RANCANG BANGUN DAPUR KOWI PELEBUR
ALUMUNIUM BERBAHAN BAKAR MINYAK
PROYEK AKHIR
Diajukan untuk memenuhi persyaratan guna memperoleh gelar Ahli Madya (A.Md)
Program Studi DIII Teknik Mesin
Disusun oleh :
ANDITA NUGRAHANTO
I 8 1 0 6 0 0 2
PROGRAM DIPLOMA III MESIN PRODUKSI
FAKULTAS TEKNIK UNIVERSITAS SEBELAS MARET
SURAKARTA
commit to user
HALAMAN PERSETUJUAN
Proyek Akhir ini telah disetujui untuk dipertahankan di hadapan Tim penguji Proyek Akhir Program Studi Diploma III Teknik Mesin Produksi Fakultas Teknik Universitas Sebelas Maret Surakarta.
Surakarta, Juli 2010
Pembimbing I Pembimbing II
Eko Surojo ST, MT Wahyu Purwo ST, MT
HALAMAN PENGESAHAN
Proyek Akhir ini telah disetujui untuk dipertahankan dihadapan Tim penguji Proyek Akhir Program Studi D III Teknik Mesin Produksi Fakultas Teknik Universitas Sebelas Maret Surakarta dan diterima untuk memenuhi persyaratan mendapat gelar Ahli Madya.
Pada hari :
Tanggal :
commit to user
HALAMAN MOTTO
· Tuhan telah menentukan takdir setiap Manusia, dan manusia diciptakan
untuk berusaha, bukan pasrah terhadap takdir.
· Proses dalam mencapai sebuah tujuan adalah pelajaran yang berharga
dalam hidup kita.
· Dewasa dalam bersikap, jujur dalam bertindak adalah kunci menuju
keberhasilan yang hakiki.
· Kapal besar tidak diciptakan hanya untuk bersandar di pelabuhan saja, akan
tetapi untuk mengarungi luasnya samudra di dunia ini.
· Tujuan bukan utama, yang utama adalah prosesnya.
HALAMAN PERSEMBAHAN
Sebuah hasil karya kami demi menggapai masa depan yang lebih baik, yang
ingin kupersembahkan kepada :
· Ayah ,Ibu,serta adikku.
· Sahabat- sahabat Produksi ’06.
· Kelurga besar PMPA AJUSTA BRATA.
Terima kasih atas dukungan dan semangat yang telah kalian semua berikan
commit to user
ABSTRAK
Andita Nugrahanto, 2010, Rancang Bangun Dapur Pelebur Alumunium
Berbahan Bakar Minyak Diploma III Teknik Mesin Produksi, Fakultas Teknik, Universitas Sebelas Maret Surakarta.
Dapur pelebur alumunium berbahan bakar minyak merupakan sarana yang sangat penting dalam praktikum pengecoran logam. Oleh karena itu dibuat dapur pelebur alumunium yang lebih mudah dalam pengoperasiannya dan efisien dalam penggunaan bahan bakarnya.
Dapur peleburan ini dibuat dari tatanan bata tahan api yang dilekatkan dengan campuran semen dan pasir tahan api. Seluruh bahan tersebut dicampur dan diaduk dengan menggunakan tetes tebu dan air secukupnya. Dapur lebur mempunyai tinggi 62 cm, diameter luar 57 cm dan, diameter dalam 31 cm.
Prinsip kerja dapur peleburan ini yaitu dengan mengalirkan bahan bakar yang terdapat dalam drum ke blower api. Blower ini digerakkan oleh tenaga listrik. Kemudian bahan bakar arang dikabutkan blower dibakar di dalam tungku.
Peleburan 4 kg alumunium menggunakan bahan bakar solar diperlukan 5,8 liter (memerlukan biaya bahan bakar Rp. 26.100,00) dengan waktu peleburan 50-55 menit. Sedangkan dengan menggunakan oli bekas diperlukan 6 liter (biaya Rp. 18.000,00), dan memerlukan waktu peleburan 60-65 menit.
Pembuatan dapur lebur ini menghabiskan total biaya Rp. 1.576.600,00.
KATA PENGANTAR
Puji syukur kehadirat Allah SWT yang telah memberikan limpahan rahmat, karunia, dan hidayah –Nya, sehingga laporan Proyek Akhir dengan Judul,
Rancang Bangun Dapur Pelebur Alumunium Berbahan Bakar Minyak
ini dapat terselesaikan dengan baik. Laporan Proyek Akhir ini disusun untuk memenuhi mata kuliah proyek Akhir dan merupakan syarat kelulusan bagi mahasiswa DIII Teknik Mesin Produksi Universitas Sebelas Maret Surakarta dalam memperoleh gelar Ahli Madya (A. Md).
Dalam penulisan laporan ini penulis menyampaikan banyak terima kasih atas bantuan semua pihak, sehingga laporan ini dapat disusun. Dengan ini penulis menyampaikan terima kasih kepada :
1. Bapak Zainal Arifin, ST., MT. Ketua Program D-III Teknik Mesin Fakultas Teknik Universitas Sebelas Maret Surakarta.
2. Bapak Eko Surojo, ST., MT. selaku pembimbing Proyek Akhir I. 3. Bapak Wahyu Purwo, ST., MT. selaku pembimbing Proyek Akhir II. 4. Bapak Jaka Sulistya Budi, ST, selaku koordinator Tugas Akhir.
5. Laboran Laboratorium Proses Produksi dan Pengecoran Fakultas Teknik Universitas Sebelas Maret Surakarta.
6. Bapak dan Ibu di rumah atas segala bentuk dukungan dan doanya. 7. Rekan-rekan D III Produksi dan Otomotif angkatan 06’.
8. Saudara-saudaraku di PMPA AJUSTA BRATA. 9. Bengkel Pengecoran Logam Bapak Mariman. 10.Bengkel Las dan Bubut Sinar Santosa Colomadu.
11.Berbagai pihak yang tidak dapat disebutkan satu-persatu.
commit to user
Semoga laporan ini dapat bermanfaat bagi penulis pada khususnya dan bagi pembaca pada umumnya, Amin.
