ANALISIS TINGKAT INTENSITAS PENERANGAN PADA
BAGIAN PENYORTIRAN PLASTIK DI CV. MITRA LESTARI
PLASTIK
DRAFT TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
Fensi
NIM. 070403116
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
ABSTRAK
CV. Mitra Lestari Plastik merupakan perusahaan manufaktur yang bergerak di bidang pengolahan biji plastik. Perusahaan ini berlokasi di Jalan Pelita II No. 22 (Kawasan Industri Medan Star) Medan Tanjung Morawa. Kondisi Pencahayaan dalam ruang penyortiran dapat mempengaruhi kenyamanan dari pekerja yang bekerja. Salah satu faktor permasalahan yang menganggu kenyamanan kerja tenaga kerja dibagian penyortiran perusahaan ialah permasalahan mengenai penerangan/pencahayaan yang kurang. Tingkat pencahayaan yang rendah dapat menyebabkan tenaga kerja sulit untuk melakukan penyortiran.
Rumusan masalah di perusahaan ini adalah adanya kesalahan penyortiran plastik akibat kelelahan mata dari intensitas penerangan yang kurang. Tujuan dari penelitian perancangan ini adalah untuk mengetahui hubungan antara intensitas penerangan dengan kelelahan mata karyawan untuk mengurangi kemasan plastik yang tidak memenuhi kualifikasi pada bagian penyortiran di CV. Mitra Lestari Plastik. Oleh karena itu akan dilakukan penelitian untuk mengetahui faktor yang mempengaruhi terjadinya kelelahan mata selama penyortiran. Faktor yang dipilih adalah faktor intensitas penerangan (150, 200, 250 dan 300 lux),faktor interval rotasi kerja (20 dan 30 menit) dan faktor shift kerja (shift 1, 2 dan 3).
Data yang diambil dalam penelitian ini adalah dari alat Flicker Fusion Frequency Test dan data kemasan plastik yang memenuhi dan tidak memenuhi kualifikasi untuk setiap eksperimen. Data yang digunakan diuji dengan pengujian kenormalan (Kolmogorof-Smirnov), kemudian diuji dengan uji Bartlett untuk keseragaman data. Metode analisa variansi yang digunakan dalam penelitian adalah metode ANAVA dan perancangan penelitian dengan eksperimen faktorial model campuran. Berdasarkan hasil perhitungan dengan metode analisa variansi, didapatkan bahwa ketiga faktor berpengaruh terhadap nilai Flicker Fusion Frequency. Hasil perhitungan korelasi antara nilai Flicker Fusion Frequency dan kemasan plastik yang tidak memenuhi kualifikasi didapatkan nilai koefisien korelasisebesar 0,523.
Nilai ini menunjukkan hubungan yang agak rendah antara nilai Flicker Fusion Frequency dan kemasan plastik yang tidak memenuhi kualifikasi.
Pada intensitas penerangan 250 lux dengan rotasi kerja 20 didapatkan persentase kesalahan sebesar 13,043%, sedangkan intensitas penerangan 150 lux dengan rotasi kerja 30 didapatkan persentase kesalahan sebesar 39,286%. Hal ini berarti dapat meningkatkan produktivitas pada CV. Mitra Lestari Plastik dengan penggunaan intensitas penerangan sebesar 250 lux.
Dari penelitian yang dilaksanakan maka saran yang dapat diberikan adalah perusahaan melakukan perbaikan intensitas penerangan dengan penambahan lampu, memilih rotasi kerja 20 menit dan melakukan penyusunannya jadwal perputaran shift kerja bagi tenaga kerja.
KATA PENGANTAR
Puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Esa atas
segala berkat dan rahmat yang telah diberikan-Nya kepada penulis, sehingga
penulis dapat menyelesaikan Tugas Akhir yang berjudul “Analisis Tingkat Intensitas Penerangan pada Bagian Penyortiran Plastik di CV. Mitra Lestari Plastik”. Penulisan Tugas Akhir ini merupakan salah satu persyaratan untuk menyelesaikan studi dan memperoleh gelar Sarjana Teknik di Departemen Teknik
Industri, Fakultas Teknik, Universitas Sumatera Utara.
Tugas Akhir ini penulis persembahkan untuk kedua orang tua yang telah
membesarkan penulis dengan kasih sayang yang tak ternilai harganya, yaitu Ir.
Sudjadi Sujitno dan Immelda, saudara kandung penulis, Erika, atas seluruh
perhatian dan dukungannya hingga penulis dapat menyelesaikan Tugas Akhir ini
dengan baik.
Penulis menyadari bahwa dalam penulisan Tugas Sarjana ini belum
sepenuhnya sempurna. Oleh karena itu, penulis mengharapkan kritik dan saran
yang membangun dari pembaca untuk kesempurnaan Tugas Sarjana ini. Akhir
kata, penulis berharap agar Tugas Sarjana ini bermanfaat bagi semua pihak yang
memerlukannya.
Medan, Agustus 2011
UCAPAN TERIMA KASIH
Dalam penulisan Tugas Sarjana ini, penulis telah mendapatkan
bimbingan dan dukungan yang besar dari berbagai pihak, baik berupa materi,
spiritual, informasi maupun administrasi. Oleh karena itu, penulis mengucapkan
terima kasih kepada :
1. Ibu Ir. Khawarita Siregar, MT. selaku Ketua Departemen Teknik Industri
Universitas Sumatera Utara.
2. Bapak Ir. Ukurta Tarigan, MT, selaku Sekretaris Jurusan Teknik Industri
Universitas Sumatera Utara.
3. Bapak Prof. Dr. Ir. A. Rahim Matondang, MSIE . selaku Dosen Pembimbing I
atas bimbingan, pengarahan, dan masukan yang diberikan dalam penyelesaian
Tugas Sarjana ini.
4. Ibu Ir. Dini Wahyuni, MT, selaku Dosen Pembimbing II atas bimbingan,
pengarahan, dan masukan yang diberikan dalam penyelesaian Tugas Sarjana
ini.
5. Ibu Esther Virgo, SE selaku pembimbing lapangan selama melakukan
penelitian di CV. Mitra Lestari Plastik.
6. Orang tua dan keluarga penulis yang telah memberikan dukungan sepenuhnya
kepada penulis baik doa, moral maupun materi dalam menyelesaikan Tugas
Sarjana ini.
7. Semua teman angkatan 2006 dan 2007 di Departemen Teknik Industri USU
8. Sahabat penulis, Yessi, Anni, Reni, Eveleen, Liske, Lany, Lisabella, Juliana,
Suhartono, William, Endy, Susanto, Anton, Hendro, Yawin, Jose, Tommy,
Willy, San ayu, Mega, dan lain-lain.
9. Bang Nurmansyah , Bang Mijo, Kak Dina, Kak Ani, dan Bang Ridho atas
bantuan dan tenaga yang telah diberikan dalam memperlancar penyelesaian
Tugas Sarjana ini.
Kepada semua pihak yang telah banyak membantu dalam menyelesaian
laporan ini dan tidak dapat penulis sebutkan satu per satu, penulis mengucapkan
terima kasih. Semoga laporan ini bermanfaat bagi kita semua
Medan, Agustus 2011
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL... i
LEMBAR PENGESAHAN ... ii
SERTIFIKASI EVALUASI DRAF TUGAS SARJANA ... iii
ABSTRAK ... iv
KATA PENGANTAR... v
UCAPAN TERIMA KASIH ... vi
DAFTAR ISI ... vii
DAFTAR TABEL ... xv
DAFTAR GAMBAR ... xvi
DAFTAR LAMPIRAN ... xvii
I PENDAHULUAN
1.1. Latar Belakang Permasalahan ... I-1
1.2. Rumusan Masalah ... I-4
1.3. Tujuan Penelitian... I-4
1.4. Manfaat Penelitian ... I-5
1.5. Batasan dan Asumsi Penelitian ... I-5
DAFTAR ISI (LANJUTAN)
BAB HALAMAN II GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan... II-1
2.2. Ruang Lingkup Bidang Usaha ... II-1
2.3. Lokasi Perusahaan... II-2
2.4. Daerah Pemasaran ... II-2
2.5. Organisasi dan Manajemen ... II-3
2.5.1. Struktur Organisasi... II-3
2.5.2. Uraian Tugas dan Tanggung Jawab ... II-4
2.5.3. Tenaga Kerja dan Jam Kerja ... II-4
2.5.4. Sistem Pengupahan dan Fasilitas Lainnya ... II-5
2.6. Proses Produksi ... II-6
2.6.1. Bahan Baku ... II-6
2.6.2. Bahan Tambahan... II-7
2.6.3. Bahan Penolong ... II-7
2.7. Uraian Proses Produksi ... II-8
2.7.1. Pembuatan Kemasan Plastik Jenis SIR ... II-8
2.7.2. Pembuatan Kemasan Plastik Jenis SW ... . II-11
