PRODUCTION EFFICIENCY IMPROVEMENT FOR
PRODUCTION LINE OF MASS PRODUCTION: A CASE
STUDY USING POKA YOKE CONCEPTS
ROHAIDA BINTI YUSUFF
UNIVERSITI TEKNIKAL MALAYSIA MELAKA
PRODUCTION EFFICIENCY IMPROVEMENT FOR
PRODUCTION LINE OF MASS PRODUCTION: A CASE STUDY
USING POKA YOKE CONCEPTS
This report submitted in accordance with requirement of the Universiti Teknikal Malaysia Melaka (UTeM) for the Bachelor Degree of Manufacturing Engineering
(Manufacturing Management) with Honours.
by
ROHAIDA BINTI YUSUFF
UTeM Library (Pind.1/2007)
UNIVERSITI TEKNIKAL MALAYSIA MELAKA
BORANG PENGESAHAN STATUS LAPORAN PSM
JUDUL: PRODUCTION EFFICIENCY IMPROVEMENT FOR PRODUCTION LINE OF MASS
PRODUCTION: A CASE STUDY USING POKA YOKE CONCEPTS
SESI PENGAJIAN: Semester 2 (2008/ 2009)
Saya ROHAIDA BINTI YUSUFF
mengaku membenarkan laporan PSM / t esis (Sarj ana/ Dokt or Falsaf ah) ini disimpan di Perpust akaan Universit i Teknikal Malaysia Melaka (UTeM) dengan syarat -syarat
kegunaan sepert i berikut :
1. Laporan PSM / t esis adalah hak milik Universit i Teknikal Malaysia Melaka dan penulis.
2. Perpust akaan Universit i Teknikal Malaysia Melaka dibenarkan membuat salinan unt uk t uj uan pengaj ian sahaj a dengan izin penulis.
3. Perpust akaan dibenarkan membuat salinan laporan PSM / t esis ini sebagai bahan pert ukaran ant ara inst it usi pengaj ian t inggi.
4. *Sila t andakan (√)
SULIT
TERHAD
TIDAK TERHAD
(Mengandungi maklumat yang berdarj ah keselamat an at au
kepent ingan Malaysia yang t ermakt ub di dalam AKTA RAHSIA RASMI 1972)
(Mengandungi maklumat TERHAD yang t elah dit ent ukan oleh organisasi/ badan di mana penyelidikan di j alankan)
(TANDATANGAN PENULIS)
Alamat Tet ap:
FAKULTI KEJURUTERAAN PEMBUATAN
Rujukan Kami (Our Ref) : 15 Oktober 2012
Rujukan Tuan (Your Ref):
Pust akawan
Perpust akaan Universit i Teknikal Malaysia Melaka (UTeM) Taman Tasik Ut ama, Hang Tuah Jaya,
Ayer Keroh, 75450, Melaka
Saudara,
PENGKELASAN LAPORAN PSM SEBAGAI SULIT/ TERHAD
- LAPORAN PSM SARJANA MUDA KEJURUTERAAN PEMBUATAN (PENGURUSAN PEMBUATAN): ROHAIDA BINTI YUSUFF
TAJUK: PRODUCTION EFFICIENCY IMPROVEMENT FOR PRODUCTION LINE OF
MASS PRODUCTION: A CASE STUDY USING POKA YOKE CONCEPTS
Sukacit a dimaklumkan bahawa t esis yang t ersebut di at as bert aj uk
“ PRODUCTION EFFICIENCY IMPROVEMENT FOR PRODUCTION LINE OF MASS PRODUCTION: A CASE STUDY USING POKA YOKE CONCEPTS
” mohon
dikelaskan sebagai t erhad unt uk t empoh lima (5) t ahun dari t arikh surat ini memandangkan ia mempunyai nilai dan pot ensi unt uk dikomersialkan di masa hadapan.
Sekian dimaklumkan. Terima kasih.
“ BERKHIDMAT UNTUK NEGARA KERANA ALLAH”
Yang benar,
……….
EN. AB. RAHMAN BIN MAHMOOD Pensyar ah,
Fakult i Kej urut eraan Pembuat an
Universit i Teknikal Malaysia Melaka(UTeM) Karung berkunci 1200, Ayer Keroh,
75450, Melaka 06-2332546
UNIVERSITI TEKNIKAL MALAYSIA MELAKA
Karung Berkunci 1200, Ayer Keroh, 75450 Melaka Tel : 06-233 2421, Faks : 06 233 2414
DECLARATION
I hereby, declared this report entitled Production Efficiency Improvement for Production Line of Mass Production: A Case Study Using Poka Yoke Concepts is the result of my
own research except as cited in references.
Signature : ………..
Author’s Name : …ROHAIDA BINTI YUSUFF……….
