PENGUJIAN KUALITAS TULANGAN BETON PADA
PT. PUTRA BAJA DELI DENGAN SNI 2002
TUGAS AKHIR
Diajukan untuk melengkapi syarat penyelesaian
pendidikan sarjana teknik sipil
Oleh :
COANDRA
070404154
BIDANG STUDI STRUKTUR
DEPARTEMEN TEKNIK SIPIL
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
ABSTRAK
Tulangan beton merupakan salah satu bagian yang paling penting dalam konstruksi beton bertulang. Begitu banyak tulangan beton yang diproduksi oleh berbagai pabrik, namun apakah semua tulangan beton tersebut telah memenuhi kualitas dari SNI. Bila dikatakan hasil fabrikasi, maka bukan tidak mungkin hasil produksi baja ada yang tidak memenuhi kualitas SNI, mungkin dikarenakan adanya faktor SDM yang lalai saat bertugas ataupun bahan baku yang sudah tidak memenuhi kadar karbon, atau bahkan kesalahan kalibrasi dari mesin yang digunakan.
Pada tugas akhir ini dilakukan pengujian kuat tarik BJTs 40 dengan diameter 19 dan 25, dimana jumlah sampel setiap diameter yang diujikan adalah 27 buah. Dengan berdasarkan pada syarat-syarat SNI 2002, maka diteliti apakah tulangan beton hasil produksi PT. PUTRA BAJA DELI sudah memenuhi kualitas SNI. Data hasil percobaan akan diolah dengan metode gauss dan SPSS versi 19, kemudian dibandingkan dengan syarat-syarat SNI 2002.
Dari pengujian diperoleh rata-rata kuat tarik untuk tulangan beton diameter 19 tegangan luluh dan tegangan ultimate adalah 457,62 N/mm2 dan 623,32 N/mm2. Rata-rata kuat tarik untuk besi beton diameter 25 tegangan luluh dan tegangan ultimate adalah 461,61 N/mm2 dan 612,62 N/mm2.
KATA PENGANTAR
Puji dan syukur kepada Tuhan Yang Maha Esa, atas berkat dan rahmat-Nya kepada
saya, sehingga tugas akhir ini dapat diselesaikan dengan baik.Tugas akhir ini merupakan
syarat untuk mencapai gelar sarjana Teknik Sipil bidang struktur Departemen Teknik Sipil
Fakultas Teknik Universitas Sumatera Utara, dengan judul “Pengujian Kualitas Tulangan Beton pada PT. Putra Baja Deli dengan SNI 2002.”
Sungguh suatu hal yang luar biasa dimana akhirnya tugas akhir ini dapat
diselesaikan dengan baik dan tepat pada waktu yang diharapkan. Tugas akhir adalah
merupakan salah satu unsur yang sangat penting sebagai pemenuhan nilai-nilai tugas dalam
mencapai gelar Sarjana Teknik dari Fakultas Teknik Departemen Teknik Sipil di universitas
ataupun perguruan tinggi manapun di seluruh nusantara, termasuk pula di Universitas
Sumatera Utara.
Saya menyadari bahwa dalam menyelesaikan tugas akhir ini tidak terlepas dari
dukungan, bantuan serta bimbingan dari berbagai pihak. Oleh karena itu, saya ingin
menyampaikan ucapan terima kasih yang sebesar-besarnya kepada beberapa pihak yang
berperan penting yaitu :
1. Dekan Fakultas Teknik Universitas Sumatera Utara, atas kesempatan dan
waktu yang telah diberikan kepada Penulis sehingga dapat menyelesaikan
studi Strata-I di Fakultas Teknik Universitas Sumatera Utara dengan baik.
2. Bapak Prof. Dr-Ing. Johannes Tarigan selaku Ketua Departemen Teknik Sipil
3. Bapak Ir. Syahrizal, M.T., selaku Sekretaris Departemen Teknik Sipil
Fakultas Teknik Universitas Sumatera Utara.
4. Bapak Prof. Dr-Ing. Johannes Tarigan, selaku pembimbing, yang telah
banyak memberikan dukungan, masukan, bimbingan serta meluangkan
waktu, tenaga dan pikiran dalam membantu saya menyelesaikan tugas akhir
ini.
5. Bapak Ir. Sanci Barus, M.T., Bapak Ir. Robert Panjaitan, dan Ibu Rahmi
Karolina, ST, MT selaku Dosen Pembanding, atas saran dan masukan yang
diberikan kepada Penulis terhadap Tugas Akhir ini.
6. Bapak/Ibu seluruh staff pengajar Departemen Teknik Sipil Fakultas Teknik
Universitas Sumatera Utara.
7. Seluruh pegawai administrasi Departemen Teknik Sipil Fakultas teknik
Universitas Sumatera Utara yang telah memberikan bantuan selama ini
kepada saya.
8. PT. Putra Baja Deli yang telah bersedia memberikan kesempatan kepada
penulis untuk melakukan penelitian.
9. Bapak Mislan dan Bapak Agus dari PT. Putra Baja Deli atas waktu, tenaga
dan penjelasan dalam membantu saya menyelesaikan tugas akhir ini.
10. Buat keluargaku, terutama kepada kedua orang tuaku, Papa Edward Tjuarsa
dan Mama Hannah yang telah memberikan motivasi,semangat dan nasehat
kepada saya, kakak-kakakku Shenny dan Suciati Tjuarsa serta adikku Gustina
11. Buat saudara/i seperjuangan, Rudy Salim, Effendi, Tiffany Vabiola, Martin,
Hermanto, Darwin, Ivanfebraja, Suhardi, Dewi Cendana, Irwanto, Kelvin,
Ari Yusman, Dita, Herry, serta teman-teman mahasiswa/i angkatan 2007
yang tidak dapat disebutkan seluruhnya, abang-abang dan kakak-kakak
angkatan 04,05,05 serta adik-adik 08,09,10 terima kasih atas semangat dan
bantuannya selama ini.
12. Dan segenap pihak yang belum Penulis sebut di sini atas jasa-jasanya dalam
mendukung dan membantu Penulis dari segi apapun, sehingga tugas akhir ini
dapat diselesaikan dengan baik.
Saya menyadari bahwa dalam penyusunan tugas akhir ini masih jauh dari kata
sempurna. Yang disebabkan keterbatasan pengetahuan dan kurangnya pemahamahan saya
dalam hal ini. Oleh karena itu, saya mengharapkan saran dan kritik yang membangun dari
para pembaca demi perbaikan menjadi lebih baik.
Akhir kata saya mengucapkan terima kasih dan semoga tugas akhir ini dapat
bermanfaat bagi para pembaca.
Medan, 27 Juni 2012
DAFTAR ISI
1.5 Lokasi Pengujian ... 4
BAB II. TINJAUAN PUSTAKA ... 5
2.1 Umum ... ... 5
2.2 Sifat-sifat Baja ... ... 5
2.3 Jenis-jenis Baja... ... 7
2.3.1 Baja Karbon... ... 9
2.3.2 Baja Paduan Rendah Kekuatan Tinggi... ... 12
2.3.3 Baja Paduan... ... 12
2.4 Korosi dan Pencegahan Korosi... ... 17
2.5 Unsur-unsur yang Berpengaruh pada Baja.. ... 20
2.6 Proses Pembuatan Tulangan Baja.. ... 22
2.7 Cara Pengambilan Sampel. ... 30
2.8 Distribusi Normal... ... 30
BAB III. PENELITIAN DAN PEMBAHASAN ... 34
3.1 Cara Pengambilan Sampel... ... 34
3.2 Mempersiapkan Sampel Pengujian.. ... 34
3.3 Pengujian Kuat Tarik... ... 34
3.4 Pengolahan Data-data SPSS.. ... 42
3.5 Hasil Analisa.. ... 47
3.5.1 Hasil Analisa Tulangan Baja Diameter 19.. ... 47
3.5.2 Hasil Analisa Tulangan Baja Diameter 25.. ... 52
3.6 Pembahasan.. ... 59
3.6.1 Baja Tulangan Sirip Diameter 19.. ... 59
DAFTAR GAMBAR
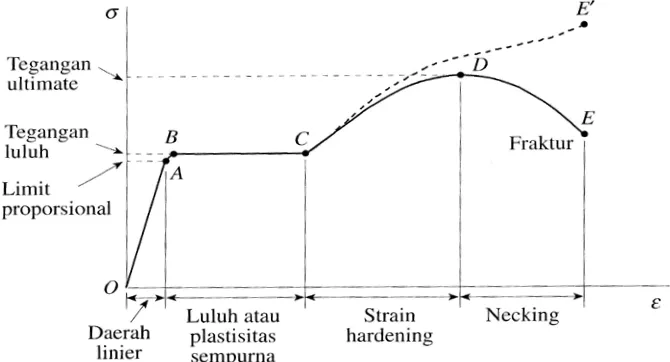
Gambar 1.1 : Diagram Tegangan-Regangan ... 2
Gambar 1.2 : Pabrik PT. Putra Baja Deli. ... 4
Gambar 2.1 : Proses Berlangsungnya Tempcore ... 27
Gambar 2.2 : Bagan Pembuatan Tulangan Baja ... 29
Gambar 2.3 : Kurva Normal ... 31
Gambar 2.4 : Kurva Normal dengan µSama dan σ Berbeda ... 33
Gambar 2.5 : Kurva Normal dengan µBerbeda dan σ Sama ... 34
Gambar 2.6 : Kurva Normal dengan µdan σ Berbeda ... 34
Gambar 3.1 : Computerized electro hydraulic servo universal testing machine ... 34
Gambar 3.2 : Sampel Baja ... 35
Gambar 3.3 : Pengukuran sampel.. ... 35
Gambar 3.4 : Pemberian jarak pada sampel ... 36
Gambar 3.5 : Pengujian sampel.. ... 37
Gambar 3.6 : Hasil pengujian ditampilkan dalam komputerisasi.. ... 38
Gambar 3.7 : Pengukuran kembali pada sampel setelah pengujian ... 39
Gambar 3.8 : Grafik Tegangan Regangan ... 38
Gambar 3.9 : Data tulangan baja D19 dalam SPSS.. ... 45
DAFTAR TABEL
DAFTAR NOTASI
� ; �̅ adalah rata-rata sampel
xi adalah nilai sampel ke-i
σ adalah standar deviasi
n adalah sample
∑ � adalah jumlah nilai seluruh x
� adalah regangan
L1 adalah perpanjangan, mm
ABSTRAK
Tulangan beton merupakan salah satu bagian yang paling penting dalam konstruksi beton bertulang. Begitu banyak tulangan beton yang diproduksi oleh berbagai pabrik, namun apakah semua tulangan beton tersebut telah memenuhi kualitas dari SNI. Bila dikatakan hasil fabrikasi, maka bukan tidak mungkin hasil produksi baja ada yang tidak memenuhi kualitas SNI, mungkin dikarenakan adanya faktor SDM yang lalai saat bertugas ataupun bahan baku yang sudah tidak memenuhi kadar karbon, atau bahkan kesalahan kalibrasi dari mesin yang digunakan.
