PENENTUAN JUMLAH DAN KAPASITAS
BURNER
YANG DIBUTUHKAN PADA
DRYER
UNTUK MENJAGA
KONDISI
STEADY STATE
PERPINDAHAN PANAS DENGAN
METODE SIMULASI PADA PT. SANG HYANG SERI
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari
Syarat-syarat Memperoleh Gelar Sarjana Teknik Industri
Oleh :
DEVIRA ISWANDA
NIM : 090423036
PROGRAM PENDIDIKAN SARJANA EKSTENSI
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
KATA PENGANTAR
Puji dan syukur penulis panjatkan kehadirat Tuhan Yang Maha Esa atas
segala berkat dan karunia-Nya sehingga penulis dapat menyelesaikan laporan
tugas sarjana ini dengan baik.
Tugas sarjana merupakan salah satu syarat akademis yang harus dipenuhi
untuk menyelesaikan studi di Departemen Teknik Industri, Fakultas Teknik,
Universitas Sumatera Utara. Penulis melaksanakan penelitian pada PT. Sang
Hyang Seri (Persero) Cabang Deli Serdang yaitu suatu perusahaan yang
memproduksi benih pertanian. Pada laporan ini, penulis membahas permasalahan
mengenai “Penentuan Jumlah dan Kapasitas yang Dibutuhkan pada Dryer untuk
Menjaga Kondisi Steady State Perpindahan Panas dengan Metode Simulasi pada
PT. Sang Hyang Seri”.
Penulis menyadari bahwa laporan ini belum sepenuhnya sempurna dan
masih terdapat kekurangan. Oleh karena itu penulis mengharapkan kritik dan
saran yang bersifat membangun demi kesempurnaan laporan ini. Akhir kata
penulis berharap agar laporan ini berguna bagi kita semua.
Medan, Juli 2012
UCAPAN TERIMA KASIH
Puji dan syukur penulis panjatkan kehadirat Tuhan Yang Maha Esa atas
segala berkat dan karunia-Nya sehingga penulis dapat menyelesaikan laporan
tugas sarjana ini dengan baik. Banyak pihak yang sudah memberi dukungan dan
bimbingan kepada penulis, oleh karena itu penulis ingin menyampaikan rasa
terima kasih khususnya kepada kedua orang tua dan keluarga yang selalu memberi
dukungan serta doa, sehingga semua kegiatan dan akitivitas yang dilakukan
selama pengerjaan tugas sarjana ini berjalan dengan sangat baik.
Ucapan terima kasih penulis sampaikan kepada Bapak Ir. Abadi Ginting
SS, MSIE selaku dosen pembimbing yang telah meluangkan waktunya tidak
hanya untuk membimbing penulis, tetapi memberi semangat, motivasi, dan
pandangan postif terhadap semua kejadian-kejadian yang dialami penulis selama
mengerjakan tugas sarjana ini dan yang terpenting membuka wawasan penulis
untuk dapat melakukan sesuatu yang terbaik. Ucapan terima kasih juga penulis
sampaikan kepada seluruh staf dan pegawai Fakultas Teknik Mesin, Politeknik
Negeri Medan, khususnya Bapak Ir. Amran Rozan, MT yang sudah meluangkan
waktunya untuk membimbing penulis selama mempelajari ilmu sistem kontrol
khususnya ilmu mengenai PLC (Programmable Logic Control). Begitu juga untuk
ketiga teman tim terbaikku yang telah bekerja sama dan saling membantu selama
proses pengerjaan tugas sarjana ini, penulis ucapkan banyak terima kasih.
Ucapan terima kasih juga penulis ucapkan kepada seluruh tim penguji
karya tugas akhir penulis dapat lebih baik dan layak untuk dipublikasikan. Penulis
juga mengucapkan rasa terima kasih kepada seluruh elemen-elemen penting
Departemen Teknik Industri dan Fakultas Teknik yang telah membantu penulis
selama menjalani studi.
Hanya ucapan terima kasih yang dapat penulis sampaikan, apabila
selama melaksanakan studi mulai dari awal perkuliahan hingga selesainya tugas
sarjana ini, penulis melakukan kesalahan baik melalui ucapan, etika, penampilan
dan sebagainya, penulis memohon maaf yang sebesar-besarnya.
Medan, Juli 2012
Devira Iswanda
DAFTAR ISI
BAB HALAMAN
JUDUL ... i
LEMBAR PENGESAHAN ... ii
LEMBAR EVALUASI TUGAS SARJANA ... iii
LEMBAR KEPUTUSAN SIDANG KOLOKIUM ... iv
KATA PENGANTAR ... v
UCAPAN TERIMA KASIH ... vi
DAFTAR ISI ... viii
DAFTAR TABEL ... xxi
DAFTAR GAMBAR ... xix
DAFTAR LAMPIRAN ... xxix
ABSTRAK ... xxx
I PENDAHULUAN ... I-1
1.1. Latar Belakang ... I-1
1.2. Rumusan Permasalahan ... I-3
1.3. Tujuan dan Manfaat ... I-3
1.3.1. Tujuan ... I-3
1.3.2. Manfaat ... I-3
1.4. Batasan Masalh dan Asumsi ... I-4
DAFTAR ISI (Lanjutan)
BAB HALAMAN
1.4.2. Asumsi-asumsi ... I-4
1.5. Sistematika Penulisan Tugas Sarjana ... I-4
II GAMBARAN UMUM PERUSAHAAN ... II-1
2.1. Sejarah Perusahaan... II-1
2.2. Struktur Organisasi Perusahaan ... II-3
2.3. Ruang Lingkup Bidang Usaha ... II-4
2.4. Lokasi Perusahaan ... II-4
2.5. Proses Produksi ... II-5
2.5.1. Standard Mutu Bahan/Produk . ... II-5
2.5.2. Bahan yang Digunakan (Bahan Baku, Bahan Penolong) II-7
2.5.2.1.Bahan Baku. ... II-7
2.5.2.2.Bahan Penolong. ... II-8
2.5.3. Uraian Proses Produksi . ... II-9
2.5.3.1.Persiapan Pengolahan Benih . ... II-9
2.5.3.2.Penerimaan Calon Benih . ... II-9
2.5.3.3.Pengeringan . ... II-10
2.5.3.4.Pembersihan dan Sortasi . ... II-11
2.5.3.5.Penyimpanan Benih Sementara ... II-13
2.5.3.6.Pengujian Benih . ... II-13
DAFTAR ISI (Lanjutan)
BAB HALAMAN
2.5.3.8.Pengepakan . ... II-16
2.6. Mesin dan Peralatan ... II-18
2.7. Utilitas . ... II-23
2.8. Safetyand Fire Protection . ... II-24 2.9. Waste Treatment . ... II-25 2.10. Tenaga Kerja . ... II-25
2.11. Fasilitas Perusahaan . ... II-27
2.12. Tata Letak Perusahaan . ... II-27
III TINJAUAN PUSTAKA ... III-1
3.1. Morfologi dan Anatomi Gabah Padi ... III-1
3.2. Pengeringan ... III-3
3.3. Prinsip Kerja Mesin Dryer ... III-5 3.1.1. Oil Burner ... III-6 3.1.2. Blower ... III-10 3.1.3. Thermostat ... III-11 3.4. Heat Transfer ... III-13 3.4.1. Konduksi ... III-13
3.4.1.1.Konduktivitas Termal ... III-14
DAFTAR ISI (Lanjutan)
BAB HALAMAN
3.4.1.3.Faktor Bentuk konduksi ... III-16
3.4.2. Konveksi ... III-17
3.4.2.1.Konveksi Paksa dalam Pipa dan Saluran secara
Laminar ... III-21
3.4.3. Radiasi ... III-24
3.5. Akumulasi Temperatur Ruang ... III-26
3.6. Termodinamika ... III-26
3.6.1. Hukum-hukum Termodinamika ... III-26
3.7. Instrumentasi dan Alat Ukur ... III-28
3.7.1. Thermocuple ... III-28 3.7.1.1.Prinsip Kerja Thermocouple ... III-29 3.7.2. 4 IN 1 Multi-Function Environment ... III-29 3.8. Lattice Sampling ... III-30 3.9. Simulasi ... III-31
3.9.1. Definisi Simulasi ... III-31
3.9.2. Tujuan Imitasi pada Simulasi ... III-31
3.9.3. Kelebihan Kemampuan Simulasi ... III-32
3.9.4. Konsep dan Prinsip Simulasi ... III-33
3.9.4.1.Konsep Simulasi ... III-33
DAFTAR ISI (Lanjutan)
BAB HALAMAN
3.9.5. Jenis Simulasi ... III-35
3.9.6. Langkah-langkah Simulasi ... III-36
3.9.7. Validitas dan Sensitivitas Model ... III-38
3.10. Stat::Fit Version 2 ... III-41 3.11. Powersim Studio ... III-43 3.11.1. Komponen Powersim ... III-45 3.12. PLC (Programable Logic Control) ... III-48 3.12.1. Pengertian PLC ... III-48
3.12.2. Konsep PLC ... III-48
3.12.3. Kelebihan PLC ... III-49
3.12.4. Struktur Dasar PLC ... III-50
3.12.5. Operasi Dasar PLC ... III-53
DAFTAR ISI (Lanjutan)
BAB HALAMAN
IV METODOLOGI PENELITIAN ... IV-1
4.1. Tempat dan Waktu Penelitian ... IV-1
4.2. Rancangan Penelitian ... IV-1
4.3. Objek Penelitian ... IV-2
4.4. Variabel Penelitian ... IV-2
4.5. Instrumen Penelitian ... IV-3
4.6. Pelaksanaan Penelitian ... IV-3
4.7. Pengolahan Data ... IV-5
4.8. Analisa Data... IV-8
4.9. Kesimpulan dan Saran ... IV-8
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
5.1. Pengumpulan Data ... V-1
5.1.1. Kapasitas Burner ... V-1 5.1.2. Energi Panas Burner ... V-1