APPROVAL
This report is submitted to the Faculty of Manufacturing Engineering of UTeM as a partial fulfillment of the requirements for the degree of Bachelor of Manufacturing Engineering (Manufacturing Management) with Honours. The member of the supervisory committee is as follow:
(Signature of Supervisor)
ABSTRACT
ii
ABSTRAK
DEDICATION
iv
ACKNOWLEDGEMENT
This project and the writing of this report has been a culmination for my studies in Universiti Teknikal Malaysia Melaka (UTeM). Many challengers have been faced during this project but at the same time it has been very interesting and rewarding.
Now that I am finishing this project, I would like to express my gratitude especially to my supervisor, Mr. Ab. Rahman bin Mahmood, for his constructive comments, ideas, support and guidance throughout this project.
Besides that, I would like to give my warmest thanks to the various people in the case company, Hicom Engineering Sdn.Bhd who have contributed to this work. Without your valuable and professional comments and criticism and outright support this wouldn’t have been possible.
TABLE OF CONTENT
1.1.2 Company Background 2
1.2 Problem Statement 3
2.3 Inspection Techniques in the Field of Quality Control 13
2.3.1 Informative Inspection 14
2.3.2 Source Inspection 16
2.4 Types of Poka Yoke Devices 17
vi
2.5.1 Characteristics of Poka Yoke 21
2.5.2 Process Deviation and Value Differences 21
2.6 Goal of Poka Yoke 22
2.7 Zero Quality Control 23
2.8 Company-Wide Poka Yoke 24
2.9 Implementations Process of Poka Yoke 24
2.10 Objectives of Poka Yoke Implementation 27
2.11 Characteristics of Quality Control Methods 28
2.12 Quality Costs and Mistake Proofing 29
3. METHODOLOGY
3.1 Flow Chart Explanation 32
3.1.1 Start 32
3.1.2 Define the Problem Statement, Objectives and Scope 32 3.1.3 Finding Literature Review; Books, Journal and Articles 33
3.1.4 Observation of Current Production 33
3.1.5 Collecting and Analyzing Miss Loading Data 33 3.1.6 Designing and Recommendation of Improvement Proposal 33
3.2 Gantt Chart 34
4. RESULT AND DISCUSSION
4.1 Introduction 35
4.2 Current production 36
4.3 Data Collection 39
4.4 Process Improvement 42
4.4.1 Experiment of Workability of the Device 43
4.4.2 Conclusion of the Experiment 47
4.5 Circuit Diagram 48
4.6 Schematic Diagram 50
5. CONCLUSION 53
REFERENCES 55
APPENDICES
viii
LIST OF TABLES
2.1 Classification of Human Errors 8
2.2 Classification Methods of Mistakes 10
2.3 Tool Summary for Root Cause Analysis 11
LIST OF FIGURES
2.1 Three Possible States of Mistakes with Three Functions of Poka Yoke 19
2.2 Poka Yoke for Assembly 23
2.3 Framework of Implementation Process 25
2.4 Mistake-Proofing Levels 26
3.1 Process Flow Chart 31
4.1 Exhaust Manifold Campro 37
4.2 Jigs Before Hold the Products 38
4.3 All Products Tie at the Jigs 38
4.4 Numbers of Product Rejects in 2008 40
4.5 Percentage of Product Rejects in 2008 40
4.6 Fishbone Diagram Illustrating Possible Defect Causes 41
4.7 Poka Yoke Device 43
4.8 Gap between the Product and Jig Block at 0.5 mm 45
4.9 No Gap between the Product and Jig Block 46
4.10 Gap between the Product and Jig Block at 0.8 mm 47
4.11 Circuit Diagram 49
x
LIST OF ABBREVIATION
HICOM - Hicom Engineering Sdn. Bhd
Mm - Milimeter
Pcs - Pieces
PSM - Projek Sarjana Muda Sdn.Bhd - Sendirian Berhad
CHAPTER 1
INTRODUCTION
This chapter introduces the background for the project, defines the problem statement,
set objectives and scope for this study. An overall structure of this project is also
provided.
1.1 Background
1.1.1 History of Poka Yoke
Poka Yoke was coined in Japan during the 1960s by Shigeo Shingo who was one of the
industrial engineers at Toyota. Shigeo Shingo is also credited with creating and
formalizing Zero Quality Control (Poka Yoke techniques to correct possible defects plus
source inspection to prevent defects equals zero quality control).
Originally described as Baka-yoke, but as this means “idiot- proofing” the name was
changed to the milder Poka Yoke. Poka yoke pronounced “POH-kah YOH-keh” means
“fail-safing” or “mistake proofing”. Avoiding (yokeru) inadvertent errors (poka) is a
behavior-shaping constraint or a method of preventing errors by putting limits on how an
operation can be performed in order to force the correct completion of the operation.