Pada tugas akhir ini dilakukan pengujian kuat tarik BJTs 40 dengan diameter 19 dan 25, dimana jumlah sampel setiap diameter yang diujikan adalah 27 buah. Dengan berdasarkan pada syarat-syarat SNI 2002, maka diteliti apakah tulangan beton hasil produksi PT. PUTRA BAJA DELI sudah memenuhi kualitas SNI. Data hasil percobaan akan diolah dengan metode gauss dan SPSS versi 19, kemudian dibandingkan dengan syarat-syarat SNI 2002.
Dari pengujian diperoleh rata-rata kuat tarik untuk tulangan beton diameter 19 tegangan luluh dan tegangan ultimate adalah 457,62 N/mm2 dan 623,32 N/mm2. Rata-rata kuat tarik untuk besi beton diameter 25 tegangan luluh dan tegangan ultimate adalah 461,61 N/mm2 dan 612,62 N/mm2.
BAB I
PENDAHULUAN
1.1 LATAR BELAKANGBaja merupakan salah satu bahan yang penting dalam perencanaan sekarang
ini, banyak sekali pabrik-pabrik yang memproduksi baja dan disini, kita dihadapkan
dengan mutu baja. Baja dengan mutu yang bagus tentu saja dibuat dengan proses
pembuatan yang sesuai dengan SNI. Namun, bagaimana kita bisa menjamin bahwa
mutu baja yang dihasilkan oleh pabrik-pabrik tersebut sesuai dengan SNI?
PT. PUTRA BAJA DELI berdiri pada tahun 2004 dilokasi seluas 23 Ha di
kawasan industri Lamhotma, Medan, Sumatera Utara, Indonesia. PT. PUTRA BAJA
DELI sebagai pemain baru dalam industri baja, maka disini dikatakan bahwa PT.
PUTRA BAJA DELI mengambil sistem baru dalam produksi baja yakni, sistem
tempcore, yang dapat meningkatkan mutu atau kekuatan besi beton sehingga dapat
memenuhi Standar Internasional untuk pasar ekspor.
Produk-produk baja dari PT. PUTRA BAJA DELI adalah besi ulir dengan
berbagai macam kualitas ekspor seperti SNI, MS, AS, ASTM, BS dan JIS. Profil
siku dengan kualitas SNI, dan profil kanal dengan kualitas SNI. PBD sendiri
memiliki laboratorium sendiri dimana disini PBD melakukan uji kuat tarik dan uji
kadar unsur dalam hal pengimporan billet.
Dari latar belakang PT. PUTRA BAJA DELI di atas, saya merasa tertarik
untuk melakukan penelitian disana, sebagaimana PT. PUTRA BAJA DELI
menerangkan pada masyarakat bahwa baja yang diproduksi PT. PUTRA BAJA
DELI telah memenuhi syarat SNI dan layak untuk dipakai di lapangan. Namun
meneliti produk besi ulir PT. PUTRA BAJA DELI apakah sudah memenuhi
syarat-syarat SNI, dengan membandingkan data hasil yang akan saya uji disana secara
statistik.
1.2 PERUMUSAN MASALAH
1. Untuk mengetahui bentuk grafik hubungan antara tegangan dan regangan
pada waktu pengambilan sampel untuk diuji di laboratorium dan
menghitungnya berdasarkan SNI dengan jumlah sampel tertentu, yang
dipersyaratkan oleh SNI. Berdasarkan teori gambar tengan-regangan adalah
(seperti gambar 1.1), dimana BJTs 40 artinya adalah titik leleh 400 N/mm2.
Namun apakah didalam pengujian nilai tersebut memenuhi syarat SNI 2002.
Dalam hal ini saya akan meneliti hal tersebut, berdasarkan teori statistik
dengan mengacu pada persyaratan SNI 2002, Baja Tulangan Beton.
Keterangan:
OA : Daerah linier atau daerah elastic
A : Limit Proposional
B : Tegangan luluh
BC : Daerah plastisitas
CD : Strain Hardening
D : Tegangan Ultimate
DE : Necking
E : Patah
2. Untuk menyimpulkan apakah PT. PUTRA BAJA DELI melaksanakan quality
control produk mereka (BJTs 40) aman dipakai di dalam masyarakat.
1.3TUJUAN PENELITIAN
Tujuan penelitian ini adalah sejauh mana PT. PUTRA BAJA DELI
menerapkan hasil percobaannya sesuai dengan teori tegangan-regangan (gambar 1.1)
dan membandingkan perhitungan dengan statistik dari percobaan
1.4BATASAN MASALAH
Dalam penelitian yang dilakukan, ada beberapa lingkup masalah yang dibatasi,
yaitu karakteristik bahan yang digunakan sebagai benda uji adalah sebagai berikut:
a. Mutu baja adalah BJTs 40.
b. Baja merupakan baja tulangan ulir.
d. Dengan metode statistika Gauss
e. Peralatan pengujian yang dipakai adalah milik PT. PUTRA BAJA DELI
f. Beban yang digunakan adalah beban statik
1.5LOKASI PENGUJIAN
Lokasi pengujian adalah di PT. PUTRA BAJA DELI, dengan alamat di Jl.
Tangkul / Dermaga Seruwai, kecamatan Medan Labuhan, Sumatera Utara. Dibawah
ini merupakan gambar daripada pabrik itu sendiri.
BAB II
TINJAUAN PUSTAKA
2.1 UMUM
Baja merupakan logam aloy yang komponen utamanya adalah besi, dengan
karbon sebagai material pengaloy utama. Baja ditemukan ketika dilakukan
penempaan dan pemanasan yang menyebabkan tercampurnya besi dengan bahan
karbon pada proses pembakaran, sehingga membentuk baja yang mempunyai
kekuatan yang lebih besar dari pada besi. Karbon bekerja sebagai agen pengeras,
mencegah atom besi, yang secara alami teratu dalam lattice, bergeser melalui satu
sama lain. Memvariasikan jumlah karbon dan penyebaran alloy dapat mengontrol
kualitas baja. Baja dengan peningkatan jumlah karbon dapat memperkeras dan
memperkuat besi, tetapi juga menjadi lebih rapuh.
Dari tahun 1960, baja sudah dikenal sebagai bahan bangunan utama, baja
yang dipakai adalah baja karbon atau lebih dikenal dengan “baja”. Dengan
banyaknya baja yang tersedia sekarang, memungkinkan seorang perencana
menaikkan kekuatan bahan pada daerah yang tegangannya besar, tanpa perlu
memperbesar ukuran batang. Perencana dapat memutuskan berdasarkan mana yang
lebih disukai, kekakuan maksimum atau berat teringan.
