PENGARUH PENAMBAHAN Mo TERHADAP
KEKERASAN, MIKROSTRUKTUR, DAN FASA YANG TERBENTUK DALAM PLAT ZIRLO-Mo
(Skripsi)
Oleh Yuant Tiandho
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM UNIVERSITAS LAMPUNG
i
Telah dilakukan fabrikasi plat zirlo-Mo sebagai dasar pengembangan kelongsong bahan bakar nuklir generasi baru. Paduan zirlo-Mo yang akan difabrikasi memiliki komposisi Zr-1%Sn-1%Nb-0,1%Fe dengan variasi Mo mulai dari 0,3%; 0,4%, serta 0,5%. Proses fabrikasi yang dilakukan adalah β-quenching, pengerolan panas, anil pada temperatur 760°C, pengerolan dingin 1,5 mm, anil pada temperatur 650°C, pengerolan dingin 1 mm, serta anil pada temperatur 500°C. Dalam penelitian ini diketahui bahwa Mo dapat meningkatkan kekerasan, memperkecil ukuran butir, menstabilkan fasa β-Zr, serta dapat membentuk fasa kedua berupa ZrMo2. Melalui β-quenching terjadi penurunan ukuran butir, peningkatan kekerasan, serta terbentuknya fasa β-Zr dan ZrMo2. Pengerolan panas dapat meningkatkan kekerasan zirlo-Mo, merubah bentuk butir menjadi memanjang searah dengan arah rol, serta terjadi transformasi fasa menuju α-Zr dan ZrMo2. Pada seluruh proses anil di dalam penelitian ini terjadi proses
recovery butir yang berefek terhadap penurunan kekerasan paduan. Di sisi lain,
proses pengerolan dingin dapat meningkatkan kekerasan paduan yang diikuti dengan berubahnya bentuk butir menjadi memanjang searah dengan arah rol. Kekerasan terendah terjadi pada proses β-quenching pada sampel ZM-0 dengan nilai kekerasan (1,83 ± 0,117) GPa dan kekerasan tertinggi terjadi pada proses
pengerolan panas pada sampel ZM-0,5 dengan nilai kekerasan (3,60 ± 0,257) GPa.
ii ABSTRACT
THE INFLUENCE OF ADDING Mo ON THE HARDNESS, MICROSTRUCTURE, AND PHASE FORMED IN ZIRLO-Mo PLATE
By
Yuant Tiandho
The fabrication of zirlo-Mo plate has been done as the base of improvement for the new generation of nuclear fuel cladding. The combination of zirlo-Mo which was fabricated had the composition as Zr-1%Sn-1%Nb-0.1%Fe with the variation of Mo as 0.3%; 0.4%; and 0.5%. The processes of fabrication were β-quenching, hot rolling, annealing at the temperature of 760°C, cold rolling of 1.5 mm, annealing at the temperature of 650°C, cold rolling of 1 mm, and annealing at the temperature of 500°C. Result of the research showed that Mo could increase the hardness, decrease the size of grain, stabilize the phase of β-Zr, and form the second phase as ZrMo2. In the process of β-quenching, it showed the decrease in the size of grain, increase in hardness, and formation of phase β-Zr and ZrMo2. Hot rolling could increase the hardness of zirlo- Mo, change the form of grain to be straight-lengthways ahead of the roll, and there was a transformation phase to α-Zr and ZrMo2. In all the processes of annealing in this research, they showed the process of grain recovery which had the effect towards the decrease in the hardness of the combination. On the other hand, the process of cold rolling could increase the hardness of the combination which was followed by the change of grain size to be straight-lengthways ahead of the roll. The lowest hardness occurred in the process of β-quenching on ZM-0 with the Vickers hardness value (1,83 ± 0,117) GPa and the highest hardness occurred in the process of hot rolling on ZM-0,5 with the Vickers hardness value (3,60 ± 0,257) GPa.
vii
RIWAYAT HIDUP
Penulis yang bernama lengkap Yuant Tiandho, dilahirkan di Seputih Banyak. Penulis menyelesaikan pendidikan Sekolah Dasar di SDN 1 Tanjung Harapan pada tahun 2002, Sekolah Lanjutan Tingkat Pertama di SLTPN 1 Seputih Banyak pada tahun 2005, dan Sekolah Menengah Atas di SMAN 1 Seputih Banyak pada tahun 2008.
