KARAKTERISTIK BALOK LAMINAS1 DARI KAYU
CEPAT TUMBUH BERDIAMETER
KECIL
EVALINA HERAWATI
SEKOLAH PASCASARJANA
INSTITUT PERTANIAN BOGOR
PERNYATAAN MENGENAI TESJS
DA
N
SUMBER INPORMASI
Dengan ini saya menyatakan bahwa tesis Karakteristik Balok Laminasi dari Kayu Cepat Tumbuh Berdiameter Kecil adalah karya saya sendiri dengan arahan
dari dosen pembimbing dan belum diajukan dalam bentuk apa pun kepada perguruan tinggi mana pun. Sumber informasi yang berasal atau dikutip dari karya yang diterbltkan maupun tidak diterbitkan dari penulis lain telah disebutkq dalam teks dan dicantumkan dalarrh Daftar Pustaka di bagian akhir tesis ini.
Bogor, Agustus 2007
Evalina Herawati
EVALINA HERAWATI. Karakteristik Balok 1,aminasi dari Kayu Cepat Tumbuh Berdiameter Kecil. Dibimbing oleh MUH. YUSRAEd MASSIJAYA dan NARES WORO NUGROHO.
Penggunaan kayu untuk keperluan struktural membutuhkan dimensi yang cukup besar dan bentailg yang panjang dan persyarat~m tertentu menyangkut kekuatannya. Di lain pihak, kayu yang banyak tersedia saat ini adalah kayu dari hutan tanaman dari jenis-jenis cepat tumbuh berdiameter kecil d m umumnya memiliki sifat yang inferior seperti kandungan cacat, keawetan alami dan kekuatannya dibandingkan dengan kayu dari hutan alam. Salah satu cara yang bisa dilakukan untuk mendapatkan kayu dengan dimensi yang diinginkan adalah dengan teknik laminasi. Salah satu produk laminasi y ~ g biasa digunakan sebagai bahan struktural adalah balok laminasi.
Penelitian ini bertujuan mendesain balok larninasi dari kayu cepat tumbuh berdiameter kecil yaitu kayu afrika (Maesopsis eminii Engl.) dan kayu akasia (Acacia malzgium Willd.) dengan pola penyusunan lamina pada penanlp~ang lintangnya dan menentukan karakteristik balok laminasi tersebut.
Ukuran lebar lamina yang digunakan dalam pembuatan balok laminasi ini aclalah 2,4,6, 8 dan 12 cm dengan tebal 2 cm dan panjang 260 cm. Setiap lamina dipilah dengan menggunakan Mesin Pemilah Kayu (MPK) Panter untuk menentukan modulus elastisitasnya (MOE). Ukuran penampang lima tipe balok laminasi (A, B, C, D dan E) yang dibuat adalah 6 cm
x
12 cm yang tersusun daribeberapa ukuran lebar dan berdasarkan MOE-nya. Perekat yang dipakai adalah water basedpolymer isocyanate (WBPI) dengan berat labur 280 g/m2 untuk kedua pennukaannya. Standar penguj ian mengacu pada JAS 234:2003.
Nilai rataan MOE lamina kayu afrika dengan peng~tjian menggunakan MPK
Panter diperoleh sebesar 6,73 x lo4-8,24 x lo4 kg/cm2 sementara untuk lamina kayu akasia scbesar 7,80 x 10'-8,41 x 10"g/cm2. Sementara dari pengujian balok laminasinya diperoleh nilai rataan MOE balok laminasi afika sebesar 6,19 x 1 (I4-7,6 1 x 1
o4
kdcm2 dan 7,82 x I 04- 8,54 x 10' kg/cm2 untuk balok laminasi akasia pada posisi baring (fi'alwise). Untuk posisi tegak (edgewise), rataan MOEbalok laminasi afrika adalah 4,13 x lo4-5,08
x
1o4
kg/cm2 dan sebesar 4,773 x1 04- 5,68 x 1
o4
kg/cm2 pada balok laminasi akasia.Kisaran nilai rataan MOE yang diperoleh dengan menggunakan UTM Baldwin adalah sebesar 7,30 x 10~-10,89 x 10hkg/crn2 untuk balok laminasi afrika dan urituk balok laminasi akasia 8,41 x 1 34-1 3,67 x lo4 kg/cm2. Sementara itu. nilai rataan MOR balok laminasi yang dihasilkan adalah sebesar 31 1-468 kg/crn2 untuk balok laminasi afrika dan untuk balc k laminasi akasia sebesar 5 16-687 kg/cm2. Berdasarkan nilai tersebut maka n i l ~ i MOE dm MOR balok lsminasi ltedua jenis kayu (kecuali MOE balok laminasi tipe B dari kayu afrika) telah memenuhi standar JAS 234:2003.
Kadar air, keteguhan rekat dan delaminasi air dingin balok laminasi kedua jenis kayu telah memenuhi standar JAS 234:2003 sementara pacia uji delan~inasi
afrika yang memenuhi standar. Hasil ini rnenunjukkan bahwa kayu afrika yang digunakan dalam penelitian ini memiliki keterekatan yang lebih baik dengan perekat yang dipakai dibandingkan dengan kayu akasia.
Balok laminasi akasia memiliki kekakuan dan kekcatan lentur yang lebih tinggi dibandingkan dengan balok laminasi afrika dilihat dari nilai rataan MOE dan MOR-nya. Nilai MOE balok laminasi dipengaruhi oleh jenis kayu dan tipe balok sementara untuk nilai MOR selain dipengaruhi kedua faktor tersebut, interaksi keduanya juga berpengaruh nyata.
ABSTRACT
EVALINA HERAWATI. The Characteristics of Glued-Laminated Beams Made from Small Diameter Fast Growing Species. Under the direction of MUH. YUSRAM MXSSIJAYA and NARESWORO NUGROHO.
There are many products can be made using timber from small diameter fast growing species, one of them is glued-laminated (glulam) beams. Glulam beams is one of the engineered wood products used for structural applications. This research objective is to evaluate the characteristics of glulam beams made from small diameter fast growing species (Illaesopsis eminii Engl. and Acacia mangium Willd.).
Laminations were used consist of 2,4,6, 8 and 12 cm in widthnesses, 2 cm in thickless and 260 cm in length. Each lamination was graded using Machine Stress Grading (namely by Panter or plank sorter) to determine its modulus of elasticity (MOE). Cross-section of five types of glulam beams is 6 cm x 12 cm were arranged of various widths and based on MOE of laminations. Glulam beams were bonded by water based polymer isocyunate (WBPI) using 280 @m2 double glue spread.
The research results showed that glulam beams made from A. mangium
Willd. showed better performance compared to those of'M. eminii Engl. based on its average value of MOE and modulus of rupture (MOR). In general, results showed that almost all of glulam types of both wood species fulfill the JAS 234:2003 standard in moisture content, MOE, MOR, shear strength and immersion delamination test. However, performance of glulam was unsatisfactory in boiling water soak delamination test.
O
Hak cipta milik TPB, tahun 2007
Hak
cipta dilindungi Undang-undang
I . Dilarang mengutip sebagian atau seluruh karya tulis ini tanpa mencantumkan atau menyebutkai~ sumber
a. Pengutipan hanya untuk kepentingan peadidikan, penulisan karya ilmiah, penyusunan laporan. penulisan kritik atau tinjauan suatu masalah
b. Pengutipan tidak merugikan kepentingan yarlg wajar IPB 2. Dilarang mengumumkan dan memperbanyac sebagian atau
PRAKATA
Puji dan syukur penulis panjatkan kepada Allah SWT atas segala karunia- Nya sehingga karya ilmiah ini berhasil diselesaikan. Te~na yang dipilih dalanl penelitian yang dilaksanakan sejak bulan Desember 2006 hingga Juli 2007 ini adalah balok laminasi dengan judul Karakteristik Balok Laminasi dari Kayu Cepat Tumbuh Berdiameter Kecil.
Terima kasih penulis sampaikan kepada Bapak Dr. 1r. Muh. Yusram Massijaya, M.S. dan Bapak Dr. Ir. Naresworo Nugroho, M.S. selaku pembimbing atas arahan, bimbingan dan saran yang diberikan. Bapak Ir. Sucahyo Sadiyo, M.S dan Bapak Dr. Ir. Dede Hermawan, M.Sc. atas saran-saran yang diberikan bagi perbaikan tesis ini. Terima kasih kepada seluruh staf laboratorium keteknikan kayu (Pak Amin Suroso d m Mhd. Irfan) dan laboratorium kayu solid (Pak
Suhada, Pak Kadiman, Pak Adang, Mbak Esti dan Lastri) serta Pak Supriatin dan Pak Abdullah atas bantuan dan kerja samanya selama penelitian berlangsung. Selanjutnya ucapan terima kasih disampaikan kepa6a Dikti atas beasiswa pendidikan, Yayasan Fuji Xerox Asia Pasific-Astra Graphia dan Rektor Universitas Sumatera Utara atas bantuan dana penelitian yang diberikan. Bapak Prof. Dr. Ir. Zahrial Coto, M.Sc., Dekan Fakultas Pertanian USU, dan Ketua Departemen Kehutanan Fakultas Pertanian USU atas reko~nendasi yang diberikan untuk melanju tkan pendidikan S2. Penulis juga menyampaikan terima kasih kepada Bapak Effendi Tri Bachtiar, S.Hut. dan rekan-rekm IPK atas masukan dan
bantuan yang diberikan. Terakhir, ungkapan terima kasih yang dalam kepada orangtua dan seluruh keluarga atas segala doa, dorongan dan kasih sayangnya.
Semoga karya ilmiah ini bermanfaat.
Bogor, Agustus 2007
RIWAYAT
HIDUP
Penulis dilahirkan di Padangsidempuan pada tanggal 27 Juni 1977 dari ayah Drs. Abdul Muluk Harahap dan ibu I-Ij. Nurintan. Penulis merupakan anak kedua dari lima bersaudara.
Tahun 1996 penulis lulus dari SMA Negeri 4 Padangsidempuan d m pada tahun yang sarna lulus seleksi masuk IPB melalui jalur Undangan Seleksi Masuk IPB. Penulis memilih Program Studi Teknologi Hasil Hutan, Jurusan Teknologi Hasil Hutan Fakultas Kehutanan dan lulus pada tahun 2001. Kesempatan untuk melanjutkan ke program magister pada perguruan tinggi yang sama diperoleh pada tahun 2005 dengan sponsor BPPS.
