Laporan Praktikum Uji Material Semester Genap 2012/2013
BAB VI
PACK CARBURIZING
6.1. Tujuan Pengujian
1. Untuk mengetahui pengaruh perlakuan panas carburizing terhadap sifat mekanik kekuatan material
2. Untuk mengetahui pengaruh variasi holding time terhadap kedalaman pergeseran
3. Untuk mengetahui pengaruh variasi temperatur terhadap kedalaman pergeseran
4. Untuk mengetahui proses pack carburizing
6.2. Teori DasarPack Carburizing
Carburizing adalah proses penambahan unsur karbon pada permukaan
baja karbon rendah. Pemanasan carburizing dilakukan pada suhu 900oC – 950oC. unsur karbon dapat diperoleh dari arang kayu, arang tempurung kelapa atau suatu material yang mengandung unsur karbon. Pengarbonan bertujuan untuk memberikan kandungan karbon yang lebih banyak pada bagian permukaan dibandingkan dengan bagian dalam sehingga kekuatan pada permukaan lebih meningkat.
Carburizing dapat dilakukan dengan 4 cara yaitu :
a. Pack carburizing
Proses ini menggunakan zat padat berupa arang dengan ukuran 3,5 – 10 milimeter barium karbonat, dan soda abu untuk arang yang digunakan dari arang batok kelapa. Prosesnya yaitu baja dimasukkan dalam kotak yang berisi medium kimia aktif padat. Kemudian kotak itu dipanaskan sampai suhu 900oC – 950oC. Waktu total ditentukan oleh kedalaman yang hendak dicapai.
b. Paste carburizing
Laporan Praktikum Uji Material Semester Genap 2012/2013 dikeraskan ditutup dengan pasta dengan ketebalan 3 - 4 mm. Kemudian dikeringkan dan dimasukkan ke dalam kotak. Proses ini dilakukan pada suhu 920oC – 950oC.
c. Gas carburizing
Disini logam dipanaskan dalam atmosfer yang mengandung karbon yaitu gas alam maupun buatan. Contohnya gas-gas yang berasal dari hidrokarbon, misalnya CH4. Benda kerja dipanaskan dengan suhu 850oC –
950oC. Lapisan yang dapat dihasilkan adalah dengan tebal 1 mm dan diperlukan waktu sekitar 1-4 jam.
d. Liquid carburizing
Karbonisasi ini dilakukan dengan redaman air garam yang terdiri dari natrium karbonat dan natrium sianida yang dicampur dengan salah satu bahan klorid natrium atau klorid barium. Proses ini menghasilkan l;apisan yang tebalnya sekitar 0,3 mm dengan suhu 850oC – 950oC. Keuntungan menggunakan karbonisasi dengan perantara zat cair adalah pengurangan yang pesat, merata ke semua arah dan mendalam tanpa ada bagian yang lunak, satu permukaan tepat rata, oleh karena itu hanya dibutuhkan sedikit.
6.2.1. Proses Pack Carburizing
Pada proses ini caranya adalah benda kerja dimasukkan ke dalam suatu kotak yang terbuat dari pelat baja dan dikelilingi dengan bahan karbonisasi. Bahan yang biasa digunakan adalah arang kayu, arang batok kelapa, arang tulang, dan arang kulit yang dicampur dengan kokas dan katalis seperti Barium Karbonat (BaCo3) atau
Natrium Karbonat (Na2Co3) sebesar 10-40 %. Namun, biasanya
katalis yang sering dipakai adalah Barium Kabonat karena lebih mudah terurai daripada Natrium Karbonat.
Mekanisme difusi yang terjadi pada saat proses pack carburizing ada dua yaitu difusi vacancy dan difusi interstisi.
Difusi Vacancy
Laporan Praktikum Uji Material Semester Genap 2012/2013 Gambar 6.1 : Skema Difusi Vacancy
Sumber : Anonymous 42 2010
Difusi Interstisi (Penyisipan)
Suatu difusi dimana satu atom asing yang lebih kecil menyisip diantara rongga atom-atom.