Yuant Tiandho, terdaftar sebagai mahasiswa di Jurusan Fisika FMIPA Universitas Lampung melalui SNMPTN tahun 2008. Selama menempuh pendidikan, penulis pernah menjadi asisten Praktikum Fisika Dasar I dan II, Pemrograman Komputer, Fisika Eksperimen, dan Fisika Inti. Penulis juga pernah aktif dalam kegiatan organisasi seperti menjadi Kepala Bidang Sains dan Teknologi HIMAFI periode 2010 -2011, Wakil Ketua Material Science Club (MSC) serta pengurus Forum Lingkar Pena (FLP) Wilayah Lampung.
viii
ix MOTTO
x
KATA PENGANTAR
Segala puji bagi Allah SWT yang telah memberikan segala kekuatan sehingga penulis dapat menyelesaikan kuliah serta skripsi ini dengan baik. Judul skripsi ini adalah “Pengaruh Penambahan Mo terhadap Kekerasan, Mikrostruktur, dan Fasa yang Terbentuk dalam Plat Zirlo-Mo”.
Skripsi ini dilaksanakan dari bulan Mei 2012 sampai September 2012 bertempat di Pusat Teknologi Bahan Bakar Nuklir, Batan – Serpong.
Penekanan skripsi ini adalah untuk mengetahui pengaruh kadar Mo serta proses fabrikasi terhadap karakteristik plat zirlo-Mo yang terbentuk. Penelitian ini merupakan studi awal terkait karakteristik plat zirlo-Mo yang kelak akan digunakan sebagai kelongsong bahan bakar nuklir generasi baru.
Penulis menyadari dalam penyajian laporan ini masih jauh dari kesempurnaan. Oleh karena itu, penulis mengharapkan kritik dan saran yang membangun dari berbagai pihak demi perbaikan dan penyempurnaan laporan ini. Akhir kata, semoga laporan ini dapat menjadi rujukan untuk penelitian berikutnya agar lebih sempurna dan dapat memperkaya khasanah ilmu pengetahuan.
Bandar Lampung, November 2012
xi
SANWACANA
Puji syukur bagi Allah SWT yang telah memberikan anugerah yang luar biasa sehingga penulis masih diberikan kesempatan untuk mengucapkan terima kasih kepada pihak yang telah membantu dalam penyelesaian penelitian dan skripsi ini, terutama kepada Bapak Posman Manurung, Ph.D selaku pembimbing I serta Ibu Ir. Futichah M.T. selaku pembimbing II yang telah banyak memberikan bimbingan serta ilmunya, dan kepada Ibu Dr. Yanti Yulianti selaku penguji yang banyak memberikan koreksi selama penulisan skripsi.
Terima kasih juga untuk Ibu Sri Wahyu Suciyati, M.Si. sebagai pembimbing akademik yang telah banyak direpotkan selama proses kuliah penulis. Kepada Bapak Isfandi, Bapak Eddy Indarto, Bapak Ali Akbar, Bapak Yatno, Bapak Dedi, Bapak Joko dan Rifqi Almusawi terima kasih karena telah membantu penelitian di PTBN - BATAN. Tak lupa juga kepada Bapak Ir. Budi Briyatmoko, M.Eng. selaku kepala PTBN - BATAN dan Bapak Ir. Bambang Herutomo selaku kepala B3N-PTBN yang telah memberi izin melakukan penelitian di PTBN - BATAN.
Untuk orang tua penulis, terima kasih atas segalanya dan kepada Tiand Reno serta Eryonatha Melino, terima kasih atas doanya. Terima kasih juga untuk Mamah Fit, Okta, dan Agung yang telah banyak penulis repotkan selama ini. Khusus untuk Fitri Afriani, terima kasih atas semua yang telah diberikan dan dilakukan untuk penulis. Seluruh pihak yang penulis tak bisa sebutkan satu per satu, seperti teman-teman angkatan 2008, terima kasih semuanya semoga Allah SWT membalas dengan hal lebih baik.
