Informasi Dokumen
- Penulis:
- Cahyati Supriyati Sangaji
- Pengajar:
- Ibu Pratiwi Widya Wahyuni, S.Kom
- Bapak Ir.Wahyudi Hariyanto
- Sekolah: Institut Bisnis dan Informatika Stikom Surabaya
- Mata Pelajaran: S1 Sistem Komputer
- Topik: Perancangan Program PLC Siemens S7-200 Untuk Kontrol Mesin Vertical Boring Proyek PT. Boma Bisma Indra
- Tipe: kerja praktek
- Tahun: 2014
- Kota: Surabaya
Ringkasan Dokumen
I. PENDAHULUAN
Bagian ini memberikan gambaran umum mengenai latar belakang, tujuan, dan batasan masalah yang akan dibahas dalam laporan ini. Penulis menjelaskan pentingnya kerja praktek dalam meningkatkan pemahaman mahasiswa terhadap penerapan teori di dunia industri, khususnya dalam bidang pengendalian mesin menggunakan PLC.
1.1 Latar Belakang Masalah
Latar belakang menjelaskan pentingnya pendidikan tinggi dalam mempersiapkan lulusan yang siap menghadapi tantangan industri. Dalam konteks ini, mahasiswa diharapkan dapat menerapkan ilmu yang diperoleh di bangku kuliah ke dalam praktik nyata di perusahaan, khususnya dalam penggunaan PLC untuk pengendalian mesin.
1.2 Tujuan Kerja Praktek
Tujuan kerja praktek ini mencakup memberikan pengalaman langsung kepada mahasiswa dalam dunia kerja, meningkatkan pemahaman teori yang telah dipelajari, serta memberikan wawasan tambahan mengenai PLC yang mungkin belum dipelajari di perkuliahan.
1.3 Perumusan Masalah
Perumusan masalah mencakup dua fokus utama, yaitu analisis program yang telah berjalan pada mesin Vertical Boring dan dokumentasi program tersebut. Hal ini penting untuk memahami karakteristik mesin dan bagaimana program dapat mempengaruhi kinerjanya.
1.4 Batasan Masalah
Batasan masalah ditetapkan untuk fokus pada mesin Vertical Boring di PT. Boma Bisma Indra, mengingat banyaknya mesin yang menggunakan PLC di perusahaan tersebut. Hal ini bertujuan untuk menjaga agar analisis tetap terfokus dan mendalam.
1.5 Waktu Dan Lama Kerja Praktek
Kerja praktek dilaksanakan selama 4 minggu, dari tanggal 1 Agustus hingga 30 Agustus 2014. Waktu ini digunakan untuk mengamati dan menganalisis proses kerja di perusahaan serta penerapan PLC dalam kontrol mesin.
1.6 Ruang Lingkup Kerja Praktek
Ruang lingkup kerja praktek mencakup observasi alur kerja perusahaan dalam menangani proyek, analisis program yang diimplementasikan pada mesin Vertical Boring, serta dokumentasi terkait program tersebut. Ini bertujuan untuk memberikan gambaran menyeluruh tentang penggunaan PLC.
1.7 Metodologi
Metodologi yang digunakan meliputi observasi, wawancara dengan ahli PLC, studi literatur, dan penulisan laporan. Pendekatan ini diharapkan dapat memberikan pemahaman yang komprehensif tentang proyek yang sedang dikerjakan.
1.8 Sistematika Penulisan
Sistematika penulisan laporan dibagi menjadi beberapa bab, dimulai dengan pendahuluan, gambaran umum perusahaan, landasan teori, pembahasan, dan penutup. Struktur ini dirancang untuk memudahkan pembaca dalam memahami isi laporan.
II. GAMBARAN UMUM PERUSAHAAN
Bagian ini menjelaskan tentang sejarah, visi, misi, dan struktur organisasi PT. Widya Cipta Tehnik serta pengalaman kerja perusahaan dalam bidang mekanikal dan elektrikal. Informasi ini penting untuk memberikan konteks tentang perusahaan tempat kerja praktek dilaksanakan.