Penulis bckerja sebagai staf pengajar di Departemen Kehutanan, Fakultas Pertanian Universitas Sumatera Utara sejak tahun 2003 ~ar.lpai dengan sekarang.
DAFTAR IS1
Halaman
...
DAFTAR TABEL xi
...
DAFTAR GAMBAR xii
...
DAFTAR LAMPlRAN xiv
PENDAHULU AN
...
Latar Relakang 1
PenunusanMasalah
...
;...
3...
Tujuan Penelitian
.
.
3...
Hipo tesis Peneliti an 4
TINJAUAN PUSTAKA Balok Laminasi
Definisi
...
...
Sejarah dan Perkembangan...
Kelebihan dan Kekurangan
Penggunaan
...
...
Proses Produksi...
Beberapa Perekat Balok Laminasi...
Perekat IsosianatGarnbar'm Umum Jenis Kayu
...
Kayu Afrika (Maesopsis eminii Engl.)Kayu Akasia (Acacia mangium Willd.)
...
BAHAN DAN METODE PENELITIAN...
Tempat dan Waktu 17
Bahan dan Alat
...
17 Metode PenelitianPembuatan Balok Larninasi
. .
.
.
...
17...
PeA1gujian Balok Laminas1 20
Desain Penelitian dan Analisis Data
...
24 HASIL DAN PEMBAHASAN...
Pemilahan dan Penyusunan Lamina 25
Karakteristik Balok Laminasi
KadarAir
...
31...
Modulus Elastisitas Panter (MOEP) 33
...
Modulus Elastisitas Baldwin (MOEB) 36
...
Modulus Patah (MOR) 39
...
Keteguhan Rekat 42
Delaminasi
...
46...
Pola Kerusakan Balok Laminasi 47
KESIMPULAN DAN SARAN
...
...
Saran 60
...
DAFTAR PUS'TAKA 61
...
DAFTAR TABEL
Halaman
1 MOE clan jumlah setiap kelompok lamina pada masing-masing
ukuran lebar
...
...
...
25 2 Rekapitulasi nilai MOE Panter (MOEP) dan MOE Baldwin (MOEB)serta perbandingan MOEP-Baring dengan MOEB (x 1
o4
kg/cm2). . .
.. . .
3 83 Rataan persentase kerusakan kayu pada pengujian balok laminasi
DAFTAR GAMBAR
Halaman
...
1 Mesin Pemilah Kayu (MPK) F'anter dan pengujian lamina 19
2 Susunan lamina berdasarkan ukuran lebar dan MOE pa.da penampang
...
balok laminasi 20
...
3 Balok laminasi dari (a) kayu afrika dan (b) akasia 21
...
4 Pola pembebanan pada pengujian MOE dan MOR 22
5 Pengujian MOE dan MOR dengan menggunakan UTNl Baldwin
...
22...
6 Contoh uji ur~tuk pengujian keteguhan rekat 23
7 Komposisi MOE (x lo4 kg/cm2) lamina-lamina penyusun balok laminasi
...
tipe A dari kayu afrika (a) dan akasia (b) 27
8 Komposisi MOE (x lo4 kg/cm2) lamina-lamina penyusun balok laminasi
...
tipe B dari kayu afrika (a) dan akasia (b) 28
9 Komposisi MOE (x 10' kg/cm2) lamina-lamina penyisun balok laminasi
...
tipe C
dari
kayu afrika (a) dan akasia (b) 2910 Kornposisi MOE (x 1
o4
kg/crn2) lamina-lamina penyusun balok laminasi...
tipe D dari kayu afrika (a) dan akasia (b) 29
1 1 Komposisi MOE (x 10' kg/cm2) lamina-lamina penyusun balok laminasi
...
tipe E dari kayu afrika (a) dan akasia (b) 30
...
12 Kadar air (%) pada berbagai tipe balok laminasi 32
13 Modulus Elastisitas hasil pengujian MPK Panter posisi baring
pada berbagai tipe balok laminasi
...
14 Modulus Elastisitas hasil pengujian MPK Panter posisi tegak
pada berbagai tipe balok laminasi
...
...
15 Modulus Elastisitas Baldwin pada berbagai tipe balolc larninasi
...
16 Modulus Patah pada berbagai tipe balok laminasi
17 Keteguhan rekat pada berbagai tipe balok laminasi
...
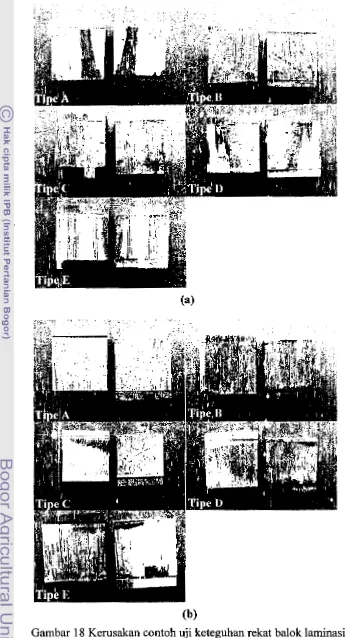
18 Kerusakan contoh uji keteguhan rekat balok laminasi (a) afrika dan
...
(b) akasia
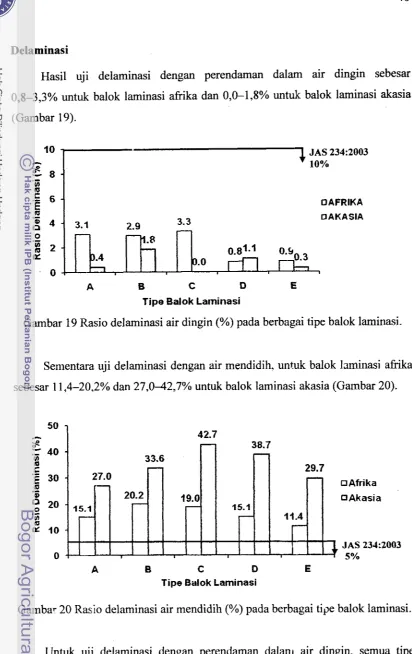
19 Rasio delaminasi air dingin (%) pada berbagai tipe balok laminasi
...
20 Rasio del'minasi air mendidih (%) pada berbagai tipe balok larninasi
....
...
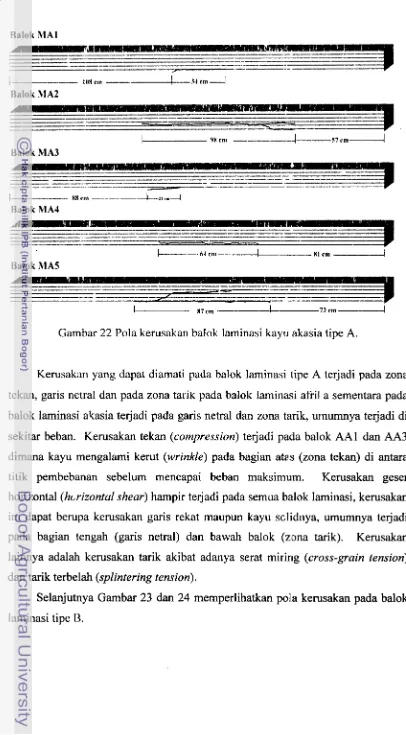
21 Pola kerusakan balok laminasi kayu afiika tipe A 48
Halaman
...
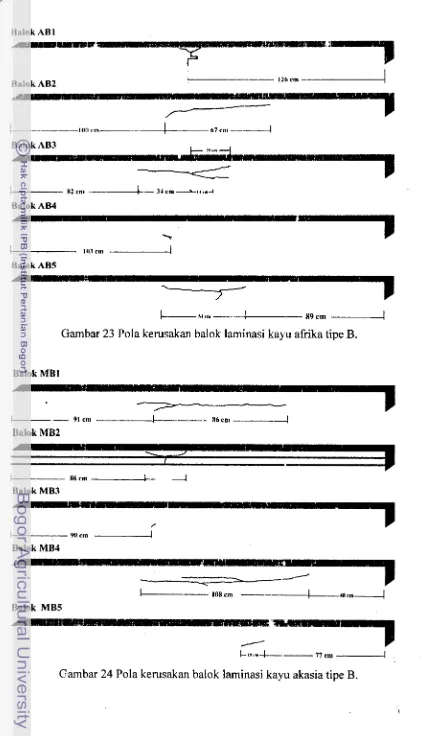
23 Pola kerusakan balok iaminasi kayu afrika tipe
R
50...
24 Pola kerusakan balok laminasi kayu akasia tipe B 50
...
25 Pola kerusakan balok laminasi kayu afrika tipe C 51
...
26 Pola kerusakan baloEr laminasi kayu akasia tipe C 52
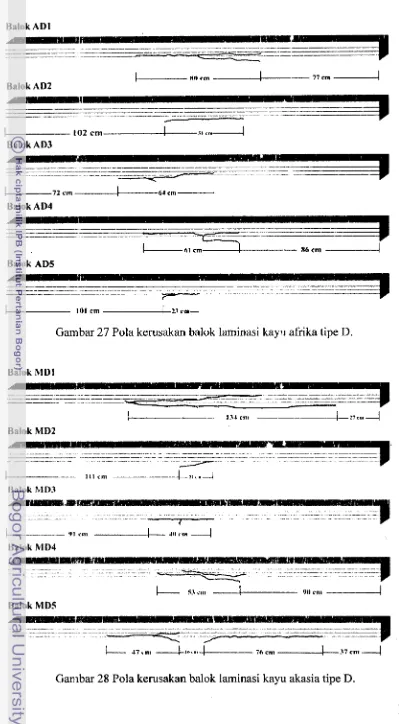
27 Pola kerusakan balok laminasi kayu afrika tipe D
...
5328 Pola kerusakan balok laminasi kayu akasia tipe D
...
5329 Pola kerusakan balok laminasi kayu afrika tipe E
...
5430 Pola kerusakan balok laminasi kayu akasia tipe E ... 55
3 1 Pola kerusakan balok utuh kayu afiika
...
5632 Pola kerusakan balok utuh kayu akasia
...
56DAFTAR LAMPIRAN
Halaman
Nilai kerapatan (p), Modulus elastisitas Panter (MOEP) dan
...
pengelompokan lamina kayu afrika 67
Nilai kerapatan (p), Modulus elastisitas Panter (MOEP) dan
pengelompokan lamina kayu akasia
...
72 Nilai pengujian kadar air (KA), kerapatan (p), modulus elastisitasPantc,r (MOEP), MOE Baldwin (MOEB) dan modulus patah (MOR)
balok lamiilasi kayu afrika
...
