KARAKTERISTIK FINIR KUPAS KAYU JABON DAN
SENGON DENGAN PERLAKUAN PEREBUSAN
ABIGAEL KABE’
SEKOLAH PASCASARJANA INSTITUT PERTANIAN BOGOR
PERNYATAAN MENGENAI TESIS DAN
SUMBER INFORMASI SERTA PELIMPAHAN HAK CIPTA
Dengan ini saya menyatakan bahwa tesis berjudul Karakteristik Finir Kupas Kayu Jabon dan Sengon dengan Perlakuan Perebusan adalah benar karya saya dengan arahan dari komisi pembimbing dan belum diajukan dalam bentuk apa pun kepada perguruan tinggi mana pun. Sumber informasi yang berasal atau dikutip dari karya yang diterbitkan maupun tidak diterbitkan dari penulis lain telah disebutkan dalam teks dan dicantumkan dalam Daftar Pustaka di bagian akhir tesis ini.
Dengan ini saya melimpahkan hak cipta dari karya tulis saya kepada Institut Pertanian Bogor.
Bogor, April 2014
Abigael Kabe’
RINGKASAN
ABIGAEL KABE’. Karakteristik Finir Kupas Kayu Jabon dan Sengon dengan Perlakuan Perebusan. Dibimbing oleh I WAYAN DARMAWAN dan MUH. YUSRAM MASSIJAYA.
Jabon dan sengon merupakan dua jenis pohon cepat tumbuh yang digunakan sebagai bahan baku pembuatan produk kayu lapis, com-ply dan LVL. Untuk informasi yang lebih baik pada proses produksi dan pemanfaatan finir, maka pada penelitian ini dievaluasi pengaruh kayu juvenil dan ketebalan finir terhadap retak finir kupas kayu jabon dan sengon. Sebelum proses pembuatan finir, kayu bulat jabon dan sengon direbus pada temperatur 50 oC dan 75 oC masing-masing selama 4 dan 8 jam. Kayu bulat yang di rebus kemudian dikupas untuk menghasilkan finir pada ketebalan 1.0 mm, 1.5 mm dan 2.0 mm. Retak kupas finir diukur dengan menggunakan optical video microscope. Finir hasil pengupasan dikelompokkan dan dievaluasi pada masing-masing segmen melingkar selebar 1.0 cm dari bagian kulit ke bagian empulur.
Hasil penelitian menunjukkan bahwa kayu juvenil dan ketebalan finir memberikan pengaruh penting terhadap retak kupas finir. Secara umum frekuensi retak kupas finir meningkat seiring dengan peningkatan ketebalan dan menurun dari empulur ke kulit. Perebusan kayu bulat sebelum pengupasan dapat mengurangi nilai retak kupas. Hasil penelitian mengindikasikan bahwa perebusan kayu bulat pada temperatur 75 oC selama 4 dan 8 jam dapat mengurangi frekuensi retak kupas untuk ketebalan finir 1.0, 1.5, dan 2.0 mm.
SUMMARY
ABIGAEL KABE’. Characteristics of Rotary-cut Veneer of Boiled Jabon and Sengon Logs. Supervised by I WAYAN DARMAWAN and MUH. YUSRAM MASSIJAYA.
Fast growing Jabon and Sengon are largely rotary-cut to produce veneer for plywood, com-ply and LVL. In order to provide better information on veneer production and utilization, the effects of wood juvenility and veneer thickness on lathe checks of Jabon and Sengon rotary-cut veneer were evaluated. Before peeling, jabon and sengon log were boiled at 50 and 75 oC for 4 and 8 hours, respectively. The boiled logs were peeled to produce veneer of 1.0, 1.5 and 2.0 mm in thickness. Lathe checks of veneers were measured under an optical video microscope. The rotary-cut veneer was grouped and evaluated separately at every segmented of 1.0 cm width from bark to pith.
Results showed that wood juvenility and veneer thickness had an important effect on lathe checks for the rotary-cut veneer. In general, the number of lathe check of the veneer increases with increasing veneer thickness and decrease from pith to bark. Boiling of logs before rotary-cutting could decrease the value of lathe check. The results indicated that boiling of logs at 75 oC for 4 and 8 hours could minimize the number of lathe checks in manufacturing of 1.0, 1.5 and 2.0 mm rotary-cut veneer from juvenile jabon and sengon woods.
© Hak Cipta Milik IPB, Tahun 2014
Hak Cipta Dilindungi Undang-Undang
Dilarang mengutip sebagian atau seluruh karya tulis ini tanpa mencantumkan atau menyebutkan sumbernya. Pengutipan hanya untuk kepentingan pendidikan, penelitian, penulisan karya ilmiah, penyusunan laporan, penulisan kritik, atau tinjauan suatu masalah, dan pengutipan tersebut tidak merugikan kepentingan IPB
Tesis
sebagai salah satu syarat untuk memperoleh gelar Magister Sains
pada
Program Studi Ilmu dan Teknologi Hasil Hutan
KARAKTERISTIK FINIR KUPAS KAYU JABON DAN
SENGON DENGAN PERLAKUAN PEREBUSAN
SEKOLAH PASCASARJANA INSTITUT PERTANIAN BOGOR
BOGOR 2014
Judul Tesis : Karakteristik Finir Kupas Kayu Jabon dan Sengon dengan Perlakuan Perebusan
Nama : Abigael Kabe'
NIM : E251110041
Disetujui oleh Komisi Pembimbing
Prof Dr Ir I Wayan Darmawan,MSc Ketua
Prof Dr Ir Muh.Yusram Massijaya,MS Anggota
Diketahui oleh
Ketua Program Studi
Ilmu dan Teknologi Hasil Hutan
Prof Dr Ir I Wayan Darmawan, MSc
Dekan Sekolah Pascasarjana
Dr Ir Dahrul Syah, MScAgr
PRAKATA
Segala puji dan syukur kehadirat Tuhan Yang Maha Esa atas limpahan berkat dan karunia-Nya sehingga penulis dapat menyelesaikan karya ilmiah ini. Tema yang dipilih dalam penelitian yang dilaksanakan sejak bulan April sampai November 2013 ini adalah Karakteristik Finir Kupas Kayu Jabon dan Sengon dengan Perlakuan Perebusan.