Gambar 6.2 : Difusi Interstisi Sumber : Anonymous 42, 2010
Temperatur yang tinggi pada dapur listrik membantu proses penyerepan karbon pada luar permukaan baja. Reaksi yang terjadi adalah :
a. Pengaruh energi untuk memberikan gas CO pada permukaan baja
BaCO3 → BaO + CO2
CO3 + C → 2CO
Laporan Praktikum Uji Material Semester Genap 2012/2013 c. CO2 yang terbentuk akan bereaksi dengan katalis BaO
CO2 + BaO → BaCO3
Siklus ini terjadi berulang-ulang selama proses karburisasi berlangsung.
Pada umumnya proses karburisasi membutuhkan waktu yang variasi antara 6 sampai 8 jam dan kedalaman difusi karbon pada specimen 1-2mm dari permukaan. Pada proses ini hasilnya tergantung pada kualitas batu bara.
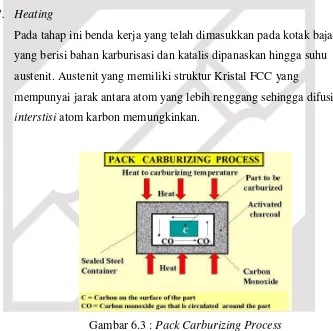
Proses pack carburizing ada 3 tahapan yaitu : 1. Heating
Pada tahap ini benda kerja yang telah dimasukkan pada kotak baja yang berisi bahan karburisasi dan katalis dipanaskan hingga suhu austenit. Austenit yang memiliki struktur Kristal FCC yang
mempunyai jarak antara atom yang lebih renggang sehingga difusi interstisi atom karbon memungkinkan.
Gambar 6.3 : Pack Carburizing Process Sumber : Anonymous 42, 2010
2. Holding
Laporan Praktikum Uji Material Semester Genap 2012/2013 3. Cooling
Pada tahap ini material didinginkan dengan cara quenching. Tujuannya untuk membentuk mikrostruktur martensit yang sifatnya keras pada permukaan material.
Perubahan sifat-sifat material yang dapat terjadi akibat proses pack carburizing antara lain :
1. Sifat Mekanik
Peningkatan kekerasan permukaan Peningkatan ketahanan aus
Peningkatan kekuatan tarik 2. Sifat Fisik
Perubahan volume dapat terjadi
Pertumbuhan butir (gram) mungkin terjadi 3. Sifat Kimia
Peningkatan kadar karbon pada permukaan
6.2.2. Faktor-Faktor Yang Mempengaruhi Pack carburizing
1. HoldingTime
Semakin lama waktu pemanasan maka semakin luas bidang yang dipanakan sehingga karbon yang berdifusi semakin banyak dan merata di setiap bagian specimen sehingga meningkatkan kekerasan specimen tersebut. Ditambah pola proses difusi akan semakin dalam sehingga kekerasan pun meningkat. Total kedalaman difusi yang dicapai pada temperatur tertentu dinyatakan sebagai fungsi akar kuadrat dari waktu yang dinyatakan dalam persamaan berikut :
y = k t
dimana : y = total kedalaman difusi
Laporan Praktikum Uji Material Semester Genap 2012/2013 2. Temperatur
Semakin tinggi temperatur maka jarak antar atom semakin besar sehingga karbon yang berdifusi semakin banyak dan membuat kekerasannya meningkat.
3. Katalis
Katalis juga berpengaruh pada pack carburizing, tetapi tidak menuah hasil melainkan hanya untuk mempercepat proses. Contoh katalis yang digunakan adalah BaCO3 dan Na2CO3.
4. Karburizer
Komposisi karburizier akan mempengaruhi kekerasan yang dihasilkan. Semakin tinggi karbon karburizier maka karbon yang didifusikan akan makin banyak sehingga makin banyak sehingga makin tinggi kekerasan permukaan baja.