5.1.3. Suhu dan Kelembaban Udara Shelter ... V-1
5.1.4. Dimensi Saluran Penghantar ... V-3
5.1.5. Suhu Dinding Saluran Penghantar ... V-4
5.1.6. Losses Panas ... V-6
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.1.8. Data Waktu Shutdown Burner ... V-8
5.2. Pengolahan Data ... V-8
5.2.1. Formulasi Masalah... V-8
5.2.2. Membangun Model ... V-9
5.2.3. Fitting The Data ... V-15
5.2.4. Menerjemahkan Model ... V-18
5.2.5. Verifikasi ... V-27
5.2.6. Validasi ... V-29
5.2.7. Perencanaan (Planning) Taktis dan Strategis ... V-32
5.2.8. Trial and Error ... V-33
5.2.8.1.Kapasitas Pemakaian Bahan Bakar ... V-33
5.2.8.2.RepositioningBurner dengan Sistem Kerja
Berbasis PLC... V-37
5.2.9. Analisis Keseluruhan Hasil Simulasi ... V-44
5.2.10. Implementasi dan Dokumentasi ... V-44
VI ANALISIS PEMECAHAN MASALAH ... VI-1
6.1. Analisis Langkah Formulasi Masalah ... VI-1
6.2. Analisis Langkah Membangun Model ... VI-1
DAFTAR ISI (Lanjutan)
BAB HALAMAN
6.4. Analisis Langkah Menerjemahkan Model... VI-2
6.5. Analisis Langkah Verifikasi ... VI-7
6.6. Analisis Langkah Validasi ... VI-8
6.7. Analisis Langkah Perencanaan (Planning) Taktis dan Strategis VI-10
6.8. Analisis Langkah Trial and Error ... VI-10
6.8.1. Analisis Kapasitas Pemakaian Bahan Bakar ... VI-10
6.8.2. Analisis Repositioning Burner dengan Sistem Kerja
Berbasis PLC ... VI-11
6.9. Analisis Hasil Simulasi Secara Keseluruhan ... VI-13
6.10. Analisis Langkah Implementasi dan Dokumentasi ... VI-14
VII KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII-1
7.2. Saran ... VII-2
DAFTAR PUSTAKA
DAFTAR TABEL
TABEL HALAMAN
2.1. Mesin-mesin yang Digunakan ... II-18
2.2. Peralatan yang Digunakan... II-20
2.3. Jumlah Tenaga Kerja Berdasarkan Posisi Pada PT. Sang Hyang Seri
Cabang Deli Serdang ... II-25
3.1. Konduktivitas Termal Berbagai Bahan pada 0 °C... III-15
3.2. Faktor Bentuk Konduksi untuk Berbagai Bentuk ... III-17
3.3. Nilai-Nilai Koefisien Perpindahan Panas Konveksi ... III-21
3.4. Perpindahan Kalor untuk Aliran Laminar Berkembang Penuh
dalam Saluran Berbagai Penampang ... III-24
3.5. Batas Kritis untuk Setiap Metode Pengujian Kinerja Model ... III-41
3.6. Arti lampu Indikator PLC ... III-52
3.7. Lambang Ladder Diagram ... III-53 3.8. Stetement List (Mnemonic) ... III-58
5.1. Data Suhu dan Kelembaban Udara Shelter ... V-2
5.2. Data Suhu Dinding Saluran Penghantar ... V-5
5.3. Data Losses Panas ... V-6
5.4. Data Kelembaban Udara Ruang Plenum ... V-7
5.5. Time Table Hasil Simulasi Suhu Keluaran dari Blower ... V-22
5.6. Time Table Hasil Simulasi Suhu Udara pada Ujung Saluran Penghantar
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.7. Time Table Hasil Simulasi Suhu Ruang Plenum, Panas yang Dibutuhkan
Ruang Plenum, dan Rugi Kalor ... V-24
5.8. Time Table Hasil Simulasi Waktu untuk Menaikkan Suhu Ruang Plenum V-25
5.9. Time Table Hasil Simulasi Lama Pengeringan ... V-26
5.10. Perbandingan Formulasi Beberapa Komponen secara Manual dengan
Formulasi pada Powersim ... V-28
5.11. Time Table Suhu Keluaran dari Blower dan Suhu Udara pada Ujung
Saluran Penghantar ke Ruang Plenum ... V-34
5.12. Time Table Suhu Ruang Plenum, Panas yang Dibutuhkan Ruang
Plenum, dan Rugi Kalor ... V-35
5.13. Time Table Waktu untuk Menaikkan Suhu Ruang Plenum ... V-36
5.14. Time Table Lama Pengeringan ... V-37 5.15. Alamat Input dan Output ... V-41
5.16. Mnemonic Code Sistem Rangkaian Paralel Burner... V-42
6.1. Time Table Hasil Simulasi Suhu Keluaran dari Blower ... VI-3
6.2. Time Table Hasil Simulasi Suhu Udara pada Ujung Saluran Penghantar
ke Ruang Plenum ... VI-4
6.3. Time Table Hasil Simulasi Suhu Ruang Plenum, Panas yang Dibutuhkan
Ruang Plenum, dan Rugi Kalor ... VI-5
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
6.5. Time Table Hasil Simulasi Lama Pengeringan ... VI-7
6.6. Hasil Uji Statistik AME, AVE, dan Kalman Filter Terhadap Data
Suhu Keluaran dari Blower ... VI-8
6.7. Hasil Uji Validasi Model Terhadap Data Suhu Kleuaran dari Blower ... VI-8
6.8. Hasil Uji Statistik AME, AVE, dan Kalman Filter Terhadap Data
Suhu Udara pada Ujung Saluran Penghantar ke Ruang Plenum ... VI-9
6.9. Hasil Uji Validasi Model Terhadap Data Suhu Udara pada Ujung
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. PT. Sang Hyang Seri (Persero) Kantor Regional IV Sumatera Utara .... II-3
2.2. Proses Pengeringan Menggunakan Lantai Jemur ... II-10
2.3. Proses Pengeringan Menggunakan Box Dryer ... II-11
2.4. Proses Pembersihan dan Sortasi Menggunakan Mesin Seed Cleaner .... II-12
2.5. Penyimpanan Benih Sementara ... II-13
2.6. Pengujian Benih ... II-14
2.7. Label Benih Bersertifikasi... II-15
2.8. Proses Pengepakan Benih Secara Manual dan Fully Automatic ... II-16
3.1. Struktur Gabah Tanaman Padi ... III-1
3.2. Skema Proses Pengeringan Mesin Dryer ... III-5
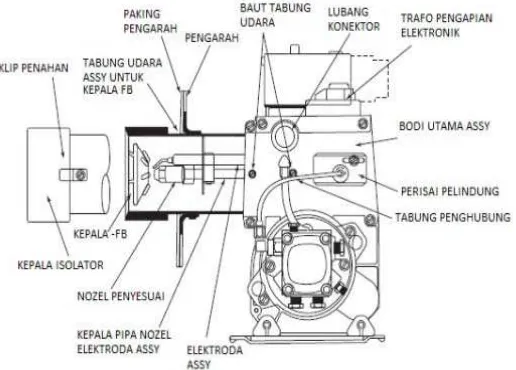
3.3. Komponen Burner Tampak pada Pandangan Samping ... III-7
3.4. Komponen Burner Tampak pada Pandangan Depan ... III-8
3.5. Skematik Diagram Tipikal Sistem Kontrol Elektrik ... III-11
3.6. Konstruksi Tipikal Elektrik Thermostat ... III-12 3.7. Panjang Masuk Kalor Hidrodinamik ... III-22
3.8. Heat Transfer secara Radiasi ... III-24 3.9. Proses Radiasi ... III-25
3.10. Thermocouple ... III-28 3.11. Rangkaian Dasar Termokopel ... III-29
DAFTAR GAMBAR (Lanjutan)
GAMBAR HALAMAN
3.13. Sistem Ril dan Sistem Imitasi ... III-32
3.14. Tampilan Awal Stat::Fit ... III-41 3.15. Tampilan Kotak Dialog Auto::Fit ... III-42 3.16. Tampilan Hasil Pengujian dengan Stat::Fit ... III-42 3.17. Ikon Powersim Contructor ... III-43 3.18. Tampilan Powersim Contructor ... III-44
3.19. Keterangan Tampilan Powersim Contructor ... III-44
3.20. Tools dalam Powersim Constructor ... III-45 3.21. Simbol Variabel Level... III-46 3.22. Simbol Variabel Rate ... III-46 3.23. Simbol Variabel Auxiliary... III-46 3.24. Simbol Variabel Constant ... III-47 3.25. Simbol Snapshot ... III-47 3.26. PLC OMRON CPM 1 A ... III-48
3.27. Struktur Dasar PLC ... III-51
DAFTAR GAMBAR (Lanjutan)
GAMBAR HALAMAN
3.32. Simbol Ladder LD dan LD NOT ... III-55
3.33. Simbol Ladder AND dan AND NOT ... III-56
3.34. Simbol Ladder OR dan OR NOT ... III-56 3.35. Simbol Ladder OUT ... III-57 3.36. Simbol Ladder AND LD ... III-57 3.37. Simbol Ladder OR LD ... III-57 3.38. Ladder Diagram ... III-58 3.39. Relay ... III-59 3.40. Skema Relay ... III-59 3.41. Tampilan Menu Utama SYSWIN ... III-62
3.42. Membuat Ladder Diagram Menggunakan SYSWIN... III-62
3.43. Cara Mengakhiri Input Program SYSWIN ... III-63 4.1. Kerangka Konseptual Penelitian ... IV-4
4.2. Blok Diagram Pengolahan Data ... IV-5
5.1. Posisi Lapisan dan Titik Sampel Pengukuran ... V-2
5.2. Saluran Penghantar dan Titik Pengukuran ... V-4
5.3. Langkah Pertama Pembentukan Causal Loop Suhu Ruang Plenum ... V-10
5.4. Langkah Kedua Pembentukan Causal Loop Rugi Kalor ... V-11
5.5. Langkah Ketiga Pembentukan Causal Loop Faktor Bentuk Total Ruang
DAFTAR GAMBAR (Lanjutan)
GAMBAR HALAMAN
5.6. Main Causal Loop ... V-12 5.7. Sub Model Suhu Ruang Plenum ... V-13 5.8. Main Model Simulasi Dinamis ... V-14 5.9. Blok Diagram Model ... V-15
5.10. Pengujian Data Suhu udara Shelter ... V-16 5.11. Pengujian Data Kelembaban Shelter ... V-16
5.12. Pengujian Data Suhu Dinding Saluran Penghantar ... V-17