2.7.3. Pembuatan Kemasan Plastik Jenis Interlayer... II-14
2.7.4. Pembuatan Kemasan Plastik Jenis Label ... II-17
DAFTAR ISI (LANJUTAN)
BAB HALAMAN 2.8.1. Mesin Produksi ... II-20
2.8.2. Peralatan ... II-21
2.8.3. Utilitas ... II-22
III LANDASAN TEORI
3.1. Teori …………. ... III-1
3.1.1 Pencahayaan ... III-1
3.1.2 Penerangan ... III-1
3.1.3 Ciri-ciri Penerangan yang baik ... III-3
3.1.4 Standar Penerangan di Tempat Kerja ... III-7
3.1.5 Sistem Pendekatan Aplikasi Penerangan di Tempat
Kerja……...…. ... III-8
3.1.6. Perhitungan Jumlah Lampu ... III-10
3.2. Kelelahan…………... III-11
3.3. Mata …………... III-12
3.3.1. Kelelahan Mata... III-13
3.3.2. Faktor-faktor yang Mempengaruhi Kelelahan Mata ... III-16
3.3.2.1. Faktor Manusia ... III-16
3.3.2.2. Faktor Lingkungan Kerja ... III-16
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.4. Desain Eksperimen Faktorial ... III-19
3.4.1. Prinsip Dasar Desain Eksperimen ... III-19
3.4.2. Desain Eksperimental Faktorial untuk Model ANAVA. III-21
3.4.3. Model Campuran ... III-22
3.4.4. Model Campuran Desain Eksperimen Faktorial
a x b x c ... III-23
3.5. Pengujian Asumsi-Asumsi ANAVA ... III-25
3.5.1. Uji Kenormalan Data dengan Kolmogrov-Smirnov... III-26 3.5.2. Uji Homogenitas... III-28
3.6. Korelasi ... III-30
IV METODOLOGI PENELITIAN
4.1. Jenis Penelitian ... IV-1
4.2. Lokasi Penelitian ... IV-1
4.3. Objek Penelitian ... IV-1
4.4. Kerangka Berpikir ... IV-1
4.5. Pengumpulan Data ... IV-2
4.6. Instrumen Pengumpulan Data ... IV-3
4.7. Prosedur Pengamatan ... IV-4
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
4.9. Metodologi Penelitian ... IV-5
4.10. Metode Pengolahan Data ... IV-7
4.11. Analisis Pemecahan Masalah... IV-7 4.12. Kesimpulan dan Saran ... IV-8
V PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data ... V-1
5.1.1. Kondisi Tempat Penelitian ... V-1
5.1.2. Data Operator ... V-2
5.1.3. Data Fliker Fusion Frequency Untuk Tiga Shift Kerja . V-3
5.2. Pengolahan Data... V-9
5.2.1. Pengujian Kenormalan Data dengan Kolmogorov-
Smirnov Test... V-9 5.2.2. Pengujian Homogenitas Varians ... V-13
5.2.2.1. Untuk Taraf Faktor Intensitas Penerangan ... V-14
5.2.2.2. Untuk Taraf Faktor Rotasi Kerja ... V-16
5.2.2.3. Untuk Taraf Faktor Shift Kerja ... V-18
5.2.3. Untuk Perhitungan Analisis Varian (ANAVA)... V-21
5.2.4. Perhitungan Persentase Kemasan Plastik yang Tidak
DAFTAR ISI (LANJUTAN)
BAB HALAMAN 5.2.5. Perhitungan Koefisien Korelasi... V-35
VI ANALISIS DAN PEMECAHAN MASALAH
6.1. Analisis …... VI-1
6.1.1. Analisis Intensitas Penerangan ... VI-1
6.1.2. Analisis Rotasi Kerja ... VI-5
6.1.3. Analisis Shift Kerja ... VI-7
6.1.4. Analisis Koefisien Korelasi ... VI-7
6.2. Pemecahan Masalah ... VI-8
VII KESIMPULAN DAN SARAN
7.1. Kesimpulan... VII-1
7.2. Saran... VII-2
DAFTAR TABEL
TABEL HALAMAN
2.1. Jumlah Tenaga Kerja ... II-4
2.2. Mesin-Mesin ... II-21
3.1. Intensitas Cahaya di Ruang Kerja... III-7
3.2. Reflektan sebagai Persentase Cahaya ... III-9
3.3. Efek Psikologis Warna... III-17
3.4. Standar Internasional Bagi Pekerja Malam... III-18
3.5. Rasio F untuk Eksperimen Faktorial a x b x c Model III
( Dua Faktor Tetap, Satu Faktor Acak)... III-23
3.6. Rasio F untuk Eksperimen Faktorial a x b x c Model III
(Satu Faktor Tetap, Dua Faktor Acak)... III-25
3.7. Rancangan Eksperimen Faktorial ... III-25
3.8. Daftar Harga-Harga Yang Perlu Untuk Uji Barlett ... III-29
3.9. Interpretasi Nilai r ... III-31
5.1. Data Operator... V-3
5.2. Data Flicker Fusion Frequency Untuk Intensitas Penerangan
Sebesar 150 Lux Dengan Rotasi Kerja 20 Menit ……….……… V-3
5.3. Data Flicker Fusion Frequency Untuk Intensitas Penerangan
Sebesar 200 Lux Dengan Rotasi Kerja 20 Menit... V-4
5.4. Data Flicker Fusion Frequency Untuk Intensitas Penerangan
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.5. Data Flicker Fusion Frequency Untuk Intensitas Penerangan
Sebesar 300 Lux Dengan Rotasi Kerja 20 Menit... V-5
5.6. Data Flicker Fusion Frequency Untuk Intensitas Penerangan
Sebesar 150 Lux Dengan Rotasi Kerja 30 Menit... V-5
5.7. Data Flicker Fusion Frequency Untuk Intensitas Penerangan
Sebesar 200 Lux Dengan Rotasi Kerja 30 Menit... V-6
5.8. Data Flicker Fusion Frequency Untuk Intensitas Penerangan
Sebesar 250 Lux Dengan Rotasi Kerja 30 Menit... V-6
5.9. Data Flicker Fusion Frequency Untuk Intensitas Penerangan
Sebesar 300 Lux Dengan Rotasi Kerja 30 Menit... V-7
5.10. Rekapitulasi Data Flicker Fusion Frequency untuk Rotasi
kerja 20 menit… ... V-7
5.11. Rekapitulasi Data Flicker Fusion Frequency untuk Rotasi
kerja 30 menit… ... V-8
5.12. Rekapitulasi Produk Hasil Penyortiran ... V-8
5.13. Data Perhitungan Flicker Fusion Frequency... V-9 5.14. Data Flicker Fusion Frequency Untuk Faktor Intensitas
Penerangan ... V-14
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.16. Data Flicker Fusion Frequency Untuk Faktor Shift Kerja ... V-18 5.17. Karakteristik Eksperimen... V-21
5.18. Data untuk Eksperimen Faktorial 4x2x3 ... V-22
5.19. Faktorial a x b x c... V-23
5.20. Faktorial a x b ... V-24
5.21. Faktorial a x c... V-24
5.22. Faktorial b x c ... V-24
5.23. Daftar Eksperimen Faktorial 4 x 2 x 3 ... V-29
5.24. Daftar ANAVA dengan F Tabel ... V-30
5.25. Perhitungan Persentase Kemasan Plastik yang Tidak Tersortir... V-34
5.29. Data Perhitungan Koefisien Korelasi Flicker Fusion Frequency
Dengan Persentase Produk yang tidak Memenuhi Kualifikasi... V-35
6.1. Jumlah Kebutuhan Lampu Untuk Ruang Penyortiran ... VI-8
DAFTAR GAMBAR
GAMBAR HALAMAN
2.1. Struktur Organisasi CV. Mitra Lestari Plastik ... II-3
2.2. Biji Plastik ... II-6
2.3. Kemasan Jenis SIR ... II-11
2.4. Kemasan Plastik SW ... II-14
2.5. Kemasan Plastik Interlayer... II-17
2.6. Kemasan Jenis Label ... II-20
3.1. Perbedaan Latar Belakang yang Mempengaruhi Kontras ... III-5
3.2. Arah Cahaya……….………...………....III-10
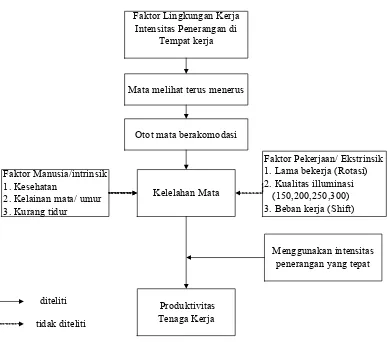
4.1. Kerangka Berpikir ………...………... IV-2
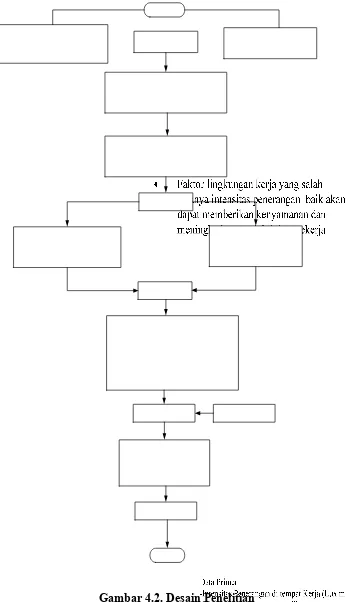
4.2. Desain Penelitian ………... IV-6
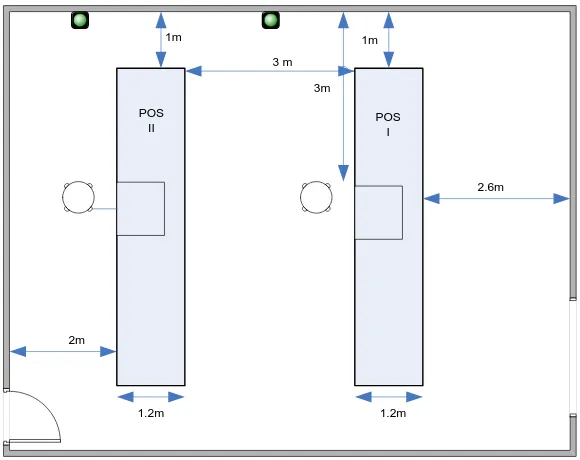
5.1. Sketsa Tempat Kerja ... V-2
6.1. Sketsa Tempat Kerja... VI-2
6.2. Posisi Aktual pada Percobaan Operator 1 ... VI-3
6.3. Posisi Aktual pada Percobaan Operator 2 ... VI-3
6.4. Posisi Aktual pada Percobaan Operator 3 ... VI-4
6.5. Sketsa Lingkungan Kerja yang Disarankan ... VI-9
6.6. Usulan Penambahan Lampu ... VI-9
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Uraian Tugas dan Tanggung CV. Mitra Lestari Plastik ... L-1
2. Tabel Nilai Kritis Uji Kolmogorov-Smirnov... L-6 3. Tabel Nilai Kritis Uji Barlett ... L-7
ABSTRAK
CV. Mitra Lestari Plastik merupakan perusahaan manufaktur yang bergerak di bidang pengolahan biji plastik. Perusahaan ini berlokasi di Jalan Pelita II No. 22 (Kawasan Industri Medan Star) Medan Tanjung Morawa. Kondisi Pencahayaan dalam ruang penyortiran dapat mempengaruhi kenyamanan dari pekerja yang bekerja. Salah satu faktor permasalahan yang menganggu kenyamanan kerja tenaga kerja dibagian penyortiran perusahaan ialah permasalahan mengenai penerangan/pencahayaan yang kurang. Tingkat pencahayaan yang rendah dapat menyebabkan tenaga kerja sulit untuk melakukan penyortiran.