2.2 SIFAT-SIFAT BAJA
[Beumer, B.J.M., 1994] Bila dibandingkan dengan bahan konstruksi lainya,
baja lebih banyak memiliki keunggulan-keunggulan yang tidak terdapat pada
tarik dan kekuatan tekan tanpa membutuhkan banyak volume, baja juga mempunyai
sifat-sifat lain yang menguntungkan sehingga menjadikannya sebagai salah satu
material yang umum dipakai, yaitu:
a. Kekuatan tinggi
Kekuatan baja bisa dinyatakan dengan kekuatan tegangan leleh Fy atau
kekuatan tarik Fu mengingat baja mempunyai kekuatan volume lebih tinggi
dibanding dengan bahan lain, hal ini memungkinkan perencanaan sebuah
konstruksi baja bisa mempunyai beban mati yang lebih kecil untuk bentang
yang lebih panjang, sehingga struktur lebih ringan dan efektif.
b. Kemudahan pemasangan
Komponen-komponen baja biasanya mempunyai bentuk standar serta
mudah diperoleh dimana saja, sehingga satu-satunya kegiatan yang dilakukan
dilapangan adalah pemasangan bagian-bagian yang telah disiapkan.
c. Keseragaman
Baja diolah dalam sebuah wadah yang besar atau tungku, dengan kondisi
yang sudah diatur ( fabrikasi ), baja yang didapatkan akan mempunyai mutu
yang seragam.
d. Daktilitas
Daktilitas adalah sifat dari baja yang mengalami deformasi yang besar
dibawah pengaruh tegangan tarik tanpa hancur atau putus. Daktilitas mampu
mencegah robohnya bangunan secara tiba-tiba.
e. Modulus elatisitas besar
yang lain, untuk regangan yang sama baja dapat menahan tegangan yang
lebih besar sehingga kekuatannya lebih optimal.
f. Tahan karat
Baja dapat dioksidasi untuk membentuk lapisan pelindung yang padat,
lapisan ini mencegah korosi lebih lanjut dan juga untuk mencegah korosi
dapat dibantu dengan pengecatan.
2.3 JENIS-JENIS BAJA
Baja pada umumnya mempunyai kadar carbon sebesar 0,0 hingga 1,5%.
Berbagai pembagian dibuat untuk baja, tetapi pembagian pertama adalah sebagai
berikut, baja tanpa campuran dan baja campuran. Dalam baja tanpa campuran
maupun baja campuran menurut cara bagaimana baja dibuat dibagi atas:
1. Baja ditempa dan baja dicanai dengan kadar carbon 0,0 hingga 1,5%.
Baja ditempa dan baja dicanai, inilah yang sering kita sebut baja.
2. Baja tuang dengan kadar carbon 0,2% hingga 0,5%.
Selanjutnya menurut cara pemakaian dibagi atas:
1. Baja konstruksi dengan kadar carbon 0,0 hingga 0,3%.
Baja konstruksi mempunyai kekerasan yang agak kecil oleh sebab kadar
carbon yang rendah (0,0-0,3%) dan kekuatan tarik dan batas regang yang
agak rendah, akan tetapi regang yang agak besar. Baja ini dipergunakan
untuk konstruksi, oleh karena kadar carbon yang rendah, tidak dapat
2. Baja mesin dengan kadar carbon 0,3 hingga 0,6%.
Baja mesin mempunyai kekerasan yang lebih besar oleh karena kadar
karbon yang lebih tinggi (0,3-0,6%) dan kekuatan tarik dan batas regang
yang lebih tinggi, akan tetapi mempunyai regang yang lebih kecil. Baja
ini dipergunakan untuk mesin( contohnya, bagian-bagian baut,
poros-engkol, batang penggerak dan pasak untuk mesin). Baja mesin memang
dapat dikeraskan oleh karena kadar zat karbon yang lebih tinggi.
3. Baja perkakas dengan kadar carbon 0,6 hingga 1,5%.
Baja perkakas dibagi lagi atas:
a. Baja perkakas untuk alat pukul atau alat tumbuk dengan kadar carbon
0,6 hingga 0,9%.
b. Baja perkakas untuk perkakas potong dengan kadar carbon 0,9 hingga
1,2%.
c. Baja perkakas untuk alat ukur dengan kadar carbon 1,2 hingga 1,5%.
Seperti yang telah dijelaskan, baja merupakan gabungan dari beberapa unsur
kimia, karbon, mangan, silikon, tembaga, chrom, fosfor, vanadium, dsb. Semua
unsur-unsur ini mempunyai sifat-sifat tersendiri, dimana akan mempengaruhi
kekuatan dari baja tersebut. Namun dari semua unsur-unsur kimia tersebut diatas,
unsur karbon merupakan unsur yang paling mempengaruhi kekuatan baja, sehingga
secara umum baja dapat dikelompokan menjadi tiga jenis yakni, baja karbon, baja
2.3.1 BAJA KARBON
Baja dengan kadar mangan kurang dari 0,8% silicon kurang dari 0,5% dan
unsur lain sangat sedikit, dapat dianggap sebagai baja karbon. Mangan dan silicon
sengaja ditambahkan dalam proses pembuatan baja sebagai deoxidizer / mengurangi
pengaruh buruk dari beberapa unsur pengotoran. Baja karbon diproduksi dalam
bentuk balok, profil, lembaran dan kawat.
Karbon dan mangan adalah unsur utama untuk menaikkan kekuatan besi
murni. Karbon dengan unsur campuran lain dalam baja membentuk karbid yang
dapat menambah kekerasan, tahan gores, dan tahan suhu. Perbedaan persentase
karbon dalam campuran logam baja karbon menjadi salah satu cara
mengklasifikasikan baja. Berdasarkan kandungan karbon, baja dibagi menjadi tiga
macam yaitu:
1. Baja karbon rendah
Baja karbon rendah (low carbon steel) mengandung karbon dalam
campuran baja karbon kurang dari 0,3% C. Baja ini bukan baja yang keras
karena kandungan karbonnya yang rendah kurang dari 0,3% C. Baja karbon
rendah tidak dapat dikeraskan karena kandungan karbonnya tidak cukup untuk
membentuk struktur martensit(Amanto, 1999).
Berdasarkan kandungan karbonnya baja karbon rendah dapat dibagi
menjadi empat bagian:
1. Baja karbon rendah mengandung 0,04% C digunakan untuk plat-plat strip.
2. Baja karbon rendah mengandung 0,05% C digunakan pada badan
3. Baja karbon rendah mengandung 0,05 – 0,25% C digunakan untuk
konstruksi jembatan dan bangunan.
4. Baja karbon rendah mengandung 0,05 – 0,3% C digunakan untuk baut,
paku keling.
2. Baja karbon menengah
Baja karbon sedang / menengah mengandung karbon 0,3 - 0,6% C
(medium carbon steel) dan dengan karbonnya memungkinkan baja untuk
dikeraskan sebagian dengan perlakuan panas (heat treament) yang sesuai. Baja
karbon sedang lebih keras serta lebih kuat dibandingkan dengan baja karbon
rendah [Amanto, 1999].
Baja karbon menengah memiliki ciri khas sebagai berikut:
1. Lebih kuat dari baja karbon rendah.
2. Tidak mudah dibentuk dengan mesin.
3. Lebih sulit dilakukan untuk pengelasan.
4. Dapat dikeraskan (quenching) dengan baik.
Berdasarkan kandungan karbon, baja karbon menengah terbagi atas:
1. Baja karbon menengah mengandung 0,35 – 0,45% C digunakan
untuk roda gigi, poros.
2. Baja karbon menengah mengandung 0,4% C digunakan untuk
keperluan industri dalam hal kenderaan seperti baut dan mur, poros
engkol dan batang torak.
3. Baja karbon menengah mengandung 0,5% C digunakan untuk roda
4. Baja karbon menengah mengandung 0,5 – 0,6% C digunakan untuk
pegas.
3. Baja karbon tinggi
Baja karbon tinggi mengandung karbon 0,6 - 1,5% C dan memiliki
kekerasan tinggi namun keuletannya lebih rendah, hampir tidak diketahui jarak
tegangan ultimate dengan tegangan leleh pada grafik tegangan regangan.
Berkebalikan dengan baja karbon rendah, pengerasan dengan perlakuan panas
pada baja karbon tinggi tidak memberikan hasil yang optimal dikarenakan
terlalu banyaknya martensit sehingga membuat baja menjadi getas.
Baja karbon tinggi memiliki sebagai berikut:
1. Kuat sekali.
2. Sangat keras dan getas/rapuh.
3. Sulit dibentuk mesin.
4. Mengandung unsur sulfur ( S ) dan phosfor ( P ).
5. Mengakibatkan kurangnya sifat liat.
Baja karbon memiliki titik leleh yang jelas, penambahan persentase karbon
dapat menaikkan tegangan leleh tetapi mengurangi daktilitas, sehingga lebih sukar
dilas. Pengelasan yang ekonomis dan memadai dengan tanpa pemanasan awal,
pemanasan akhir, atau elektroda las khusus umumnya hanya dapat dicapai bila
2.3.2 BAJA PADUAN RENDAH KEKUATAN TINGGI
Baja paduan rendah kekuatan tinggi mempunyai tegangan leleh sekitar 270
sampai 480 N/mm2. Baja ini diperoleh dari baja karbon dengan menambah unsur
paduan seperti chrom, columbium, tembaga, mangan. Molybdenum, nikel, fosfor,
vanadium atau zirconium, agar beberapa sifat mekanisnya lebih baik. Sementara baja
karbon mendapatkan kekuatan dengan menaikkan kandungan karbon, unsur paduan
menaikkan kekuatan dengan memperhalus mikrostuktur yang terjadi selama
pendinginan baja.