5.13. Pengujian Data Losses Panas ... V-17
5.14. Pengujian Data Kelembaban Udara Ruang Plenum ... V-17
5.15. Nilai Rasio Kelembaban menggunakan Grafik Psikometrik ... V-19
5.16. Equation Window Powersim ... V-21
5.17. Time Graph Hasil Simulasi Suhu Keluaran Blower ... V-23
5.18. Time Graph Hasil Simulasi Suhu Udara pada Ujung Saluran Penghantar
ke Ruang Plenum ... V-24
5.19. Time Graph Hasil Simulasi Suhu Ruang Plenum, Panas yang Dibutuhkan
Ruang Plenum, dan Rugi Kalor ... V-25
5.20. Time Graph Hasil Simulasi Waktu untuk Menaikkan Suhu Ruang Plenum V-26
5.21. Time Graph Hasil Simulasi Lama Pengeringan ... V-27
5.22. Time Graph Suhu Keluaran dari Blower dan Suhu Udara pada Ujung
DAFTAR GAMBAR (Lanjutan)
GAMBAR HALAMAN
5.23. Time Graph Suhu Ruang Plenum, Panas yang Dibutuhkan Ruang Plenum,
dan Rugi Kalor ... V-35
5.24. Time Graph Waktu untuk Menaikkan Suhu Ruang Plenum ... V-36
5.25. Time Graph Lama Pengeringan... V-37
5.26. Diagram Blo Sistem Input-Output Rangkaian Burner ... V-38
5.27. Blok On Line Sitem Rangkaian Paralel Burner ... V-39
5.28. Ladder Diagram Sistem Rangkaian Paralel Burner ... V-42
6.1. Flowchart Pengoperasian Sistem Rangkaian Paralel Burner Berbasis
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Data Suhu dan Kelembaban Udara Shelter ... L-1
2. Psycometric Diagram ... L-2
3. Analisis Kebutuhan Energi pada Proses Pengeringan ... L-3
4. Hasil Program PLC Menggunakan Software SYSWIN ... L-4
5. Tabel Kebenaran ... L-5
6. Struktur Organisasi PT. Sang Hyang Seri Cabang Deli Serdang ... L-6
ABSTRAK
PT. Sang Hyang Seri (Persero) merupakan Badan Usaha Milik Negara yang bergerak dalam bidang perbenihan. Proses produksi dilakukan dalam beberapa tahap yaitu pengeringan, pembersihan (inspeksi), penggudangan, dan pengepakan. Pengeringan merupakan tahap yang sangat penting karena tahapan ini merupakan pengaturan suhu dan kadar air gabah agar kualitas benih tidak rusak. Pada proses ini Gabah Kering Panen (GKP) dengan kadar air 25 % dan suhu 25 °C (suhu kamar) direduksi menjadi Gabah Kering Kotor (GKK) dengan kadar air 12 % dan suhu 45 °C. Pengontrolan kadar air dilakukan dengan pengambilan sampel untuk di uji setiap satu jam, sehingga apabila kadar air sudah tercapai 12 %, maka pengeringan dihentikan.
Proses pengeringan terjadi pada box dryer dengan umpan GKP sebanyak 6
ton, dimana pengeringannya menggunakan mesin dryer yang bekerja secara
konveksi yaitu dengan melalukan udara panas yang bersumber dari burner ke
ruang plenum yang berfungsi sebagai penyimpan panas. Sedangkan perpindahan
panas yang terjadi pada padi yaitu secara konduksi dan radiasi. Udara panas yang
berada pada ruang plenum harus steady state pada 45 °C. Karena apabila suhu
lebih besar atau lebih kecil dari 45 °C maka mengakibatkan embrio benih rusak
dan terjadi case hardening dimana benih tidak kering secara merata.
Berdasarkan hasil pengamatan, terjadi unsteady state dimana sering
ditemukan suhu dibawah 45 °C. Masalah lain yang ditemukan adalah overheating
pada burner yang berakibat terhadap kerusakan nozzle. Sementara itu diketahui
nozzle memiliki kelemahan yaitu ketahanan dalam beroperasi secara normal
selama 3 hari, sehingga perlu dilakukan shutdown selama 3 jam yang berguna
sebagai stagnasi panas. Shutdown yang terjadi selama 3 jam setiap 3 hari sangat
mengganggu pengeringan karena proses pengeringan harus berhenti secara total. Untuk mendapatkan suhu yang diharapkan maka dilakukan teknik simulasi
menggunakan software powersim, dimana langkah-langkah penyelesaian
ditampilkan dengan causal loop yaitu dengan mengatur jumlah panas yang
dimasukkan sesuai dengan panas yang dibutuhkan ruang plenum. Penambahan
panas tersebut harus berbanding lurus dengan variabel rugi kalor yang merupakan tingkat kehilangan panas yang terjadi akibat adanya interaksi dengan lingkungan
luar (shelter). Sementara, shutdown diatasi dengan teknik switching menggunakan
sistem kerja berbasis PLC (Programmable Logic Control).
Dari hasil simulasi diperoleh kondisi steady state dapat tercapai dan
lamanya waktu pengeringan dapat dikurangi dari waktu awal selama 8 jam
menjadi 4,04–6,11 jam. Masalah shutdown juga dapat diatasi dengan melakukan
repositioning burner yakni penambahan 1 unit burner dengan kapasitas 16-17 liter/jam yang dirancang secara paralel dengan merencanakan program kerja
berbasis PLC, menggunakan timer on delay dengan waktu preset selama 3 jam
dan sistem pemrograman timer bertingkat sehingga shutdown dapat terjadwal dan
underheating serta preheating dapat dihilangkan. Perencanan program dinyatakan
berhasil dengan adanya kesesuaian antara ladder diagram hasil dari software
SYSWIN dan tabel kebenaran yang di uji dengan software PLC Simulator.
Kata kunci : Pengeringan, Heat Transfer, Steady State Suhu Ruang Plenum,
ABSTRAK
PT. Sang Hyang Seri (Persero) merupakan Badan Usaha Milik Negara yang bergerak dalam bidang perbenihan. Proses produksi dilakukan dalam beberapa tahap yaitu pengeringan, pembersihan (inspeksi), penggudangan, dan pengepakan. Pengeringan merupakan tahap yang sangat penting karena tahapan ini merupakan pengaturan suhu dan kadar air gabah agar kualitas benih tidak rusak. Pada proses ini Gabah Kering Panen (GKP) dengan kadar air 25 % dan suhu 25 °C (suhu kamar) direduksi menjadi Gabah Kering Kotor (GKK) dengan kadar air 12 % dan suhu 45 °C. Pengontrolan kadar air dilakukan dengan pengambilan sampel untuk di uji setiap satu jam, sehingga apabila kadar air sudah tercapai 12 %, maka pengeringan dihentikan.
Proses pengeringan terjadi pada box dryer dengan umpan GKP sebanyak 6
ton, dimana pengeringannya menggunakan mesin dryer yang bekerja secara
konveksi yaitu dengan melalukan udara panas yang bersumber dari burner ke
ruang plenum yang berfungsi sebagai penyimpan panas. Sedangkan perpindahan
panas yang terjadi pada padi yaitu secara konduksi dan radiasi. Udara panas yang
berada pada ruang plenum harus steady state pada 45 °C. Karena apabila suhu
lebih besar atau lebih kecil dari 45 °C maka mengakibatkan embrio benih rusak
dan terjadi case hardening dimana benih tidak kering secara merata.
Berdasarkan hasil pengamatan, terjadi unsteady state dimana sering
ditemukan suhu dibawah 45 °C. Masalah lain yang ditemukan adalah overheating
pada burner yang berakibat terhadap kerusakan nozzle. Sementara itu diketahui
nozzle memiliki kelemahan yaitu ketahanan dalam beroperasi secara normal
selama 3 hari, sehingga perlu dilakukan shutdown selama 3 jam yang berguna
sebagai stagnasi panas. Shutdown yang terjadi selama 3 jam setiap 3 hari sangat
mengganggu pengeringan karena proses pengeringan harus berhenti secara total. Untuk mendapatkan suhu yang diharapkan maka dilakukan teknik simulasi
menggunakan software powersim, dimana langkah-langkah penyelesaian
ditampilkan dengan causal loop yaitu dengan mengatur jumlah panas yang
dimasukkan sesuai dengan panas yang dibutuhkan ruang plenum. Penambahan
panas tersebut harus berbanding lurus dengan variabel rugi kalor yang merupakan tingkat kehilangan panas yang terjadi akibat adanya interaksi dengan lingkungan
luar (shelter). Sementara, shutdown diatasi dengan teknik switching menggunakan
sistem kerja berbasis PLC (Programmable Logic Control).