77Nilai pengujian kadar air (KA), kerapatan (p), modulus elastisitas Panter (MOEP), MOE Baldwin (MOEB) dan modulus patah (MOR)
. .
balok la~ninas~ kayu akasia
...
78Nilai pengujian keteguhan rekat, persentase kerusakan, delaminasi
air dingin dan delaminasi air meildidih balok laminasi kayu afrika
...
79 Nilai peng~~.jian keteguhan rekat, persentase kerusakan, delaminasiair dingin dan delaminasi air mendidih balok laminasi kayu akasia ... 80
Nilai pengu-iian kadar air (KA). kerspatan (p), keteguhan geser (KG). modulus elastisitas Panter (MOEP). MOE Baldwin (MOEB) dan
modulus patah (MOR) balok utuh..
...
8 1 Masil analisis statistik faktorial pengaruh jenis kayu dan tipe balok...
laminasi terhadap kadar air 82
I-Iasil analisis statistik faktorial pengaruh jenis kayu dan tipe balok
laminasi terhadap MOE Panter posisi baring
...
83Hasil analisis statistik faktorial pengaruh jenis kayu dan tipe balok
laminasi terhadap MOE Panter posisi tegak
...
84Hasil analisis statistik faktorial pengaruh jenis kayu dan tipe balok
laminasi terhadap MOE-Baldwin
...
85 Masil analisis statistik faktorial pengaruh jenis kayu dan tipe baloklaminasi terhadap MOR
...
86Hasil analisis statistik faktorial pengaruh jenis kayu dan tipe balok
laminasi terhadap ketebmhan rekat ... 87 Hasil analisis statistik faktorial pengaruh jenis kayu dan tipe balok
laminasi terhadap persentase kerusakan kayu ... 88 Hasil analisis statistik faktorial pengaruh jenis kayu clan tipe balok
laminasi terhadap delaminasi air dingin
...
89Hasil analisis statistik faktorial pengaruh jenis kayu dan tipe balok
PENDAHULUAN
Latar Belakang
Eksploitasi yang berlebihan selama beberapa dasawarsa telah menyebabkan kondisi hutan alam rusak parah dan memprihatinkan. Kondisi ini berimplikasi terhadap berkurangnya produksi kayu dari hutan a i m , sehingga ketersediaan kayu berdiameter besar yang berasal dari hutan alam dewasa ini semakin terbatas. Di lain pihak, kebutuhan kayu untuk berbagai keperluan semakin meningkat sejalan dengan meningkatnya pertumbuhan penduduk.
Dalam rangka memenuhi kebutuhan kayu tersebut, berbagai usaha telah dilakukan diantaranya adalah dengan membangun hutan tanaman. Berdasarkan Statistik Kehutanan Indonesia tahun 2005, produksi kayu bulat dari hutan tanaman sebesar 13,58 juta m3 sedangkan dari hutan alam sebesar 9,33 juta m3 (Departemen Kehutanan 2006). Data ini menunjukkan bahwa pemenuha kebutuhan kayu pada saat ini lebih banyak berasal dari hutan tanaman.
Kayu yang berasal dari hutan tanaman pada umurnnya adalah jenis-jenis cepat tumbuh (fist growing species) dengan waktu panen yang lebih singkat dibandingkan dengan waktu panen kayu dari hutan alam. Konsekuensi dari ha1 ini adalah kayu yang dihasilkan umulnnya berdiarneter kecil dengan beberapa sifat yang inferior seperti kandungan cacat dan keawetan alaminya jika dibandingkan dengan kayu dari hutan alam.
Peruxxukan kayu yang berasal dari jenis-jenis cepat tumbuh semakin beragam. Meskipun awalnya bukan untuk keperluan struktural namun mengingat produksi kayu dari hutan alam yang biasa digunakan untuk keperluan tersebut semakin terbatas maka jenis-jenis ini pun diharapkan dapat menggantikan perman kayu dari hutan alam. Penggunaan kayu sebagai bahm struktural diantaranya adalah untuk keperluan bahan bangunan rumah atau bangunan lain, pembuatan kuda-kuda, rangka jembatan hingga hanggar pesawat terbang.
struktural adalah balok laminasi. Balok laminasi pada dasarnya adalah balok yang tersusun dari sejurnlah papan atau kayu gergajian (lamina) dengan arah serat sejajar satu sama lain yang direkat atau diikat oleh perekat, baut atau alat pengikat lainnya berbentuk lurus atau melengkung tergantung pemlukannya (Moody et al.
1999).
Selain dimensi, kayu yang digunakan untuk keperluan struktural juga memerlukan persyaratan tertentu menyangkut kekuatannya dalam menahan suatu beban. Dalam pembuatan balok laminasi, penyusunan setiap lapisan (lamina) dapat diatur sedemikian rupa sehingga bisa meningkatkan sifat-sifat kekuatan kayu yang digunakan.
Moody dan Hernandez (1 997) dan Moody et al. (1999) menyatakan bahwa penggunaan balok laminasi sebagai bahan struktural memiliki kelebihan- kelebihan dibandingkan dengan balok kayu tanpa laminasi. Beberapa kelebihan balok laminasi adalah dalam ha1 ukuran, bentuk arsitektural, penampang lintang, pengeringan, penggunaan kayu yang lebih efisien dan ramah lingkungan. Sejalan dengan ha1 tersebut, Senano (2003) menyatakan bahwa keuntungan penggunaan balok laminasi adald~ meningkatkan sifat-sifat kekuatan dan kekakuan, memberikan pilihan bentuk geometri yang lebih beragam, memungkinkan untuk
penyesuaiar~ kualitas laminasi dengan tingkat tegangan yang diinginkan dan meningkatkan akurasi dimensi dan stabilitas bentuk.
Berdasarkan arah penyusunan lamina terhadap pembebanan, balok laminasi terbagi atas balok laminasi horizontal dan vertikal (Bodig dan Jayne 1982). Sementara itu, berdaswkan penyusunan tingkat kekakuan laminanya, balok laminasi terbagi atas balok laminasi seimbang (balanced) dan tidak seimbang (unbalanced). Pada balok larninasi seimbang, tingkat kekakuan lamina pada zona tekan dan tarik sanla, sedangkan pada balok laminasi tidak seimbang, tingkat kekakuan lamina pada zona tarik lebih tinggi dibandingkan dengan lamina pada zona tekan (APA 2003).
seimbang, vertikal serta kombinasi horizontal dan vertikal dengan tingkat kekakuan yang berbeda pada zona tarik dan tekannya.
Selain dalam rangka ~nencari nilai kekuatar~ yang tinggi, cara ini juga diharapkan clapat meningkatkan efisiensi penggilnaan kayllr dengan meinanfaatkan stbluruh bagian log, karena lebar lamina yang digunakan ukurannya beragam. Sejalan dengan upaya pemanfaatan kayu cepat turnbuh berdiameter kecil untuk keperluan struktural, maka jenis kayu yang digunakan dalam penelitian ini adalah kayu afrika (Maesop.si.s eminii Engl.) dan kayu akasia (Acacia mangium Willd.) karena tergolong jenis kayu cepat tumbuh. Kayu afi-ika merupakm salah satu jenis yang banyak ditanam di hutan rakyat terutama di wilayah Jawa Barat, sementara kayu akasia merupakan salah satu jenis yang banyak ditanam di Hutan Tanaman Industri (HTI).
Perurnusan Masalah
Pembuatan balok laminasi merupakan salah satu cara untuk mengatasi keterbatasan dimensi yang dimiliki oleh kayu cepat tumbuh berdiameter kecil, tetapi hams diingat bahwa kayu sebagai bahan struktural hams memenuhi persyaratan tertentu menyangkut kekuatannya. Oleh karena ittl pertanyaan yang ingin dijawab dalam penelitian ini adalah bagaimana mendeszin balok laminasi agar didapatkan nilai kekuatan yang paling tinggi denga~l men-anfaatkan seluruh bagian log sebagai upaya efisiensi penggunaan kayu dan apakah balok laminasi tersebut memiliki karakteristik yang dapat memenuhi pers~aratan kekuatan kayu struktural.
Tujuan Penelitian
Hipotesis Penelitian
TINJAUAN
PUSTAKA
Balok Laminasi Definisi
Balok laminasi atau dikenal sebagai glulam (.g!ued-laminated timber) merupakan salah satu produk kayu rekayasa yang tertua. Balok larninasi terbuat dari dua atau lebih kayu gergajian yang direkat dengan arah serat sejajar satu sama lain, berbent.uk lurus atau lengkung tergantung perur.tukannya (Moody et al. 1999). Serrano (2003) menyatakan bahwa pada dasarnya balok laminasi adalah produk yang dihasilkan dengan menyusun sejumlah papan atau l:*mina di atas satu dengan yang laillnya dan merekatnya sehingga membentuk Fenampang balok yang diinginkan.
Bodig dan Jayne (1982) menyatakan bahwa berdasarkan posisi pembebanan, balok laminasi dibedakan menjadi balok laminasi horizontal dan vertikal. Sed~ngkan berdasarkan penarnpangnya balok laminasi dibagi menjadi balok I, balok
'T,
balok I ganda, balok pipa/kotak dan stressed-skin panel. Sementara itu, menurut CWC (2000) bentuk-bentuk ba~lok larninasi (glulam) terdiri atas balok laminasi lurus dan lengkung yang masing-masing memiliki beberapa variasi.Sejarah dan Perkembangan
Balok laminasi pertama kali digunakan di Eropa sebagai konstruksi pad?
auditorium di Basel, Switzerland tahun 1893. Otto Karl Freidrich Hetzer (1846- 19 1 1) memperoleh paten pertama untuk konstruksi ini pada tahun 190 1 sehingga dikenal sebagai "Hetzer System". Aplikasinya pada saat itu masih terbatas karena perekat yang digunakan tidak tahan air (Rhude 1996; Moody d m Hernandez 1997).
Pada tahun 1934, Forest Products Laboratory di Madison, Wisconsin mendiri":an sebuah bangunan yang menggunakan balok laminasi
untuk
yarlg membawa teknologi tersebut ke Amerika Serikat. Beberapa perusahaan dibangun di akhir tahun 1930-an menggunakan teknologi yang sama untuk membuat balok laminasi untuk keperluan pembangunan gymnasium, aula, pabrik dan gudang (Moody dan Hernandez 1997).