2.3.3 BAJA PADUAN
Baja paduan adalah baja yang mengandung sebuah unsur lain atau lebih
dengan kadar yang berlebih daripada karbon biasanya dalam baja karbon. Baja
paduan memiliki tegangan leleh sekitar 550 sampai 760 N/mm2. Baja ini dapat dilas
dengan prosedur yang sesuai, dan biasanya tidak memerlukan perlakuan panas
setelah dilas. Perlakuan panas terdiri dari pencelupan (pendinginan yang cepat
dengan air atau minyak dengan suhu antara 900 oC sampai 250 oC) kemudian baja
dipanasi kembali dengan suhu minimal 620 oC dan dibiarkan dingin. Pemanasan
ulang, walaupun mengurangi kekuatan dan kekerasan bahan yang tercelup, sangat
bermanfaat untuk menaikkan keliatan (toughness) dan daktilitas. Pengurangan
kekuatan dan kekerasan akibat kenaikan suhu diperkecil dengan pengerasan
(hardening) kedua akibat pengendapan senyawa karbon dan columbium, titanium
atau vanadium yang halus. Secara ringkas, pencelupan menghasilkan martensit, yaitu
mikrostruktur yang sangat keras, kuat dan getas. Pemanasan kembali mengurangi
Menurut kadar unsur paduan, baja paduan dapat dibagi ke dalam dua
golongan yaitu baja paduan rendah dan baja paduan tinggi. Baja rendah unsur
paduannya di bawah 10% sedangkan baja paduan tinggi di atas 10%.
Berdasarkan strukturnya baja paduan dapat diklasifikasikan dalam:
a. Baja pearlit (sorbit dan troostit)
Unsur-unsur paduan relatif kecil maximum 5% Baja ini mampu dimesin, sifat
mekaniknya meningkat oleh heat treatment (hardening &tempering)
b. Baja martensit
Unsur pemadunya lebih dari 5 %, sangat keras dan sukar dimesin
c. Baja austenit
Terdiri dari 10 – 30% unsur pemadu tertentu (Ni, Mn atau CO) Misalnya : Baja
tahan karat (Stainless steel), nonmagnetic dan baja tahan panas (heat resistant
steel).
d. Baja ferrit
Terdiri dari sejumlah besar unsur pemadu (Cr, W atau Si) tetapi karbonnya
rendah. Tidak dapat dikeraskan.
e. Karbid atau ledeburit
Terdiri sejumlah karbon dan unsur-unsur pembentuk karbid (Cr, W, Mn, Ti, Zr).
Berdasarkan penggunaan dan sifat-sifatnya, baja paduan juga diklasifikasikan
dalam:
a. Baja konstruksi (structural steel)
Dibedakan lagi menjadi tiga golongan tergantung persentase unsur
(2- 5 %), baja paduan tinggi (lebih dari 5 %). Sesudah di-heat treatment baja
jenis ini sifat-sifat mekaniknya lebih baik dari pada baja karbon biasa.
b. Baja perkakas (tool steel)
Dipakai untuk alat-alat potong, komposisinya tergantung bahan dan tebal
benda yang dipotong/disayat,kecepatan potong, suhu kerja. Baja paduan jenis ini
dibedakan lagi menjadi dua golongan, yaitu baja perkakas paduan rendah
(kekerasannya tak berubah hingga pada suhu 250 °C) dan baja perkakas paduan
tinggi (kekerasannya tak berubah hingga pada suhu 600°C). Biasanya terdiri dari
0,8% C, 18% W, 4% Cr, dan 1% V, atau terdiri dari 0,9% C, 9 W, 4% Cr dan
2-2,5% V.
c. Baja dengan sifat fisik khusus
Dibedakan lagi menjadi tiga golongan, yaitu baja tahan karat (mengandung
0,1-0,45% C dan 12-14% Cr), baja tahan panas (yang mengandung 12-14% Cr
tahan hingga suhu 750-800oC, sementara yang mengandung 15-17% Cr tahan
hingga suhu 850-1000oC), dan baja tahan pakai pada suhu tinggi (ada yang
terdiri dari 23-27% Cr, 18-21% Ni, 2-3% Si, ada yang terdiri dari 13-15% Cr,
13-15% Ni, yang lainnya terdiri dari 2-2,7% W, 0,25-0,4% Mo, 0,4-0,5% C).
d. Baja paduan istimewa
Baja paduan istimewa lainnya terdiri 35-44% Ni dan 0,35% C,memiliki
koefisien muai yang rendah yaitu :
• Invar : memiliki koefisien muai sama dengan nol pada suhu 0 – 100 °C,
digunakan untuk alat ukur presisi.
• Elinvar : memiliki modulus elastisitas tak berubah pada suhu 50°C sampai
100°C. Digunakan untuk pegas arloji dan berbagai alat ukur fisika.
e. Baja Paduan dengan Sifat Khusus • Baja Tahan Karat (Stainless Steel)
Sifatnya antara lain:
– Memiliki daya tahan yang baik terhadap panas, karat dan goresan/gesekan
– Tahan temperature rendah maupun tinggi
– Memiliki kekuatan besar dengan massa yang kecil
– Keras, liat, densitasnya besar dan permukaannya tahan aus
– Tahan terhadap oksidasi
– Kuat dan dapat ditempa
– Mudah dibersihkan
– Mengkilat dan tampak menarik
Baja paduan merupakan campuran dari baja dan beberapa jenis logam
lainnya dengan tujuan untuk memperbaiki sifat baja karbon yang relatif mudah
berkarat dan getas bila kadar karbonnya tinggi. Selain itu, penambahan unsur
paduan juga bertujuan untuk memperbaiki sifat mekanik diantaranya:
• Kekuatan
Kekuatan merupakan kemampuan suatu bahan untuk menahan perubahan
bentuk di bawah tekanan. Penambahan logam (Ni, Cr, Molibdenum) dengan
komposisi sesuai akan menambah kekuatan baja, sebab Ni dan Cr yang
ditambahkan akan masuk ke susunan atom dan menggantikan berapa atom C.
• Elastisitas
Elastisitas adalah kemampuan suatu bahan untuk kembali ke bentuk
semula setelah pembebanan ditiadakan atau dilepas. Modulus elastisitas
merupakan indikator dari sifat elastis. Adanya penambahan logam pada baja akan
meningkatkan kemampuan elastisitasnya dengan nilai modulus elastisitas yang
lebih besar dari sebelumnya.
• Batas mulur (Plastisitas)
Plastisitas adalah kemampuan suatu bahan untuk berubah bentuk secara
permanen setelah diberi beban. Logam yang ditambahkan berupa nikel, vanadium,
titanium, tungsten, chrome dsb akan meningkatkan nilai batas mulur. Hal tersebut
disebabkan dengan penambahan logam yang memiliki batas mulur tinggi akan
menghasilkan baja paduan yang batas mulurnya tinggi pula.
• Kekuatan Tarik
Kekuatan tarik adalah kemampuan suatu material untuk menahan tarikan
dua gaya yang saling berlawanan arah dan segaris. Logam Ni dan Cr merupakan
bahan yang biasa ditambahkan untuk meningkatkan kemampuan menahan tarikan,
selain sebagai penambah kekuatan tekan.
• Keuletan
Keuletan adalah kemampuan suatu material untuk diregang atau ditekuk
secara permanent tanpa mengakibatkan pecah atau patah. Baja dengan kandungan
karbon rendah memiliki keuletan yang tinggi, sehingga dengan paduan logam lain
kadar karbonnya akan turun. Selain itu, kandungan fosfor pada baja paduan yang
• Tahan aus
Tahan aus merupakan paduan logam yang digunakan untuk meningkatkan
kemampuan tahan aus diantaranya nikel, chrom, dan vanadium.
2.4 KOROSI DAN PENCEGAHAN KOROSI
Korosi dapat kita artikan sebagai pencernaan logam oleh keadaan sekitar.
Keadaan sekitar ini adalah mungkin udara lembab, bahan kimia, air laut, gas dan
sebagainya. Oleh korosi, logam berubah ke dalam garamnya, oksida atau
hidro-oksida. [Beumer, B.J.M., 1994]
Bentuk-bentuk korosi yaitu:
1. Korosi menyeluruh
Pada korosi menyeluruh logam dicerna pada seluruh permukaan
2. Korosi setempat atau korosi bopeng
Bentuk korosi ini mencerna logam setempat, sehingga pada umumnya
muncul bopeng-bopeng kecil dalam bahan.
3. Korosi antar garis-hablur
Korosi dalam garis-hablur terjadi sepanjang batas-hablur. Sebagai
akibatnya hablur-hablur terlepas satu sama lain. Bentuk korosi ini sangat
berbahaya, oleh karena dari luar tidak nampak.