Dari hasil simulasi diperoleh kondisi steady state dapat tercapai dan
lamanya waktu pengeringan dapat dikurangi dari waktu awal selama 8 jam
menjadi 4,04–6,11 jam. Masalah shutdown juga dapat diatasi dengan melakukan
repositioning burner yakni penambahan 1 unit burner dengan kapasitas 16-17 liter/jam yang dirancang secara paralel dengan merencanakan program kerja
berbasis PLC, menggunakan timer on delay dengan waktu preset selama 3 jam
dan sistem pemrograman timer bertingkat sehingga shutdown dapat terjadwal dan
underheating serta preheating dapat dihilangkan. Perencanan program dinyatakan
berhasil dengan adanya kesesuaian antara ladder diagram hasil dari software
SYSWIN dan tabel kebenaran yang di uji dengan software PLC Simulator.
Kata kunci : Pengeringan, Heat Transfer, Steady State Suhu Ruang Plenum,
BAB I
PENDAHULUAN
1.1. Latar Belakang
PT. Sang Hyang Seri (Persero) merupakan Badan Usaha Milik Negara yang
bergerak dalam bidang perbenihan. Dari sejumlah operasi pengolahan benih,
pengeringan (dryer) merupakan lintasan kritis dalam menentukan kualitas. Karena
operasi ini berguna untuk mengatur suhu dan kadar air benih agar kualitas benih
tidak rusak. Pengeringan merupakan proses awal yang dilakukan sebelum benih
dibersihkan dan dimasukkan ke gudang simpan kemas.
Input proses pengeringan adalah gabah kering panen (GKP) yang berasal dari petani penangkaran yang merupakan petani yang dibina oleh perusahaan
dengan syarat hasil panen dijual kepada pihak perusahaan. GKP yang diterima
perusahaan masih dalam keadaan basah dengan kadar air 25%. GKP ini kemudian
dimasukkan ke box dryer sebanyak 6 ton untuk dikeringkan hingga mencapai
kadar air 12% yang dinamakan Gabah Kering Kotor (GKK).
Proses pengeringan menggunakan alat pengering (mesin dryer) bekerja
dengan sistem perpindahan panas secara konveksi. Dimana perpindahan panas
secara konveksi terjadi dengan mengalirkan partikel-partikel fluida yang berupa
udara panas. Fluida tersebut dialirkan dari sumber panas (burner) ke ruang
plenum. Untuk menghasilkan fluida tersebut perusahaan menggunakan satu unit
memanaskan gabah pada box dryer. Dalam proses pengeringan, suhu ruang
plenum harus steady state pada 45 °C, karena apabila suhu lebih besar atau lebih
kecil dari 45 °C dapat mengakibatkan embrio benih rusak dan terjadi case
hardening yakni benih tidak kering secara merata.
Namun berdasarkan pengamatan yang dilakukan oleh peneliti, sering
terjadi unsteady state suhu ruang plenum dimana suhu berada dibawah 45 °C.
Disamping itu ditemui masalah overheating pada burner yang terjadi akibat
lamanya proses pembakaran yang berakibat terhadap kerusakan nozzle sehingga
diperlukan shutdown selama 3 jam setiap 3 hari. Shutdown tersebut dilakukan
sebagai stagnasi panas khususnya pada nozzle, tetapi apabila dilakukan dapat
mengganggu proses preheating bahkan mengakibatkan underheating sehingga
menghambat proses pengeringan.
Dalam mengatasi masalah tersebut peneliti melakukan teknik simulasi
untuk mengetahui cara menjaga steady state suhu ruang plenum dengan
mempertahankan kestabilan jumlah panas yang keluar dengan jumlah panas yang
dimasukkan ke ruang plenum, sehingga kualitas benih tidak rusak dan lamanya
waktu pengeringan dapat dikurangi. Sedangkan untuk mengatasi masalah
shutdown dilakukan repositioning sumber panas berupa hubungan paralel
terhadap mesin burner dengan sistem kerja berbasis PLC (Programmable Logic
1.2. Rumusan Permasalahan
Permasalahan yang dibahas adalah unsteady state suhu ruang plenum yang
berakibat terhadap kerusakan benih dan masalah shutdown burner yang
mengakibatkan terhentinya proses pengeringan selama 3 jam setiap 3 hari.
1.3. Tujuan dan Manfaat
1.3.1. Tujuan
Tujuan dari penelitian ini adalah mengatasi masalah yang dihadapi
perusahaan yakni penjagaan steady state suhu ruang plenum agar kualitas benih
tidak rusak, serta masalah shutdown yang terjadi pada burner sehingga proses
pengeringan berjalan lancar.
1.3.2. Manfaat
Manfaat yang diharapkan dari pelaksanaan penelitian ini adalah sebagai
berikut :
1. Sebagai tambahan informasi tentang bagaimana menjaga steady state suhu
ruang plenum.
2. Sebagai masukan bagi perusahaan dalam menghadapi masalah shutdown
1.4. Batasan Masalah dan Asumsi – asumsi
1.4.1. Batasan Masalah
Penulis membatasi penelitiannya sebagai berikut :
1. Penelitian ini dilakukan hanya pada bagian pengeringan khususnya untuk
jenis padi Inpari 13.
2. Perhitungan lama pengeringan menggunakan metode heat balance.
3. Sistem rangkaian paralel burner dengan PLC hanya sebatas perencanaan
progam, tidak sampai ke perancangan secara teknisnya (engineering design).
1.4.2. Asumsi-asumsi
Asumsi-asumsi yang digunakan dalam penelitian adalah sebagai berikut :
1. Proses produksi berlangsung secara terus menerus (kontinu).
2. Proses perambatan panas pada padi secara homogen.
3. Volume spesifik udara pengering dianggap konstan sebesar 0,92 m3/kg.
1.5. Sistematika Penulisan Tugas Sarjana
Sistematika penulisan tugas sarjana agar mudah dipahami penulisannya
maka akan disajikan dalam beberapa bab sebagai berikut :
BAB I : PENDAHULUAN
Bab ini berisi latar belakang permasalahan, perumusan masalah,
tujuan penelitian, manfaat penelitian, asumsi-asumsi yang
BAB II : GAMBARAN UMUM PERUSAHAAN
Berisi tentang gambaran perusahaan secara umum meliputi sejarah
perusahaan, ruang lingkup usaha, proses produksi, tenaga kerja dan
informasi lainnya.
BAB III : LANDASAN TEORI
Bab ini berisikan teori-teori yang berhubungan dengan heat transfer
dan teori sistem PLC serta teori-teori lainnya yang mendukung
dalam pembahasan dan penyelesaian masalah.
BAB IV : METODOLOGI PENELITIAN
Dalam hal ini menguraikan tahapan-tahapan yang dilakukan dalam
pelaksanaan penelitian.
BAB V : PENGUMPULAN DAN PENGOLAHAN DATA
Bab ini memuat data detail yang berasal dari perusahaan dan literatur
mengenai penelitian yang dilakukan, serta pengolahan data yang
dilakukan sebagai dasar pada pembahasan masalah.
BAB VI : ANALISA PEMECAHAN MASALAH
Bab ini berisi tentang analisa dan pemecahan masalah dari hasil
pengolahan data yang telah dilakukan sebelumnya.
BAB VII : KESIMPULAN DAN SARAN
Pada bab ini akan dikemukakan beberapa kesimpulan yang diperoleh
berdasarkan hasil analisa dan evaluasi data dan memberikan
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
Pada tahun 1940 PT. Sang Hyang Seri (Persero) adalah perkebunan besar
milik swasta asing (Inggris) dengan nama “Pamanukan & Tjiasem Lands” yang
dengan adanya nasionalisasi pada tahun 1957 dikelola oleh Yayasan
Pembangunan Daerah Jawa Barat (YPDB). Pada tahun 1966 YPDB menjadi
“Proyek Produksi Pangan Sukamandi Jaya” bersamaan dengan dibentuknya
“Proyek Penelitian dan Mekanisasi” serta “Proyek Perhewani”. Ketiga proyek ini
dilebur pada tahun 1968 menjadi “Lembaga Sang Hyang Seri”.
Kemudian melalui Peraturan Pemerintah (PP) No. 22 tahun 1971
Lembaga Sang Hyang Seri menjadi Perusahaan Umum (PERUM). Sang Hyang
Seri sebagai salah satu sub sistem perbenihan nasional yang dengan bantuan
pinjaman dana dari Bank Dunia merupakan perusahaan perbenihan unggul dan
bersertifikat yang modern dan terbesar di Indonesia bahkan di Asia Tenggara.
Perum Sang Hyang Seri mengembangkan wilayah pelayanannya dengan
mendirikan :
1. Tahun 1973 Distrik Benih di Klaten Jawa Tengah.
2. Tahun 1977 Distrik Benih di Malang Jawa Timur dengan 7 unit produksi
benih.
3. Tahun 1982 mendirikan cabang di Luar Jawa, yaitu di Lampung, Sumatera
Pada tahun 1995 status PERUM berubah menjadi PERSERO dengan
memperluas core business menjadi benih pertanian dan usaha lain yang langsung
menunjang usaha perbenihan yang dapat meningkatkan pendapatan dan kinerja
perusahaan. Pada tahun 1997 PT. Sang Hyang Seri (Persero) memasuki bisnis
benih hortikultura dan pada tahun 2001 mulai mengembangkan bisnis agroinput
yang berupa sarana produksi dan agrooutput yang berupa hasil pertanian.