Selama Perang Dunia 11, kebutuhan akan elemen struktural yang besar untuk mendirikan bangunan militer seperti gudang dan hanggar pesawat terbang, menambah ketertarikan pada balok laminasi. Perkembangan perekat resin sintesis tahan air memungkinkan penggunaan balok laminasi untuk jembatan dan aplikasi eksterior lainnya. Selanjutnya tahun 1950-an terdapat sedikitnya belasan pabrik balok laminasi di Amerika Serikat (Moody dan Hernandez 1997; Moody et al.
1999).
Pada tahun 1995 kira-kira ada 30 pabrik balok laminasi di seluruh Amerika Serikat dan beberapa di Kanada, yang sebagian besar lrdalah pemegang lisensi dari American Institute Timber Construction (AITC). Selama tahun 1990-an balok laminasi tersebut banyak diekspor ke Jepang (Rhude 1996; Moody dan Hernandez 1997; Moody et al. 1999).
Sementara itu, pemakaian balok larninasi di Indonesia belum banyak berkembang karena memerlukan biaya investasi tinggi sehingga menyebabkan harga produk laminasi lebih mahal dari kayu gergajian konvensional (Abdurachrnan dan Hadjib 2005). Pemakaiannya antara lain pada bangunan Aula Barat dan Timur Institut Teknologi Bandung dengan bentuk parabola yang terbuat dari laminasi mekanis kayu jati yang dibangun pada tahurl 1920-an (Siddiq 1989). Sedangkan di negara-negara Eropa dan Amerika Utara, penggunaan balok laminasi sudah sangat beragam, dari balok penyangga p d a rangka rumah sampai elemen struldur pada bangunan non perumahan (Lam dan Prion 2003).
Kelebihan dan Kekurangan
Sementara itu Serrano (2003) menyatakan dengan ringkas bahwa keuntungan yenggunaan balok laminasi adalah meningk~tkan sifat-sifat kekuatan dan kekakuan, memberikan pilihan bentuk geo~netri lebih beragam, memungkinkan untuk penyesuaian kualitas laminasi dengan tingkat tegangan yang diinginkan dan meningkatkan akurasi dimensi dan stabilitas bentuk. Sedangkan CWC (2000) menyatakan bahwa laminasi adalah cara yang efektif dalam penggunaan kayu berkekuatan tinggi dengan dimensi terbatas menjadi elemen struktural yang besar dalam berbagai bentuk dan ukuran.
Di samping kelebihan yang disebutkan di atas, balok laminasi juga memiliki beberapa kekurangan. Jika kayu solid tersedia dalam ukuran yang diperlukm maka proses tambahan dalam pembuatar balok laminasi akan
meningkatkan biaya produksinya melebihi kayu gergajian. Pembuatan balok laminasi memerlukan peralatan khusus, perekat, fasilitas pabrik dan keahlian dalam pembuatannya, dibandingkan bila memproduksi kayu gergajian. Semua tahap dalarn proses pembuatan memerlukan perhatian rmtuk menjamin produk akhir yang berkualitas tinggi. Faktor yang hams dipertimbangkan di awal dalam desain balok laminasi berukuran besar, lurus atau lengkung adalah penanganan dan pengapalan (Moody et al. 1999).
Balok laminasi merupakan produk struktural yang 'diguna :an untuk rangka, balok, kolom dan kuda-kuda (CWC 2000). Moody dan 1Iernandez (1997) menyatakan bahwa meskipun penggunaan utama balok laminasi adalah pada sistem atap dari bangunan-bangunan komersial, balok laminasi juga semakin digunakan pada sistem atap dan lantai rurnah. Berbagai penggunaannya pada: 1. Bangunan-.bangunan komersial dan rumah; sebagai balok persegi, balok
bubungan dm1 lengkung, kuda-kuda, balok untuk konstruksi rumah, bangunan kayu bertingkat, lengkungan, kubah dan tiang konstruk:si.
3. Penggunaan struktur lain; untuk tower transmisi listrik, tonggak listrik dan penggunaan lain untuk memenuhi persyaratan ukuran dan b:ntuk yang tidak dapat dicapai dengan menggunakan tiang kayu konvensional.
Proses Produksi
Moody dan Hernandez (1 997) dan Moody et ul. ( 1 999) menyatakan bahwa pembuatan balok laminasi hams mengikuti standar nasional yang diakui untuk membuktikan kebenaran nilai desain rekayasa yang diteiltukan. Balok laminasi yang dibuat dengan benar akan menunjukkan ke~eimbang~m antara kualitas kayu dan ikatan perekat dalam kinerja struktural.
Proses pembuatan balok laminasi terdiri atas: pembuatan lamina, pengeringan dan pemilahan, penyambungan ujung lamina, perekatan permukaan, dan penyelesaian akhir (fznishing) dan pabrikasi. Jika balok laminasi akan
digunakan pada kondisi lingkungan dengan kadar air tinggi maka perlu diberi perlakuan pengawetan. Tahap akhir yang penting dalan menjamin mutu balok laminasi adalah perlindungan selama pemindahan dan penyimpanan (Moody dan Hernandez 1997; Moody et al. 1999).
Pembuatan Lamina. Kayu yang akan digunakan ~ n t u k pembuatan lamina dipotong mcnurut ukuran yang telah ditentukan atan standar yang dipakai. Sebagai contoh, ukuran standar tebal lamina adalah 3,8 cm dan 1,9 cm dengan ukuran lebar yang lebih bervariasi (CWC 2000).
Pengeringan dan Pemilahan Lamina. Lamina perlu dikeringkan secara tepat untuk meminimalkan perubahan dimensi dan meningkatkan sifat-sifat strukturalnya. Biasanya dilakukan dengan pengeririgan di dalam dry kiln (Moody
et al. 1 999).
Pada umumnya, kadar air maksimum lamina adalah 16% dengan perbedaan tiap lamina maksimurrl 5% berdasarkan standar American National Standards Institute (ANSI). Kebanyakan pabrik menggunakan lamina dengan kadar air 12%
atau sedikit lebih rendah (Moody dan Hernandez 1997; Moody et al. 1999). Lam dan Prion (2003) menyatakan lamina dikeringkan pad& kadar air dengan kisaran
dilakukan, pada umumnya menggunakan lamina dengan kadar air kering udara berkisar antara 8--18% (Sinaga dan Hadjib 1989; Shedlauskas e ' 01. 1996; Yanti 1998; Ginoga 1998; Darmayanti 1998; Rostina 2001; Malik dan Santoso 2005; Abdurachman dan Hadjib 2005).
Pemilahan standar yang dipublikasikan oleh asosiasi pemilahan kayu regional menjelaskan karakteristik alami dan cacat-cacat permesinan yang diperbolehkan dalam berbagai mutu kayu. Standar per-buatan untuk balok laminasi menjelaskan kombinasi mutu kayu yang penting untuk nilai desain spesifik. Dua tipe pemilahan kayu yang digunakan untuk lamina yaitu pemilahan visual dan penilrian-E (E-rating) (Moody dan Hernandez 1997; Moody et al.
1999).
.Pads proses produksi skala laboratoriurn pemilahan lamina dilakukan dengan menggunakan mesin pemilah kayu (MPK) Panter seperti pada penelitian yang dilakukan oleh Perangin-angin (2000), Rostina (2001) dan Abdurachman dan Hadjib (2005). Begitu juga dengan penelitian Moody et al. (1993) dan Janowiak et al. (1995) menggunakan pemilahan masinal untuk menentukan kekakuan lamina yang akan dipakai dalam menyusm komposisi balok yang dibuat. Cara ini dapat meningkatkan kekuatan balok laminasi yang dihasilkan.
Lam dan Prion (2003) menyatakan bahwa secara khusus lamina dengan kekakuan yang lebih tinggi dan kualitas yang lebih baik digunakan pada laminasi bagian luar dalam penyusunan elemen balok untuk memaksimallcan efisiensinya.
Sementara itu, dari hasil penelitiannya Hernandez dan Moody (1996) menyatakan bahwa jenis, kelompok jenis dan negara asal kayu memiliki pengaruh yang kccil pada sifat-si fat kckuatan balok laminasi. Penggunaan kualitas mekanis bagian luar scbagai indikator sifat-sifat kekuatan lentur merupakan cara yang efektif untuk mengelompokkan balok laminasi.
Sebelum pembuatan, ujung lamina diperiksa untuk memastikan bahwa tidak ada mata kayu atau hal-ha1 lain yang akan dapat mengurangi kekuatan sambungan. Sarnbungan kemudian dibuat pada kedua ujung lamina dengan rnenggunakan pisau khusus dan selanjutnya diberi perekat. Sambungan pada potongan lamina yang berdekatan dipasangkan dan perekat dimatangkan dengan pemberian tekanan pada kedua ujung lamina. Sebagian besar menggunakan sistem pematangan frekuensi radio kontinyu (continuous radio-frequency curing system) yang menghasilkan panas dengan cepat dan mecgeraskan perekat dalanl beberapa detik (Moody et ul. 1999).
Perekatan Permukaan. Penyusunan lamina c~enjadi elemen dengan ukuran yang ditentukan merupakan tahap kritis yang lain dalam proses pembuatan balok laminasi. Untuk memperoleh permukaan yang bersih, ~ejajar dan dapat direkat, lamina hams diketam pada kedua permukaan lebarnyr sebelum proses perekata~l. Hal h i menjamin susunan akhir akan berbentuk peisegi dan tekanan yang diberikan akan merata. Perekat kemudian dilaburkan dengan menggunakan glue extruder (Moody et al. 1999).
Lamina kemudian disusun ke dalam bentuk yaqg ditentukan. Setelah perekat mencapai masa tunggu (open assembly time) yang tepat selanjutnya diberikan tekanan. Metode yang paling umum dalam pemberikan tekanan adalah dengan pengempaan (clamping beds). Tekanan di beri kan dengan sistem mekanik atau hidrolik. Dengan proses ini, perekat dimatangkan palla suhu ruangan selama 6-24 jam. Beberapa sistem pengempaan automatis yang baru termasuk tekanan hidrolik kontirlyu (continuous hydraulic press) dan pematatangan frekuensi radio
dapat mempersingkat proses perekatan permukaan dari beberapa jam menjadi beberapa menit. Setelah proses perekatan permukaan selesai, perekat diharapkan mencapai 90% atau iebih kekuatan ikatannya. Selama beberapa hari berikutnya, pematangan berlanjut tetapi pada tingkat yang jauh lebih rendah (Moody dan Hernandez 1997; Moody et al. 1999).
Pengenipaan yang dilakukan pada beberapa penelitian u~numnya menggunakan pengempaan dingin dengan besar tekanan yang diberikan 10 kg/cm2 dengan lama waktu pengempaan bervariasi antara 2-24
jam.