Surakarta, Juli 2010
DAFTAR ISI
1.5.Manfaat Proyek Akhir………... 3
1.6.Metode pemecahan Masalah………. 3
BAB II DASAR TEORI………... 5
2.1. Macam-macam Dapur Tinggi……….. 5
2.1.1. Dapur Tinggi……….. 5
2.1.2. Dapur Lebur Listrik……… 6
2.1.3. Dapur Kupola………. 6
2.1.4. Dapur Induksi………. 7
2.1.5. Dapur Kowi……….... 8
2.2 Bahan Yang Dipakai Untuk Pembuatan Dapur Lebur……….. 8
2.2.1. Batu Tahan Api……….. 8
commit to user
2.4.1. Sifat Alumunium.……… 12
2.4.2. Kegunaan Alumunium……… 13
2.5. Statika……….. 13
2.6.1. Klasifikasi Cara Pengelasan……… 16
2.6.2. Jenis Sambungan Las……….. 17
2.7. Alat yang digunakan………. 18
BAB III PRINSIP KERJA DAN ANALISA PERHITUNGAN……… 21
3.1. Konstruksi dan Prinsip Kerja Dapur Lebur……… 21
3.2. Kekuatan Konstruksi Rangka………. 22
3.2.1. Analisa Batang B-C.………... 23
3.2.2. Analisa Batang A-B…..……….. 25
3.2.3. Analisa Batang C-D.………... 26
3.2.4. Perhitungan Kekuatan Plat………. 28
3.3. Perhitungan Pengeboran……..………. 29
3.3.1. Perhitungan Putaran dan Waktu Pengeboran……….. 29
3.3.2. Perhitungan Total Waktu Pengeboran……….. 30
BAB IV PROSES PRODUKSI……...………... 31
4.1.Proses Pembuatan…………..………. 31
4.1.2. Proses Manual………….………. 34
4.1.3. Pengecatan………..………. 35
4.2.Proses Peleburan Alumunium………. 36
4.2.1. Bahan Baku……….. 36
4.2.2. Proses Peleburan……….………. 36
4.3.Perawatan Dapur Lebur………. 39
4.3.1. Perawatan Sebelum Digunakan………... 39
4.3.2. Perawatan Setelah Digunakan………. 39
4.4.Manual Pengoperasian Dapur Lebur………. 39
4.5.Perhitungan Biaya Pembuatan……….. 41
4.5.1. Perhitungan Biaya Pembelian bahan..………. 41
4.5.2. Perhitungan Biaya Permesinan……… 42
4.5.3. Perhitungan Total Biaya……….. 42
BAB V PENUTUP………. 43
5.1. Kesimpulan……… 43
5.2. Saran………. 43
commit to user
DAFTAR GAMBAR
Gambar 2.1. Dapur tinggi (blas furnace) Gambar 2.2. Dapur lebur listrik
Gambar 2.3. Dapur kupola (Amstead, 1993) Gambar 2.4. Dapur induksi (Amstead, 1993) Gambar 2.5. Dapur kowi (Amstead, 1993)
Gambar 2.6. Penampang blower hisap satu tingkat (Austin H, 1993) Gambar 2.7. Sudu-sudu impeller (Austin H, 1993)
Gambar 2.8. Sudu diafragma bertingkat (Austin H, 1993) Gambar 2.9. Perletakan sendi
Gambar 2.10. Perletakan rol Gambar 2.11. Perletakan jepit
Gambar 2.12. Bentuk penampang siku L Gambar 2.13. Jenis-jenis kampuh las Gambar 3.1. Konstruksi dapur lebur Gambar 3.2. FBD ( Free Body Diagram ) Gambar 3.3. Sketsa pembebanan batang B-C Gambar 3.4. Potongan kanan batang B-C Gambar 3.5. Sketsa pembebanan batang A-B Gambar 3.6. Potongan kiri batang A-B Gambar 3.7. Sketsa pembebanan batang C-D Gambar 3.8. Potongan kanan batang C-D
Gambar 3.9. BMD ( Bending Moment Diagram ) Gambar 4.1. Titik yang dibor
Gambar 4.3. Proses penggergajian Gambar 4.4. Besi siku setelah dilas Gambar 4.5. Besi siku setelah dilas
Gambar 4.6. Dinding tungku yang dilapisi adonan Gambar 4.7. Susunan bata tahan api
Gambar 4.8. Mengisi celah susunan bata dengan adonan Gambar 4.9. Nyala api dalam tungku
commit to user
DAFTAR TABEL
Tabel 4.1. Data hasil percobaan
NOTASI
Si = Silica O2 = Oksigen Mn = magnesium S = Sulfur P = Phospor HCl = Asam Klorida Fe = Besi
Dk = Diameter Kowi Al = Aluminium σ = Tegangan Tarik M = Momen Lentur Cx = Pusat Titik Berat Ix = Momen Inersia F = Gaya Tarik τ = Tegangan Geser
DIN = Deutche Industry Normen Dd = Diameter Dalam
commit to user 1
BAB I
PENDAHULUAN
1.1. Latar Belakang
Di dalam kurikulum Program Studi S1 dan D3 Jurusan Teknik Mesin Fakultas Teknik Universitas Sebelas Maret Surakarta terdapat mata kuliah Teknik Pengecoran. Kurikulum tersebut memberikan pengetahuan tentang dasar-dasar Teknik Pengecoran Logam yang dintaranya mempelajari tentang jenis-jenis pengecoran logam dan dapur peleburan logam. Pada mata kuliah ini dilakukan praktikum pengecoran cetakan pasir di laboratorium Pengecoran Jurusan Teknik Mesin. Bahan baku yang digunakan untuk praktikum adalah alumunium.
Laboratorium Pengecoran Jurusan Teknik Mesin memiliki sebuah dapur peleburan logam. Dapur peleburan logam alumunium tersebut menggunakan arang kayu sebagai bahan bakarnya. Di dalam tungku peleburan tersebut terdapat sebuah kowi yang berfungsi untuk menampung logam yang akan dilebur. Tungku dalam dapur peleburan ini terbuat dari batu bata api dan semen api. Pada prinsipnya arang kayu yang telah menyala dan jika diberi tiupan udara maka arang tersebut akan menjadi bara api. Bara dari arang kayu tersebut memanaskan kowi yang telah diisi dengan alumunium. Selanjutnya panas kowi akan mencairkan alumunium.
Proses peleburan alumunium dengan menggunakan bahan bakar arang kayu ini membutuhkan waktu yang cukup lama yaitu selama 2 jam. Satu kali shift praktikum kurang lebih meleburkan 10 kg alumunium dan membutuhkan kurang lebih 1,5 karung arang kayu (atau sekitar 30 kg arang kayu). Satu karung arang kayu harganya Rp 40.000, sehingga biaya untuk pembelian arang kayu selama satu kali shift praktikum adalah Rp. 60.000. Kondisi ini dimungkinkan untuk dilakukan
2
Untuk mencari alternatif pengganti tungku laboratorium pengecoran tersebut maka dilakukan sebuah survei lapangan terhadap beberapa home industry pengecoran. Dari beberapa home industry yang telah di survei, rata-rata industri pengecoran logam menggunakan dapur peleburan krus. Prinsip kerja dapur krus pun hampir sama dengan dapur peleburan dengan menggunakan bahan arang kayu. Jenis bahan bakar yang digunakan dalam dapur peleburan krus ini adalan bahan bakar minyak. Prinsip kerja dapur peleburan ini yaitu dengan mengalirkan bahan bakar yang terdapat dalam drum ke blower api. Kemudian pipa venturi yang terdapat didalam blower berputar sehingga bahan bakar akan menjadi percikan-percikan (kabut). Percikan-percikan bahan bakar (kabut) itu yang kemudian dibakar kedalam tungku peleburan. Nyala api didalam tungku peleburan tersebut selanjutnya memanaskan kowi dan mencairkan alumunium yang ada di dalamnya.
1.2. Perumusan Masalah
Perumusan masalah dalam proyek akhir ini adalah bagaimana merancang, membuat, dan menguji dapur peleburan logam ringan dengan menggunakan dapur peleburan krus. Masalah yang akan diteliti meliputi :
1. Biaya yang dikeluarkan untuk satu kali shift praktikum pengecoran.
2. Waktu yang dibutuhkan untuk meleburkan alumunium dalam satu shift praktikum Teknik Pengecoran logam.
3. Prinsip kerja dapur peleburan. 4. Analisa perhitungan.
5. Pembuatan dapur peleburan.
1.3. Batasan Masalah
commit to user
3
2. Bahan bakar yang digunakan adalah bahan bakar minyak (meliputi solar dan oli bekas untuk perbandingan efektivitas dan efiensi dalam peleburan).