2.1 Sejarah Singkat Perusahaan
Sejarah perusahaan mencakup perkembangan PT. Widya Cipta Tehnik dari awal berdiri hingga saat ini. Perusahaan ini berfokus pada layanan teknik mekanikal dan elektrikal, serta telah membangun reputasi yang baik di industri dengan komitmen terhadap profesionalisme dan kualitas.
2.2 Visi
Visi perusahaan adalah untuk menjadi yang terbaik dalam pelayanan dan teknologi di pasar yang dilayani. Hal ini mencerminkan ambisi perusahaan untuk terus berinovasi dan memberikan solusi terbaik bagi klien.
2.3 Misi
Misi perusahaan berfokus pada pengembangan hubungan yang kuat antara pelanggan, pegawai, dan mitra kerja, serta komitmen untuk memberikan layanan yang berkualitas. Misi ini menjadi pedoman dalam setiap proyek yang dikerjakan.
2.4 Tujuan
Tujuan perusahaan adalah untuk mempertahankan kepercayaan klien dengan memberikan layanan yang berkualitas dalam bidang mekanikal dan elektrikal. Hal ini penting untuk memastikan keberlangsungan dan pertumbuhan perusahaan.
2.5 Makna Lambang PT. Widya Cipta Tehnik
Lambang perusahaan menggambarkan identitas dan nilai-nilai yang dipegang oleh PT. Widya Cipta Tehnik. Warna dan bentuk lambang mencerminkan profesionalisme dan komitmen perusahaan terhadap inovasi.
2.6 Pengertian Lambang
Pengertian lambang perusahaan mencakup makna simbolis dari setiap elemen yang ada dalam lambang. Ini memberikan pemahaman lebih dalam mengenai filosofi dan nilai-nilai yang dijunjung oleh perusahaan.
2.7 Struktur Organisasi
Struktur organisasi perusahaan dijelaskan untuk memberikan gambaran tentang pembagian tugas dan tanggung jawab di dalam perusahaan. Ini penting untuk memahami alur kerja dan komunikasi di dalam organisasi.
2.8 Alur Kerja Organisasi
Alur kerja organisasi menggambarkan proses dari awal hingga akhir pengerjaan proyek. Ini mencakup langkah-langkah yang diambil dalam menangani tender hingga penyelesaian proyek, memberikan gambaran yang jelas tentang operasi perusahaan.
2.9 Denah Lokasi
Denah lokasi perusahaan memberikan informasi tentang posisi fisik PT. Widya Cipta Tehnik. Ini penting bagi pemangku kepentingan yang ingin mengunjungi atau berkolaborasi dengan perusahaan.
2.10 Pengalaman Kerja
Pengalaman kerja perusahaan selama periode tertentu menunjukkan kredibilitas dan kemampuan PT. Widya Cipta Tehnik dalam menangani proyek-proyek yang kompleks. Ini menjadi indikator kualitas layanan yang diberikan.
2.11 Sejarah Singkat Perusahaan PT. Boma Bisma Indra
Sejarah PT. Boma Bisma Indra memberikan konteks tentang perusahaan yang menjadi lokasi kerja praktek. Informasi ini penting untuk memahami latar belakang dan perkembangan perusahaan dalam industri.
2.12 Visi dan Misi PT. Boma Bisma Indra
Visi dan misi PT. Boma Bisma Indra mencerminkan tujuan dan arah perusahaan dalam industri. Ini penting untuk memahami bagaimana perusahaan beroperasi dan berkontribusi pada sektor industri.
III. LANDASAN TEORI
Bagian ini membahas teori-teori yang mendasari penggunaan PLC Siemens S7-200 dalam pengendalian mesin. Teori ini penting untuk memberikan pemahaman yang lebih baik tentang bagaimana PLC berfungsi dan aplikasinya dalam industri.