Darihasil
menghasilkan kekuatan lentur dan keteguhan rekat yang paling tinggi. Besarnya tekanan kempa dan lama waktu pengempaan antara lain bergantung pada jenis kayu, jenis perekat, dan ketebalan balok laminasi.
Penyelesaian Akhir (Finishing) dan Pabrikasi. Setelah balok laminasi dikeluarkan dari sistem pengempaan, permukaan lebar diketam untuk menghilangkan perekat yang keluar antara lamina yang berdekatan dan untuk meratakan sisi lamina. Sehingga, balok laminasi yang telah selesai sedikit lebih kecil daripada ukuran nominal laminanya. Dua permukaan lainnya dapat diketarn atau diamplas nienggunakan peralatan yang mudah dibawa (portable) (Moody
dan
Hernandez 1997; Moody et al. 1999).
Tahap selanjutnya dalam proses pembuatan adslah pabrikasi, dimana dilakukan pemotongan akhir, pelubangan, penambahan sambungan dan pemberian penutup jika dipersyaratkan. Penutup ujung, penutup permukaan, cat dasar
dan
pembungkusan dengan kertas tahan air atau plastik membantu untuk menstabilkan kadar air balok laminasi antara waktu pembuatan dan pemasangannya. Tingkat kepentingan perlindungan bergantung pada penggunaan akhir yang ditetapkan (Moody et al. 1 999).
Beberapa Perekat Balok Laminasi
Perekat yang digunakan dalam pembuatan balok lmninasi hams memenuhi persyaratan untuk pemakaian pada kondisi kering (kadar air < 16%) maupun kondisi basah (kadar air 2 16%) (APA 2003). Vick (1 999) menyatakan bahwa perekat yang dapat digunakan untuk keperluan struktllra? eksterior adalah phenol formaldehyde (PF), resorcinol formaldehyde (RF), phenol resorcinol formaldehyde (PRF), isocyanate dan melamin formaldenyde (MF).
maupun perekatan permukaan lamina sehingga sesuai untuk penggunaan interior maupun eksterior (CWC 2000).
Perekat PF dipasarkan dalarn tiga bentuk dasar yaitu: cairan, serbuk atau
film. Sementara, perekat RF dibuat dalam bentuk cairan. Kedua perekat ini sama- sama memiliki garis rekat berwarna merah gelap. PF matang dalam kempa panas pada suhu 120-150°C, sedangkan RF bisa matang p:.da suhu ruangan. Kedua perekat ini nlemiliki kekuatan basah dan kering yang tinggi, sangat tahan terhadap air dan udara lembab serta lebih tahan dibandi~igkan kayu terhadap suhu tinggi (Marra 1992; Vick 1999).
Resorcinol merupakan bahan kimia yang mahal dan hanya diproduksi di beberapa negara sehingga merupakan faktor penentu dalam biaya perekat RF dan PRF (Pizzi 1994). Dengan kesamaan reaksi kimia, dimungkinkan penggabungan sifat-sifit resin phenol dan resorcinol untuk mengtasilkan resorcinol yang berbiaya rendah atau phenol yang lebih cepat matang. Hasilnya, perekat PRF yang mempunyai biaya yang lebih rendah karena berbasis phenol dan matang pada suhu ruangan karena gugus ujung resorcinol (Marra 1992).
Beberapa penelitian melaporkan penggunaan poli ~rinil asetat (PVA) pada balok laminasi non stnlktural untuk keperluan interior (Sinaga dan Hadjib 1989; Wardhani 1999; Anshari 2006). Untuk keperluan semistniktural eksterior terbatas dilaporkan penggunaan polyurethane (Wij aya 200 1 ). Sedangkan untuk keperluan struktural eksterior, jenis-jenis perekat yang dilaporkan dalam bcberapa penelitian adalah perekat PF (Darmayanti 1998; Yanti 1998; Perangin-angin 2000), PRF (Karnasudirdja 1989; Wong et al. 2002; Hadi et ul. 2005; /\bdurachman dan Hadjib 2005), dan MF (Moody et al. 1993). Untuk keperluan ;truktural ekterior terbatas, dilaporkan penelitian menggunakan epoxy (Rostina 2001; Imron 2005; Anshari 2006) dan melamine urea formaldehyde (MUF) (Aniwila 1993).
dengan pelaburan pada satu permukaan (single spread) atau dua permukaan (double spread).
Perekat Isosianat
Perekat isosianat didasarkan pada reaktivitas radikal iso: ianat (-N=C=O)
yang tine gi. Penggabungan dengan polaritas yang kuat membuat senyawa yang mengandung radikal ini tidak hanya memiliki potensi adhesi yang baik tetapi juga potensial untuk membentuk ikatan kovalen dengan bahan yang memiliki hidrogen reaktif (Marra 1992).
Selanjutnya Vick (1 999) menyatakan bahwa di isosianat adalah bahan kimia ymg sangat reaktif yang membentuk polimer dengan cepat jika berhubungan dengan basa kuat, asam mineral dan air. Perekat polymeric methylene diphenyl diisocyanate (PMDI) membentuk ikatm yang kuat dan tahan dengan kayu, sehingga saat ini banyak digunakan dalam pembuatan produk- produk kayu komposit.
Perekat isosianat yang paling umum digunakan karena volatilitasnya rendah adalah diphenylmethane diisocyanate (MDI) (Marra 1992). Sementara itu, Pizzi (1994) menyatakan bahwa diisosianat digunakan secara luas untuk memproduksi papan partikel eksterior.
Keuntungan perekat ini antara lain adalah: lebih sedikit jumlah yang
dibutuhkan dalam memproduksi sifat-sifat papan yang sama, dapat digunakan suhu pengempaan yang lebih rendah, siklus pengempaan lebih cepat, lebih toleran terhadap kadar air flakes, energi pengeringan yang dibutuhkan lebih sedikit dan tidak admya emisi formaldehida (Marra 1992).
Gambaran Umum Jenis Kayu Kayu Afrika (Maesopsis eminii Engl.)
Kayu afrika (Maesopsis eminii Engl.) termasuk ke dalam famili Rharnnaceae, dikenal dengan beberapa nama lokal seperti pohon payung, musizi, afrika dm manii. Kayu afrika tumbuh alami di Afrika dari Kenya sampai Liberia antara 8"LU dan 6"LS, kebanyakan ditemukan di hutan tinggi dalam ekozona antara hutan dan sabana. Pada sebaran alami, jenis ini tumbuh di dataran rendah sampai hutan sub pegunungan sampai ketinggian 1.800 m dpl. Jenis ini biasanya ditanam di dataran rendah dan tumbuh baik pada ketinggian 600-900 m dpl dengan curah hujan 1.200-3.600 mmltahun dan musim kering sampai 4 bulan. Jenis ini menyukai solurr~ tanah dalam dengan drainase baik, namun dapat tumbuh pada solurn tipis asalkan terdapat air cukup (Joker 2002).
Pohonnya meranggas dan dapat mencapai tinggi 45 m dengan bebas cabang 213 tinggi total (Joker 2002). Batang benvarna keputihan, lurus dan berbentuk silir~der pada hutan tanaman dan didapati tumbuh condong ke arah cahaya matahiari apabila tumbuh bersama spesies pohon lain. Kayu gubalnya berwarna harnpir putih d m kayu terasnya kekuningan apabila masih basah berubah menjadi coklat keemasan atau coklat tua setelah lama terbuka. Tekstur kayu agak kasar dengan serat bersilang, menghasilkan corak pada perrnukaan papan. Kerapatan
kayu pada kadar air 15% sebesar 0,64-0,72 &m3 dari pohon berumur 42 tahun, sedangkan dari pohon berumur 6 tahun sebesar 0,58-0,64 &m3 (Ani d m Arninah 2006).
Kayu Akasia (Acacia mangium Willd.)
Kayu akasia (Acacia mangium Willd.) termasuk dalarn famili Leguminosae, sub-famili Mimosoideae. Secara umum dikenal dengan nama brown salwood, black wattle dan hickory wattle (Australia), manggae hutan, tongke hutan, nak, laj, jerri (Indonesia) dan arr (Papua New Guinea). Sementara itu, di Malaysia dikenal dengan nama mangium dan kayu sofada sedangkan di Thailand dikenal dengan k, a thin tepa (Awang dan I'aylor 1993).
Secara umum Acucia mangium Willd. dapat mencapai tinggi 25-35 m dengan bebas cabang melebihi setengah dari total tinggi. Diameternya dapat mencapai lebih dari 60 cm. Pada lahan yang miskin, pohon biasanya lebih kecil, dengan rata-rata tinggi antara 7 dan 10 m. Pohon yang masih muda benvama hijau, kulit kasar dan beralur, berwarna abu-abu atau coklat (Awmg dan Taylor,
1993).
Acacia mangium Willd termasuk jenis pohoil cepat tumbuh, tidak memerlukan persyaratan turnbuh yang tinggi dan tidak begitu terpengaruh oleh jenis tanah. Jenis ini dapat tumbuh pada tanah miskin ham, padang alang-alang, bekas tebangan, tanah erosi, tanah berbatu dan juga tanah aluvial. Jenis ini juga dapat beraclaptasi dengan tanah asam (pH 4,5-6,5) di dataran tropis yang lembab Pada tempat tumbuh yzlg baik, pohon berumur 9 tahun tinggin~ a mencapai 23 m, dengan rata-rata riap diameter 2-3 cm/th dan produksi kayunya 41,5 m3/ha. Pada areal yang ditumbuhi alang-alang, umur 13 tahun mencapai tinggi 25 m dengan diameter rata-rata 27 cm serta hasil produksi rata-rata 20 rn3/ha/lahun (Awang
d m Taylor 1993; Departemen Kehutanan 1994).
Ciri urnum kayu akasia adalah teras benvarna coklat pucat sarnpai coklat tua dimana batasnya tegas dengan gubal yang benvaina kuning pucat sampai kuning jerami. Corak kayunya polos atau berjalur-jalur benvarna gelap dan terang bergantian pada bidang radial, tekstur halus sampai agak kasar dan merata dengan arah serat biasanya lurus dan kadang-kadang berpadu. Permukaan agak mengkilap, kesan raba licin dan agak keras sarnpai keras (Mandang dan Pandit
1997).
BAHAN DAN METODE
Tempat dan Waktu
Penelitian ini dilaksanakan di Laboratorium Keteknikan Kayu dan Laboratorium Kayu Solid, Departemen Hasil Hutan Fakultas Kehutanan Institut Yertanian Bogor. Penelitian berlangsung selama delapan bulan dari bulan Desember 2006 hingga Juli 2007.