Bandar Lampung, November 2012
I. PENDAHULUAN
A. Latar Belakang
Zircaloy atau paduan logam zirkonium merupakan material yang banyak
digunakan dalam komponen struktur pendukung instalasi nuklir, terutama pada bagian struktur kelongsong bahan bakar. Hal ini dikarenakan paduan
zirkonium mempunyai karakteristik yang dibutuhkan dalam pembuatan kelongsong bahan bakar, seperti sedikit mengabsorpsi neutron, kekerasan
yang baik, serta tahan terhadap korosi meskipun berada pada temperatur tinggi (Benjamin, 1983; Ivanov dan Grigorovich, 1958; Mardon et al., 2000; Eagleson, 1994).
Zirlo adalah paduan zirkonium generasi baru yang terdiri dari Zr, Sn, Nb, dan
Fe. Zirlo dikembangkan sebagai pengganti zircaloy-4 karena tahan terhadap korosi pada temperatur yang lebih tinggi (Murty dan Charit, 2006; Anghel,
2006; Lambert dan Strain, 1994; Nikulina et al., 1996), memiliki ketahanan mulur yang tinggi, serta tahan terhadap radiasi (Yan, 2005; Garde, 2010; Sabol et al., 1994; Sabol et al., 1989; Isobe dan Matsuo, 1991; Harada et al.,
1991).
bertekanan (PWR). Pengembangan bahan struktur kelongsong berbasis
zirkonium ini bertujuan untuk mendapatkan paduan logam yang memiliki kekuatan, daya hantar panas, serta ketahanan korosi yang relatif lebih baik
dari paduan sebelumnya (Garzarolli et al., 1996; Sabol, et al., 1989; Shishov
et al.,2002).
Salah satu langkah yang mungkin dapat dilakukan dalam proses
pengembangan zirlo adalah menambahkan molibdenum (Mo) sehingga terbentuk paduan zirlo-Mo. Tujuan dilakukan penambahan ini karena Mo merupakan unsur pemadu yang mampu meningkatkan karakteristik paduan
zirkonium yang telah ada sebelumnya, seperti pada zircaloy-2 dan zircaloy-4. Beberapa peningkatan karakteristik tersebut dapat berupa peningkatan
kekuatan tarik (Chun et al., 2001; Williams et al., 1972; Carpenter dan Waters, 1974), distribusi fasa dan homogenitas (Sabol et al., 2000), ketahanan korosi (Lee dan Hwang, 2003), serta kekerasannya (Sugondo, 2005).
Untuk mengetahui karakteristik zirlo-Mo yang kemudian akan digunakan
sebagai kelongsong bahan bakar nuklir maka sebelumnya dibutuhkan studi mengenai karakteristik plat zirlo-Mo. Hal ini dikarenakan pembuatan plat
zirlo-Mo merupakan dasar dari proses pembuatan kelongsong zirlo-Mo. Adapun proses fabrikasi yang dilakukan dalam pembuatan plat zirlo-Mo terdiri dari proses peleburan, β-quenching, pengerolan, dan penganilan
(Foster et al., 1993).
3
menggunakan tungku busur listrik (arc furnace) pada arus 150 A dengan
peleburan ulang sebanyak 5 kali. Peleburan ini didasarkan pada penelitian Susanto (2010) yang mendapatkan paduan zirkonium dengan kualitas baik
melalui metode tersebut. Proses kemudian dilanjutkan dengan β-quenching yang bertujuan untuk memperoleh fasa β-Zr karena fasa tersebut memiliki kelarutan lebih tinggi dibandingkan fasa α-Zr (Harbottle dan Stasser, 1994).
Seperti pada logam lainnya dengan melakukan proses quenching akan terjadi proses pelarutan padat lewat jenuh dan peningkatan kekerasan (Chaidir et al,
2008).
Proses dilanjutkan dengan pengerolan yang bertujuan untuk menipiskan paduan zirlo-Mo. Namun, berdasarkan penelitian sebelumnya dilaporkan
bahwa pengerolan dapat meningkatkan kekerasan paduan zirkonium (Marjono, 1991; Bandriyana et al., 2008). Sedangkan proses anil berfungsi untuk menghilangkan tegangan sisa akibat ketidakseragaman deformasi
plastis yang muncul pada perlakuan mekanis. Adanya tegangan sisa ini akan mengurangi umur pakai bahan karena memicu atau mempercepat terjadinya korosi (Sugondo dan Futichah, 2007). Dengan demikian proses anil ini perlu
dilakukan pada zirlo-Mo setelah proses pengerolan.