5. Media Pendingin
Media pendingin berpengaruh terhadap kekerasan permukaan yang dihasilkan. Beberapa media pendingin antara lain :
1. Air
Sistemnya sederhana serta dapat mendinginkan dengan cepat. Keuntungannya adalah membentuk selimut uap yang menutupi permukaan material sehingga menghasilkan sehingga menghasilkan pendinginan yang tidak seragam di penampang permukaan yang luas.
2. Oli
Kemampuan pendinginannya tidak sebaik air karena pengaruh viskositasnya.
3. Larutan Polimer
Kemampuan pendinginannya diantara oli dan air. Memerlukan closed-system karena konsentrasinya mudah terkurang.
4. Larutan Garam
Laporan Praktikum Uji Material Semester Genap 2012/2013 5. Udara
Pendinginannya dengan cara langsung dilepaskan ke udara. Pendinginan ini relatif lebih lama dibandingkan dengan air dan oli. 6. Komposisi Kimia
Komposisi kimia berpengaruh terhadap kekerasan spesimen. Semakin banyak kandungan karbon aktifnya maka semakin baik kekerasannya.
7. Bahan pengarbonan (arang)
Arang juga menetukan terhadap proses kekerasan hasil pack carburizing. Penggunaan arang batok kelapa akan berbeda dengan
menggunakan arang jati yang kadar karbonnyalebih rendah.
6.3. Pelaksanaan Pengujian
6.3.1. Alat Yang Digunakan Dalam Pengujian
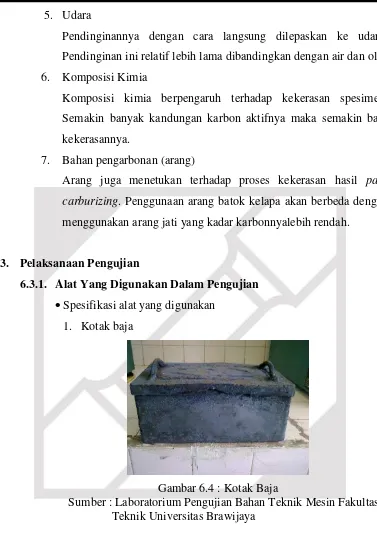
Spesifikasi alat yang digunakan 1. Kotak baja
Gambar 6.4 : Kotak Baja
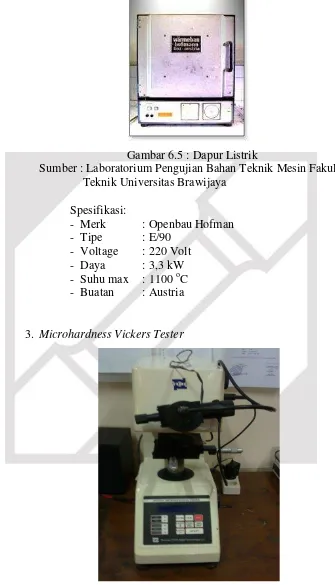
Laporan Praktikum Uji Material Semester Genap 2012/2013 2. Dapur listrik
Gambar 6.5 : Dapur Listrik
Sumber : Laboratorium Pengujian Bahan Teknik Mesin Fakultas Teknik Universitas Brawijaya
Spesifikasi:
- Merk : Openbau Hofman - Tipe : E/90
- Voltage : 220 Volt - Daya : 3,3 kW - Suhu max : 1100 oC - Buatan : Austria
3. Microhardness Vickers Tester
Gambar 6.6 : Microhardness Vickers Tester
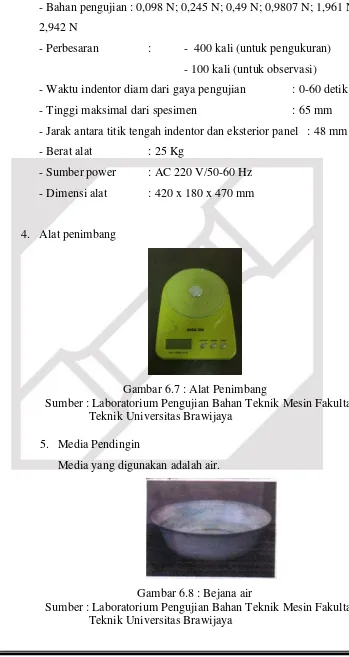
Laporan Praktikum Uji Material Semester Genap 2012/2013 Spesifikasi:
- Bahan pengujian : 0,098 N; 0,245 N; 0,49 N; 0,9807 N; 1,961 N; 2,942 N
- Perbesaran : - 400 kali (untuk pengukuran) - 100 kali (untuk observasi) - Waktu indentor diam dari gaya pengujian : 0-60 detik - Tinggi maksimal dari spesimen : 65 mm - Jarak antara titik tengah indentor dan eksterior panel : 48 mm - Berat alat : 25 Kg
- Sumber power : AC 220 V/50-60 Hz - Dimensi alat : 420 x 180 x 470 mm
4. Alat penimbang
Gambar 6.7 : Alat Penimbang
Sumber : Laboratorium Pengujian Bahan Teknik Mesin Fakultas Teknik Universitas Brawijaya
5. Media Pendingin
Media yang digunakan adalah air.