Rumusan masalah di perusahaan ini adalah adanya kesalahan penyortiran plastik akibat kelelahan mata dari intensitas penerangan yang kurang. Tujuan dari penelitian perancangan ini adalah untuk mengetahui hubungan antara intensitas penerangan dengan kelelahan mata karyawan untuk mengurangi kemasan plastik yang tidak memenuhi kualifikasi pada bagian penyortiran di CV. Mitra Lestari Plastik. Oleh karena itu akan dilakukan penelitian untuk mengetahui faktor yang mempengaruhi terjadinya kelelahan mata selama penyortiran. Faktor yang dipilih adalah faktor intensitas penerangan (150, 200, 250 dan 300 lux),faktor interval rotasi kerja (20 dan 30 menit) dan faktor shift kerja (shift 1, 2 dan 3).
Data yang diambil dalam penelitian ini adalah dari alat Flicker Fusion Frequency Test dan data kemasan plastik yang memenuhi dan tidak memenuhi kualifikasi untuk setiap eksperimen. Data yang digunakan diuji dengan pengujian kenormalan (Kolmogorof-Smirnov), kemudian diuji dengan uji Bartlett untuk keseragaman data. Metode analisa variansi yang digunakan dalam penelitian adalah metode ANAVA dan perancangan penelitian dengan eksperimen faktorial model campuran. Berdasarkan hasil perhitungan dengan metode analisa variansi, didapatkan bahwa ketiga faktor berpengaruh terhadap nilai Flicker Fusion Frequency. Hasil perhitungan korelasi antara nilai Flicker Fusion Frequency dan kemasan plastik yang tidak memenuhi kualifikasi didapatkan nilai koefisien korelasisebesar 0,523.
Nilai ini menunjukkan hubungan yang agak rendah antara nilai Flicker Fusion Frequency dan kemasan plastik yang tidak memenuhi kualifikasi.
Pada intensitas penerangan 250 lux dengan rotasi kerja 20 didapatkan persentase kesalahan sebesar 13,043%, sedangkan intensitas penerangan 150 lux dengan rotasi kerja 30 didapatkan persentase kesalahan sebesar 39,286%. Hal ini berarti dapat meningkatkan produktivitas pada CV. Mitra Lestari Plastik dengan penggunaan intensitas penerangan sebesar 250 lux.
Dari penelitian yang dilaksanakan maka saran yang dapat diberikan adalah perusahaan melakukan perbaikan intensitas penerangan dengan penambahan lampu, memilih rotasi kerja 20 menit dan melakukan penyusunannya jadwal perputaran shift kerja bagi tenaga kerja.
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Manusia akan mampu melaksanakan kegiatannya dengan baik dan
mencapai hasil yang optimal apabila lingkungan kerja mendukung. Kondisi
kualitas lingkungan yang baik akan memberikan rasa nyaman dan sehat yang
mendukung kinerja dan produktivitas manusia. Ketidaksesuaian lingkungan kerja
dengan manusia yang bekerja akan dapat mempengaruhi produktivitas dan dapat
terlihat akibatnya dalam jangka waktu tertentu (Sutalaksana, 1979).
Tenaga Kerja harus dapat dibina dan diarahkan menjadi sumber daya yang
penting. Oleh karena itu perlu diketahui dan dilakukan usaha-usaha pengendalian
dan pemantauan lingkungan kerja agar tidak membawa dampak atau akibat buruk
kepada tenaga kerja yang berupa penyakit/ gangguan kesehatan ataupun
penurunan kemampuan atau produktivitas kerja. Salah satu faktor permasalahan
yang menganggu kenyamanan kerja tenaga kerja ialah permasalahan mengenai
penerangan/pencahayaan yang kurang atau pencahayaan yang berlebih.
Faktor penerangan adalah faktor lingkungan kerja yang termasuk kelompok
faktor resiko, apabila intensitas pencahayaan tidak memadai maka dapat
menyebabkan produktivitas tenaga kerja menurun. Pencahayaan berpengaruh
terhadap kesehatan mata dan secara tidak langsung mempengaruhi tingkat
konsentrasi terhadap pekerjaan. Kondisi pencahayaan tempat kerja yang kurang
pekerjaan dengan sebaik-baiknya dengan cara berakomodasi secara terus
menerus, sehingga dapat terjadi ketegangan mata (eye strain) dan terjadi
ketegangan otot dan saraf sehingga menimbulkan kelelahan mata, otot saraf dan
kelelahan mental, sakit kepala, konsentrasi dan kecepatan berpikir menurun,
demikian juga kemampuan intelektualnya juga mengalami penurunan. Pekerjaan
yang dilakukan cenderung sama dan berulang biasanya mengalami kejenuhan dan
dalam jangka waktu tertentu mengakibatkan keluhan. Keluhan yang sering
diungkapkan oleh pekerja penyortiran adalah:
1. kelelahan yang berasal dari mata
2. Pandangan menjadi kabur
3. Merasa capek di sertai pening bagian kepala
Keluhan ini dapat menyebabkan menurunnya konsentrasi dan produktivitas
kerja dan dapat mengakibatkan kesalahan dalam bekerja. CV. Mitra Lestari
Plastik merupakan perusahaan yang bergerak dalam produksi kemasan plastik.
CV. Mitra Lestari Plastik memproduksi empat jenis kemasan plastik yaitu;
kemasan jenis SW (Shrink Wrap), SIR (Standar Indonesia Rubber), Interlayer dan kemasan jenis label. Pada penelitian ini yang akan diamati adalah kemasan plastik
jenis SIR. Menurut hasil wawancara dengan kepala bagian produksi untuk
keempat jenis kemasan plastik, ternyata kemasan plastik jenis SIR yang memiliki
persentase kesalahan penyortiran terbesar dengan persentase 40%.
Berdasarkan hasil pengamatan pendahuluan pada bagian penyortiran,
terlihat bahwa aktivitasnya meliputi: penyortiran kemasan plastik, menghitung
plastik, membungkus kemasan plastik dengan kertas pembungkus dan
mengikatnya dengan menggunakan tali. Dari keenam kegiatan tersebut, kegiatan
penyortiran dan penghitungan kemasan plastik merupakan kegiatan yang sering
menimbulkan kesalahan. Distribusi pencahayaan yang tidak baik pada bagian
penyortiran dapat menimbulkan ketidaknyamanan. Tingkat pencahayaan yang
rendah dapat menyebabkan tenaga kerja sulit untuk melakukan penyortiran. Oleh
karena itu untuk dapat memenuhi kebutuhan penerangan, CV. Mitra Lestari
Plastik menggunakan penerangan buatan (lampu yang dapat diatur intensitas
peneranganya).
Berdasarkan keputusan Menteri Kesehatan Republik Indonesia Nomor
1405 tahun 2002, tentang Persyaratan Kesehatan Lingkungan Kerja Perkantoran
dan Industri, untuk jenis kegiatan pekerjaan rutin seperti: pekerjaan kasar dan
terus-menerus tingkat pencahayaan minimalnya adalah sebesar 200 Lux. Hasil
pengukuran menunjukkan, intensitas penerangan pada bagian penyortiran plastik
kurang mencukupi dari standar yang ada yaitu hanya sebesar 150 Lux, sehingga
kondisi ini dapat menyebabkan kelelahan mata pada tenaga kerja bagian
penyortiran.
Penelitian terkait yang dilakukan oleh Sterk (2005) memberikan hasil bahwa
83 % karyawan sangat mengharapkan adanya intensitas penerangan yang tepat,
area kerja yang sesuai serta temperatur udara yang nyaman sehingga dapat
meningkatkan produktivitas kerja. Penelitian yang dilakukan Riski Cahya Aryanti,
(2006) menunjukkan bahwa terdapat pengaruh yang signifikan antara penerangan
berakomodasi maksimum. Berdasarkan beberapa kondisi di atas, maka akan
dilakukan penelitian tentang analisis tingkat intensitas penerangan pada bagian
penyortiran plastik di CV. Mitra Lestari Plastik.
1.2. Rumusan Masalah
Berdasarkan latar belakang di atas dapat diidentifikasi beberapa
permasalahan sebagai berikut :
1. Intensitas penerangan pada bagian penyortiran plastik di CV. Mitra Lestari
Plastik tidak memenuhi standar dari menteri Kesehatan Republik Indonesia
Nomor 1405 tahun 2002 sebesar 200 lux.
2. Tenaga kerja pada bagian penyortiran SIR yang banyak menggunakan indera
penglihatan untuk melakukan pekerjaan penyortiran.
Adapun rumusan masalah dalam penelitian ini adalah: Intensitas
penerangan yang kurang pada bagian penyortiran plastik membuat terjadinya
kelelahan mata serta tingginya persentase kemasan plastik yang tidak memenuhi
kualifikasi pada bagian penyortiran di CV. Mitra Lestari Plastik.
1.3. Tujuan Penelitian
Tujuan dari penelitian yang dilakukan adalah:
1. Untuk mengetahui hubungan antara intensitas penerangan dengan kelelahan
mata karyawan pada bagian penyortiran di CV. Mitra Lestari Plastik.
2. Untuk mengetahui hubungan antara persentase kemasan plastik yang yang
perlakuan pada bagian penyortiran di CV. Mitra Lestari Plastik yang bertujuan
agar kemasan plastik yang tidak memenuhi kualifikasi dapat dikurangi.
