VERIFIKASI
FLUSHING
PADA SISTEM TRANSPORTASI
CURD
YOGURT DARI TANGKI
STORAGE
KE MESIN
FILLER
SILVIA
DEPARTEMEN ILMU DAN TEKNOLOGI PANGAN
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
BOGOR
PERNYATAAN MENGENAI SKRIPSI DAN
SUMBER INFORMASI SERTA PELIMPAHAN HAK CIPTA*
Dengan ini saya menyatakan bahwa skripsi berjudul Verifikasi Flushing pada Sistem Transportasi Curd Yogurt dari Tangki Storage ke Mesin Filler adalah benar karya saya dengan arahan dari pembimbing akademik dan pembimbing lapang, dan belum diajukan dalam bentuk apa pun kepada perguruan tinggi mana pun. Sumber informasi yang berasal atau dikutip dari karya yang diterbitkan maupun tidak diterbitkan dari penulis lain telah disebutkan dalam teks dan dicantumkan dalam Daftar Pustaka di bagian akhir skripsi ini.
Dengan ini saya melimpahkan hak cipta dari karya tulis saya kepada Institut Pertanian Bogor.
Bogor, Maret 2013
ABSTRAK
SILVIA. Verifikasi Flushing pada Sistem Transportasi Curd Yogurt dari Tangki Storage ke Mesin Filler. Dibimbing oleh C. C. NURWITRI
Flushing adalah proses pendorongan air/bahan yang tertinggal di pipa dengan menggunakan bahan/air. Flushing terdiri atas dua tahap, yaitu flushing awal dan flushing akhir. Salah satu cara untuk efisiensi flushing ialah dengan melakukan verifikasi. Tujuan pelaksanaan magang ialah verifikasi jumlah flushing pada proses transportasi bahan dari tangki storage ke mesin filler, mengetahui jumlah pengurangan bahan pada flushing awal per bulan, dan mengetahui jumlah penyelamatan bahan pada flushing akhir. Parameter uji yang digunakan adalah total padatan sampel. Sebelum dilakukan verifikasi, industri menggunakan 90 liter bahan untuk flushing awal dari tangki T500 dan 95 liter dari tangki T501, serta untuk flushing akhir digunakan 32 liter, tanpa membedakan tangki. Setelah verifikasi jumlah bahan yang diperlukan untuk flushing awal adalah 88 liter dan 84 liter, berturut-turut dari tangki T500 dan T501 sedangkan untuk flushing akhir jumlah bahan yang dapat diselamatkan ialah 28 liter. Hal ini berarti jumlah penggunaan bahan yang dapat dikurangi pada flushing awal ialah 2 liter dan 11 liter dari masing-masing tangki, namun pada flushing akhir tidak dapat menambah jumlah bahan yang dapat diselamatkan karena masalah mutu produk. Jika diasumsi 5 kali produksi stirred yogurt dalam 1 bulan, maka jumlah pengurangan pengunaan bahan untuk flushing minimal 10 liter/bulan.
Kata kunci: flushing, transportasi bahan, verifikasi
ABSTRACT
SILVIA. Flushing Verification of Curd Yogurt Transportation System from Storage Tank to Filler Machine. Supervised by C. C. NURWITRI
Flushing is an urging process to help water or material transportation in pipe. Flushing consisted of initial flushing and end flushing. Verification is a method of flushing efficiency. Industry never verified flushing before, so the aims of this internship were to verify flushing from storage tank to filler machine, to know initial flushing reduction in a month production and saving material at end flushing. Parameter used for verification is total solid. Industry used 90 liters from T500 and 95 liters from T501 for initial flushing, and 32 liter for end flushing without distinguished tank. After verification, for initial flushing from T500 needs 88 liters and from T501 needs 84 liters, otherwise for end filling can only save 28 liters. Therefore, material reductions for initial flushing are 2 liters from T500 and 11 liters from T501, but at end flushing can not save more material because of product quality. Assumed that stirred yogurt production 5 times in a month, then the amount of material reduction for flushing at least 10 liters/month.
Skripsi
sebagai salah satu syarat untuk memperoleh gelar Sarjana Teknologi Pertanian
pada
Departemen Ilmu dan Teknologi Pangan
VERIFIKASI
FLUSHING
PADA SISTEM TRANSPORTASI
CURD
YOGURT DARI TANGKI
STORAGE
KE MESIN
FILLER
SILVIA
DEPARTEMEN ILMU DAN TEKNOLOGI PANGAN
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
BOGOR
Judul Skripsi : Verifikasi Flushing pada Sistem Transportasi Curd Yogurt dari Tangki Storage ke Mesin Filler
Nama : Silvia NIM : F24080086
Disetujui oleh
Ir C C Nurwitri, DAA Pembimbing Akademik
Diketahui oleh
Dr Ir Feri Kusnandar, MSi Ketua Departemen
PRAKATA
Puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Esa atas segala karunia-Nya sehingga karya ilmiah ini berhasil diselesaikan. Tema yang dipilih dalam penelitian yang dilaksanakan sejak bulan September 2012 hingga Januari 2013 ini ialah penggunaan bahan berlebih yang menyebabkan kerugian secara materi, dengan judul Verifikasi Flushing pada Sistem Transportasi Curd Yogurt dari Tangki Storage ke Mesin Filler.
