemberian tanda jarak tangan kemesin pada sisi mesin untuk menghindari kecelakaan kerja dan melapisi lantai kerja dengan keset karet agar terhindar dari lantai yang licin dan basah pada saat operator berjalan dilantai produksi.
BAB I
PENDAHULUAN
1. 1. LATAR BELAKANG PERMASALAHAN
PT. Serba Indah Aneka Pangan merupakan perusahaan yang memproduksi
makanan dalam bentuk mie instan bihun. Untuk menghasilkan produk yang
berkualitas dibutuhkan beberapa elemen, salah satu diantaranya adalah sumber
daya manusia yang sehat, efektif, dan efisien. Manusia sebagai operator dalam
proses produksi membutuhkan lingkungan fisik kerja yang sehat dan postur kerja
yang efisiensi dalam melakukan pekerjaannya.
Kecelakaan kerja dan penyakit akibat kerja dapat menurunkan
produktifitas dari operator sehingga berdampak kepada penurunan produksi di
perusahaan tersebut. Sehingga dapat dibutuhkan suatu analisa terhadap kecelakaan
kerja dan penyakit akibat kerja yang ditimbulkan untuk menghindari besarnya
kecelakaan kerja di perusahaan. Dengan analisa tersebut dapat menurunkan biaya
pengeluaran (cost) yang berdampak kepada perusahaan tersebut.
Analisis yang dilakukan pada Kecelakaan kerja dan penyakit akibat kerja
merupakan salah satu alat dalam upaya mencapai derajat kerja yang
setinggi-tingginya yang tentunya dimaksudkan untuk kesejahteraan tenaga kerja itu
sendiri. Selain itu, keselamatan kerja juga merupakan hal penting yang digunakan
untuk peningkatan produksi yang berlandaskan pada meningginya efisiensi dan
PT. Serba Indah Aneka Pangan Binjai yaitu sebuah perusahaan yang
memproduksi mie instan bihun. Perusahaan ini dalam operasinya menggunakan
peralatan yang semi otomatis. Mesin dan peralatan serta metode kerja yang ada
memiliki peluang terjadinya kecelakaan kerja dan penyakit akibat kerja, bagi
pekerja tidak digunakan secara tepat dan benar serta kondisi pekerja yang tidak
memiliki konsentrasi dan ketelitian yang tinggi terhadap pekerjaannya.
Hal tersebut diatas menjadi latar belakang yang mendorong penulis untuk
melakukan kegiatan penilitian ini, dengan maksud untuk dapat menciptakan
lingkungan kerja yang aman dan sehat, sebagai usaha untuk mencegah terjadinya.
kecelakaan di tempat kerja, sehingga produktivitas dapat meningkat. Disamping
itu juga, penelitian mengenai Kecelakaan dan Penyakit Akibat Kerja belum
pernah dilakukan sebelumnya pada perusahaan tersebut sehingga penelitian ini
memiliki peran yang sangat penting.
1.2. RUMUSAN PERMASALAHAN
Adapun permasalahan yang akan dibahas adalah melihat potensi-potensi
bahaya yang ada di PT. Serba Indah Aneka Pangan, agar Kecelakan Kerja dan
Penyakit Akibat Kerja tidak terjadi di PT. Serba Indah Aneka Pangan, yang
1.3. TUJUAN DAN SASARAN PENELITIAN
Adapun tujuan dan sasaran penelitian ini adalah :
1. Mengidentifikasi faktor-faktor yang mempengaruhi kecelakaan kerja yang
terdapat di bagian produksi.
2. Menganalisa bagaimana cara menanggulangi kecelakaan kerja dan penyakit
akibat kerja untuk menentukan tindakan-tindakan apa saja yang dibutuhkan
untuk menghindari kecelakaan kerja dan penyakit akibat kerja tersebut.
1.4. MANFAAT PENELITIAN
Manfaat yang dicapai dari penelitian ini adalah:
1. Bagi Mahasiswa
Bagi mahasiswa sendiri manfaat penelitian adalah sebagai berikut :
a. Dapat membandingkan teori-teori yang diperoleh pada saat mengikuti
perkuliahan dengan praktek di lapangan.
b. Dapat memahami dan mengetahui berbagai macam aspek kegiatan
perusahaan.
c. Memperoleh kesempatan untuk melatih keterampilan dalam melakukan
pekerjaan atau kegiatan lapangan.
d. Memperoleh kesempatan untuk melatih keterampilan dalam melakukan
pekerjaan atau kegiatan lapangan.
e. Memperoleh pengetahuan yang berguna dalam perwujudan kerja yang
akan dihadapi kelak, setelah mahasiswa tersebut menyelesaikan studinya.
2. Bagi Perguruan Tinggi
Bagi Fakultas Teknik, manfaat Penelitian adalah sebagai berikut :
a. Dapat mempererat kerja sama antara perusahaan dengan Fakultas
Teknik, Program Studi Teknik Manajemen Pabrik, Departemen Teknik
Industri, Universitas Sumatera Utara.
b. Departemen Teknik Industri dapat lebih dikenal secara luas sebagai
forum disiplin ilmu terapan yang sangat bermanfaat bagi perusahaan.
3. Bagi Perusahaan
Bagi perusahaan tempat dilakukannya Penelitian, manfaat yang dapat
diperoleh adalah sebagai berikut :
a. Dapat menjadikan hasil penelitian sebagai bahan masukan dalam
mengoreksi kembali sistem kerja yang ada.
b. Dapat melihat kondisi perusahaan dari sudut pandang disiplin ilmu Teknik
Industri yang dimiliki mahasiswa.
c. Perusahaan mendapatkan informasi secara teoritis tentang hal-hal yang
berhubungan dengan disiplin ilmu Teknik Industri dalam rangka
meningkatkan kapasitas dan efisiensi produksi perusahaan.
4. Penelitian-penelitian yang dilakukan pada PT. Serba Indah Aneka Pangan.
a. Melakukan pengamatan di lantai produksi yang dapat menyebabkan
b. Melakukan evaluasi hal-hal apa saja yang di perlukan di lantai produksi
pada saat melakukan proses produksi.
c. Melakukan Pencegahan terhadap kecelakaan kerja dan penyakit akibat
kerja yang dapat terjadi pada operator pada saat melakukan pekerjaan di
lantai produksi.
1.5. RUANG LINGKUP DAN ASUMSI
Ruang lingkup dalam penelitian ini adalah
1. Penelitian dilakukan terhadap operator yang bekerja di PT. Serba Indah
Aneka Pangan.
2. Data penelitian diperoleh langsung dari daerah lantai produksi yang berada
pada bagian proses produksi yang mengakibatkan terjadinya kecelakaan
kerja dan penyakit akibat kerja.
3. Penelitian ini difokuskan hanya untuk meneliti faktor-faktor yang
mempengaruhi kecelakaan kerja dan penyakit akibat kerja.
Asumsi yang digunakan dalam penelitian ini adalah :
1. Operator yang melakukan pekerjaan antara lain pekerjaan normal dan
dapat bekerja secara wajar.
2. Operator telah terbiasa dengan pekerjaannya.
3. Kondisi lingkungan kerja baik dan memenuhi persyaratan.
1.6. Pembatasan Masalah
Agar pembahasan tidak menyimpang dari tujuan, maka perlu dilakukan
pembatasan masalah pada PT. Serba Indah Aneka Pangan yang bergerak dibidang
pembuatan mie instan bihun, antara lain:
1. Peninjauan penerapan teknik keselamatan kerja agar terhindar dari
kecelakaan kerja dan penyakit akibat kerja serta mengnalisa
potensi-potensi bahaya sebagai penanggulangan kecelakaan kerja dan penyakit
akibat kerja hanya dibatasi pada para karyawan/buruh yang bekerja di
perusahaan tersebut.
2. Menganalisa lokasi penerapan teknik keselamatan kerja agar terhindar dari
kecelakaan kerja dan penyakit akibat kerja yang ada di perusahaan tersebut
pada saat karyawan/buruh sedang melakukan pekerjaan.