1.4. Manfaat Penelitian
Manfaat yang ingin dicapai dari penelitian ini adalah :
1. Memberikan masukan dan sumbangan pemikiran bagi perusahaan untuk
memperbaiki intensitas penerangan bagian penyortiran.
2. Menjadi sarana bagi penulis untuk memperoleh pengalaman, sehingga ilmu
yang diperoleh dari perkuliahan dapat diterapkan dan dikembangkan yang
kemudian akan dibandingkan terhadap permasalahan yang ada pada
perusahaan.
3. Menjalin hubungan kerja sama antara perusahaan dan Universitas, Fakultas
Teknik, khususnya Teknik Industri, yang menjadikan perusahaan menjadi
wadah penerapan ilmu yang didapat dari perkuliahan.
1.5. Batasan dan Asumsi Permasalahan
Adapun pembatasan masalah pada penelitian ini adalah sebagai berikut:
1. Penelitian hanya menganalisis tingkat intensitas penerangan pada bagian
penyortiran plastik di CV. Mitra Lestari Plastik.
2. Penelitian dilakukan pada bagian penyortiran kemasan plastik untuk jenis SIR
POS I.
Asumsi yang digunakan dalam penelitian ini adalah :
2. Semua peralatan yang digunakan berada dalam kondisi yang baik.
3. Kondisi lingkungan kerja selama pelaksanaan eksperimen konsisten.
4. Pembacaan alat ukur selama pengambilan data diasumsikan valid
1.6. Sistematika Penulisan Tugas Akhir
Sistematika yang digunakan dalam penulisan tugas akhir ini adalah
sebagai berikut:
Dalam Bab I : Pendahuluan, diuraikan latar belakang permasalahan,
perumusan masalah, tujuan dan manfaat penelitian, batasan dan asumsi penelitian,
serta sistematika penulisan tugas akhir.
Pada Bab II : Gambaran Umum Perusahaan, dijelaskan tentang sejarah dan
gambaran umum perusahaan, organisasi dan manajemen serta proses produksi
yang berlangsung.
Dalam Bab III : Landasan Teori, dijelaskan mengenai teori-teori yang di
perlukan dalam penelitian untuk digunakan menganalisis pemecahan masalah.
Teori-teori dalam penelitian ini antara lain definisi dari pencahayaan, penerangan,
ciri-ciri penerangan yang baik, kelelahan mata, faktor-faktor yang menyebabkan
kelelahan mata.
Dalam Bab IV : Metodologi Penelitian, diuraikan langkah-langkah yang
dilakukan untuk menganalisis hubungan antara intensitas penerangan dengan
kelelahan mata serta persentase kemasan plastik yang tidak memenuhi kualifikasi,
dari awal tahap identifikasi permasalahan sampai dengan penarikan kesimpulan
Dalam Bab V : Pengumpulan dan Pengolahan Data, berisi data-data yang
dibutuhkan peneliti. Data primer yang diambil seperti: data jam kerja, umur dan
jenis kelamin pekerja, intensitas penerangan di tempat kerja, jumlah kemasan
plastik SIR yang tidak memenuhi kualifikasi dan data frekuensi kecepatan
melihat kedipan cahaya. Sedangkan data sekunder antara lain gambaran umum
perusahaan.
Dalam Bab VI : Analisis Pemecahan Masalah, berisi analisis yang
dilakukan terhadap hasil pengolahan data dan melakukan pencarian solusi
permasalahan.
Dalam Bab VII : Kesimpulan dan Saran, diuraikan
kesimpulan-kesimpulan yang didapat dari hasil pemecahan masalah serta saran-saran yang
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
CV. Mitra Lestari Plastik merupakan perusahaan yang bergerak di bidang
pengolahan biji plastik menjadi kemasan plastik. Perusahaan ini diprakarsai oleh
beberapa orang yakni Bapak Arligo, Bapak Husin Gomulia, Bapak Amir Bachtiar
dan Bapak Gonawan. Perusahaan ini awalnya berdiri pada tanggal 14 juli 2000
dengan status Usaha Dagang (UD), namun seiring dengan berjalannya waktu,
pada tanggal 30 Mei 2003 perusahaan ini berganti status dari usaha dagang
menjadi CV. Perusahaan ini berlokasi di Jalan Medan Tanjung Morawa kawasan
Industri Medan Star, Kabupaten Deli Serdang, Propinsi Sumatera Utara.
Perusahaan bergerak dalam proses manufaktur, yaitu pengolahan biji
plastik sebagai bahan baku utama menjadi produk kemasan plastik. Pada awalnya
CV. Mitra Lestari Plastik hanya memproduksi kemasan plastik jenis SIR (Standar
Indonesia Rubber) dan SW (Shrink Wrap). Dengan bergulirnya waktu dan
semakin mantapnya kondisi perusahaan, maka semakin banyak
perusahaan-perusahaan yang bekerja sama dengan perusahaan-perusahaan ini untuk memesan produk
kemasan plastik seperti interlayer dan kemasan jenis label.
2.2. Ruang Lingkup Bidang Usaha
Produk yang dihasilkan oleh CV. Mitra Lestari Plastik adalah kemasan
dengan jenis kemasan plastik yang dihasilkan. Jenis-jenis produk yang dihasilkan
oleh CV. Mitra Lestari Plastik adalah sebagai berikut:
1. Kemasan plastik jenis SIR (Standar Indonesia Rubber) dengan ukuran (97 x
64 x 0,35 cm)
2. SW (Shrink Wrap) dengan ukuran (275 x 78 x 0,25 cm) 3. Interlayer dengan ukuran (105 x 105 x 0,1 cm)
4. Kemasan jenis label dengan ukuran (45 x 45 x 0,45 cm)
Bahan baku pembuatan keempat produk berasal dari biji plastik yang
sama, tetapi untuk kemasan jenis plastik SW, Interlayer dan kemasan jenis label
terdapat penambahan komposisi bahan lainnya. Produk dipasarkan dalam bentuk
lembaran. CV. Mitra Letari Plastik berproduksi dengan sistem make to order dimana produk dihasilkan berdasarkan pesanan dan kebutuhan dari pelanggan.
Untuk pelanggan tetap maka perusahaan akan membuat stok.
2.3. Lokasi Perusahaan
Pabrik CV. Mitra Lestari Plastik terletak di Jln, Pelita II No.22 (kawasan
Industri Medan Star) Tanjung Morawa, Deli Serdang, Sumatera Utara.
2.4. Daerah Pemasaran
Hasil Produksi CV. Mitra Lestari Plastik dipasarkan ke beberapa Pabrik
dan perusahaan manufaktur lokal lainnya. Daerah pemasaran produk kemasan
plastik dari CV. Mitra Lestari Plastik dipasarkan ke beberapa wilayah Sumatera
lokal adalah PT. Nusira yang memproduksi Crumb Rubber, PT. Hervenia Kampar Lestari dan Sri Tang Lingga Indonesia. Selain itu, perusahaan ini juga menerima
pesanan atau permintaan jenis kemasan plastik lainnya sesuai dengan kebutuhan
pelanggan.
2.5. Organisasi dan Manajemen 2.5.1. Struktur Organisasi
Struktur organisasi yang digunakan CV. Mitra Lestari Plastik adalah
struktur organisasi fungsional. Dikatakan fungsional karena terlihat dari
pembagian tugas, wewenang dan tanggung jawab berdasarkan fungsi-fungsi
tertentu. Struktur organisasi CV. Mitra Lestari Plastik dapat dilihat dibawah.
Sumber : Bagian Personalia CV. Mitra Lestari Plastik
2.5.2. Uraian Tugas dan Tanggung Jawab
Pembagian tugas dan tanggung jawab CV. Mitra Lestari Plastik dibagi
menurut masing-masing jabatan yang telah ditetapkan. Adapun tugas dan
tanggung jawab setiap bagian dalam perusahaan dapat dilihat pada Lampiran 1.
2.5.3. Tenaga Kerja dan Jam Kerja
CV. Mitra Lestari Plastik memiliki dua jenis tenaga kerja yaitu tenaga
kerja tetap dan tenaga kerja harian. Tenaga kerja tetap terdiri dari staff dan kepala
seksi, sedangkan tenaga kerja harian pada umumnya adalah karyawan yang
bekerja pada bagian produksi atau buruh pabrik. Jumlah tenaga kerja yang
dimiliki CV. Mitra Lestari Plastik sebanyak 70 orang yang dibagi menjadi 40
[image:30.595.156.468.469.746.2]orang karyawan tetap dan 30 orang karyawan tidak tetap.
Tabel 2.1. Jumlah Tenaga kerja
No Jabatan Jumlah (orang)
1 Komisaris 1
2 Direktur 1
3 Wakil Direktur 1
4 Manager 1
5 Kepala Bagian Personalia 1
6 Kepala Bagian Gudang 1
7 Kepala Bagian Keuangan 1
8 Kepala Bagian Pemasaran 1
9 Kepala Bagian Produksi 1
10 Kepala Bagian Teknik 1
11 Seksi Persediaan 1
12 Staf Akunting 1
13 Staf Humas 1
14 Kasir 1
15 Adm Penjualan 2
16 Adm Pembelian 2
17 Seksi Proses 2
Tabel 2.1. Jumlah Tenaga kerja (Lanjutan)
No Jabatan Jumlah (orang)
19 Seksi Perawatan 2
20 Satpam 3
21 Supir 1
22 Office boy/girl 2
23 Karyawan 40
Total 70
Sumber : Bagian Personalia CV. Mitra Lestari Plastik
CV. Mitra Lestari Plastik mengatur jam kerja berdasarkan ketentuan
Departemen Tenaga Kerja, bahwa jam kerja seorang karyawan adalah 40
jam/minggu,untuk selebihnya diperkirakan sebagai lembur. Pembagian jam kerja
karyawan dapat di kelompokkan menjadi 3 shift sebagai berikut :
1. Waktu Kerja Shift I : Pukul 08.00-16.00 WIB
2. Waktu Kerja Shift II : Pukul 16.00-24.00 WIB
3. Waktu Kerja Shift III : Pukul 24.00-08.00 WIB
Sumber : Bagian Personalia CV. Mitra Lestari Plastik
2.5.4. Sistem Pengupahan dan Fasilitas Lainnya
Pembayaran upah di CV. Mitra Lestari Plastik dilakukan per bulan/setiap
bulanan. Disamping upah pokok yang diterima oleh karyawan, perusahaan
memberikan jaminan sosial dan tunjangan kepada karyawan dengan menyediakan
fasilitas-fasilitas yang diberikan untuk meningkatkan kesejahteraan karyawan.