Pada tahun 2003 core business dikembangkan dari benih tanaman pangan
menjadi benih pertanian dalam arti luas, yaitu meliputi benih tanaman pangan,
hortikultura, perkebunan, kehutanan, peternakan dan perikanan. Selain core
business, pada tahun 2008 PT. Sang Hyang Seri (Persero) juga melakukan
kegiatan penunjang core business dan optimalisasi pemanfaatan sumber daya
perseroan. Pembinaan perusahaan dilaksanakan oleh Kementerian Badan Usaha
Milik Negara Republik Indonesia.
PT. Sang Hyang Seri (Persero) Kantor Regional IV Sumatera Utara,
merupakan cabang regional dari PT. Sang Hyang Seri (Persero) yang berpusat di
Sukamandi Jawa Barat. PT. Sang Hyang Seri (Persero) Kantor Regional IV
Sumatera Utara didirikan pada tahun 1981 dengan alamat kantor di jalan Raya
Medan, Lubuk Pakam Km. 21 Tanjung Morawa. Wilayah kerja KR IV meliputi 4
(empat) propinsi yaitu propinsi Nanggroe Aceh Darussalam, propinsi Sumatera
Utara, propinsi Sumatera Barat dan propinsi Riau serta meliputi 59
Kabupaten/Kota.
PT. Sang Hyang Seri (Persero) KR IV terdiri dari 4 (empat) Cabang yaitu
serta 3 (tiga) Satuan Tugas (Satgas) yaitu Satgas Tapanuli Selatan , Satgas Riau
dan Satgas NAD.
Gambar 2.1. PT. Sang Hyang Seri (Persero) Kantor Regional IV Sumatera Utara
2.2. Struktur Organisasi Perusahaan
Tipe organisasi yang digunakan perusahaan adalah organisasi tipe flat
(hirarki horizontal) dimana tingkat hirarki kewenangan tidak banyak sehingga
jumlah satuan organisasi hanya sedikit akan tetapi jumlah bawahan yang
dikendalikan cukup banyak. Stuktur organisasi yang digunakan adalah struktur
organiasasi matriks dimana organisasi diatur berdasarkan pengelompokan
aktivitas dan tugas yang sama dikumpulkan menjadi satu untuk membentuk
unit-unit kerja seperti produksi, operasi, pemasaran, keuangan, personalia, dan
sebagainya yang memiliki fungsi yang terspesialisasi yang secara bersama-sama
keterkaitan antar unit kerja) dan sharing antar unit-unit kerja selalu terjalin dengan baik untuk mendukung kelancaran operasional perbenihan yang berkualitas.
Struktur organisasi PT. Sang Hyang Seri (Persero) dapat dilihat pada lampiran 6.
2.3. Ruang Lingkup Bidang Usaha
Ruang Lingkup Bidang Usaha PT. SHS Kantor Regional IV Sumatera
Utara adalah:
1. Memproduksi benih pertanian varietas pelayanan (public variety) dan varietas
komersial (commercial variety).
2. Memasarkan benih pertanian varietas pelayanan (public variety) dan varietas
komersial (commercial variety).
3. Melakukan kemitraan usaha dengan produsen/penangkar benih baik swasta
maupun milik pemerintah.
4. Melakukan penelitian dan pengembangan (research and development) yang
menunjang bisnis usaha pembenihan.
2.4. Lokasi Perusahaan
Areal atau Lokasi PT. SHS merupakan salah satu faktor yang menentukan
kelangsungan usaha dapat berjalan dengan baik. Oleh sebab itu ada hal-hal yang
perlu diperhatikan dalam menentukan lokasi pabrik antara lain:
1. Tenaga kerja mudah didapat.
2. Bahan baku mudah didapat.
4. Fasilitas-fasilitas pendukung seperti sarana transportasi, listrik, dan air tersedia
dengan baik dan layak.
Letak PT. SHS Kantor Regional IV Sumatera Utara berada di jalan Raya
Medan-Lubuk Pakam Km. 21 Tanjung Morawa. Batas - batas perusahaan adalah :
1. Sebelah Timur berbatasan dengan pabrik minyak Para Sawita.
2. Sebelah Selatan berbatasan dengan aneka jenis tanaman pertanian.
3. Sebelah Barat berbatasan dengan jalan raya Tanjung Morawa.
4. Sebelah Utara berbatasan denagan pekuburan / tanah wakaf.
2.5. Proses Produksi
Proses produksi yang terdapat di Pabrik Pengolahan Benih PT. Sang
Hyang Seri (Persero) adalah melakukan pengolahan terhadap GKP (gabah kering
panen) menjadi benih bersertifikat. Produk yang dihasilkan adalah benih unggul
bersertifikat, dimana benih ini mengalami proses produksi dan pengujian di
laboratorium. Benih yang lulus pengujian merupakan benih unggul dan diberi
sertifikat. Hasil proses pengolahan yang tidak dapat dijadikan produk yaitu benih
kosong dan jerami.
2.5.1. Standard Mutu Bahan/Produk
Standar mutu dari produk yang dihasilkan oleh PT. Sang Hyang Seri
(Persero) harus disesuaikan dengan spesifikasi standar mutu BPSBTPH (Balai
Pengawasan Sertifikasi Benih Tanaman Pangan dan Hortikultura) dan harus
dapat diterima oleh pasar. Sehingga, untuk meningkatkan daya saing, benih yang
dihasilkan harus memenuhi spesifikasi mutu. Mutu benih lulus adalah suatu
ukuran mutu yang sangat penting karena mempengaruhi pertumbuhan benih dan
mutu hasil dari penanaman benih. Pengujian mutu pada perusahaan dilakukan
secara intern dan ekstern. Pengujian mutu intern dilakukan pada laboratorium
pabrik, sedangkan pengujian mutu ekstern dilakukan oleh BPSBTPH. Kelulusan
benih dan sertifikasi benih berada pada keputusan BPSBTPH, walaupun sudah
dilakukan pengujian sendiri di laboratorium PT. Sang Hyang Seri (Persero).
Bahan baku yang digunakan PT. Sang Hyang Seri (Persero) adalah Gabah
Kering Panen (GKP) padi . Standard mutu bahan yang ditetapkan oleh perusahaan
untuk setiap GKP padi yang masuk ke pabrik adalah sebagai berikut :
a. Kadar air yang terkandung dalam Gabah Kering Panen (GKP) : 25%
b. Butir hijau yang terdapat dalam Gabah Kering Panen (GKP) : 5 %
c. Kotoran benih yang terdapat dalam Gabah Kering Panen (GKP) : 7 %
Standard mutu produk yang ditetapkan oleh perusahaan untuk setiap benih
kantong adalah sebagai berikut :
a. Kadar air yang terkandung dalam Benih Lulus (BL) sebesar 12%
b. Benih murni dalam Benih Lulus (BL) 99,7%
c. Kotoran benih yang terdapat dalam Benih Lulus (BL) 0,2%
d. Benih varietas lain yang terkandung dalam Benih Lulus (BL) 0,1%
e. Daya tumbuh atau daya berkecambah Benih Lulus (BL) 85%
2.5.2. Bahan yang Digunakan (Bahan Baku dan Bahan Penolong)
2.5.2.1.Bahan Baku
Mutu hasil olahan dipengaruhi oleh mutu bahan baku dan proses
pengolahan, sedangkan mutu bahan baku dipengaruhi oleh sistem panen. Bahan
baku yang digunakan perusahaan dalam memproduksi benih padi bersertifikat
adalah Gabah Kering Panen (GKP) padi. GKP padi diperoleh perusahaan dari
hasil penangkaran antara perusahaan dengan kelompok tani di Sumatera Utara,
dimana PT. Sang Hyang Seri (Persero) menjadi pengasuh kelompok tani tersebut.
Bahan baku yang akan diproses tidak boleh melebihi kadar air yang
ditentukan yaitu 25% dan kadar kotoran 7%, kalau lebih dari yang ditentukan
maka harga padi tersebut akan menjadi turun dan hal tersebut sudah dilakukan
kesepakatan terlebih dahulu. Setelah melakukan pengecekan barulah
penimbangan dilakukan dan disimpan kedalam gudang untuk sementara.
Bahan baku GKP yang diterima adalah GKP level FS (Foundation Seed),
SS (Stock Seed), ES (Extention Seed). Bahan baku yang diterima terdiri dari delapan varietas, yaitu :
a. INP-10 dan INP-13
b. Mekongga
c. Cibago
d. Chierang
e. Bestari
f. Cigelis
2.5.2.2.Bahan Penolong
Bahan penolong adalah bahan yang digunakan dalam proses produksi
tetapi tidak terdapat dalam produk akhir. Bahan ini secara tidak langsung
mempengaruhi kualitas produk yang dihasilkan. Bahan penolong yang digunakan
dalam proses produksi adalah sebagai berikut :
1. Solar
PT. Sang Hyang Seri (Persero) menggunakan solar untuk bahan bakar
mesin-mesin produksi seperti mesin-mesin dryer, seed-cleaner and sortation machine dan
generator listrik (genset).
2. Udara panas
Udara panas memegang peranan penting dalam proses pengolahan benih
bersertifikat. Udara panas ini digunakan dalam proses pengeringan GKP.
Kadar air GKP harus diturunkan dari 25% menjadi maksimal 12%. Udara
panas dapat diperoleh baik secara alami menggunakan sinar matahari dan
secara buatan menggunakan mesin dryer. Udara panas yang dihasilkan dari
burner dihisap dan dihembuskan oleh blower ke ruang plenum yang
kemudian didistribusikan ke box dryer untuk mengeringkan padi yang berada
pada box dryer tersebut.