Untuk mencegah terjadinya korosi ada beberapa hal yang bisa dilakukan yaitu:
1. Minyak dan gemuk
Melapisi dengan lapisan minyak atau lapisan gemuk dapat dilaksanakan
dengan menggunakan kuas atau dengan jalan pencelupan. Penggunaanya
2. Bitumen
Bitumen adalah produk minyak bumi. Bitumen dapat diterapkan dengan kuas,
dengan mencelupkan atau menuangkan.
Lapisan bitumen tidak kuat dan oleh karena itu sering diperkokoh dengan
lapisan tali goni. Bitumen digunakan pada tangki minyak, saluran gas dan
saluran air dan kabel saluran listrik di dalam tanah.
3. Plastik
Penerapan lapisan plastik dapat dilaksanakan dengan beberapa cara. Hanya
plastik termoplastis dan poli-ester dengan mempertimbangkan praktis adalah
jenis yang dapat digunakan.
Plastik termoplastis dapat dilumerkan, lalu produk yang harus dilindungi
dicelupkan atau dituangkan.
Poli-ester dapat diterapkan dengan kuas, dengan disiram atau dengan
mengunakan penyemprot.
Lapisan plastik yang diterapkan, tidak kuat dan digunakan untuk melindungi
perkakas, contohnya pahat, frais, bor dan sebagainya.
4. Email
Email terdiri dari campuran kwarsa, felspar boraks dan zat-zat lain. Produk
dilapis dengan email dan selanjutnya dipanaskan dalam oven. Lapisan email
mudah rusak, biasanya digunakan untuk alat rumahtangga.
5. Fosfat
Produk digantungkan dalam cairan persenyawaan fosfat yang dilumerkan.
Oleh karena itu permukaan produk dari baja diubah menjadi fosfat besi dan
sebut difosfatkan, diparkerisasikan, diatramentasikan atau dibonderisasikan.
Memfosfatkan tidak memberi daya tahan korosi tetap oleh karena itu pada
umumnya dipergunakan sebagai lapisan dasar untuk lapisan cat.
6. Oksida
Melalui jalan elektrolitis diatas aluminium dapat diterapkan satu lapisan
oksida. Untuk kerperluan itu produk aluminium digantung dalam cairan
elektrolitis. Cairan ini pada umumnya adalah suatu larutan asam belerang
dalam air. Jikalau setelah itu kita hubungkan kutub positif dari sumber
tegangan dengan produk dan kutub negatif dari sumber tegangan dengan
pelat titan yang digantungkan dalam carian, maka air memisahkan diri
menjadi zat asam dan zat air. Zat asam yang dibebaskan bersenyawa dengan
aluminium dan membentuk oksida-aluminium menurut:
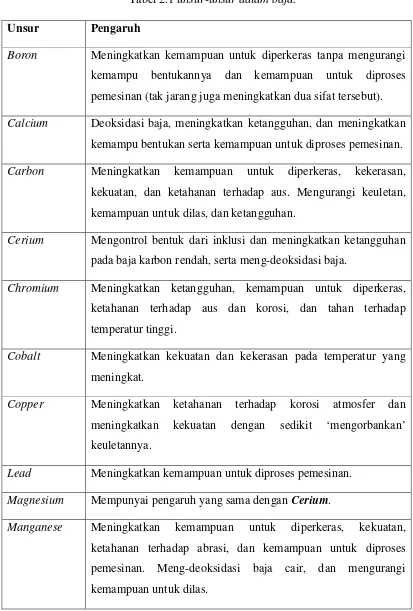
2.5 UNSUR-UNSUR YANG BERPENGARUH PADA BAJA
Tabel 2.1 unsur-unsur dalam baja.
Unsur Pengaruh
Boron Meningkatkan kemampuan untuk diperkeras tanpa mengurangi kemampu bentukannya dan kemampuan untuk diproses pemesinan (tak jarang juga meningkatkan dua sifat tersebut).
Calcium Deoksidasi baja, meningkatkan ketangguhan, dan meningkatkan kemampu bentukan serta kemampuan untuk diproses pemesinan.
Carbon Meningkatkan kemampuan untuk diperkeras, kekerasan, kekuatan, dan ketahanan terhadap aus. Mengurangi keuletan, kemampuan untuk dilas, dan ketangguhan.
Cerium Mengontrol bentuk dari inklusi dan meningkatkan ketangguhan pada baja karbon rendah, serta meng-deoksidasi baja.
Chromium Meningkatkan ketangguhan, kemampuan untuk diperkeras, ketahanan terhadap aus dan korosi, dan tahan terhadap temperatur tinggi.
Cobalt Meningkatkan kekuatan dan kekerasan pada temperatur yang meningkat.
Copper Meningkatkan ketahanan terhadap korosi atmosfer dan meningkatkan kekuatan dengan sedikit ‘mengorbankan’ keuletannya.
Lead Meningkatkan kemampuan untuk diproses pemesinan.
Magnesium Mempunyai pengaruh yang sama dengan Cerium.
Molybdenum Meningkatan kemampuan untuk diperkeras, ketahanan terhadap aus, ketangguhan, kekuatan terhadap kenaikan temperatur, ketahanan terhadap mulur, dan kekerasan.
Nickel Meningkatkan kekuatan, ketangguhan, dan ketahanan terhadap korosi, serta kemampuan untuk diperkeras.
Niobium Memberikan ukuran butir yang terbaik, dan meningkatkan kekuatan, serta ketangguhan terhadap beban impak. Menurunkan temperatur transisi dan kemampuan untuk diperkeras.
Phoporus Meningkatkan kekuatan, kemampuan untuk diperkeras, ketahana terhadap korosi, dan kemampuan untuk diproses pemesinan. Sangat berpengaruh pada penurunan keuletan dan ketangguhan.
Selenium Meningkatkan kemampuan untuk diproses pemesinan.
Silicon Meningkatkan kekuatan, kekerasan, ketahanan terhadap korosi, dan konduktivitas elektrik. Menurunkan kemampuan untuk diproses pemesinan dan kemampu bentukan pada kondisi dingin.
Sulfur Meningkatkan kemampuan untuk diproses pemesinan ketika dikombinasi dengan Manganese. Menurunkan kekuatan impak dan keuletan.
Tantalum Mempunyai pengaruh yang sama dengan Niobium.
Tellurium Meningkatkan kemampuan untuk diproses pemesinan, kemampu bentukan, dan ketangguhan.
Titanium Meningkatkan kemampuan untuk diperkeras. Meng-deoksidasi baja.
Tungsten
(Wolfram)
2.6 PROSES PEMBUATAN TULANGAN BAJA
PT. PUTRA BAJA DELI merupakan sebuah perusahaan yang bisa dikatakan
masih baru dalam hal ini. Dalam pembuatan tulangan baja, PT. PUTRA BAJA DELI
menggunakan sistem hot rolling dan juga menggunakan sebuah teknologi baru yaitu
Tempcore Quenching System, untuk meningkatkan mutu dari baja itu sendiri.
Teknologi ini sendiri digunakan untuk menaikan kekuatan baja tulangan dengan cara
yang lebih efisien dan relatif murah daripada dibandingkan dengan penambahan
unsur karbon atau pun unsur-unsur lain untuk menaikan kekuatan baja tulangan itu
sendiri.
Dalam proses pembuatan tulangan baja, ada beberapa proses yang harus dilalui yaitu: 1. BILLET
Disini PT. PUTRA BAJA DELI mengimport bahan baku baja batangan
berupa balok. Dimana baja batangan ini berasal dari import, ada pun ukuran
dari billet yang diimport yaitu 120 x 120 x 12000 mm.
2. Pengecekan kualitas tahap 1
Pengecekan kualitas tahap 1 berupa pengecekan komposisi dari baja yang
diimport. Bila komposisi baja yang dicek tidak sesuai dengan permintaan,
maka bahan baku ditolak untuk digunakan.
3. Furnace
Furnace/tungku berfungsi untuk memanaskan baja batangan sampai baja
tersebut layak untuk dibentuk, untuk pembentukannya digunakan uap panas
dari pembakaran batu bara atau bahan bakar minyak. Didalam furnace ini
a) Zona Heating
Zona heating merupakan zona dimana baja batangan yang bersuhu normal
(30oC) dipanaskan hingga mencapai suhu ± 800 oC.
b) Zona Soaking
Zona Soaking merupakan zona lanjutan dari zona Heating dimana
baja sudah bersuhu ± 800 oC dipanaskan lagi hingga mencapai suhu ±
1200 oC, bila sudah mencapai suhu tersebut maka baja batangan akan
dikeluarkan dari Furnace.
Namun sebelumnya, baja batangan harus dipotong dengan panjang
yang didefinisikan dengan ukuran produk yang diinginkan, umumnya ±
3 meter sebelum dimasukan kedalam furnace. PT. PUTRA BAJA DELI
memiliki 2 furnace, furnace I dan furnace II memiliki kapasitas ± 55 ton
dan juga pemanasan berlangsung selama ± 3 jam untuk pencapaian suhu
± 1200 oC.