Adapun fasilitas-fasilitas yang diberikan antara lain:
1. Pemberian tunjangan hari raya, bonus tahunan, dan tunjangan uang makan.
3. Memberikan Jaminan Sosial Tenaga Kerja (JAMSOSTEK).
4. Memberikan cuti kepada karyawan
2.6. Proses Produksi 2.6.1. Bahan Baku
CV. Mitra Lestari Plastik menggunakan bahan baku berupa biji plasik
yang diperoleh dari perusahaan–perusahaan lain sesuai dengan mutu yang
diharapkan. Bahan baku berupa biji plastik didatangkan dari negara Malaysia,
Singapura dan Arab Saudi dengan jangka waktu pengiriman antara 2-4 minggu
sejak bahan baku dipesan. Adapun bahan baku untuk kemasan plastik yang
digunakan di CV. Mitra Lestari Plastik yaitu:
1. Untuk kemasan plastik jenis SIR (Standar Indonesia Rubber) menggunakan LDPE (Low density Polyethylene).
2. Untuk kemasan plastik SW (Shrink Wrap), Interlayer, dan kemasan plastik
[image:32.595.224.401.525.697.2]jenis label menggunakan LLDPE (Linear low density polyethylene).
2.6.2. Bahan Tambahan
Bahan tambahan adalah bahan yang ditambahkan ke dalam proses
produksi sehingga dapat meningkatkan mutu poduk menjadi lebih baik. Adapun
bahan tambahan yang digunakan dalam pembuatan produk ini adalah sebagai
berikut:
1. Pewarna, digunakan dalam pembuatan produk kemasan plastik jenis SW
(Shrink Wrap), Interlayer, jenis label dan untuk menyablon kemasan SIR.
2. Kertas pengemasan, digunakan untuk melindungi produk dari goresan pada
saat pengiriman produk kepada pelanggan.
3. Tali plastik, digunakan untuk mengikat kemasan plastik yang telah terbungkus
dengan kertas pengemasan agar tidak berserakan.
4. Kemasan plastik label diproduksi oleh CV. Mitra Lestari Plastik. Kemasan
plastik label ini berfungsi untuk menunjukkan spesifikasi produk yang
dipesan.
2.6.3. Bahan Penolong
Bahan penolong adalah bahan yang digunakan selama proses produksi
dengan tujuan untuk membantu memperlancar proses produksi. Bahan tersebut
tidak ikut menjadi produk. Bahan penolong yang digunakan oleh CV. Mitra
Lestari Plastik adalah air, digunakan untuk menghasilkan uap air untuk
2.7. Uraian Proses Produksi
2.7.1. Pembuatan kemasan Plastik Jenis SIR
Pada proses pembuatan kemasan plastik jenis SIR, bahan baku untuk
pembuatannya adalah biji plastik jenis LDPE (Low density Polyethylene). Biji plastik ini dialirkan ke dalam mesin pembuatan kemasan plastik. Proses
Pengolahan yang terjadi sebagai berikut:
1. Pemanasan
Bahan baku berupa biji plastik yang diperoleh dari gudang bahan baku
kemudian dipanaskan dengan suhu 120°C dengan tujuan untuk memperkuat
sifat bahantersebut.
2. Peleburan
Bahan yang sudah dipanaskan selanjutnya dilebur dengan suhu berkisar
150°C.
3. Proses Polisher
Bahan yang telah dilebur, lalu dimasukkan ke bagian polisher untuk dibentuk
menjadi kemasan plastik SIR dengan ukuran dan tebal sesuai dengan
spesifikasi SIR yang diinginkan.
4. Pencetakan
Bahan yang telah berbentuk sheet dari proses polisher kemudian dialirkan ke proses Thermoforming yang dipanaskan dengan 2 macam pemanasan yaitu
5. Penyusunan
Lembaran/sheet kemasan plastik SIR yang berasal dari proses pencetakan
disusun berbentuk gulungan.
6. Pemeriksaan
Gulungan yang telah terbentuk, lalu diturunkan dari mesin gulungan dan
diletakkan pada lantai. Para operator mulai melakukan pemeriksaan terhadap
gulungan dan apabila tidak sesuai dengan spesifikasi yang dinginkan maka
gulungan tersebut diletakkan pada bagian produk cacat. Untuk gulungan yang
sesuai dengan ukuran standar maka dilakukan proses penyablonan.
7. Penyablonan
Gulungan SIR dibawa ke bagian penyablonan dan disablon sesuai dengan
jenis kemasan SIR yang diinginkan oleh konsumen.
8. Laminasi
Lembaran sheet SIR yang akan digunakan sebagai bahan kemasan, dilekatkan dengan jalan laminasi. Ujung dari lembaran sheet disatukan dengan bagian
lainnya lalu dilaminasi melalui proses heat sealable. 9. Pemotongan
Lembaran sheet akan dibawa ke bagian pemotongan dan dipotong sesuai
dengan spesifikasi kemasan SIR yang di inginkan.
10. Pemeriksaan
Para operator mulai melakukan pemeriksaan terhadap lembaran sheet yang telah terpotong dan apabila tidak sesuai dengan spesifikasi yang dinginkan
cacat. Untuk lembaran sheet yang sesuai dengan ukuran standar maka dilakukan proses penghitungan.
11. Penghitungan
Para operator mulai melakukan penghitungan terhadap lembaran sheet yang telah diperiksa dan disusun berdasarkan lembaran per bal, sesuai dengan
permintaan dari konsumennya.
12. Penimbangan
Para operator melakukan penimbangan terhadap lembaran sheet yang telah dihitung, berdasarkan lembaran per balnya.
13. Pengemasan
Pada waktu pengemasan lembaran sheet dibungkus dengan kertas pengemasan dan diikat dengan tali plastik yang berfungsi untuk mengindari lembaran
plastik jatuh dari kertas pengemasan.
14. Penyimpanan
Pada proses penyimpanan, lembaran sheet diangkut dari bagian penumpukan
sementara dan disimpan dalam gudang penyimpanan dengan menggunakan
Gambar 2.3. Kemasan Jenis SIR 2.7.2. Pembuatan kemasan Plastik Jenis SW
Pada proses pembuatan kemasan plastik jenis SW, bahan bakunya adalah
biji plastik jenis LLDPE (Linear low density polyethylene). Bahan baku berupa biji plastik dan pewarna ini dialirkan ke dalam mesin pembuatan kemasan plastik.
Proses pengolahan yang terjadi sebagai berikut:
1. Pencampuran
Bahan baku berupa biji plastik dan pewarna dimasukkan ke mesin campur
dengan perbandingan 90 : 10. Untuk sekali proses pengolahan digunakan 90
persen biji plastik original dan 10 persen pewarna.
2. Pemanasan
Bahan baku berupa biji plastik dan pewarna tercampur, bahan tersebut
kemudian dipanaskan dengan suhu 140°C dengan tujuan untuk memperkuat
3. Peleburan
Bahan yang sudah dipanaskan selanjutnya mengalami peleburan dengan suhu
berkisar 190°C.
4. Proses Polisher
Bahan yang telah dilebur, lalu dimasukkan ke bagian proses polisher untuk
dibentuk menjadi kemasan plastik SW dengan ukuran dan tebal sesuai dengan
spesifikasi kemasan SW yang diinginkan.
5. Pencetakan
Bahan yang telah berbentuk sheet dari proses polisher kemudian dialirkan ke proses Thermoforming yang dipanaskan dengan 2 macam pemanasan yaitu
heater upper dan heater lower sebesar 160°C. Pemanasan dengan 2 jenis pemanasan ini ditujukan agar sheet dari kemasan tidak mengalami stretching pada saat udara diinjeksi masuk kedalam cetakan.
6. Penyusunan
Lembaran/sheet kemasan plastik SW yang berasal dari proses pencetakan
disusun berbentuk gulungan.
7. Proses pemeriksaan
Gulungan yang telah terbentuk, lalu diturunkan dari mesin dan diletakkan
pada lantai. Para operator mulai melakukan pemeriksaan terhadap gulungan
dan apabila tidak sesuai dengan spesifikasi yang dinginkan maka gulungan
tersebut diletakkan pada bagian produk cacat. Untuk gulungan yang sesuai
8. Laminasi
Lembaran/sheet SW yang akan digunakan sebagai bahan kemasan, dilekatkan
dengan cara laminasi. Ujung dari lembaran sheet disatukan dengan bagian lainnya lalu dilaminasi dengan menggunakan proses heat sealable.
9. Pemotongan
Lembaran sheet akan dipotong sesuai dengan spesifikasi kemasan SW yang diinginkan.
10. Pemeriksaan
Para operator mulai melakukan pemeriksaan terhadap lembaran sheet yang telah terpotong dan apabila tidak sesuai dengan spesifikasi yang dinginkan
maka lembaran sheet yang tidak memenuhi kualifikasi tersebut diletakkan pada bagian produk cacat. Untuk lembaran sheet yang sesuai dengan ukuran standar maka dilakukan proses penghitungan.
11. Penghitungan
Para operator mulai melakukan penghitungan terhadap lembaran sheet yang
telah diperiksa dan disusun berdasarkan lembaran per bal, sesuai dengan
permintaan dari konsumennya.
12. Penimbangan
Para operator melakukan penimbangan terhadap lembaran sheet yang telah dihitung, berdasarkan lembaran per balnya.
