KINETICS OF QUALITY CHANGE OF
CAROTENOIDS-RICH FAT POWDER MADE FROM RED PALM OIL
ARINTIARA RAMADHYASTASARI
DEPARTMENT OF FOOD SCIENCE AND TECHNOLOGY
FACULTY OF AGRICULTURAL ENGINEERING AND TECHNOLOGY BOGOR AGRICULTURAL UNIVERSITY
STATEMENT LETTER OF MANUSCRIPT AND SOURCES OF
INFORMATION*
I hereby genuinely state that the manuscript entitled Kinetics of Quality Change of Carotenoids-rich Fat Powder Made From Red Palm Oil is an
authentic work of mine under supervision of academic counselor and never presented in any forms and university. All the information taken and quoted from published or unpublished works of the writer has been mentioned in the text and attached in the bibliography at the end of this manuscript.
I hereby release the copyright of my manuscript to the Bogor Agricultural University.
Bogor, February 2015
Arintiara Ramadhyastasari
ABSTRACT
ARINTIARA RAMADHYASTASARI. Kinetics of Quality Change of Carotenoids-rich Fat Powder Made From Red Palm Oil. Supervised by PURWIYATNO HARIYADI.
Vitamin A Deficiency (VAD) has been a serious problem in Indonesia and the underlying cause is a diet which is insufficient in vitamin A. Food fortification is one of the strategy that can be implemented in Indonesia to reduce the burden of VAD and to improve vitamin A intake. Red palm oil, Indonesia’s abundant natural resource rich in carotenoids, is very potential to be used as food fortificant. Red palm oil can be used by direct addition to food product or by transforming it into carotenoids-rich fat powder before use. This study was to investigate the kinetics of quality changes of carotenoids-rich fat powder during storage and to determine the product shelf life, using Arrhenius accelerated method. Samples of fat powder were stored at 26C (ambient/room temperature) and at elevated temperatures of 35C, 40C, and 55C for 30 days, and samples were taken and analyzed every 5 days. As a reference, samples of fat powder were also stored at refrigeration of 12C. The results showed that fat powder underwent (i) some color changes, (ii) increase in free fatty acid and peroxide value, and (iii) decrease in carotene content and powder flowability. With carotene tolerance 50% of initial carotene, carotenoids-rich fat powder can be stored for 3 months and 11 days at ambient/room temperature with light protection.
Keywords : Fat powder, Red Palm Oil, Palm Stearin, Spray chilling, Arrhenius
Manuscript
submitted as a partial fulfillment of the requirement for degree of
Bachelor in Agricultural Technology
at the Department of Food Science and Technology
KINETICS OF QUALITY CHANGE OF
CAROTENOIDS-RICH FAT POWDER MADE FROM RED PALM OIL
ARINTIARA RAMADHYASTASARI
DEPARTMENT OF FOOD SCIENCE AND TECHNOLOGY
FACULTY OF AGRICULTURAL ENGINEERING AND TECHNOLOGY BOGOR AGRICULTURAL UNIVERSITY
PREFACE
Praise to Allah SWT for the mercy, the guidance, and the graciousness throughout the research and manuscript completion. By completion of this research and manuscript, the author would like to express great and sincere thanks and appreciation to:
1. Beloved Bapak, Ibu, and Dhito for their endless support, love, care, and pray 2. Prof. Purwiyatno Hariyadi, as the academic advisor, for his enormous help
academically throughtout the completion of the manuscript
3. Dr. Ir. Feri Kusnandar, M.Sc and Dr. Edi Puspo Giriwono, M.Agr as examiners, for their valuable advice and knowledge which has been given during the manuscript defence
4. SEAFAST Center IPB for full financial support during research
5. Teh Ria N., Mas Arif, Mbak Ria C., Mas Agus, Teh Asih, Mbak Lyra, Pak Abah, Mbak Ulfa, Bu Antin, and Pak Rojak for their help during research in laboratory
6. All of the lecturers and staffs in Department of Food Science and Technology for their time to help
7. Furry, Stephanie, Aby, Maria, As’ad, Anjani, Zeviara, Nurul, Fanny, Farisa, Andra, Aghit, and all of the ITP 47 family for the togetherness, pray, support, help, spirit, and laugh during good times and bad times
8. The 21st Tri-University Indonesia Delegation (Gideon, Mutiara, Muhana, Febri, Raditya, Fadila, Mada, Bang Ihsan, Rumondang, Novi, and Fika) and the supervisors (Dra. Alfa Chasanah, MA, Ir. Sri Endah Agustina, MS, Dr. Sintho Wahyuning Ardie, SP, M.Si, and Dr. Rinekso Soekmadi, MSc. F.Trop) for the inspiration, spirit, advices, support and wonderful memories during the preparation and during the event in Thailand.
Last but not least, hopefully this manuscript will be useful for the readers and give a real contribution in food science and technology development in Indonesia.
Bogor, February 2015
TABLE OF CONTENT
LIST OF TABLES vi
LIST OF FIGURES vi
INTRODUCTION 1
Background 1
Objective 1
RESEARCH METHODOLOGY 2
Materials 2
Instruments 2
Method 2
Method of analysis 3
RESULTS AND DISCUSSION 5
Ingredient characterization 5
Carotene content changes 6
Peroxide value changes 9
Free fatty acid changes 11
Angle of repose changes 15
Color changes 17
Shelf life determination of carotenoids-rich fat powder 24
CONCLUSIONS AND SUGGESTIONS 25
Conclusions 25
Suggestions 25
REFERENCES 26
LIST OF TABLES
1 Ingredients characterization 5
2 Reaction order of carotene degradation in carotenoids-rich fat powder during storage at temperatures of 26C (ambient/room temperature),
35C, 40C, and 55C 8
3 Activation energy of carotene degradation in carotenoids-rich fat powder stored at temperatures of 26C (ambient/room temperature),
35C, 40C, and 55C 9
4 Reaction order of peroxide value increase in carotenoids-rich fat powder during storage at temperatures of 26C (ambient/room
temperature), 35C, 40C, and 55C 10
5 Activation energy of peroxide value increase in carotenoids-rich fat powder stored at temperatures of 26C (ambient/room temperature),
35C, 40C, and 55C 11
6 Reaction order of the increase in free fatty acid percentage of carotenoids-rich fat powder during storage at temperatures of 26C (ambient/room temperature), 35C, 40C, and 55C 13 7 Activation energy of the increase in free fatty acid percentage of
carotenoids-rich fat powder stored at temperatures of 26C (ambient/room temperature), 35C, 40C, and 55C 14 8 Reaction order of the increase in angle of repose of carotenoids-rich fat
powder during storage at temperatures of 26C (ambient/room
temperature), 35C, 40C, and 55C 16
9 Activation energy of the increase in angle of repose of carotenoids-rich fat powder stored at temperatures of 26C (ambient/room temperature),
35C, 40C, and 55C 17
10 Reaction order of L* value decrease in carotenoids-rich fat powder during storage at temperatures of 26C (ambient/room temperature),
35C, 40C, and 55C 19
11 Activation energy of the decrease in L* value of carotenoids-rich fat powder stored at temperatures of 26C (ambient/room temperature),
35C, 40C, and 55C 20
12 Reaction order of (-a*) value increase in carotenoids-rich fat powder during storage at temperatures of 26C (ambient/room temperature),