3. Mengevaluasi lokasi-lokasi yang dapat menimbulkan kecelakaan kerja dan
penyakit akibat kerja sebagai upaya penanggulangan terhadap para
1.7. Sistematika Penulisan
Untuk memudahkan penulisan, pembahasan dan penilaian tugas akhir ini
maka dalam pembuatannya akan dibagi menjadi beberapa bab dengan sistematika
sebagai berikut :
KATA PENGANTAR
DAFTAR ISI
DAFTAR TABEL
DAFTAR GAMBAR
DAFTAR LAMPIRAN
BAB I PENDAHULUAN
Membahas latar belakang masalah, rumusan permasalahan, tujuan dan
manfaat penelitian, pembatasan masalah dan asumsi-asumsi serta
sistematika penulisan tugas akhir.
BAB II GAMBARAN UMUM PERUSAHAAN
Menjelaskan secara lengkap gambaran umum perusahaan diantaranya
sejarah perusahaan, ruang lingkup bidang usaha serta organisasi dan
manajemen yaitu mengenai struktur organisasi, uraian tugas dan
tanggung jawab, tenaga kerja dan jam kerja serta sistem pengupahan
dan fasilitas yang digunakan juga proses produksi dan bahan-bahan
yang digunakan, seta jumlah dan spesifikasi produk, uraian proses
BAB III LANDASAN TEORI
Menyajikan dan menampilkan tinjauan-tinjauan kepustakaan yang
berisi teori-teori dan pemikiran yang digunakan sebagai landasan
dalam pembahasan serta pemecahan masalah.
BAB IV METODOLOGI PENELITIAN
Mengemukakan langkah yang digunakan untuk mencapai tujuan
penelitian meliputi tahapan-tahapan penelitian dan penjelasan tiap
tahapan secara ringkas.
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Melakukan indentifikasi data dan pengolahan data yang digunakan
sebagai dasar pada pembahasan masalah.
BAB VI ANALISA PEMECAHAN MASALAH
Menganalisa hasil pengolahan data yang digunakan sebagai dasar pada
pembahasan masalah.
BAB VII KESIMPULAN DAN SARAN
Berdasarkan hasil analisa dan pengolahan data dapat diambil suatu
kesimpulan dan saran yang berguna bagi perusahaan.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
Pada awalnya PT. Serba Indah Aneka Pangan adalah suatu perusahaan
swasta nasional yang bergerak dibidang usaha industri mie bihun instan.
Perusahaan ini berdiri pada tanggal 19 April 1993 dengan nama produk mie instan
Karomah dengan Akta no. 43 yang dibuat dihadapan Notaris H. Makmur Ritonga,
SH. Namun karena begitu banyak mie bihun instant yang ada di pasaran, hasil
produksi mie bihun instan Karomah tidak dapat mengikuti persaingan dipasaran.
Sehingga tepatnya pada tanggal 11 September 1995 perusahan mengubah hasil
produksinya dari mie instant Karoma menjadi industri mie bihun biasa dan mie
bihun instant Aroma. Perusahaan sudah memproduksi bihun sejak tahun 1995 dan
bihun instsnt pada tahun 1998. Sejak awal tahun 2005 perusahaan telah
menambah produk yang dihasilkan, yaitu produksi minuman segar dalam
kemasan. Sehubungan dengan permintaan pasar yang cukup baik pada akhir-akhir
ini, baik produksi mie bihun biasa, mie bihun instant maupun minuman segar
dalam kemasan, maka perusahaan merencanakan untuk melakukan
pengembangan usaha. Pengembangan usaha ini dilakukan dengan peningkatan
jumlah penjualan, yang pada akhirnya membutuhkan penambahan investasi mesin
dan juga modal kerja.
Tujuan utama proyek adalah untuk meningkatkan kemampuan perusahaan
instant merek Aroma dan minuman segar dalam kemasan. Untuk peningkatan
penjualan ini, perusahaan juga membutuhkan perluasan jaringan kerja distribusi
produk tersebut diatas. Selain itu, tujuan lainnya adalah membantu pemerintah
daerah dalam peningkatan struktur ekonomi diwilayahnya, serta membantu
meningkatkan derajat kehidupan sosial masyarakat, baik yang terlibat langsung
dalam perusahaan maupun yang tidak langsung.
Untuk lebih lengkapnya, dapat dilihat data-data perusahaan yaitu:
a. Nama Perusahaan : PT. Serba Indah Aneka Pangan
b. Surat Persetujuan : No. C-2590 HT.01.01.TH.2001 Tanggal 19 Maret
1993
c. Bidang Usaha : Industri Bihun Biasa dan Bihun Instant
d. Alamat Pabrik : Jl. K.L. Yos Sudarso No. 398 Cengkeh Turi Binjai
e. Perizinan :- Izin Tempat Usaha : No. 503.974-737/SK/1992
- IzinUsaha Tetap Industri : No.13/12/T/Industri/
1992
- Sertifikat Halal : No. 09120000580705 Tanggal
06/07/1993
f. Daerah Pemasaran : Dalam Negeri
2.2. Ruang Lingkup Bidang Usaha
PT. Serba Indah Aneka Pangan merupakan perusahaan swasta nasional
yang bergerak dibidang usaha bihun biasa dengan merek Unggulan Cap Jamur
rasa. Selain itu juga produk minuman segar dalam kemasan dalam merek SEGAR
VIT dan OKE DRINK dalam berbagai rasa. Adapun jenis-jenis produk mie
instant yang dipasarkan di PT. Serba Indah Aneka Pangan sampai saat ini adalah
sebagai berikut :
A. Bihun Biasa
1. Jamur Kwalitas Biasa dan Jamur Kwalitas Super
2. Rumah Adat kwalitas Biasa dan Rumah Adat Kwalitas Super
3. Bihun 5 Kg merek : Mahkota, Anggur, Bintang Lima (Aceh), Marmut, Leo,
Ikan Mas, Apel, Sayur Kol, Kapal Layar, Bison
B. Bihun Instan Merek Aroma
C. Minuman Jelly “ Segar Vit” (Kemasan odol persegi)
D. Minuma Segar “OKE“ (Kemasan odol panjang)
2.3. Lokasi Perusahaan
PT. Serba Indah Aneka Pangan berlokasi di jalan K.L. Yos Sudarso No.
398 Cengkeh Turi, Binjai Utara dan dibangun di atas areal tanah 123.705 m2.
Dalam areal ini terdapat bangunan kantor, bangunan pabrik, laboratorium, gudang
areal parkir, tempat perawatan mesin dan bengkel, serta ruang kesejahteraan
karyawan (kantin, ruang ganti karyawan, tempat pembuangan limbah dan kamar
2.4. Daerah Pemasaran
Produk PT. Serba Indah Aneka Pangan ditujukan untuk memenuhi
permintaan dalam negeri yang meliputi daerah Sumatera Utara, Nangro Aceh
Darusalam, Sumatera Barat, Sumatera Selatan, Riau.
Selain memasarkan hasil produksinya di Sumatera, perusahaan ini juga
memasarkan ke Pulau Jawa.
2.5. Standar Mutu Bahan/Produk
2.5.1. Pengawasan Mutu Produk Jadi
Mie yang sudah kering yang keluar dari colling fan kemudian
didistribusikan keruang packing. Pada tahap ini terdapat beberapa proses yaitu :
a Pengaturan letak mie
b Pengisian bumbu dan cabe
c Pengecekan kelengkapan isi
d Pengemasan mie
e Pengemasan karton
f Pengisolasian karton
Sebelum pengemasan produk dilakukan beberapa pengecekan yaitu :
1. Pengontrolan Berat Mie
Pemeriksaan berat mie dilakukan setiap 10-15 menit setiap jalur. Untuk mie
bihun biasa berat mie kering 55 gr dan mie bihun instant berat mie kering 89 gr.
persyaratan tersebut tidak dipenuhi maka mie tersebut tidak dapat
dibungkus/dikemas.