13. Pengemasan
kertas pengemasan dan diikat dengan tali plastik yang berfungsi untuk
menghindari lembaran plastik jatuh dari kertas pengemasan.
14. Penyimpanan
Pada proses penyimpanan, lembaran sheet diangkut dari bagian penumpukan sementara dan disimpan dalam gudang penyimpanan dengan menggunakan
forklift. Contoh produk ditunjukkan pada Gambar 2.4.
Gambar 2.4. Kemasan Plastik SW 2.7.3. Pembuatan kemasan Plastik Jenis Interlayer
Pada proses pembuatan kemasan plastik jenis interlayer, bahan baku untuk
pembuatannya adalah biji plastik jenis LLDPE (Linear low density polyethylene). Bahan baku berupa biji plastik dan pewarna (Metril Chilly) ini dialirkan ke dalam
mesin pembuatan kemasan plastik. Proses pengolahan yang terjadi sebagai
berikut:
1. Pencampuran
Bahan baku berupa biji plastik dan pewarna dimasukkan ke mesin
digunakan 80 persen biji plastik original dan 20 persen pewarna.
2. Pemanasan
Bahan baku berupa biji plastik dan pewarna tercampur, bahan tersebut
kemudian dipanaskan dengan suhu 130°C dengan tujuan untuk memperkuat
sifat bahantersebut.
3. Peleburan
Bahan yang sudah dipanaskan selanjutnya dilebur dengan suhu berkisar
190°C.
4. Proses Polisher
Bahan yang telah dileburkan, lalu dimasukkan ke proses polisher untuk
dibentuk menjadi kemasan plastik interlayer dengan ukuran dan tebal sesuai
dengan spesifikasi kemasan interlayer yang diinginkan.
5. Pencetakan
Bahan yang telah berbentuk sheet dari proses polisher kemudian dialirkan ke proses Thermoforming yang dipanaskan dengan 2 macam pemanasan yaitu
heater upper dan heater lower sebesar 160°C. Pemanasan dengan 2 jenis pemanasan ini ditujukan agar sheet dari kemasan tidak mengalami stretching pada saat udara diinjeksikan masuk kedalam cetakan.
6. Penyusunan
Lembaran/sheet kemasan plastik interlayer yang berasal dari proses
7. Pemeriksaan
Gulungan yang telah terbentuk, lalu diturunkan dari mesin dan diletakkan
pada lantai. Para operator mulai melakukan pemeriksaan terhadap gulungan
dan apabila tidak sesuai dengan spesifikasi yang dinginkan maka gulungan
tersebut diletakkan pada bagian produk cacat. Untuk gulungan yang sesuai
dengan ukuran standar maka dilakukan proses laminasi.
8. Laminasi
Lembaran/sheet interlayer yang akan digunakan sebagai bahan kemasan, dilekatkan dengan cara laminasi. Ujung dari lembaran sheet disatukan dengan bagian lainnya lalu dilaminasi dengan menggunakan proses heat sealable. 9. Pemotongan
Lembaran sheet dipotong sesuai dengan spesifikasi kemasan interlayer yang diinginkan.
10. Pemeriksaan
Para operator mulai melakukan pemeriksaan terhadap lembaran sheet yang
telah terpotong dan apabila tidak sesuai dengan spesifikasi yang dinginkan
maka lembaran sheet yang cacat tersebut diletakkan pada bagian produk cacat. Untuk lembaran sheet yang sesuai dengan ukuran standar maka dilakukan
proses penghitungan.
11. Penghitungan
Para operator mulai melakukan perhitungan terhadap lembaran sheet yang telah diperiksa dan disusun berdasarkan lembaran per bal, sesuai dengan
12. Penimbangan
Para operator mulai melakukan penimbangan terhadap lembaran sheet yang
telah dihitung, berdasarkan lembaran per balnya.
13. Pengemasan
Pada waktu melakukan pengemasan lembaran sheet akan dibungkus dengan
menggunakan kertas pengemasan dan diikat dengan menggunakan tali plastik
yang berfungsi untuk menghindari lembaran plastik jatuh dari kertas
pengemasannya.
14. Penyimpanan
Pada proses penyimpanan, lembaran sheet diangkut dari bagian penumpukan
sementara dan disimpan dalam gudang penyimpanan dengan menggunakan
forklift. Contoh produk ditunjukkan pada Gambar 2.5.
Gambar 2.5. Kemasan Plastik Intelayer 2.7.4. Pembuatan kemasan Plastik Jenis Label
Pada proses pembuatan kemasan plastik jenis label, bahan bakunya adalah
LLDPE (Linear low density polyethylene). Bahan baku berupa biji plastik dan
1. Pencampuran
Bahan baku berupa biji plastik dan pewarna dimasukkan ke mesin
pencampuran dengan perbandingan 75 : 25. Untuk sekali proses pengolahan
digunakan 75 persen biji plastik original dan 25 persen pewarna.
2. Pemanasan
Setelah bahan baku berupa biji plastik dan pewarna tercampur, bahan tersebut
kemudian dipanaskan dengan suhu 180°C dengan tujuan untuk memperkuat
sifat bahantersebut.
3. Peleburan
Bahan yang sudah dipanaskan selanjutnya dileburkan dengan suhu berkisar
210°C.
4. Proses Polisher
Bahan yang telah dileburkan, lalu dimasukkan ke proses polisher untuk
dibentuk menjadi kemasan plastik label dengan ukuran dan tebal sesuai
dengan spesifikasi kemasan label yang diinginkan.
5. Pencetakan
Bahan yang telah berbentuk sheet dari proses polisher kemudian dialirkan ke proses Thermoforming yang dipanaskan dengan 2 macam pemanasan yaitu
heater upper dan heater lower sebesar 160°C. Kedua jenis pemanasan ini ditujukan agar sheet dari kemasan tidak mengalami stretching pada saat udara
6. Penyusunan
Lembaran/sheet kemasan plastik label yang berasal dari proses pencetakan
disusun berbentuk gulungan.
7. Pemeriksaan
Gulungan yang telah terbentuk, lalu diturunkan dari mesin gulungan dan
diletakkan pada lantai. Para operator mulai melakukan pemeriksaan terhadap
gulungan dan apabila tidak sesuai dengan spesifikasi yang dinginkan maka
gulungan tersebut diletakkan pada bagian produk cacat. Untuk gulungan yang
sesuai dengan ukuran standar maka dilakukan proses pemotongan.
8. Pemotongan
Lembaran sheet dipotong sesuai dengan spesifikasi kemasan label yang diinginkan.
9. Pemeriksaan
Para operator mulai melakukan pemeriksaan terhadap lembaran sheet yang telah terpotong dan apabila tidak sesuai dengan spesifikasi yang dinginkan
maka lembaran sheet yang cacat tersebut diletakkan pada bagian produk cacat. Untuk lembaran sheet yang sesuai dengan ukuran standar maka dilakukan proses penghitungan.
10. Penghitungan
Para operator mulai melakukan penghitungan terhadap lembaran sheet yang
telah diperiksa dan disusun berdasarkan lembaran per bal, sesuai dengan
11. Penimbangan
Para operator mulai melakukan penimbangan terhadap lembaran sheet yang
telah dihitung, kemudian ditimbang berdasarkan lembaran per balnya.
12. Pengemasan
Pada waktu melakukan pengemasan lembaran/sheet akan dibungkus dengan
menggunakan kertas pengemasan dan diikat dengan menggunakan tali plastik
yang berfungsi untuk menghindari lembaran plastik jatuh dari kertas
pengemasannya.
13. Penyimpanan
Pada proses penyimpanan, lembaran/sheet diangkut dari bagian penumpukan
sementara dan disimpan dalam gudang penyimpanan dengan menggunakan
[image:46.595.230.414.445.608.2]forklift. Contoh produk dapat dilihat pada Gambar 2.6.
Gambar 2.6. Kemasan Jenis Label 2.8. Mesin dan Peralatan
2.8.1. Mesin Produksi
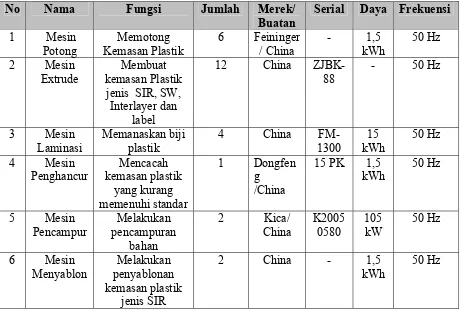
Mesin-mesin produksi yang digunakan di CV. Mitra Lestari Plastik dapat
Tabel 2.2. Mesin-Mesin Produksi
No Nama Fungsi Jumlah Merek/
Buatan
Serial Daya Frekuensi
1 Mesin
Potong Memotong Kemasan Plastik 6 Feininger / China - 1,5 kWh 50 Hz 2 Mesin Extrude Membuat kemasan Plastik
jenis SIR, SW, Interlayer dan
label
12 China
ZJBK-88
- 50 Hz
3 Mesin Laminasi
Memanaskan biji plastik
4 China
FM-1300 15 kWh 50 Hz 4 Mesin Penghancur Mencacah kemasan plastik yang kurang memenuhi standar 1 Dongfen g /China
15 PK 1,5 kWh 50 Hz 5 Mesin Pencampur Melakukan pencampuran bahan 2 Kica/ China K2005 0580 105 kW 50 Hz 6 Mesin Menyablon Melakukan penyablonan kemasan plastik jenis SIR
2 China - 1,5 kWh
50 Hz
2.8.2. Peralatan
Adapun peralatan yang digunakan oleh CV. Mitra Lestari Plastik untuk
melakukan proses produksi adalah sebagai berikut :
1. Spidol
Spidol digunakan sebagai alat untuk menulis jumlah produk, kode produksi
dan tanggal produksi pada kertas label.
2. Timbangan
3. Gunting,
Gunting digunakan untuk memotong tali plastik yang berfungsi sebagai
pengikat produk.