Bahan dan Alat
Bahan yang digunakan dalam penelitian ini adalah kayu afrika (Maesopsis eminii Engl.) yang berasal dari daerah Cibeureum, Bogor dan kayu akasia (Acaciu mangium Willd). yang berasal dari daerah Darmaga dan Jasinga, Bogor dengan perkiraau umur kedua jenis 7 hingga 10 tahun. Perekat qang dipakai adalah Water Based Polymer isocyanate (WBPI) yang diperoleh dzri PT. Polychemi Asia Pasifik, Jakarta.
Alat yang digunakan untuk pembuatan papan dan lamina adalah gergaji mesin, mesin serut dan mesin amplas. Kilang pengering digunakan untuk mengeringkan papan. Alat-alat lainnya adalah peralatan untuk aplikasi perekat (wadah plastik, pengaduk dan kape), peralatan untuk pengempaan dingin (klem, besi siku dan plat besi), mesin pemilah kayu (MPK) Panter, universal testing machine (UTM) Baldwin, oven, water bath, timbangan, moisture meter dan kaliper.
Metode Penelitian Pembuatan Balok Laminasi
Pembuatan Papan dan Pengeringan. Log berdiameter 20-35 cm dengan panjang berkisar 280 cm dari jenis kayu afrika dan akasia digergaji dengan pola
papan dikondisikan selama sekitar 7 hari untuk meratakan kadar air di dalanl kayu.
Pembuatan Lamina. Papan dipotong ujungnya lalu dibelah rnenjadi lamina dengan beberapa ukuran lebar seperti yang telah ditentukan. Pembelahan dilakukan secara acak sehingga penampang radial dan tangensial tidak menjadi perhatian utama dalam penelitian ini. Selanjutnya tiap lamina diserut dan diamplas sarnpai halus.
Ukuran lamina yang dibuat serta jurnlahnya untuk kedua jenis kayu adalah: a. 2 cm x 2 cm x 260 cm sebanyak 40 buah
b. 2 cm x 4 cm x 260 cm sebanyak 60 buah c. 2 cm
x
6 cm x 260 cm sebanyak 120 buah d. 2 cmx
8 cmx 260 cmsebanyak50 buah e. 2 cm x 12 cm x 260 cm sebanyak 30 buahSetiap lamina diukur dimensinya (panjang, lebar dan teba!) dan ditimbang untuk menentukan kerapatannya. Ukuran akhir balok laminasi y~ ng dibuat adalah
6 cm x 12 cm x 260 cm. Selain itu, dibuat juga balok utuh berukuran 6 cm x 12 cm x 260 cm dari kedua jenis kayu tersebut sebagai pembanding.
Pemilahan Lamina dengan Mesin Pemilah Kayu (MPK) Panter. Tahap selanjutnya adalah memilah masing-masing lamina dengan menggunakan MPK
Panter (Gambar 1). Prosedurnya adalah sebagai berikut: 1. Kayu yang akan dipilah diletakkan di atas turnpuan.
2. Beban A diletakkan di atas kayu tepat di atas jarum penyetam penimbangan. 3. Penyetara peninlbangan kasar dan halus diatur sampai mistar Panter
menunjukkan awal pembacaan (ke angka 2 cm).
4. Beban standar B kemudian ditambahkan dan angka mistar yang terjadi dicatat. 5. Beban diturunkan, kayu dibalik dan dipilah ulang seperti sebelumnya
-- -
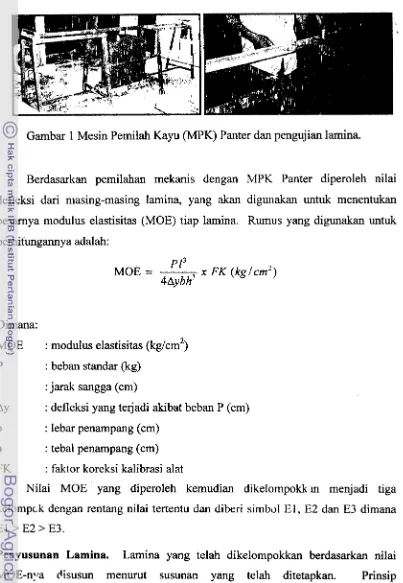
Gambar 1 Mesin Pemilah Kayu (MPK) Panter dan pengujian lamina.
Berdasarltan pemilahan mekanis dengan MPK Panter diperoleh nilai defleksi dari masing-masing lamina, yang akan digu~~akan untuk menentukan besarnya modulus elastisitas (MOE) tiap lamina. Rumus yang digunakan untuk perhitungannya adalah:
MOE = pz3 x FK (kg lcm2)
4 ~ ~ b h "
Diniana:
MOE : modulus elastisitas (kgkm2) P : beban standar (kg)
1 : jarak sangga (cm)
AY : defleksi yang te rjadi akibat beban P (cm)
b : leba penampang (cm)
h : tebal penampang (cm)
F:K : faktor koreksi kalibrasi alat
Nilai MOE yang diperoleh kemudian dikelompokkm menjadi tiga kelompck dengan rentang nilai tertentu dan diberi simbol E l , E2 dan E3 dimana El > E2>E3.
Penyusunan Lamina. Lamina yang telah dikelompokkan berdasarkan nilai MOE-nya fiisusun menurut susunan yang telah ditetapkan. Prinsip penyusunannya adalah dengan menempatkan lamina ynng memiliki nilai MOE
yang lebih tinggi di bagian luar balok laminasi yang akmi dibuat. Sementara itu,
balok laminasi. Susunan lamina dalam setiap balok 1arnin:isi seperti terlihat pada Gambar 2.
Gambar 2 Susunan lamina berdasarkan ukuran lebar darl MOE pada penampang balok laminasi.
Perekatan. Perekat yang digunakan terdiri atas dua komponen (base resin dan hardener) yang dicampurkan dengan perbandingan 10U:15. Pelaburan perekat pada permukaan lamina dilakukan dengan menggunakan kape. Pelaburan dilakukan pada dua permukaan (double spread) dengan berat labur 280 g/m2.
Pengempaan. Pengempaan dilakukan dengan menempatkan lamina yang telah dilaburi perekat di antara dua besi siku. Plat besi dipasang menempel pada besi siku bagian luar lalu diklem dengan jarak klem
+
30 cm selama 2 jam.Pengkondisian. Selanjutnya balok laminasi dikondisikan selama 1 minggu sebelum dilakukan pengujian. Sementara itu, untuk balok laminasi tipe C, D dan
E, kembali diserut dan diamplas sebelum direkat dan dikempa lalu dikondisikan selarna I minggu seperti balok tipe A dan B.
Pengujian Balok Laminasi
Balok laminasi dirapikan (dipotong ujungnya dan diserut) kemudian diukur
(a) (b>
Gambar 3 Balok laminasi dari (a) kayu afrika dan (b) kayu akasia.
Balok larninasi kemudian dipotong untuk penguji4m kadar air, modulus elastisitas, modulus patah (MOR), keteguhan rekat dan delaminasi sesuai
Japanese Agricultural Standard for Glued Laminated Timber Notijkation No. 234 tahun 2003 (JPIC 2003).
Kadar air. Contoh uji untuk pengukuran kadar air balok laminasi ditimbang'lalu dikeringkan dalam oven pada suhu 10W2 OC sampai mencapai berat konstan.
Kadar air dihitung dengan rumus:
W l - W 2
Kadar air (%) = x 100%
W 2
Dimana:
W 1 : berat contoh uji sebelum dikeringkan (g) W2 : berat kering oven (g)
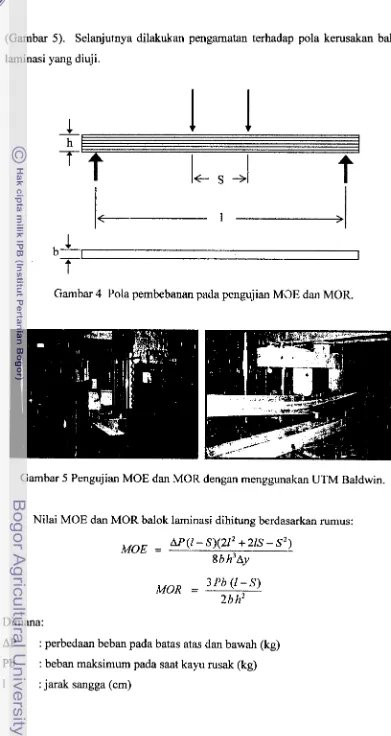
(Garnbar 5). Selanjutnya dilakukan pengamatan terhadap pola kerusakan balok laminasi yang diuj i.
[image:37.550.58.449.44.780.2]Gambar 4 Pola pembebanan pada pengujian M a E dan MOR.
Gambar 5 Pengujian MOE dan MOR dengan meriggunakan UTM Baldwin.
Nilai MOE dan MOR balok laminasi dihitung berdasarkan rumus:
AP(I - s)(212
+
21s-
s2)
MOE = -
8 h h 3 ~ y
MOR = 3Ph ( I - S )
2 b h2
Dimana:
S : jarak antara dua titik pembebanan (cm) Ay : defleksi yang terjadi akibat beban P (cm) b : lebar contoh uji (cm)
h : tebal contoh uji (cm)
Keteguhan rekat. Pengujian keteguhan rekat dilakukan dengan cara memberikan pembebanan yang diletakkan pada arah sejajar serat dengan meletakkan contoh uji secara vertikal (Gambar 6). Nilai beban maksimurn dibaca saat contoh uji mengalami kerusakan.
...."' 5 mm
Garis rekat
Gatnbar 6 Contoh uji untuk pengujian keteg~han rekat.
