Effects and Criticality Analysis (FMECA) PADA INDUSTRI
PENGOLAHAN UDANG BREADED DI PT Y
MOLLY HESAMESTYNA
DEPARTEMEN TEKNOLOGI DAN HASIL PERAIRAN
FAKULTAS PERIKANAN DAN ILMU KELAUTAN
INSTITUT PERTANIAN BOGOR
BOGOR
Menggunakan Pendekatan Failure Modes Effects And Criticality Analysis
(FMECA) pada Industri Pengolahan Udang di PT Y. Dibimbing oleh BUSTAMI
IBRAHIM dan AGOES M. JACOEB.
Identifikasi titik kritis traceability digunakan untuk menganalisis dan
mengidentifikasi titik kritis pada implementasi internal traceability dalam proses
produksi di perusahaan dengan menggunakan metode Failure Modes, Effects and
Criticality Analysis (FMECA). Tujuan dilakukannya penelitian ini adalah menggunakan metode FMECA untuk menganalisis dan mengidentifikasi titik
kritis pada implementasi internal traceability dalam proses produksi udang
breaded di PT Y.
Penelitian ini dilakukan melalui tiga tahapan, yaitu: pemahaman terhadap
proses produksi (serta proses traceability di perusahaan), pembuatan outline
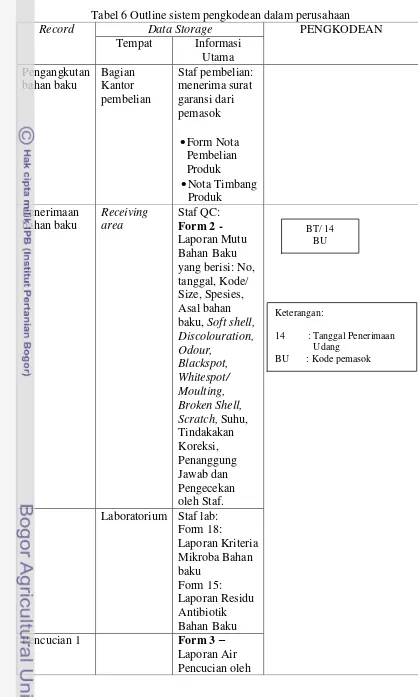
(skema) proses produksi dan analisis data. Tahapan penelitian pembuatan skema proses adalah mengumpulkan data yang berhubungan dengan tahapan proses selama proses produksi di perusahaan dan wawancara secara terstruktur. Pengumpulan data dan dokumen dilakukan untuk mengetahui pelaksanaan manajemen TC dalam perusahaan serta mencatat informasi penting pada tiap tahapan proses (meliputi pengecekan dan pengamatan keadaan di lapangan terhadap tahapan proses yang didokumentasikan, dan metode pelabelan yang digunakan). Analisis data dilakukan berdasarkan Sistem Pakar dengan menggunakan aplikasi tehnik FMECA. Analisis FMECA terdiri dari dua tahapan
analisis yaitu: Analisis ragam/ titik kegagalan dan analisis efek (Failure Modes
and Effects Analysis/ FMEA). Analis FMEA dibagi menjadi dua tahapan analisis
yaitu: Analisis titik-titik kegagalan traceability (failure mode analysis) dan
Analisis efek (efek lokal dan global). Sedangkan analisis kritikal (Criticality
Analysis/ CA) dilakukan melalui empat tahapan: Menentukan tingkat kepelikan (Severity/ S), Menentukan peluang terjadinya (Probability/ P), Menetukan nilai masing-masing titik kegagalan dengan menggunakan metode RPN dan
Menentukan posisi dalam matriks kritikal (criticality matrix).
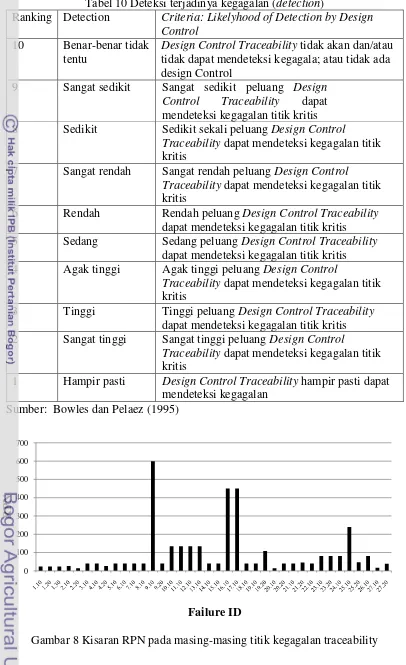
Hasil FMECA yang dilakukan pada manajemen sistem traceability
diperusahaan maka diperoleh bahwa PT Y memiliki 10 titik kegagalan yaitu pada
failure ID 1.10; 1.20; 1.30; 9.10; 16.10; 17.10; 19.10; 19.20; 25.10; 25.20. Penyebab-penyebab kegagalan adalah tidak ada pencatatan Surat perjanjian jual beli udang (1.10); tidak ada Nota pembelian produk (1.20); Tidak ada pencatatan Nota timbang produk saat di tambak/ tiba diperusahaan (1.30); Tidak ada tagging grup karyawan/ masing-masing karyawan(9.10; 16.10; 17.10); Tidak diberikannya label (19.10); Tidak diketahui berat akhir udang setelah proses breaded (19.20); Penomoran produk tersisa yang jumlahnya sedikit menjadi label dengan jumlah produk yang terbanyak dalam 1 MC (25.10); dan Misslabelling (25.20). Setelah
diketahui kemungkinan-kemungkinan titik kegagalan traceability dalam
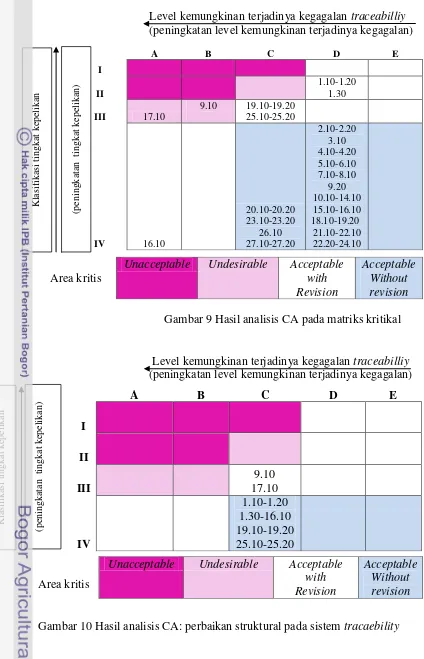
perusahaan maka peneliti mengajukan proposal perbaikan struktural manajemen
taceability dalam perusahaan. Proposal ini bertujuan menurunkan level/ area kritis
dari masing-masing failure ID tersebut sehingga mencapai keefektifan dan
Effects and Criticality Analysis ) PADA INDUSTRI
PENGOLAHAN UDANG DI PT Y
MOLLY HESAMESTYNA
Skripsi
sebagai salah satu syarat untuk memperoleh gelar Sarjana Perikanan pada
Departemen Teknologi Hasil Perairan
DEPARTEMEN TEKNOLOGI DAN HASIL PERAIRAN
FAKULTAS PERIKANAN DAN ILMU KELAUTAN
INSTITUT PERTANIAN BOGOR
BOGOR
Saya menyatakan bahwa skripsi dengan judul Identifikasi Titik Kritis Traceability Menggunakan Pendekatan Failure Modes Effects And Criticality
Analysis (FMECA) pada Industri Pengolahan Udang di PT Y adalah karya
saya dengan arahan dari komisi pembimbing dan belum diajukan dalam bentuk
apa pun ke perguruan tinggi mana pun. Sumber informasi yang dikutip dari karya
yang telah diterbitkan maupun yang tidak diterbitkan dari penulis lain telah
disebutkan dalam teks dan dicantumkan dalam Daftar Pustaka di bagian akhir
skripsi ini.
Bogor, Juli 2011
Nama : Molly Hesamestyna
NRP : C34061993
Menyetujui:
Pembimbing I
Dr. Ir. Bustami Ibrahim, M.Sc NIP. 19611101 198703 1 002
Pembimbing II
Dr. Ir. Agoes M. Jacoeb, Dipl.-Biol NIP. 19591127 1986010 1 005
Mengetahui
Ketua Departemen Teknologi Hasil Perairan
Dr. Ir. Ruddy Suwandi, MS, M.Phil NIP. 19580511 198503 1 002
Penulis dilahirkan di Jakarta pada tanggal 19 Februari 1990.
Penulis merupakan anak pertama dari empat bersaudara dari
pasangan Ir. Sanga P. Simanjuntak dan Dra. Herly Manurung.
Penulis menempuh pendidikan di TK Agape Doulos, Jakarta
pada tahun 1993-1994. Pada tahun yang sama, penulis melanjutkan pendidikan di
SD Katholik Nusa Melati, Jakarta Timur selama enam tahun pada tahun
1994-2000. Selanjutnya, penulis melanjutkan pendidikan di Sekolah Menengah Pertama
di SMPN 9 Jakarta pada tahun 2000-2003 serta melanjutkan pendidikan di SMA
Negeri 64 Jakarta pada tahun 2003-2006.
Pada tahun 2006, penulis melanjutkan pendidikan ke jenjang yang lebih
tinggi melalui jalur Undangan Seleksi Masuk IPB (USMI) pada program Strata 1
(S1) program studi Teknologi Hasil Perairan, Fakultas Perikanan dan Ilmu
Kelautan, Institut Pertanian Bogor. Selama di IPB, penulis aktif dalam unit
kegiatan mahasiswa Persekutuan Mahasiswa Kristen (PMK) IPB serta asisten
mata kuliah Avertebrata Air pada periode 2008/2009 dan periode 2009/2010.