2.8.3. Utilitas
Utilitas merupakan fasilitas pendukung yang digunakan untuk kelancaran
proses produksi. Adapun fasilitas pendukung yang digunakan pada CV. Mitra
Lestari Plastik adalah air dan arus listrik. Air yang digunakan CV. Mitra Lestari
Plastik berasal dari dalam tanah dan ditampung ke dalam bak penampung yang
disediakan oleh perusahaan, sedangkan arus listrik yang digunakan bersumber
dari PLN dan generator pembangkit listrik tenaga diesel.
Sumber arus listrik PLN merupakan sumber utama yang digunakan dalam
kegiatan proses produksi, penerangan area kerja dan kantor dengan daya 400
KVA. Sedangkan arus listrik yang dibangkitkan oleh generator berfungsi untuk
cadangan jika listrik dari PLN mengalami gangguan. Mesin generator yang
BAB III
LANDASAN TEORI
3.1. Teori
3.1.1. Pencahayaan1
Pencahayaan adalah faktor yang penting untuk menciptakan lingkungan
kerja yang baik. Lingkungan kerja yang baik akan dapat memberikan kenyamanan
dan meningkatkan produktivitas pekerja. Efisiensi kerja seorang operator
ditentukan pada ketepatan dan kecermatan melihat saat bekerja, sehingga dapat
meningkatkan efektifitas kerja, serta keamanan kerja yang lebih besar.
Pencahayaan (iluminasi) adalah banyaknya cahaya yang jatuh pada suatu
permukaan. Pencahayaan adalah segala hal yang berhubungan dengan cahaya
dalam kaitannya dengan fungsi penglihatan dalam pekerjaan, meliputi kualitas
dan kuantitasnya.
Pencahayaan secara umum dibagi menjadi 2 yaitu pencahayaan langsung
dimana pencahayaan dengan mengarahkan sinar langsung ke bidang objek, dan
pencahayaan tidak langsung yaitu pencahayaan yang memantulkan sinar terlebih
dahulu sehingga tidak menimbulkan kesilauan.
3.1.2. Penerangan
Sumber penerangan dibagi menjadi tiga, pertama penerangan alami yaitu
penerangan yang berasal dari cahaya matahari sebagai sumber cahaya. Kebaikan
1
dari penggunaan cahaya alami, sering disebut juga sebagai cahaya siang (daylight) adalah memiliki kemampuan membantu membedakan warna-warna pada
permukaan. Kedua, penerangan buatan (Artificial Light) yaitu penerangan yang dapat di atur sesuai kebutuhan, sesuai dengan kegunaan kegiatan, sesuai dengan
fungsi ruang. Salah satu sumber pencahayaan buatan dapat berasal dari lampu.
Ketiga, penerangan alami dan buatan yaitu penggabungan antara penerangan
alami dari sinar matahari dengan lampu/penerangan buatan. Pencahayaan sangat
mempengaruhi kemampuan manusia untuk melihat obyek secara jelas, cepat,
tanpa menimbulkan kesalahan. Kebutuhan akan pencahayaan yang baik, akan
diperlukan apabila mengerjakan suatu pekerjaan yang memerlukan ketelitian
penglihatan.
Menurut Granjean (1993) penerangan yang tidak didesain dengan baik
akan menimbulkan gangguan atau kelelahan penglihatan selama bekerja.
Pengaruh dari penerangan yang kurang memenuhi syarat akan mengakibatkan
dampak yaitu:
1. Kelelahan mata sehingga berkurangnya daya dan efisiensi kerja.
2. Kelelehan mental.
3. Keluhan pegal di daerah mata dan sakit kepala di sekitar mata.
4. Kerusakan indra mata.
Selanjutnya pengaruh kelelahan mata tersebut akan bermuara kepada
penurunan performansi kerja, sebagai berikut:
1. Kehilangan Produktivitas
3. Banyak terjadi kesalahan
4. Kecelakaan kerja meningkat
3.1.3. Ciri – ciri Penerangan yang baik2
Penerangan akan mempengaruhi seorang pekerja untuk dapat melihat
dengan baik. Untuk dapat melihat dengan baik maka dibutuhkan suatu penerangan
yang baik pula. Ciri-ciri penerangan yang baik tersebut adalah:
1. Sinar/cahaya yang cukup.
Sinar cahaya yang cukup akan mempengaruhi dan menentukan kemampuan
melihat secara tepat. Selain cahaya yang cukup, variabel untuk dapat melihat
secara tepat adalah ukuran objek yang dilihat, jarak mata ke objek, kecepatan
objek dan lamanya waktu penerangan. Untuk dapat melihat barang-barang
(objek) yang kecil diperlukan tambahan penerangan yang cukup dan waktu
yang agak lama. Peranan waktu yang dibutuhkan dalam melihat ini akan
bertambah penting bila objek yang dilihat dalam keadaan bergerak.
2. Sinar/cahaya yang menyilaukan/(glare).
Cahaya yang menyilaukan terjadi apabila pantulan cahaya yang berlebihan
mengenai mata, sehingga menyebabkan rasa ketidaknyamanan, gangguan
kelelahan mata dan penglihatan. Pantulan cahaya ini berasal dari permukaan
benda yang mengkilap yang dapat dilihat oleh penglihatan, seperti:
langit-langit, dinding, meja kerja dan mesin. Adapun sumber-sumber glare lainnya berasal dari:
2
a. Lampu yang dipasang terlalu rendah tanpa pelindung.
b. Jendela atau ventilasi cahaya yang langsung berhadapan dengan mata.
c. Cahaya dengan terang yang berlebihan.
d. Pantulan dari permukaan terang.
Ada dua kategori cahaya yang menyilaukan (glare):
1. Discomfort glare yaitu cahaya yang tidak menyenangkan tetapi tidak begitu mengganggu kegiatan visual. Efeknya: Sakit kepala dan dapat meningkatkan
kelelahan.
2. Disability glare yaitu cahaya yang sangat mengganggu karena mata langsung menerima silau cahaya yang dipancarkan. Contoh: menatap matahari. Efeknya
dapat merusak mata, bahkan mungkin dapat mengakibatkan kebutaan.
Dilihat dari objeknya glare digolongkan kedalam dua macam: direct dan
indirect glare zone. Objek yang dilihat harus terbebas dari cahaya yang menyilaukan. Cahaya yang menyilaukan dapat langsung datang dari sumber
cahaya (direct-glare zone) ataupun dari pemantulan/pengembalian cahaya
(indirect-glare zone). Benda yang mengkilap, licin, halus dan berkilau akan mengganggu pekerja saat melihat objek. Keadaan ini dapat ditanggulangi dengan
menempatkan kembali suatu pekerjaan dan sumber-sumber penerangan, untuk
mengurangi cahaya pantulan yang menuju pada objek yang sedang dikerjakan.
Standard Australia AS 1680 memberikan tingkat-tingkat maksimum luminansi untuk
berbagai sudut yang berbeda dari garis vertikal yang rapat dibawah the luminance.
Untuk menghindari glare dapat dipasang penyerap cahaya atau warna yang dapat menyerap cahaya, memasang pelindung pada sumber cahaya dan menghindari atau
menjauhkan sumber cahaya yang berlebihan.
3. Kontras yang tepat.
Untuk dapat melihat objek dengan jelas maka perlu kekontrasan. Kontras yang
kurang berakibat kesulitan untuk melihat benda tersebut, kontras yang
berlebihan pun akan mengakibatkan kesalahan dan kesulitan untuk melihat
objek. Background yang kacau sebaiknya dihindari. Untuk meningkatkan
kekontrasan dapat dilakukan dengan menambah tingkat terangnya cahaya yang
dibutuhkan dan juga pemilihan warna yang tepat.
Peningkatan kontras mungkin salah satu cara yang lebih efektif dalam
upaya meningkatkan kemampuan daya lihat. Latar belakang daerah kerja dibuat
sesederhana mungkin. Background yang kacau, yang mempunyai banyak
perpindahan seharusnya dihindari dengan menggunakan sekat-sekat. Seperti
diilustrasikan pada gambar 3.1.
Gambar 3.1. Perbedaan Latar Belakang yang Mempengaruhi Kontras.
4. Kualitas Pencahayaan (Brightness) yang tepat.
Kualitas dari pencahayaan dapat menunjukkan jangkauan dari luminansi dalam
difokuskan sebaiknya tidak lebih dari 3 sampai 1. Brightness yang tepat akan memberikan efek produktivitas yang tinggi pada pekerja. Terangnya cahaya
yang diperlukan oleh suatu objek tergantung pada banyaknya cahaya yang
dipantulkan dari objek tersebut.
Penglihatan ke suatu bagian sering tergantung dari perbedaan cahaya
diantara bagian tersebut dengan latar belakangnya. Perbedaan terangnya cahaya
dapat dinyatakan sebagai ratio atau perbandingan terangnya cahaya. Makin besar
perbedaan ratio makin cepat tugas dilaksanakan. Untuk efisien dan mudahnya
melihat maka penerangan hendaknya mempunyai cahaya terang yang relatif.
Bayangan/shadow harus memiliki distribusi cahaya yang baik.
Bayang-bayang yang tajam adalah akibat dari sumber cahaya buatan yang kecil atau
cahaya matahari. Secara umum shadow digunakan saat inspeksi untuk menunjukkan cacat pada permukaan suatu barang. Dengan distribusi cahaya yang
baik maka akan dapat mengurangi kelelahan pada mata karena harus selalu fokus
kepada objek yang dilihat. Penerangan yang buruk, adanya bagian-bagian yang
gelap dan bagian-bagian yang terang, adalah kurang baik.
5. Pemilihan Warna yang tepat.
Pengaruh adanya warna akan dapat dirasakan dalam kemudahan melihat.
Warna dapat meminimalisir kelelahan pada mata. Warna juga membawa efek
psikologis suatu ruangan, contoh ruangan dengan warna cerah akan
menimbulkan kesan yang lebih luas dibandingkan dengan warna-warna gelap.