1.4. Tujuan Proyek Akhir
Tujuan proyek akhir ini adalah mahasiswa dapat :
1. Merancang dan membuat dapur kowi pelebur alumunium berbahan bakar minyak.
2. Menguji dapur peleburan agar lebih efisien dan efektif dari dapur yang telah ada sebelumnya supaya waktu dan biaya yang digunakan setiap kali praktikum Teknik Pengecoran Logam lebih hemat.
2.1. Manfaat Proyek Akhir
Proyek akhhir ini mempunyai manfaat sebagai berikut : 1. Secara Teoritis
Mahasiswa dapat memperoleh pengetahuan tentang perencanaan, pembuatan, dan pengujian dapur peleburan logam ringan.
2. Secara Praktis
Mahasiswa dapat menerapkan ilmu yang diproleh selama kuliah khususnya dalam bidang mata kuliah kerja bangku dan plat, permesinan, meknika teknik, konversi energi, ilmu logam dasar, pengecoran logam, serta mengetahui karakteristik setiap komponen yang digunakan beserta cara kerjanya.
2.2. Metode Pemecahan Masalah
Dalam penyusunan laporan ini penulis menggunakan beberapa metode untuk merancang dapur peleburan logam ringan, antara lain :
1. Studi pustaka
4
2. Studi Lapangan
commit to user 5
BAB II
DASAR TEORI
2.1. Macam-macam Dapur Lebur
2.1.1. Dapur Tinggi
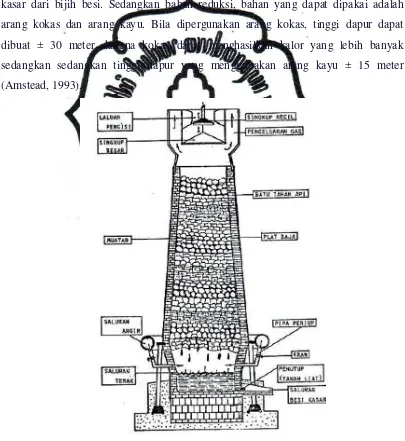
Adalah dapur tinggi yang terbentuk majemuk yang dipakai utuk membuat besi
kasar dari bijih besi. Sedangkan bahan reduksi, bahan yang dapat dipakai adalah
arang kokas dan arang kayu. Bila dipergunakan arang kokas, tinggi dapur dapat
dibuat ± 30 meter, karena kokas dapat menghasilkan kalor yang lebih banyak
sedangkan sedangkan tinggi dapur yang menggunakan arang kayu ± 15 meter
(Amstead, 1993).
6
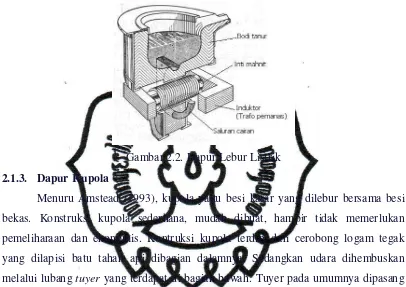
2.1.2. Dapur Lebur Listrik
Dapur ini dipergunakan untuk melebur berbagai macam logam. Ada dapur
yang dibuat sebagai dapur busur api (dengan menggunakan busur api antara
elektroda-elektroda) atau sebagai dapur induksi frekuensi tinggi.
Gambar 2.2. Dapur Lebur Listrik
2.1.3. Dapur Kupola
Menuru Amstead (1993), kupola yaitu besi kasar yang dilebur bersama besi
bekas. Konstruksi kupola sederhana, mudah dibuat, hampir tidak memerlukan
pemeliharaan dan ekonomis. Kontruksi kupola terdiri dari cerobong logam tegak
yang dilapisi batu tahan api dibagian dalamnya. Sedangkan udara dihembuskan
melalui lubang tuyer yang terdapat di bagian bawah. Tuyer pada umumnya dipasang
dibawah dapur, diatas pengumpulan besi dan terak cair. Fungsi tuyer adalah
meratakan sirkulasi udara agar pembakaran merata dan sempurna. Jumlah tuyer
tergantung dengan kapsitas dan diameter kupola. Tekanan udara didalam kupola
tergantung pada ukuran kupola, kepdatan muatan bahan, jenis yang dilebur dengan
suhu. Kupola merupakan tanur yang sederhana dan murah dalam pembuatannya,
mudah dalam pemeliharaanya dan dapat melebur berbagai macam besi bekas. Hanya
perlu mengingat bahwa pengendali komposisi disini lebih sulit karena besi kasar dan
commit to user
7
Gambar 2.3. Dapur kupola (Amstead, 1993).
2.1.4. Dapur Induksi
Dapur berdasarkan atas arus induksi yang timbul dalam muatan yang
menimbulkan panas dan mencairkan logam.arus berasaldari sumber arus frekuensi
tinggi ± 1000 Hz. Kowi diisi dengan logam, dalam logam itu timbul arus induksi
sekunder. Dapur induksi mulai dari kapasitas rendah (kurang dari 3,6 kg), relatif
murah dan tidak bising serta hemat energi. Dalam dapur induksi suhu dapat
dikendalikan sehingga tidak terjadi pemanasan yang berlebihan, dan paduan dapat
dilebur kembali tanpa kehilangan unsur-unsur paduannya. Oleh karena itu dapur
induksi banyak dipergunakan dalam laboratorium dan pengecoran (Amstead, 1993).
8
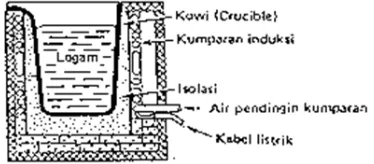
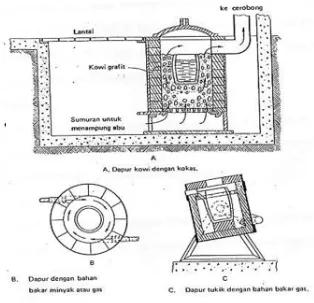
2.1.5. Dapur Kowi
Menurut Amstead (1986), dapur kowi adalah dapur tertua yang digunakan
untuk melebur baja, kowi terbuat dari campuran granit dan tanah liat. Kowi mudah
pecah dalam keadaan biasa tetapi mempunyai kekuatan yang cukup kuat dalam
keadaan panas. Kowi dapat dipanaskan dengan kokas, minyak tanah atau gas alam.
Kapasitas kowi bervariasi antara ± 50 kg.
Gambar 2.5. Dapur Kowi (Amstead, 1993).
2.2. Bahan Yang Dipakai Untuk Pembuatan Dapur Lebur
Bahan yang dipakai untuk pembuatan dapur lebur adalah sebagai berikut:
a. Batu Tahan Api
Batu buatan yang tahan api pada temperatur tinggi, batu tersebut tahan sapai suhu
1350º C - 1790º C. Bata ini biasa dinamakan batu silika karena mengandung 98%
SiO2 dan 2% kapur atau tanah liat. Bata ini biasa digunakan untuk membuat dapur
commit to user
9
b. Pasir tahan Api
Suatu pasir yang tahan dalam temperatur tinggi, pasir tahan pai ini tahan terhadap
suhu sampai 1350º C - 1790º C. Pasir ini biasanya diguanakan sebagai campuran
dalam pembuatan dapur lebur logam.
c. Semen tahan Api
Semen yang digunakan sebagai bahan pengisi dan pengikat untuk batu tahan api.
Semen tahan api ini banyak dipakai pada dapur tinggi atau dapur peleburan logam.
d. Tetes Tebu
Limbah cair dari pengolahan tebu menjadi gula yang mempunyai fungsi sebagai
bahan pengikat dan perekat dari semen tahan api.