35C, 40C, and 55C 21
13 Activation energy of the increase in (-a*) value of carotenoids-rich fat powder stored at temperatures of 26C (ambient/room temperature),
35C, 40C, and 55C 22
14 Reaction order of b* value decrease in carotenoids-rich fat powder during storage at temperatures of 26C (ambient/room temperature),
35C, 40C, and 55C 23
15 Activation energy of the decrease in b* value of carotenoids-rich fat powder stored at temperatures of 26C (ambient/room temperature),
16 Activation energy of the five quality parameters of carotenoids-rich fat
powder 24
LIST OF FIGURES
1 Research flow chart 2
2 Carotene degradation in carotenoids-rich fat powder during storage at temperatures of 26C (ambient/room temperature), 35C, 40C, and
55C 7
3 Change in carotene degradation rate constant of carotenoids-rich fat powder stored at temperatures of 26C (ambient/room temperature),
35C, 40C, and 55C 8
4 The increase in peroxide value of carotenoids-rich fat powder during storage at temperatures of 26C (ambient/room temperature), 35C,
40C, and 55C 10
5 Change in reaction rate constant of peroxide value increase in carotenoids-rich fat powder stored at temperatures of 26C (ambient/room temperature), 35C, 40C, and 55C 11 6 The increase in free fatty acid percentage of carotenoids-rich fat powder
during storage at temperatures of 26C (ambient/room temperature),
35C, 40C, and 55C 13
7 Change in reaction rate constant of the increase in free fatty acid percentage of carotenoids-rich fat powder stored at temperatures of 26C (ambient/room temperature), 35C, 40C, and 55C 14 8 The increase in angle of repose of carotenoids-rich fat powder during
storage at temperatures of 26C (ambient/room temperature), 35C,
40C, and 55C 16
9 Change in reaction rate constant of the increase in angle of repose of carotenoids-rich fat powder stored at temperatures of 26C (ambient/room temperature), 35C, 40C, and 55C 17 10 The decrease in L* value of carotenoids-rich fat powder during storage
at temperatures of 26C (ambient/room temperature), 35C, 40C, and
55C 18
11 Change in reaction rate constant of the decrease in L* value of carotenoids-rich fat powder stored at temperatures of 26C (ambient/room temperature), 35C, 40C, and 55C 19 12 The increase in (-a*) value of carotenoids-rich fat powder during
storage at temperatures of 26C (ambient/room temperature), 35C,
40C, and 55C 20
13 Change in reaction rate constant of the increase in (-a*) value of carotenoids-rich fat powder stored at temperatures of 26C (ambient/room temperature), 35C, 40C, and 55C 21 14 The decrease in b* value of carotenoids-rich fat powder during storage
at temperatures of 26C (ambient/room temperature), 35C, 40C, and
INTRODUCTION
Background
Vitamin A Deficiency (VAD) has been a serious problem in Indonesia. In 2002, West estimated that among 22 million Indonesian preschool-aged children, there were 12.6 million that affected with low serum retinol concentration and 75 thousand others affected with xerophthalmia. The main underlying cause of vitamin A deficiency is insufficient vitamin A content in the diet that can lead to lower body stores and fail to meet the physiologic needs. As the result, it can leads to disorders such as xerophthalmia, the leading cause of preventable childhood blindness and anemia. Besides, xerophthalmia can also weaken host resistance to infection which increase the severity of infectious disease and risk of death (WHO 2009). To reduce the burden of VAD and to improve vitamin A intake, there are three overlapping and complementary approaches, according to Burns and Rice (2010), which are food fortification, supplementation, and dietary diversification strategies. Food fortification strategy can be implemented in Indonesia by utilizing red palm oil as Indonesia’s highly available natural resource rich in carotenoids. Red palm oil can be used by directly added to food product or by transforming it into carotenoids-rich fat powder before use.
Fat powder is fat or oil specialty product that was developed to facilitate a wide range of food process, such as mixing, melting, storage, and so on. Compared with solid fat, fat powder is easier to handle and can increase fat distribution in the dough thus improving product’s texture, mouth-feel, and creaminess. It can be made from a variety of raw materials, including red palm oil. Red palm oil is known for its high content of carotenoids because during manufacturing process, this product is not subjected to heating at high temperature and bleaching process. Crude palm oil is reported to contain 642 ppm of carotenoids (Insani 2011) meanwhile red palm oil and red palm stearin has 533 ppm (Muchtaridi and Justina 2006) and 359 ppm (Anriansyah 2013) of carotenoids respectively.
Carotenoids serve as a pro-vitamin A in human body which contributes to prevention of blindness and improvement of body immunity. Among all the carotenoids, -carotene has the highest vitamin A activity therefore it is commonly used as the source of vitamin A (Novia 2009). Consequently, red palm oil may be used as an ingredient to help reduce vitamin A deficiency problem in Indonesia. Red palm oil is used as palm stearin. The utilization of palm stearin as the raw material of carotenoids-rich fat powder is considered very profitable because it can increase the economic and added value of palm stearin. In food industry, palm stearin is used as ingredients in a wide range of food products, including shortening, pastry and bakery margarine, and confectionery. The procedure to produce carotenoids-rich fat powder has been developed. However, the quality deterioration kinetics during storage of the fat powder is not yet known.
Objective
2
RESEARCH METHODOLOGY
Materials
The ingredients used in the making of carotenoids-rich fat powder are neutralized deodorized red palm stearin (NDRPS) and fully hydrogenated palm oil (FHPO).
Chemical reagent used in this research are sodium thiosulphate 0.1 N, sodium hydroxide 0.1 N, hexane, aquades, acetic acid, chloroform, distilled water, ethanol 95%, phenoftalein, starch solution 1%, and crystal potassium iodide.
Instruments
Instruments used in this research are spray chiller Armfield FT80 Tall Form, heater, thermometer, magnetic stirrer, analytical balance, spectrophotometer Shimadzu UV2450, Chroma-meter CR300, glassware, polypropylene (PP) plastic packaging, aluminum foil, incubator 350C, 400C, and 550C, refrigerator, flowability-meter, ruler, and pipette.
Method
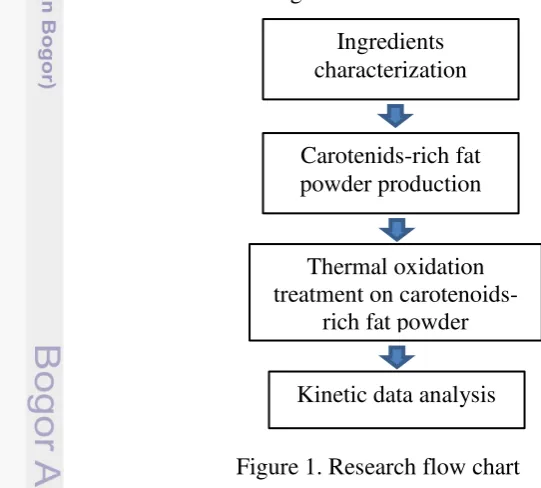
This research, broadly, consisted of four stages, which are ingredients characterization, carotenoids-rich fat powder production, thermal treatment on carotenoids-rich fat powder, and data analysis to obtain kinetic model. Flow chart of the research can be seen in Figure 1.