Terima kasih penulis ucapkan kepada Ibu Ir C C Nurwitri, DAA selaku pembimbing akademik dan Bapak Edius Laban selaku pembimbing lapang. Di samping itu, penghargaan penulis sampaikan kepada seluruh pihak terkait dari PT Danone Indonesia, yang telah membantu selama kegiatan magang. Ungkapan terima kasih juga disampaikan kepada nenek, ayah, ibu, serta seluruh keluarga, atas segala doa dan kasih sayangnya. Penulis juga berterima kasih kepada seluruh teman ITP 45 atas segala dan dukungan, serta kebersamaan selama 4 tahun, kepada teman-teman Dwi Regina (Ike, Hanna, Juju, Melyn, Kak Dijah, Kak Gya, Kak Tya) atas dukungan yang diberikan.
Semoga karya ilmiah ini bermanfaat.
Bogor, Maret 2013
DAFTAR ISI
DAFTAR TABEL v
DAFTAR GAMBAR v
DAFTAR LAMPIRAN vi
PENDAHULUAN 1
Latar Belakang 1
Tujuan Magang 1
Manfaat Magang 1
METODE KERJA 2
Deskripsi Kegiatan Magang 2
Metode Kerja 2
HASIL DAN PEMBAHASAN 6
A. OBSERVASI PERMASALAHAN 6
B. PENGUMPULAN DAN PENGOLAHAN DATA 6
C. EVALUASI HASIL 14
SIMPULAN DAN SARAN 16
Simpulan 16
Saran 17
DAFTAR PUSTAKA 17
LAMPIRAN 18
RIWAYAT HIDUP 21
DAFTAR TABEL
1 Hasil verifikasi flushing awal dan flushing akhir transportasi bahan dari
tangki mixing ke tangki ferment 7
2 Hasil verifikasi flushing awal dan flushing akhir transportasi bahan dari
tangki ferment ke tangki storage 7
DAFTAR GAMBAR
1 Jalur transportasi curd yogurt dari storage ke hopper filler dan valve
2 Jalur air flushing akhir menuju valve buka-tutup 4 3 Sistem pengukuran berdasarkan DIN standar 53 019 (proRheo
Operating Instructions) 5
4 Single Screw Pump
(http://www.lifetime-reliability.com/images/013_helical_rotor_pump.jpg) 6 5 Grafik nilai rata-rata empat ulangan °Brix sampel flushing dari counter
ke-5 hingga ke-90 yang ditransportasi dari tangki storage T500 8 6 Diagram yang menunjukkan selisih kandungan total padatan kontrol
terhadap sampel flushing awal dari T500 9
7 Grafik nilai rata-rata empat ulangan °Brix sampel flushing dari counter ke-5 hingga ke-90 yang ditransportasi dari tangki storage T501 9 8 Diagram yang menunjukkan selisih kandungan total padatan kontrol
terhadap sampel flushing awal dari T501 10
9 Gambar desain baling-baling agitator tangki T500 (kiri) dan T501
(kanan) 11
10 Grafik hasil pengamatan kandungan total padatan sampel dengan
flushing akhir 32 liter 12
11 Grafik hasil pengamatan kandungan total padatan sampel dengan
flushing akhir 30 liter 12
12 Grafik hasil pengamatan kandungan total padatan rata-rata sampel empat batch produksi dengan flushing akhir 28 liter 13 13 Grafik hasil evaluasi kandungan total padatan produk first filling dari
tangki T500 14
14 Grafik hasil evaluasi nilai viskositas produk first filling dari tangki
T500 14
15 Grafik hasil evaluasi kandungan total padatan produk first filling dari
tangki T501 15
16 Grafik hasil evaluasi nilai viskositas produk first filling dari tangki
T501 15
DAFTAR LAMPIRAN
1 Hasil analisa ragam (ANOVA) sampel dan kontrol terhadap parameter
total padatan tangki T500 18
2 Hasil analisa ragam (ANOVA) sampel dan kontrol terhadap parameter
total padatan tangki T501 19
3 Gambar sampel flushing awal per 5 liter untuk parameter °Brix dari
tangki T500 20
4 Gambar sampel flushing awal per 5 liter untuk parameter °Brix dari
tanki T501 20
5 Gambar sampel untuk parameter total padatan untuk tangki T500 (kiri)
dan T501 (kanan) 20
6 Gambar sampel produk first filling evaluasi hasil pengurangan flushing awal (kiri) dan sampel produk end filling untuk verifikasi flushing akhir
PENDAHULUAN
Latar Belakang
Sistem transportasi bahan antar tangki saat proses produksi stirred yogurt dimulai dari flushing awal, kemudian bahan ditransportasi, dan diakhiri dengan flushing akhir, sebelum sisa bahan di pipa dibuang. Bahan yang ditransportasikan ialah adonan yogurt (dari tangki mixing ke tangki ferment) atau curd yogurt (dari tangki ferment ke tangki storage dan dari tangki storage ke mesin filler). Oleh karena sistem produksi yogurt di PT Danone Indonesia merupakan sistem tertutup, maka setelah Cleaning In Place (CIP) selesai, air sisa CIP tidak dapat terbuang seluruhnya. Setelah proses transportasi bahan dari satu tangki ke tangki lain, pada pipa yang dilewati masih tertinggal bahan yang harus didorong dengan menggunakan air untuk membantu transportasi bahan ke tangki selanjutnya sampai batas tertentu, sebelum dibuang melalui valve drain. Proses pendorongan air sisa CIP untuk dibuang dan pendorongan sisa bahan yang tertinggal untuk membantu transportasi inilah yang disebut sebagai flushing. Flushing awal adalah proses pendorongan air sisa CIP dengan menggunakan bahan, sedangkan flushing akhir adalah proses pendorongan bahan dengan menggunakan air yang bertujuan meminimalisasi kehilangan bahan karena tertinggal di pipa dan membantu proses transportasi bahan menuju tangki selanjutnya.