Keteguhan rekat dihitung dengan menggunakan rumus:
Beban maksimum ( k g ) Keteguhan rekat (kg l cm ) =
Luas area yang direkat ( c m 2 )
selama 4 jam kemudian dilanjutkan dengan merendamnya dalam air pada suhu ruangan ~elama 1 jam. Setelah itu contoh uji dikeringkan dalam oven pada suhu 70
*
3 O C selama 18 jam.Rasio delaminasi dihitung dengan rurnus:
Rasio delaminasi (%) = Jumlah ~ a n i a n a delaminasi Dada kedua ujung 00% Jumlah panjang garis rekat pada kedua ujung
Desain Penelitian dan Analisis Data
Penelitian ini dilaksanakan dengan menggunakan rancangan percobaan faktorial d a l m rancangan acak lengkap (Faktorial RAL). Rancangan ini digunakan untuk menganalisis pengaruh faktor-faktor yang dicobakan yaitu jenis kayu (afrika dan akasia) dan tipe balok (A, B, C, D d a l E) serta interaksinya terhadap respon yang diamati. Jurnlah ulangan dalam setiap perlakuan adalah sebanyak lima. Model linier aditif dari rancangan penelitian ini menurut Mattjik dan Sumertajaya (2006) adalah:
Y U k =
+
ai+
pj
+
(ap)ij+
EijkDimana:
Yijk : nilai pengamatan pada faktor jenis kayu taraf ke-i, faktor tipe balok
taraf ke-j dan ulangan ke-k
P : konlponen aditif dari rataan ai : pengaruh utama dari jenis kayu
pj : pengaruh utama dari tipe balok
: kompoi~en interaksi dari jenis kayu dan tipe balok
Eijk : galat percobaan
HASlL DAN PEMBAHASAN
Pernilahan dan Penyusunan Lamha
Pemilahan lamina dengan MPK Panter menghasilkan nilai modulus elastisitas (MOE) yang digunakan untuk pengelompokan lamina. Nilai MOE pada setiap ukuran lebar dibagi menjadi tiga kelompok dengan rentang nilai tertentu dan diberi simbol E l , E2 dan E3, dimana El>E2>E3 (Lampiran 1 dan 2). MOE dan jumlah ~nasing-masing kelompok untuk setiap ukuran lebar dapat dilihat pada 'Tabel 1.
Tabel 1 MOE dan jumlah setiap kelompok lamina pada masing-masing ukuran lebar
ienis 1,ebar MOE (x 1 o4 kglcm2) Jumlah
lamina
Kayu (cm) minimal maksimal jangkauan rataan El E2 E3
2 4.33 13.73 9.40 7.65 -Z 10 5
A frika 4 5,34 10,36 5,02 7,46 10 10 10
6 5,17 10,75 5,58 7,37 20 20 20
8 6.15 10.78 4.63 8.24 10 10 5
12 5,34 7.45 2,11
--
6,73 5 5 57 50 55 45
2 6.38 11.21 4,83 7,90 5 10 5
A kasia 4 5.52 11,43 5,91 8,04 10 10 10
6 5.28 14,lO 8,83 8,41 20 20 20
8 4.99 15,11 10.13 8,41 10 10 5
-- 12 4.98 10,7 1 5 7 3 7,80 5 5 .- 5
T:
- 50 55 45
bahwa cacat yang dominan pada kayu afrika adalah serat miring (48,4%) dan mata kayu (40,3%).
Selain cacat tersebut, terdapat juga cacat ben~pa pingul yaitu adanya kulit atau tidak sempurnanya sudut-sudut pada pinggir atau sudut-sudut dari sepotong kayu. Cacat lain yang terdapat pada lamina kedua jenis kayu adalah cacat akibat proses pengeringan karena adanya perbedaan penyusutan antar.1 arah radial dan tangensial serta pengaruh internal stress akibat perbedaan distribusi kadar air di dalam kayu (Tsoumis 1991). Cacat-cacat tersebut diantar anya membusur (bowing), n~elengkung (crooking), mencawan (cupping) dan me nuntir (twisting). Meskipun disebutkan bahwa jenis cacat ini tidak mempengaruhi nilai MOE namun cacat ini menjadi ha1 yang perlu diperhatikan dalam penyusunan lamina karena dapat menyulitkan dalam proses pengempaan.
Selanjutnya berdasarkan nilai MOE pada Tabel 1 dapat diketahui bahwa nilai MOE tidak dipengaruhi oleh ukuran lebar lamina tetapi lebih pada kondisi lamina tenttama adanya cacat mata kayu atau serat miring. Pada lamina kayu afrika ada kecenderungan semakin lebar lamina jangkwan nilai MOE semakin kecil, namun ha1 tersebut tidak terlihat pada lamina kayu akasia, Jangkauan nilai MOE kayu akasia cenderung semakin besar dengan semakin lebarnya lamina sampai ukuran 8 cm kemudian tumn pada lamina ukuran 12 cm. Semakin besar jangkauan nilai MOE menunjukkar~ semakin besar vtuiasi nilai MOE yang digunakan dalam menyusun balok laminasi dan berlaku sebaliknya.
Hal ini juga dapat dilihat dari nilai koefisien variasi yang berkisar antara 8,4% (lamina lebar 12 cm) sampai 30,8% (lamina lebar 2 cm) pada kayu afrika dan 18,8% (lamina lebar 2 dan 4 cm) sampai 30,5% (lamina lebar 8 cm) pada kayu akasia (Lampiran 1 dan 2). Nilai MOE yang bervariasi ini dapat dipahami karena pada penelitian ini tidak dilakukan pembatasan nilai minimal atau maksimal yang digunakan dalam pembuatan balok laminasi. Pemilahan yang dilakukan lebih ditujukan untuk mengelompokkan lamina menjadi kategori tinggi
( E l ) sedang (E2) dan rendah (E3) sehingga diharapkan semua lamina dapat digunakan.
penyusunan ini adalah dengan menempatkan lamina yang memiliki nilai MOE
yang lebih tinggi di bagian luar balok laminasi yang dibuat. Sementara itu, lamina yang memiliki nilai MOE yang lebih rendah ditempatkan di bagian dalam balok laminasi. Hal ini dimaksudkan untuk meningkatkan kekakuan balok laminasi yang dihasilkan (Bodig & Jayne 1982).
Penyusunan lamina dalam pembuatan balok laminasi dengan cara menempatkan lamina yang lebih kuat pada bagian yang mengalami tegangan paling besar (bagian atas dan bawah) dapat memaksimalkan kinerja balok laminasi yang dihasilkan. Demikian juga dengan menempafkan lamina yang memiliki MOE yang lebih tinggi sejauh mungkin dari su,nbu netral akan mem~nimalkan defleksi yang terjadi (Hoyle 1978).
Selanjutnya Gambar 7-1 1 menyajikan komposisi nilni MOE setiap lamina pada semua tipe balok laminasi kayu afiika dan akasia.
[image:42.550.72.486.322.671.2]Garnbar 11 Komposisi MOE (x lo4 kg/cm2) lamina-lamina penyusun balok laminasi tipe E dari kayu afrika (a) dan akasia (b).
combincrtion) dimaksudkan untuk mengoptimalkan I-ekakuan lentur balok laminasi.
Sementara itu, pada balok laminasi tipe 0, lamina lebar 12 cm disusun secara vertikal dengan menempatkan El dan E2 pada bagian luar dan E3 di bagian dalam. Untuk balok laminasi tipe C, D dan E dilakukan kombinasi penyusunan lamina secara horizontal dan vertikal. Pada balok laminasi tipe C, bagian atas dan bawah disusun oleh lamina lebar 6 cm, El ditempatkan c'i bagian bawah sementara E2 di bagian atas. Bagian tengah disusun oleh lamina 8 cm secara vertikal dengan E l dan E2 di bagian luar sedangkan E3 di bagiar dalam.
Balok laminasi tipe D, pada bagian atas dan bawah disu: un oleh 3 lamina lebar 4 cm secara vertikal. Pada bagian atas terdiri atas E2 yang ditempatkan di sebelah luar dan E3 di sebelah dalam, sementara pada bagian bawah terdiri atas E l yang ditempatkan di sebelah luar dan E3 di sebelah dalam. Bagian tengah terdiri atas 2 lamina lebar 6 cm kelompok E3 yang disusun secara horizontal. B a l o ~ lamhasi tipe E, susunannya hampir sama dengan tipe C, hanya pada bagian dalam lamina lebar 8 cm diganti dengan 4 lamina lebar 2 cm dengan susunan dari atas ke bawah adalah E2, E3, E2 dan El.
Pada komposisi penyusunan MOE tipe balok C, 1) dan E, lamina yang ditempatkan pada zona tekan memiliki MOE yang lebih rendah dibandingkan dengan lamina yang ditempatkan pada zona tarik. APA (2003) menyatakan bahwa pada balok tidak seimbang (unbalanced beams) kualitas lamina yang digunakan pada zona tarik lebih tinggi dibandingkan lamina yang digunakan pada zona tekan, dimana ha1 ini dimaksudkan untuk meningkatkan efisiensi penggunaan sumberdaya kayu. Sementara Moody dan Hernandez (1997)
menyatakari bahwa penyusunan seperti ini dimaksudkan untuk mengoptimalkan kekuatan lentur balok laminasi.
Karakteristik Balok Laminasi Kadar Air
adalah 12,4-12,9% dan 12,2-12,8% untuk balok laminasi akasia. Kadar air maksimal yang disyaratkan dalam JAS for Glued Lamirlated Timber No. 234 tahun 2003 adalah 15% sehingga nilai ini telah memenuhi standar tersebut.
15 1 JAS 234:2003
A B C D E
Tipe Balok Laminasi
Gambar 12 Kadar air (%) pada berbagai tipe t~alok laminasi.
Hasil analisis statistik (Lampiran 8) menunjukkan tidak terdapat perbedaan yang nyata antara kadar air kedua jenis kayu. Kadar air balok larninasi D, A dan
B tidak berbeda nyata begitu juga antara tipe C dan E, namun tipe D berbeda nyata dengan tipe C dan E. Hal ini disebabkan oleh adanya perbedaan kadar air lamina sebelutn direkat. Moody et al. (1999) menyatakan bahwa perbedaan maksimum kadar air tiap lamina adalah sebesar 5%. Jika dilihat dari nilai ra& kadar air setiap tipe balok laminasi maka perbedaan ini sebenarnya tidak terlalu besar, dimana perbedaan nilai tertinggi (12,85% tipe D) d m terendah (12,30% tipe E) adalah sebesar 0,55%. Sehingga secara umum dari kisaran njlai yang diperoleh, kadar air balok laminasi yang dihasilkan pada penelitian ini sudah cukup seragam dilihat dari koefisien variasinya, pada balok laminasi afrika 3,2%
dan 2,9% pada balok laminasi akasia untuk semua tipe.
sekitar tiga kali dimensi tebal lamina. Oleh sebab itu, salah sat^^ keuntungan penggunaan balok laminasi adalah dari segi pengeringan.