Figure 1. Research flow chart
Ingredients characterization
The carotene content, peroxide value, and free fatty acid of neutralized deodorized red palm stearin and fully hydrogenated palm oil were analyzed to find out the characteristics of the raw materials used.
Ingredients characterization
Carotenids-rich fat powder production
Thermal oxidation treatment on
carotenoids-rich fat powder
3
Carotenoids-rich fat powder production
Carotenoids-rich fat powder was made using spray chiller with the operation status as follows, spray heater temperature 80C, feed heater temperature 80C, chiller temperature 14C, inlet temperature 18-19C, exhaust temperature 29-30C, feed pump 15.0 Hz, air pressure 0.6 bar, and feed pressure 0.62+0.01 bar. This settings are based on the research by Anriansyah (2013) with modification. Both ingredients, NDRPS and FHPO, must be heated at 50-60C until it melts perfectly before put into the spray chiller. Ingredients ratio used are 80% for FHPO and 20% for NDRPS.
Thermal oxidation treatment of carotenoids-rich fat powder
Sample of carotenoids-rich fat powder was packed with polypropylene (PP) plastic packaging, covered with aluminium foil and stored at 26C (ambient/room temperature) and at elevated temperatures of 35C, 40C, and 55C for 30 days. As a reference, samples of fat powder were also stored at refrigeration temperature of 12C. During storaging, free fatty acid, peroxide value, color, and flowability (angle of repose) analysis of fat powder were done every 5 days, and carotene content analysis were done every 10 days. Sampling and analysis were conducted three times.
Kinetic data analysis
Model of changes in quality deterioration parameters, such as carotene content, peroxide value, free fatty acid content, flowability, and color were analyzed using Arrhenius equation using Microsoft Excel 2013 software. The data of changes in fat powder quality deterioration parameters acquired were processed first to determine the most suitable reaction order, as indicated by the highest linearity value (R2), and to get the reaction rate constants value at five storage temperatures of the selected reaction order. The entire rate constants value of five storage temperatures then processed to obtain an Arrhenius equation that will be used to generate the activation energy.
Method of Analysis
Carotene content analysis (PORIM 1995)
Zero point one gram of carotenoids-rich fat powder were accurately weighed in a 25 mL flask. After that, 25 mL of hexane was added to the flask and then mixed until the entire sample completely dissolved and its absorbance value was measured using spectrophotometer at the wave length of 446 nm. Carotene content was calculated using the following formula
4
Determination of peroxide value with titrimetric method (AOCS Ca 8b-90 2012)
Five gram of oil sample were weighed inside the 250 mL Erlenmeyer flask then it is added with 30 mL of acetic acid-chloroform (3:2), shaken until it dissolved, later added with 0.5 mL of saturated KI and shaken for 2 minutes. After that, it was immediately added to 30 mL of distilled water and shortly before the titration, it is added with 2 mL of starch indicator and titrated with Na2S2O3 0.1 N until the blue color disappeared.
Free fatty acid analysis (AOCS Ca 5a-40 2012; with modification)
Five grams of fat powder were weighed inside the 250 mL Erlenmeyer flask and then it heated until perfectly melted. After that, the molten sample was added with 50 mL neutral ethanol 95% and three drops of phenoftalein indicator. The sample was shaken until homogenous and then titrated using sodium hydroxide 0.1 N until it became permanently pink for 30 seconds.
Flowability analysis (Geldart et al. 2006)
Flowability of carotenoids-rich fat powder can be detemined based on the value of angle of repose (AORs) using a funnel. Funnel used has a diameter of 20 mm which makes an angle of 65 with the horizontal plane and the end of the funnel is at a height of 9 cm above the bottom horizontal plane. Approximately 100 grams of carotenoids-rich fat powder was passed through the funnel and then the diameter and height of formed pile was measured. After that, the angle of repose of carotenoids-rich fat powder was calculated using the following formula
Ø = arctg
where h is the height of the pile and D is the diameter of the funnel.
Color analysis with Chromameter (Hutching 1999)
Color measurement was carried out using Chromameter CR300. Number of samples were placed in a glass container and Chromameter measured the color of the samples by firing a beam on the sample, then the measurement results came out in the form of L*a*b* scale. Value of L* indicates the brightness (0 = black/dark, 100 = white/bright), while value of a* indicates red color (a+ = red, a- = green) and value of b* indicates yellow color (b+ = yellow, b- = blue).
Kinetic data analysis
Kinetics of quality changes during storage were analyzed using zero and/or first order reaction to determine the respective constant rate of change (k). Activation energy analysis was then done to determine the sensitivity of constant rate of change (k) in product quality with increasing storage temperature. Quality parameter with highest activation energy was used as the critical quality parameter to predict product’s shelf life.
5 Generated Arrhenius equation then used to obtain activation energy of the quality parameter changes.
RESULTS AND DISCUSSION
Ingredients characterization
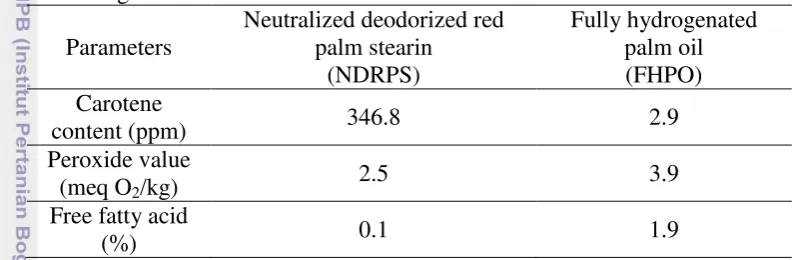
Carotenoids-rich fat powder was made from a mix of palm stearin and fully hydrogenated palm oil (FHPO). Palm stearin used here was neutralized deodorized palm stearin (NDRPS) which was not subjected to bleaching process so its carotene content remains high. The results of ingredients character step shows that neutralized deodorized palm stearin contains 346.8 ppm of carotene meanwhile fully hydrogenated palm oil only contains 2.9 ppm of carotene (Table 1). This data shows that the carotene contained in the carotenoids-rich fat powder is mainly derived from neutralized deodorized palm stearin.
Table 1. Ingredients characterization
Table 1 shows that red palm stearin has lower peroxide value than FHPO. Red palm stearin has 2.5 meq O2/kg peroxide value, while FHPO has 3.9 meq O2/kg peroxide. Both ingredients are classified as low oxidized state because their peroxide value are between 1 and 5 meq O2/kg, according to Moigradean et al
(2012), and they also comply with the established standard because they have lower peroxide value than the maximum limit of refined palm stearin peroxide value, according to Draft East African Standard (2012), which is 10 meq O2/kg. DEAS also established the maximum limit of free fatty acid as palmitic acid in refined stearin, which is 0.25% (DEAS 2012). From the data in Table 1, it is known that red palm stearin used in this research has lower free fatty acid content than the standard (0.1 %) meanwhile FHPO used has higher free fatty acid content than the standard (1.9 %).