Pengaturan jumlah flushing awal yang terlalu banyak atau flushing akhir yang terlalu sedikit merupakan salah satu faktor penyebab kehilangan bahan selama proses produksi. Oleh karena itu perlu dilakukan verifikasi flushing agar penggunaan bahan untuk flushing lebih efisien. Melalui kegiatan magang ini, secara umum dilakukan pengamatan terhadap proses produksi stirred yogurt dan secara khusus dilakukan verifikasi terhadap jumlah flushing awal dan flushing akhir pada tahap proses transportasi dari tangki storage ke mesin filler.
Tujuan Magang
Tujuan pelaksanaan magang ialah melakukan verifikasi jumlah bahan flushing pada tahapan proses transportasi curd yogurt dari tangki storage ke mesin filler, mengetahui jumlah curd yogurt yang dapat dikurangi pada flushing awal selama 1 bulan produksi, dan mengetahui jumlah curd yogurt yang dapat diselamatkan pada flushing akhir.
Manfaat Magang
2
METODE KERJA
Deskripsi Kegiatan Magang
Kegiatan magang dilaksanakan di PT Danone Indonesia. Kegiatan magang dilakukan pada divisi produksi dan quality assurance yang berlangsung selama 5 bulan, dimulai pada tanggal 03 September 2012 dan berakhir pada 31 Januari 2013. Kegiatan magang dilakukan setiap hari kerja dengan mengikuti jam kerja industri (pukul 08.00-16.00), kecuali jika ada pengambilan data di luar jam kerja. Topik magang ditentukan oleh pihak industri sesuai dengan kondisi permasalahan yang terjadi di pabrik tersebut. Tugas yang diberikan terkait dengan verifikasi jum\lah flushing awal dan flushing akhir. Fokus verifikasi jumlah flushing dilakukan pada stirred yogurt dari tangki storage menuju tangki penampung di mesin filler.
Metode Kerja
Tahapan kegiatan magang yang dilakukan dalam rangka menganalisis permasalahan dan solusi, ialah:
1. Pengamatan Sistem Produksi Secara Menyeluruh
Pengamatan proses produksi dimulai dari penerimaan bahan baku, persiapan bahan, proses pencampuran bahan, fermentasi, penyimpanan, pengisian, dan penggudangan. Fokus pengamatan dilakukan terhadap proses transportasi bahan antar tangki. Tahap awal pelaksanaan adalah mengukur panjang dan diameter pipa dari tangki storage ke hopper filler untuk memperkirakan jumlah bahan yang dibutuhkan untuk memenuhi jalur pipa.
2. Observasi Permasalahan
Observasi permasalahan meliputi observasi aliran proses produksi stirred yogurt dan observasi peralatan/pompa yang digunakan dalam proses produksi stirred yogurt di PT Danone Indonesia. Observasi dilakukan dengan tiga cara, yaitu pengamatan, wawancara dan brainstorming.
3. Pengumpulan dan Analisis Data
3
Verifikasi flushing awal
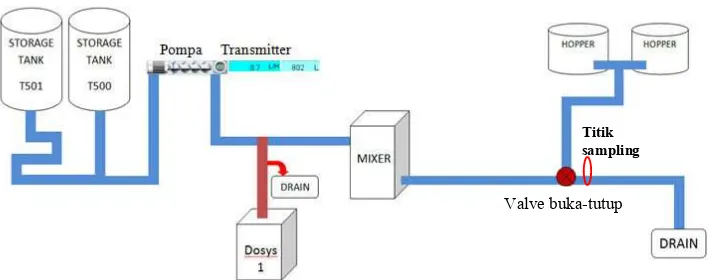
Prinsip verifikasi flushing awal adalah penentuan titik bahan seminimal mungkin untuk mengurangi penggunaan bahan saat flushing awal. Flushing awal dimulai dari tangki storage, sehingga verifikasi flushing awal dilakukan terhadap 2 tangki storage karena PT Danone Indonesia memiliki 2 tangki storage, yaitu T500 dan T501. Titik pengambilan sampel untuk flushing awal berada di kanan valve buka-tutup yang merupakan titik terdekat bahan menuju filler atau dibuang. Pengambilan sampel dilakukan dua tahap, yaitu tahap awal pengambilan per 5 liter dengan parameter °Brix, untuk mengetahui titik pencampuran/pertemuan air dengan bahan, dan tahap kedua pengambilan sampel dimulai dari titik yang diduga sebagai titik pertemuan air dengan bahan dengan interval pengambilan setiap 2 liter, untuk mendapatkan jumlah yang lebih tepat. Parameter uji yang digunakan pada tahap kedua ialah kandungan total padatan sampel.