3. Phostoxin
Phostoxin digunakan untuk mengendalikan hama gudang, pada saat benih
2.5.3. Uraian Proses Produksi
Proses produksi pada pengolahan benih padi bersertifkat PT. Sang Hyang
Seri (Persero) merupakan proses produksi terus-menerus (continue Process).
Untuk memperoleh benih lulus yang sesuai dengan standar mutu yang ditentukan,
proses pengolahan GKP (Gabah Kering Panen) menjadi benih lulus melewati
beberapa tahap. Tahapan-tahapan Pengolahan GKP pada PT. Sang Hyang Seri
(Persero) menjadi benih lulus diuraikan seperti berikut :
2.5.3.1.Persiapan Pengolahan Benih
Persiapan-persiapan yang perlu dilakukan untuk mengolah benih padi
adalah sebagai berikut :
1. Pembersihan lantai jemur, mesin dan peralatan, tempat-tempat penyimpanan
(gudang dan selokan).
2. Pemeliharaan dan perbaikan mesin-mesin dan peralatan.
2.5.3.2.Penerimaan Calon Benih
Ada beberapa kegiatan yang dilakukan pada saat penerimaan GKP yaitu
pemeriksaan dokumen, penimbangan Gabah Kering Panen (GKP) dan
pengambilan sampel oleh petugas bagian Pegawai Laboratorium. Pemeriksaan
dokumen yang dilakukan berupa Surat Pengantar Hasil Panen (SPHP) disertai
surat sortasi dari tim panen, diantaranya adalah nomor induk lapangan, musim
tanam, nama petani penggarap, blok sertifikasi, luas tanam, luas panen, tanggal
kemurnian varietas yang kemudian disimpan kedalam gudang untuk sementara.
Ketika dilakukan penimbangan, Pegawai Laboratorium melakukan pengembalian
sampel GKP untuk kebutuhan pengujian pendahuluan. Sampel tersebut kemudian
dibawa ke labolatorium untuk dianalisis lebih lanjut.
2.5.3.3.Pengeringan
Pengeringan dilakukan untuk menurunkan kadar air pada benih, agar
benih tahan lama dalam penyimpanan, adapun cara pengeringan dilakukan dengan
2 cara yaitu :
1. Secara manual (Alami)
Pengeringan secara manual dilakukan dengan cara menjemur benih agar
terkena sinar matahari. Dalam kondisi cuaca cerah, pengeringan dengan cara
manual membutuhkan waktu kira-kira 2-3 hari. Pengeringan dengan cara
manual ini dilakukan karena dapat menghemat biaya.
2. Secara Otomatis dengan Box Dryer
Gambar 2.3. Proses Pengeringan Menggunakan Box Dryer
Pengeringan dengan box dryer adalah jenis pengeringan compartement
dryer. Pengeringan dengan box dryer adalah pengeringan dengan cara
memasukkan benih ke dalam box dryer, dengan kapasitas box 5-6 ton. Calon
benih (GKP) yang sudah masuk kedalam box dryer terlebih dahulu diberi
hembusan angin dengan menggunakan blower selama satu jam, selanjutnya udara
panas yang dikeluarkan oleh mesin burner diberikan berangsur-angsur hingga
suhunya mencapai 45 0C.Ketebalan tumpukan padi 0,5m – 0,6m agar pada waktu
melakukan pembalikan mudah dilakukan. Pembalikan dilakukan tiap 1 jam,
sebelum dilakukan pembalikan harus dilakukan pengecekan suhu dan kadar air
calon benih. Penurunan kadar air rata-rata 0,5% – 1,2 % per jam dan pengeringan
dilanjutkan sampai kadar air 12% selama ± 7-8 jam.
2.5.3.4.Pembersihan dan Sortasi
Benih padi yang telah dikeringkan (kadar air 12%) kemudian dibersihkan
dengan mesin seed cleaner. Pembersihan benih menggunakan blower dan
memisahkan antara jerami, benih kosong dan benih bersih. Benih bersih ini masih
perlu diperiksa lagi secara periodik untuk mengetahui seberapa banyak butiran
apung yang terikut. Ini diketahui dengan cara setiap 100 gr benih tidak melebihi
200 butir apung dan kotoran 0,2% (setiap 1 jam sekali). Penyotiran GKK (Gabah
Kering Kotor) dilakukan untuk mendapatkan benih yang seragam dan dan bersih.
Saringan mesin seed cleaner terdiri dari 2 (dua) saringan, yaitu saringan atas
(Scalper) dimana benih yang dikehendaki menembus lobang saringan dengan bebas sedangkan kotoran-kotoran kasar yang tidak bisa menembus saringan akan
terpisah dan saringan bawah (saringan sortasi) berfungsi untuk menyortir benih
berdasarkan ukurannya. Pada saringan ini benih berisi penuh dan benih yang
kosong akan dipisahkan.
Proses ini juga berfungsi sebagai preconditioning benih sebelum
dimasukkan ke dalam gudang penyimpanan sementara, dimana temperatur benih
hasil proses pengeringan dengan suhu 450 C diturunkan menjadi suhu kamar.
2.5.3.5.Penyimpanan Benih Sementara
Tujuan penyimpanan benih adalah sebagai masa dormansi yang untuk
mempertahankan kualitas benih dan mencegah kerusakan. Penyimpanan benih di
gudang harus menggunakan alas berupa palet / papan kayu atau balok-balok kayu
agar karung benih tidak langsung bersentuhan dengan lantai gudang. Benih yang
disimpan segera di fumigasi dengan Phostoxin atau disemprot dengan insektisida
siloan / satifsar / damfin untuk disanitasi. Setiap tumpukan benih diberi kartu
identitas yang berisikan data antara lain : nomor tumpukan, varietas, tanggal
panen, jumlahnya, tanggal pengujian, tanggal kadaluarsa, dan tanggal
penyemprotan / fumigasi.
Gambar 2.5. Penyimpanan Benih Sementara
2.5.3.6.Pengujian Benih
Pengujian benih dilakukan melalui beberapa tahap, diantaranya:
1. Pengujian Kadar Air
Kadar air suatu benih mempunyai peranan yang sangat besar dalam
pengaruhnya terhadap reabilitas dan merupakan hal penting bagi benih yang
akan dipasarkan serta berpengaruh juga pada daya tahan benih karena terlalu
yang ditetapkan oleh perusahaan yakni 12%. Untuk mengetahui kandungan air
pada benih yang terikat secara fisik disebut dengan kandungan air bebas yang
dinyatakan dengan proses berat dapat digunakan alat moisture tester.
2. Pengujian Daya Kecambah
Pengujian ini diambil dari proses kerja yang telah dijernihkan agar mendapat
pertumbuhan lerai benih yang diujikan dan mendekati kenyataan di lapangan.
Persentase daya tumbuh adalah persentase dari benih yang membentuk
bibit/tanaman normal pada lingkungan yang sesuai bagi pertumbuhan benih
dalam jangka waktu tertentu. Dalam hal pengujian ini bisa juga terlihat atau
diamati biji normal, biji up-normal, biji keras, biji dorman, biji segar tidak
tumbuh dan biji mati. Daya kecambah minimal 85%. Pengujian benih dapat
dilihat pada Gambar 2.6.
Gambar 2.6. Pengujian Benih
2.5.3.7.Proses Sertifikasi Benih
Sertifikasi benih merupakan unsur yang sangat penting bagi pembenihan
karena untuk pemeliharaan kemurnian mutu benih dari suatu verietas dan serta
menyediakan secara kontinu kepada petani. Disamping mempertahankan
benih dalam memproduksikan dengan kualitas mutu yang lebih baik serta
membantu petani mendapatkan benih yang digunakan, baik jaminan kebenaran
varietas maupun mutunya.
Dalam memproduksi benih bersertifikat maka perlu diperhatikan
ketentuan-ketentuan sebagai berikut :
1. Permohonan sertifikasi dengan melampirkan areal sertifikasi label /
keterangan benih yang akan dipanen.
2. Pemeriksaan yang meliputi pemeriksaan merupakan apakah suatu areal
sertifikasi dapat diterima atau tidak
a. Fase vegetatif
b. Fase pembungaan
c. Fase masak
3. Pemeriksaan alat Processing tidak terkontaminasi dengan varietas lain.
4. Pengambilan contoh benih yang mewakili stok benih yang ada.
5. Pengujian laboratorium secara teratur atau terjadwal.
6. Laporan sesuai stok yang diujikan dalam kelompok benih
7. Pelebelan sesuai dengan stok yang diujikan dalam kelompok benih.
Benih yang telah lulus uji oleh BPSBTPH (Balai Pengawasan Sertifikasi
Benih Tanaman Pangan dan Hortikultura) akan diberi label bersertifikat dan
selanjutnya dapat dilakukan pengepakan.
2.5.3.8.Pengepakan
Setelah selesai dilakukan pengujian benih dan dinyatakan lulus maka
dilakukan pengepakan benih padi. Pengepakan benih dilakukan sesuai dengan
permintaan pasar. Pengepakan benih dilakukan dengan ketelitian yang baik
misalnya mengenai :
a. Penimbangan (per kantong)
b. Pemberian label
c. Logo yang jelas
Gambar 2.8. Proses Pengepakan Benih Secara Manual dan Fully Automatic
Proses pengepakan yang terdapat pada perusahaan yaitu proses pengepakan secara
manual dan fully automatic. Pengepakan secara fully automatic jarang dilakukan
pengepakan, benih disimpan di gudang produk sebelum benih tersebut dipasarkan.