Penulis menyusun tugas akhir dengan judul Identifikasi Titik Kritis
Traceability dengan Menggunakan Pendekatan FMECA (Failure Modes Effects and Criticality Analysis pada Industri Pengolahan Udang di PT Y di bawah bimbingan Bapak Dr. Ir. Bustami Ibrahim, M.Sc dan Bapak Dr. Ir. Agoes M.
Jacoeb, Dipl.-Biol. sebagai salah satu syarat untuk memperoleh gelar Sarjana
iv
Puji syukur penulis panjatkan kepada Tuhan YME atas segala berkat-Nya
sehingga skripsi ini berhasil diselesaikan. Pelaksanaan skripsi ini bertempat di PT
Y. Penelitian ini dilakukan sebagai salah satu syarat untuk memperoleh gelar
Sarjana Perikanan pada Departemen Teknologi Hasil Perairan, Fakultas Perikanan
dan Ilmu Kelautan, Institut Pertanian Bogor. Pada kesempatan ini penulis
mengucapkan terimakasih kepada:
1. Ibu Ir. Anna C. Erungan, MS (Alm) selaku dosen pembimbing sekaligus
dosen Pembimbing Akademik, yang telah memberikan bimbingan dan
pengarahan dalam penyusunan skripsi ini.
2. Bapak Dr. Ir. Bustami Ibrahim, M.Sc selaku dosen pembimbing, yang
telah memberikan bimbingan dan pengarahan dalam penyusunan skripsi
ini.
3. Bapak Dr. Ir. Agoes M. Jacoeb, Dipl.-Biol selaku dosen pembimbing
kedua dan Ketua Program Studi Departemen Teknologi Hasil Perairan,
yang telah memberikan bimbingan dan pengarahan dalam penyusunan
skripsi ini.
4. Bapak Ir. Dadi R.Sukarsa selaku dosen penguji yang telah memberikan
masukan dan pengarahan dalam skripsi ini.
5. Kedua orangtuaku tercinta serta seluruh keluargaku yang senantiasa
memberikan doa, semangat dan dukungan kepada penulis selama
menempuh pendidikan di Bogor.
6. Pimpinan PT Adijaya Guna Satwatama, Cirebon, Jawa Barat yang telah
memberikan kesempatan pada penulis untuk melaksanakan penelitian.
7. Ibu Yeni selaku pembimbing di lapangan, yang telah banyak membantu
dan memberikan informasi, bimbingan dan pengarahan saat di lapangan.
8. Bapak Budi dan Bapak Fuad Sulaiman, atas segala bimbingan kepada
penulis saat melaksanakan skripsi di lapangan.
9. Mba Rika, mba Ruri, mba Naoki atas bantuannya selama penulis berada
v
11.K‟eka dan teman-teman di Perwira 43, terimakasih atas bantuannya
selama ini.
12.Teman-teman KPS‟43 PMK, terimakasih atas kebersamaanya selalu.
13.Teman-teman seperjuanganku Holland, Cikui, Arin, Tika, Hilda, Septin
dan Idmar yang yang telah memberikan semangat dan dorongan kepada
penulis untuk segera menyelesaikan penelitian.
14.Uuk, K‟era, Cece, Anggi, Ratna, Ratih, Achi, serta semua teman-temanku
di THP‟43, 44, dan 45 yang telah memberikan semangat dan dorongan kepada penulis untuk segera menyelesaikan penelitian.
15.Semua pihak yang telah membantu penulis dalam menyelesaikan skripsi
ini yang tidak dapat penulis sebutkan nama satu persatu.
Penulis menyadari bahwa penulisan skripsi ini masih jauh dari sempurna.
Oleh karena itu, penulis mengharapkan kritik dan saran yang bersifat membangun
dari semua pihak demi perbaikan skripsi ini. Akhir kata, penulis berharap
penulisan skripsi ini dapat bermanfaat dan berguna bagi semua pihak yang
membutuhkannya. Terima kasih.
Bogor, Juli 2011
vi
DAFTAR TABEL ... ix
DAFTAR GAMBAR ...x
DAFTAR LAMPIRAN ... xi
1 PENDAHULUAN...1
1.1 Latar Belakang ... 1
1.2 Tujuan ... 2
2 TINJAUAN PUSTAKA ...3
2.1 Udang ... 3
2.1.1 Deskripsi dan klasifikasi udang ... 3
2.1.2 Komposisi kimia udang ... 5
2.2 Proses Kemunduran Mutu Udang ... 5
2.3 Mutu dan Keamanan Pangan ... 7
2.3.1 Mutu Pangan ... 7
2.3.2 Keamanan pangan ... 8
2.4 Traceability (Mampu Telusur) ... 10
2.5 Dokumentasi dan Perekaman ... 13
2.6 Metode FMECA ... 16
3 METODOLOGI ...19
3.1 Waktu dan Tempat Penelitian ... 19
3.2 Kerangka Pemikiran ... 19
3.3 Tata Laksana Penelitian ... 20
3.3.1 Pemahaman terhadap proses produksi ... 20
3.3.2 Pembuatan outline (skema) proses produksi... 20
3.3.3 Analisis data ... 20
3.4 Tehnik Pengumpulan Data ... 22
3.5 Pakar ... 23
4 PEMBAHASAN ...25
4.1 Keadaan Umum Perusahaan ... 25
4.1.1 Sejarah dan perkembangan perusahaan ... 25
4.1.2 Struktur organisasi perusahaan ... 26
vii
4.2.3 Pencucian 1 ... 32
4.2.4 Potong kepala ... 33
4.2.5 Pencucian II ... 34
4.2.6 Sortasi ukuran ... 34
4.2.7 Sortasi final ... 35
4.2.8 Pencucian III ... 35
4.2.9 Kupas (peeled) ... 35
4.2.10 Pembuangan usus ... 36
4.2.11 Pencucian dan penimbangan ... 36
4.2.12 Gores perut ... 37
4.2.18 Penyusunan tray ... 39
4.2.19 Penimbangan ... 39
4.2.20 Pemeriksaan akhir ... 39
4.2.21 Pembekuan ... 40
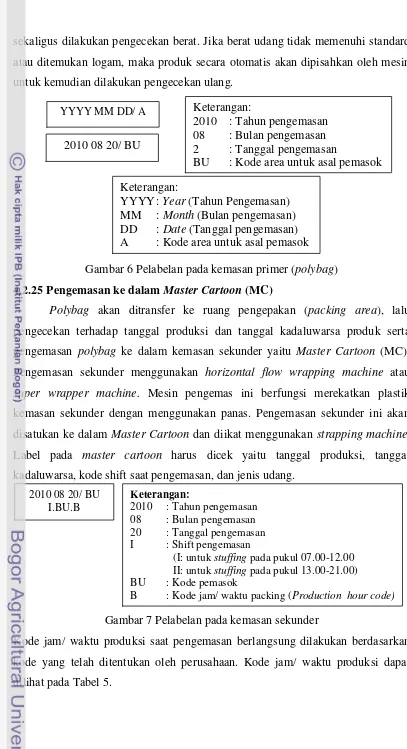
4.2.23 Pengemasan ke dalam polybag ... 40
4.2.24 Pendeteksian logam ... 40
4.2.25 Pengemasan ke dalam Master Cartoon (MC) ... 42
4.2.26 Penyimpanan dalam ruang pendinginan (Cold Storage/ CS) ... 42
4.2.27 Stuffing dan distribusi ... 42
4.3 Failure Modes, Effects and Criticality Analysis (FMECA) ... 48
4.4 Analisis FMEA ... 51
4.4.1 Pengangkutan bahan baku ... 53
4.4.2 Penerimaan bahan baku ... 53
4.4.3 Pencucian ... 54
4.4.10 Pembuangan usus ... 56
4.4.13 Stretching ... 57
4.4.14 Pencucian IV ... 58
4.4.15 Soaking ... 58
4.4.16 Pemberian pre-dust ... 58
4.4.17 Pemberian batter dan breadcrumb... 59
4.4.18 Penyusunan tray ... 59
viii
4.4.23 Pengemasan primer ... 60
4.4.24 Pendeteksian logam ... 61
4.4.25 Pengemasan sekunder ... 61
4.4.26 Penyimpanan dalam Cold Storage (CS) ... 61
4.4.27 Stuffing dan distribusi ... 62
4.5. Analisis CA ... 62
5 KESIMPULAN DAN SARAN ...76
5.1 Kesimpulan ... 76
5.2 Saran ... 76
ix
Tabel 1 Volume dan nilai ekspor udang Indonesia ...5
Tabel 2 Komposisi kimia daging udang mentah ...6
Tabel 3 Klasifikasi tingkat kepelikan dan peluang terjadinya berdasarkan MIL STD-1629A ... 23
Tabel 4 Daftar pemasok udang (Supplier) perusahaan ...33
Tabel 5 Kode jam/ waktu produksi ...42
Tabel 6 Outline dokumen perekaman perusahaan ...44
Tabel 7 Sortasi ukuran SF pada udang Black Tiger (Penaeus monodon) ...48
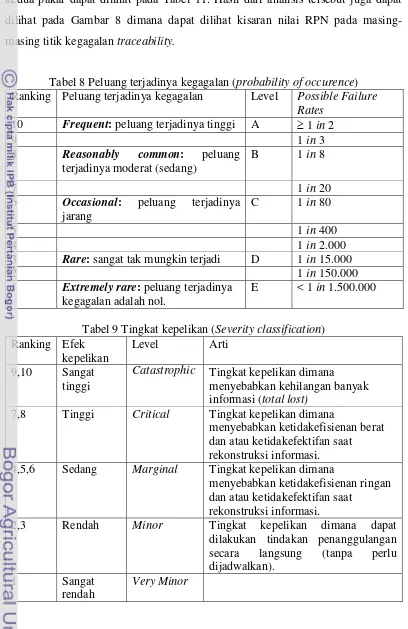
Tabel 8 Peluang terjadinya kegagalan (probability of occurence) ...64
Tabel 9 Tingkat kepelikan (severity classification) ...64
Tabel 10 Deteksi terjadinya kegagalan (detection) ...65
Tabel 11 Analisis FMECA dari kedua pakar ...67
x
Nomor Teks Halaman
Gambar 1 Identifikasi udang secara umum...3
Gambar 2 Matriks analisis kritikal... ...24
Gambar 3 Tagging pada proses penerimaan bahan baku... ...31
Gambar 4 Tagging pada tahap potong kepala... ...34
Gambar 5 Tagging pada tahap sortasi ukuran... ...35
Gambar 6 Pelabelan pada kemasan primer (polybag)... ...41
Gambar 7 Pelabelan pada kemasan sekunder... ...42
Gambar 8 Kisaran RPN pada masing-masing titik kegagalan traceability ...65
Gambar 9 Hasil analisis CA pada matriks kritikal... ...69
xi
Lampiran 1. Manajemen TC dalam proses produksi breaded ...82
Lampiran 2. Analisis Failure Mode and Effect Analysis (FMEA) ...83
Lampiran 3. Analisis FMECA oleh Pakar 1 (perusahaan) ...90
Lampiran 4. Analisis FMECA oleh Pakar 2 (akademik) ...93
1 PENDAHULUAN
1.1 Latar Belakang
Udang merupakan salah satu komoditas penting dalam perikanan Indonesia
(KKP 2010). Selain itu, udang memiliki kandungan lemak yang rendah dan
kandungan protein yang tinggi (Murty 1991). Negara tujuan utama ekspor produk
udang Indonesia adalah Jepang, United States, dan UE (Gillet 2008).