Gambar 1 Jalur transportasi curd yogurt dari storage ke hopper filler dan valve drain
Verifikasi flushing akhir
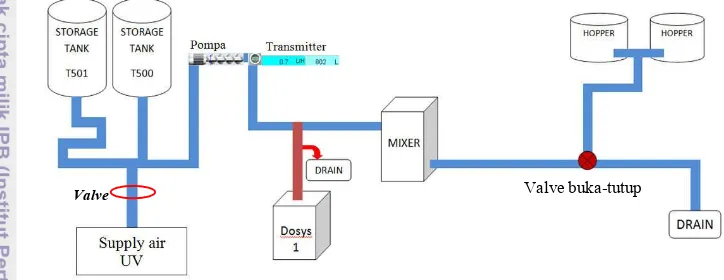
Prinsip verifikasi flushing akhir ialah menentukan titik bahan semaksimal mungkin untuk menyelamatkan bahan yang masih tertinggal di pipa. Verifikasi flushing akhir tidak membedakan tangki storage, karena jalur air yang digunakan untuk mendorong bahan berada pada pertengahan pipa yang akan dilewati bahan dari kedua tangki (Gambar 2). Sampel flushing akhir adalah produk end filling, karena bahan yang didorong telah diisi ke dalam cup. Jumlah sampel yang diambil sebanyak 12 cups yang mewakili setiap nozzle. Parameter uji yang digunakan ialah kandungan total padatan sampel.
Oleh karena percobaan dilakukan pada produk yang telah di cup, maka cara penentuan jumlah flushing akhir dilakukan dengan percobaan pengaturan flushing akhir pada setiap akhir produksi untuk mendapatkan jumlah flushing dengan produk end filling yang kandungan total padatannya masuk spesifikasi industri. Percobaan flushing akhir dimulai dengan pengaturan flushing akhir sebanyak 32 liter, jumlah pengaturan flushing akhir saat ini, yang kemudian diuji kandungan total padatan produk akhir sebagai sampel. Jika kandungan total padatan seluruh sampel tidak memenuhi spesifikasi industri, maka pada produksi selanjutnya dilakukan pengurangan flushing akhir sebanyak 2 liter,
4
menjadi 30 liter dan seterusnya, hingga ditemukan jumlah flushing akhir dengan kandungan total padatan seluruh sampel yang memenuhi spesifikasi industri. Jika kandungan total padatan seluruh sampel memenuhi spesifikasi industri, maka pada produksi selanjutnya dilakukan penambahan flushing akhir, dari 32 liter menjadi 34 liter dan seterusnya (per 2 liter), hingga didapatkan jumlah flushing akhir dengan kandungan total padatan seluruh sampel yang tidak memenuhi spesifikasi industri, sehingga jumlah flushing akhir yang baik ialah jumlah flushing dengan kandugan total padatan seluruh sampel yang masih masuk spesifikasi industri tetapi jika flushing ditambah kandungan total padatan sampel sudah berada dibawah spesifikasi industri.
Gambar 2 Jalur air flushing akhir menuju valve buka-tutup
Alat dan Bahan
Alat yang digunakan ialah pocket refraktometer, oven suhu (100±1) °C, cawan porselin, timbangan digital, Rheometer proRheo R 180, dan pH meter. Bahan yang digunakan ialah curd yogurt di storage, sampel saat flushing awal, produk first filling dan end filling serta aquades.
Analisa Sampel
• Derajat Brix (Danone Group)
Analisis total padatan terlarut sampel dilakukan dengan menggunakan refraktometer °Brix (0-53%). Sebelum dilakukan pembacaan, dilakukan zero set dengan menggunakan aquades. Jika pada pembacaan aquades tidak menunjukkan angka nol, maka dilakukan penekanan pada tombol “zero” yang terdapat pada alat. Langkah selanjutnya ialah pengecekan total padatan terlarut sampel yang dinyatakan dengan °Brix.
• Viskositas (Danone Group)
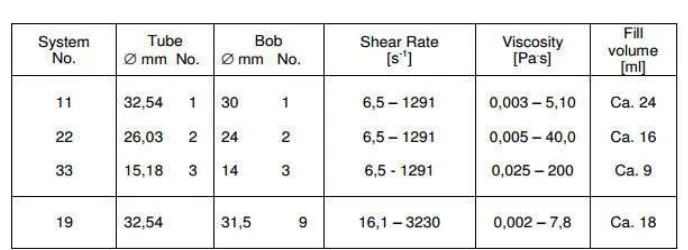
Viskositas diukur dengan Rheometer proRheo R 180. Selongsong Rheometer yang digunakan ialah tipe 2 untuk bahan semi padat. Pengukuran viskositas dilakukan pada suhu 9,5-10,5°C selama 10 detik pengadukan. Sistem pengukuran yang digunakan ialah sistem 22, yaitu menggunakan tabung No. 2 dengan diameter 26,03 mm dan spindle No. 2 dengan diameter 24 mm. Shear rate yang digunakan ialah 64 s-1
5
X 100%
Gambar 3 Sistem pengukuran berdasarkan DIN standar 53 019 (proRheo Operating Instructions)
• Total Padatan (SNI 2981:2009)
Cawan dipanaskan di dalam oven (100±1)°C selama ≥ 2 jam dan setelah dipanaskan, ditimbang sehingga diperoleh berat cawan konstan setelah dipanaskan (W1). Langkah selanjutnya ialah penimbangan sampel ke dalam cawan yang telah dingin. Sampel ditimbang sebanyak 5 gram (W). Cawan berisi sampel kemudian dimasukkan ke dalam oven dan dikeringkan selama 4 jam pada suhu (100±1)°C. Langkah terakhir ialah cawan berisi sampel dikeluarkan dan didinginkan dalam desikator selama 30 menit, kemudian ditimbang sehingga diperoleh berat konstan (W2). Pengujian total padatan dilakukan duplo.