2.3. Pemanas
2.3.1. Kompor
a. Pipa Spiral
Suatu pipa yang panjang dan ujungnya berbentuk spiral terbuat dari baja
berdiameter 2 inchi yang digunakan untuk menyalurkan minyak. Karena terbuat dari
spiral maka akan didapatkan tekanan yang stabil.
b. Selang Tembaga
Suatu macam selang yang terbuat dari tembaga yang tahan terhadap suhu tinggi
serta mempunyai fungsi untuk mengalirkan minyak dan udara dari tangki minyak.
c. Tabung Bahan Bakar
Tabung yang terbuat dari baja yang mempunyai fungsi untuk menyimpan bahan
bakar dalam tabung minyak terdapat dua katup untuk mengatur tekanan yaitu, lubang
pengisi minyak, dan dop untuk menambah tekanan udara dan barometer untuk
mengukur tekanan udara.
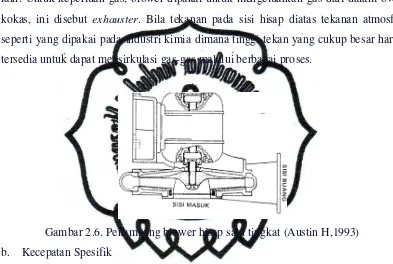
2.3.2. Blower
a. Definisi
Menurut definisi yang diperoleh dari buku The Compressed Air Institute, adalah
10
akhir yang tidak melebihi 35 psig. Blower tidak didinginkan oleh air karena
penambahan biaya yang dibutuhkan untuk sistem pendingin tidaklah menguntungkan
bila ditinjau dari keuntungan yang diperoleh, yang begitu kecil untuk tekanan kerja
blower.
Bila dipakai untuk kepentingan yang khusus, blower kadang-kadang diberi nama
lain. Untuk keperluan gas, blower dipakai untuk mengeluarkan gas dari dalam oven
kokas, ini disebut exhauster. Bila tekanan pada sisi hisap diatas tekanan atmosfer
seperti yang dipakai pada industri kimia dimana tinggi tekan yang cukup besar harus
tersedia untuk dapat mensirkulasi gas-gas melalui berbagai proses.
Gambar 2.6. Penampang blower hisap satu tingkat (Austin H,1993)
b. Kecepatan Spesifik
Istilah kecepatan spesifik dapat digunakan untuk blower dengan menggunakan
persaman :
………( 2.1)
Dimana Q : jumlah aliran (ft)
H : tinggi tekan statis
Kecepatan putar dapat ditentukan berdasarkan kecepatan putar motor listrik yang
standar. Karena udara mempunyai bobot yang ringan maka kecepatan putar dapat
commit to user
11
gigi pemercepat. Kecpetan tinggi dapat membahayakan impeler yang disebabkan
adanya gaya sentrifugal.
c. Bagian Blower
i. Rumah Blower
Rumah blower biasanya dibuat dari besi cor, yang terpisah menjadi 2 secara
mendatar, atau juga dibuat dari plat baja, dengan memberikan rusuk-rusuk
penguat. Jenis yang terpisah secara mendatar mempunyai pipa hisap dan pipa
buang yang menghadap kebawah yang maksudnya dalah untuk memudahkan
dalam pemeriksaan dan perbaikan
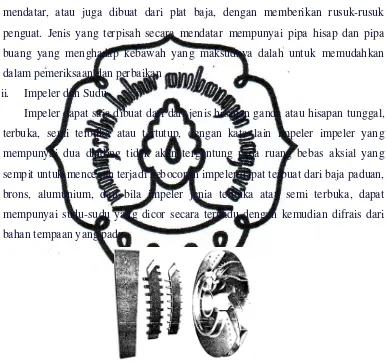
ii. Impeler dan Sudu
Impeler dapat saja dibuat dari dari jenis hisapan ganda atau hisapan tunggal,
terbuka, semi terbuka atau tertutup, dengan kata lain impeler impeler yang
mempunyai dua dinding tidak akan tergantung pada ruang bebas aksial yang
sempit untuk mencegah terjadi kebocoran impeler dapat terbuat dari baja paduan,
brons, alumunium, dan bila impeler jenia terbuka atau semi terbuka, dapat
mempunyai sudu-sudu yang dicor secara terpadu dengan kemudian difrais dari
bahan tempaan yang padu.
Gambar 2.7. Sudu-sudu impeller (Austin H,1993)
iii. Difuser
Difuser terbuat dari pelat baja yang terbentuk menjadi sudu-sudu yang
mempunyai penampang yang tidak sama. Sudu-sudu ini dapat dicor terpadu atau
dipasangkan ke diafragma antar tingkat untuk mengarahkan udara yang
meninggalkan rumah keong, defuser memasuki tingkat berikutnya dalam arah
12
Gambar 2.8. Sudu Diafragma Bertingkat (Austin H,1993)
iv. Poros
Poros biasa terbuat dari baja karbon tempa, yang diproses dengan mesin
sesudah proses pengolahan panas dilakukan.
v. Kopling
Kopling yang terbuat dari logam jenis falk dan flast yang sering dipakaidan
rumah blower terpisah secara vertikal. Kopling fleksibel biasa sering dipakai
karena dapat menerima ketidaksebarisan akibat perubahan temperatur.
2.4. Logam Alumunium (Al)
Menurut Surdia (1986), alumunium adalah suatu unsur kimia yang keadaan
murninya agak lunak, berwarna putih seperti perak dan termasuk salah satu logam
ringan, alumuniaum mempunyai titik lebur sekitar 658º - 700º C dan titik didih
kurang dari 2270º C. Alumunium merupakan logam non ferro (tidak mengandung
unsur besi dan sering digaunakan dalam keperluan industri. Alumunium terdapat
dalam berbagai bentuk, dalam bentuk oksida berupa Al2O3 sebagai hablur yang keras
sekali,dalam bentuk AlO2 (alumunium Oksida) yang mengandung air atau biasa
disebut bauksit yaitu bahan utama pembuatan logam alumunium, alumunium juga
bisa berbentuk silikat yang hampir murni,kaolin atau tanah liat, porselin, atau tanah
termikar putih, alumunium merupakan persenyawaan garam kompleks kryolit
Na3AlF6.
2.4.1. Sifat-sifat Alumunium (Al)
Sifat-sifat yang terdapat dalam logam alumunium antara lain :
a. Berupa logam putih seperti perak.
commit to user
13
c. Mudah larut dalam asam keras, terutama HCl.
d. Mudah ditempa dan liat.
e. Berat Alumunium relatif ringan.
f. Sebagai konduktor (penghantar panas dan listrik yang baik).
g. Dapat dituang.
h. Serbuk Alumunium jika daipanaskan dalam O2 akan terbakar dan mengeluarkan
cahaya yang terang dan panas tinggi.
2.4.2. Kegunaan Alumunium (Al)
Kegunaan logam alumunium adalah sebagai berikut :
a. Dalam bentuk campuran antara oksida besi dan serbuk alumunium sebagai thermit
untuk mengelas besi atau baja.
b. Karena ringan dan kuat,banyak dipergunakan sebagai alat rumah tangga.
c. Sebagai bahan baku pembuatan cat.
d. Sebagai kawat penghantar listrik, walaupun tahanannya lebih besar dari kawat
tembaga.
e. Membuat padua logam lain, yang banyak dipakai sebagai pengganti bagian-bagian
mesin.