Ekspor udang Indonesia ke luar negeri mengalami kendala yang diakibatkan
masalah berkaitan dengan keamanan pangan. Keamanan pangan menjadi sangat
penting saat ini bagi masyarakat internasional mengingat pangan dapat menjadi
transmisi agen penyebab penyakit (bakteri, virus dan kuman lainnya) dari suatu
negara ke negara lain. Mereka mensyaratkan standar yang tinggi pada bahan
pangan yang diterima dan dikonsumsinya (Hariyadi 2007). Saat ini, masyarakat
Eropa mengembangkan Rapid Alert System for Food and Feed (RASFF) yaitu
sistem yang dikembangkan masyarakat Eropa untuk menyediakan informasi
secepat mungkin mengenai bahaya keamanan dan kesehatan pangan serta pakan.
Pada kasus tahun 2008, masih ditemukan 3 notifikasi pada produk udang beku
(frozen shrimps) yang berasal dari Indonesia (RASFF 2009).
Pada saat ditemukannya notifikasi ALERT pada suatu produk maka akan
dilakukan langkah penahanan, pelepasan, atau pengendalian sesegera mungkin.
Saat dilakukannya penarikan ulang terhadap produk, maka perusahaan
memerlukan traceability untuk dapat menelusuri bahan baku produk. Traceability
dibutuhkan oleh produsen/ perusahaan, sehingga jika suatu permasalahan
berkembang selama proses produksi maka produsen dapat menarik kembali hanya
batch yang terkena masalah dan bukan keseluruhan produk yang diproduksi bersamaan pada saat itu. Hal ini menjadi penting bagi produsen untuk membuat
surat izin agar dilakukan penghentian proses produksi pada bagian lot yang
bersangkutan sehingga mencegah produk yang berasal dari lot yang sama tersebut
selesai di produksi (Martinez et al. 2005).
Sistem Mampu Telusur (traceability) merupakan salah satu tahapan dalam
pelaksanaan persyaratan standar ISO 22000:2005. Acu silang antara HACCP dan
perekaman (record keeping). Pada saat terjadi penarikan produk dari pasar (recall
product) maka perusahaan membutuhkan suatu sistem keterlusuran produk yang mampu mengidentifikasi lot bahan baku mulai dari pemasok langsung, proses
produksi hingga distribusi produk. Sistem penelusuran produk (traceability
system) membutuhkan dokumen dan rekaman saat pelaksanaan HACCP perusahaan yang berkaitan dengan analisis bahaya (misalnya: rekaman
pemantauan CCP secara berkala) atau rekaman yang berkaitan dengan program
verifikasi (misalnya: rekaman jadwal kalibrasi, sertifikat hasil kalibrasi, jadwal
internal audit dan laporan internal audit) (Thaheer 2005).
Titik kritis traceability adalah tahapan proses produksi, yang tidak
dilakukan proses pelabelan dan dokumentasi saat pelaksanaan sistem traceability
dalam perusahaan. Identifikasi terhadap titik kritis traceability digunakan untuk
menganalisis dan mengidentifikasi titik kritis pada implementasi internal
traceability dalam proses produksi di perusahaan dengan menggunakan metode
Failure Modes, Effects and Criticality Analysis (FMECA). Hasil dari identifikasi titik kritis metode FMECA dapat digunakan sebagai acuan bagi perusahaan untuk
mengambil tindakan koreksi terhadap pelaksanaan internal traceability serta
membuat pelaksanaan traceability menjadi efektif dan efisien (Bertolini et al.
2006). Keefektifan sistem (misalnya, kemampuan dalam mengumpulkan
informasi penting) dan keefisienan sistem (misalnya seberapa cepat kemampuan
perusahaan untuk melakukan perbaikan/ recover dan penggunaan kembali
informasi yang dihasilkan) tersebut memberikan keuntungan kompetitif bagi
perusahaan sehingga dapat bersaing dengan kompetitor lainnya dalam memberi
jaminan keamanan produk, transparansi dan perlindungan terhadap kesehatan
konsumen (Bertolini et al. 2006; Schroder 2008).
1.2 Tujuan
Tujuan dilakukannya penelitian ini adalah menganalisis dan
mengidentifikasi titik kritis pada implementasi internal traceability dengan
2 TINJAUAN PUSTAKA
2.1 Udang
Udang merupakan salah satu produk perikanan yang istimewa, memiliki
aroma spesifik dan mempunyai nilai gizi tinggi (Purwaningsih 1995). Udang
merupakan salah satu ikan ekonomis penting dalam komoditas perikanan di
Indonesia (KKP 2010).
2.1.1. Deskripsi dan klasifikasi udang
Udang diklasifikasikan ke dalam filum Crustacea dan genus Penaeus.
Setiap udang kemudian dibagi-bagi kembali atas suku, marga dan jenis yang
berbeda-beda. Udang juga dibedakan menurut tempat hidupnya yaitu udang laut
dan udang darat (Purwaningsih 1995). Klasifikasi udang menurut Bailey-Brock
dan Shaun (1992):
Filum : Crustacea
Kelas : Malacostraca
Sub-kelas : Eucarida
Ordo : Decapoda
Sub-Ordo : Natantia
Famili : Penaeidae
Genus : Penaeus
Gambar 1 Morfologi udang secara umum
(Sumber : King 2007 dalam Gillett 2008)
Ordo Decapoda memiliki 3 pasang apendik pada thorax pertama, sepasang
5 pasang apendik yang berfungsi sebagai kaki jalan (pereipod), sehingga
dinamakan Decapoda bearati “10 kaki”. Abdomen udang terdiri dari 6 ruas dan
memiliki 5 pasang kaki yang berfungsi sebagai kaki renang (pleopods), sepasang
uropod yang berfungsi untuk mendayung udang saat berenang serta memiliki
telson (Bailey-Brock dan Shaun 1992).
Penyatuan bagian kepala dengan beberapa ruas thorax/ ruas abdomen pada
Crustacea dinamakan cephalothorax. Seluruh abdomen udang tertutup oleh
kerangka luar yang disebut eksoskeleton, yang terbuat dari bahan kitin. Kerangka
tersebut mengeras, kecuali pada sambungan-sambungan antara dua ruas tubuh
yang berdekatan sehingga memudahkan udang bergerak. Bagian kepala-dada
tertutup oleh sebuah kelopak yang dinamakan kelopak kepala atau cangkang
kepala (carapaceae). Pada bagian anterior cephalothorax terdapat cucuk kepala
(rostrum) yaitu berupa “gigi” yang meruncing dan pinggirnya bergerigi (Suyanto dan Ahmad 2004).
Udang merupakan hewan nokturnal yaitu sifat binatang yang aktif mencari
makan pada waktu malam. Pada waktu siang mereka lebih suka beristirahat, baik
membenamkan diri di dalam lumpur maupun menempel pada suatu benda yang
terbenam dalam air (Suyanto dan Ahmad 2004).
Udang merupakan salah satu ikan ekonomis penting dalam komoditas
perikanan di Indonesia (KKP 2010). Tiga pangsa pasar utama ekspor produk
udang Indonesia adalah Jepang, United States, dan UE (Gillet 2008). Data ekspor
perikanan Indonesia yang diperoleh dari Kementerian Kelautan dan Perikanan
menunjukkan bahwa terdapat 665.274 ton atau 4.628.729.000 dolar AS udang
dikirim ke berbagai negara di Uni Eropa, AS dan Jepang (KKP 2010).