Perhitungan:
Total padatan (%) = (W2-W1) W Keterangan:
W : Berat sampel (g)
W1 : Berat cawan kosong sesudah dipanaskan (g)
W2 : Berat cawan yang telah dipanaskan + sampel sesudah dipanaskan (g)
4. Pengolahan Data
Data yang diolah dengan ANOVA ialah data kandungan total padatan hasil uji sampel flushing awal. Menu yang digunakan adalah ANOVA one-way. Uji post-hoc digunakan uji Dunnet dengan tujuan membandingkan ragam antara sampel dan kontrol (curd yogurt di tangki storage). Hasil uji signifikansi dapat dianalisa dengan ada atau tidaknya tanda * pada kolom mean difference. Jika terdapat tanda *, maka sampel berbeda nyata atau signifikan terhadap kontrol.
5. Evaluasi Hasil
Evaluasi hasil pengurangan flushing dilakukan pada produk first filling. Jumlah sampel yang diambil sebanyak 12 cups, dimana setiap cup mewakili setiap nozzle. Parameter mutu yang diamati ialah parameter mutu fisik produk berupa total padatan dan viskositas produk. Evaluasi hasil dilakukan pada 4 batch produksi untuk masing-masing tangki.
6. Laporan
6
HASIL DAN PEMBAHASAN
A. OBSERVASI PERMASALAHAN
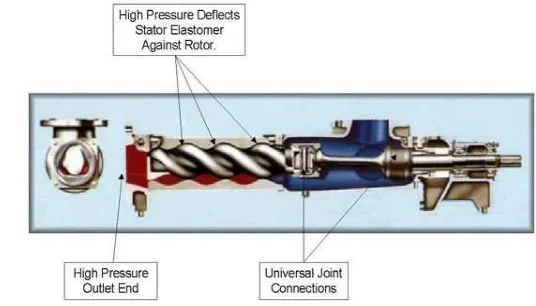
Berdasarkan sifat kekentalan dan kemudahan untuk mengalir, yogurt termasuk cairan non-Newtonian, dimana semakin tinggi gaya pengadukan maka viskositas curd yogurt akan semakin rendah (Tamime dan Robinson 2007). Oleh karena itu, untuk meminimalisasi gaya mekanik maka digunakan positive displacement pump jenis single screw pump (Gambar 4) sebagai alat transportasi bahan antar tangki. Air dibutuhkan untuk membantu proses transportasi karena jarak antara tangki menuju pompa cukup jauh. Oleh karena itu, pipa jalur antar tangki tidak pernah dibiarkan kering. Selain itu, oleh karena proses produksi yogurt dalam sistem tertutup, air atau bahan yang tertinggal di pipa tidak dapat dibuang tanpa didorong dengan bahan atau air. Proses pendorongan ini dikenal dengan istilah flushing.
Gambar 4 Single Screw Pump (http://www.lifetime-reliability.com/images/013_helical_rotor_pump.jpg)
Hipotesa pengaturan flushing awal berlebih atau flushing akhir kurang diperoleh berdasarkan hasil perbandingan volume jalur pipa dengan jumlah pengaturan flushing yang digunakan saat ini, dimana pengaturan jumlah flushing awal selalu dilakukan melebihi volume jalur pipa dan flushing akhir yang selalu diatur kurang dari volume jalur pipa. Hal ini dikarenakan industri belum pernah melakukan verifikasi jumlah flushing secara baku, sehingga pengaturan saat ini hanya berdasarkan pengalaman operator untuk menghindari masalah mutu produk akhir.
B. PENGUMPULAN DAN PENGOLAHAN DATA
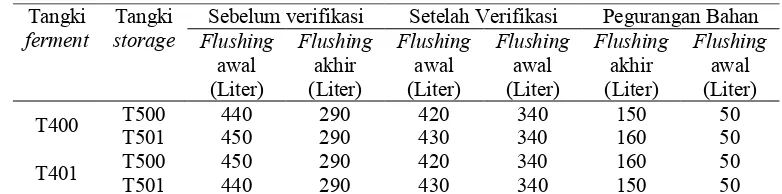
7 Tabel 1 Hasil verifikasi flushing awal dan flushing akhir transportasi bahan dari
tangki mixing ke tangki ferment Tangki
mixing
Tangki
ferment
Sebelum verifikasi Setelah Verifikasi Pengurangan Bahan
Flushing
Sumber: PT Danone Indonesia (2012)
Tabel 2 Hasil verifikasi flushing awal dan flushing akhir transportasi bahan dari tangki ferment ke tangki storage
Tangki
ferment
Tangki
storage
Sebelum verifikasi Setelah Verifikasi Pegurangan Bahan
Flushing
Sumber: PT Danone Indonesia (2012)
Verifikasi jumlah flushing awal
Kecepatan alir bahan pada proses flushing awal dipengaruhi oleh kecepatan transfer pompa. Kecepatan transfer pompa yang diterapkan industri ialah sebesar 1.250 rpm atau setara dengan 1.300 liter/jam. Verifikasi flushing awal dilakukan pada kecepatan pompa yang diterapkan industri.
Jumlah flushing awal yang diterapkan PT Danone Indonesia dari tangki T500 sebanyak 90 liter dan dari tangki T501 sebanyak 95 liter. Hasil pengukuran pipa dari storage T500, volume total yang diperlukan untuk mencapai valve drain ialah 70,554 liter, sedangkan jika diukur dari storage T501 volume total yang diperlukan ialah 80,517 liter. Dari hasil pengukuran pipa diperoleh asumsi bahwa dibutuhkan minimal 71 liter curd yogurt untuk mendorong air pada pipa dari tangki T500 dan 81 liter dari T501.