2.5. Statika
Statika adalah ilmu yang mempelajari tentang statika dari suatu beban
terhadap gaya-gaya dan juga beban yang mungkin ada pada bahan tersebut, atau juga
dapat dikatakan sebagai perubahan panjang benda awal karena gaya atau beban. Gaya
dan beban terbagi menjadi beberapa jenis.
2.5.1. Gaya Luar
Adalah gaya yang diakibatkan beban yang berasal dari luar. Jenis yang terjadi
akibat gaya luar dibagi menjadi :
a. Beban hidup : beban sementara pada konstruksi
b. Beban mati : beban tetap pada konstruksi
c. Beban titik : beban yang bekerja pada satu titik
14
2.5.2. Gaya Dalam
Adalah gaya yang bekerja di dalam batang. Jenis gaya dalam dibagi menjadi :
a. Gaya Normal : gaya tegak lurus terdapat permukaan bidang yang
dikenai gaya.
b. Gaya Lintang atau Geser : gaya sejajar terhadap permukaan bidang yang dikenai
gaya.
2.5.3. Gaya Reaksi
Suatu konstruksi yang berfungsi mendukung gaya-gaya luar yang bekerja
pada suatu beban. Konstruksi harus ditumpu dan diletakan dibagian tertentuagar
dapat memenuhi tugasnya, yaitu menjaga agar konstruksi tetap seimbang, beberapa
letak jenis gaya reaksi antara lain :
a. Sendi
Sifat : mampu menahan gaya vertikal dan gaya horsontal, tidak mampu menahan
momen.
Gambar 2.9. Tumpuan sendi
b. Rol
Sifat : mampu menahan gaya vertikal saja (tagak lurus penumpu)
Gambar 2.10. Tumpuan Rol
c. Jepit
Sifat : mampu menahan gaya vertikal, horisontal, dan momen.
commit to user
15
Tegangan tarik dari profil siku akibat ,momen lentur dapat dirumuskan sebagai
berikut (Popov, 1984) :
Gambar 2.12. Bentuk Penampang siku L
16
2.5.4. Beban
Adalah berat benda yang didukung oleh suatu konstruksi atau bangunan beban
dan memiliki momen. Beban dibedakan menjadi 2 macam, yaitu :
a. Beban Statis
Adalah berat suatu benda yang tidak bergerak dan tidak berubah beratnya.
Beratnya konstruksi yang mendukung termasuk beban mati disebut berat sendiri
pada konstruksi.
b. Beban Dinamis
Adalah beban yang berubah tempatnya atau berubah beratnya. Sebagai contoh
beban bergerak, yaitu kendaraan atau yang berjalan diatas sebuah jembatan,
tekanan atap atau bangunan.
2.6. Sambungan Las
Berdasarkan definisi dari Deutche Industrie Normen (DIN) las adalah ikatan
metalurgi pada sambungan logam atau logam paduan yang dilakukan dalam keadaan
lumer atau cair. Dari definisi diatas dapat dijabarkan lebih lanjut bahwa las adalah
sambungan dari beberapa logam dengan menggunakan panas energi (Wiryosumarto,
2000).
2.6.1. Klasifikasi Cara Pengelasan
Klasifikasi cara-cara pengalasan dibagi menjadi 2 golongan, yaitu klasifikasi
berdasarkan cara kerja dan klasifikasi berdasarkan energi yang digunakan. Klasifikasi
berdasarkan cara kerja pengalasan dapat dibagi menjadi tiga yaitu :
a. Pengelasan Cair
Adalah pengelasan dimana sambungan dipanaskan sampai mencair dengan sumber
panasdari busur listrik ataupun semburan api gas yang terbakar.
b. Pengelasan Tekan
Adalah pengelasan dimana sambungan dipanaskan dan kemudian ditekan hingga
commit to user
17
c. Pematrian
Adalah cara pengelasan dimana sambungan diikat dan disatukan menggunakan
paduan logam yang mempunyai titik cair rendah, dalam cara ini logam tidak turut
mencair.
2.6.2. Jenis Sambungan Las
Sambungan las secara garis besar dapat dibedakan menjadi 2, yaitu las
kampuh (butt join) dan las sudut (fillet join), maka sambungan las dibedakan
menjadi:
a. Las Kampuh
i. Square butt join
ii. Las Kampuh V Tunggal (single V butt join)
iii. Las Kampuh U Tunggal (single U butt join)
iv. Las Kampuh V Ganda (double V butt join)
v. Las Kampuh U Ganda (double U butt join)
a. Las Sudut (fillet weld)
i. Las Sudut Tunggal (single transverse fillet)
ii. Las Sudut Ganda (double transverse fillet)
18
2.7. Alat Yang Digunakan
Alat yang digunakan dalam pembuatan dapur lebur adalah sebagai berikut:
a. Mesin Gerinda
Perkakas mekanik yang biasa dipakai untuk mengasah permukaan benda kerja
agar memperoleh permukaan yang halus, tajam atau permukaan yang lebih licin
(Anwir, 1953).
b. Mesin Bor
Mesin yang digunakan untuk membuat lubang, mata bor terpasang untuk
digunakan dalam proses pengeboran. Mesin bor digerakan dengan tenaga elektrik
dengan perantara poros, mesin bor dapat dipakai untuk membuat lubang dan
memperbesar lubang. Biasanya benda kerja dalam keadaan diam sedangkan alat iris
melakukan gerakan utama dan gerak feeding pada drilling machine. Sedangkan
pembuatan lubang pada mesin bubut alat ini melakukan gerakan fedding, benda kerja
melakukan gerakan utama berputar. Dalam mesin drilling terdapat persamaan untuk
mencari beberapa besaran yang diperlukan dalam sebuah perancangan, yaitu antara
lain sebagai berikut:
n = kecepatan bor tiap menit (rpm)
2. Waktu permesinan
Tm = .7, .
.
… … … …
(2.5)
Keterangan:
L = panjang jangkauan mata bor (mm)
D = diameter benda (mm)
s = fedding (mm/putaran)
n = jumlah putaran tiap menit (rpm)
commit to user
19
c. Gergaji
Besi tipis panjang yang mempunyaisatu sisi bergerigi atau dua sisi bergerigi yang
mempunyai fungsi untuk membelah atau menyayat benda-benda padat seperti kayu,
besi, dan lain sebagainya dengan sempurna (Anwir, 1953).
d. Palu
Salah satu bentuk perkakas untuk bekerja dengan tangan, palu ini dipakai untuk
memukul benda kerja (Anwir, 1953), macam-macam palu antara lain :
1. Palu bangku yaitu palu yang digunakan pada kerja bangku.
2. Palu tangan yaitu palu yang digunakan untuk mengerjakan plat
3. Palu datar yaitu palu yang yang diletakan diatas benda kerja.kemudian dipukul
dengan benda lain sehingga benda kerja dapat dipukul rata.