Berdasarkan Tabel 1 dapat dilihat bahwa ekspor udang Indonesia mengalami naik
turun selama tahun 2005 hingga 2009. Data pada Tabel 1 menunjukkan bahwa
negara penghasil devisa terbesar bagi Indonesia adalah Amerika Serikat yaitu
2.080.839.000 US$. Data produksi udang di Indonesia dari tahun 2005 – 2009
Tabel 1 Volume dan nilai ekspor udang Indonesia
Tahun
Negara tujuan
Total Jepang Amerika Serikat Uni Eropa
Volume
Total 212.423 1.731.310 314.984 2.080.839 137.867 816.580
Sumber: KKP (2010)
2.1.2 Komposisi kimia udang
Meningkatnya permintaan udang tidak terlepas dari mutu udang yaitu
sebagai bahan pangan yang bergizi. Udang memiliki kandungan lemak yang
rendah dan kandungan protein yang tinggi (Murty 1991). Udang seperti crustrasea
pada umumnya mengandung asthaxantin, yaitu suatu jenis karotenoid yang
berwarna merah muda atau merah. Warna kebiruan pada udang segar dihasilkan
dari ikatan asthaxantin dengan protein. Jika terkena panas maka ikatan protein
dengan asthaxanthin akan terputus sehingga menghasilkan warna merah
kekuningan yang khas dari karotenoid bebas. Komposisi kimia daging udang
dapat dilihat pada Tabel 2.
2.2 Proses Kemunduran Mutu Udang
Syarat bahan baku udang segar yang digunakan untuk menghasilkan suatu
produk harus memenuhi SNI 01-2728.2-2006. Bahan baku udang segar adalah
semua jenis udang hasil perikanan yang baru ditangkap/ dipanen dan belum
mengalami penanganan dan pengolahan. Mutu bahan baku yang harus dipenuhi
adalah bahan baku harus bersih, bebas dari setiap bau yang menandakan
pembusukan, bebas dari tanda dekomposisi dan pemalsuan, bebas dari sifat-sifat
alamiah lain yang dapat menurunkan mutu serta tidak membahayakan kesehatan
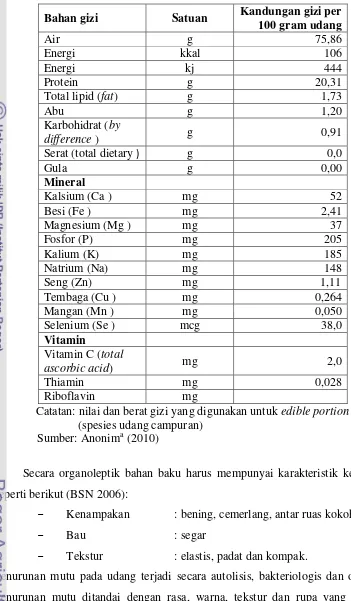
Tabel 2 Komposisi kimia daging udang mentah
Bahan gizi Satuan Kandungan gizi per
100 gram udang
Catatan: nilai dan berat gizi yang digunakan untuk edible portion
(spesies udang campuran)
Sumber: Anonima (2010)
Secara organoleptik bahan baku harus mempunyai karakteristik kesegaran
seperti berikut (BSN 2006):
- Kenampakan : bening, cemerlang, antar ruas kokoh
- Bau : segar
- Tekstur : elastis, padat dan kompak.
Penurunan mutu pada udang terjadi secara autolisis, bakteriologis dan oksidasi.
Penurunan mutu ditandai dengan rasa, warna, tekstur dan rupa yang berubah
(Purwaningsih 1995). Penurunan mutu secara autolisis adalah proses penurunan
tubuh udang. Enzim secara alami terdapat pada ikan hidup yaitu di dalam sistem
pencernaan dan dalam daging. Kegiatan enzim pada ikan hidup dapat diatur oleh
badan ikan dan kegiatannya menguntungkan bagi ikan. Saat ikan mati,
enzim-enzim tersebut masih tetap aktif dan enzim-enzim proteolitis yang semula menguraikan
bahan makanan yang masuk ke dalam perut ikan karena sudah tidak ada lagi
makanan yang masuk lalu enzim tersebut akan menguraikan jaringan disekitarnya.
Proses ini disebut autolisa, yaitu proses penguraian jaringan yang berjalan dengan
sendirinya setelah ikan itu mati (Moeljanto 1992). Proses ini ditandai dengan
perubahan rasa, warna, tekstur dan rupa ikan (Purwaningsih 1995).
Penurunanan mutu secara bakteriologis adalah proses penurunan mutu yang
disebabkan kegiatan bakteri yang berasal dari selaput lendir, permukaan tubuh,
insang, dan saluran pencernaan. Penurunan mutu ini mengakibatkan daging udang
terurai dan menimbulkan bau busuk (Purwaningsih 1995). Pencegahan atau usaha
untuk menghentikan penurunan mutu ikan secara bakteriologis adalah
pendinginan atau pembekuan ikan. Untuk mengurangi bakteri di dalam insang
dapat dilakukan dengan mencuci atau membuang insangnya, lalu mencucinya
dengan menggunakan air bersih. Pengurangan bakteri dari dalam rongga perut
dilakukan dengan membuang semua isi perut dan mencucinya bersih-bersih
(Moeljanto 1992).
Pencegahan terhadap terjadinya penurunan mutu secara oksidasi biasanya
terjadi pada udang yang kandungan lemaknya tinggi. Penurunan mutu ini terjadi
karena lemak udang dioksidasi oleh oksigen yang berada di udara sehingga
akhirnya menimbulkan bau dan rasa yang tengik (Purwaningsih 1995).
2.3 Mutu dan Keamanan Pangan 2.3.1 Mutu Pangan
Pemahaman perusahaan terhadap mutu sangat penting untuk memenuhi
persyaratan mutu yang diminta oleh konsumen. J.M. Juran mendefinisikan mutu
sebagai “fitness for use” (cocok atau layak untuk digunakan). Fitness for use juga memiliki arti yaitu suatu produk atau jasa harus dapat memenuhi kebutuhan dan
mendefinisikan mutu (quality) adalah derajat yang dicapai oleh karakteristik yang inheren dalam memenuhi persyaratan.
Undang-Undang Republik Indonesia No.7 tahun 1996, pengertian mutu
pangan berkaitan dengan keamanan pangan yaitu nilai yang ditentukan atas dasar
kriteria keamanan pangan, kandungan gizi dan standar perdagangan terhadap
bahan makanan dan minuman. Sedangkan pada literatur lain, mutu adalah sesuatu
yang diputuskan oleh pelanggan, dan bukan pula oleh pemasaran atau manajemen.
Mutu dapat didefinisikan sebagai keseluruhan gabungan karakteristik produk dan
jasa dari pemasaran, rekayasa, pembikinan dan pemeliharaan yang membuat
produk dan jasa yang digunakan memenuhi harapan-harapan pelanggan.
Pengukuran terhadap mutu dilakukan dengan menentukan dan mengevaluasi
hingga derajat atau tingkat suatu produk atau jasa mendekati keseluruhan
gabungan ini (Feigenbaum 1983).
Pada industri pangan, mutu ditentukan oleh berbagai karakteristik yang
terus berkembang mengikuti kebutuhan konsumen yang semakin luas
spektrumnya. Salah satu karakteristik mutu yang menjadi isu dalam nasional dan
internasional adalah karakteristik keamanan pangan (food safety). Semakin tinggi
pengetahuan dan kemampuan ekonomi suatu masyarakat, semakin tinggi pula
kecenderungan menuntut pangan yang lebih aman untuk dimakan (Muhandri dan
Darwin 2008). Terdapat beberapa jenis bahaya dalam bisnis pangan yang dapat
mempengaruhi secara negatif atau membahayakan konsumen, yaitu bahaya
biologis, kimia, dan bahaya fisik (Winarno dan Surono 2004). Karakteristik
keamanan ini dirasakan banyak menghambat ekspor produk pangan negara-negara
dunia ketiga ke negara maju, misalnya Amerika serikat, Eropa, dan Jepang karena
persyaratan yang diberlakukan secara ketat. Apabila produsen ingin mendapatkan
pasar ke negara-negara tersebut, maka karakteristik ini harus ditangani secara
intensif (Muhandri dan Darwin 2008).
2.3.2 Keamanan pangan
Mutu dan keamanan pangan ikan menjadi salah satu aspek penting saat
mengekspor produk perikanan Indonesia. Definisi keamanan pangan dalam
Undang-Undang Republik Indonesia No.7 tahun 1996 tentang Pangan hampir
mencegah pangan dari kemungkinan cemaran biologis, kimia, dan benda lain
yang dapat mengganggu, merugikan, dan membahayakan kesehatan manusia.
Pada literatur lain, yaitu Regulation (EC) No. 178/2002 (2002), definisi keamanan
pangan adalah semua kondisi dan upaya yang diperlukan selama proses produksi,
pengolahan, penyimpanan, dan distribusi kepada konsumen. Setiap tahapan
tersebut harus diperhatikan dengan baik mengingat setiap tahapan tersebut dapat
memiliki bahaya potensial terhadap keamanan pangan.
Keamanan pangan menjadi sangat penting juga karena pangan dapat
menjadi transmisi agen penyebab penyakit (bakteri, virus dan kuman lainnya) dari
suatu negara ke negara lain. Masyarakat internasional memperhatikan keamanan
pangan yang dikonsumsinya, sehingga mereka mensyaratkan standar yang tinggi
pada bahan pangan yang diterima dan dikonsumsinya. Bila masyarakat Indonesia
terutama para eksportir bahan pangan belum memahami pentingnya keamanan
pada pangan yang dijualnya, maka akan lebih banyak terjadi kasus penahanan dari
negara importir (Hariyadi 2007).
Keamanan pangan juga menjadi aspek penting bagi masyarakat Eropa.