Ucapan terima kasih yang sebesar-besarnya penulis sampaikan kepada Prof.Dr.Ir. I Wayan Darmawan, MSc dan Prof.Dr.Ir.Muh. Yusram Massijaya, MS atas bimbingan dan arahan dalam penyusunan karya ilmiah ini, serta kepada Prof. Dr. Ir. Imam Wahyudi, MS selaku Penguji Luar Komisi pada Ujian Tesis. Terima kasih kepada orang tua terkasih, Ayahanda Marthinus Kabe’ dan Ibunda Damaris Ramba serta adik-adik (Agustinus Kabe’, Novianti Kabe’, Robert Piterson Kabe’), Yohanis Tandi serta seluruh kelurga besar atas segala doa dan kasih sayangnya. Kementerian Pendidikan dan Kebudayaan Republik Indonesia yang memberikan Beasiswa Unggulan untuk membiayai kuliah penulis. Dekan Sekolah Pascasarjana IPB, dan Ketua Program Studi Ilmu dan Teknologi Hasil Hutan atas kesempatan yang diberikan kepada penulis untuk mengikuti pendidikan di SPs IPB. Kepada seluruh staf pengajar dan administrasi SPs IPB, penulis menyampaikan terima kasih atas kelancaran administrasi selama penulis menjadi mahasiswa. Terima kasih juga kepada semua mahasiswa pascasarjana Ilmu dan Teknologi Hasil Hutan khususnya Esi Fajriani, Ningsie Indahsuary Uar, Merry Sabed, Reinardus Cabuy, Fakhruzy dan Ammar Afif. Terima kasih kepada bapak Suhada, bapak Kadiman, Ibu Esti, Irsan Alipraja, Robby Hakim dan Rumondang Septiana atas bantuan dan kerjasamanya selama bekerja di laboratorium. Terima kasih juga kepada para sahabat di pondok Madinah dan Kemuning25.
Tesis ini dapat terselesaikan juga atas dukungan dan dorongan berbagai pihak yang tidak dapat penulis sebutkan satu per satu. Oleh karena itu, penulis ucapkan terima kasih yang sebesar-besarnya. Penulis menyadari bahwa masih terdapat kekurangan dalam penulisan karya ilmiah ini. Dengan demikian, diharapkan komentar dan saran dari pembaca.
Penulis berharap semoga karya ilmiah ini dapat bermanfaat bagi pengembangan ilmu pengetahuan.
Bogor, April 2014 Abigael Kabe’
DAFTAR ISI
DAFTAR GAMBAR ix
DAFTAR LAMPIRAN ix
1 PENDAHULUAN 1
Latar Belakang 1
Perumusan Masalah 2
Tujuan Penelitian 2
Manfaat Penelitian 3
2 METODE 3
Bahan 3
Alat 3
Prosedur 4
Analisis Data 6
4 HASIL DAN PEMBAHASAN 6
Kadar Air Finir 6
Penyusutan Finir 7
Variasi Tebal Finir 8
Retak Kupas Finir 9
5 SIMPULAN DAN SARAN 12
DAFTAR PUSTAKA 13
LAMPIRAN 15
DAFTAR GAMBAR
1 Penampilan pohon jabon (kiri) dan pohon sengon (kanan) 3 2 Diagram pembagian segmen selebar 1 cm dari empulur ke kulit pada
penampang melintang kayu bulat sampel 4
3 Diagram pengukuran tebal (1), kedalaman retak (2) dan panjang retak
kupas (3) pada loose side finir 6
4 Kadar air finir jabon dan sengon dari empulur 7 5 Susut finir jabon dan sengon dari empulur 8
6 Variasi ketebalan finir jabon dan sengon dari empulur 9 7 Frekuensi retak finir jabon dan sengon dari empulur 10 8 Kedalaman retak finir jabon dan sengon dari empulur 11
9 Panjang retak finir jabon dan sengon dari empulur 12
DAFTAR LAMPIRAN
1 Lampiran 1 Pengaruh perebusan terhadap variasi tebal finir jabon dan sengon dari empulur 152 Lampiran 2 Pengaruh perebusan terhadap frekuensi retak kupas 16
3 Lampiran 3 Pengaruh perebusan terhadap kedalaman retak kupas finir jabon dan sengon dari empulur 17
1
1
PENDAHULUAN
Latar Belakang
Pada tahun 1990-an, Indonesia dikenal sebagai penghasil kayu berdiameter besar dari hutan alam. Namun, saat ini jumlah kayu diameter besar semakin berkurang dan bahkan ketersediaannya tidak lagi dapat memenuhi kebutuhan industri perkayuan. Sebagai gambaran, pada 1991-1992 produksi kayu bulat mencapai 28,2 juta kubik. Pada 2008, produksi kayu bulat merosot tajam, hanya mencapai 4,6 juta kubik (Sumarno 2012). Hal ini mendorong industri untuk memanfaatkan sumberdaya yang ada yaitu kayu bulat berdiameter kecil (small diameter logs=SDL) dari berbagai jenis kayu alternatif. Beberapa perusahaan kayu lapis memanfaatkan jenis-jenis pohon cepat tumbuh (fast growing species) dari hutan tanaman industri (HTI) maupun hutan rakyat. Jabon (Anthocephalus cadamba (Roxb.) Miq.) dan sengon (Falcataria moluccana) merupakan dua jenis pohon cepat tumbuh yang banyak ditanam oleh masyarakat Indonesia. Rotasi tebang umumnya berkisar antara 5 sampai 7 tahun dikarenakan tingginya permintaan pasar terhadap kedua jenis kayu tersebut. Disisi lain pendeknya rotasi tebang akan bermanfaat dalam mendukung peningkatan pendapatan petani kayu (Krisnawati et al. 2011). Pohon jabon dan sengon pada umur 7 tahun dapat mencapai diameter setinggi dada 38 cm. Namun demikian, Darmawan et al. (2013) melaporkan bahwa batang pohon jabon dan sengon yang berumur 7 tahun masih berupa kayu muda (kayu juvenil) dimana kualitasnya cenderung rendah, terutama stabilitas dimensi dan kekuatannya.
Kayu jabon dan sengon umumnya digunakan sebagai bahan baku produk peti kemas, pulp dan finir untuk berbagai produk kayu lamina. Finir merupakan lembaran tipis kayu yang dipergunakan untuk membuat produk komposit berupa kayu lapis (plywood), laminated veneer lumber (LVL) dan composite plywood (comply). Finir pada industri kayu lamina membutuhkan sifat kekuatan rekat yang tinggi. Dundar et al. (2008) melaporkan bahwa kekuatan rekat finir dapat dipengaruhi oleh berbagai macam faktor, diantaranya kualitas finir (kadar air, kerapatan, retak kupas, dan kehalusan permukaan), kualitas perekat (jenis perekat, campuran perekat, dan viskositas), dan kualitas rekatan (aplikasi perekat, waktu dan temperatur kempa, kelembaban relatif, dan temperatur udara). Dari beberapa faktor tersebut, retak kupas merupakan salah satu faktor penting terkait dengan kekuatan rekat fnir (Bakar 1995). Finir dengan frekuensi retak yang tinggi akan meningkatkan konsumsi perekat akibat terbukanya permukaan finir (Palubicki et al. 2009; Daoui et al. 2011). Retak kupas finir dapat disebabkan oleh beberapa faktor diantaranya karakteristik kayu bulat (berat jenis, pori kayu, kayu juvenil dan kayu dewasa), perlakuan pendahuluan (pemberian uap panas atau perebusan), geometri pisau, dan kondisi pengupasan (tekanan bar (nosebar), tebal pengupasan, dan kecepatan pengupasan).