6
Carotene content changes1
Red palm oil is the richest naturally occuring source of carotenoid and generally contains 200-800 mg of provitamin A carotenoids per kg oil which is 15 times higher than the carotenoid content of carrots on weight-by-weight basis. These carotenoids are easily absorbed because they are already dissolved in oil (Rice and Burns 2010). Therefore, the utilization of red palm stearin, solid fraction of red palm oil, as food fortificant by converting it into carotenoids-rich fat powder is one potential way to overcome the vitamin A deficiency problem in Indonesia. Carotene, especially -carotene, is used as the source of vitamin A in human body which prevents blindness and improves body immunity. Beta-carotene has a hundred percent pro-vitamin A activity in trans-isomer form but it can be easily degraded by the presence of oxygen, heat, light, metal, and other oxidative substances (Wulan 2013). The main factor that affects carotenoid content during the food processing and storage is oxidation by atmospheric oxygen and structural changes by heat. To see the effect of temperature on the carotene content in carotenoids-rich fat powder, carotenoids-rich fat powder was stored at four different storage temperatures.
Carotene content of carotenoids-rich fat powder continues to decrease with the length of storage time (Appendix 1). The decrease in carotene content of carotenoids-rich fat powder can be seen in Figure 2. Storage at temperatures of 26C, 35C, 40C, and 55C shows that carotenoids-rich fat powder have 0.24 ppm/day, 0.48 ppm/day, 1.11 ppm/day, and 1.58 ppm/day reaction rate constant, respectively (Table 2). Based on the reaction rate law, the bigger the value of reaction rate constant, the faster the reaction takes place, thus storage temperature of 55C has the greatest carotene degradation rate followed by storage temperatures of 40C, 35C, and 26C. Wulan (2013) explained that chemical reation rate is affected by the amount of the reactant concentration used in the reaction and also by the value of reaction rate constant (k). Reaction rate constant is the comparation between reaction rate and reactant concentration. It is an absolute value of the slope of the graph between concentration and time which used after get the chosen reaction order. The value of k will be greater if the reaction is rapid though it occurs with a small amount of reactant concentrations.
1 This part of manuscript has been presented in The 21st Tri-University International Joint
7
Figure 2. Carotene degradation in carotenoids-rich fat powder during storage at temperatures of 26C (ambient/room temperature), 35C, 40C, and 55C
Carotene has double bonds which make it sensitive to oxidation accelerated by heat or high temperature. Heating up to 60C resulted in isomeric changes from trans-isomer to cis-isomer which has a lower pro-vitamin A activity compared with trans-isomer form (Novia 2009). Carotene oxidation is also triggered by hydroperoxide generated from lipid oxidation (Insani 2011). This was also explained by Novia (2009) that lipid oxidation reaction causes the increase of carotene oxidation so that the -ionone ring at the end of carotene molecule is open which then cause the decrease of carotene activity.
8
Table 2. Reaction order of carotene degradation in carotenoids-rich fat powder during storage at temperatures of 26C (ambient/room temperature), 35C, 40C, and 55C
Temperature
(C) Parameter Zero-order First-order
26 Slope Temperature is one of the factor that affect the reaction rate and the temperature increase generally will lead to a faster reaction rate due to the increasing number of collisions between molecules, as well as the average kinetics energy of molecules (Wulan 2013). The study done by Novia (2009) on microencapsulated red palm oil stored at temperature of 35C, 45C, and 55C for 30 days also shows a decrease in carotene content, from 248 ppm to 133 ppm for the red palm oil microencapsulate stored at temperature of 55C.
Carotene degradation rate constant obtained then converted into the natural numbers of logarithm (ln k) and plotted with the inverse of temperature, in Kelvin, (Figure 3) to get the Arrhenius equation. Arrhenius equation can be used to study the relation between temperature, reaction rate constant, and activation energy (Ea).
Figure 3. Change in carotene degradation rate constant of carotenoids-rich fat powder stored at temperatures of 26C (ambient/room temperature), 35C, 40C, and 55C
Activation energy is the minimum amount of energy needed for a chemical reaction may take place. Its value can be known after the value of slope of graph
y = -6,466.7419x + 20.3505
0.0030 0.0031 0.0031 0.0032 0.0032 0.0033 0.0033 0.0034 0.0034
9 has been obtained. The Arrhenius equation generated from Figure 2 (Eq.(1)) shows the carotene degradation of carotenoids-rich fat powder has 53,764.49 J/mole activation energy, as also shown by Table 3. This value is 2 times much higher than the activation energy of carotene degradation of red palm oil microencapsulate from study conducted by Novia in 2009, which is 19,995.17 J/mole. A higher activation energy indicates that carotene degradation of carotenoids-rich fat powder is more sensitive to temperature increases during storage compared with carotene degradation of red palm oil microencapsulate.
Ln KT = 20.3505 – 6466.7419(1/T) (1)
Table 3. Activation energy of carotene degradation in carotenoids-rich fat powder stored at temperatures of 26C (ambient/room temperature), 35C, 40C, and 55C
Temperature (C) Slope Gas constant (/mol K) Activation energy (J/mole) Accelerated
storage test -6466.7419 8.314 53,764.49
Peroxide value changes
Peroxide value is one of the important parameter in determining degree of fat or oil damage. Peroxide is a chemical substance that can accelerate oxidation, in other words it is an oxidizing agent. During thermal oxidation, peroxide value increases due to lipid oxidation triggered by heating which resulting in the formation of a number of peroxide. According to Ketaren (2005), unsaturated fatty acid can binds oxygen to its double bond and forms peroxide. Oxidation takes place if there is contact between a number of oxygen and fat or oil which usually begins with the formation of peroxide and hydro-peroxide. On the next stages, fatty acid decomposes and it is followed by the changes in hydro-peroxide to aldehydes and ketones, as well as free fatty acids (Ketaren 2005). This oxidation reaction will lead to rancidity in fat or oil which formed due to the presence of aldehydes. Thus, the increase of peroxide value is only an indicator and a warning that the fat or oil will soon smell rancid (Novia 2009).
Storage of carotenoids-rich fat powder at temperatures of 26C (ambient/room temperature), 35C, 40C, and 55C causes an increase in peroxide value of the fat powder (Figure 4). This result is similar to study done by Novia (2009) about stability of microencapsulated red palm oil during storage and study conducted by Zungur et al (2014) about storage stability of microencapsulated
extra virgin olive oil powder. An increase in peroxide value also happened in the research done by Moigradean et al (2012) in investigating the oxidative stability
10
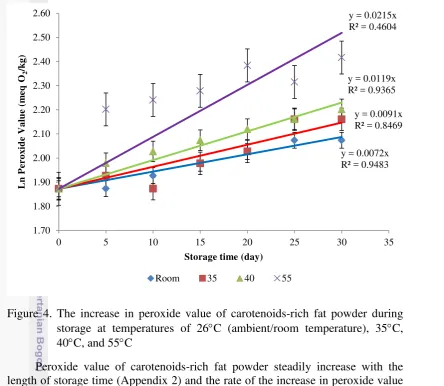
Figure 4. The increase in peroxide value of carotenoids-rich fat powder during storage at temperatures of 26C (ambient/room temperature), 35C, 40C, and 55C
Peroxide value of carotenoids-rich fat powder steadily increase with the length of storage time (Appendix 2) and the rate of the increase in peroxide value is increasing as the storage temperature increases. Fat powder stored at temperatures of 26C and 35C have 0.007/day and 0.009/day reaction rate constant respectively while fat powder stored at 40C, and 55C have 0.011/day and 0.021/day reaction rate constant respectively (Table 4).