Negara-negara Eropa memiliki ketentuan yang bersifat mandatory yang harus
dipenuhi oleh semua komoditi pangan dan pakan yang masuk ke kawasan Eropa
(RASFF 2009). Masyarakat Eropa mengembangkan Rapid Alert System for Food
and Feed (RASFF) yaitu sistem yang dikembangkan masyarakat Eropa untuk menyediakan informasi secepat mungkin mengenai bahaya keamanan dan
kesehatan pangan serta pakan. Sistem tersebut menyediakan peralatan efektif
sehingga dapat saling bertukar informasi dalam menjawab resiko serius pada
pangan atau pakan (Regulation (EC) No. 178/2002). Sistem tersebut menyediakan
lembaga yang berwenang dalam pertukaran informasi pada masing-masing negara
meliputi Komunitas Eropa (Europa Commision/ UE), EFTA (European Free
Trade Assocation), EFSA (European Food Safety Authority) serta negara lainnya yakni Austria, Belgia, Bulgaria, Cyprus, Republik Czech, Denmark, Estonia,
Finlandia, Perancis, Jerman, Yunani, Hungaria, Iceland, Ireland, Italy, Latvia,
Liechtenstein, Lithuania, Luxembourg, Malta, Netherlands dan Norway. Dasar
mandatory bagi semua komoditi pangan dan pakan yang masuk ke kawasan Eropa.
RASFF disepakati dengan menerapkan dua macam notifikasi yaitu
notifikasi ALERT dan notifikasi INFORMASI. Notifikasi ALERT adalah
notifikasi yang bertalian dengan produk yang ada di pasar kawasan Eropa, yang
beresiko serius bagi pengguna. Notifikasi INFORMASI adalah notifikasi yang
berhubungan pada produk yang beresiko bagi pengguna, namun diasumsikan
tidak beredar di pasar Eropa (misalnya tertahan di perbatasan, produk terlanjur
kadaluarsa, ada periode waktu lama antara penemuannya dengan notifikasi).
Notifikasi ALERT mengharuskan langkah penahanan, pelepasan, atau
pengendalian sesegera mungkin. Sedangkan notifikasi INFORMASI tidak
mengharuskan adanya langkah aksi secara cepat (RASFF 2009). Pada keseluruhan
kasus notifikasi pada tahun 2000 keatas untuk kategori produk: Crustacea dan
produk turunan Crustacea (Crustaceans and products thereof) terdapat 87
notifikasi. Pada tahun 2008, terdapat 3 notifikasi yang disebabkan oleh kondisi
higiene yang buruk serta bahaya kimia (kloramfenikol dan merkuri).
2.4 Traceability (Mampu Telusur)
Pengertian traceability berdasarkan Derrick dan Dillon (2004) adalah
kemampuan untuk menelusuri, mengikuti, dan mengidentifikasi unit/ batch
produk “dengan unik” pada keseluruhan tahapan produksi, proses, dan distribusi.
Menurut ISO 22005 (2007), sistem traceability merupakan alat yang berfungsi
membantu suatu organisasi beroperasi dalam suatu rantai pasok pangan atau
pakan untuk mencapai sasaran hasil yang didefinisikan dalam sistem manajemen.
Traceability adalah kemampuan untuk dapat mengikuti pergerakan pangan atau
pakan pada setiap tahapan produksi, pengolahan, dan distribusi. Pergerakan
pangan atau pakan tersebut juga termasuk asal bahan baku, riwayat selama
pengolahan atau distribusi serta pada keseluruhan bagian produksi dan rantai
proses produksi. Perusahaan harus melakukan perekaman terhadap pelaksanaan
traceability dan dokumen perekaman traceability tersebut harus tetap disimpan. Peraturan Uni Eropa No.178/ 2002 pada pasal 3 menyatakan bahwa
pangan, pakan, hewan yang menghasilkan pangan (food-producing animal), dan bahan tambahan yang akan dicampur ke dalam pangan/pakan pada keseluruhan
tahapan proses produksi, pengolahan dan distribusi. Keseluruhan tahapan tersebut
yaitu mulai pada saat produksi awal (dari kolam, tambak/ laut), proses produksi di
pabrik, penyimpanan, distribusi penjualan hingga saat mencapai konsumen akhir
(yaitu orang-orang yang tidak menggunkana pangan tersebut sebagai bagian dri
operasi/ aktivitas dalam bisnis pangan/pakan) (Regulation (EC) No. 178/2002).
CAC (2010) juga menyampaikan definisi traceability seperti pada UE No.178/
2002, yaitu kemampuan untuk mengikuti pergerakan pangan secara spesifik pada
masing-masing tahapan produksi, pengolahan dan distribusi. Moe (1998),
traceability merupakan salah satu subsistem penting dalam manajemen mutu.
Pengembangan sistem internal traceability digunakan perusahaan untuk
meningkatkan efisiensi pengumpulan data, kontrol sistem (plant control) dan
jaminan mutu produk.
Traceability menyediakan informasi sejarah produk yang menghubungkan
antara bagian hulu (upstream) pada rantai pasok perusahaan (seperti pada saat
proses pemesanan bahan baku) ke bagian hilir (downstream) (seperti proses
pengiriman sesuai dengan karakter masing-masing produk), sehingga informasi
tersebut dapat digunakan untuk tujuan pelaporan bagi kedua belah pihak ataupun
bagi pihak ketiga (Regattieri et al. 2007).
Kemampuan sistem traceability dalam menelusuri produk yaitu mencakup
tracable dan trackable. Trackable (tracing) yaitu kemampuan sistem dapat mengikuti jejak produk dalam rantai produksi pangan mulai dari pemasok hingga
mencapai konsumen/ke bagian hilir (downstream). Tracking menjadi salah satu
faktor kritis efisiensi penarikan produk dari pasaran. Tracing merupakan
kemampuan suatu sistem dalam mengidentifikasi asal dan karakteristik suatu
bahan baku (tracing back)/ ke bagian hulu (upstream) (Dupuy et al. 2005). Sistem
mampu telusur terdiri dari tiga komponen yaitu: 1) Mampu telusur terhadap
pemasok (supplier traceability) yaitu untuk menjamin bahwa asal bahan baku
(ingredient) dapat diidentifikasi dari rekaman (record) dan dokumentasi; 2)
Mampu telusur terhadap rantai proses (process traceability) yaitu untuk menjamin
diidentifikasi; 3) Mampu telusur terhadap pelanggan (customer traceability) yaitu untuk menjamin bahwa pelanggan dari semua produk yang disuplai dapat
diidentifikasi (Wiryanti 2009).
Moe (1998), sistem yang bagus dalam pengawasan kualitas dan
traceability dalam proses produksi dapat menghasilkan beberapa keuntungan kompetitif bagi perusahaan, yaitu:
a) Meningkatkan pengawasan terhadap proses, melalui petunjuk
sebab-akibat (cause-and-effect) sehingga dapat diketahui produk yang tidak
memenuhi standart perusahaan;
b) Menghubungkan secara langsung antara produk akhir dan data bahan
baku, sehingga secara spesifik dapat meningkatkan proses produksi dan
memberikan jaminan penggunaan bahan baku untuk menghasilkan
produk akhir;
c) Mencegah pencampuran bahan baku yang berkualitas baik dengan
bahan baku yang berkualitas rendah sehingga menghasilkan campuran
(mixed) produk yang tidak menguntungkan bagi perusahaan;
d) Proses audit mutu menjadi lebih mudah.
Traceability berarti menyediakan informasi lebih bagi produsen/ perusahaan dalam menjamin mutu dan kemanan produk, serta adanya transparansi sistem
perusahaan sehingga dapat membantu menemukan tahapan proses produksi yang
bermasalah pada rantai produksi pangan (supply chain) yang kompleks.
Traceability menjadikan pemerintah lokal setempat dapat mengidentifikasi produk yang memiliki bahaya bagi kesehatan konsumen serta penarikan produk
(jika diperlukan) (Schroder 2008).
Sistem perekaman (record keeping) yang merupakan salah satu dasar dari
sistem Mampu Telusur (Traceability) sebenarnya telah ada dalam konsep Hazard
Analysis Critical and Control Point (HACCP), yaitu pada prinsip keenam: penetapan sistem perekaman. Penerapan sistem HACCP ditekankan pada
pelaksanaan Pre-requisite Program (PRP), analisis resiko bahaya (baik
kontaminasi mikroorganisme patogen, objek fisik, kimiawi) dan pengendalian
titik kritis. Rekaman pada kegiatan pemantauan HACCP merupakan catatan dan
Critical Control Points (CCP) secara efektif sehingga produk tersebut aman dikonsumsi dan memenuhi batas keberterimaan (Thaheer 2005).
Penerapan ISO memadukan Standar Internasional yaitu prinsip-prinsip
sistem dan tahapan penerapan HACCP yang dikembangkan oleh Komisi bersama
antara FAO dan WHO dalam Codex Alimentarius Commission (CAC) dengan
sistem Mampu Telusur (Traceability). Pada saat terjadi penarikan produk dari
pasar (recall product) maka perusahaan membutuhkan suatu sistem keterlusuran
produk yang mampu mengidentifikasi lot bahan baku mulai dari pemasok
langsung, proses produksi hingga distribusi produk. Sistem penelusuran produk
(traceability system) ini membutuhkan dokumen dan rekaman saat pelaksanaan HACCP perusahaan yang berkaitan dengan analisis bahaya (misalnya: rekaman
pemantauan CCP secara berkala) atau rekaman yang berkaitan dengan program
verifikasi (misalnya: rekaman jadwal kalibrasi, sertifikat hasil kalibrasi, jadwal
internal audit dan laporan internal audit). Selain itu, rekaman identifikasi lot
ingredient bahan pengemas dan produk akhir dari hasil perekaman pelaksanaan
HACCP juga dapat digunakan untuk membantu saat terjadi recall product.
Rekaman produk harus dipelihara pada periode tertentu untuk asessmen sistem
sehingga memudahkan penanganan produk yang potensial tidak aman dan jika
terjadi kasus penarikan produk (Thaheer 2005).