2
bulat yang dikupas pada kondisi temperatur yang rendah menghasilkan finir dengan retak yang lebih dalam dan lebih banyak dibandingkan dengan finir yang dihasilkan dari kayu bulat yang dikupas pada kondisi temperatur tinggi (Palka 1974; Suh dan Kim 1988; Dupleix et al. 2012). Sebagian besar jenis kayu umumnya menghasilkan finir berkualitas baik ketika dikupas pada temperatur kayu bulat antara 40 sampai 70 oC. Sementara itu besarnya tekanan nose bar yang diberikan pada permukaan kayu bulat saat pengupasan juga mempengaruhi kualitas finir yang dihasilkan. Pada finir Eucalyptus, retak kupas berkurang ketika dalam proses pengupasan menggunakan nose bar dengan tekanan 5% (Acevedo et al. 2012). Studi lain melaporkan bahwa pengaturan nose bar antara 5 sampai 20% dapat mengurangi kedalaman retak kupas finir redwood dan cenderung menghasilkan finir dengan retak yang dangkal (Cumming dan Collett 1970). Meskipun demikian pemberian tekanan bar yang terlalu kecil dapat menghasilkan retak kupas yang lebih dalam serta permukaan finir yang kasar (Bakar 1995). Sementara itu, dalam beberapa hal, pemberian tekanan nose bar yang tinggi dapat diaplikasikan pada pengupasan kayu bulat untuk ketebalan tinggi sedangkan tekanan nose bar yang rendah dapat diaplikasikan untuk menghasilkan finir yang tipis.
Penelitian tentang faktor-faktor yang berpengaruh dalam proses pengupasan finir (cutting factors) telah dilakukan sejak beberapa tahun lalu, namun beberapa diantaranya masih perlu dilengkapi dengan penelusuran terhadap penentu kualitas finir (faktor kayu, faktor manusia/operator dan faktor mesin). Dalam penelitian ini akan dilakukan kajian terhadap faktor kayu yaitu perlakuan pendahuluan sebelum pengupasan kayu bulat jabon dan sengon, berupa perebusan kayu bulat yang dikaitkan dengan karakteristik finir yang akan dihasilkan.
Perumusan Masalah
Kayu jabon dan sengon yang berumur 5 sampai 7 tahun dengan diameter 25 sampai 35 cm masih merupakan kayu juvenil (Darmawan et al. 2013). Berdasarkan sifat dan karakteristiknya diketahui bahwa kayu juvenil memiliki kerapatan yang rendah, serat-serat pendek, sudut fibril besar dan susut yang besar jika dibandingkan dengan kayu dewasa (mature wood). Sifat ini dapat berpengaruh terhadap penurunan kualitas finir kupas yang dihasilkan. Perlakuan perebusan terhadap kayu bulat sebelum proses pengupasan diharapkan dapat menghasilkan finir dengan kualitas yang baik.
Tujuan Penelitian
Penelitian ini bertujuan untuk mengkaji karakteristik finir kupas dari kayu bulat jabon dan sengon yang diberi perlakuan perebusan sebelum pengupasan.
3
Manfaat Penelitian
Penelitian ini diharapkan :
1. Menghasilkan informasi ilmiah mengenai pentingnya perlakuan perebusan dalam pengupasan kayu bulat cepat tumbuh berdiameter kecil.
2. Mendukung pemanfaatan kayu bulat jabon dan sengon berdiameter kecil sebagai bahan baku pembuatan produk komposit berupa kayu lapis dan kayu lamina (laminated veneer lumber).
2
METODE
Tempat dan Waktu Penelitian
Penelitian dilaksanakan di laboratorium (workshop) pengerjaan kayu Institut Pertanian Bogor dan laboratorium biokomposit untuk proses perebusan dan pengupasan kayu bulat. Pengujian sifat fisis dan kualitas finir dilakukan di laboratorium Teknologi Peningkatan Mutu Kayu (TPMK), Departemen Hasil Hutan, Fakultas Kehutanan IPB pada bulan April sampai bulan November 2013.
Bahan dan Alat
Pohon jabon dan sengon (Gambar 1) diambil dari hutan tanaman rakyat di wilayah Bogor, Jawa Barat. Sebanyak 5 pohon jabon dan 5 pohon sengon berumur rata-rata 5 tahun dipilih sebagai pohon contoh dengan memperhatikan batang yang lurus dan bebas cacat sehingga dapat mengurangi tingkat keberagaman antar pohon contoh. Pohon yang dijadikan bahan penelitian memiliki batang bebas cabang antara 7 sampai 9 meter dengan diameter setinggi dada antara 25 sampai 28 cm. Setelah penebangan, pohon contoh dipotong sepanjang 50 cm dari pangkal hingga ke ujung bebas cabang masing-masing menjadi 15 kayu bulat sampel jabon dan 15 kayu bulat sampel sengon. Selanjutnya potongan kayu bulat dibungkus dengan plastik untuk menjaga agar kondisinya tetap segar sampai pada proses pengupasan.
4
Prosedur Penelitian
Persiapan kayu bulat untuk proses pengupasan
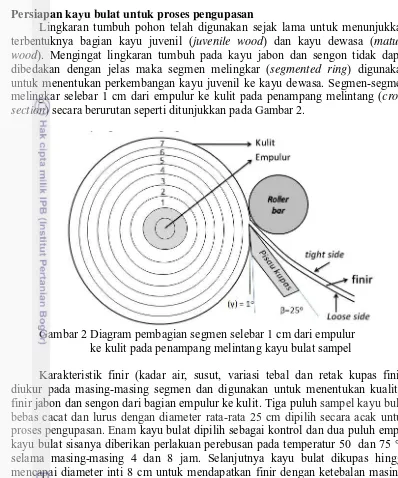
Lingkaran tumbuh pohon telah digunakan sejak lama untuk menunjukkan terbentuknya bagian kayu juvenil (juvenile wood) dan kayu dewasa (mature wood). Mengingat lingkaran tumbuh pada kayu jabon dan sengon tidak dapat dibedakan dengan jelas maka segmen melingkar (segmented ring) digunakan untuk menentukan perkembangan kayu juvenil ke kayu dewasa. Segmen-segmen melingkar selebar 1 cm dari empulur ke kulit pada penampang melintang (cross section) secara berurutan seperti ditunjukkan pada Gambar 2.