Table 4. Reaction order of peroxide value increase in carotenoids-rich fat powder during storage at temperatures of 26C (ambient/room temperature), 35C, 40C, and 55C
11 The rate of peroxide value increase in carotenoids-rich fat powder during storage at four different temperatures follows first-order reaction and it is similar to the increase in peroxide value of microencapsulated olive oil from study done by Zungur et al 2014 which also follow first-order reaction. All the obtained reaction rate constants then converted into natural numbers of logarithm (ln k) and plotted with the inverse of temperatures in Kelvin degree (Figure 5).
Figure 5. Change in reaction rate constant of peroxide value increase in carotenoids-rich fat powder stored at temperatures of 26C (ambient/room temperature), 35C, 40C, and 55C
Arrhenius equation of peroxide value increase in carotenoids-rich fat powder generated from Figure 4 (Eq. (2)) is used to determine the activation energy of the increase in peroxide value during storage. Table 5 shows that this reaction has 31,511.97 J/mole activation energy. The increase in peoxide value of carotenoids-rich fat powder has lower activation energy compared with peroxide value increase in olive oil triacylglycerols, which has 32,100.00 J/mole activation energy (Gomez-Alonso et al 2004). A lower activation energy indicates that peroxide value increase in carotenoids-rich fat powder is less sensitive to temperature increase than peroxide value increase in olive oil triacylglycerols.
Ln KT = 7.6858 – 3790.2293(1/T) (2)
Table 5. Activation energy of peroxide value increase in carotenoids-rich fat powder stored at temperatures of 26C (ambient/room temperature), 35C, 40C, and 55C
storage test -3790.2293 8.314 31,511.97
y = -3,790.2293x + 7.6858
0.003 0.00305 0.0031 0.00315 0.0032 0.00325 0.0033 0.00335 0.0034
12
Free fatty acid changes
Free fatty acid is the result of the termination of the ester bond between the fatty acid and glycerol (Wulan 2013). The acid value indicates the amount of free fatty acids contained in fat or oil which derived from the hydrolysis of fats or due to unfavorable processing (Novia 2009) and this reaction can be accelerated by the presence of water, heat, and enzyme catalysts. Ketaren (2005) explained that a high acid value indicates a high free fatty acid content, the higher the acid value, the lower the quality of fats or oils. Increase in free fatty acids may occur during processing and storaging of palm oil due to autocatalytic hydrolysis and also due to the activity of microorganisms because of the production process which is not clean. This increase may then facilitate a serial oxidation process and facilitate the formation of peroxide compounds, aldehydes, and ketones which will then lead to the formation of rancidity, oil browning, and even could cause poisoning (Ketaren 2008). Measurement of free fatty acid value in carotenoids-rich fat powder made from red palm oil is calculated in the form of palmitic acid as the predominant fatty acid in the product. Changes in free fatty acid percentage of carotenoids-rich fat powder during storage at five different temperatures were observed to see the properties of the hydrolysis reactions occured in fat powder.
Free fatty acid percentage of carotenoids-rich fat powder stored at temperatures of 26C (ambient/room temperature), 35C, 40C, and 55C constantly increase with the length of storage time (Appendix 3) and the increase occurs more rapidly with the increasing storage temperature. As shown by Figure 6, carotenoids-rich fat powder stored at temperature of 55C has 0.0211/day reaction rate constant while carotenoids-rich fat powder stored at temperature of 40C, 35C, and 26C only have 0.0174/day, 0.0164/day, and 0.0153/day, respectively. It shows that carotenoids-rich fat powder stored at temperature of 55C has the fastest increase in free fatty acid percentage. There are other studies that also discovered that the free fatty acid percentage will increase with increasing in storage temperature. Ayustaningwarno (2010) found that the reaction rate of free fatty acid formation in red palm oil has increased as much as three times from palm oil stored at temperature of 60C to red palm oil stored at temperature of 90C. A year later, Tadakittisarn et al (2011) also found that the storage of Jatropha curcas oil at temperature of 50C caused the formation of a
13
Figure 6. The increase in free fatty acid percentage of carotenoids-rich fat powder during storage at temperatures of 26C (ambient/room temperature), 35C, 40C, and 55C
Reaction order is required to select the reaction rate constant determining chart which obtained by calculating the highest linearity (R2) on a graph of the relation between time and concentration. Based on the calculation of the reaction order in Table 6, it is known that the increase in free fatty acid of carotenoids-rich fat powder follows the first-order reaction meaning that the rate of the increase in free fatty acid percentage of carotenoids-rich fat powder is affected by the changes in reactant concentration. This result is different from the increase in free fatty acid percentage of red palm oil during storage, which has zero-order reaction (Ayustaningwarno 2010).
Table 6. Reaction order of the increase in free fatty acid percentage of carotenoids-rich fat powder during storage at temperatures of 26C (ambient/room temperature), 35C, 40C, and 55C
14
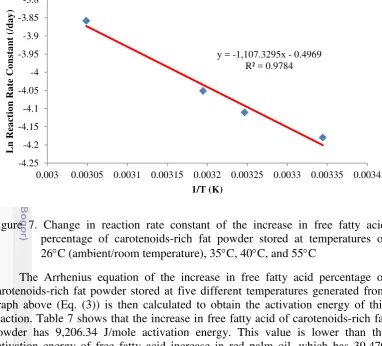
Reaction rate constant of free fatty acid formation which obtained after determining the reaction order is then converted into a natural logarithm and is plotted with inverse temperature (in Kelvin degree) in order to obtain a graph of ln reaction rate constant with inverse temperature, as seen in Figure 7. This graph is then used to obtain the Arrhenius equation that will be used to see the relationship between temperature (T), reaction rate constant (k), and activation energy (Ea).
Figure 7. Change in reaction rate constant of the increase in free fatty acid percentage of carotenoids-rich fat powder stored at temperatures of 26C (ambient/room temperature), 35C, 40C, and 55C
The Arrhenius equation of the increase in free fatty acid percentage of carotenoids-rich fat powder stored at five different temperatures generated from graph above (Eq. (3)) is then calculated to obtain the activation energy of this reaction. Table 7 shows that the increase in free fatty acid of carotenoids-rich fat powder has 9,206.34 J/mole activation energy. This value is lower than the activation energy of free fatty acid increase in red palm oil, which has 39,470 J/mole (Ayustaningwarno 2004). A lower activation energy signifies that increase in free fatty acid of carotenoids-rich fat powder is less sensitive to temperature increase.
Ln KT = -0.4969 – 1107.3295 (1/T) (3)
Table 7. Activation energy of the increase in free fatty acid percentage of carotenoids-rich fat powder stored at temperatures of 26C (ambient/room temperature), 35C, 40C, and 55C
Temperature (C) Slope Gas constant (/mol K) Activation energy (J/mole) Accelerated storage
0.003 0.00305 0.0031 0.00315 0.0032 0.00325 0.0033 0.00335 0.0034
15
Angle of repose changes
Bulk powder consists of a collection of individual particles of very different characteristics, starting from the size, shape, up to consistency which is very difficult to measure accurately in any existing particles (Schulze 2008). Although both have flow properties, powder can not be considered the same as liquid because powder is a solid which can form mound while liquid can not (Marinelli 2005). Physical characteriscs of powder in general depend on each other. Changes in particle size distribution or moisture content may result in simultaneous changes in bulk density, flowability, and visual appearance. Bulk density, compressibility, and flowability of food powder are very dependent on particle size and its distribution (Barboda-Canovas et al 1987). Small changes in bulk density can lead to large changes in flowability.