Dimana pemasaran dilakukan secara ritel (eceran) dan korforat (kerjasama dengan
2.6. Mesin dan Peralatan
Mesin-mesin dan peralatan yang digunakan pada PT. Sang Hyang Seri (Persero) Kantor Regional IV Sumatera Utara adalah :
Mesin-mesin yang digunakan pada PT. Sang Hyang Seri sebagai berikut :
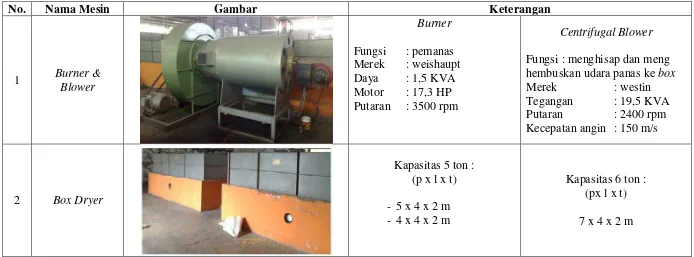
Tabel 2.1. Mesin-mesin yang Digunakan
No. Nama Mesin Gambar Keterangan
1 Burner &
Blower
Burner
Fungsi : pemanas
Merek : weishaupt
Daya : 1,5 KVA
Motor : 17,3 HP
Putaran : 3500 rpm
Centrifugal Blower
Fungsi : menghisap dan meng
hembuskan udara panas ke box
Merek : westin
Tegangan : 19,5 KVA
Putaran : 2400 rpm
Kecepatan angin : 150 m/s
2 Box Dryer
Kapasitas 5 ton : (p x l x t)
- 5 x 4 x 2 m
- 4 x 4 x 2 m
Kapasitas 6 ton : (px l x t)
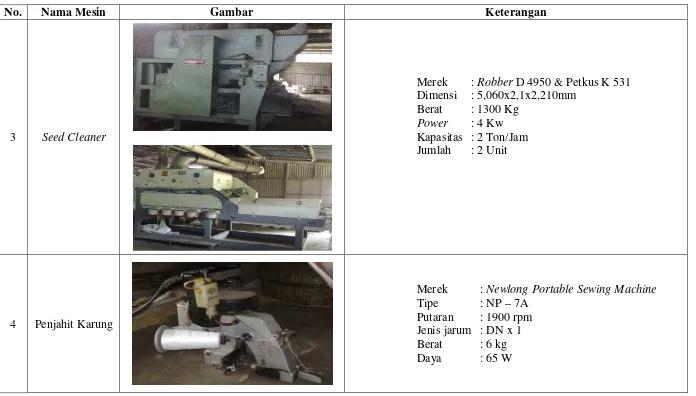
Tabel 2.1. Mesin- Mesin yang Digunakan (Lanjutan)
No. Nama Mesin Gambar Keterangan
3 Seed Cleaner
Merek : Robber D 4950 & Petkus K 531
Dimensi : 5,060x2,1x2,210mm
Berat : 1300 Kg
Power : 4 Kw Kapasitas : 2 Ton/Jam
Jumlah : 2 Unit
4 Penjahit Karung
Merek : Newlong Portable Sewing Machine
Tipe : NP – 7A
Putaran : 1900 rpm
Jenis jarum : DN x 1
Berat : 6 kg
Adapun peralatan yang digunakan pada PT. Sang Hyang Seri sebagai berikut :
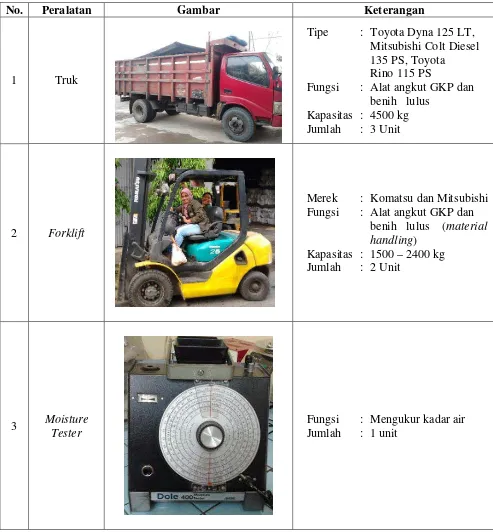
Tabel 2.2. Peralatan yang Digunakan
No. Peralatan Gambar Keterangan
1 Truk
Tipe : Toyota Dyna 125 LT,
Mitsubishi Colt Diesel 135 PS, Toyota
Rino 115 PS
Fungsi : Alat angkut GKP dan
benih lulus Kapasitas : 4500 kg
Jumlah : 3 Unit
2 Forklift
Merek : Komatsu dan Mitsubishi
Fungsi : Alat angkut GKP dan
benih lulus (material
handling) Kapasitas : 1500 – 2400 kg
Jumlah : 2 Unit
3 Moisture
Tester
Fungsi : Mengukur kadar air
Tabel 2.2. Peralatan yang Digunakan (Lanjutan)
No. Peralatan Gambar Keterangan
4 Timbangan
Merek : Avery & Abadi
Fungsi : Mengukur berat benih
Kapasitas : 500 kg & 25 kg
Jumlah : 3 Unit
5 Palet
Fungsi : Sebagai dudukan karung
berisi GKP dan berisi benih bersih
Kapasitas : 1000 Kg
Tabel 2.2. Peralatan yang Digunakan (Lanjutan)
No. Peralatan Gambar Keterangan
6 Impulse
sealer
Fungsi : Menutup kemasan
plastik yang sudah
berisi benih lulus
Jumlah : 2 unit
7 Oven
Fungsi : Memanaskan/mengeringkan
bahan pengujian pada
laboratorium Jumlah : 1 unit
8 Germinator Fungsi : Alat pemeraman
2.7. Utilitas
Yang dimaksud dengan utilitas dalam sebuah pabrik adalah unit pembantu
produksi yang tidak terlibat secara langsung terhadap bahan baku, tetapi
penunjang proses agar produksi dapat berjalan lancar. Utilitas yang terdapat pada
PT. SHS antara lain sebagai berikut:
1. Unit Pembangkit Tenaga (Power Plant)
Tenaga yang digunakan untuk dapat mengoperasikan seluruh alat dan mesin di
PT. SHS diperoleh dari tenaga listrik PLN. Selain itu, tenaga listrik juga
diperoleh dari unit pendukung seperti genset. Adapun spesifikasi dari mesin
genset yang digunakan adalah :
Output : 32,5 KVA
Voltage : 380/220 V
Frekuensi : 50 Hz
Daya listrik yang tersedia didistribusikan ke bagian-bagian sebagai berikut
:
a. Perumahan pimpinan, staf dan karyawan.
b. Penerangan dan arus listrik kantor dan pabrik serta jalan.
c. Unit-unit proses pengolahan benih.
2. Unit Pengolahan Air (Water Treatment)
Salah satu bagian yang penting untuk mendukung proses pengolahan di PT.
SHS adalah air. Sumber air di PT. SHS berasal dari PDAM Deli Serdang.
Fungsi air di sini tidak dapat tergantikan oleh senyawa lain. Air digunakan
a. Air domestik, yaitu air yang digunakan di luar kegiatan pabrik (kantor dan
perumahan).
b. Air proses, yaitu air yang digunakan untuk keperluan laboratorium.
2.8. Safety dan Fire Protection
Safety and Fire Protection yang ada di PT. Sang Hyang Seri (Persero) Cabang Deli Serdang didukung oleh sarana dan prasarana yang disediakan oleh
perusahaan. Keselamatan kerja merupakan sarana utama untuk pencegahan
kecelakaan kerja, cacat dan kematian yang diakibatkan oleh kecelakaan kerja.
Kecelakaan kerja yang terjadi dapat mengakibatkan hambatan-hambatan yang
sekaligus juga merupakan kerugian secara tidak langsung seperti kerusakan mesin
dan peralatan kerja, terhentinya proses produksi untuk beberapa saat hal ini akan
menyebabkan tingginya biaya produksi. Perusahaan sebenarnya telah memiliki
kebijakan dalam hal safety terhadap bahaya. Namun, pelaksanaannya belum
maksimal karena para pekerja belum seluruhnya mematuhi kebijakan yang telah
dibuat. Kesadaran pekerja akan pentingnya keselamatan dan kesehatan kerja
masih sangat kurang, hal tersebut terlihat dari belum ada pekerja yang
menggunakan masker pada bagian produksi khususnya di bagian pengeringan dan
penyortiran.
Untuk kegiatan penanggulangan bahaya kebakaran perusahaan juga
melengkapinya dengan peralatan kerja pendukung seperti : alat pemadam api (fire
2.9. Waste Treatment
Limbah dari hasil pengolahan GKP hingga menjadi benih bersih adalah
limbah berupa gabah kosong dan jerami kering yang keluar dari stasiun seed
cleaner setelah dua kali proses pembersihan menuju corong ke tempat penampungan limbah. Limbah ini kemudian dibakar atau diberikan kepada
masyarakat yang ingin memanfaatkannya.
2.10. Tenaga Kerja
Jumlah tenaga kerja pada Kantor Cabang Deli Serdang berjumlah 76 orang
dengan berbagai posisi yang dapat dilihat pada tabel 2.3.