2. Pemeriksaan Kandungan Mie
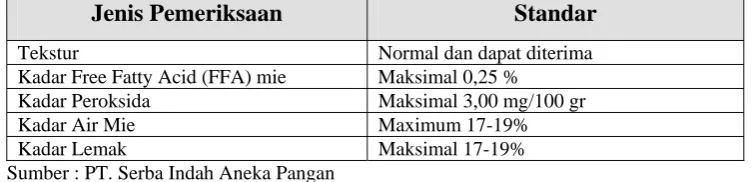
Analisisnya dilakukan di dalam laboratorium. Standar mutu mie kering
dapat dilihat pada Tabel 2.1.
Tabel 2.1. Standar Mutu Mie Bihun Instan
Jenis Pemeriksaan Standar
Tekstur Normal dan dapat diterima
Kadar Free Fatty Acid (FFA) mie Maksimal 0,25 %
Kadar Peroksida Maksimal 3,00 mg/100 gr
Kadar Air Mie Maximum 17-19%
Kadar Lemak Maksimal 17-19%
Sumber : PT. Serba Indah Aneka Pangan
Bila hasil pemeriksaan tidak sesuai standar maka dilakukan proses
pengolahan.
2.5.2. Standar Mutu Pengemasan
Mie yang akan dikemas harus berbentuk rapi, tidak panas,tidak pecah
juga tidak ada kontaminasi. Kemasan yang digunakan harus bersih. Etiket yang
baik harus memenuhi ketentuan sebagai berikut :
1. Kondisi bagian belakang dan daerah penutup
Kondisi yang masih diterima pada bagian ini adalah bagian penutup harus
kuat, berwarna kontras dan berwarna dasar sebagai latar belakang.
2. Latar belakang
Bagian latar belakang yang tidak berwarna berukuran lebih tebal berbentuk
3. Kondisi tulisan
Tulisan harus jelas dan dapat dibaca.
4. Pengkodean
Etiket harus dilengkapi dengan kode produksi dan batas pemakaiannya (batas
kadaluarsa)
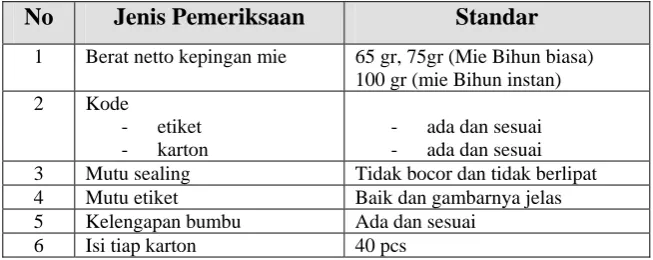
Standar Pengemasan Kepingan Mie Instant dapat dilihat pada Tabel 2.2.
Tabel 2.2. Standar Pengemasan Kepingan Mie Instant
No Jenis Pemeriksaan Standar
1 Berat netto kepingan mie 65 gr, 75gr (Mie Bihun biasa) 100 gr (mie Bihun instan) 2 Kode
- etiket - karton
- ada dan sesuai - ada dan sesuai
3 Mutu sealing Tidak bocor dan tidak berlipat
4 Mutu etiket Baik dan gambarnya jelas
5 Kelengapan bumbu Ada dan sesuai
6 Isi tiap karton 40 pcs
Sumber : PT. Serba Indah aneka Pangan
2.5.3. Analisa Laboratorium
Sebelum mie siap dikomsumsi oleh konsumen dilakukan beberapa tes
laboratorium. Beberapa tes yang dilakukan adalah :
1. Analisa Kadar Asam Lemak Bebas (Free Fatty Acid /FFA)
2. Analisa Kadar Lemak
3. Analisa Bilangan Peroksida (POV)
2.6. Bahan yang digunakan
Produk yang dihasilkan oleh P.T. Serba Indah Aneka Pangan adalah mie
Bihun instant. Produk ini diproduksi dengan berbagai rasa. Adapun bahan-bahan
yang digunakan dalam pembuatan mie instant adalah sebagai berikut :
1. Bahan baku
Bahan baku adalah bahan yang paling penting digunakan dalam pembuatan
suatu produk dimana keberadaan bahan tersebut mempengaruhi nilai produk.
Dengan kata lain, bahan baku adalah bahan utama dalam pembuatan produk.
Bahan baku yang digunakan yang digunakan untuk pembuatan mie bihun
instant adalah :
a. Beras
Beras yang digiling halus yang merupakan bahan baku utama dalam
pembuatan mie bihun.
b. Tepung Terigu
Tepung terigu merupakan bahan baku yang ditambahkan dalam proses
pembuatan mie instant.
c. Tepung tapioka
Tepung tapioka berfungsi sebagai bahan baku yang ditambahkan pada tepung
terigu yang dapat membuat adonan menjadi kenyal pada setiap keping mie
2. Bahan tambahan
Bahan tambahan adalah bahan-bahan yang dibutuhkan guna menyelesaikan
suatu produk atau suatu bahan yang ditambahkan pada produk dimana
keberadaannya sebagai bahan pelengkap dan merupakan bagian dari produk akhir.
Dengan kata lain, bahan tambahan adalah bahan-bahan yang dibutuhkan sebagai
pelengkap bahan baku untuk sama-sama membentuk barang jadi, dimana
komponen bahan tambahan ini biasanya tidak dapat dibedakan secara jelas pada
barang jadi tersebut.
Bahan tambahan yang digunakan dalam proses pembuatan mie bihun instant
adalah sebagai berikut :
a. Natrium polipospat (NaH2PO4)
Natrium polipospat (NaH2PO4) berfungsi untuk membuat adonan menjadi
kenyal dan bersatu.
b. Natrium Karbonat (Na2CO3)
Natrium Karbonat (Na2CO3) berfungsi untuk membuat adonan menjadi
kenyal dan bersatu.
c. Potassium Karbonat
Potassium Karbonat berfungsi untuk membuat adonan menjadi kenyal dan
bersatu.
d. Karboksimetil Selulosa
Karboksimetil Selulosa berfungsi untuk membuat adonan menjadi kenyal dan
e. Garam (NaCl)
Garam digunakan untuk memberikan rasa asin terhadap mie.
f. Air
Dalam proses pembuatan mie, air berfungsi untuk melarutkan zat-zat yang
digunakan serta menjadikan adonan dapat bercampur secara homogen. Air
berasal dari sumur pompa yang ditampung dalam tangki penyaring atau filter
yang akan menyaring kotoran-kotoran sehingga dihasilkan air yang jernih,
tidak berwarna, tidak berbau dan tidak berasa.
3. Bahan Penolong
Bahan penolong adalah bahan-bahan yang digunakan dalam proses produksi
yang dikenakan langsung terhadap bahan baku yang sifatnya hanya membantu
atau mendukung kelancaran proses produksi dan bahan ini bukan bagian dari
produk akhir. Bahan penolong yang digunakan adalah :
a. Etiket atau pembungkus
Etiket atau pembungkus terbuat dari plastik yang telah diberi merek berbagai
jenis dan rasa mie yang hendak dibungkus. Etiket ini dibuat berbentuk roll
gulungan yang telah disesuaikan dengan keadaan mesin pembungkus.
b. Kotak karton
Kotak karton digunakan untuk mengepak mie yang telah dibungkus pada
masing-masing etiket yang memuat 40 bungkus. Kotak karton ini juga telah
diberi label berdasarkan jenis dan rasa mie yang akan dikemas.
c. Selotif
2.7. Uraian Proses Produksi
1. Pencucian Bahan Baku Beras
Beras adalah bahan baku utama dalam pembuatan mie bihun instant ini, beras
dibersihkan atau dicuci agar kotoran yang menempel pada beras dapat terangkat.
Sebelum besar masuk keproses berikutnya beras di rendam selama 6 jam di clean
rice tank agar beras mudah untuk dilumatkan.
2. Penggilingan beras
Proses penggilingan ini dilakukan agar beras menjadi tepung yang halus,
proses ini dilakukan dengan alat yang disebut Hammer Hill.