4. Palu tukang yaitu palu yang mempunyai sisi tajam.
e. Betel
Peralatan perkakas yang terbuat dari baja dan bentuknya mirip pahat yang dipakai
untuk menyayat benda kerja, biasanya dipakai dengan cara dipukul (Anwir, 1953).
f. Tang
Perkakas yang dipakai untuk memegang atau membengkokan benda kerja, bentuk
tang ada bermacam-macam, ada tang jepit, tang kawat, tang api, dan lain-lain. Tang
terdiri dari dua tuas yang dihubungkan dengan engsel, ujung tang yang panjang
dinamakan kaki dan ujung tang yang pendek deinamakan mulut tang (Anwir, 1953).
g. Ragum
Peralatan perkakas yang berfungsi untuk menjepit benda kerja, ragum biasanya
digunaka untuk mengikir, memotong, dan lain-lain. Ragum biasanya terpasang di
meja kerja (Anwir, 1953).
h. Obeng
Perkakas yang biasa digunakan untuk mengencangkan atau mengendurkan baut
20
i. Kunci pas
Perkakas tangan yang biasa digunakan untuk mengencankan atau mengendurkan
mur atau baut yang memiliki kepala berbentuk heksagonal.
j. Mistar Siku
Alat bantu untuk melakukan perhitungan atau pengukuran dengan sudut 90º.
k. Meteran
Alat bantu untuk melakukan perhitungan atau pebgukuran yang berbentuk tipis
dan mempunyai berbagai macam variasi panjangnya.
l. Penggores
commit to user 21
BAB III
PRINSIP KERJA DAN ANALISA PERHITUNGAN
3.1. Konstruksi dan Prinsip Kerja Dapur Lebur
Gambar 3.1. Konstruksi dapur Lebur
Dapur lebur ini terdiri dari tungku peleburan sebagai media peleburan, kowi
sebagai wadah alumunium yang akan dilebur, blower sebagai pemutar atau penyebar
bahan bakar, selang sebagai media untuk mengalirkan bahan bakar dan yang terakhir
adalah drum bahan bakar dan dudukan drum bahan bakar. Secara garis besar prinsip
kerja pelebur alumunium ini adalah, bahan bakar dari drum mengalir melalui pipa
kemudian masuk pada blower (sesuai seberapa banyak kran bahan bakar dibuka).
Blower yang sudah berputar dengan bantuan arus AC kemudian impeler mulai
22
bakar yang masuk ke dalam blower terkena tekanan keluar dan kemudian bahan
bakar keluar dalam bentuk percikan-percikan bahan bakar. Percikan bahan bakar
kemudian dibakar oleh api yang berada pada tungku peleburan yang terlebih dahulu
di panaskan atau dibakar secara manual. Pembakaran secara manual yang
dimaksudkan disini adalah membakar dengan cara menyiram dalam tungku dengan
minyak tanah kemudian membakarnya.
Disaat api yang menyala, kemudian percikan bahan bakar sebagai hasil
keluaran dari blower diteruskan pembakaran di dalam tungku. Pada waktu pemanasan
lebih membutuhkan lebih banyak bahan bakar di banding disaat proses pembakaran
sudah terjadi sempurna. Semakin lama bahan bakar secara tidak langsung akan lebih
irit yang dikarenakan suhu akan lebih tinggi sehingga akan memudahkan dalam
pembakaran bahan bakar yang dipakai.
Setelah api menyala sempurna, kestabilan api tetaplah harus terjaga. Dan hal
terakhir adalah menutup tungku peleburan, yang bertujuan kalor yang berada di
dalam tungku agar tetap tersimpan dan terjaga.
3.2. Kekuatan Konstruksi Rangka
F tiap batang pada penyangga atas adalah
= 35,39 kg
4 = 8,84 kg
Dan beban merata tiap batangnya adalah
=8,848±g
commit to user
23
0,03 kgkmm
B C
6º
33 cm
112 cm
A D
Gambar 3.2. FBD (Free Body Diagram)
3.2.1. Analisa Batang B-C
0,3 kg/cm
B 330 mm C
RAV RBV
Gambar 3.3. Sketsa pembebanan batang B-C
Σ fx = 0 → RBH = 0
Σ fy = 0 → RAV – 0,03 · 330 + RBV = 0
RAV + RBV = 9,9 kg
ΣMB = 0 →0,03 · 330 ·330
2 – RBV · 330 = 0
1633,5 – RBV · 330 = 0
RBV =1633,5
330 = 4,95 kg
24
Gambar 3.4. Potongan kanan batang B-C
Nx = 0...( i )
M maksimal pada batang B-C :
Vx = 0 →0,03 · x – 4,95 → x =4,95
0,03= 16,5ð6
Mx =−0,03 · 16,5 ·16,5
2 + 4,95 · 16,5 = −4,08 + 81,67
commit to user
25
3.2.2. Analisa Batang A-B
RBV RBV cos 6º
RBV sin 84º B
6º
A RAV sin 84º
RAV cos 6º RAV
RBV sin 84º
RAV cos 6º RBV cos 6º
RAV A 112 cm B
RAV sin 84º
Gambar 3.6. Sketsa Pembebanan batang B-C
Σfx = 0 → RAV – RBV = 0
RAV – 4,95= 0
RAV = 4,95 kg
Ø Potongan Kiri
Vx
Mx
RAV cos 6º Nx
A
RAV sin 84º
26
Gambar 3.8. Sketsa pembebanan pada batang D-C
Σfx = 0 →RDV – RCV = 0
commit to user
Gambar 3.8. Potongan kanan batang D-C
Nx = −RDV · cos 6º……….( i )
28
3.2.4. Perhitungan Kekuatan Plat
Menurut tabel kekuatan bahan (lampiran 1), diketahui:
Hitungan kekuatan plat L 35 x 35 x 3
I = 0,042 · 10⁶ mm4 = 4,2 cm4 (lampiran 1)
y atau x = 10,9 mm = 1,09 cm (lampiran 1)
momen maksimal = 552,944 kg·cm (pada batang A-B dan D-C).
σt ijin bahan = 360 – 440 N/mm2 (lampiran 2).
σt maksimal pada rangka dudukan bahan bakar adalah:
σt = M maksimal · x
N/mm2). Maka bahan rangka aman terhadap pembebanan.
3.3. Perhitungan Pengeboran
3.3.1. Perhitungan Putaran dan Waktu Pengeboran
a. Tahap pertama dengan mata bor diameter 4 mm
Diketahui ; d = 4mm
L = 3mm
S= 0,06 mm/rot (lampiran 3)
V = 30 m/menit (lampiran 4)
Menghitung putaran mesin (n)
= · 1000
· =
30 · 1000
3, 17 · 4 = 2365,93 rpm ≈ 2000 rpm
Menghitung lama waktu pengeboran (t)
t = L + 3 · d
s · n =
3 + 0,3 · 4
0,06 · 2000= 0,03 menit
Waktu setting = 3menit
Waktu pengukuran = 2 menit
commit to user
29
b. Tahap kedua dengan mata bor diameter 12 mm
Diketahui; d = 12 mm
Menghitung lama waktu pengeboran (t)
t = L + 0,3 · d
s · n =
3 + 0,3 · 12
0,17 · 700 = 0,05 menit
Waktu setting = 3 menit
Waktu pengukuran = 2 menit
Total waktu = ( 3 + 2 + 0,05 ) menit = 5,05 menit
3.3.2. Perhitungan Total Waktu Pengeboran
Total semua waktu yang dibutuhkan dalam pengeboran ini yaitu :
ttotal = t tahap 1 + t tahap 2
= ( 5,03 + 5,05) menit
= 10,08 menit
3.4. Perhitungan Las
Pengelasan yang ada pada kontruksi dudukan drum bahan bakar ini adalah las sudut dengan sambungan I (butt joint) menggunakan las listrik.
Elektroda yang digunakan E 6013.
E 60 = Kekuatan tarik terendah setelah dilaskan adalah 60.000 psi atau 420 N/mm2.
1 = Posisi pengelasan mendatar, vertical atas kepala dan horizontal
3 = Jenis listrik adalah DC
30
Perhitungan kekuatan las pada sambungan tepi pada rangka dengan tebal plat 3 mm.