Tabel 2.3. Jumlah Tenaga Kerja Berdasarkan Posisi Pada PT. Sang Hyang Seri Cabang Deli Serdang
No. Posisi Jumlah Total
3 Asst. Manajer Keuangan &
SDM 1
4 Asst. Manajer Produksi 1
5 Asst. Manajer Pasar Ritel 1
6 Asst. Manajer Pasar Korporat 1
7 Asst. Manajer Litbang 1
8 Supervisior Keuangan 1
9 Supervisior SDM 1
10 Supervisior Kebun 1
11 Supervisior Pengolahan & PPM 1
12 Supervisior Logistik dan
Hortikultura 1
13 Supervisior Simpan Kemas 1
Tabel 2.3. Jumlah Tenaga Kerja Berdasarkan Posisi Pada PT. Sang Hyang Seri Cabang Deli Serdang (Lanjutan)
No. Posisi Jumlah Total
15 Supervisior Pasar Ritel 1
16 Supervisior Adm. Pasar Ritel 1
17 Supervisior Pasar Korporat 1
18 Supervisior Adm. Pasar
Korporat 1
19 Supervisior Mutu 1
20 Agronomis 1
21
Karyawan Kontrak
Pegawai Administrasi 1
56
22 Pegawai Kebun 3
23 Mekanik 1
24 Operator Produksi 1
25 Pegawai Lapangan Logistik 2
26 Operator Gudang 1
27 Operator Forklift 2
28 Pegawai Lapangan Ritel 1
29 Pegawai Lapangan Korporat 1
30 Pegawai Laboratorium 2
31 Pegawai Lapangan Agronomis 1
32 BHL Lantai Jemur 10
38 Pelayanan Dalam Ruangan 3
39 Pelayanan Dalam Ruangan 3
2.11. Fasilitas Perusahaan
Adapun fasilitas dari pihak perusahaan untuk para tenaga kerja adalah
sebagai berikut :
1. Manajer cabang : perumahan, alat transportasi, layanan rumah sakit, asuransi,
kompensasi (gaji, bonus, insentif, tunjangan), promosi dan lain-lain.
2. Asisten manajer : alat transportasi, layanan rumah sakit, asuransi, kompensasi
(gaji, bonus, insentif, tunjangan), promosi dan lain-lain.
3. Karyawan tetap : layanan rumah sakit, asuransi, kompensasi (gaji, bonus,
insentif, tunjangan), promosi dan lain-lain.
4. Karyawan kontrak : kompensasi (gaji, bonus, insentif, tunjangan).
2.12. Tata Letak Perusahaan
Jenis tata letak atau susunan mesin dan peralatan yang terdapat pada PT.
Sang Hyang Seri adalah product layout, karena mesin-mesin dan peralatan
disusun berdasarkan urutan proses produksi.
Bentuk umum pola aliran bahan pada PT. Sang Hyang Seri identik dengan
zig-zag, karena proses produksi yang panjang dan berkelok-kelok, guna
memaksimalkan lokasi pabrik.
Berdasarkan kegiatan-kegiatan yang ada di PT. Sang Hyang Seri,
bagian/departemen yang ada pada perusahaan dapat dibagi atas :
1. Bagian Produksi
a. Penerimaan Calon Benih : 13 x 10 m
c. Pembersihan dan sortasi : 20 x 5 m = 100 m2
d. Penyimpanan Benih : (35,3 x 20,4 m) dan (25 x 12m)
f. Pengepakan/Packing : 65 x 15 m
2. Bagian Production Service
a. Laboratorium : 4 x 5 m
b. Lantai Penjemuran : (28 x 15,5 m) dan (24,2 x 15,5 m)
3. Bagian General Service
a. Kantor Regional : 32,1 x 16,6 m
b. Kantor Cabang : 14,8 x 10 m
c. Kantor Administrasi Gudang : 15 x 5 m
d. Kantor Asisten Pabrik : 10 x 10 m
e. Koperasi dan SHS Shop : 12,1 x 7,2 m
f. Pos Satpam : 3,4 x 2,5 m
g. Parkir Mobil : 12,1 x 5 m
h. Parkir Sepeda Motor : 4,6 x 3,7 m
i. Lapangan Tenis : 23,8 x 10,97 m
j. Lapangan Badminton : 14,8 x 6,2 m
k. Gudang Penyimpanan Barang Jadi : 24,5 x 12,5 m
4. Bagian Personal Service
a. Toilet : (3,2 x 2 m);(3 x 2 m) dan (4,1 x 3,2 m)
b. Musholla (Tempat Ibadah) : 11,3 x 10,4 m
c. Rumah Dinas : (14,8 x 9,7 m) x 4 unit
a. Gudang : 10 x 5,7 m
BAB III
TINJAUAN PUSTAKA
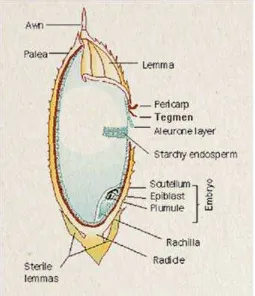
3.1. Morfologi dan Anatomi Gabah Padi1
Gambar 3.1. Struktur Gabah Tanaman Padi
Gabah terdiri dari atas biji yang terbungkus oleh sekam. Biji tersebut
dikenal dengan nama beras pecah kulit adalah caryopis. Gabah tersusun dari
15-30 persen kulit luar (sekam), 4-5 persen kulit ari (pericarp), 12-14 persen bekatul,
65-67 persen endosperm, dan 2-3 persen embrio. Struktur anatomi gabah dapat
dilihat pada gambar 3.1.
1
Sekam dibentuk oleh palea dan lemma. Palea adalah bagian penutup kecil yang
ditutupi oleh lemma yang merupakan bagian penutup yang besar dan memiliki
bulu (awn). Palea dan lemma melakat pada sumbu kecil yang disebut rakhilla.
Palea dan lemma yang telah masak akan mengeluarkan kepala sari. Sedangkan
sterile lemma atau sering disebut lemma mandul merupakan lemma yang tidak dapat mengeluarkan kepala sari.
Caryopsis terdiri atas pericarp, tegmen, aleuron, embrio, dan starchy endosperm. Pericarp merupakan lapisan kulit terluar dari caryopsis yang sangat
tipis (kulit ari) yang merupakan pembungkus dari caryopsis. Pericarp terdiri atas
lapisan epicarp dan mesocarp. Epicarp merupakan lapisan luar pericarp,
sedangkan mesocarp merupakan lapisan yang terletak dibawah epicarp. Tegmen
juga merupakan lapisan kulit ari yang berada di bawah lapisan pericarp.
Starchy endosperm merupakan lapisan yang terletak dibawah tegmen yang
tertutupi oleh aleuron. Lapisan aleuron terdiri atas sel-sel parenchym yang
berbentuk bujur sangkar dan diisi dengan serpih aleuron yang kecil.
Embrio juga tertutupi oleh lapisan aleuron yang terdiri dari scutellum,
epiblast, dan plumule. Embrio merupakan calon individu baru yang nantinya akan
berkembang menjadi radicle. Radicle merupakan akar yang tumbuh pada saat
benih berkecambah. Pada benih yang sedang berkecambah timbul calon akar dan
batang. Calon akar mengalami pertumbuhan ke arah bawah sehingga terbentuk
akar tunggang, sedangkan calon batang akan tumbuh ke atas sehingga terbentuk
Untuk mencegah terjadinya perkecambahan, maka gabah yang merupakan
calon benih harus segera dikeringkan sampai batas kadar air 12% , sehingga dapat
disimpan untuk kemudian digunakan sebagai benih padi yang siap untuk ditanam.
3.2. Pengeringan2
Perpindahan panas dalam proses pengeringan dapat terjadi melalui dua
cara yaitu pengeringan langsung dan pengeringan tidak langsung. Pengeringan
langsung yaitu sumber panas berhubungan dengan bahan yang dikeringkan,
sedangkan pengeringan tidak langsung yaitu panas dari sumber panas dilewatkan Pengeringan adalah suatu cara untuk mengurangi jumlah kandungan air di
dalam suatu bahan (gabah) dengan cara menguapkan air tesebut menggunakan
energi panas. Penurunan kandungan air biasanya dilakukan sampai mencapai
kadar air tertentu sehingga enzim dan mikroba penyebab kerusakan bahan
menjadi tidak aktif atau mati.
Prinsip pengeringan biasanya melibatkan dua kejadian yaitu panas yang
harus diberikan pada bahan dan air yang harus dikeluarkan dari bahan. Dua
fenomena ini menyangkut pindah panas ke dalam dan pindah massa ke luar. Yang
dimaksudkan dengan pindah massa adalah pemindahan air keluar dari bahan
pangan. Dalam pengeringan umumnya diinginkan kecepatan pengeringan yang
maksimum, oleh karena itu semua usaha dibuat untuk mempercepat pindah panas
dan pindah massa.
2
melalui permukaan benda padat (conventer) dan konventer tersebut yang berhubungan dengan bahan yang ingin dikeringkan.
3
3
Doddy A Darmajana. 1987. Alat Pengering Gabah Tipe Bak. Balai Pengembangan Teknologi Tepat Guna. Subang. Hal. 6.
Dalam pengeringan gabah padi dengan menggunakan box dryer, metode
yang digunakan untuk memprediksi waktu pengeringan adalah metode
kesetimbangan panas (heat balance). Metode kesetimbangan panas
mengasumsikan bahwa panas “sensible” udara pengering yang hilang melalui
tumpukan (massa) gabah adalah sama dengan panas “latent” yang dibutuhkan
untuk penguapan air yang hilang dari gabah.
Langkah pertama dalam menghitung waktu pengeringan adalah
menghitung jumlah air yang harus diuapkan (dibuang) dari gabah. Formula yang
digunakan untuk menghitung jumlah air yang harus diuapkan sebagai berikut :
Dimana : mw = berat air yang harus dilepaskan dari masa gabah (kg)
mg = berat gabah basah yang akan dikeringkan (kg)
Mi = kadar gabah awal (% basis basah)
Me = kadar kesetimbangan dari massa gabah berkaitan dengan suhu
dan kelembaban relatif udara pengeringan atau kadar air gabah
akhir yang dituju (% basis basah)
Setelah diperoleh jumlah berat air yang harus dilepaskan, maka dapat dihitung