Pengaruh Proses Quencing Pada Baja Karbon Rendah Yang Telah Di Karburisasi Terhadap Sifat Fisik dan Mekanik Baha
Teks penuh
Gambar

Dokumen terkait
Pengaruh konsentrasi silikon terhadap baja karbon rendah pada uji impact konsentrasi Silikon (Si) dinaikkan mulai 0,20 % sampai 0,60 % nilai impactnya semakin kecil dan dari
Data yang diperoleh dari hasil pengujian kemudian dianalisa, sehingga dapat diketahui pengaruh presentase unsur Pospor (P) pada baja karbon rendah.. Untuk metalograpi perbesaran
Tujuan penelitian ini adalah: (1) Mengetahui pengaruh temperatur quenching terhadap kekerasan pada pengelasan dissimilar welding baja tahan karat AISI 304 dengan baja karbon
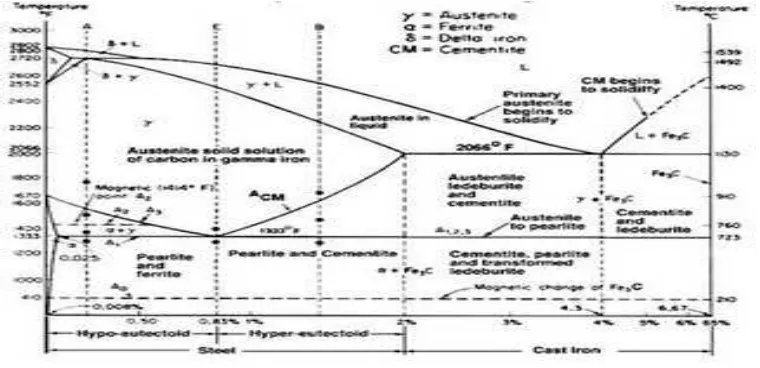
Sementit bersifat lebih keras dan lebih rapuh dari perlit karena itu dengan menaikan fraksi Fe 3 C pada baja sementara elemen lain konstan maka material akan lebih keras dan
Data yang di peroleh dari pengujian kekerasan permukaan pada proses karburasi baja karbon sedang sebelum dan sesudah proses quenching dapat dilihat pada grafik
Berdasarkan pada identifikasi masalah yang telah dipaparkan, peneliti menetapkan batasan permasalahan, penelitian ini mengunakan material baja karbon rendah tebal 10
Wijanarko Nurvan, 2021 Pengaruh Waktu Pelapisan Terhadap Ketebalan dan Kuat Lekat pada Baja Karbon Rendah Dengan Proses Elektroplating, Program Study Teknik
PENGARUH VARIASI KUAT ARUS TERHADAP STRUKTUR MIKRO DAN KEKERASAN PADA PROSES PENGELASAN BAJA KARBON RENDAH DENGAN METODE SMAW WET UNDERWATER WELDING.. Skripsi, Fakultas