Flowability is the relative movement of bulk particles to other particles in the surroundings or along the surface of the container wall (Peleg 1977). Powder flowability was measured to determine the behaviour of the powder in the production process related to the interaction of the equipment and production processes (Prescott and Barnum 2000). One of the indicator that can be used to determine powder flowability is angle of repose (AOR). Geldart et al (2006) explained that angle of repose <30 indicate good flowability, 30-45 indicate some cohesiveness, 45-55 indicate true cohesiveness, and >55 indicate sluggish or very high cohesiveness and very limited flowability.
Knowledge about the characteristics of the powder is very important in the process of handling and storage of materials. Cohesive powders or powders that have the attractive force between the particles larger than the attractive force with its weight can usually fail to flow out the container with the aperture approximately a thousand times larger than the particle diameter. To ensure the steady and reliable flow, it is important to characterize the powder flow behavior accurately. Fitzpatrick (2005) explained that the factor of particle shape or size, interaction surface, moisture content, caking, and storage condition will affect powder flowability and one of the storage conditions which can affect powder flowability is temperature.
16
Figure 8. The increase in angle of repose of carotenoids-rich fat powder during storage at temperatures of 26C (ambient/room temperature), 35C, 40C, and 55C
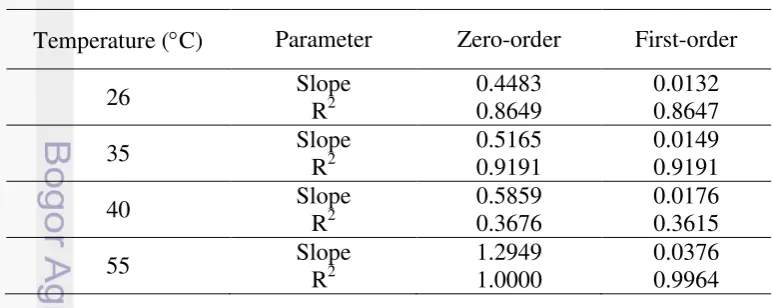
It can be seen on Table 8 that reaction rate constants of fat powder flowability changes are increasing as the storage temperature increases from 0.45/day for storage temperature of 26C to 0.52/day, 0.59/day, and 1.29/day for storage temperatures of 35C, 40C, and 55C respectively. From Table 8, it is also known that the increase in angle of repose of carotenoids-rich fat powder follows zero-order reaction.
Table 8. Reaction order of the increase in angle of repose of carotenoids-rich fat powder during storage at temperatures of 26C (ambient/room temperature), 35C, 40C, and 55C
Temperature (C) Parameter Zero-order First-order 26 Slope R2 0.4483 0.8649 0.0132 0.8647
Reaction rate constants of the increase in carotenoids-rich fat powder flowability are then converted into natural logarithm and plotted with the inverse temperature (in Kelvin) (Figure 9) to get an Arrhenius equation so that the relationship between temperature, reaction rate constant, and activation energy of changes in flowability of carotenoids-rich fat powder can be studied.
17
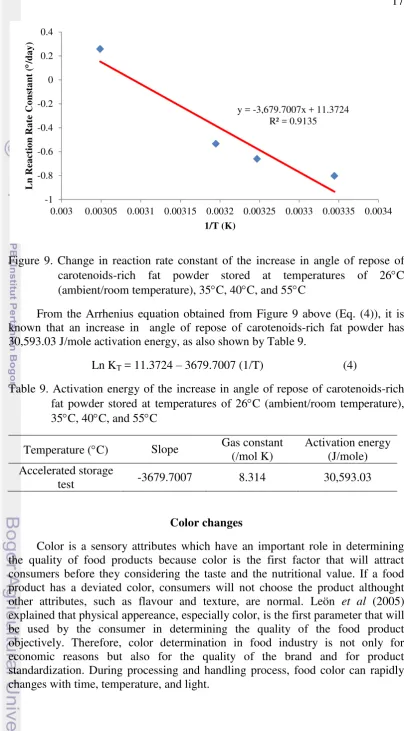
Figure 9. Change in reaction rate constant of the increase in angle of repose of carotenoids-rich fat powder stored at temperatures of 26C (ambient/room temperature), 35C, 40C, and 55C
From the Arrhenius equation obtained from Figure 9 above (Eq. (4)), it is known that an increase in angle of repose of carotenoids-rich fat powder has 30,593.03 J/mole activation energy, as also shown by Table 9.
Ln KT = 11.3724 – 3679.7007 (1/T) (4)
Table 9. Activation energy of the increase in angle of repose of carotenoids-rich fat powder stored at temperatures of 26C (ambient/room temperature), 35C, 40C, and 55C
Temperature (C) Slope Gas constant (/mol K) explained that physical appereance, especially color, is the first parameter that will be used by the consumer in determining the quality of the food product objectively. Therefore, color determination in food industry is not only for economic reasons but also for the quality of the brand and for product standardization. During processing and handling process, food color can rapidly changes with time, temperature, and light.
y = -3,679.7007x + 11.3724
0.003 0.00305 0.0031 0.00315 0.0032 0.00325 0.0033 0.00335 0.0034
18
Natural food color is caused by the presence of organic compund called pigment. In fruit and vegetables, there are four groups of pigment, i.e. chlorophyll, carotenoid, anthocyanin, and anthoxanthin. Carotenoid is widely distributed natural pigments which responsible for yellow, orange, and red colors so that the yellow color of the carotenids-rich fat powder derived from carotenoids contained in red palm stearin. Like the other pigments, carotenoid contained in carotenoids-rich fat powder is also sensitive to temperature, light, and time so that the yellow color of carotenoids-rich fat powder can be changed during processing and handling. Hence, it is necessary to take an action to maintain the color remains in accordance with the standard in order the produced food product can be uniform. However, before taking the preventive action, the pattern of color changes during storage needs to be studied beforehand by observing changes in the value of L*, a*, and b* of carotenoids-rich fat powder during the storage at temperatures of 26C (ambient/room temperature), 35C, 40C, and 55C.
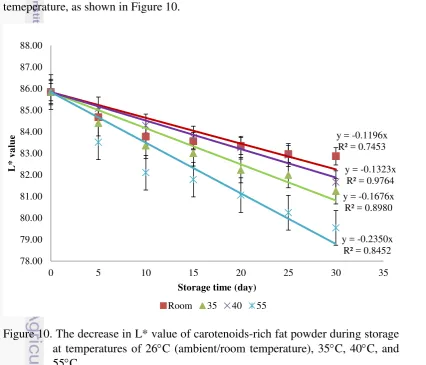
Observation result shows that the value of L* of carotenoids-rich fat powder which indicates the extent of product’s brightness is decreasing with the length of storage time (Appendix 5) and the greatest reduction occurs at higher storage temeperature, as shown in Figure 10.
Figure 10. The decrease in L* value of carotenoids-rich fat powder during storage at temperatures of 26C (ambient/room temperature), 35C, 40C, and 55C
Reaction rate constant of decline in the value of L* in Table 10 also shows that the decrease in brightness of carotenoids-rich fat powder occurs more rapidly at temperature of 55C with the value of reaction rate constants 0.24 unit/day and
19 it is followed by storage temperatures of 40C, 35C, and 26C with the reaction rate constants value respectively 0.17 unit/day, 0.13 unit/day, and 0.12 unit/day. From Table 10, it is also known that the decrease in L* value of carotenoids-rich fat powder follows the zero-order reaction.