A
Gambar 3.12. Sambungan las I butt joint
A = 35 mm .sin 45 . 3 mm = 74,24 mm2
s® F
A®
8,84
74,24® 0,11kg/cm²
Tegangan tarik ijin las (st)
st = 0,5 . s ijin = 0,5 . 420 N/mm2= 210 N/mm2
Karena s pengelasan < s ijin, maka pengelasan aman.
Gambar 3.13. Sambungan las I butt joint
A = 35 mm . 3 mm = 105 mm2
s® F
A®
8,84
105 ® 0,08kg/cm² Tegangan tarik ijin las (st)
st = 0,5 . s ijin = 0,5 . 420 N/mm2 = 210 N/mm2
commit to user 31
BAB IV
PROSES PRODUKSI DAN HASIL PERCOBAAN
4.1. Proses Pembuatan
4.1.1. Proses Permesinan
Dalam pembuatan dapur lebur ini, kami menggunakan beberapa mesin yaitu, mesin las, mesin gerinda, dan mesin bor. Komponen-komponen yang dikerjakan dengan mesin adalah :
1. Mesin Bor
Penggunaan Mesin bor ini dilakukan saat pembuatan lubang pada drum kecil, yang bertujuan membuat lubang jalur bahan bakar yang kemudian akan diberi kran supaya bahan bakar yang keluar dapat diatur. Langkah-langkahnya adalah sebagai berikut :
i. Tentukan titik yang akan dibor.
20 mm
Gambar 4.1. Titik Pengeboran ii. Beri tanda objek yang akan dibor dengan penitik.
iii. Memasang mata bor ukuran 4 pada bor dan dilanjutkan dengan mata bor 12 mm.
32
Lubang yang dibor
Gambar 4.2 Drum setelah dibor 2. Mesin Las
Pengelasan dilakukan pada pengerjaan pembuatan rangka bahan bakar, drum bahan bakar, dan drum tungku.
3. Mesin Gerinda
Mesin gerinda ini digunakan setelah proses pengelasan selesai, dimaksudkan agar hasil dari proses pengelasan lebih halus setelah dilakukannya proses penggerindaan.
i. Rangka Bahan Bakar
Langkah-langkah pengerjaannya sebagai berikut :
a. Memotong besi L 35 mm x 35 mm sepanjang 330 mm sejumlah 4 batang.
Gambar 4.3. Proses penggergajian
b. Memotong kedua ujungnya pada salah satu sisinya dengan sudut 45º kearah dalam.
commit to user
33
330 mm
330 mm
Gambar 4.4. Besi siku setelah di las
d. Memotong besi siku L sepanjang 260 mm kemudian dilas listrik sehingga diperoleh hasil sebagai berikut.
Gambar 4.5. Besi siku setelah di las
e. Memotong besi siku sepanjang 1120 mm sebanyak 4 batang (untuk digunakan sebagai kaki rangka) setalah itu disambung dengan hasil pengelasan sebelumnya dengan menggunakan las listrik dengan sudut kemiringan sebesar 6º disetiap ujungnya.
f. Memotong besi siku L sepanjang 500 mm sepanjang 4 batang sebagai penahan pada bagian bawahnya kemudian dilas dengan jarak 250 mm dari ujung kaki bagian bawah .
g. Memotong besi siku sepanjang 900 mm, sebagai penahan pada sisinya, kemudian dilas ujungnya secara diagonal antara sudut kiri penahan bagian bawah dan sudut kanan bagian atas dalam satu sisi.
ii. Drum Bahan Bakar
Langkah-langkahnya adalah sebagai berikut :
34
b. Mur pada lubang yang telah terpasang dilas titik sebagai pengunci agar pada saat dilas penuh posisi mur tidak berubah akibat panas pengelasan.
c. Mur dilas mengelilingi posisi mur yang telah terpasang pada drum secara penuh.
iii. Drum Tungku
Langkah-langkahnya adalah sebagai berikut :
a. Pengelasan dilakukan untuk membuat lubang sebagai jalan masuknya api pada blower kedalam tungku peleburan.
b. Mengukur jarak dan menggambar bentuk lubang yang akan dilubangi dengan menggunakan kapur.
c. Menggunakan brander potong untuk membuat lubang pada drum yang telah ditandai dengan asumsi sebagai berikut :
· Tebal plat yang dipotong = 3mm · P oksigen = 1,5 – kg/cm2 (lampiran 6) · P asetilin = 1,5 – kg/cm2
· Brander potong = nomor 00 (lampiran 5) · Kecepatan potong = 600 mm/min (lampiran 5)
4.1.2. Proses Manual
Pengerjaan Tungku Peleburan dibutuhkan langkah-langkan sebagai berikut : 1. Membuat lubang sebagai mulut dapur pada drum tungku dengan diameter 140
mm, kemudian ditambahkan tetes tebu dan air secukupnya atau sampai kekentalan campuran pasir dan semen menjadi seperti tanah liat.
2. Membuat adukan antara pasir tahan api : semen tahan api dengan perbandingan 2 : 1.
commit to user
35
Gambar 4.6. Dinding tungku yang dilapisi adonan
4. Menyusun bata tahan api secara melingkar didalam drum, kemudian masukan adukan semen tahan api yang telah dicampur dengan pasir tahan api, air, dan tetes tebu disela-sela bata yang telah tertata hingga bata tersebut tertutup rata dangan adonam tersebut.
Gambar 4.7. Susunan bata tahan api
Gambar 4.8. Mengisi celah susunan bata dengan adonan
4.1.3. Pengecatan
Langkah-langkah dalam proses pengecatan adalah sebagai berikut :
36
2. Melakukan pengecatan dasar atau poksi dengan menggunakan sprayer. (dibutuhkan waktu 45 menit).
3. Melakukan pengecatan warna dengan menggunakan sprayer (dibutuhkan waktu 120 menit)
4. Total waktu seluruhnya adalah = (135+45+120) menit = 300 menit
4.2. Proses Peleburan Aluumunium
4.2.1. Bahan Baku
Untuk proses ini dibutuhkan antara lain : 1. Alumunium = 4 kg
Langkah-langkah dalam proses peleburan alumunium ini adalah sebagai berikut:
1. Mempersiapkan dapur lebur dan kowi
Pada tahap ini hal-hal yang dilakukan antara lain : i. Menempatkan dapur lebur pada tempat yang aman.
ii. Menyiapkan kowi dan mengisinya dengan alumunium atau logam ringan lainya.
iii. Memasukkan kowi yang telah terisi dengan logam ringan tersebut kedalam tungku peleburan.
commit to user
37
2. Mempersiapkan Bahan Bakar
Pada tahap ini hal-hal yang perlu dilakukan adalah :
i. Mengisi bahan bakar secukupnya kedalam drum bahan bakar. ii. Menempatkan drum bahan bakar di atas rangka drum bahan bakar. iii. Mengecek selang minyak dan kran, apakah ada yang bocor atau tidak.
3. Mempersiapkan Blower Api
Pada tahap ini hal-hal yang perlu dilakukan adalah :
i. Mengecek blower api, terutama pada selang yang terpasang di pipa aliran bahan bakarnya.
ii. Menempatkan blower api di depan lubang masuknya api pada tungku.
iii. Menyambungkan selang bahan bakar yang sudah terpasang pada drum ke blower api dan klem hingga rapat.