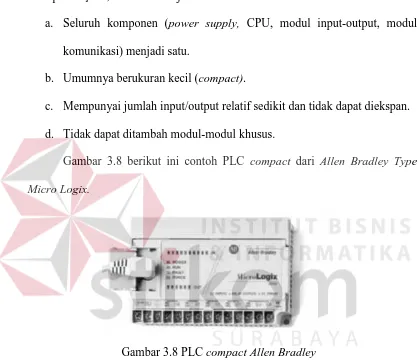
3.1 Penjelasan Tentang S7-200 PLC Siemens
S7-200 PLC Siemens adalah perangkat yang digunakan untuk mengontrol berbagai aplikasi otomasi. Desain kompak dan kemampuan untuk diupgrade menjadikannya solusi ideal untuk aplikasi kecil. Ini memberikan fleksibilitas dalam menangani berbagai masalah otomatisasi.
3.1.1 Pengertian S7-200 PLC Siemens
S7-200 adalah mikro-programmable logic controller yang dirancang untuk mengontrol aplikasi otomasi. Dengan biaya yang terjangkau dan instruksi yang kuat, S7-200 menjadi pilihan populer di industri untuk pengendalian mesin.
3.1.2 Komponen Micro PLC S7-200
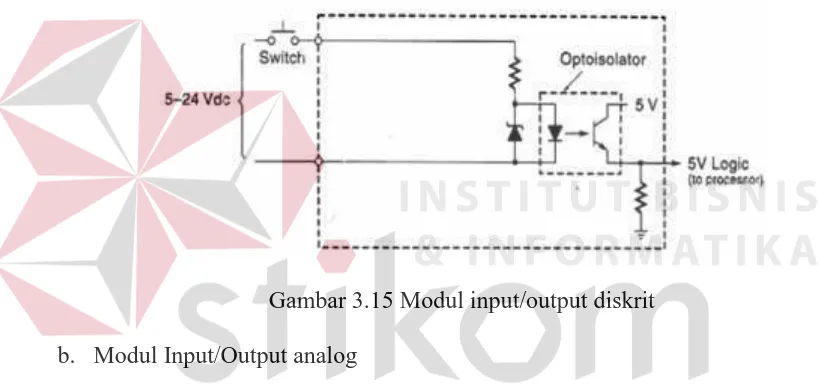
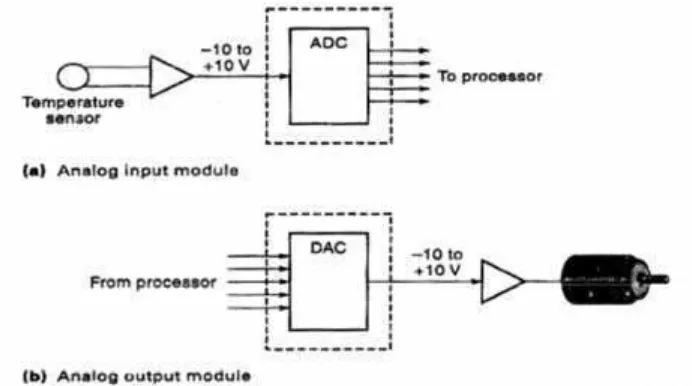
Komponen utama dari S7-200 mencakup CPU, power supply, dan modul input/output. CPU bertugas mengeksekusi program dan menyimpan data, sementara modul I/O menghubungkan perangkat input dan output dengan PLC.
3.2 Software Microwin (Aplikasi PLC Siemens)
Software Microwin digunakan untuk merancang program pada PLC S7-200. Dengan fitur yang mendukung kontrol dan pemrograman, perangkat lunak ini menjadi alat penting bagi insinyur dalam mengembangkan aplikasi otomasi.