2.5 Dokumentasi dan Perekaman
Unsur utama pelaksanaan sistem traceability adalah melakukan
dokumentasi dan perekaman. Dokumen merupakan data-data yang
terdokumentasi, misalnya pedoman mutu, Prosedur mutu, log book, spesifikasi,
instruksi kerja, dan formulir. Rekaman merupakan hasil dari sesuatu yang
didokumentasikan, misalnya formulir pemantauan/ pemeriksaan yang telah diisi
dan disahkan. Selain itu juga dibutuhkan penyimpanan rekaman. Penyimpanan
rekaman dilakukan setidaknya selama „self life‟ produk. Penyimpanan rekaman
dibutuhkan untuk memudahkan penelusuran produk jika terjadi penyimpangan
maupun memudahkan dalam menarik kembali (recall) produk di pasaran
Proses dokumentasi dilakukan dengan mencatat “penanda khusus” atau
berupa kode batch produk yang diproses pada tiap tahapan. Kode batch yang
tertempel pada produk akan berbeda-beda pada tiap tahapan proses produksi dan
tiap jenis produk (Derrick dan Dillon 2004). Kode batch dicantumkan pada
keseluruhan jenis barang (sehingga mirip seperti label pada seluruh
barang/produk) di dalam perusahaan sebagai informasi keseluruhan tahapan
dalam rantai pasok yaitu asal bahan baku, proses produksi, pengemasan dan
penyimpanan produk (Regattieri et al. 2007). Menurut Derrick dan Dillon (2004),
ada tiga jenis metode yang dapat digunakan dalam melakukan sistem pelabelan:
1). Metode pelabelan dengan menggunakan kertas (paper-based traceability)
Sistem ini paling banyak digunakan pada keseluruhan industri, yakni
pengkodean dengan menggunakan kertas. Langkah awal sebelum
menerapkan sistem ini adalah membuat “kode identifikasi batch” produk,
sehingga QA dapat langsung mencatat tiap kode yang tertempel pada produk
pada lembar dokumentasi tiap tahapan proses produksi (Derrick dan Dillon
2004).
Keuntungan penggunaan metode ini adalah murah dan sangat sederhana
sehingga lebih fleksibel digunakan pada tiap tahapan proses produksi
(Derrick dan Dillon 2004; Regattieri et al. 2007). Metode ini membutuhkan
ketelitian yang tinggi dari operator dalam penulisan kode dilakukan secara
manual (Regattieri et al. 2007). Proses recall akan menjadi lebih sulit dan
membutuhkan waktu yang lebih lama karena kemungkinan disintegritas data
sangat tinggi (Derrick dan Dillon 2004; Regattieri et al. 2007).
2). Metode pelabelan dengan menggunakan bar-code/scanner (bar-code/scanner
traceability)
Sistem ini menggunakan barcodes dan scanner untuk membaca serta
memasukkan kode-kode tersebut ke dalam komputer. Metode ini
menggunakan manajemen data sehingga tidak memakan waktu lama saat
memberi kode dan memiliki tingkat ketepatan yang lebih tinggi dibandingkan
dengan paper based system (Regattieri et al. 2007). Penggunaan barcodes,
dan Dillon 2004). Proses scanning pada sistem ini masih menggunakan campur tangan manusia sehingga masih memungkinkan terjadinya kesalahan
dan inefisiensi. Penyebab lain inefisiensi metode ini yaitu saat terjadinya
kontak fisik pada label dan menyebabkan label rusak (“optical damage”)
(Regattieri et al. 2007).
3). Metode pengkodean dengan menggunakan teknologi modern yaitu (
radio-frequency identification/ RFID)
Perkembangan selama beberapa dekade terakhir sudah diimplementasikan
sistem informasi teknologi (information technology/ IT). Inovasi teknologi
serta tehnik banyak dikembangkan dan digunakan untuk sektor perikanan,
misalnya dalam sistem pelaporan, manajemen perusahaan serta manajemen
mutu. Selain itu juga digunakan untuk mengatur dan mengumpulkan
informasi yang dibutuhkan (Derrick dan Dillon 2004).
Pusat dari penggunaan IT adalah penggunaan komputer di dalam
perusahaan. Komunikasi IT dengan menggunakan intranet perusahaan akan
memudahkan komunikasi informasi secara cepat. Penggunaan e-mail dan
Worl Wide Web juga akan mempermudah dan lebih mempercepat
pemindahan informasi antara suplier dan customer (Derrick dan Dillon 2004).
Sistem RFID menggunakan frekuensi gelombang radio tertentu untuk
membaca, dan atau memodifikasi data yang dimasukkan ke dalam elctronic
circuit atau microchip yang biasanya dibungkus dengan plastik yang tidak
mudah rusak sehingga membentuk “tag”. Sistem RFID terdiri dari tiga
komponen yaitu transceiver yang berfungsi mengirimkan energi (dalam
bentuk gelombang radio) melalui antena, kemudian bertemu dengan RFID
tag, sehingga memancarkan sinyal radio yang ada didalam tag dan pada
akhirnya diteruskan untuk menunjukkan informasi yang ada didalam tag.
Transceiver dapat disatukan dengan berbagai macam peralatan mulai dari
portal (doorways); hand held scanner misalnya yang digunakan dalam bar-code scanner; atau peralatan lainnya (Derrick dan Dillon 2004). Implementasi RFID di dalam perusahaan akan membutuhkan biaya yang
kebutuhan tenaga kerja, waktu pengaplikasian kode yang cepat serta efisien
(Regattieri et al. 2007).
2.6 Metode FMECA
Titik kritis traceability adalah tahapan proses produksi, yang tidak
dilakukan proses pelabelan dan dokumentasi saat pelaksanaan sistem traceability
di dalam perusahaan. Identifikasi terhadap titik kritis traceability digunakan untuk
menganalisis dan mengidentifikasi titik kritis pada implementasi internal
traceability dalam proses produksi di perusahaan dengan menggunakan metode
Failure Modes, Effects and Criticality Analysis (FMECA). Hasil dari identifikasi titik kritis metode FMECA dapat digunakan sebagai acuan perusahaan untuk
mengambil tindakan koreksi terhadap pelaksanaan internal traceability serta
membuat pelaksanaan traceability menjadi efektif dan efisien (Bertolini et al.
2006). Keefektifan sistem (misalnya, kemampuan dalam mengumpulkan
informasi penting) dan keefisienan sistem (misalnya seberapa cepat kemampuan
perusahaan untuk melakukan perbaikan/ recover dan penggunaan kembali
informasi yang dihasilkan) tersebut memberikan keuntungan kompetitif bagi
perusahaan sehingga dapat bersaing dengan kompetitor lainnya dalam memberi
jaminan keamanan produk, transparansi dan perlindungan terhadap kesehatan
konsumen (Bertolini et al. 2006; Schroder 2008).
FMECA yang bagus menolong seorang analis mengidentifikasi
kemungkinan titik kegagalan potensial, kegagalan yang umum yang terjadi serta
penyebab (dan efek-efek yang ditimbulkan) dengan cara memberi skala prioritas
pada titik-titik kegagalan yang berhasil diidentifikasi dan melakukan tindakan
koreksi. Seorang analis menggunakan FMECA adalah mencegah terjadinya
kemungkinan-kemungkinan kegagalan tersebut sebelum tiba di pelanggan/
konsumen (Kwai-Sang et al. 2009). Bertolini et al. (2006), analisis titik kegagalan
(failure mode) menyediakan informasi penting dalam:
- Subsistem dan barang (produk) akhir sistem dalam susunan hierarki
- Berbagai kegagalan („failure’) atau „malfunctioning’ yang umum terjadi,
serta daftar dan deskripsi seluruh titik kegagalan (failure mode) yang
dianalisis berpotensi terjadi selama proses;
- Peluang kejadian (probability), tingkat kepelikan (severity) dan sampai
sejauh mana masing-masing titik kegagalan tersebutdapat dideteksi;
- Analisis kritikal (Criticality Analysis/ CA), yang mengklasifikasikan
keseluruhan titik kegagalan tersebut berdasarkan kepentingannya.
Keuntungan penggunaan metode FMECA adalah metode ini merupakan
visibility tool yang dapat dengan mudah dimengerti dan digunakan (Braglia 2000). Metode FMECA merupakan metode yang mudah dioperasikan serta alat yang
efektif untuk mengidentifikasi dan menilai bagaimana potensi terjadinya
kegagalan dapat mempengaruhi kinerja proses atau produk. Analisis dengan
metode FMECA memiliki dua macam pendekatan utama yang dapat digunakan
untuk dapat melakukan FMECA yaitu hardware approach dan functional
apprach. Hardware appraoch umumnya digunakan ketika komponen-komponen mesin (senjata) dapat diidentifikasikan secara unik dengan menggunakan bagan
(alur proses), gambaran secara umum, dan desain data mesin lainnya. Hardware
approach juga disebut bottom-up approach digunakan untuk mengidentifikasi kegagalan pada setiap tahapan proses berdasarkan klasifikasi tingkat kepelikan
yang nantinya akan digunakan untuk menetapkan prioritas saat melakukan
tindakan koreksi. Functional approach umumnya digunakan ketika
komponen-komponen mesin (senjata) tidak dapat diidentifikasikan secara unik atau ketika
kompleksitas sistem membutuhkan analisis dari awal dan dilakukan mengarah ke
bawah (top-down approach). Functional approach digunakan untuk menganalisis
akibat-akibat yang ditimbulkan hanya pada sistem-sistem utama yang ada (US
Military Standard 1983). Metode FMECA dibedakan menjadi dua tahapan, yaitu:
(i) Analisis awal, dikenal sebagai FMEA (Failure Modes and Effect Analysis),
yaitu mengidentifikasi penyebab-penyebab terjadinya kegagalan (cause of
failures);
(ii) Tahap kedua, dikenal sebagai CA (Criticality Analysis), untuk menilai resiko
berdasarkan pada masing-masing titik kegagalan (failure mode) yang telah ditetapkan pada tahap sebelumnya.