Table 10. Reaction order of L* value decrease in carotenoids-rich fat powder during storage at temperatures of 26C (ambient/room temperature), 35C, 40C, and 55C
Temperature (C) Parameter Zero-order First-order 26 Slope R2 -0.1196 0.7453 -0.0014 0.7514 35 Slope R2 -0.1676 0.8980 -0.0020 0.9046 40 Slope R2 -0.1323 0.9764 -0.0016 0.9762 55 Slope R2 -0.2350 0.8450 -0.0028 0.8573
Reaction rate constant of L* value decrease is then converted into a natural logarithm and is plotted with inverse temperature, in Kelvin degree, in order to obtain a graph of ln reaction rate constant with inverse temperature, as seen in Figure 11. This graph is used to obtain the Arrhenius equation which can show the relationship between temperature, reaction rate constant, and activation energy of the decrease in L* value of carotenoids-rich fat powder during storage.
Figure 11. Change in reaction rate constant of the decrease in L* value of carotenoids-rich fat powder stored at temperatures of 26C (ambient/room temperature), 35C, 40C, and 55C
y = -2,116.0565x + 4.9447
0.003 0.00305 0.0031 0.00315 0.0032 0.00325 0.0033 0.00335 0.0034
20
Arrhenius equation generated from Figure 11 (Eq. (5)) is then used to determine the activation energy of L* value decrease during storage. Table 11 shows that decrease in L* value of carotenoids-rich fat powder during storage has 17,592.89 J/mole activation energy.
Ln KT = 4.9447 – 2116.0565 (1/T) (5)
Table 11. Activation energy of the decrease in L* value of carotenoids-rich fat powder stored at temperatures of 26C (ambient/room temperature), 35C, 40C, and 55C
Temperature (C) Slope Gas constant (/mol K) storage at five different temperatures, the intensity of the green color is increasing (Appendix 6), it can be seen from the increase in value of (-a*) of carotenoids-rich fat powder, as shown in Figure 12. Changes in the intensity of green color are greater with higher storage temperature. Increasing speed of the green color enhancement of carotenoids-rich fat powder can be seen from the value of reaction rate constants. Table 12 shows that the increase in (-a*) value of carotenoids-rich fat powder during storage follows first-order reaction and the greatest reaction rate constant is owned by fat powder stored at temperature of 55C (0.012/day) and 40C (0.011/day) which is followed by fat powder stored at 35C (0.007/day), and 26C (0.005/day).
21 Table 12. Reaction order of (-a*) value increase in carotenoids-rich fat powder during storage at temperatures of 26C (ambient/room temperature), 35C, 40C, and 55C
Temperature (C) Parameter Zero-order First-order
26 Slope
Reaction rate constant of (-a*) value increase is then converted into a natural logarithm and is plotted with inverse temperature, in Kelvin, in order to obtain a graph of ln reaction rate constant with inverse temperature, as seen in Figure 13. This graph is used to obtain the Arrhenius equation which can show the relationship between temperature, reaction rate constant, and activation energy of the increase in (-a*) value of carotenoids-rich fat powder during storage.
Figure 13. Change in reaction rate constant of the increase in (-a*) value of carotenoids-rich fat powder stored at temperatures of 26C (ambient/room temperature), 35C, 40C, and 55C
Arrhenius equation generated from Figure 13 above (Eq. (6)) is used to determine the activation energy of (-a*) value increase during storage and Table 13 shows that the increase in (-a*) value of carotenoids-rich fat powder during storage has 27,347.39 J/mole activation energy.
Ln KT = 5.7493 – 3289.3184 (1/T) (6)
0.003 0.00305 0.0031 0.00315 0.0032 0.00325 0.0033 0.00335 0.0034
22
Table 13. Activation energy of the increase in (-a*) value of carotenoids-rich fat powder stored at temperatures of 26C (ambient/room temperature), 35C, 40C, and 55C
Temperature (C) Slope Gas constant (/mol K) Activation energy (J/mole) Accelerated storage
test -3289.3184 8.314 27,347.39
An increase in the intensity of the green color of carotenoids-rich fat powder during storage is accompanied by a decrease in the intensity of the yellow color of the product (Appendix 7). It is seen from the decreasing in the positive value of b*, as shown in Figure 14. Yellow color of carotenoids-rich fat powder is derived from carotene compounds contained in the palm stearin and the diminishing yellow color of carotenoids-rich fat powder occurs along with the decrease in its carotene content during storage. A greater decline in yellow color intensity occurs at a greater storage temperature or it can be said that fat powder stored at higher temperature has a greater speed of the decrease in yellow color intensity. This can be proven by the increasing value of reaction rate constants with increasing storage temperature.
23 Table 14 shows that the decrease in b* value of carotenoids-rich fat powder follows first-order reaction and fat powder stored at 26C has reaction rate constant of 0.004/hour while fat powder stored at temperatures of 35C, 40C, and 55C has reaction rate constant of 0.006/day, 0.011/day, and 0.017/day respectively.
Table 14. Reaction order of b* value decrease in carotenoids-rich fat powder during storage at temperatures of 26C (ambient/room temperature), 35C, 40C, and 55C
Temperature (C) Parameter Zero-order First-order 26 Slope R2 -0.2589 0.9688 -0.0044 0.9641
Reaction rate constant of b* value decreases is then converted into a natural logarithm and is plotted with inverse temperature, in Kelvin degree, in order to obtain a graph of ln reaction rate constant with inverse temperature, as seen in Figure 15. This graph is used to obtain the Arrhenius equation which can show the relationship between temperature, reaction rate constant, and activation energy of the decrease in b* value of carotenoids-rich fat powder during storage.
Figure 15. Change in reaction rate constant of the decrease in b* value of carotenoids-rich fat powder stored at temperatures of 26C (ambient/room temperature), 35C, 40C, and 55C
Arrhenius equation generated from Figure 15 (Eq. (7)) is used to determine the activation energy of the decrease in b* value during storage and Table 15
0.003 0.00305 0.0031 0.00315 0.0032 0.00325 0.0033 0.00335 0.0034
24
shows that the decrease in b* value of carotenoids-rich fat powder during storage has 38,788.09 J/mole activation energy.
Ln KT = 10.1921 – 4665.3946(1/T) (7)
Table 15. Activation energy of the decrease in b* value of carotenoids-rich fat powder stored at temperatures of 26C (ambient/room temperature), 35C, 40C, and 55C
Temperature (C) Slope Gas constant (/mol K) Activation energy (J/mole) Accelerated storage
test -4665.3946 8.314 38,788.09
Shelf life determination of carotenoids-rich fat powder
Shelf life of carotenoids-rich fat powder can be determined by using Arrhenius equation derived from the quality parameter that have the highest value of activation energy. A higher activation energy indicates that the reaction is more sensitive to temperature changes. Table 16 shows the value of activation energy of the five quality parameters.
Table 16. Activation energy of the five quality parameters of carotenoids-rich fat powder
Quality parameter Activation energy (J/mole) Carotene content parameters, that is 53,764.49 J/mole. Therefore, the determination of carotenoids-rich fat powder is done by using the carotene content parameter as the critical quality parameter as the carotene content of carotenoids-rich fat powder is very sensitive to temperature changes.