Gambar 2 Diagram pembagian segmen selebar 1 cm dari empulur
ke kulit pada penampang melintang kayu bulat sampel
Karakteristik finir (kadar air, susut, variasi tebal dan retak kupas finir) diukur pada masing-masing segmen dan digunakan untuk menentukan kualitas finir jabon dan sengon dari bagian empulur ke kulit. Tiga puluh sampel kayu bulat bebas cacat dan lurus dengan diameter rata-rata 25 cm dipilih secara acak untuk proses pengupasan. Enam kayu bulat dipilih sebagai kontrol dan dua puluh empat kayu bulat sisanya diberikan perlakuan perebusan pada temperatur 50 dan 75 °C selama masing-masing 4 dan 8 jam. Selanjutnya kayu bulat dikupas hingga mencapai diameter inti 8 cm untuk mendapatkan finir dengan ketebalan masing-masing 1.0, 1.5, dan 2.0 mm. Faktor lain seperti sudut tajam pisau ( =β5o) dan sudut kupas pisau terhadap kayu bulat (clearance angle ( ) = 1o), tekanan bar (5%) dan kecepatan pengupasan 1 m/detik diaplikasikan pada penelitian ini. Pengupasan finir dilakukan menggunakan mesin kupas spindle-less. Selanjutnya finir diambil dan dibagi sesuai posisinya per segmen melingkar dari empulur ke kulit. Panjang finir pada masing-masing segmen melingkar dihitung dengan menggunakan rumus Tsoumis (1991) sebagai berikut:
M = π (d1 + d2 ) (d1 – d2 )
4a
dimana
5 π = 3,14
d1 = Diameter kayu bulat awal segmen (m) d2 = Diameter kayu bulat akhir segmen (m) a = Tebal Finir (m)
Pengukuran variasi ketebalan dan penyusutan
Lembaran finir yang diperoleh dari masing-masing segmen melingkar tumbuh dipotong-potong dengan ukuran 30 × 50 cm sebagai contoh uji. Sepuluh contoh uji dari masing-masing segmen melingkar diambil secara acak dan dibungkus dalam kantong plastik sebelum dilakukan pengukuran. Dua lembar contoh uji digunakan untuk pengukuran variasi ketebalan dengan mengukur pada enam titik yang berbeda sesuai standar Japan Agricultural Standard (JAS SE 11, 2003). Pengukuran kadar air pada kedua contoh uji dilakukan dengan menggunakan moisture meter. Susut finir diukur menggunakan contoh uji dengan ukuran panjang 10 cm dan lebar 5 cm diambil dari dua contoh uji di atas. Susut (arah tangensial diukur dari kondisi basah ke kondisi kering udara (kadar air rata-rata 12%).
Retak kupas
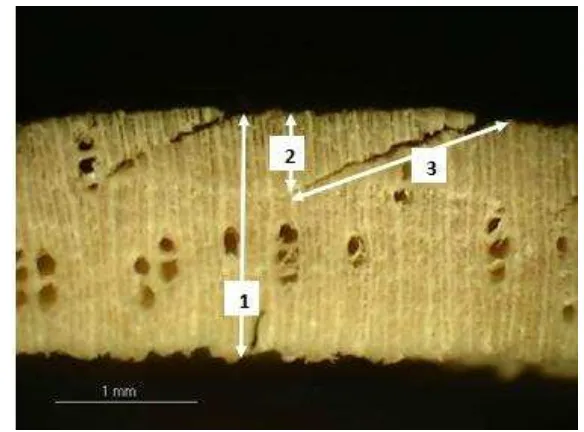
6
Gambar 3 Diagram pengukuran tebal (1), kedalaman retak (2) dan panjang retak kupas (3) pada loose side finir
Analisis Data
Parameter karakteristik finir jabon dan sengon disajikan dalam bentuk grafik yang menunjukkan nilai rata-rata hasil pengukuran pada setiap segmen melingkar dari empulur ke bagian kulit. Selanjutnya hasil pada grafik dipergunakan untuk menganalisis pengaruh perlakuan perebusan dan tebal pengupasan terhadap kualitas finir.
3 HASIL DAN PEMBAHASAN
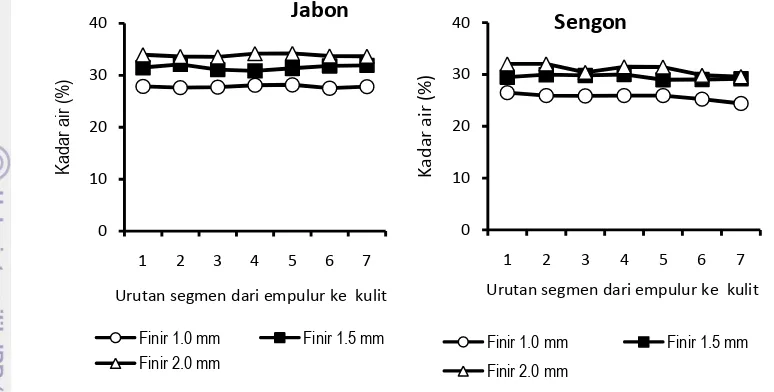
Kadar Air Finir
7 persentase kadar air semakin besar. Hal ini disebabkan karena air lebih cepat mengalami penguapan pada finir yang lebih tipis.
Gambar 4 Distribusi kadar air finir jabon dan sengon dari bagian empulur ke bagian kulit
Penyusutan Finir
Rata-rata susut finir pada arah tangensial dari bagian empulur ke kulit disajikan pada Gambar 5. Hasil pada Gambar 5 menunjukkan bahwa nilai susut finir pada arah tangensial cenderung meningkat dari empulur ke kulit baik untuk finir jabon maupun sengon. Nilai rata-rata susut tangensial finir jabon di dekat empulur adalah 2.13% dan di dekat kulit 2.39%, sedangkan nilai rata-rata susut tangensial finir sengon di dekat empulur adalah 1.18% dan di dekat kulit 1.81%. Lebih rendahnya nilai susut finir pada bagian empulur disebabkan karena nilai kerapatan finir jabon maupun sengon pada bagian empulur lebih rendah dibandingkan nilai kerapatan pada bagian kulit. Nilai rata-rata kerapatan finir jabon dan sengon di dekat empulur adalah 0.52 g/cm3, sedangkan di dekat kulit adalah 0.68 dan 0.57 g/cm3. Selanjutnya Martawijaya et al. (2005) menyatakan bahwa nilai penyusutan kayu solid jabon dan sengon arah tangensial dari kondisi basah hingga kadar air 12% adalah 6.9 dan 5.2%. Hasil ini mengindikasikan bahwa finir jabon dan sengon lebih stabil dibandingkan dengan kayu solid jabon dan sengon. Nazerian et al. (2011) juga melaporkan bahwa perlakuan panas menyebabkan penyusutan finir kayu Beech, Maple dan Poplar semakin berkurang baik pada kayu juvenil maupun kayu dewasa. Baldwin (1995) menambahkan bahwa nilai penyusutan finir akan menentukan kualitas finir khususnya dalam menghasilkan keseragaman ukuran finir dan retak permukaan finir.