Evaluasi terhadap titik kegagalan (failure mode) dapat dilakukan dengan
menggunakan 2 pendekatan yang berbeda yaitu Criticality Number (CN) atau
mengembangkan Risk Priority Number (RPN) (Bertolini et al. 2006; Braglia
2000). Metode FMECA dapat digunakan jika sejarah data dan data statistik tidak
tersedia di perusahaan. Pengaplikasian metode ini memerlukan perhatian khusus
ketika menggunakan pendapat seseorang sehingga perlu dicegah hasil yang
membahayakan dikarenakan subyektifitas hasil analisis (Carmignani 2009).
Metode FMECA menggunakan sistem Pakar. Pakar adalah orang yang ahli
dalam masalah dan siapa saja yang setuju dalam menjawab kuesioner (Marimin
2004). Penggunaan Pakar pada penelitian ini didasarkan pada penilaian orang
yang dianggap ahli tentang traceability. Penilai tersebut didukung oleh keahlian,
pengalaman, pengetahuan dan wawasan yang luas sehingga penilaian yang
diberikan tepat terhadap variabel keputusan yang dijadikan sebagai parameter
(Eriyatno dan Fadjar 2007).
Pada proses akuisisi pengetahuan maka penetapan sumber informasi atau
responden, yaitu pakar atau ahli terkait, didasarkan atas pertimbangan dan kriteria:
(1) keberadaan responden, keterjangkauan dan kesediaan untuk diwawancarai, (2)
reputasi, kedudukan , dan telah menunjukkan kredibilitasnya sebagai pakar, dan
(3) pengalaman pribadi yang menunjukkan bahwa orang tersebut mampu
memberikaan saran yang benar dan membantu memecahkan masalah. Seorang
pakar dalam menyelesaikan suatu persoalan mempunyai tiga karakteristik, yaitu:
efektif, efisien dan sadar akan keterbatasan. Metoda utama yang digunakan dalam
menyerap pengetahuan dari seorang ahli adalah melalui wawancara secara
3 METODOLOGI
3.1 Waktu dan Tempat Penelitian
Penelitian ini dilaksanakan di perusahaan pengolahan udang breaded di PT
Y pada bulan Agustus 2010 hingga September 2010.
3.2 Kerangka Pemikiran
Sistem traceability dalam rantai pasok pangan menjadi semakin
berkembang dan menjadi perhatian dalam industri pangan. Saat ini, produsen
pangan mengembangkan dan mengadopsi sistem internal traceability untuk
meningkatkan keamanan pangan, dimana traceability dapat menjadi subsistem
yang penting dalam manajemen kualitas pangan.
Tujuan dari penelitian ini adalah menghadirkan pendekatan metodologi
yang baru sehingga dapat melakukan analisis struktural yang sudah ada dalam
perusahaan dengan mengidentifikasi kemungkinan-kemungkinan kegagalan
traceability yang dapat terjadi dalam perusahaan dengan aplikasi Failure Modes, Effects and Criticality Analysis (FMECA). Identifikasi titik kritis traceability
dilakukan melalui pengamatan dan pengecekan terhadap: kode traceability
(Traceability Code/ TC) dan dokumen perekaman. Traceability Code (TC) digunakan sehingga dapat membedakan setiap tahapan proses produksi di dalam
perusahaan. Identifikasi titik kritis traceability digunakan untuk menganalisis dan
mengidentifikasi titik kritis pada implementasi internal traceability dalam proses
produksi di perusahaan. Hasil dari identifikasi titik kritis metode FMECA dapat
digunakan perusahaan sebagai acuan untuk mengambil tindakan koreksi terhadap
pelaksanaan internal traceability yang efektif dan efisien (Bertolini et al. 2006).
Keefektifan sistem (misalnya, kemampuan dalam mengumpulkan informasi
penting) dan keefisienan sistem (misalnya seberapa cepat kemampuan perusahaan
untuk melakukan perbaikan/ recover dan penggunaan kembali informasi yang
dihasilkan) tersebut memberikan keuntungan kompetitif bagi perusahaan sehingga
dapat bersaing dengan kompetitor lainnya dalam memberi jaminan keamanan
produk, transparansi dan perlindungan terhadap kesehatan konsumen (Bertolini et
3.3 Tata Laksana Penelitian
Tahapan penelitian dilakukan melalui tiga tahapan , yaitu:
3.3.1 Pemahaman terhadap proses produksi
Hal dasar yang harus dilakukan sebelum melakukan penelitian adalah
memahami proses produksi di perusahaan. Pada tahapan ini juga dilakukan
pemahaman terhadap proses traceability di perusahaan untuk mengetahui kegiatan
di ruang produksi serta meminta penjelasan tentang hal-hal yang kurang jelas
kepada pembimbing di lapangan dan pelaku proses produksi dalam hal ini adalah
operator mesin. Peneliti juga melakukan pengamatan dan pengecekan terhadap
kode traceability (Traceability Code/ TC), manajemen TC serta mengumpulkan
dokumen perekaman.
3.3.2 Pembuatan outline (skema) proses produksi
Tahap awal sebelum dibuatnya outline (skema) proses produksi adalah
mengumpulkan data yang berhubungan dengan tahapan proses selama proses
produksi di perusahaan dan wawancara secara terstruktur. Pengumpulan data
dilakukan untuk mengetahui pelaksanaan manajemen TC dalam perusahaan.
Pengumpulan data dan dokumen dilakukan untuk mencatat informasi penting
pada tiap tahapan proses (meliputi pengecekan dan pengamatan keadaan di
lapangan terhadap tahapan proses yang didokumentasikan) dan metode pelabelan
yang digunakan. Pengumpulan data selanjutnya akan digunakan untuk
menentukan penyebab-penyebab terjadinya kegagalan (causes of failures) (pada
masing-masing tahapan proses) untuk digunakan pada tahapan analisis FMEA
serta melakukan penilaian titik kritis dengan menggunakan acuan pada Tabel 3.
3.3.3 Analisis data
Analisis data dilakukan berdasarkan sistem Pakar dengan menggunakan
aplikasi tehnik FMECA. Analisis FMECA terdiri dari dua tahapan analisis yaitu:
1) Analisis ragam/ titik kegagalan dan analisis efek (Failure Modes and Effects
Analysis/ FMEA). Analis FMEA dibagi menjadi dua tahapan analisis yaitu:
a) Analisis titik-titik kegagalan traceability (failure mode analysis)
Pada tahapan ini dilakukan beberapa tahapan yaitu:
- Menentukan function ID
- Menentukan titik-titik kegagalan traceability (failure mode) dan
penyebab terjadinya kegagalan-kegagalan tersebut (causes offailures)
Penentuan failure mode dapat dilihat dari pengamatan secara langsung
atau dari dokumen mengenai berapa kali/ intensitas terjadinya pada
tahapan tersebut. Sedangkan penyebab terjadinya kegagalan
diidentifikasi pada masing-masing tahapan proses (Bertolini et al.
2006; Braglia 2000). Evaluasi failure mode pada penelitian ini
dilakukan dengan menggunakan Risk Probbality Number (RPN).
b) Analisis efek (effects analysis)
Analisis efek dibedakan menjadi dua macam yaitu:
- Analisis efek lokal (local effect)
Misalnya: salah satu penyebab terjadinya kegagalan (cause of failure)
pada tahapan penerimaan bahan baku adalah kesalahan manusia/
pekerja (human error) maka efek lokal (local effect) yang terjadi
adalah terjadinya kekeliruan atau kesalahan dalam pendokumentasian
(recording error).
- Analisis efek global (global effect)
Misalnya: kehilangan informasi yaitu informasi pada perusahaan
menjadi salah atau informasi produk menjadi kurang lengkap.
2) Analisis kritikal (Criticality Analysis/ CA)
Analisis kritikal dilakukan melalui empat tahapan:
a) Menentukan tingkat kepelikan (Severity/ S)
b) Menentukan peluang terjadinya (Probability/ P)
c) Menetukan nilai masing-masing titik kegagalan dengan menggunakan
metode RPN (Bertolini et al. 2006; Bowles 2004; Carmignani 2009;
Kwai-Sang et al. 2009).
RPN = S x O x D
d) Menentukan posisi dalam matriks kritikal (criticality matrix)
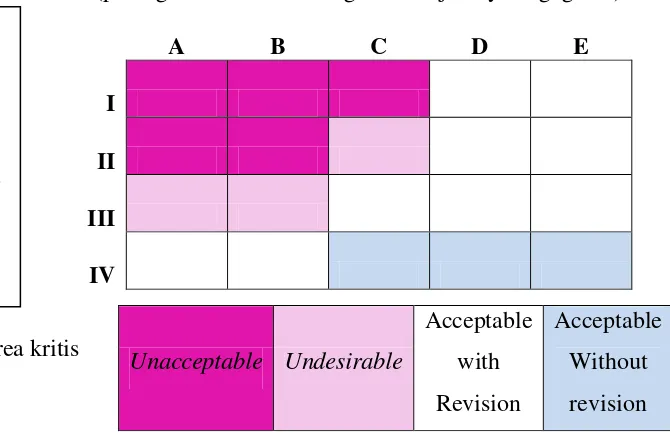
Analisis kegagalan secara kualitatif menggunakan matriks kritikal
(Criticality matrix) terhadap tingkat kepelikan (severity classification) dan
peluang terjadinya (probability of occurence level) menggunakan pakar.
criticality matrix, dimana setiap kolom dihubungkan untuk menunjukkan
tingkatan kepelikan (severity level) dan tiap baris menunjukkan peluang
terjadinya (occurence level). Semakin ke kiri kolom tersebut, maka
menujukkan bahwa peluang terjadinya titik-titik kegagalan tersebut
semakin tinggi (begitu sebaliknya) dan jika semakin ke atas baris tersebut,
maka menunjukkan bahwa tingkat kepelikan kegagalan tersebut adalah
semakin tinggi (begitu juga sebaliknya) (Bertolini et al. 2006; US Military
Standard, MIL-STD-1629A 1983). Matriks analisis kritikal dapat dilihat pada Gambar 2.
e) Menentukan tingkatan/ area kritis (Criticality level)
Tahapan ini dilakukan untuk menentukan permasalahan tersebut berada
pada salah satu tingkatan/ area kritis, yaitu:
- Unacceptable - Undesirable
- Acceptable with revision - Acceptable without revision
Menentukan tingkat kepelikan dan peluang terjadinya kegagalan dilakukan
berdasarkan pada MIL-STD-1629A yang dapat dilihat pada Tabel 3.