As explained previously, carotene degradation of carotenoids-rich fat powder follows zero-order kinetics so the shelf life of carotenoids-rich fat powder can be predicted using the equation for zero-order carotene degradation, as seen in Eq.(8) below.
25 t : period of storage (day)
Qo : initial quality (ppm)
Qt : accepted final quality (ppm)
k : reaction rate constant (Kilcast and Subramaniam 2000).
The value of k is generated by inserting the assumed storage temperature of 26C (299 K) into Arrhenius equation (Eq.(1)). With initial carotene quality of 56.40 ppm, carotene critical limit of 28.20 ppm (50% of initial carotene), and the value of k is 0.2788, it is obtained that carotenoids-rich fat powder can be stored for 3 months and 11 days when protected from light. If stored at 20C (293 K), the predicted shelf life of the carotenoids-rich fat powder is 5 months and 7 days.
CONCLUSIONS AND SUGGESTIONS
Conclusions
Carotenoids-rich fat powder is a very potential food product to be used as food fortificant to improve vitamin A intake and help reduce the burden of VAD in Indonesia. However, during storage, the quality of carotenoids-rich fat powder is decreasing. Results showed that product underwent some (i) color changes, (ii) increase in free fatty acid and peroxide value, and (iii) decrease in carotene content and powder flowability. Among the five quality parameters, carotene degradation has the greatest activation energy which is 53,764.49 J/mole, thus this parameter is used as the critical quality parameter in determinating the shelf life of the fat powder. By asuming that the end of shelf life is defined as product having 50% of initial carotene, carotenoids-rich fat powder predicted can be stored for 3 months and 11 days at ambient/room temperature, with light protection, and if stored at 20C, the predicted shelf life of the carotenoids-rich fat powder is 5 months and 7 days.
Suggestions
26
REFERENCES
Anriansyah I. 2013. Pengembangan produk fat powder berbasis minyak sawit merah [Manuscript]. Bogor (ID): Bogor Agricultural University.
Ayustaningwarno F. 2010. Kinetika parameter stabilitas oksidasi minyak sawit merah. In: Wulan A. C. Kinetika oksidasi termal minyak goreng sawit curah dengan fortifikasi minyak sawit merah (p. 18) [Manuscript]. Bogor (ID): Bogor Agricultural University.
[AOCS] American Oil Chemists’ Society. 2012. Official Methods and Recommended Practices of the AOCS Ca 5a-40. Champaign: AOCS. [AOCS] American Oil Chemists’ Society. 2012. Official Methods and
Recommended Practices of the AOCS Ca 8b-90. Champaign: AOCS. [DEAS] Draft East African Standard. 2012. Palm stearin spesification. Tanzania:
East African Community.
Fitzpatrick J. J. 2005. Food powder flowability. In: Erick. Pemecahan masalah inkonsistensi proses penakaran pada mesin pengemas bumbu pelezat serbaguna di PT Unilever I ndonesia tbk, Cikarang. (p. 14) [Manuscript]. Bogor (ID): Bogor Agricultural University.
Geldart D., Abdullah E. C., Hassanpour A., Nwoke L. C., and Wouters I. 2006. Characterization of powder flowability using measurement of angle of repose. China Particuology 4(3-4): 104-107.
Gomez-Alonso S., Mancebo-Campos V., Salvador D.M., and Fregapane G. 2004. Oxidation kinetics in olive oil triacylglycerols under accelerated shelf life testing (25-75C). Eur. J. Lipid Sci. Technol. 106(2004): 369-375.
Hutching J. B. 1999. Food Color and Appearance. 2nd Edition. Maryland: Aspen Publition.
Insani D. D. Karakter minyak sawit kasar selama penyimpanan [Manuscript]. Bogor (ID): Bogor Agricultural University.
Ketaren S. 2005. Minyak dan Lemak Pangan. Jakarta: UI Press.
Ketaren S. 2008. Pengantar Teknologi Minyak dan Lemak Pangan. Jakarta: UI Press.
Kilcast D. and Subramaniam P. (Eds.) . 2000. The stability and shelf-life of food. In: Wulan A. C. Kinetika oksidasi termal minyak goreng sawit curah dengan fortifikasi minyak sawit merah (p. 14) [Manuscript]. Bogor (ID): Bogor Agricultural University.
Leön K., D. Mery, and F. Pedreschi. 2005. Color measurement in L* a* b* units from RGB digital images. In: Indrayani. Model pengeringan lapisan tipis temu putih (Cuecuma Zesoaria Berg. Rosc) (p. 15) [Manuscript].
Makassar (ID): Hasanuddin University.
Marinelli J. 2005. The role of food powders. In: Erick. Pemecahan masalah inkonsistensi proses penakaran pada mesin pengemas bumbu pelezat serbaguna di PT Unilever Indonesia tbk, Cikarang. (p. 10) [Manuscript]. Bogor (ID): Bogor Agricultural University.
Muchtaridi and Justina S. 2006. Kimia 2. Jakarta: Yudhistira.
27 Peleg M. 1977. Flowability of food powder and methods for its evaluation. In: Erick. Pemecahan masalah inkonsistensi proses penakaran pada mesin pengemas bumbu pelezat serbaguna di PT Unilever Indonesia tbk, Cikarang. (p. 11) [Manuscript]. Bogor (ID): Bogor Agricultural University. [PORIM] Palm Oil Research Institute of Malaysia. 1995. Porim Test Methods.
Palm Oil Research Institute of Malaysia.
Prescott J. K. and Barnum R. A. 2000. On powder flowability. In: Erick. Pemecahan masalah inkonsistensi proses penakaran pada mesin pengemas bumbu pelezat serbaguna di PT Unilever Indonesia tbk, Cikarang. (p. 13) [Manuscript]. Bogor (ID): Bogor Agricultural University.
Rice A. L. And Burns J. B. 2010. Moving from efficacy to effectiveness: red palm oil’s role in preventing vitamin A deficiency. Journal of American College of Nutrition 29(3): 3025-3135.
Schulze D. 2008. Powders and bulk solid: behaviour, characterization, storage and flow. In: Erick. Pemecahan masalah inkonsistensi proses penakaran pada mesin pengemas bumbu pelezat serbaguna di PT Unilever Indonesia tbk, Cikarang. (p. 10) [Manuscript]. Bogor (ID): Bogor Agricultural University. Tadakittisarn S., Janchai P., Vaithanomsat P., Apiwatanapiwat W. 2011. Effect of
ripening stage and temperature on free fatty acid content of Jatropha
curcas oil during storage. In: Wulan A. C. Kinetika oksidasi termal
minyak goreng sawit curah dengan fortifikasi minyak sawit merah (p. 19) [Manuscript]. Bogor (ID): Bogor Agricultural University.
[WHO] World Health Organization. 2009. Global prevalence of vitamin A deficiency in population at risk 1995-2005.
West K.P., Jr. 2002. Extent of vitamin A deficiency among preschool children and women of productive age. Journal of Nutrition 132: 2857S-2866S.
Wulan C. A. 2013. Kinetika oksidasi termal minyak goreng sawit curah dengan fortifikasi minyak sawit merah [Manuscript]. Bogor (ID): Bogor Agricultural University.
28