Gambar 6.8 : Bejana air
Laporan Praktikum Uji Material Semester Genap 2012/2013 6. Centrifugal Sand Paper Machine
Gambar 6.9 Centrifugal Sand Paper Machine
Sumber : Laboratorium Pengujian Bahan Teknik Mesin Fakultas Teknik Universitas Brawijaya
7. Penjepit
Digunakan untuk memindahkan benda uji setelah pemanasan dari dapur.
Gambar 6.10 : Penjepit
Sumber : Laboratorium Pengujian Bahan Teknik Mesin Fakultas Teknik Universitas Brawijaya
Bahan Yang Digunakan Dalam Pengujian Bahan : Baja Assab 760
Laporan Praktikum Uji Material Semester Genap 2012/2013 Pergeseran Titik Eutectoid
Tabel 6.1 Pergeseran Titik Eutectoid Komposisi
bahan
Presentase
(%) Suhu eutectoid
Komposisi Bahan Mangan (Mn) 0,50 725 0,76
Silikon (Si) 0,25 730 0,78
Tc =Ʃ (Tc x % C) Ʃ (% C)
= (725.0,76) + (730.0,78) 0,76 + 0,78 = 727,5
% C = Ʃ (Tc x % C) Ʃ Tc
= (725.0,76) + (730.0,78) 725 + 730
= 0,77 %
Keterangan :
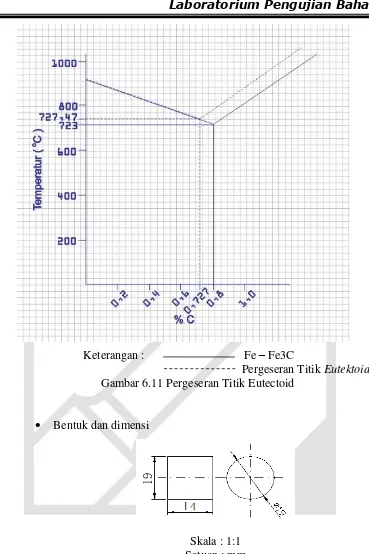
Laporan Praktikum Uji Material Semester Genap 2012/2013 Keterangan : Fe – Fe3C
Pergeseran Titik Eutektoid Gambar 6.11 Pergeseran Titik Eutectoid
Bentuk dan dimensi
Skala : 1:1 Satuan : mm
Gambar 6.12 :Bentuk dan dimensi
6.3.2. Prosedur Pengujian
1. Siapkan kotak baja dan bersihkan dari terak-terak yang masih menempel
Laporan Praktikum Uji Material Semester Genap 2012/2013 4. Timbang arang, Na2CO3 sesuai dengan komposisi yang
ditentukan
5. Campurkan arang, Na2CO3 yang telah ditimbang dan masukkan
ke dalam kotak baja
6. Masukkan benda uji ke dalam kotak baja
7. Setelah semua bahan dimasukkan ke dalam kotak baja, masukkan kotak baja ke dalam dapur furnace dan dilakukan pemanasan serta holding
8. Setelah pemanasan selesai, dilakukan pendinginan pada media pendingin
9. Setelah pendinginan selesai, potong benda uji menjadi 2 bagian 10. Dilakukan pengujian kekerasan pada permukaan benda uji yang
telah dihaluskan sebelumnya menggunakan amplas
11. Lakukan pengujian kekerasan pada permukaan benda uji yang telah dipotong, ambil 5 titik percobaan
6.4. Hipotesa
Laporan Praktikum Uji Material Semester Genap 2012/2013
6.5 Pengolahan Data
6.5.1. Data Kelompok
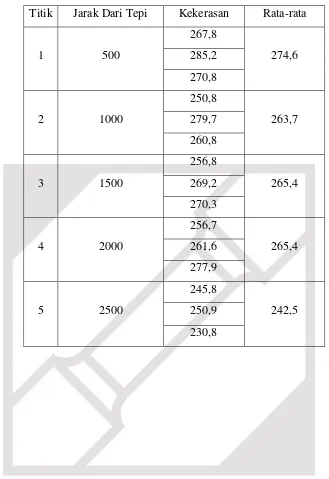
Tabel 6.2 Data Kekerasan Tanpa Perlakuan
Titik Jarak Dari Tepi Kekerasan Rata-rata
Laporan Praktikum Uji Material Semester Genap 2012/2013 Tabel 6.3 Data Kekerasanpada suhu 750 0C 45 menit Udara