4. Rolling
Rolling disini juga bisa diartikan dengan proses pembentukan baja tulangan,
dimana baja batangan yang berukuran 120 x 120 akan dibuat menjadi
diameter yang diinginkan, semakin kecil diameter yang diinginkan maka
akan semakin banyak pass yang akan dilewati.
Beberapa fase/tahapan yang akan dilalui yaitu: a. Roughing
b. Intermediate
Tahap ini merupakan tahap terakhir dimana pada bagian terakhir ini
dilakukan pencetakan kode maupun merek dari PT PUTRA BAJA DELI.
d. Tempcore Quenching System
Di bagian ini, baja tulangan diberikan tekanan air pada seluruh
permukaan tulangan yang bertujuan untuk meningkatkan kekuatan baja
dari baja terutama kuat tarik baja. Sistem ini harus dipakai terutama untuk
standar ekspor. Penggunaan sistem ini diharapkan akan lebih efisien dan
ekonomis daripada harus menggunakan penambahan unsur karbon
ataupun unsur-unsur lain untuk meningkatkan kekuatan baja tulangan itu
sendiri.
e. Cooling bed
Tempat ini bertujuan untuk menurunkan suhu baja setelah melalui
proses pembentukan. Di tempat ini suhu baja sudah menurun tapi belum
mencapai suhu normal dan pada biasanya panjang baja tulangan yang
diperoleh berkisar ± 37 meter atau ± 49 meter, tergantung pada diameter
tulangan yang dibentuk.
5. Pengecekan kualitas tahap 2
Pengecekan kualitas tahap 2 berupa pengambilan 3 sampel secara acak setiap
20 menit proses produksi. 3 sampel yaitu bagian atas, bagian tengah dan
bagian akhir. Lalu sampel ini akan dilakukan uji tarik dan uji bending,
apabila hasil test tidak memenuhi syarat maka semua hasil produksi selama
6. Packing
Baja tulangan yang sudah melalui pengecekan kualitas tahap 2, maka sudah
dikategorikan sebagai barang yang siap dipakai atau diekspor. Sebelum
dipacking, tulangan akan diberi warna sesuai dengan ketentuan pada SNI.
Tulangan baja yang tidak diberi warna merupakan tulangan baja yang bukan
SNI. Setelah itu, tulangan akan dipacking dalam per bundel. 1 bundel
biasanya seberat 2,5 ton sampai 3 ton yang terdiri dari 25 ikat atau sesuai
dengan besarnya diameter.
7. Pengecekan kualitas tahap 3
Pengecekan kualitas tahap 3 hanya berupa pengecekan panjang dan isi setiap
bundel, apabila ada yang tidak sesuai maka akan dipacking ulang.
Untuk mendapatkan 1 tulangan baja, diperkirakan harus melalui proses
tersebut selama ± 1 menit. Semakin kecil diameter tulangan yang diinginkan, maka
jumlah pass dari rolling tersebut akan bertambah banyak dan waktunya akan lebih
lama. Untuk D19 dan D25, hanya melalui proses sebanyak 14 pass dari rolling di
atas.
Menurut SNI, panjang 1 tulangan baja adalah 12 meter, sehingga tulangan
baja pada cooling bed harus dipotong namun sesuai dengan aturan yaitu, bagian
kepala maupun bagian ekor hasil proses pembentukan di atas harus dipotong untuk
dibuang sepanjang 20 hingga 30 cm, karena pada bagian tersebut bentuk dari
Dalam 1 shift proses pembuatan tulangan baja berlangsung selama 10 jam
dan dapat menghabiskan bahan baku sebanyak ± 120 ton. Dan untuk proses
pengecekan kualitas tahap 2 berlangsung setiap 20 menit yang dapat menghabiskan
bahan baku sebesar 6 hingga 7 ton.
PT. Putra Baja Deli menggunakan sistem tempcore quenching machine
dikarena dapat meningkatkan kuat tarik baja dengan biaya produksi yang relatif lebih
murah karena untuk meningkatkan mutu dan kuat tarik baja umumnya dilakukan
penambahan unsur karbon yang disebut sitem microalloy namun dalam hal biayanya
sendiri adalah relatif lebih mahal sehingga akan mempengaruhi biaya produksi dan
harga dari produk itu sendiri.
Sistem tempcore dan system micro alloy memiliki kelebihan dan
kekurangannya masing – masing. Pada sistem tempcore memiliki keunggulan pada
biaya produksi yang rendah dan mendapatkan mutu baja yang tinggi dengan hanya
menggunakan tekanan air. Namun sistem ini akan membuat tulangan baja terlihat
seperti memiliki 2 lapisan yaitu lapisan martensite dan lapisan ferrite yaitu inti
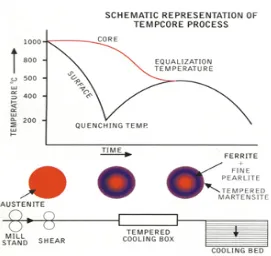
Gambar 2.1Proses Berlangsungnya Tempcore
Sistem tempcore ini membuat lapisan canai atau lapisan permukaan tulangan
baja menjadi keras seketika akibat dari perubahan suhu secara mendadak yang
disebabkan dari tekanan air. Sitem ini akan semakin efektif digunakan untuk
diameter tulangan yang semakin besar pula. Namun pada inti dari tulangan ini
tidaklah sekeras seperti pada lapisan permukaannya. Hal ini membuat keraguan akan
mutu baja yang dihasilkan. Namun sesuai dengan aturan yang ada, pengujian mutu
baja didasarkan pada tulangan baja utuh, bukan dengan menghilangkan atau
membubut bagian lapisan permukaannya. Sistem ini dapat membuat menghasilkan
tulangan baja yang memiliki karakteristik lentur dan pengelasan yang baik.
Sistem micro alloy merupakan sistem penambahan karbon yang memiliki
batasan maksimum akan nilai karbon equivalen yaitu 0,44. Sistem ini akan membuat
kekuatan tarik pada setiap lapisan adalah sama, tidak seperti tempcore yang memiliki
inti yang berbeda dengan lapisan luarnya. Namun, sistem ini lebih diusungkan untuk
keefektifan diameter kecil yaitu di bawah 16 mmm. Untuk karakteristik tulangan
baja hasil dari sistem micro alloy ini adalah membuat kemampuan meregang
(elongation), pembengkokan dan pengelasan semakin menurun karena unsur karbon
membuat tulangan baja ini semakin daktail.
Untuk sekarang ini, dua sistem inilah yang umum dipakai di pabrik
pembuatan tulangan baja utnuk meningkatkan kekuatan mutu dan karakteristik
tulangan baja itu sendiri. Ada yang menggunakan sistem tempcore seperti PT. Putra
Baja Deli, ada yang menggunakan sistem penambahan karbon seperti Krakatau Steel
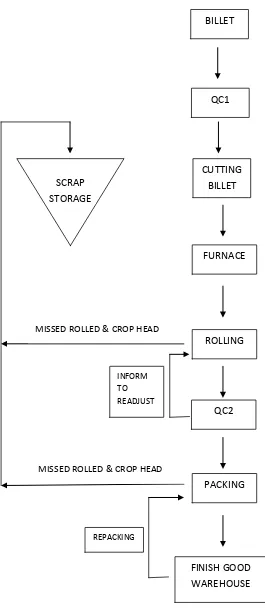
GAMBAR 2.2 Bagan Pembuatan Tulangan Baja
BILLET
QC1
CUTTING BILLET
FURNACE
ROLLING
QC2
PACKING
FINISH GOOD WAREHOUSE SCRAP
STORAGE
MISSED ROLLED & CROP HEAD
MISSED ROLLED & CROP HEAD INFORM TO READJUST
2.7 CARA PENGAMBILAN SAMPEL
Dalam pengambilan sampel, juga harus diperhatikan bagian mana dan jumlah
sampel yang harus diambil. Menurut [----,SNI 2002] pada halaman 7, pengambilan
sampel harus secara acak, setiap kelompok yang terdiri lebih dari satu nomor leburan
dari satu ukuran dan satu kelas baja yang sama, diambil 1 (satu) contoh uji setiap 25
(dua puluh lima) ton sebanyak-banyaknya 5 (lima) contoh. Pemotongan sampel tidak
boleh dengan cara panas dan panjang sampel maksimum 1,5 m.
Namun dari PT. PUTRA BAJA DELI sendiri, mereka mengambil 3 (tiga)
sampel setiap 20 menit proses produksi, diasumsikan setiap 20 menit dapat
menghabiskan ±6 ton bahan baku. Dan pengambilan sampel ini juga acak, dengan
bagian yang diambil adalah bagian kepala, tengah dan ekor, namun
bagian-bagian ini diambil bukan dari satu batang tulangan baja, melainkan 3 tulangan baja
yang berbeda.