3. Pembuatan Larutan Konsui
Larutan Konsui digunakan sebagai campuran dalam pengadukan tepung terigu
dan tepung tapioka menjadi adonan mie. Pembuatan larutan konsui adalah dengan
mencampurkan larutan Sodium poliphosphat + sodium karbonat + garam +
karboksimetil selulosa dan air.
4. Pengadukan Beras, Tepung Terigu dan Tepung Tapioka (Mixing Process)
Proses ini bertujuan untuk membuat adonan tepung yang elastis (kenyal) dan
homogen ketiga campuran tepung tersebut. Pengadukan 13-15 menit dengan
suhu 35-370C dan kadar air berkisar 30-33%.
5. Pencampuran adonan (Mixing Process)
Proses pencampuran ini dimana tepung yang telah divakumkan, dimasukkan
kedalam mesin mixer untuk diproses dengan cara mencampurkan sedikit air dan
6. Pengepresan (Pressing Process)
Setelah adonan homogen, campuran tersebut dimasukkan ke dalam mesin
pengepressan (Roll Press). Dimana proses pengepressan ini bertujuan untuk
menekan/memadatkan adonan bihun mentah yang masih basah.
1. Penyisiran (Slittering Process)
Proses penyisiran dari lembaran adonan dilakukan dengan menggunakan alat
slitter yang berfungsi untuk membuat untaian mie. Pada tahap ini yang harus
diperhatikan adalah jumlah untaian mie setiap lajur yang halus, bentuk dan
keadaan bihun mie. Masalah yang sering dijumpai pada unatian mie yang terlalu
jarang atau terlalu rapat dan ditemukan untaian mie yang halus.
2. Pemotongan (Cutting Process)
Sebelum dilakukan pemotongan untaian mie basah yang keluar dari slittering
didinginkan dahulu dengan melewati 2 (dua) unit kipas sambil di gulung (lipat)
agar mie tidak berantakan. Hal ini bertujuan untuk menurunkan suhu mie basah
dan tidak lengket sehingga dapat dipotong dan dilipat oleh operator.
9. Pengeringan mie bihun setengah jadi
Mie bihun yang telah dipotong-potong kemudian diangin-anginkan agar mie
lebih kenyal bila dilakukan proses selanjutnya.
10. Pencucian Bihun
Hal ini dilakukan agar mie lembut dan siap untuk proses selanjutnya.
11. Pencetakan Bihun
Bihun yang telah siap dicuci dicetak sesuai dengan bentuk bihun yang akan di
12. Pemasakan (Steam box)
Bihun mentah yang telah dipotong dimasukan kedalam mesin steam untuk
disterilisasikan agar bihun pada proses pencucian nanti berbentuk kenyal.
13. Packing
Mie yang telah kering kemudian dipacking. Ada beberapa tahap yang terdapat
beberapa proses yaitu : pengaturan letak mie, pengisian bumbu dan cabe,
pengecekan kelengkapan isi, pengemasan mie, pengemasan karton dan
pengisolasian karton.
2.8. Mesin dan Peralatan
2.8.1.Mesin Pada Produksi
Mesin untuk proses produksi yang digunakan dalam pembuatan mie
instant adalah sebagai berikut :
1. Mesin Screw Conveyor
Induction motor : 3 Unit
Type : 90-LG
Putaran : 910 rpm
Daya : 10 kW
Tegangan : 220/380 Volt
Fungsi :Untuk mengisap tepung terigu dan tepung tapioka dari bak.
2. Mixer
Induction motor : Super line
Putaran : 1420 rpm
Daya : 11 kW
Tegangan : 380 Volt
Fungsi : Mencampur dan mengaduk tepung terigu bersama tepung
tapioka dengan laritan konsui sampai menjadi adonan.
3. Mesin Feeder
Type : SF-JH
Putaran : 1420 rpm
Daya : 2.2 kW
Tegangan : 380 Volt
Fungsi : Menampung dan memecahkan gumpalan adonan ke mesin
press
4. Mesin Press (Roller)
Putaran : 1440 rpm
Daya : 5.5 kW
Tegangan : 380 Volt
Fungsi : Merubah bentuk dari adonan menjadi lembaran
5. Mesin Rolling Motor
Model : CM-6-800
Daya : 5.5 kW
Tegangan : 380 Volt
Putaran : 1440 rpm
6. Mesin Slitter
Asal : Jepang dan local
Fungsi : Merubah bentuk lembaran menjadi untaian dengan
cara menyisir.
7. Mesin Steam Box
Pressure gauge : 0-5 kg/cm2
Asal : Jepang dengan merek tokyo menki
Fungsi : Membasahi, mematangkan dan mengeringkan mie.
8. Mesin Cutter
Putaran : 1410 rpm
Kuat Arus : 1.2 Amp
Daya : 0.4 kW
Tegangan : 380 Volt
Fungsi : Memotong dan melipat untaian mie menjadi kepingan mie
9. Mesin Fryer
Putaran : 1410 rpm
Daya : 2.2 kW
Tegangan : 380 Volt
Kuat Arus : 1.2 Amp
Fungsi : Menggoreng mie, memberi aroma agar ketahanan mie ter-
jaga
10. Mesin Cooling Conveyor/fan
: FA 10 x 0.4 kW
: CCV 800 X 120
Putaran : 1420 rpm
Daya : 10.75 kW
Tegangan : 380 Volt
Kuat Arus : 1.2 Amp
Fungsi : Mendinginkan mie yang telah digoreng dan mengeringkan
11. Mesin Unit Packing
Mesin ini berfungsi untuk membungkus mie. Dengan panjang etiket atau
bungkus ini adalah 170 mm. mesin ini dilengkapi dengan alat sensor yang dapat
mengatur pemotongan mie agar mie dan pembungkusnya tidak terpotong sehingga
mie terbungkus dengan baik. Mesin ini juga memberi nomor produksi dan tanggal
penggunaan yang diperbolehkan. Mesin ini berasal dari Jepang dengan merek
Tokiwa
2.8.1.2.Mesin Pada Work Shop
Selain mesin pada produksi, juga terdapat mesin pada work shop yang
mendukung kelancaran pada saat proses produksi. Mesin tersebut antara lain :
1. Mesin bubut.
2. Mesin bor
3. Mesin gerinda
2.8.2. Peralatan
Untuk mendukung proses produksi diperlukan berbagai peralatan. Adapun
jenis peralatan yang digunakan dapat dilihat sebagai berikut:
a. Timbangan
Fungsi : Menimbang bahan-bahan mie bihun yang diperlukan untuk
proses pencetakan.
Jumlah : 4 unit
b. Forklift
Fungsi : Membawa/mengangkut sarung tangan yang telah dikemas dari
gudang barang jadi ke container.
Type : MCN Gear
Merk : Sakai jepang
Jumlah : 1 unit
c. Kereta Sorong
Fungsi : Membawa untaian mie bihun menuju tempat pengeringan dan
kearea penumpukan sementara sebelum dikemas.
Jumlah : 4 Unit
2.8.3. Utilitas
1. Uap (Steam)
Uap merupakan salah satu unit pendukung di bagian produksi. Uap yang
digunakan di pabrik dihasilkan oleh boiler. Uap adalah bentuk gas dari zat (air)
yang dalam kondisi normal tidak berbentuk gas. Yang dimaksud dengan uap
yang terbentuk pada saat air mendidih. Unsaturated adalah uap yang suhunya
masih dibawah titik didih air. Steam boiler di PT. Seba Indah Aneka Pangan.
Uap yang dihasilkan seluruhnya digunakan di bagian produksi yakni untuk:
- Proses pengukusan pada steam box, yang digunakan untuk memasak mie.
- Proses penggorengan pada fryer, yang digunakan untuk memanaskan minyak
goreng.
2. Air
Air memegang peranan penting dalam kelangsungan proses produksi.
Kegunaan air di perusahaan ini adalah :
- Untuk proses produksi
- Untuk keperluan boiler sebagai penghasil uap
- Untuk keperluan laboratorium
- Untuk kebutuhan karyawan
- Untuk zat pendingin, pembersih dan perawatan instalasi.