Kadar air mer~lpakan salah satu faktor yang mempengaruhi kekuatan kayu. Pada umumnya kekuatan kayu meningkat dengan berkurangnya kadar air di bawah titik jenuh serat. Peningkatan ini terjadi karena adanyb perubahan pada dinding sel yang menjadi semakin kompak. Unit strukturalnya (mikrofibril) semakin rapat dan gaya tarik-menarik antara rantai molekul selulosa menjadi lebih kuat (Tsoumis 199 1).
Kadar air balok laminasi diusahakan seragam sehirigga pada saat pengujian kek~atannya, hasil yang diperoleh tidak lagi dipengaruhi oleh perbedaan kadar air. Dengan kadar air 4 12%, balok laminasi yang dihasilkcn diharapkan lebih stabil
terhadap perubahan dimensi akibat penyusutan atau pengembangan. Moody et al.
(1 999) menyatakan bahwa pada umumnya kadar air lamina yang digunakan dalam pembuatan balok laminasi secara komersial adalah 12% atau sedikit di bawahnya. Hal ini karena pada kadar air 12% penyambungan ujung lamina lebih mudah dilakukan darl merupakan kadar air keseimbangan ra~a-rata untuk kebanyakan aplikasi interior.
Modulus Elastisitas Panter (MOEP)
Afrika
LI Akasia
A B C D E
Tipe Balok Laminasi
Gambar 13 Modulus Elastisitas hasil pengujian MPK Fanter pxisi baring pada berbagai tipe balok laminasi
A B C D E
[image:49.561.71.460.69.741.2]Tipe Balok Laminasi
Gambar 14 Modulus Elastisitas hasil pengujian MPK Panter posisi tegak pada berbagai tipe balok laminasi.
Berdasarkan analisis statistik (Lampiran 9) jenis kayu dan tipe balok laminasi berpengaruh nyata terhadap rataan MOE pada posisi baring. Rataan MOE balok laminasi akasia lebih tinggi dibandingkan dengan rataan MOE balok laminasi afrika, ha1 ini berkaitan dengan kerapatan kayu dimana kerapatan kayu akasia lebih besar dibandingkan dengan kerapatan kayu afrika.
Untuk tipe balok laminasi, tipe D memiliki nilai rataan tertinggi diikuti secara berurutan oleh tipe E, C, A dan B. Meskipun tipe
D
memiliki rataan tertinggi nanun dari hasil anal isis statistik, nilainya tidak berbeda nyata dengan tipe E, C dan A. Nilai rataan tipe D dan E berbeda nyata dengan tipe B, sementara tipe B, A dan C tidak berbeda nyata. Hasil ini menunjukkan bahwa dalam pengujian posisi baring yang dilakukan, susunan lamina vertikal (bagian tengah balok) pada tipe A dan D tidak menghasilkan perbedaan nilai MOE yang nyata dengan susunan lamina horizontal pada tipe C dan E. Sementara untuk tipeB, selain lamina penyusunnya yang berada pada posisi horizontal pada saat pengujian sehingga menghasilkan defleksi yang lebih besar, rendahnya nilai MOE ini dibandingkan dengan tipe lainnya disebabkan oleh rendahnya nilai MOE lamina penyusunnya. Lamina lebar 12 cm untuk kedua jenis kayu memiliki nilai rataan MOE yang paling rendah.
Selanjutnya berdasarkan analisis statistik (Lampkan 10) hariya jenis kayu yang berpengaruh nyata terhadap rataan MOE pada posisi tegak. Seperti pada posisi baring, nilai rataan MOG balok laminasi akasia lebih tinggi dibandingkan dengan rataan MOE balok laminasi afrika. Pengujian balok laminasi dengan posisi tegak dirasakari kurang sensitif terhadap berbagai tipe penyusilnan lamina pada penampang lintang balok sehingga tidak ada nilai yang menunjukkan perbedaan yang nyata. Pernilahan kayu dcngan ,nenggunakan MPK Panter disarankan dilakukan dalam posisi baring untuk menghilangkan internal stress yang terjadi piida bentang pilah (Surjokusunio et al. 2003).
balok laminasi pada berbagai tipe menunjukkan nilai yang lebih tinggi dibandingkan dengan balok utuhnya kecuali tipe B dari kryu afrika nilai rataannya hampir sama dengan balok utuh yaitu sebesar 4,14 x 1
o4
kg/cm2.Hasil penelitian balok laminasi dari kayu kelapa (Rostina 2001) menunjukkan kisaran nilai MOE posisi baring sebesal- 7,82 x 10'-13,14 x 10' kg/crn2 dan pada posisi tegak sebesar 5 2 3 x 10'- 9,81 x lo4 kll/crn2. Jika dibandingkan dengan nilai MOE tersebut maka nilai yang diperoleh dari penelitian ini memiliki kisaran nilai yang lebih rendah. Hal ini disebabkan oleh perbedaa~i jenis kayu yang digunakan, pola penyusunan lamina, tebal lamina serta perbedaan dalam pengujian (panjang bentang yang digunakan).
Modulus Elastisitas Baldwin (MOEB)
Selanjutnya hasil pengujian balok laminasi dari icedua jenis kayu dengan rnenggunakan UTM Baldwin menghasilkan nilai rataan MOE sebesar 7,30 x 1 04- 10,89 x lo4 kg/cm2 untuk balok laminasi afrika dan untuk balok laminasi akasia 8,41 x lo4-13,67 x lo4 kg/cm2 (Gambar 15). Jika dibandingkan dengan nilai MOE minimal yang dipersyaratkan pada standar JAS 234:2003 sebesar 7,5 x lo4
kg/cm2 maka nilai rata-rata MOE ini telah memenuhi standar kecuali untuk balok laminasi a f r i k ~ tipe B.
12.18
0
3 9 JAS 234:2003
i:
F-
6
m W
C' 3 n Aftlkr
2 Akasir
0
A B C D E
Tipe Balok Laminasi
Nilai rataan MOE balok laminasi akasia lebih tinggi dibandingkan dengan balok laminasi afrika untuk tiap tipe balok. Hasil analisis statistik (Lampiran 11) menunjukkan bahwa jenis kayu dan tipe balok laminasi berpengaruh sangat nyata terhadap nilai MOE, sementara interaksi keduanya tidak. Hal :ni berarti bahwa selain dipengamhi jenis kayu, pola penyusunan lamina pada pe nampang lintang balok Ian inasi juga mempengaruhi kekakuan balok yang dihasilkan.
Nilai rataan MOE tertinggi terdapat pada balok larninasi tipe C diikuti secara berurutan oleh tipe E, A, B dan D. Balok laminasi tipe C, E dan A tidak menunjukkan perbedaan nilai yang nyata namun berbeda nyata dengan balok laminasi tipe B din D, sedangkan antara tipe B dan D tidak berbeda nyata.
Balok laninasi tipe C dan E memiliki susunan yang hampir sama, yaitu lamina disusun secara horizontal dan vertikal, dimana pada bagian bawah ditempatkan lamina kelomyok E l dan pada bagian atasnya lamina kelompok E2. :
Perbedaannya adalah pada tipe E lamina lebar 8 cm yang disusun secara vertikal dibagian tengah diganti dengan lamina lebar 2 cm sebanyalc 4 buah. Selain karena penempatan El dan E2 pada bagian bawah d m atas balok, penyusunan secara vertikal pada bagian tengah balok juga memberikan kontribusi terhadap nilai MOE yang diperoleh meskipun nilai MOE ini ternyata tidak berbeda nyata dengan MOE tipe A. Dari segi penggunaan bahan, hasil yang diperoleh ini menunjukkan bahwa bagian tengah balok dapat diganti dengan lamina yang memiliki ukuran lebar lebih kecil, sehingga dapat meningkatkan efisiensi penggunaan bahan namun dengan konsekuensi bahwa kebutuhan perekat yang diperlukan akan semakin banyak.
besar. Demikian juga dengan susunan lamina pada tipe D yang bagian atas dan bawahnya disusun secara vertikal oleh lamina lebar 4 cm dan pada bagian tengahnya diternpatkan lamina kelompok E3.
Jika dibandingkan dengan rataan MOE balok utuhnya dengan pengujian yang sama maka untuk balok laminasi afrika rataan MOE semua tipe balok nilainya :ebih tinggi dari rataan MOE balok utuhnya yaitu sebesar 6,60
x
10' kg/cm2. Sementara itu, pada balok laminasi akasia hampir semua tipe balok nilai rataan MOE-nya lebih tinggi dibandingkan dengan rataan MOE balok utuhnya yaitu sebesar 9 3 9 x lo4 kg/cm2, kecuali tipe D.Beberapa hasil penelitian lain dalam ukuran pemakaian (full scale), balok laminasi dari kayu eukaliptus dengan penyusunan lamina secara horizontal memiliki nilai sebesar 10,28
x
lo4 kg/cm2 (Sinaga & Hadjib 1989), kayu kelapa sebesar 13,62 x lo4-2 1,O x 10' kg/crn2 (Rostina 200 1) dan 1 1,34 x 1 0' kg/cm2.. kombinasi antara kayu akasia dan albizia (Hadi et ul. 2005). Perbedaan nilai MOE yang diperoleh dibandingkan dengan hasil penelitian lain disebabkan oleh perbedaan jenis kayu yang digunakan, jumlah lapisan penyusun dan pola penyusunan lamina.Selanjutnya pada Tabel 2 dapat dilihat rekapitulasi hasil pengujian dengan MPK Panter pada posisi baring dan tegak, MOE Baldwir. dan perbandingan MOE Panter pada posisi baring dengan MOE Baldwin.
Tabel 2 Rekapitulasi nilai MOE Panter (MOEP) dan MOE Baldwin (MOEB) serta perbandingan MOEP-Baring dengan MOEB (x
:
o4
kg/cm2)--
Jenis T ~ p e MOEP MOEP h1OEB MOEP ~ a r i n r
K* -- Balok Baring Tegak -- MOEB (%)
A 7,07 4,49 9,63 26,6
B 7,97 5,16 10,35 23,0
Akasia C 8,49 4,7$ 13367 37,9
D 8,32 4 9 5 8,4 1 1,1
Tabel 2 menunjukkan bahwa nilai MOE yang diperoleh menggunakan MPK Panter untuk semua tipe balok lebih rendah dibandingkan dengan nilai MOE yang dihasilkan dengan UTM Baldwin dengan kisaran sebesar 1,l-37,9%. t Ial ini disebabkan karena defleksi yang terukur pada pengujian MI'K Panter lebih besar akibat adanya pengaruh gaya geser dibandingkan dengan defleksi pada pengujian dengan UTM Baldwin yang tidak dipengaruhi gaya geser. Nilai MOE yang diperoleh menggunakan MPK Panter pada pos