Titik Jarak Dari Tepi Kekerasan Rata-rata
1 500
267,8
274,6 285,2
270,8
2 1000
250,8
263,7 279,7
260,8
3 1500
256,8
265,4 269,2
270,3
4 2000
256,7
265,4 261,6
277,9
5 2500
245,8
242,5 250,9
Laporan Praktikum Uji Material Semester Genap 2012/2013
6.5.2. Data Antar Kelompok
Suhu Sama Media Pendingin Beda
Tabel 6.4 Data Kekerasan Tanpa Perlakuan
Titik Jarak Dari Tepi Kekerasan Rata-rata
Laporan Praktikum Uji Material Semester Genap 2012/2013 Tabel 6.5 Data spesimen pack carburizing suhu 750oC holding 45
menit, media pendingin air
Titik Jarak Dari Tepi Kekerasan Rata-rata
1 500
356,3
357,3 370,4
345,4
2 1000
341,5
358,2 356,4
326,7
3 1500
336,1
344,1 346,8
349,6
4 2000
361,5
349,3 336,8
399,8
5 2500
356,1
334,4 317,3
Laporan Praktikum Uji Material Semester Genap 2012/2013 Tabel 6.6 Data spesimen pack carburizing suhu 750oC holding 45
menit, media pendingin air garam
Titik Jarak Dari Tepi Kekerasan Rata-rata
1 500
304,2
301,9 318,7
282,8
2 1000
304,2
308,9 317,0
305,6
3 1500
318,2
306,2 304,3
296,2
4 2000
276,1
280,9 281,1
285,5
5 2500
286,7
287,4 290,9
Laporan Praktikum Uji Material Semester Genap 2012/2013 Tabel 6.7 Data spesimen pack carburizing suhu 750oC holding 45
menit, media pendingin oli
Titik Jarak Dari Tepi Kekerasan Rata-rata
1 500
303,9
305,6 304,9
308,6
2 1000
308,2
287,2 298,2
255,2
3 1500
289,8
289,6 293,3
285,9
4 2000
228,9
278.9 288,3
269,5
5 2500
278,5
268,7 268,7
Laporan Praktikum Uji Material Semester Genap 2012/2013 Tabel 6.8 Data spesimen pack carburizing suhu 750oC holding 45
menit, media pendingin Udara
Titik Jarak Dari Tepi Kekerasan Rata-rata
1 500
267,8
274,6 285,2
270,8
2 1000
250,8
263,7 279,7
260,8
3 1500
256,8
265,4 269,2
270,3
4 2000
256,7
265,4 261,6
277,9
5 2500
245,8
242,5 250,9
Laporan Praktikum Uji Material Semester Genap 2012/2013 Suhu Beda Media Pendingin Sama
Tabel 6.9 Data Kekerasan Tanpa Perlakuan
Titik Jarak Dari Tepi Kekerasan Rata-rata
1 500
240,4
240,4 240,4
240,4
2 1000
240,4
240,4 240,4
240,4
3 1500
240,4
240,4 240,4
240,4
4 2000
240,4
240,4 240,4
240,4
5 2500
240,4
240,4 240,4
Laporan Praktikum Uji Material Semester Genap 2012/2013 Tabel 6.10 Data spesimen pack carburizing suhu 750oC holding 45
menit, media pendingin Udara
Titik Jarak Dari Tepi Kekerasan Rata-rata
1 500