Air yang digunakan di perusahaan adalah air yang berasal dari sumur bor yang
kemudian diolah sehingga memenuhi syarat-syarat kesehatan. Pengolahan air ini
disebut dengan water treatment.
Pengolahan air ini dibagi menjadi dua tahap yaitu :
- Tahap pertama adalah eksternal water treatment yaitu pengolahan air hingga
dapat digunakan untuk pabrik, kantor dan keperluan lainnya.
- Tahap kedua adalah Internal water treatment yaitu pengolahan air hingga
3. Listrik
1. Sumber Listrik dari PLN
Sumber tenaga utama yang digunakan berasal dari PLN. Daya listrik yang
digunakan dibagi atas dua bagian besar yang dikontrol pada 2 (dua) panel
kontrol. Yang pertama daya listrik yang digunakan untuk bagian produksi dan
yang kedua daya lisrik digunakan untuk bagian utilitas, kantor dan lain-lain.
Daya yang dibutuhkan dari PLN adalah 555 KVA
2. Mesin Listrik Tenaga Disel
Mesin ini dipersiapkan sebagai tenaga cadangan apabila pemutusan aliran
listrik dari PLN secara tiba-tiba. Terdapat 1 generator yang mempunyai
kapsitas 590 KVA, 472 kW dengan type Caterpilar seri 3412. Sedangkan
bahan bakar yang digunakan adalah solar.
3. Laboratorium
Pengadaan laboratorium di perusahaan ini merupakan suatu ketentuan yang
dikeluarkan untuk perusahaan-perusahaan yang bergerak dibidang industri
makanan. Aktivitas di laboratorium ini meliputi pemeriksaan mutu standar
yang dihasilkan dan pengadaan riset dalam menciptakan jenis produk baru dan
modifikasi produk yang telah ada sebagai usaha diffrensiasi pasar dalam
menghadapi persaingan.
Pemeriksaan standar mutu produk dilakukan dengan pemeriksaaan bahan baku
yang digunakan, bahan setengah jadi dan bahan barang jadi. Pemeriksaan terhadp
seperti tepung dan bahan-bahan tambahan. Untuk produk jadi dilakukan
pemeriksaan terhadap isi bungkus dari mie.
2.8.4. Safety dan Fire Protection
Dalam melaksanakan keselamatan karyawan dalam bekerja di PT. Serba
Indah Aneka Pangan telah menyediakan beberapa fasilitas antara lain :
1. Regu pemadam kebakaran yang terdiri atas karyawan
2. Tabung Pemadam Kebakaranyang diletakkan disetiap ruangan
3. Menyediakan pakai kerja seperti masker, topi dan sarung tangan.
2.8.5. Pengolahan Limbah (Waste Treatment)
Sistem dan proses penanganan limbah pada PT. Serba Indah Aneka
Pangan menghasilkan 3 (tiga) jenis limbah yaitu :
1. Limbah Gas
Limbah gas berupa asap yang keluar dari cerobong asap pabrik yang berasal
dari steam box dan fryer.
2. Limbah Padat
Limbah padat berupa plastik, pecahan mie dan adonan. Limbah ini
dikumpulkan dalam suatu tempat kemudian dibakar pada waktu tertentu
tergantung banyak tidaknya limbah, tetapi biasanya dilakukan setelah habis
produksi.
3. Limbah Cair
Limbah cair berupa minyak dan air steam. Limbah ini melalui beberapa proses
untuk membersihkan/mengalirkan adonan, minyak dan sebagainya yang jatuh
dari mesin yang akan dibawa ke tempat saluran air yang berada dibawah
setiap mesin sehingga sampai ke bak penampungan. Di dalam bak
penampungan ini terjadi pemisahan antara lemak dan air. Air akan berada
dibawah sedangkan lemak akan berada di atas. Untuk lemak setiap harinya
diadakan pengambilan sedangkan air sedot melalui pipa-pipa di bak
selanjutnya.
Pada bak terjadi beberapa proses pengolah limbah yaitu sebagai berikut :
0. Tahap I (Primary Treatment)
Pada fase ini dilakukan proses penambahan bahan kimia yaitu TCF dan
TCN. TCP adalah suatu senyawa dengan melekul anionic polyelectrolyte
yang berbentuk cairan putih dan tidak berbau. Sedangkan TCN adalah
senyawa aluminium sulfat (Al2(SO4)3) yang berguna untuk membuat
dispersi yang selanjutnya air mengalami suatu pemisahan yaitu padatan
dan cairan. Di dalam bak ini terdapat baling-baling yang terus berputar
yang dapat mencampurkan TCN dan TCF serta limbah dengan konsentrasi
100 ml.
0. Tahap II (Second Treatment)
Tahap ini adalah proses kelanjutan dari tahap I. Dalam tahap ini terjadi
proses kontak dengan udara yang dilakukan oleh kincir untuk proses
0. Tahap III (Third Treatment)
Tahap ini merupakan tahap akhir. Dalam bak ini ada yang menuju
kesebuah kolam dan ada langsung ke saluran air yang akan menuju ke
sungai. Sebagian air yang menuju kola mini terdapat ikan-ikan. Ikan-ikan
ini merupakan patokan apakah air tersebut tercemar atau tidak. Apabila
ikan yang berada dalam kolam mati berarti air tersebut sudah tercemar dan
apabila ikan tersebut masih hidup berati airnya tidak tercemar.
2.9. Struktur Organisasi PT. Serba Indah Aneka Pangan
Organisasi perusahaan telah disusun sedemikian rupa dan mempunyai
struktur organsasi dalam bentuk organisasi garis dan fungsional. Struktur
2.9.1. Pembagian Tugas dan Wewenang
Setiap organisasi baik organisasi pemerintah atau swasta selalu berusaha
agar kegiatannya dapat berjalan dengan baik, sehat dan efisien. Salah satu sarana
dan upaya untuk itu adalah pembagian tugas dan penyusunan uraian jabatan di
dalam organisasi. Uraian jabatan yang mencakup tugas, wewenang dan tanggung
jawab di lingkungan perusahaan dapat dilihat sebagai berikut:
Adapun tugas dan tanggung jawab dari tiap-tiap bagian atau departemen
sesuai dengan struktur organisasi pada Gambar 2.1 adalah sebagai berikut:
Dewan Komisaris
- Dewan pemegang saham tertinggi dan sebagai pemilik perusahaan.
Direktur
- Sebagai pimpinan tertinggi di perusahaan yang menetapkan langkah-
langkah pokok dalam melaksanakan kebijakan dan sasaran-sasaran
perusahaan.
- Menyetujui dan menandatangani surat-surat penting yang berkenaan
dengan perusahaan.
Wakil Direktur
- Merencanakan, mengorganisir, mengendalikan semua kegiatan yang
ada diperusahaan dengan izin Direktur.
- Bertanggung jawab kepada Direktur tentang kegiatan yang ada di
perusahaan.
Berikut tugas dan tanggung jawab yang melaksanakan kegiatan di lapangan :
- Mengkoordinir asisten baik asisten lapangan maupun asisten pabrik.
2. Kepala Laboratorium
- Menangani masalah bahan-bahan yang berbahaya dan laboratorium.
- Bertanggung jawab terhadap pengendalian kualitas produk.
3. Asisten Teknik
- Menangani masalah teknik, listrik, motor, dan mesin produksi mie
bihun.
- Memberi pengarahan tentang penggunaan peralatan pabrik
sebaik-baiknya.
4. Asisten Produksi
- Menangani masalah produksi dan bahan kimia, dan quality control
- Mengkoordinir karyawan yang bekerja dibagian produksi.
5. Supervisor
- Menganalisis kegiatan buruh dan mesin-mesin yang ada dipabrik demi
kelancaran proses produksi di perusahaan.
- Melakukan penelitian dalam rangka pengembangan produk dan
perusahaan.
6. Monitor Produksi
- Mengawasi pelaksanaan proses produksi.
- Mengatur jadwal tenaga kerja pada laboratorium.
7. Pengawas Packing
- Mengawasi hasil kerja bagian packing/pengepakan sampai dengan
- Memeriksa produksi agar tetap berada pada standar kualitas yang
diinginkan.