2.8 DISTRIBUSI NORMAL
Dalam suatu penelitian, pasti akan digunakan suatu metode penyelesaian,
dalam hal ini saya menggunakan metode distribusi normal atau distribusi gauss [E.
Walpole Ronald, 1997]. Distribusi normal merupakan Salah satu distribusi frekuensi
yang paling penting dalam statistika. Distribusi normal berupa kurva berbentuk
lonceng setangkup yang melebar tak berhingga pada kedua arah positif dan
negatifnya. Penggunaanya sama dengan penggunaan kurva distribusi lainnya.
Frekuensi relatif suatu variabel yang mengambil nilai antara dua titik pada sumbu
datar. Tidak semua distribusi berbentuk lonceng setangkup merupakan distribusi
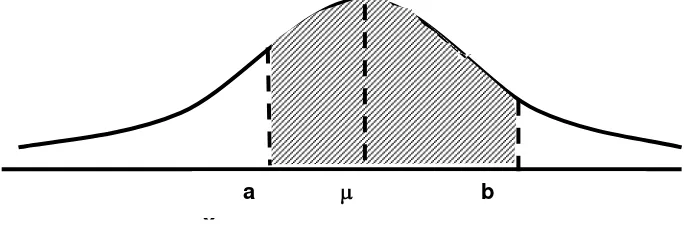
Nilai peluang peubah acak dalam distribusi peluang normal dinyatakan dalam
luas dari di bawah kurva berbentuk genta atau lonceng (bell shaped curve) seperti
gambar 2.1. Kurva maupun persamaan normal melibatkan nilai x, μ dan σ.
Keseluruhan kurva akan bernilai 1, ini mengambarkan sifat peluang yang tidak
pernah negatif dan maksimal bernilai satu.
Gambar 2.3 Kurva Normal
(
≤ ≤)
=∫
b2. Kurva berbentuk simetris
3. Kurva normal berbentuk asimptotis
4. Kurva mencapai puncak pada saat X= µ. Luas daerah di bawah kurva adalah 1, ½
di sisi kanan nilai tengah dan ½ di sisi kiri.
Sifat-sifat distribusi normal:
1. Grafiknya selalu ada diatas sumbu datar x.
2. Bentuknya simetrik terhadap x = µ.
3. Mempunyai satu modus, jadi kurva unimodal, tercapai pada x = µ sebesar
0,3989/σ.
4. Grafiknya mendekati (berasimtootkan) sumbu datar x, mulai dari x = µ + 3 σ ke
kanan dan x = µ + 3 σ kekiri.
5. Luas daerah grafik selalu sama dengan satu unit persegi.
Setiap pasang µ dan σ, sifat-sifat diatas selalu terpenuhi, hanya bentuk
kurvanya saja yang berlainan. Jika σ makin besar kurvanya makin rendah dan
sebaliknya. Distribusi normal bersifat kontinu maka cara perhitungan probabilitasnya
dilakukan dengan jalan menentukan luas dibawah kurva, tetapi karena fungsi
frekuensi normal tidak memiliki integral yang sederhana sehingga probabilitasnya
dihitung dengan menggunakan distribusi normal standar dimana variabel randomnya
ialah Z dengan rata-rata µ = 0 dan simpangan baku σ = 1. [E. Walpole Ronald, 1997]
Probabilitas kontinu yang terpenting di bidang statistik adalah distribusi
normal. Grafiknya disebut kurva normal, berbentuk lonceng seperti gambar (2.2)
Distribusi ini ditemukan Karl Friedrich (1777-1855) yang juga disebut distribusi
Gauss. Pada gambar (2.3) melukiskan beberapa kurva yang mempunyai mean sama
tetapi standart deviasi bebeda, gambar (2.4) melukiskan kurva normal dengan
simpangan baku yang sama tapi rata-rata berbeda. Gambar (2.5) melukiskan kurva
Jenis-jenis kurva distribusi normal menurut [E. Walpole Ronald, 1997]
1) Distribusi kurva normal dengan µ sama dan σ berbeda.
Terlihat kedua kurva mempunyai titik tengah yang sama pada sumbu datar,
tapi kurva dengan simpangan baku yang lebih besar tampak lebih rendah dan
lebih melebar. Perhatikan bahwa luas dibawah kurva-peluang harus sama dengan
1 sehingga bila kumpulan data makin berbeda maka makin rendah dan melebar
pula kurvanya.
Gambar 2.4 Kurva Normal dengan µ Sama dan σ Berbeda
2) Distribusi kurva normal dengan µ berbeda dan σ sama.
Terlihat kedua kurva bentuknya persis sama tapi titik tengahnya terletak di
Gambar 2.5 Kurva Normal dengan µ Berbeda dan σ Sama
3) Distribusi kurva normal dengan µ dan σ berbeda.
Jelas keduanya mempunyai letak titik tengah yang berlainan pada sumbu
datar dan bentuknya mencerminkan 2 nilai σ yang berlainan.
Gambar 2.6 Kurva Normal dengan µ dan σ Berbeda
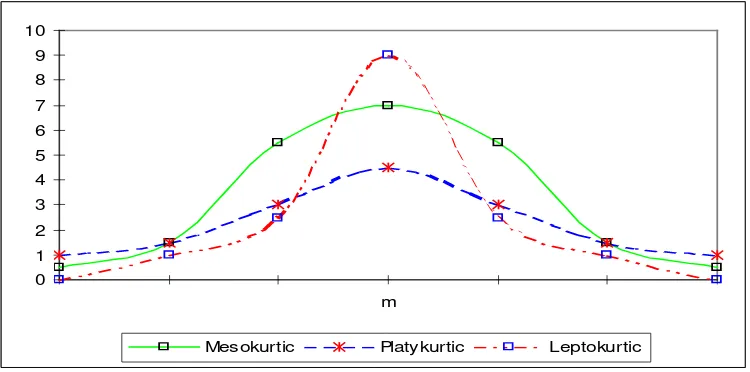
Kurva distribusi normal dipengaruhi oleh rata-rata (μ) dan simpangan baku (σ). Jika rata-rata besar dan simpangan baku besar maka kurvanya makin rendah
(platikurtik). Jika rata-rata dan simpangan baku kecil maka kurvanya makin tinggi
(leptokurtik). Suatu variabel acak kontinu X yang memiliki distribusi berbentuk
lonceng (variabel acak normal). Bentuk dan ketinggian kurva sangat tergantung pada
nilai-nilai μ dan σ.
150 300 450
[E. Walpole Ronald] Untuk mencari μ dan σ adalah dengan rumus:
�;�̅=∑ �
�
σ =�∑(�� − �̅) 2
� −1
Dimana:
�̅ =���� − ����������
σ= standart deviasi
� � =�����ℎ�����������
BAB III
PENELITIAN DAN PEMBAHASAN
3.1 CARA PENGAMBILAN SAMPEL
Menurut [SNI 2002] pada halaman 7, jumlah sampel yang diambil untuk
diuji setiap 25 ton produksi baja adalah sebanyak-banyaknya 5 sampel. Namun dari
PT. PUTRA BAJA DELI sendiri, setiap 20 menit akan diambil 3 sampel, yakni
bagian kepala, tengah dan ekor.
3.2 MEMPERSIAPKAN SAMPEL PENGUJIAN
Berdasarkan SNI 2002, dalam hal prosedur pengujian kuat tarik pada butir
7.3.1 tertulis bahwa “batang uji tarik dan lengkung harus lurus dan kulit canai tidak
boleh dikerjakan (dihilangkan).” Ini menegaskan bahwa batang uji tarik tidak boleh
dibubut. Maka berdasarkan persyaratan SNI 2002, prosedur pengujian kuat tarik
yang dilakukan oleh PT. Putra Baja Deli adalah benar.
3.3 PENGUJIAN KUAT TARIK
Untuk melaksanakan percobaan-tarik ini, kita akan menggunakan Baja
Tulangan Sirip (BJTs) dengan mutu 40 MPa atau 400 N/mm2. Percobaan ini
dilakukan dengan Computerized electro hydraulic servo universal testing machine
Gambar 3.1 Mesin Computerized Electro Hydraulic Servo Universal Testing
Machine
Sebelum dilakukan pengujian akan dilakukan pengecekan secara tampak fisik yakni,
sifat tampak, panjang, berat, diameter, jarak sirip melintang, tinggi sirip melintang,
lebar rusuk memanjang (contoh gambar 3.2).
Prosedur pengujian kuat tarik tulangan baja:
1. Pertama-tama setelah sampel di potong dengan grenda potong, sampel
kemudian di ukur seperti gambar dibawah ini.
Gambar 3.3 Pengukuran sampel
2. Kemudian sampel diberikan jarak 8d dari diameter batang yang diuji dan
ditandai dengan cara menggunakan gergaji besi dapat dilihat pada gambar
3. Setelah sampel diukur dan diberi jarak, data-data tersebut diinput kedalam
komputer dan kemudian sampel dimasukan kedalam mesin testing, lalu
ditarik hingga putus.