Hasil dari analisis menunjukkan perlu tidaknya tindakan koreksi dari
perusahaan. Jika hasil dari analisis FMECA didapat bahwa tahapan tersebut
berada pada area kritis (criticality level): unacceptable atau undesirable, maka
sebaiknya dilakukan tindakan koreksi sehingga pada akhirnya diperoleh bahwa
tahapan tersebut menjadi berada pada area kritis: acceptable with revision atau
acceptable without revision. Tindakan koreksi yang dilakukan dapat berupa :
- Adopsi prosedur baru untuk manajemen operasi atau
- Sejumlah perbaikan struktural skema proses sehingga adanya modifikasi
dari skema produksi yang sudah ada sebelumnya di perusahaan.
3.4 Tehnik Pengumpulan Data
Tehnik pengumpulan data pada penleitian ini dilakukan melalui dua
sumber yaitu data primer dan data sekunder. Data primer diperoleh dari unit
wawancara langsung kepada QC produksi dan staf-staf produksi. Data sekunder
diperoleh dari PT Y, Studi pustaka serta berbagai informasi dari berbagai pihak
yang berhubungan dengan kegiatan selama berlangsungnya pelaksanaan di PT Y.
3.5 Pakar
Pakar adalah orang yang ahli dalam masalah dan siapa saja yang setuju
dalam menjawab kuesioner (Marimin 2004). Pakar (misalkan: dari pihak
akademik, manajer produksi, keamanan produk dan manajer mutu) merupakan
sejumlah orang yang pendapatnya dapat digunakan untuk mengaplikasikan
metode FMECA berdasarkan sistem Pakar. Pada saat penelitian digunakan dua
pakar yaitu pakar dari pihak perusahaan dan pakar dari bidang akademik (dosen).
Pakar dari pihak perusahaan terdiri dari QC yang berhubungan langsung pada saat
proses produksi yaitu staf-staf QC dan staf-staf produksi. Eriyatno dan Fadjar
(2007), penentuan pakar dari pihak perusahaan berdasarkan pengalaman pribadi
pakar yang bekerja di dalam perusahaan sehingga dianggap mampu memberikaan
saran yang benar dan membantu memecahkan masalah. Braglia (2000), pakar juga
dapat ditentukan menurut pengalaman dari staf yang berkaitan dengan traceability
di perusahaan.
Tabel 3 Klasifikasi tingkat kepelikan dan peluang terjadinya berdasarkan MIL-STD-1629A
Catatstophic: tingkat kepelikan dimana menyebabkan kehilangan
banyak informasi (total lost)
Critical: tingkat kepelikan dimana menyebabkan ketidakefisienan berat dan atau ketidakefektifan saat rekonstruksi informasi.
Marginal: tingkat kepelikan dimana menyebabkan ketidakefisienan ringan dan atau ketidakefektifan saat rekonstruksi informasi.
Minor: tingkat kepelikan dimana dapat dilakukan tindakan penanggulangan secara langsung (tanpa perlu dijadwalkan).
Frequent: peluang terjadinya tinggi
Reasonably common: peluang terjadinya moderat (sedang)
Occasional: peluang terjadinya jarang
Rare: sangat tak mungkin terjadi
Extremely rare: peluang terjadinya kegagalan adalah nol.
Level kemungkinan terjadinya kegagalan traceabilliy
(peningkatan level kemungkinan terjadinya kegagalan)
Area kritis
Gambar 2 Matriks analisis kritikal
A B C D E
I
II
III
IV
Unacceptable Undesirable
Acceptable
with
Revision
Acceptable
Without
revision
Klasif
ik
asi
tin
g
k
at
k
ep
elik
an
Klasifik
asi tin
g
k
at
k
ep
elik
4 PEMBAHASAN
4.1 Keadaan Umum Perusahaan
Lokasi PT Y terletak di Jalan Mundu Pesisir No. 33, Desa Mundu Pesisir,
Kecamatan Mundu, Kabupaten Cirebon, Jawa Barat. Perusahaan ini memiliki
lokasi yang strategis karena berada di depan jalan raya dan tidak jauh dari kota
sehingga memudahkan akses transportasi. Perusahaan juga dilengkapi dengan
fasilitas air bersih dari Perusahaan Daerah Air Minum (PDAM) dan jaringan
listrik dari Perusahaan Listrik Negara (PLN). Perusahaan juga mendapatkan
kemudahan dalam mencari sumber daya manusia atau tenaga kerja dari wilayah
sekitar karena letaknya yang berada di sekitar pemukiman penduduk. Luas
bangunan yang dimiliki PT Y yaitu sebesar 2500 m2 yang terdiri atas 5 bangunan
yaitu bangunan utama, gudang produksi, tempat pengolahan limbah, bengkel dan
mess karyawan.
4.1.1 Sejarah dan perkembangan perusahaan
Salah satu anak cabang dari PT Japfa Comfeed Indonesia yang berpusat di
Jakarta adalah PT Y. Perusahaan ini didirikan dengan akta notaris Teddy Anwar,
SH No. 37 pada tanggal 4 Maret 1998 yang pada awalnya berkantor pusat di
Wisma IWI, Jalan Perjuangan Jalur Lambat, Kebon Jeruk, Jakarta Barat dan saat
ini telah pindah di Jalan MT. Haryono kav. 16, Wisma Millenia lt. 8 Jakarta
Selatan. Proses kegiatannya baru dimulai pada tanggal 26 Juli 1999.
Latar belakang didirikannya perusahaan yaitu dengan melihat potensi kota
Cirebon sebagai kota penghasil udang, selain itu perusahaan pengolahan
pembekuan udang yang belum terlalu banyak sehingga memungkinkan untuk
menjadikan peluang bisnis yang baik. Perusahaan ini bergerak di bidang
pengolahan udang beku, misalnya udang mentah beku (Frozen Shrimp), udang
masak beku (Frozen Cooked Shrimp) dan udang breaded beku (Frozen Breaded
Shrimp), akan tetapi sejak tahun 2007 kegiatan ekspor udang mentah beku dihentikan dan dialihkan dalam bentuk produk olahan udang masak beku dan
Perusahaan menyediakan kebutuhan ekspor maupun lokal. Saat ini negara
tujuan ekspornya meliputi Jepang sebanyak 60% dari total produksi, USA
sebanyak 20% dari total produksi dan negara-negara Uni Eropa sebanyak 20%
dari total produksi. Perusahaan ini merupakan satu-satunya perusahaan perikanan
di Cirebon yang bergerak di bidang pengolahan udang. Berdasarkan penilaian
kelayakan dasar yang dilakukan oleh Direktorat Jenderal Pengolahan dan
Pemasaran Hasil Perikanan, Departemen Kelautan dan Perikanan (KKP), saat ini
perusahaan tersebut telah memperoleh Sertifikat Kelayakan Pengolahan (SKP)
dengan nilai kelayakan dasar A. Sistem Hazard Analysis Critical Control Point
(HACCP) telah diterapkan di perusahaan, yaitu dalam melakukan proses produksi
telah berpedoman pada manual HACCP (HACCP-Plan) dan diverifikasi secara
internal maupun eksternal. Verifikasi internal dilakukan oleh tim HACCP
perusahaan, sedangkan verifikasi eksternal dilakukan oleh pemerintah, yaitu
Departemen Kelautan dan Perikanan. Saat ini PT Y dilengkapi dengan surat dan
sertifikat antara lain :
1. Surat Izin Usaha Perdagangan (SIUP) No. SIUP 0033/10-23/PB/VII/2009.
2. Surat Pernyataan Halal No. 025c/Per./LPPOM MUI/II/2009.
3. Sertifikat Halal No. 00030023510103.
4. Surat Kelayakan Pengolahan (SKP) No. SKP 277/PP/SKP/PB/V/8/07 untuk
jenis produk Frozen Shrimp.
5. Surat Kelayakan Pengolahan (SKP) No. SKP 276/PP/SKP/PB/IV/8/07untuk
jenis produk Frozen Breaded Shrimp.
6. Surat Kelayakan Pengolahan (SKP) No. SKP 91/PP/SKP/PB/V/6/08 untuk
jenis produk Frozen Cooked Shrimp.
7. Sertifikat Penghargaan Departemen Kelautan dan Perikanan atas penerapan
Program Manajemen Mutu Terpadu (PMMT) berdasarkan Konsepsi Hazard
Analysis Critical Control Point (HACCP) sebagai sistem jaminan mutu dalam pengolahan hasil perikanan.
4.1.2 Struktur organisasi perusahaan
Struktur organisasi yang dimiliki perusahaan ini disusun sebagai
pelimpahan wewenang, tugas dan tanggung jawab yang ada pada setiap tingkat