8. Keuangan
- Membuat laporan keuangan.
- Membuat permintaan gaji ( tengah bulan & akhir bulan)
- Membuat permintaan uang konstan.
2.9.2. Jumlah Tenaga Kerja dan Jam Kerja
2.9.2.1. Jumlah Tenaga Kerja
PT. Serba Indah Aneka Pangan Binjai memiliki tenaga kerja yang terdiri
dari tenaga kerja langsung dan tenaga kerja tidak langsung. Tenaga kerja langsung
adalah pekerja pada bagian produksi/pengolahan di pabrik. Sedangkan menurut
penggajiannya tenaga kerja terdiri dari tenaga kerja tetap yang menerima gaji
bulanan dan tenaga kerja harian. Jumlah tenaga Kerja pada PT. Serba Indah
Aneka Pangan dapat dilihat sebagai berikut:
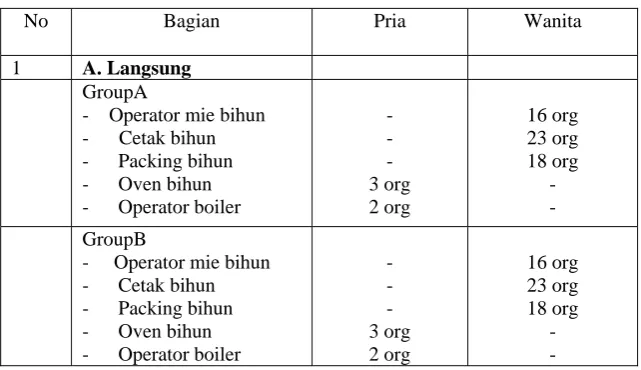
Tabel 2.3. Daftar karyawan PT. Serba IndahAneka Pangan.
No Bagian Pria Wanita
1 A. Langsung
GroupA - Operator mie bihun - Cetak bihun - Packing bihun - Oven bihun - Operator boiler
- - Packing bihun - Oven bihun - Operator boiler
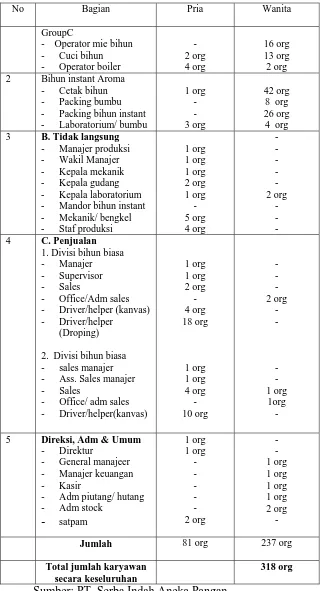
Tabel 2.3. Daftar karyawan PT. Serba IndahAneka Pangan (lanjutan)
No Bagian Pria Wanita
GroupC
- Operator mie bihun - Cuci bihun - Operator boiler
- 2 Bihun instant Aroma
- Cetak bihun - Packing bumbu - Packing bihun instant - Laboratorium/ bumbu
1 org
- Manajer produksi - Wakil Manajer - Kepala mekanik - Kepala gudang - Kepala laboratorium - Mandor bihun instant - Mekanik/ bengkel - Staf produksi
1 org
1. Divisi bihun biasa - Manajer - Supervisor - Sales
- Office/Adm sales - Driver/helper (kanvas) - Driver/helper
(Droping)
2. Divisi bihun biasa - sales manajer - Ass. Sales manajer - Sales
- General manajeer - Manajer keuangan - Kasir
- Adm piutang/ hutang - Adm stock
Total jumlah karyawan secara keseluruhan
318 org
2.9.2.2. Jam Kerja
Sistem kerja karyawan bagian produksi PT. Serba Indah Aneka Pangan
dibagi dalam 2 (dua) shift, yaitu shift 1 (pertama) dan shift 2 (dua) dengan jam
kerja 8 (tujuh) jam/shift.
Pembagian shift ditetapkan sebagai berikut :
a. Shift 1 : jam 08.00 – 16.00 WIB
Shift 1 dengan perincian sebagai berikut :
- Pukul 08.00-12.00 WIB (kerja aktif)
- Pukul 12.00-13.00 WIB (istirahat)
- Pukul 13.00-16.00 WIB (kerja aktif)
Untuk hari Sabtu
- Pukul 08.00-12.00 WIB (kerja aktif)
b. Shift 2 : jam 16.00 – 24.00 WIB
Shift 2 dengan perincian sebagai berikut :
- Pukul 15.00-18.00 WIB (kerja aktif)
- Pukul 18.00-19.00 WIB (istirahat)
- Pukul 19.00-23.00 WIB (kerja aktif)
Waktu jam kerja ini dapat berubah tergantung dari permintaan pasar akan mie
instant. Khusus untuk karyawan keamanan pabrik setiap shift terdiri dari 3 orang
2.9.3. Sistem Pengupahan dan Fasilitas lainnya
2.9.3.1. Sistem Pengupahan
Besarnya gaji/upah untuk setiap karyawan ditentukan menurut tingat
golongannya. Perusahaan menerapkan ketentuan pemerintah tentang upah
minimum regional (UMR) yang berlaku bagi setiap karyawan.
Pembayaran upah di PT. Serba Indah Aneka Pangan dilakukan sekali
setiap bulan. Besar upah/gaji karyawan dibayarkan perusahaan sesuai dengan
ketentuan dari Departemen Tenaga Kerja berdasarkan data masing-masing
pekerja apakah ada lembur atau tidak. Disamping itu perusahaan juga memberi
makan karyawannya sekali untuk masing-masing shift.
2.9.3.2. Fasilitas Pendukung
Perusahaan menyediakan fasilitas-fasilitas yang dapat mendukung
efektifitas karyawan seperti :
1. Poliklinik
Untuk perawatan dan pengobatan darurat bagi karyawan yang dijaga oleh
seorang dokter dan seorang perawat.
2. Koperasi dan Toko koperasi
3. Mushallah/sarana Ibadah
4. Transportasi
5. Kamar mandi dan Kamar ganti pakaian
6. Fasilitas kerja seperti sepatu karet, sarung tangan, topi serta masker.
BAB III
LANDASAN TEORI
3.1. Masalah Kecelakaan Kerja
Setiap tahun terjadi berjuta-juta kecelakaan kerja dalam industri di seluruh
dunia. Sebagian lainnya mengakibatkan cacat badan tetap, baik sebagian atau
seluruhnya. Namun sebahagian besar dari kecelakaan tersebut hanya
mengakibatkan cacat sementara, yang mungkin berlangsung hanya beberapa bulan
saja. Setiap kecelakaan pasti mengakibatkan kesusahan bagi korbannya dan cukup
banyak pula kecelakaan yang membawa penderitaan bagi keluarga mereka.
Banyak pula kecelakaan, khususnya yang menyebabkan kematian ataupun cacat
seumur hidup, akan berakibat sebagai bencana yang lebih besar bagi kehidupan
keluarga, lagi pula semua kecelakaan senantiasa meminta korban waktu dan uang.
Hingga kini dunia masih banyak memikul beban, baik dari segi korban
manusia maupun kerugian ekonomis akibat kecelakaan. Walaupun beberapa
kemajuan telah dicapai, namun persoalan keselamatan kerja nampaknya masih
merupakan masalah yang perlu di tanggapi secara serius. Beberapa gambaran
mengenai besarnya kecelakaan ini dapat diperoleh melalui catatan bahwa selama
periode enam tahun selama perang dunia ke II, ternyata bahwa jumlah orang yang
terluka akibat kecelakaan kerja di seluruh dunia lebih banyak di bandingkan
3.1.1. Kecelakaan Kerja
Kecelakaan kerja adalah bagian yang tidak terduga dan tidak di harapkan
yang dapat menghentikan aktifitas seseorang atau proses produksi. Kecelakaan
kerja tidak terduga karena dibelakang peristiwa itu tidak terdapat unsur
kesengajaan, apalagi bentuk perencanaan, dikarenakan hal tersebut dapat
merugikan baik dalam hal material ataupun fisik.