Where this is not possible, Poka Yokes perform a detective function, eliminating defects
in the process as early as possible.
In 1963, a worker at Arakawa Body Company refused to use baka-yoke mechanisms in
2
term was changed to Poka Yoke, which means ‘mistake-proofing’. Ideally, Poka Yokes
ensure that proper conditions exist before actually executing a process step, preventing
defects from occurring in the first place. Where this is not possible, Poka Yoke perform
a detective function, eliminating defects in the process as early as possible.
1.1.2 Company Background
Hicom Engineering is a member of DRB-HICOM group of companies, offering
state-of-art manufacturing capabilities to our customers. Hicom Engineering manufacture,
machine precision castings and assemble components for automotive and general
engineering purposes. Located in Selangor, Malaysia, Hicom Engineering was
commissioned in 1991 with a total paid-up capital of USD8.07 million and a total
investment of over USD18.4.
As one of Malaysia's leading manufacturers of cast-iron automotive components, we
have a strong commitment to constantly improve the quality of our products. The MS
ISO 9002 certification has only enhanced our commitment. Utilize the latest
technological advances in support of our commitment to continuous improvement and
provide the highest quality castings.
Hicom Engineering employs a diverse group of dedicated individuals with extensive
experience in foundry and machining. Our employees are committed to the growth of
the company and to achieving consistent quality for every Hicom Engineering product.
Everyone at Hicom Engineering is responsible for his/her contribution to total quality
that is a result of a unified approach at providing our customers with products that meet
1.2 Problem Statement
Poka Yoke is a method of preventing errors by putting limits on how an operation can be
performed in order to force the correct completion of the operation. It can perform a
detective function, eliminating defects in the process as early as possible. From this
method, it can improve the production efficiency. The factor that effect the production
efficiency are cycle time, loading and unloading time, machine breakdown, absenteeism,
shortages of materials, down time of machine include machine setting, tool setting,
parameter setting and quality problems, as well as factors that are outside the control of
the operation manager.
At HICOM Engineering Sdn.Bhd, the problems of miss-loading occur frequently due to
full-proof system was not incorporated to the production jigs. This lead to occurrence of
product rejects and machine down time as a result of miss-loading. To solve this
problem, many company implements this full-proof concept that called Poka Yoke.
Evidence shows, it have a lot of improvement after the implementation of that system.
1.3 Objectives
The objectives of this study are:
1. Tostudy a Poka Yoke concept to improve production line at Hicom Engineering
Sdn.Bhd.
2. To improve the degree of quality performance and production efficiency by
eliminating miss-loading using Poka Yoke concept.
4
1.4 Scope of Project
This project focuses on introduction and implementation of Poka Yoke concept to a
selected production line at Hicom Engineering Sdn.Bhd. This research merely focuses
on a production jig used for manufacturing of one kind of automotive component. Based
on previous industrial experience by many companies, it is strongly believed that the
reject rate will be reduced when there is no more part miss-loading cases. Ultimately, the
production efficiency will increase when there is no more down time spent for producing
CHAPTER 2
LITERATURE REVIEW
This chapter introduces a theoretical background of Poka Yoke methodology. Besides
that, it was focuses on the literature review of introduction and implementation of Poka
Yoke concept to a selected production line at Hicom Engineering Sdn.Bhd.
2.1 Definition and History of Poka Yoke
Poka Yoke is a process improvement that improves visibility on the occurrence of
defects, equipment, abnormalities and safety hazards for fast analysis and solution. Its
purpose is to provide some intervention device or procedure to eliminate the possibility
of a mistake or at worst case to catch it before it is transitioned into the next level of
product or consigned to nonconforming product. Other than eliminating possibility for
errors, mistake proofing is relatively inexpensive to install. Poka means inadvertent error
and Yoke means prevention. Poka Yoke is implemented using simple low cost mistake
proofing devices that detect abnormal situations before they occur or once they occurred
stop production to prevent defects (Shingo, 1985).
Poka Yoke reduces the physical and mental burden of constantly checking for common
errors that lead to defects such as missing process steps, process errors, miss set work
pieces, missing or wrong parts, improper equipment set ups and so forth. A good Poka
Yoke must be simple and low maintenance, very reliable, low cost, and designed for the
specific workplace condition. When a Poka Yoke detects an error, it should either
6
stopping of the line in the middle of a process increases the potential for defects. An
effective Poka Yoke must inspect 100 percent of the items and provide immediate
feedback for countermeasures (Shingo, 1985).