Verifikasi dari Tangki T500
8
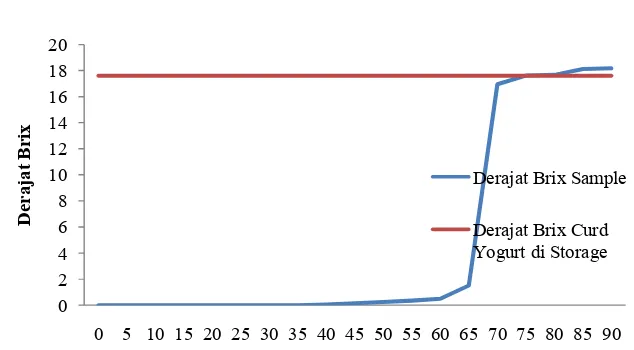
Gambar 5 Grafik nilai rata-rata empat ulangan °Brix sampel flushing dari counter ke-5 hingga ke-90 yang ditransportasi dari tangki storage T500
Uji beda nyata terhadap parameter total padatan, nilai signifikansi sampel ialah 0,000, lebih kecil dari 5% yang berarti bahwa nilai total padatan sampel dan kontrol (curd yogurt di storage) berbeda signifikan pada taraf 5% (Lampiran 1). Berdasarkan hasil uji lanjut Dunnet, sampel liter ke-68 hingga liter ke-74 berbeda terhadap kontrol pada taraf signifikan 5%, sedangkan sampel liter ke-76 hingga liter ke-88 tidak berbeda signifikan terhadap kontrol pada taraf signifikansi 5%. Gambar sampel °Brix per 5 liter dapat dilihat pada Lampiran 3, sedangkan gambar sampel total padatan dapat dilihat pada Lampiran 5.
Berdasarkan diagram batang kandungan total padatan sampel (Gambar 6), kandungan total padatan sampel liter ke-76 hingga liter ke-86 masih berada di bawah kandungan total padatan kontrol. Jika flushing awal dilakukan pada titik tersebut tersebut, dikhawatirkan bahan tercampur air sehingga dapat menyebabkan masalah low viscosity pada produk first filling. Selain masalah viskositas produk, dikhawatirkan pada produk first filling terdapat lapisan air di permukaan yogurt yang berasal dari air sisa CIP karena tidak dapat diikat oleh jaringan protein dari yogurt. Untuk mencegah hal tersebut, jumlah flushing awal dari tangki T500 yang akan digunakan ialah sebanyak 88 liter, dimana kandungan total padatan sampel liter ke-88 lebih tinggi daripada kontrol, sedangkan batas minimal flushing awal dari tangki T500 ialah 86 liter.
9
Gambar 6 Diagram yang menunjukkan selisih kandungan total padatan kontrol terhadap sampel flushing awal dari T500
Verifikasi dari Tangki T501
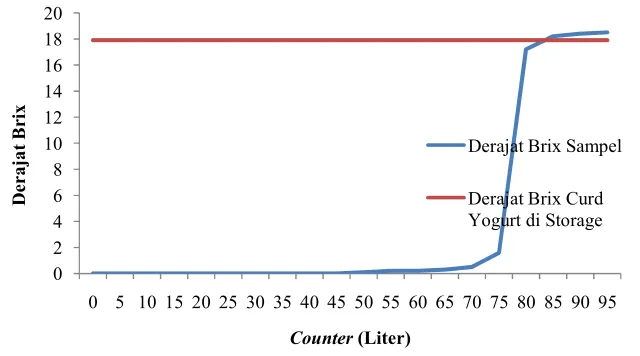
Nilai °Brix rata-rata curd yogurt di storage ialah 17,9. Berdasarkan nilai °Brix sampel (Gambar 7) dan dibandingkan dengan °Brix curd yogurt storage, nilai °Brix pada sampel liter ke-80 memiliki nilai yang paling mendekati nilai °Brix curd yogurt di storage, sehingga selanjutnya dilakukan pengambilan sampel dari liter ke-78 hingga liter ke-90 per 2 liter untuk dilakukan pengecekan total padatan.
Gambar 7 Grafik nilai rata-rata empat ulangan °Brix sampel flushing dari counter ke-5 hingga ke-90 yang ditransportasi dari tangki storage T501
Uji beda nyata terhadap parameter total padatan menunjukkan bahwa nilai signifikansi antar sampel ialah 0,0000, lebih kecil dari 5% yang berarti bahwa nilai total padatan sampel dan kontrol berbeda signifikan pada
10
taraf 5% (Lampiran 2). Berdasarkan hasil uji lanjut Dunnet, sampel liter ke-78 berbeda terhadap kontrol pada taraf signifikan 5%, sedangkan sampel liter ke-80 hingga liter ke-90 tidak berbeda signifikan terhadap kontrol pada taraf signifikansi 5%. Namun jika dilihat berdasarkan diagram batang kandungan total padatan sampel (Gambar 8), kandungan total padatan sampel liter ke-80 hingga liter ke-82 masih berada di bawah kandungan total padatan kontrol, sehingga target flushing awal yang akan digunakan ialah sebanyak 84 liter dengan batas minimal 82 liter. Gambar sampel °Brix per 5 liter dapat dilihat pada Lampiran 4, sedangkan gambar sampel total padatan dapat dilihat pada Lampiran 5.