0
Urutan segmen dari empulur ke kulit
Jabon
Finir 1.0 mm Finir 1.5 mm
Finir 2.0 mm
Urutan segmen dari empulur ke kulit
Sengon
Finir 1.0 mm Finir 1.5 mm
8
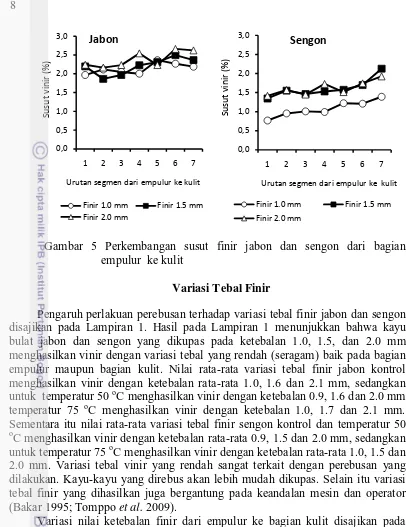
Gambar 5 Perkembangan susut finir jabon dan sengon dari bagian empulur ke kulit
Variasi Tebal Finir
Pengaruh perlakuan perebusan terhadap variasi tebal finir jabon dan sengon disajikan pada Lampiran 1. Hasil pada Lampiran 1 menunjukkan bahwa kayu bulat jabon dan sengon yang dikupas pada ketebalan 1.0, 1.5, dan 2.0 mm menghasilkan vinir dengan variasi tebal yang rendah (seragam) baik pada bagian empulur maupun bagian kulit. Nilai rata-rata variasi tebal finir jabon kontrol menghasilkan vinir dengan ketebalan rata-rata 1.0, 1.6 dan 2.1 mm, sedangkan untuk temperatur 50 oC menghasilkan vinir dengan ketebalan 0.9, 1.6 dan 2.0 mm, temperatur 75 oC menghasilkan vinir dengan ketebalan 1.0, 1.7 dan 2.1 mm. Sementara itu nilai rata-rata variasi tebal finir sengon kontrol dan temperatur 50 o
C menghasilkan vinir dengan ketebalan rata-rata 0.9, 1.5 dan 2.0 mm, sedangkan untuk temperatur 75 oC menghasilkan vinir dengan ketebalan rata-rata 1.0, 1.5 dan 2.0 mm. Variasi tebal vinir yang rendah sangat terkait dengan perebusan yang dilakukan. Kayu-kayu yang direbus akan lebih mudah dikupas. Selain itu variasi tebal finir yang dihasilkan juga bergantung pada keandalan mesin dan operator (Bakar 1995; Tomppo et al. 2009).
Variasi nilai ketebalan finir dari empulur ke bagian kulit disajikan pada Gambar 6. Hasil pada Gambar 6 menunjukkan bahwa tidak terdapat perbedaan tebal finir yang mencolok dari bagian empulur ke bagian kulit pada ketiga tebal finir baik untuk jabon maupun sengon. Pengupasan kayu bulat jabon setebal 1.0 mm menghasilkan finir dengan ketebalan bervariasi antara 0.78 sampai 1.15 mm, dengan rata-rata 0.97 mm. Pengupasan kayu bulat 1.5 mm menghasilkan finir dengan ketebalan bervariasi dari 1.34 sampai 1.98 mm, dengan rata-rata 1.64 mm. Sementara itu pengupasan kayu bulat 2.0 mm menghasilkan finir dengan ketebalan bervariasi dari 1.77 sampai 2.41 mm, dengan rata-rata 2.06 mm. Nilai koefisien variasi ketebalan finir hasil perhitungan adalah 5.5 % untuk finir 1.0 mm, 3.9% untuk finir 1.5 mm dan 3.0% untuk finir 2.0 mm. Pengupasan kayu bulat sengon 1.0 mm menghasilkan finir dengan ketebalan bervariasi antara 0.85 sampai 1.08 mm, dengan rata-rata 0.94 mm. Pengupasan kayu bulat 1.5 mm
Urutan segmen dari empulur ke kulit
Jabon
Finir 1.0 mm Finir 1.5 mm
Finir 2.0 mm
Urutan segmen dari empulur ke kulit
Sengon
Finir 1.0 mm Finir 1.5 mm
9 menghasilkan finir dengan ketebalan bervariasi dari 1.43 sampai 1.57 mm, dengan rata-rata 1.50 mm. Sementara itu pengupasan kayu bulat 2.0 mm menghasilkan finir dengan ketebalan bervariasi dari 1.86 sampai 2.18 mm, dengan rata-rata 2.03 mm. Nilai koefisien variasi ketebalan finir hasil perhitungan adalah 3.5% untuk finir 1.0 mm, 2.0% untuk finir 1.5 mm dan 1.7% untuk finir 2.0 mm. Hasil pengujian Daoui et al. (2011) terhadap finir Beech pada tiga ketebalan berbeda juga menyatakan bahwa nilai koefisien variasi ketebalan finir semakin berkurang seiring dengan peningkatan tebal pengupasan dengan nilai koefisien variasi kurang dari 6%.
Gambar 6 Variasi ketebalan finir jabon dan sengon dari empulur
Retak Kupas Finir
Frekuensi retak
Pengaruh perlakuan perebusan terhadap frekuensi retak finir jabon dan sengon disajikan pada Lampiran 2. Hasil pada Lampiran 2 menunjukkan adanya pengurangan jumlah frekuensi retak kupas hasil pengupasan kayu bulat setelah diberi perlakuan perebusan pada temperatur 75 oC. Nilai rata-rata frekuensi retak kupas pada finir jabon kontrol, temperatur 50 dan 75 oC masing-masing adalah 2.9, 2.0, dan 1.7 per cm panjang finir, sedangkan pada finir sengon masing-masing adalah 2.3, 1.6, dan 1.4 per cm panjang finir. Perebusan kayu bulat sebelum pengupasan dapat membantu mengurangi frekuensi retak kupas finir. Kayu yang diberi perlakuan panas sebelum dikupas akan lebih plastis sehingga dapat terpotong dengan baik dan mampu menahan tegangan-tegangan yang terjadi saat pengupasan yang dapat menyebabkan terjadinya retak (Baldwin 1995; Bakar 1996). Selanjutnya Nazerian et al. (2011) menambahkan bahwa perlakuan panas pada kayu bulat juga dapat mengubah sifat kimia kayu. Dinding sel kayu disusun oleh komponen lignin, hemiselulosa dan selulosa. Lignin merupakan komponen kimia yang menyebabkan kayu menjadi kaku. Lutz (1977) menyatakan bahwa lignin pada kayu daun lebar bersifat thermoplastic dibandingkan lignin pada kayu
0,0
Urutan segmen dari empulur ke kulit
Jabon
Finir 1.0 mm Finir 1.5 mm
Finir 2.0 mm
Urutan segmen dari empulur ke kulit
Sengon
Finir 1.0 mm Finir 1.5 mm
10
daun jarum. Bila pemanasan berlangsung dalam waktu yang cukup lama maka dapat menyebabkan penurunan kekakuan kayu. Hill (2006) menyatakan bahwa pemanasan kayu pada temperatur 50 sampai 200 oC dapat menyebabkan terjadinya proses pelunakan lignin. Dengan demikian perlakuan perebusan kayu akan dapat meningkatkan volume dan kualitas finir yang dihasilkan karena retak dan pecah berkurang serta permukaan finir menjadi lebih halus. Hasil kupasan yang halus dan lebih rata akan memudahkan aplikasi perekat pada proses pembuatan produk lamina.