267,8
274,6 285,2
270,8
2 1000
250,8
263,7 279,7
260,8
3 1500
256,8
265,4 269,2
270,3
4 2000
256,7
265,4 261,6
277,9
5 2500
245,8
242,5 250,9
Laporan Praktikum Uji Material Semester Genap 2012/2013 Tabel 6.11 Data spesimen pack carburizing suhu 850oC holding 45
menit, media pendingin Udara
Titik Jarak Dari Tepi Kekerasan Rata-rata
1 500
481,4
472,9 466,5
471
2 1000
448,1
455,8 451,7
467,8
3 1500
409,9
414,5 419,2
414,5
4 2000
389,5
392,4 394,6
393,3
5 2500
387,8
380,5 389,9
Laporan Praktikum Uji Material Semester Genap 2012/2013 Tabel 6.12 Data spesimen pack carburizing suhu 950oC holding 45
menit, media pendingin Udara
Titik Jarak Dari Tepi Kekerasan Rata-rata
1 500
518,4
520,4 527,6
515,2
2 1000
508,1
516,8333 513,4
529
3 1500
503,8
502,8 504,1
500,5
4 2000
498,5
487,7 486,8
477,8
5 2500
462,7
452,8333 462,6
Laporan Praktikum Uji Material Semester Genap 2012/2013
6.5. Pembahasan
6.6.1 Data Kelompok
Grafik diatas merupakan grafik nilai kekerasan untuk jarak tepi yang berbeda-beda. Pada spesimen tanpa perlakuan dan spesimen hasil pack carburizing dengan suhu 750oC holding 45 menit dan media pendingin udara. Pada sumbu horizontal X merupakan jarak dari tepi spesimen dan sumbu vertikal Y merupakan kekerasan dalam VHN.
203
Grafik 6.2 Perbandingan kekerasan spesimen tanpa perlakuan dan spesimen perlakuan pack
Laporan Praktikum Uji Material Semester Genap 2012/2013 6.6.2 Data AntarKelompok
Suhu sama media pendingin berbeda
Pada grafik di atas merupakan perbandingan kekerasan pada spesimen yang tidak diberi perlakuan dan spesimen yang telah diberi perlakuan pack carburizing dengan suhu yang sama 750oC dan variasi media pendingin air, air garam, oli dan udara. Pada grafik digambarkan kekerasan material ditunjukan pada sumbu Y dengan skala kekerasan VHN dan jarak pengukuran kekerasan dari tepi spesimen ditunjukan pada sumbu X dengan satuan μm.
Pada grafik terlihat kecenderungan tiap variasi media pendingin berbeda yaitu sama kecenderungan nya menurun yang ditunjukan pada garis linier tiap – tiap spesimen. Hal ini disebabkan semakin dalam permukaan spesimen maka nilai kekerasannya menurun, ini sesuai dengan hipotesa bahwa nilai kekerasan paling tinggi terletak pada permukaan spesimen dan semakin kedalam dari permukaan maka nilai kekerasannya semakin rendah.