Gambar 8 Diagram yang menunjukkan selisih kandungan total padatan kontrol terhadap sampel flushing awal dari T501
Pengaruh desain agitator terhadap jumlah flushing yang digunakan
Berdasarkan perhitungan volume pipa dari storage menuju titik sampling, jumlah minimal bahan yang dibutuhkan untuk mendorong air dari tangki T500 ialah sebanyak 71 liter dan dari tangki T501 ialah sebanyak 81 liter. Hasil verifikasi pada tangki T501 terhadap volume pipa tidak berbeda jauh dimana kelebihan 3 liter diberikan untuk toleransi waktu buka-tutup valve serta mencegah kesalahan pada sistem counter saat menghitung, tetapi hasil verifikasi pada tangki T500 dengan volume pipa berbeda hingga 17 liter.
Gambar 9 Gambar de bahan menjadi lebih k berdifusi ke air saa
desain baling-baling agitator tangki T500 (kiri) d (kanan)
gel yogurt terbentuk oleh gabungan jaringan mis engasaman. Kekuatan gel dipengaruhi oleh kekuatan Pada stirred yogurt, sistem gel yang terbentuk m h, dimana kekuatan ikat tersebut mudah mengalami k kanis yang berakibat pada kerusakan struktur g y 2010). Gaya pengadukan yang diterima bahan be
ana gaya pengadukan tertinggi diterima bahan yan dengan baling-baling (pengaduk) dan berkuran jarak titik terhadap baling-baling (Rao 2007). Ole
3 di agitator tangki T500 berada di bagian bawa ngadukan yang diterima bahan paling bawah leb in, gaya mekanis yang diterima bahan yang terletak jaringan ikat protein di bahan rusak dan ukuran lebih kecil. Ukuran partikel bahan yang kecil ini sec ir saat proses pendorongan sehingga banyak bah an air. Hal ini yang menyebabkan jumlah flushing tangki T500 lebih banyak dari jumlah flushing awal d
flushing akhir
g digunakan untuk mendorong bahan merupakan air ewati UV. Berbeda dengan flushing awal, dimana k hi oleh kecepatan pompa, kecepatan alir flushi
h tekanan supply air. Tekanan yang diterapkan pada besar 3,2 bar dan kecepatan alir air yang terukur ial flushing akhir yang diterapkan PT Danone Indonesi Gambar sampel flushing akhir dapat dilihat pada Lam
ngamatan produk end filling terhadap parameter tota andungan total padatan semua produk end filling wah spesifikasi produk industri (Gambar 10). Hal i tersebut ditolak berdasarkan parameter mutu kandun sarkan hasil pengamatan tersebut, pada produksi se urangan jumlah flushing akhir dari 32 liter menjadi 30
12
Gambar 10 Grafik hasil pengamatan kandungan total padatan sampel dengan flushing akhir 32 liter
Hasil pengamatan produk end filling pada jumlah flushing 30 liter terhadap parameter total padatan menunjukkan bahwa dari 12 sampel yang diamati, hanya 4 sampel yang berada di atas batas bawah (Gambar 11), yang berarti jumlah flushing 30 liter masih harus dikurangi agar semua sampel yang diperoleh masuk dalam batas spesifikasi mutu industri. Oleh karena itu, pada produksi selanjutnya digunakan 28 liter air untuk flushing akhir.
Gambar 11 Grafik hasil pengamatan kandungan total padatan sampel dengan flushing akhir 30 liter
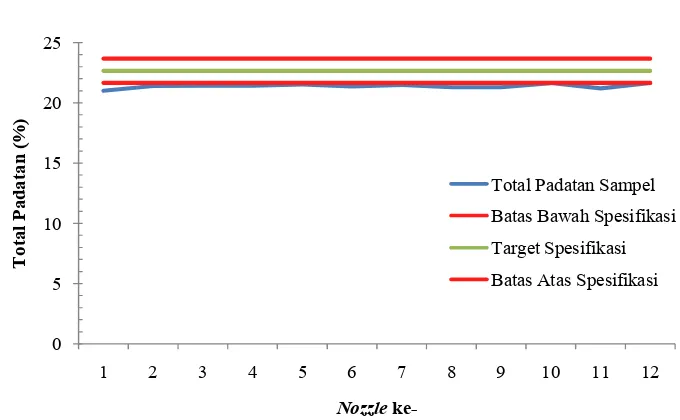
Hasil pengamatan produk end filling dengan jumlah flushing 28 liter menunjukkan kandungan total padatan seluruh sampel berada dalam batas spesifikasi industri. Pengamatan produk end filling dengan jumlah flushing 28
13
liter dilakukan sebanyak 4 ulangan dan diperoleh rata-rata seluruh sampel memenuhi target spesifikasi berdasarkan parameter total padatan (Gambar 12).