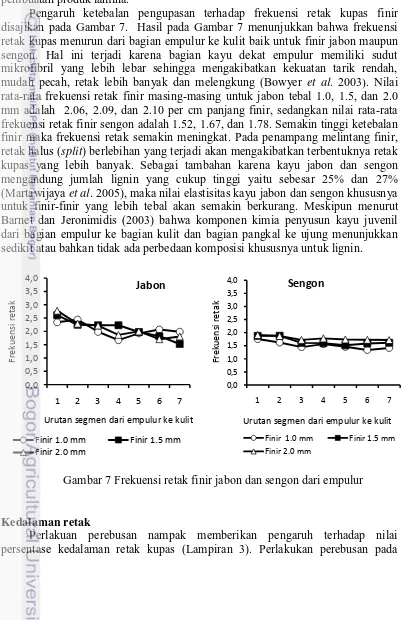
Pengaruh ketebalan pengupasan terhadap frekuensi retak kupas finir disajikan pada Gambar 7. Hasil pada Gambar 7 menunjukkan bahwa frekuensi retak kupas menurun dari bagian empulur ke kulit baik untuk finir jabon maupun sengon. Hal ini terjadi karena bagian kayu dekat empulur memiliki sudut mikrofibril yang lebih lebar sehingga mengakibatkan kekuatan tarik rendah, mudah pecah, retak lebih banyak dan melengkung (Bowyer et al. 2003). Nilai rata-rata frekuensi retak finir masing-masing untuk jabon tebal 1.0, 1.5, dan 2.0 mm adalah 2.06, 2.09, dan 2.10 per cm panjang finir, sedangkan nilai rata-rata frekuensi retak finir sengon adalah 1.52, 1.67, dan 1.78. Semakin tinggi ketebalan finir maka frekuensi retak semakin meningkat. Pada penampang melintang finir, retak halus (split) berlebihan yang terjadi akan mengakibatkan terbentuknya retak kupas yang lebih banyak. Sebagai tambahan karena kayu jabon dan sengon mengandung jumlah lignin yang cukup tinggi yaitu sebesar 25% dan 27% (Martawijaya et al. 2005), maka nilai elastisitas kayu jabon dan sengon khususnya untuk finir-finir yang lebih tebal akan semakin berkurang. Meskipun menurut Barnet dan Jeronimidis (2003) bahwa komponen kimia penyusun kayu juvenil dari bagian empulur ke bagian kulit dan bagian pangkal ke ujung menunjukkan sedikit atau bahkan tidak ada perbedaan komposisi khususnya untuk lignin.
Gambar 7 Frekuensi retak finir jabon dan sengon dari empulur
Kedalaman retak
Perlakuan perebusan nampak memberikan pengaruh terhadap nilai persentase kedalaman retak kupas (Lampiran 3). Perlakukan perebusan pada
0,0
Urutan segmen dari empulur ke kulit
Jabon
Finir 1.0 mm Finir 1.5 mm
Finir 2.0 mm
Urutan segmen dari empulur ke kulit
Sengon
Finir 1.0 mm Finir 1.5 mm
11 temperatur 75 oC menghasilkan finir dengan kedalaman retak lebih kecil dibandingkan dengan perebusan pada 50 oC dan kontrol baik pada finir jabon mapun pada finir sengon. Hal ini terjadi karena pemberian panas melalui perebusan dapat memudahkan penyerapan air oleh dinding sel sehingga menyebabkan mikrofibril mengembang dan kayu menjadi lebih elastis (Nazerian et al. 2011).
Pengaruh perlakuan ketebalan finir terhadap kedalaman retak kupas finir disajikan pada Gambar 8. Hasil pada Gambar 8 menunjukkan bahwa nilai persentase kedalaman retak kupas relatif konstan meski berfluktuasi dari empulur ke kulit baik untuk finir jabon maupun finir sengon. Finir jabon pada ketebalan 1.0 mm menghasilkan persentase kedalaman retak lebih rendah dibandingkan persentase kedalaman retak finir pada ketebalan 1,5 dan 2.0 mm. Kedalaman retak finir ketebalan 1.0, 1.5, dan 2.0 mm masing-masing adalah 29.2, 30.0, dan 30.5%. Selanjutnya pengupasan sengon juga menunjukkan hasil dengan kecenderungan yang sama yaitu semakin meningkat ketebalan finir maka persentase nilai kedalaman retak semakin meningkat pula. Nilai kedalaman retak sengon untuk tebal finir 1.0, 1.5, dan 2.0 mm masing-masing adalah 28.7, 29.9, dan 30.1%. Hal ini berarti finir dengan kedalaman retak yang rendah akan meningkatkan kekuatan produk lamina yang dihasilkan (Tomppo et al. 2009).
Gambar 8 Kedalaman retak finir jabon dan sengon dari empulur
Panjang retak
Nilai panjang retak kupas tidak menunjukkan perbedaan yang mencolok antar perlakuan perebusan baik pada jabon maupun pada sengon (Lampiran 3). Perlakuan perebusan pada temperatur 75 oC menghasilkan retak yang lebih pendek dibandingkan dengan perebusan pada temperatur 50 oC dan kontrol baik pada finir jabon maupun pada finir sengon. Kayu bulat yang direbus pada suhu 75 o
C menjadi lebih lunak sehingga proses pengupasan lebih mudah dikerjakan dan retak yang terjadi semakin berkurang Selain itu ada kecenderungan bahwa retak pada bagian empulur lebih pendek dibandingkan retak pada bagian kulit. Hal ini terjadi karena finir pada bagian empulur memiliki kerapatan yang lebih rendah sehingga mengalami susut lebih kecil dan mengurangi terjadinya retak.
0
Urutan segmen dari empulur ke kulit
Jabon
Finir 1.0 mm Finir 1.5 mm
Finir 2.0 mm
Urutan segmen dari empulur ke kulit
Sengon
Finir 1.0 mm Finir 1.5 mm
12
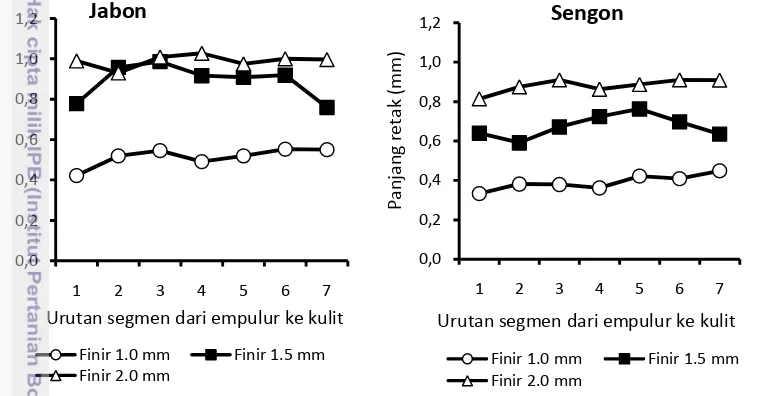
Pengaruh ketebalan pengupasan terhadap panjang retak kupas finir dari empulur ke kulit disajikan pada Gambar 9. Hasil pada Gambar 9 menunjukkan bahwa panjang retak kupas finir berfluktuasi dari empulur ke kulit baik untuk finir jabon maupun sengon. Namun demikian ada kecenderungan semakin tinggi ketebalan finir maka retak kupas semakin panjang. Nilai panjang retak finir jabon masing-masing untuk tebal 1.0, 1.5 dan 2.0 mm adalah 0.51, 0.89, dan 0.99 mm, sedangkan panjang retak finir sengon masing-masing adalah 0.39, 0.67, dan 0.88 mm. Hal ini disebabkan karena semakin tebal finir maka nilai elastisitas finir berkurang atau finir semakin kaku.