3.3 Dasar Dasar Pengendalian
Pengendalian menggunakan PLC menggantikan sistem relay tradisional yang tidak efisien untuk kontrol kecepatan tinggi. PLC memungkinkan pengendalian proses dengan memanfaatkan input dan output dalam bentuk variabel biner.
3.3.1 Pengendalian PLC
PLC dirancang untuk menggantikan rangkaian relay dengan menambahkan fungsi aritmatika dan logika. Hal ini memungkinkan kontrol yang lebih kompleks dan fleksibel dalam sistem otomasi.
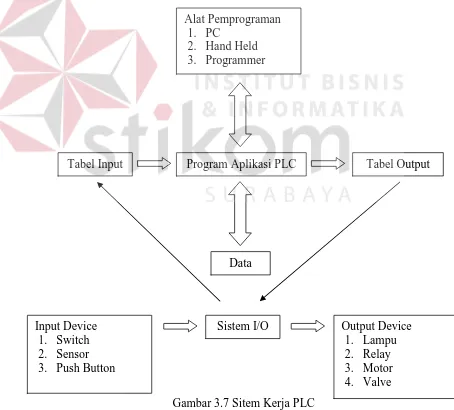
3.4 Sistem Kerja PLC
Sistem kerja PLC melibatkan penerimaan sinyal input dari sensor, pemrosesan sinyal oleh CPU, dan pengeluaran sinyal ke modul output untuk mengendalikan aktuator. Proses ini memastikan bahwa mesin beroperasi sesuai dengan instruksi yang diberikan.
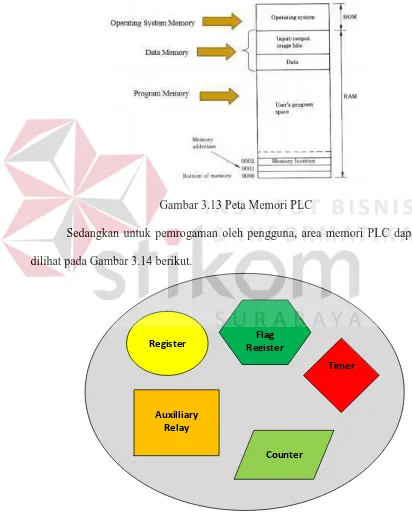
3.5 Perangkat Keras PLC
Perangkat keras PLC terdiri dari komponen seperti power supply, prosesor, memori, dan modul input/output. Setiap komponen memiliki fungsi khusus yang berkontribusi pada kinerja keseluruhan sistem PLC.
3.6 Dasar Dasar Pemprograman PLC
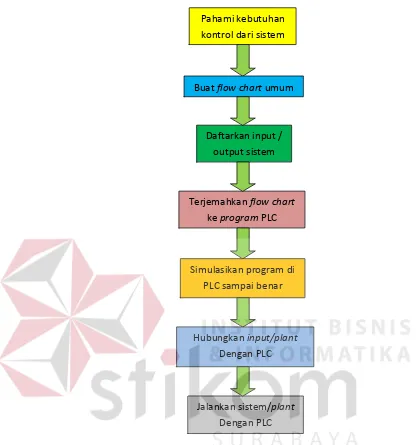
Pemrograman PLC dimulai dengan pembuatan daftar peralatan input dan output. Ini penting untuk memastikan bahwa semua perangkat terhubung dengan benar dan program dapat berfungsi sesuai yang diharapkan.