Menurut dasar teori dan hipotesa pack carburizing dipengaruhi oleh kecepatan pendinginan saat proses quenching setelah pemanasan dari dapur listrik. Dimana semakin cepat kecepatan pendinginan maka spesimen yang dihasilkan juga semakin keras karena semakin banyak struktur martensite yang terbentuk. Kecepatan pendinginan juga sangat berpengaruh oleh viskositas dan konduktivitas thermal dari media pendingin, dimana urutan media pendingin yang kecepatannya tinggi ke rendah adalah air, air garam, oli, dan udara.
Hasil pada spesimen dengan media pendingin air yaitu di titik 500 μm dari tepi kekerasannya 357,3 VHN; di titik 1000 μm didapat kekerasan 358,2 VHN; di titik 1500 μm didapat kekerasannya 344,1
VHN; di titik 2000μm di dapat kekerasannya 349,3 VHN; di titik
Laporan Praktikum Uji Material Semester Genap 2012/2013
VHN; di titik 1500μm didapat kekerasannya 306,2 VHN; di titik 2000 μm di dapat kekerasannya 280,9 VHN; di titik 2500 μm didapat kekerasannya 287,4 VHN. Pada spesimen dengan media pendingin oli yaitu di titik 500 μm dari tepi kekerasannya 305,6 VHN; di titik 1000 μm didapat kekerasan 287,2 VHN; di titik
1500μm didapat kekerasannya 289,6 VHN; di titik 2000 μm di dapat kekerasannya 278,9 VHN; di titik 2500 μm didapat kekerasannya 268,7 VHN. Pada spesimen dengan media pendingin udara yaitu di titik 500 μm dari tepi kekerasannya 274,6 VHN; di titik 1000 μm didapat kekerasan 261,7 VHN; di titik 1500 μm didapat kekerasannya 265,5 VHN; di titik 2000 μm di dapat kekerasannya 265,4 VHN; di titik 2500 μm didapat kekerasannya 242,5 VHN.
Laporan Praktikum Uji Material Semester Genap 2012/2013 Suhu berbeda media pendingin sama
Pada grafik di atas merupakan perbandingan kekerasan pada spesimen yang tanpa diberi perlakuan dan spesimen yang telah diberi perlakuan pack carburizing dengan variasi suhu 950oC, 850oC, dan 750oC serta media pendingin sama (udara). Pada grafik digambarkan kekerasan material ditunjukan pada sumbu Y dengan skala kekerasan VHN dan jarak pengukuran kekerasan dari tepi spesimen ditunjukan pada sumbu X dengan satuan μm.
Dapat dilihat bahwa kecenderungannya menurun yang ditunjukan pada garis linier. Hal ini disebabkan semakin dalam permukaan spesimen maka nilai kekerasannya menurun. Hal ini sesuai dengan hipotesa bahwa nilai kekerasannya paling tinggi terletak pada permukaan spesimen dan semakin dalam spesimen maka nilai kekerasannya semakin rendah.
Menurut dasar teori dan hipotesa pack carburizing dipengaruhi oleh suhu pemanasan. Dimana semakin tinggi suhu pemanasan maka kekerasannya juga semakin tinggi karena karbon aktif mudah berdifusi. Urutan kekerasan mulai dari yang tertinggi ke rendah adalah spesimen dengan suhu pemanasan 950oC, 850oC, dan 750oC.
Hasil pada spesimen dengan suhu 750oC yaitu di titik 500 μm dari tepi kekerasannya 357,3 VHN; di titik 1000 μm didapat kekerasan 358,2 VHN; di titik 1500 μm didapat kekerasannya 344,1 VHN; di titik 2000 μm di dapat kekerasannya 349,3 VHN; di titik
2500 μm didapat kekerasannya 334,9 VHN. Pada spesimen dengan suhu 850oC yaitu di titik 500 μm dari tepi kekerasannya 1137,8 VHN; di titik 1000 μm didapat kekerasan 1036,6 VHN; di titik 1500
Laporan Praktikum Uji Material Semester Genap 2012/2013 VHN; di titik 2000 μm di dapat kekerasannya 986,1 VHN; di titik
2500 μm didapat kekerasannya 986 VHN.