Gambar 9 Panjang retak finir jabon dan sengon dari empulur
4 SIMPULAN DAN SARAN
Simpulan
Kayu jabon dan sengon dapat dikupas dengan baik pada ketebalan 1.0, 1.5, dan 2.0 mm dengan koefisien variasi tebal finir kurang dari 6%. Finir hasil pengupasan pada bagian empulur kayu bulat menghasilkan jumlah retak kupas lebih tinggi dibandingkan dengan bagian kulit kayu bulat. Perlakuan perebusan pada temperatur 75 oC selama 4 dapat mengurangi jumlah retak kupas dibandingkan perlakuan lainnya. Pengupasan kayu bulat untuk finir yang tebal menghasilkan jumlah retak yang lebih banyak dibandingkan dengan finir yang lebih tipis.
Saran
Dalam rangka memperoleh informasi yang lebih lengkap maka dapat disarankan untuk melakukan penelitian pengupasan finir sampai pada ketebalan 5 mm dan melakukan penelitian pentingnya retak kupas dan kehalusan permukaan terhadap kekuatan rekat finir (bonding strength).
0,0
Urutan segmen dari empulur ke kulit
Jabon
Finir 1.0 mm Finir 1.5 mm
Finir 2.0 mm
Urutan segmen dari empulur ke kulit
Sengon
Finir 1.0 mm Finir 1.5 mm
13
DAFTAR PUSTAKA
Acevedo A, Bustos C, Lasserre, Gacitua JP, William. 2012. Nose bar pressure effect in the Lathe Check Morphology to Eucalyptus nitens veneers. Maderas, Cienc. tecnol. 1(3):289-301.
Bakar ES. 1995. Veneer Cutting With a Floating Bar. [Disertasi]. Laboratory of Wood Science and Technology, Dept of forestry, Tokyo University of Agriculture.
Bakar ES. 1996. Faktor penentu kualitas Finir. J Teknol Hasil Hutan. Fakultas Kehutanan IPB. 9(2):14–22.
Baldwin RF. 1995. Plywood and Veneer–Based Products: Manufacturing Practices. Miller Freeman Inc., San F ransisco USA.
Bowyer JL, Shmulsky R, Haygreen JG. 2003. Forest Products and Wood Science: An Introduction. Fourth Edition. Iowa State Press. A Blackwell Publ.
Barnett JR, Jeronimidis G. 2003. Wood quality and its Biological Basis. Canada (US):CRC Press LLC.
Cumming JD, Collett BM. 1970. Determining lathe settings for optimum veneer quality. Forest Prod J. 20(11):20-27.
Daoui A, Descamps C, Marchal R, Zerizer A. 2011. Influence of veneer quality on beech LVL mechanical properties. Maderas. Ciencia y tecnología. 13(1): 69-83.
Darmawan W, Nandika D, Rahayu I, Fournier M, Marchal R. 2013. Determination of juvenile and mature transition ring for fast growing sengon and jabon wood. J Indian Acad Wood Sci. doi: 10.1007/s13196-013-0091-x. Dundar T, As N, Korkut S, Unsal O. 2008. The effect of boiling time on the
surface roughness of rotary-cut veneers from oriental beech (Fagus orientalis L.). J Materials Processing Technol .199: 119-123.
Dupleix A, Denaud L, Bleron L, Marchal R, Hughes M. 2012. The effect of log heating temperature on the peeling process and veneer quality: beech, birch, and spruce case studies. European J Wood Products . 71(2) :163-171.
Hill CAS. 2006. Wood modification: Chemical, Thermal and Other Processes. US: J Wiley.
[JAS] Japanese Agricultural Standard. 2003. Japanese Agricultural Standard:Structural Laminated Lumber JAS SE-11.
Krisnawati H, Varis E, Kallio M, Kanninen M. 2011. Paraserianthes falcataria (L.) Nielsen: Ecology, Silviculture and Productivity. Bogor (ID): CIFOR, 23 p. Lutz JF. 1977. Wood Veneer : Log Selection, Cutting, and Drying. U.S. Dep.
Agrie, Tech. Bull. No. 1577, p. 137.
Martawijya A, Kartasujana I, Kadir K, Prawira S. 2005. Atlas Kayu Indonesia. Bogor (ID): Forest Products Research Institute.
Mazela B, Zakrzewski R, Grzeskowiak W, Cofta G, Bartkowiak M. 2004. Resistance of thermally modified wood to basidiomycetes. Wood technol. 7:253-262.
14
Palka LC. 1974. Veneer cutting review-factors affecting and models describing the process. Canadian Forestry Service, Western Forest Products Laboratory, Information Report VP-X- 135. 54pp.
Palubicki B, Marchal R, Butaud J-C, Denaud L-E, Bléron L, Collet R, Kowaluk G. 2009. A method of lathe check measurement; SMOF device and its software. Eur. J Wood Prod . 68: 151-159.
[SNI] Standar Nasional Indonesia. 1992. SNI 01-2704-1992.
Suh JS, Kim SK. 1988. Effects of softwood log pretreatments on the veneer peeling drying properties and plywood properties. The Research Reports of the Forestry Research Institute. 37: 63-71.
Sumarno A. 2012. Sengon dan Jabon Kayu Super Cepat. Jakarta (ID): Penebar Swadaya.
Tomppo L, Tiitta M, Lappalainen R. 2009. Ultrasound evaluation of lathe check depth in birch veneer. Eur J Wood Prod. 67:27-35. Doi:10 .1007/s00107-008-0276-y.
Tsoumis G. 1991. Science and Technology of Wood: Structure, Properties and Utilization. Van Nostrand Reinhold. New York.