4. Menyalakan Blower Api
Pada tahap ini hal-hal yang perlu dilakukan adalah : i. Menghubungkan blower api dengan arus AC.
ii. Mengatur angin pada blower, diwaktu awal lebih baik angin yang digunakan tidak terlalu besar, kemudian secara bertahap dibuka menjadi besar.
iii. Membuka kran bahan bakar secara bertahap.
iv. Mengatur api yagn keluar dari blower seingga api dapat menyala dengan baik dan maksimal di dalam tungku.
Gambar 4.9. Nyala api dalam tungku 5. Proses Peleburan
Pada tahap ini hal-hal yang perlu dilakukan adalah :
38
ii. Menutup atau mengatur udara yang keluar dari tungku supaya pemanasan dalam tungku bisa merata.
6. Persiapan Penuangan
Pada tahap ini hal-hal yang perlu dilakukan adalah : i. Mempersiapkan cetakan yang akan dipakai.
ii. Mempersiapkan alat bantu untuk penuangan.
iii. Mematikan blower api (pastikan nyala api dalm tungku sudah padam). iv. Membuka penutup tungku peleburan.
v. Mengambil logam cair dengan menggunakan gayung besi.
Gambar 4.10. Logam alumunium cair vi. Menuangkan logam cair kedalam cetakan.
7. Akhir Proses
Pada tahap ini hal-hal yang perlu dilakukan adalah : i. Membersihkan blower api.
commit to user
39
8. Hasil Pecobaan
Dari percobaan yang dilakukan diperoleh hasil sebagai berikut. Tabel 4.1. Data hasil percobaan
No
Berdasarkan data hasil yang diperoleh bahan bakar yang paling efektif adalah bahan bakar oli bekas.
4.3. Perawatan Dapur Lebur
4.3.1. Perawatan Sebelum Digunakan
Langkah-langkah Perawatan sebelum digunakan :
1. Mengecek blower terutama pada saluran bahan bakar, pastikan lubang saluran tidak tersumbat dan bocor.
2. Mengecek drum bahan bakar, apakah ada kebocoran atau tidak. 3. Mengecek kran pada drum bahan bakar pada kondisi baik dan normal.
4. Mengecek kran pada blower, pastikan dalam kondisi yang baik dan tidak bocor. 5. Mengecek selang untuk aliran bakan bakar, pastikan lubang saluran tidak
tersumbat.
6. Merapikan dan membersihkan tungku agar nyala api dapat menyala secara teratur dan baik.
4.3.2. Perawatan Setelah Digunakan
Langkah-langkah Perawatan setelah digunakan : 1. Membersihkan dan mengecek tungku peleburan. 2. Membersihkan blower api dari sisa bahan bakar.
40
4. Mengecek drum bahan bakar. 5. Mengecek selang bahan bakar.
6. Mengembalikan alat pada tempatnya kembali.
4.4. Manual Pengoperasian Dapur Lebur
Pada tahap ini hal-hal yang perlu dilakukan adalah : 1. Menyiapkan dapur lebur
2. Menyiapkan kowi yang telah diisi dengan logam ringan, kemudian memasukannya kedalam tungku peleburan (pastikan posisi kowi tepat berada ditengah-tengan tungku agar sirkulasi perputaran api dapat merata).
3. Menyiapkan cetakan cor.
4. Memasukan bahan bakar kedalam drum, dan menempatkannya diatas rangka bahan bakar.
5. Menempatkan blower dilbang masuknya api kedalam tungku.
6. Menyambungkan selang bahan bakar keblower kemudian klem selang sampai rapat
7. Menyalakan blower.
8. Mengatur angin yang masuk ledalam blower, usahakan mulai dari bukaan katup kecil bertahap menjadi bukaan katup besar.
9. Mebuka kran bahan bakar secara perlahan.
10. Mengatur api yang menyala sehingga api yang menyala dengan baik dan maksimal dalam tungku.
11. Mengusahakan api tetap stabil disaat peleburan logam. 12. Munutup tungku.
13. Jika logam ringan sudah mencair kemudian matika blower dan buka tutup tungkunya.
commit to user
41
4.5. Perhitungan Biaya Pembuatan Bahan
Untuk mengetahui berapa banyak biaya yang dikeluarkan dalam pembuatan dapur peleburan logam ringan, maka dibuat perhitungan biaya yang meliputi biaya pembelian dan pembuatan bahan dapur lebur alumunium, serta biaya permesinannya. 4.5.1. Perhitungan Biaya Pembelian Bahan
Perhitungan biaya pembelian bahan pembuatan dapur peleburan alumunium adalah sebagai berikut :
Tabel 4.2. Daftar Harga Komponen Barang
No Komponen Jumlah Harga Satuan Harga Total
1 Blower Api 1 Rp. 700.000 Rp. 700.000
2 Semen Api 2 Rp. 40.000 Rp. 80.000
3 Batu Tahan Api 40 batang Rp. 3.000 Rp. 120.000
4 Kowi Baja 1 Rp. 250.000 Rp. 250.000
5 Drum Besar 1 Rp. 85.000 Rp. 85.000
6 Drum Kecil 1 Rp. 45.000 Rp. 45.000
7 Selang 5 m Rp. 5.000 Rp. 25.000
8 Klem 2 Rp. 5.000 Rp. 10.000
9 Kran 1 Rp. 10.000 Rp. 10.000
10 Solasi Kran 1 Rp. 5.000 Rp. 5.000
11 Besi Profil Siku L 12 m Rp. 45.000 Rp. 90.000
42
Tabel 4.3. Daftar Harga Komponen Cat
No Komponen Jumlah Harga satuan Harga Total
1 Amplas 1000 2 Rp. 2.000 Rp. 4.000
Perhitungan biaya permesinan dalam pembuatan dapur peleburan alumunium adalah sebagai berikut :
1. Mesin Bor
Biaya = waktu pemakaian total (biaya sewa + biaya Operator) = (10,0977) menit ( Rp. 10.000/jam + Rp. 3.000/jam) = Rp. 2.100,00
2. Pengelasan
Biaya = waktu pemakaian total (biaya sewa + biaya Operator) = (85) menit (Rp. 20.000/jam + Rp. 5.000/jam)
= Rp. 35.500,00 4.5.3. Perhitungan Total Biaya
Biaya total yang telah dikeluarkan selama pembuatan dapur peleburan logam ini adalah sebagai Berikut :
commit to user 43
BAB V
KESIMPULAN DAN SARAN
5.1. Kesimpulan
Dari perncanaan dan pembuatan dapur peleburan alumunium ini dapat diambil kesimpulan sebagai berikut:
1. Tungku peleburan yang telah dibuat lebih efisien dibandingkan tungku peleburan berbahan bakar arang kayu.
2. Tungku ini dapat digunakan untuk melebur lebih dari 10 kg alumunium. Peleburan 4 kg alumunium menggunakan bahan bakar solar diperlukan 5,8 liter (memerlukan biaya bahan bakar Rp. 26.100,00) dengan waktu peleburan 50-55 menit. Sedangkan dengan menggunakan oli bekas diperlukan 6 liter oli bekas (biaya Rp. 18.000,00), dan memerlukan waktu peleburan 60-65 menit.
5.2. Saran
Saran untuk lebih mengefektivkan dapur peleburan logan ringan ini adalah sebagai berikut :
1. Pada proses peleburan dapur peleburan alumunium ini sebaiknya mempunyai perencanaan kontruksi dan pemilihan material benar-benar tepat, sehingga pada waktu proses peleburan tidak ada hambatan dan hasil coran mempunyai kualitas yang baik.
2. Operator dapur peleburan logam ringan ini harus mempunyai keahlian dan pengalaman yang cukup terutama dalam hal pengoperasian dapur lebur logam ringan.