3.6.1 Cara Kerja Program PLC
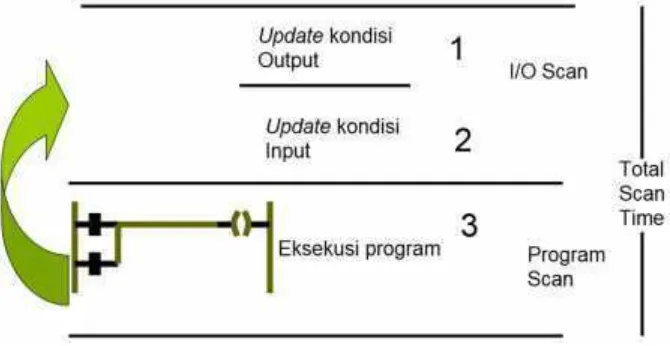
PLC bekerja dengan cara memindai status input dan output secara simultan. Proses ini memastikan bahwa semua instruksi dalam program dieksekusi dengan efisien dan akurat, memungkinkan kontrol yang tepat terhadap sistem.
3.7 Bahasa Pemprograman PLC
Bahasa pemrograman PLC, seperti ladder diagram, merupakan metode yang paling populer. Ladder diagram memungkinkan insinyur untuk merancang logika kontrol dengan cara yang mudah dipahami dan diimplementasikan.
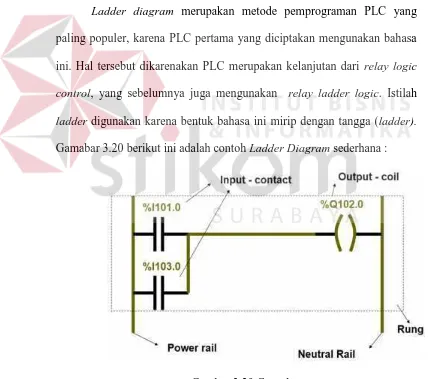
3.7.1 Ladder Diagram
Ladder diagram adalah representasi grafis dari logika kontrol yang mirip dengan tangga. Metode ini memudahkan pemrogram dalam memahami alur kerja dan interaksi antara input dan output dalam sistem.
IV. PEMBAHASAN
Bagian ini membahas secara rinci mengenai perancangan program PLC Siemens S7-200 untuk kontrol mesin Vertical Boring di PT. Boma Bisma Indra. Analisis ini mencakup sistem kontrol, alat pendukung, serta proses pembuatan program.
4.1 PLC Vertical Boring
Mesin Vertical Boring digunakan untuk proses pembubutan dengan posisi benda kerja vertikal. Penggunaan PLC dalam mesin ini memungkinkan kontrol yang lebih presisi dan efisien, meningkatkan produktivitas pabrik.
4.2 Sistem Kontrol Mesin Vertical Boring
Sistem kontrol pada mesin Vertical Boring disesuaikan dengan karakteristik mesin. Input dari operator dapat berupa input manual atau input numerik, yang kemudian diproses oleh PLC untuk menghasilkan output yang diinginkan.
4.3 Alat Pendukung Sistem Kerja Vertical Boring
Alat pendukung seperti CNC Controller berfungsi untuk mengatur posisi bor sebelum mesin beroperasi. Ini memberikan fleksibilitas dan kontrol yang lebih baik dalam pengoperasian mesin Vertical Boring.
4.3.1 CNC Controller (bawah)
CNC Controller berfungsi sebagai alat kontrol manual untuk operator dalam pengaturan posisi bor. Ini juga memungkinkan operator untuk memulai, menunda, atau menghentikan operasi mesin sesuai kebutuhan.
V. PENUTUP
Bagian penutup menyajikan kesimpulan dari analisis yang telah dilakukan dan memberikan saran untuk pengembangan sistem di masa depan. Ini penting untuk memberikan arah bagi penelitian dan implementasi lebih lanjut.
5.1 Kesimpulan
Kesimpulan mencakup hasil dari analisis program PLC pada mesin Vertical Boring, serta efektivitas penggunaan PLC dalam meningkatkan efisiensi dan kualitas produksi di PT. Boma Bisma Indra.
5.2 Saran
Saran diberikan untuk perbaikan dan pengembangan sistem PLC di masa depan. Ini mencakup rekomendasi untuk peningkatan fungsi, pelatihan bagi operator, dan pengembangan perangkat lunak untuk meningkatkan kinerja mesin.