It was year 1961 when Shigeo Shingo, an industrial engineer at Toyota Motor
Corporation introduced the concept of Poka Yoke. Based on Shingo’s long term
experience and observation, he developed the concept of Poka Yoke and turned it from
the idea into a formidable tool; a tool for achieving zero defect and eventually
eliminating the need of quality control inspections. Since then, “Poka Yoke” has been an
integral part of Japanese quality and manufacturing systems (Shimbun, 1988).
In its early days, term Poka Yoke was known as baka-yoke, meaning fool proofing. In
the operator’s point of view, this term wasn’t very attractive, because of terms have
dishonorable and offensive connotation. Soon after the name episode in one of the
Japanese car manufacturing plants in 1963, the term to describe this methodology was
changed to Poka Yoke. The term “Poka Yoke” stands for mistake proofing; referring
originally devices, which serve to prevent the sort of inadvertent mistakes that anyone
can make (Manivannan, 2006).
Many definitions for Poka Yoke can be found from the literature. The following
statement describes best the idea of Poka Yoke from different aspects:
1. “The original idea behind Poka Yoke is to respect the intelligence of workers.
Poka Yoke are for freeing worker’s time and mind to pursue more creative and
value adding activities” (Shimbun, 1988).
2. “Error proofing is not so much a lean “tool” as it is a way of thinking and
evaluating problems. It is based on a philosophy that people do not intentionally
make mistakes or perform the work incorrectly, but for various reason mistakes
Poka Yokes were originally developed for manufacturing, considered primarily physical
devices to prevent mistakes from occurring. Nowadays the whole concept of Poka Yoke
has a much more extensive purpose; it can be seen as a tool, as an effective quality
control technique and finally as a quality philosophy. The basic principle behind all
these "levels" is the prevention of defects. The creator of Poka Yoke concept, Shigeo
Shingo, believed that defects could simply be eliminated in the first place, instead of
relying on measures taken on after-the-fact. According to Shingo (1986), mistakes that
lead to defects can be engineered out of the processes and defects can be eliminated this
way. The well-known quality guru, Edward Deming, has once stated that "quality comes
not from inspection, but from improvement of the process" (Manivannan, 2006). This
statement is also the heart of the Poka Yoke philosophy. Rather than looking for defects,
a true goal is to create processes that yield zero defects (Manivannan, 2006).
2.2 Errors and Defects in Poka Yoke
In order to have a thorough understanding of Poka Yoke, an understanding of why
mistakes occur and what human factors make mistakes less likely is appropriate (Stewart
& Grout, 2001). In addition, discussion of what do the words "mistake", "defect" and
"error" mean in the context of Poka Yoke is provided. Shingo has made a clear
distinction between a mistake and a defect. Mistakes are inevitable; people are human
and cannot be expected to concentrate all the time, or always understand completely the
instructions they are given. Defects results from allowing a mistake to reach the
customer, and are thus entirely avoidable (Fisher, 1999).
Manivannan (2007) defines that a defect is any deviation from product specifications
that may lead to customer dissatisfaction. To be considered defective, the product must
deviate from manufacturing or design specifications, and it must not meet the
expectations of internal or external customers. According to Shingo (1986) the causes
of defects lie in worker errors, and defects are the results of neglecting those errors. It
8
eliminated beforehand. On the other hand, from the source inspection’s point of view,
Shingo (1986) states that defects arise because errors are made and these two have a
cause-and-effect relationship. Errors will not turn into defects if feedback and action
takes place at the error stage.
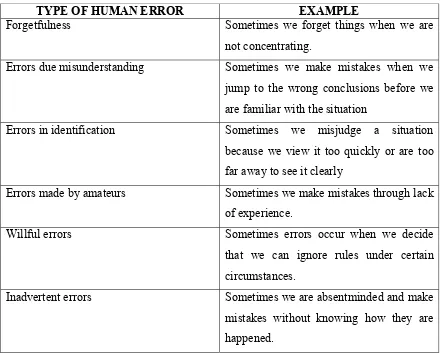
2.2.1 Human Error Classification
Shimbun (1988) classifies ten different kinds of human errors, which are presented in
table 2.1. Also Grout (1995) states about mistakes that to error is human. According to
these, we will sooner or later come to the conclusion that almost all defects are caused
by human errors.
Table 2.1: Classification of Human Errors (Shimbun, 1988).
TYPE OF HUMAN ERROR EXAMPLE
Forgetfulness Sometimes we forget things when we are
not concentrating.
Errors due misunderstanding Sometimes we make mistakes when we
jump to the wrong conclusions before we
are familiar with the situation
Errors in identification Sometimes we misjudge a situation
because we view it too quickly or are too
far away to see it clearly
Errors made by amateurs Sometimes we make mistakes through lack
of experience.
Willful errors Sometimes errors occur when we decide
that we can ignore rules under certain
circumstances.
Inadvertent errors Sometimes we are absentminded and make
mistakes without knowing how they are