Kecelakaan akibat kerja adalah kecelakaan yang berhubungan dengan
pekerjaan yang ada di perusahaan, hubungan kerja disini dapat berarti bahwa
kecelakaan terjadi dikarenakan si pekerja lalai ataupun mengabaikan pekerjaannya
pada waktu melaksanakan pekerjaan.
Adanya kecelakaan mengabaikan produktifitas menurun dan berpengaruh :
1. Bagi Karyawan
- Kematian/cacat cidera
- Persoalan kejiwaan akibat cacat atau cidera
- Kesedihan keluarga akibat cacat yang diderita oleh anggota keluarganya.
2. Bagi Perusahaan
- Biaya pengobatan dan operasi pertolongan
- Biaya ganti rugi yang harus dibayar
- Kerusakan peralatan/bangunan untuk produksi
- Kerusakan produk dan bahan-bahan
- Keterlambatan produksi
- Upah yang dibayar selama korban tidak bekerja
- Waktu ekstra bagi pengawas
- Penurunan kemampuan korban setelah bekerja kembali
- Biaya melatih pekerja baru
- Turunnya moral/semangat kerja karyawan
3. Bagi Masyarakat
- Menimbulkan korban jiwa /cacat/cidera
- Terlambatnya kebutuhan masyarakat, dan lain- lain
Pada umumnya setiap kecelakaan yang terjadi dalam perusahaan
disebabkan oleh salah satu faktor dari unsur-unsur produksi (manusia, mesin,
peralatan, bahan , dan lingkungan) baik secara sendiri-sendiri atau saling
berkaitan.
Dari penyelidikan ternyata faktor manusia dalam timbulnya kecelakaan
sangat penting. Selain ditemui dari hasil-hasil penelitian bahwa 80% hingga 85%
kecelakaan disebabkan oleh kesalahan manusia.
Tetapi secara langsung terjadinya kecelakaan di tempat kerja dat
dikelompokan secara garis besar menjadi dua penyebab, yaitu:
1. Tindakan tidak aman dari manusia (unsafe action)
Tindakan tidak aman dari manusianya antara lain:
1. Bekerja tanpa wewenang
2. Bekerja dengan kecepatan yang salah
3. Menggunakan alat yang rusak
4. Bekerja tanpa prosedur yang benar
6. Menggunakan alat yang salah
7. Melanggar peraturan keselamatan kerja
8. Bersenda gurau di tempat kerja, dan lain-lain.
Seorang karyawan melakukan tindakan tidak aman atau kesalahan yang
mengakibatkan kecelakaan kerja di sebabkan karena:
- Tidak Tahu
Yang bersangkutan tidak mengetahui bagaimana melakukan pekerjaan
dengan aman dan tidak mengetahui bahaya- bahaya sehingga terjadi
kecelakaan.
- Tidak Mampu
Yang bersangkutan telah mengetahui cara yang aman, bahaya-
bahayanya, akan tetapi hanya karena belum mamapu/kurang terampilnya
atau kurang ahlinya maka pada akhirnya melakukan kesalahan dan gagal.
- Tidak Mau
Walaupun telah mengetahui dengan jelas cara kerja/peraturan dan
bahaya- bahaya yang ada serta yang bersangkutan mampu mrlakukannya,
tetapi karena kemauan tidak ada akhirnya melakukan kesalahan atau
mengakibatkan kecelakaan.
2. Keadaan Tidak Aman dari Kondisi ( unsafe condition)
Keadaan tidak aman dari kondisi antara lain:
1. Peralatan pengaman yang tidak memenuhi syarat
2. Bahan/peralatan yang rusak atau tidak dapat terpakai.
- Udara yang beracun.
- Bahaya ledakan/terbakar.
- Kurang sarana pemberi tanda, dan lain-lain
Keadaan tidak aman ini dapat terjadi karena diawali adanya ketidak beresan
pada sistem produksi sendiri antara lain:
a. Perancangan, penggunaan atau pemeliharaan yang salah dari mesin
/peralatan.
b. Bahan-bahan/material berbahaya atau penanganannya yang salah.
c. Lingkungan yang berbahaya atau salah satu perancangan.
d. Metode/proses produksi yang menghasilkan setiap unitnya.
3.1.2. Kerugian yang Disebabkan Kecelakaan Akibat Kerja
Kerugian yang disebabkan kecelakaan akibat kerja menyebabkan lima
jenis kerugian :
a. Kerusakan
b. Kekacauan organisasi
c. Keluhan dan kesedihan
d. Kelainan dan cacat
e. Kematian
Bagian mesin, pesawat, alat kerja, bahan, proses, tempat dan lingkungan
kerja mungkin rusak akibat kecelakaan kerja. Akibat dari itu terjadilah
kekacauan organisasi dalam proses produksi. Orang yang ditimpa kecelakaan
bersedih hati. Kecelakaan tidak jarang berakibat luka-luka, terjadinya kelainan
tubuh dan cacat, bahkan dan tidak jarang kecelakaan merenggut nyawa dan
mengakibatkan kematian. Kerugian-kerugian tersebut dapat diukur denga n
besarnya biaya yang di keluarkan bagi terjadinya kecelakaan. Biaya tersebut
menjadi biaya langsung dan biaya tersembunyi. Biaya langsung adalah biaya
pemberian pertolongan pertama pada kecelakaan, biaya pengobatan,
perawatan, biaya rumah sakit, biaya angkutan, upah selama tidak mampu
bekerja, kompensasi cacat, dan biaya perbaikan alat-alat mesin serta biaya atas
kerusakan bahan- bahan. Biaya tersembunyi meliputi segala sesuatu yang tidak
terlihat pada waktu atau beberapa waktu setelah kecelakaan kerja terjadi.
Biaya ini mencakup berhentinya proses produksi oleh karena itu
pekerja-pekerja lainnya menolong atau tertarik oleh peristiwa kecelakaan itu, biaya
yang harus di perhitungkan untuk menggantikan orang yang sedang menderita
oleh dikarenakan kecelakaan, dengan orang baru yang biasa bekerja ditempat
itu, dan lain-lainnya lagi. Atas dasar penelitian- penelitian diluar negeri
perbandingan di antara biaya langsung dan tersembunyi.
Selain itu penyelidikan menunjukkan, bahwa selain kecelakaan besar,
terdapat kecelakaan-kecelakaan kecil, yang ratio diantara keduanya. Yang
biasa di catat dan dilaporkan adalah kecelakaan-kecelakaan besar, kecelakaan-
kecelakaan kecil, padahal justru jumlah keseluruhan dari
kecelakaan-kecelakaan kecillah biayanya terbesar. Sebagai penjelasan, kecelakaan-kecelakaan kecil
adalah kecelakaan yang tidak menyebabakan pekerja tidak masuk kerja sebagai
bersangkutan sehat, tetapi dia tidak dapat melaksanakan pekerjaannya. Contoh
kecelakaan kecil adalah luka pada telunjuk, badan sehat tapi oleh karena
telunjuk luka pekerja tidak bisa bekerja.
3.1.3. Terjadinya Kecelakaan Kerja
Dalam setiap bidang kegiatan manusia selalu terdapat kemungkinan
terjadinya kecelakaan kerja, tidak ada satu bidang kerjapun yang dapat
memperoleh pengecualian. Kecelakaan dalam industri sesungguhnya mrupakan
hasil akhir dari suatu aturan dan kondisi kerja yang tidak aman. Namun demikian
kecelakaan itu sendiri dapat di cegah, karena kecelakaan itu tidak terjadi dengan
sendirinya. Kecelakaan biasanya timbul sebagai hasil gabngan dari beberapa
faktor,yaitu fakor peralatan teknis, lingkungan kerja, dan si pekerja itu sendiri.