15 Lampiran 1 Pengaruh perebusan terhadap variasi tebal finir jabon dan sengon dari
empulur
Urutan segmen dari empulur ke kulit
Jabon 1 mm
Kontrol Rebus 50o C, 4 jam
Rebus 50o C, 8 jam Rebus 75o C, 4 jam
Urutan segmen dari empulur ke kulit
Sengon 1 mm
Kontrol Rebus 50 oC, 4 jam
Rebus 50 oC, 8 jam Rebus 75 oC, 4 jam
Urutan segmen dari empulur ke kulit
Jabon 1,5 mm
Kontrol Rebus 50o C, 4 jam
Rebus 50o C, 8 jam Rebus 75o C, 4 jam
Urutan segmen dari empulur ke kulit
Sengon 1.5 mm
Kontrol Rebus 50 oC, 4 jam
Rebus 50 oC, 8 jam Rebus 75 oC, 4 jam
Urutan segmen dari empulur ke kulit
Jabon 2 mm
Kontrol Rebus 50o C, 4 jam
Rebus 50o C, 8 jam Rebus 75o C, 4 jam
Urutan segmen dari empulur ke kulit
Sengon 2 mm
Kontrol Rebus 50 oC, 4 jam
Rebus 50 oC, 8 jam Rebus 75 oC, 4 jam
16
Lampiran 2 Pengaruh perebusan terhadap frekuensi retak kupas finir jabon dan sengon dari empulur
Urutan segmen dari empulur ke kulit
Jabon 1 mm
Kontrol Rebus 50o C, 4 jam
Rebus 50o C, 8 jam Rebus 75o C, 4 jam
Urutan segmen dari empulur ke kulit
Kontrol Rebus 50o C, 4 jam
Rebus 50o C, 8 jam Rebus 75o C, 4 jam
Urutan segmen dari empulur ke kulit
Jabon 1.5 mm
Kontrol Rebus 50o C, 4 jam
Rebus 50o C, 8 jam Rebus 75o C, 4 jam
Urutan segmen dari empulur ke kulit
Kontrol Rebus 50o C, 4 jam
Rebus 50o C, 8 jam Rebus 75o C, 4 jam
Urutan segmen dari empulur ke kulit
Jabon 2 mm
Kontrol Rebus 50o C, 4 jam
Rebus 50o C, 8 jam Rebus 75o C, 4 jam
Urutan segmen dari empulur ke kulit
Kontrol Rebus 50o C, 4 jam
Rebus 50o C, 8 jam Rebus 75o C, 4 jam
Rebus 75o C, 8 jam
17 Lampiran 3 Pengaruh perebusan terhadap kedalaman retak kupas finir jabon dan
sengon dari empulur
Urutan segmen dari empulur ke kulit
Jabon 1 mm
Kontrol Rebus 50o C, 4 jam
Rebus 50o C, 8 jam Rebus 75o C, 4 jam
Urutan segmen dari empulur ke kulit
Sengon 1 mm
Kontrol Rebus 50 oC, 4 jam
Rebus 50 oC, 8 jam Rebus 75 oC, 4 jam
Urutan segmen dari empulur ke kulit
Jabon 1.5 mm
Kontrol Rebus 50o C, 4 jam
Rebus 50o C, 8 jam Rebus 75o C, 4 jam
Urutan segmen dari empulur ke kulit
Sengon 1,5 mm
Kontrol Rebus 50 oC, 4 jam
Rebus 50 oC, 8 jam Rebus 75 oC, 4 jam
Urutan segmen dari empulur ke kulit
Jabon 2 mm
Kontrol Rebus 50o C, 4 jam
Rebus 50o C, 8 jam Rebus 75o C, 4 jam
Urutan segmen dari empulur ke kulit
Sengon 2 mm
Kontrol Rebus 50 oC, 4 jam
Rebus 50 oC, 8 jam Rebus 75 oC, 4 jam
18
Urutan segmen dari empulur ke kulit
Jabon 1 mm
Kontrol Rebus 50o C, 4 jam
Rebus 50o C, 8 jam Rebus 75o C, 4 jam
Urutan segmen dari empulur ke kulit
Sengon 1 mm
Kontrol Rebus 50o C, 4 jam
Rebus 50o C, 8 jam Rebus 75o C, 4 jam
Urutan segmen dari empulur ke kulit
Jabon 1.5 mm
Kontrol Rebus 50o C, 4 jam
Rebus 50o C, 8 jam Rebus 75o C, 4 jam
Urutan segmen dari empulur ke kulit
Kontrol Rebus 50o C, 4 jam
Rebus 50o C, 8 jam Rebus 75o C, 4 jam
Urutan segmen dari empulur ke kulit
Jabon 2 mm
Kontrol Rebus 50o C, 4 jam
Rebus 50o C, 8 jam Rebus 75o C, 4 jam
Urutan segmen dari empulur ke kulit
Kontrol Rebus 50o C, 4 jam
Rebus 50o C, 8 jam Rebus 75o C, 4 jam
Rebus 75o C, 8 jam
19
Lampiran 5 Finir Jabon 1 mm dari empulur
20
Lampiran 7 Finir Jabon 2 mm dari empulur
21 Lampiran 9 Finir Sengon 1,5 mm dari empulur
22
Lampiran 11 Nilai panjang finir setiap blok dari kulit ke empulur (Tsoumis 1991)
No d1 d2 a1 a2 a3 M1 M2 M3
1 0,25 0,23 0,001 0,0015 0,002 7,54 5,02 3,77 2 0,24 0,22 0,001 0,0015 0,002 7,22 4,81 3,61 3 0,23 0,21 0,001 0,0015 0,002 6,91 4,61 3,45
4 0,22 0,2 0,001 0,0015 0,002 6,59 4,40 3,30
5 0,21 0,19 0,001 0,0015 0,002 6,28 4,19 3,14
6 0,2 0,18 0,001 0,0015 0,002 5,97 3,98 2,98
7 0,19 0,17 0,001 0,0015 0,002 5,65 3,77 2,83
8 0,18 0,16 0,001 0,0015 0,002 5,34 3,56 2,67
9 0,17 0,15 0,001 0,0015 0,002 5,02 3,35 2,51
10 0,16 0,14 0,001 0,0015 0,002 4,71 3,14 2,36
11 0,15 0,13 0,001 0,0015 0,002 4,40 2,93 2,20
12 0,14 0,12 0,001 0,0015 0,002 4,08 2,72 2,04
13 0,13 0,11 0,001 0,0015 0,002 3,77 2,51 1,88
14 0,12 0,1 0,001 0,0015 0,002 3,45 2,30 1,73
15 0,11 0,09 0,001 0,0015 0,002 3,14 2,09 1,57
16 0,1 0,08 0,001 0,0015 0,002 2,83 1,88 1,41
23
RIWAYAT HIDUP
Penulis dilahirkan di Toraja, Sulawesi Selatan pada tanggal 19 Juli 1988 sebagai putri sulung dari pasangan Marthinus Kabe’ dan Damaris B. Ramba. Pendidikan sarjana ditempuh di Program Studi Manajemen Hutan, Fakultas Pertanian Universitas Haluoleo Kendari, lulus pada tahun 2010. Pada tahun 2011, penulis diterima di Program Studi Ilmu dan Teknologi Hasil Hutan pada program Pascasarjana IPB dan mendapatkan Beasiswa dari program Beasiswa Unggulan Kementerian Pendidikan dan Kebudayaan Republik Indonesia.
Bagian dari tesis ini juga telah dipresentasikan sebagai makalah pada Seminar Internasional “The Fifth International Symposium-Indonesian Wood Society (IWoRS) di Balikpapan pada tanggal 7 sampai 9 November 2013.