Pengaruh adanya warna akan jelas, dalam keselamatan dan kemudahan dalam
warna yang baik maka akan menimbulkan keadaan penglihatan yang cukup
baik, yaitu akan mengurangi sinar silau, mengawasi kontras yang tajam dan
meminimalisir kelelahan mata.
3.1.4. Standar Penerangan di Tempat Kerja3
Intensitas penerangan yang dibutuhkan di masing-masing tempat kerja
ditentukan oleh jenis sifat pekerjaan yang dilakukan. Semakin tinggi tingkat
ketelitian suatu pekerjaan, maka akan semakin besar kebutuhan intensitas
penerangan yang diperlukan, demikian pula sebaliknya. Standar penerangan di
Indonesia telah ditetapkan seperti dalam Peraturan Menteri Perburuhan (PMP)
No. 7 Tahun 1994, tentang syarat-syarat kesehatan, kebersihan dan penerangan di
tempat kerja. Standar penerangan yang ditetapkan untuk di Indonesia tersebut
secara garis besar hampir sama dengan standar internasional. Menurut keputusan
Menteri Kesehatan Nomor: 405/Menkes/SK/XI/2002, intensitas cahaya di ruang
kerja dapat dilihat pada Tabel 3.1. dibawah ini.
Tabel 3.1. Intensitas Cahaya di Ruang Kerja Jenis Kegiatan Tingkat
Pencahayaan Minimal
(lux)
Keterangan
Pekerjaan kasar dan tidak terus-menerus
100 Ruang penyimpanan dan peralatan atau instalasi yang memerlukan pekerjaan kontinyu Pekerjaan Kasar dan
terus-menerus
200 Pekerjaan dengan mesin dan perakitan kasar
Pekerjaan rutin 300 Ruang administrasi, ruang kontrol, pekerjaan mesin dan perakitan
3
Tabel 3.1. Intensitas Cahaya di Ruang Kerja (Lanjutan) Jenis Kegiatan Tingkat
Pencahayaan Minimal (lux)
Keterangan
Pekerjaan agak halus
500 Pembuatan gambar atau bekerja dengan mesin kantor, pemeriksaan atau pekerjaan dengan
mesin Pekerjaan sangat
halus
1500 tidak menimbulkan
bayangan
Mengukir dengan tangan, pemeriksaan pekerjaan mesin, dan perakitan yang sangat
halus Pekerjaan terinci 3000 tidak
menimbulkan bayangan
Pemeriksaan pekerjaan, perakitan sangat halus
Pekerjaan halus 1000 Pemilihan warna, pemrosesan tekstil, pekerjaan mesin halus dan perakitan halus
Sumber: Keputusan Menteri Kesehatan Nomor: 405/Menkes/SK/XI/2002
3.1.5. Sistem Pendekatan Aplikasi Penerangan di Tempat Kerja
Dalam mempertimbangkan aplikasi penerangan di tempat kerja, secara
umum dapat dilakukan dengan tiga pendekatan yaitu:
1. Desain tempat kerja untuk menghindari masalah penerangan
Kebutuhan intensitas penerangan bagi pekerja harus selalu dipertimbangkan
pada waktu mendesain bangunan, pemasangan mesin-mesin, alat dan sarana
kerja. Desain instalasi penerangan harus mampu mengontrol cahaya kesilauan
pantulan dan bayangan serta untuk tujuan kesehatan dan keselamatan kerja.
2. Identifikasi dan penilaian masalah dan kesulitan penerangan
Agar masalah penerangan yang muncul dapat ditangani dengan baik,
faktor-faktor yang harus dipertimbangkan adalah; sumber penerangan, pekerja dalam
melakukan pekerjaan, jenis pekerjaan yang dilakukan dan lingkungan kerja
meliputi:
a. Situasi atau wawancara dengan pekerja di tempat kerja
b. Mempelajari laporan kecelakaan kerja sebagai bahan investigasi
c. Mengukur intensitas penerangan, kesilauan, pantulan dan bayang-bayang
yang ada di tempat kerja.
d. Mempertimbangkan faktor lain seperti: sikap kerja, lama kerja, warna dan
umur pekerja.
3. Pengembangan dan evaluasi pengendalian resiko akibat penerangan.
Setelah penerangan dan pengaruhnya telah diidentifikasi dan dinilai, langkah
selanjutnya adalah mengendalikan resiko yang potensial menyebabkan
gangguan kerja.
Sebagai tambahan pertimbangan dalam upaya mengatasi masalah
penerangan di tempat kerja, Sanders & McCormick (1987) dan Granjean (1993)
memberikan pedoman untuk desain sistem penerangan yang tepat di tempat kerja.
Tabel 3.2. Reflektan sebagai Persentase Cahaya
Bahan Warna Reflektan (%)
1. Putih 100
2. Aluminium, Kertas Putih 80-85
3. Warna gading, Kuning lemon, kuning dalam, hijau muda, biru pastel, pink pale , krim
60-65
4. Hijau lime, abu-abu pale, pink, orange dalam, bluegrey
30-35
5. Biru langit, kayu pale 40-45
6. Pale oakwood, semen kering 30-35 7. Merah dalam, hijau rumput, kayu, hijau daun,
coklat
20-25
8. Biru gelap, merah purple, coklat tua 10-15
9. Hitam 0
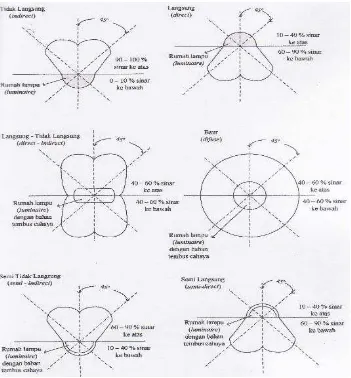
Berikut ini merupakan gambar arah cahaya pada pencahayaan langsung
[image:58.595.153.504.167.545.2]dan pencahayaan tidak langsung ditunjukkan oleh Gambar 3.2.
Gambar 3.2 Arah Cahaya
3.1.6. Perhitungan Jumlah Lampu4
Untuk mengetahui jumlah lampu yang diperlukan dalam suatu ruangan
maka dilakukan langkah-langkah sebagai berikut:
1. Mengukur panjang ruangan (P), lebar (L), dan tinggi ruangan antara plafon
dan meja (Hc).
2. Menentukan tingkat pencahayaan pada bidang kerja yang didapatkan dari
hasil eksperimen.
3. Menghitung jumlah cahaya (flux) yang diperlukan dengan rumus:
F=
Dimana:
A = Luas ruangan/bidang kerja (m2)
UF= Utilization Factor LLF= Light Loss Factor
4. Menghitung jumlah lampu dengan rumus:
N=
Dimana:
F= nominal luminous flux yang dibutuhkan
FI=nominal luminous flux lampu
3.2. Kelelahan5
Kelelahan adalah suatu mekanisme perlindungan tubuh agar terhindar dari
kerusakan lebih lanjut sehingga terjadi pemulihan setelah istirahat. Istilah
kelelahan biasanya menunjukkan kondisi yang berbeda-beda dari setiap individu,
tetapi semuanya bermuara kepada kehilangan efisiensi dan penurunan kapasitas
kerja serta ketahanan tubuh. Kelelahan diklasifikasikan dalam dua jenis yaitu
kelelahan otot dan kelelahan umum. Kelelahan otot merupakan tremor pada otot
5
atau perasaan nyeri pada otot, sedangkan kelelahan umum biasanya ditandai
dengan berkurangnya kemauan untuk bekerja yang disebabkan oleh memonotori,
intensitas dan lamanya kerja fisik, keadaan lingkungan, sebab-sebab mental, status
kesehatan dan gizi.
Terdapat dua teori kelelahan otot yaitu teori kimia dan teori syaraf pusat
terjadinya kelelahan. Teori kimia secara umum menjelaskan bahwa terjadinya
kelelahan adalah akibat berkurangnya cadangan energi dan meningkatnya sisa
metabolisme sebagai penyebab hilangnya efisiensi otot. Sedangkan pada teori
saraf pusat menjelaskan bahwa perubahan kimia hanya penunjang proses.
Perubahan kimia yang terjadi mengakibatkan dihantarkannya rangsangan saraf
melalui saraf sensorik yang disadari sebagai kelelahan otot. Rangsangan ini
menghambat pusat otak dalam mengendalikan gerakan, sehingga frekuensi
potensial kegiatan pada sel saraf menjadi berkurang. Berkurangnya frekuensi
tersebut akan menurunkan kekuatan dan kecepatan kontraksi otot, sehingga
gerakan atas perintah menjadi lambat. Semakin lambat gerakan seseorang
menunjukkan semakin lelah kondisi ototnya.
3.3. Mata
Sebagai indera penglihatan, mata mempunyai fungsi penting dalam
mengidentifikasi segala bentuk rangsangan visual yang kemudian diteruskan ke
otak untuk diterjemahkan dalam bentuk respon. Dalam hal ini, mata berfungsi
sebagai pengirim pesan. Mata terdiri atas 6 bagian, yaitu:
trauma sinar dan pengeringan bola mata. Kelopak mata juga berperan dalam
mengeluarkan sekresi kelenjarnya yang membentuk lapisan airmata didepan
kornea.
2. Sistem sekresi air mata (sistem Lacrimal) untuk menjaga agar kornea tetap
bersih, lembab, dan bebas kuman.
3. Conjungtiva, yaitu lembaran yang menutupi sclera dan kelopak mata bagian
belakang.
4. Bola mata yang terdiri dari atas 3 lapis jaringan yaitu:
a. Sclera yang merupakan jaringan terluar yang melindungi bola mata. Bagian
terluar sclera disebut kornea yang bersifat trasparan untuk memudahkan
sinar masuk ke dalam bola mata.
b. Uvea yang terdiri atas iris, badan siliar dan koroid. Pada iris terdapat pupil yang berfungsi untuk mengatur jumlah sinar yang masuk ke dalam bola
mata.
c. Retina yang berfungsi mengubah sinar menjadi rangsangan pada saraf optik
ya