Misalnya , dalam suatu pabrik mungkin saja kita kekurangan peralatan yan aman,
atau dengan perkataan lain mesin-mesin tidak dirancang dengan baik untuk
dilengkapi dengan alat pengaman secukupnya. Lingkunan kerja mungkin
sedemikian bisingnya sehingga kita mungkin mendengar isyarat bahaya. Suhu
ruangan mungkin sedemikian rupa buruknya sehingga para pkerja jadi mudah
letih dan tak mampu lagi untuk berkonsentrasi tehadap tugas-tugas yang di
tanganinya. Mungkin juga jeleknya pengaturan sirkulasi udara menyebabkan
terkumpulnya uap beracun yang pada akhirnya mngakibatkan kecelakaan.
Demikian pula para pekerja itu sendiri dapat menjadi faktorpenyebab jikalau
mungkin mreka tidak dapat latihan yang memadai atau mungkin juga karena
relevan, misalnya saja bila ada prosedur-prosedur baru diterapkan pada sebuah
pabrik ataupun bila orang-orang itu berpindah pekerjaan.
Pada akhirnya semua kecelakaan ini baik secara lansung ataupun tidak
langsung diakibatkan oleh kesalahan manusia. Manusia bukanlah msin,
prestasinya tidak dapat sepenuhnya diramalkan dan kesalahan bisa terjadi setiap
saat. Kesalahan dapat dilakukan oleh arsitek yang merancang suatu pabri,
kontraktor yang membangunya, para perancang mesin, manajer, teknisi, ahli
kimia, instalator listrik, penyelia, operator, ataupun bagian pemeliharaan. Pada
kenyataannya, kesalahan dapat dilakukan oleh orang yang terlibat dalam proses
perancangan, pembangunan, instalasi, manajemen, pengawasan dan penggunaan
pabrik beserta seluruh kegiatan yang terkait di dalamnya.
Banyak pemikiran telah dicurahkan untuk mempelajari berbagai penyebab
tentang terjadinya kecelakaan dan banyak pula buku yang telah ditulis mengenai
permasalahan tersebut. Secara sederhana dapat di simpulkan, apabila penyebab
kecelakaan itu bisa ditemukan, maka langkah-langkah pencegahan pasti dapat
dilakukan, maka kecelakaan serupa akan terulang terus-menerus.
3.1.3.1. Penyebab kecelakaan
Sebelum Suatu tindakan penaggulangan yang tepat terhadap kecelakaan
dapat diambil, perlu diketahui dengan jelas bagaiana dan mengapa kecelakaan itu
bisa terjadi. Keterangan lengkap harus diperoleh melalui penyelidikan secara
hati-hati terhadap setiap kasus. Setiap kecelakaan, sampai-sampai yang terkecilpun
Di negara yan memakai pola asuransi sosial, atau yang oleh karena alasan
lain, setiap kecelakaan harus dilaporkan, penyebab kecelakaan ini sering
didefenisikan dengan istilah seperti "perkakas tangan" atau "kejatuhan benda".
Penggolongan semacam ini dirasakan kurang berguna untuk tujuan pencegahan
kecelakaan keja. Lebih banyak lagi rincian informasi yang kita butuhkan, dan
sebagai patokan, informasi tersebut harus berasal dari suatu penyelidikan khusus.
Penyelidikan-penyelidikan semacam itu biasanya mengungkapkan keadaan
lingkungan, kombinasi faktor-faktor ataupun urutan-urutan kejadian yang
memungkinkan terjadinya kecelakaan kerja tersebut.
3.1.3.2. Penyelidikan Kecelakaan
Tujuan penyelidikan kecelakaan adalah untuk menemukan berbagai
penyebab kecelakaan, sehingga dengan demikian dapat ditentukan lankah-langkah
pencegahan yang tepat. Dewan keselamatan Nasional Amerika Serikat
mengemukakan beberapa alasan tentang penyelidikan kecelakaan sebagai berikut:
a. Mempelajari bebagai penyebab kecelakaan sehingga
kecelakaan-kecelakaan serupa akan dapat dicegah dengan cara perbaikan mekanis,
pengawasan yang lebih baik, atau engan pelatihan pekerja.
b. Menentukan "perubahan" atau penyimpangan yang menyebabkan
terjadinya "kesalahan" yang berakibat kecelakaan (analisis sistem
c. Mengumumkan bahaya-bahaya tertentu kepada para
karyawan-karyawan dan supervisornya, dan mengarahkan perhatian mereka pada
upaya-upaya pencegahan kecelakaan.
d. Menentukan fakta untuk dipertanggung jawabkan secara resmi. (suatu
penyelidikan yang semata-semata dilakukan untuk tujuan ini jarang
dapat memberikan informasi yang cukup memadai untuk upaya-upaya
pencegahan kecelakaan.)
3.1.4. Pencegahan Kacelakaan
Kecelakaan kerja dapat dicegah asal ada kemauan untuk mencegahnya.
Pencegahan kecelakaan di dasarkan pada pengetahuan tentang sebab-sebab
kecelakaan. Sebab-sebab kecelakaan di suatu perusahaan diketahui dengan
mengadakan analisa kecelakaan. Maka dari sebab-sebab dan cara analisanya harus
betul-betul diketahui. Pencegahan kecelakaan kerja ditunjukkan pada tiga
komponen utama, yaitu:
1. Lingkungan
Lingkungan harus memenuhi syarat-syarat lingkungan kerja yang baik,
pemeliharaan rumah tangga yang baik, keadaan gedung yang selamat, dan
perencanaan yang baik.
Syarat-syarat lingkungan kerja meliputi:
- Penerangan cahaya
- Ventilasi
- Suhu udara
Pemeliharaan rumah tangga perusahaan meliputi penimbunan,
pengaturan mesin, bejana-bejana dan lain-lain. Gedung harus memiliki alat
pemadam kebakaran, pintu keluar darura, lubang ventilasi, dan lantai yang
baik, perencanaan yang baik terlihat dari pengaturan operasi, pengaturan
tempat mesin, proses yang selamat, alat-alat yang cukup dan adanya
pedoman pelaksanaan dan aturan-aturan.
2. Mesin-mesin, alat-alat kerja/perkakas kerja
Mesin-mesin, alat-alat kerja/perkakas kerja harus memenuhi perencanaan
yang baik, cukup dilengkapi alat-alat pelindung. Perencanaan yang baik
terlihat dari baiknya “garding” pada bagian-bagian mesin atau
perkakas-perkakas yang bergerak misalnya berputar. Selain perencanaan, juga
perawatan mesin-mesin dan perkakas kerja harus diperhatikan. Kurangnya
perawatan sering mengakibatkan bencana besar, seperti misalnya
peledakan mesin-mesin diesel. Alat-alat perlindungan berupa kaca mata,
sarung tangan, pakaian kerja yang tepat ukurannya, dan lain-lain.
3. Manusia
Tentang faktor manusia harus diperhatikan adanya:
1. Aturan-aturan kerja
Aturan-aturan kerja harus lengkap, jelas dan dipaksakan agar
2. Kemampuan para pekerja
Ketidak mampuan pekarja meliputi kurangnya pengalaman,
kurangnya kecakapan, dan lambatnya mengambil keputusan.
3. Kurang konsentrasi para pekerja
konsentrasi berkurang biasanya sebagai akibat dari melamun,
kurangnya perhatian dan tidak mau memperhatikan atau pelupa
dalam melukukan pekerjaan.
4. Disiplin kerja
Disiplin yang kurang harus diatasi dengan peringatan kepada para
pekerja yang melanggar peraturan, atau kepada teman kerja yang
mengganggu seorang peker dalam waktu melakukan pekerjaan.
5. Perbuatan-perbuatan yang mendatangkan kecelakaan kerja
Cara kerja yang mendatangkan bahaya ialah iseng atau bercanda,
ambil cara pendek atau mudahnya, dan sifat tergesa-gesa.
6. Ketidak cocokan fisik dan mental
Ketidak cocokan fisik dan mental yang terutama perlu diatasi ialah
kelelahan mental berupa kejemuan, sifat pemarah yang hebat dan
sangat mudah tersinggung.
7. Pemeriksaan kesehatan
Pemeriksaan kesehatan sebelum dan pada waktu kerja akan berguna
dalam menemukan faktor-faktor manusia yang mendatangkan