4. Begitu pengujian sampel dilakukan, hasil pengujian langsung ditampilkan di
layar komputer dengan grafik diagram tegangan-regangan dari awal
pengujian sampai akhir pengujian.
5. Sampel diukur kembali setelah pengujian kuat tarik selesai untuk mengetahui
perpanjangan tulangan beton.
Gambar 3.7 Pengukuran kembali pada sampel setelah pengujian
Regangan diartikan perpanjangan pada tiap satuan panjang. Untuk menghitung
regangan, perpanjangan harus dibagi dengan ukuran panjang batang semula dan
angka dikalikan dengan 100%.
�������� = ������������
������������� × 100%
����
� = (�1− �0)
�0
Batas regangan
Jikalau percobaan-tarik dalam bagian pertama dari diagram dihentikan batang
baja akan mendapat kembali panjang semulanya. Bahan dalam bagian ini adalah
kenyal sempurna.
GAMBAR 3.8 Grafik tegangan-regangan [Gere, J.M., Timoshenko, S.P.,
1996]
Daerah OA disebut regangan elastis atau linier, titik A adalah tegangan
tertinggi dimana masih didalam daerah elastis disebut tegangan proposional. Di
daerah ini bisa diartikan bila bila suatu bahan baja mengalami tegangan tetapi tidak
melewati titik A dan apabila dilepaskan maka baja tersebut akan kembali ke bentuk
atau panjang semula.
Dan bila beban diperbesar sehingga tegangan pada baja mencapai titik B,
titik C adalah daerah plastis, bila mana suatu baja mengalami tegangan telah
memasuki daerah AC dan beban tersebut dilepaskan, maka baja tersebut akan
mendapatkan suatu pertambahan panjang.
Apabila beban diperbesar lagi, maka yang akan terjadi adalah regangan akan
terus meningkat walaupun tanpa disertai dengan tegangan yang bertambah. Melewati
titik C disebut pengerasan regangan, dimana tegangan bertambah dan regangan
bahan hampir mencapai maksimum. Namun bahan masih sanggup menahan
tegangan hinggatitik D. Titik D adalah tegangan maksimum atau ultimate. Daerah
CD adalah strain hardening, ditandai dengan terjadinya peningkatan tegangan dan
regangan melewati batas plastis.
Bila beban terus ditambah sampai melewati batas tegangan ultimate. Baja
akan mengalami necking, dimana baja sudah tidak sanggup menahan beban sehingga
3.4 PENGOLAHAN DATA SPSS
Berikut ini merupakan data hasil percobaan kuat tarik tulangan baja
diameter 19 dan diameter 25 yang dilakukan di laboratorium PT. Putra Baja Deli.
DB 25 03/07 S 03:40 T 490,874 226000 296150 460,4 603,31 20
DB 25 03/07 S 03:40 B 490,874 232000 302750 472,63 616,76 20
DB 25 03/07 S 04:00 A 490,874 224650 298550 457,65 608,2 20
DB 25 03/07 S 04:00 T 490,874 230575 301925 469,72 615,08 19
DB 25 03/07 S 04:00 B 490,874 225475 298875 459,33 608,86 18,5
DB 25 04/07 S 05:00 A 490,874 230100 302700 468,76 616,66 19,5
DB 25 04/07 S 05:00 T 490,874 232775 302850 474,21 616,96 20
DB 25 04/07 S 05:00 B 490,874 217650 294500 443,39 599,95 20
DB 25 04/07 S 05:20 A 490,874 238125 307525 485,1 626,48 19,5
DB 25 04/07 S 05:20 T 490,874 226575 295800 461,57 602,6 20
Berikut merupakan hasil dari pemasukan data (input) ke dalam SPSS sesuai
dengan data yang diperoleh dari pengujian kuat tarik tulangan baja.
3.5 HASIL ANALISA
Dalam pengujian hasil analisa ini, penguji menggunakan aplikasi SPSS
secara komputerisasi dan juga menggunakan perhitungan manual.
3.5.1 Hasil Analisa Tulangan Baja Diameter 19
Menurut SNI 2002 pada halaman 7, tegangan leleh minimumnya adalah 390
N/mm2, dengakan tegangan ultimate minimum adalah 560 N/mm2.
Perhitungan menggunakan aplikasi SPSS:
Descriptive Statistics
Yield_Strength 27 431,08 485,49 457,6219 12,25486
Tensile_Strength 27 601,79 649,23 623,3244 13,40227
Valid N (listwise) 27
interval
Frequency Percent Valid Percent
Standart deviasi Elongation =
(
)
12
− − ∑
n X Xi
= �14,008
26
3.5.2 Hasil Analisa Tulangan Baja Diameter 25
Perhitungan menggunakan aplikasi SPSS:
Descriptive Statistics
Yield_Strength 27 430,20 485,10 461,6180 13,00327
Tensile_Strength 27 595,82 638,96 612,6261 11,26416
Valid N (listwise) 27
interval
Frequency Percent Valid Percent
Standart deviasi Elongation =
(
)
12
− − ∑
n X Xi
= �6,740
26
3.6 PEMBAHASAN
3.6.1 Baja Tulangan Sirip Diameter 19
Dari hasil output SPSS diatas dapat diketahui bahwa:
D19 BJTs 40
Yield strength Tensile strength
Nilai minimum 431,08 N/mm2 601,79 N/mm2
Nilai maksimum 485,49 N/mm2 649,23 N/mm2
Rata-rata 457, 621 N/mm2 623, 324 N/mm2
Standar deviasi 12,254 13,402
D19 BJTs 40
Yield strength Tensile strength
SPSS Manual SPSS Manual
deviasi 12,25486 12,254 13,40227 13,402
Berdasarkan SNI 2002, nilai minimum yield strength adalah 390 N/mm2,
sedangkan hasil pengujian yang diperoleh adalah 457,621 N/mm2 dan untuk
minimum tensile strength adalah 560 N/mm2, sedangkan hasil pengujian yang
3.6.2 Baja Tulangan Sirip Diameter 25
D25 BJTs 40
Yield strength Tensile strength
Nilai minimum 430,20 N/mm2 595,82 N/mm2
Nilai maksimum 485,1 N/mm2 638,92 N/mm2
Rata-rata 461,61 N/mm2 612,62 N/mm2
Standar deviasi 13,003 11,264
D25 BJTs 40
Yield strength Tensile strength
SPSS Manual SPSS Manual
deviasi 13,00327 13,003 11,26416 11,264
Berdasarkan SNI 2002, nilai minimum yield strength adalah 390 N/mm2,
sedangkan hasil pengujian yang diperoleh adalah 461,618 N/mm2 dan untuk
minimum tensile strength adalah 560 N/mm2, sedangkan hasil pengujian yang
BAB IV KESIMPULAN
1. Menurut SNI 2002, tegangan leleh minimum dengan mutu baja 40 MPa
atau 400 N/mm2 adalah 390 N/mm2.
2. Menurut SNI 2002, tegangan ultimate minimum dengan mutu baja 40
MPa atau 400 N/mm2 adalah 560 N/mm2.
3. Untuk D19, rata-rata tegangan luluh adalah 457,62 N/mm2.
4. Untuk D19, rata-rata tegangan ultimate adalah 623,32 N/mm2.
5. Untuk D25, rata-rata tegangan luluh adalah 461,61 N/mm2.
6. Untuk D25, rata-rata tegangan ultimate adalah 612,62 N/mm2.
7. Standar deviasi tegangan luluh D19 yang didapat adalah 12,254
8. Standar deviasi tegangan ultimate D19 yang didapat adalah 13,402
9. Standar deviasi tegangan luluh D25 yang didapat adalah 13,003
10.Standar deviasi tegangan ultimate D25 yang didapat adalah 11,264
11.Jumlah sampel yang diuji adalah 27 buah sampel untuk setiap
masing-masing diameter.
12.Disimpulkan bahwa tulangan baja PT. Putra Baja Deli telah memenuhi
DAFTAR PUSTAKA
1. Gere, J.M., Timoshenko, S.P., 1996. Mekanika Bahan, Jakarta: Penerbit
Erlangga.
2. Agusyana, Yus, 2011. Olah Data Skripsi dan Penelitian dengan SPSS 19,
Jakarta: Penerbit PT. Elex Media Komputindo
3. Beumer, B.J.M., 1994. Ilmu Bahan Logam, Jakarta: Penerbit Bhratara.
4. E. Walpole, Ronald. 1997. Pengantar Statistik edisi ke-3, Jakarta: Penerbit
PT. Gramedia Pustaka Utama.
5. ---, SNI 07-2052- 2002, Standar Nasional Indonesia, baja tulangan
beton, Jakarta: Penerbit BSN
6. Amanto, Hari, 1999, Ilmu Bahan, Jakarta: Bumi Aksara
7. Santoso, Singgih, 2011. Mastering SPSS Versi 19, Jakarta: Penerbit PT. Elex
Media Komputindo
8. http://suyalibrary.blogspot.com/2011/01/baja-karbon-dan-paduannya.html
9.
http://romzneverdie.wordpress.com/metallurgy/klasifikasi-logam-dan-paduannya/