Gambar 12 Grafik hasil pengamatan kandungan total padatan rata-rata sampel empat batch produksi dengan flushing akhir 28 liter
Hasil pengukuran kecepatan alir air yang digunakan untuk mendorong sisa bahan dipipa dengan tekanan 3,2 bar ialah 4.750 liter/jam, sedangkan kecepatan pompa pada flushing awal hanya 1.300 liter/jam. Hal ini berarti kecepatan alir yang digunakan saat flushing akhir 3 kali lebih besar dari kecepatan alir flushing awal. Pada laju alir rendah, cairan akan mengalir sepanjang pipa sebagai aliran tunggal (laminar), sehingga tidak terjadi proses pencampuran atau pendistribusian molekul dengan air. Dengan meningkatnya laju alir, aliran akan menjadi lebih turbulen, sehingga terjadi pencampuran antara molekul terlarut di yogurt dengan air yang digunakan untuk mendorong (Lewis 1996). Berdasarkan hukum Reynolds, faktor yang mempengaruhi aliran suatu bahan mengalir secara laminar atau turbulen adalah kecepatan alir, densitas bahan, viskositas, dan diameter pipa, dimana viskositas bahan yang semakin tinggi akan menyebabkan aliran lebih laminar (aliran tunggal), namun dengan kecepatan alir yang besar akan menyebabkan aliran bahan menjadi turbulen (Lewis 1996). Berdasarkan hukum Reynolds, dengan kecepatan alir 4.750 liter/jam atau sama dengan 0,3 m s-1, diameter pipa 0, 07 m; bilangan Reynolds air pada flushing akhir ialah:
Re = vDρ
µ
= 0,3x0,07x1000 ¯³ = 21000
14
C. EVALUASI HASIL
Hasil evaluasi pada produk first filling dari tanki T500 menunjukkan kandungan total padatan dan nilai viskositas seluruh sampel masuk dalam spesifikasi mutu industri (Gambar 14 dan Gambar 15). Hal ini berarti pengurangan jumlah flushing awal dari 90 liter menjadi 88 liter tidak akan mempengaruhi mutu produk.
Gambar 13 Grafik hasil evaluasi kandungan total padatan produk first filling dari tangki T500
Gambar 14 Grafik hasil evaluasi nilai viskositas produk first filling dari tangki T500
15 menjadi 84 liter tidak akan mempengaruhi mutu produk. Contoh gambar produk first filling untuk evaluasi hasil dapat dilihat pada Lampiran 6.
Gambar 15 Grafik hasil evaluasi kandungan total padatan produk first filling dari tangki T501
Gambar 16 Grafik hasil evaluasi nilai viskositas produk first filling dari tangki T501
Jumlah Bahan yang Dapat Diselamatkan saat Flushing awal
• Jumlah bahan yang dikurang pada flushing awal jika di T500: 2 liter • Jumlah bahan yang dikurang pada flushing awal jika di T501: 11 liter • Densitas Produk atau curd yogurt yogurt : 1, 0387 Kg/L
16
Asumsi penggunaan tangki T500 5 kali, maka jumlah bahan yang diselamatkan saat flushing ialah 10 liter/bulan atau sama dengan:
= 10 L/bulan x 1, 0387 Kg/L diselamatkan saat flushing ialah 55 liter/bulan atau sama dengan:
= 55 L/bulan x 1, 0387 Kg/L = 57, 1285 Kg/bulan
SIMPULAN DAN SARAN
Simpulan
17
Saran
Aliran turbulen air pada flushing akhir disebabkan oleh kecepatan alir air yang tinggi. Salah satu cara menurunkan kecepatan alir air ialah dengan mengurangi tekanan supply air untuk menciptakan aliran air yang tunggal (laminar), untuk menghindari proses pencampuran dan difusi air ke bahan yang banyak.
DAFTAR PUSTAKA
Anonim. Single Srew Pump.
http://www.lifetime-reliability.com/images/013_helical_rotor_pump.jpg [03 Januari 2013]
[BSN] Badan Standardisasi Nasional (ID). 2009. Syarat Mutu Yogurt SNI 2981:2009. Jakarta: Badan Standardisasi Nasional.
Lee WJ, Lucey JA. 2010. Formation and physical properties of yogurt. Asian-Aust J Anim Sci. 23(9):1127-1136.
Lewis MJ. 1996. Physical Properties of Foods and Food Processing Systems. Cambridge: Woodhead Publishing Limited.
Rao MA. 2007. Rheology of Fluid and Semisolid Foods: Principles and Applications 2nd Ed. New York: Springer Science+Business Media, LLC Tamime AY, RK Robinson. 2007. Yoghurt : Science and Technology 3rd Ed.
18
19 Lampiran 2 Hasil analisa ragam (ANOVA) sampel dan kontrol terhadap
20
Lampiran 3 Gambar sampel flushing awal per 5 liter untuk parameter °Brix dari tangki T500
Lampiran 4 Gambar sampel flushing awal per 5 liter untuk parameter °Brix dari tanki T501
Lampiran 5 Gambar sampel untuk parameter total padatan untuk tangki T500 (kiri) dan T501 (kanan)
Penulis
njang pendidikan tingkat dasar tahun 2002 di SD Me ebing Tinggi. Pada tahun 2005 penulis menamatkan endidikan menengah pertama di SMP Sutomo 1 M
elanjutkan sekolah menengah atas di SMA Sutomo ang tamat pada tahun 2008 dan pada tahun yang sama iterima di IPB melalui jalur SNMPTN (Seleksi
Tinggi Negeri) dengan program studi Ilmu dan T n Ilmu dan Teknologi Pangan, Fakultas Teknologi P h mengikuti PKM (Program Kreatifitas Mahasiswa)
ngan judul “Inovasi Bisnis Pangan Nugget Belu i Ekonomi Belut dan Gizi Masyarakat” dan PKM d judul “Laskar Pejuang : Wirausaha Kreatif Yang kungan Hidup Dengan Model Anak- Anak Sekolah D
pada tahun 2012.” Sebagai tugas akhir, penulis m ne Indonesia dengan judul “Verifikasi Flushing pad
Yogurt dari Tangki Storage ke Mesin Filler.”