Pada penelitian ini akan dipelajari pengaruh penambahan unsur pemadu Mo dan fabrikasi yang dilakukan terhadap kekerasan, mikrostruktur, dan fasa
yang terbentuk pada zirlo-Mo. Untuk pengkarakterisasian tersebut dilakukan dengan menggunakan micro hardness Vickers tester pada uji kekerasan,
spectrometry (SEM/EDS) untuk melihat mikrostruktur dan homogenitas, serta difraksi sinar-X (XRD) untuk mengetahui fasa yang terbentuk.
B. Rumusan Masalah
Berdasarkan latar belakang dan masalah yang telah dikemukakan maka dapat
dibuat rumusan masalah secara lebih rinci sebagai berikut:
1. Bagaimana hasil proses β-quenching terhadap kekerasan, mikrostruktur, dan fasa yang terbentuk pada zirlo-Mo.
2. Bagaimana hasil proses pengerolan panas terhadap kekerasan, mikrostruktur, dan fasa yang terbentuk pada zirlo-Mo.
3. Bagaimana hasil proses anil terhadap kekerasan dan mikrostruktur yang terbentuk pada zirlo-Mo.
4. Bagaimana hasil proses pengerolan dingin terhadap kekerasan dan mikrostruktur yang terbentuk pada zirlo-Mo.
C. Tujuan Penelitian
Tujuan dari penelitian pengaruh penambahan Mo pada fabrikasi zirlo-Mo
adalah sebagai berikut:
1. Untuk mengetahui kekerasan, mikrostruktur, dan fasa yang terbentuk pada
zirlo-Mo hasil dari β-quenching.
2. Untuk mengetahui kekerasan, mikrostruktur, dan fasa yang terbentuk pada zirlo-Mo hasil dari pengerolan panas.
5
4. Untuk mengetahui kekerasan dan mikrostruktur yang terbentuk pada
zirlo-Mo hasil dari pengerolan dingin.
D. Batasan Masalah
Pada penelitian ini akan dilakukan pengujian dan pengamatan dengan
penekanan kepada:
1. Sampel uji berupa zirlo dengan komposisi Zr-1%Sn-1%Nb-0,1%Fe dan diberi tambahan Mo dengan variasi 0,3%, 0,4%, dan 0,5% kemudian
diproses sehingga didapatkan plat zirlo-Mo.
2. Proses β-quenching dilakukan pada temperatur 980°C.
3. Proses pengerolan terdiri dari pengerolan panas yang dilakukan pada temperatur 850°C dan pengerolan dingin.
4. Proses anil dilakukan pada temperatur 760°C, 650°C, dan 500°C.
5. Penelitian ini tidak meneliti pengaruh Mo terhadap penampang serap neutron, ketahanan korosi, ketahanan mulur, dan kerusakan akibat radiasi
pada zirlo-Mo.
E. Manfaat Penelitian
Adapun manfaat yang diharapkan melalui penelitian ini adalah sebagai
berikut:
1. Dapat mengetahui pengaruh penambahan Mo terhadap kekerasan, mikrostruktur, dan fasa yang terbentuk pada zirlo-Mo.
3. Dapat mengetahui jumlah penambahan Mo yang relatif baik berdasarkan
sifat kekerasannya serta kemudahan untuk proses fabrikasi (ditunjukkan oleh sedikitnya retak pada plat).
II. TINJAUAN PUSTAKA
A. Zirkonium
Zirkonium merupakan material yang banyak digunakan dalam pembuatan kelongsong bahan bakar reaktor nuklir, terutama dalam bentuk zircaloy (Nielsen, 2005). Hal ini dikarenakan paduan zirkonium memiliki penampang
serap neutron yang rendah, sekitar 0,18 barn (1 barn = 10-28 m2), tahan terhadap korosi, memiliki kekerasan yang tinggi, tahan terhadap kerusakan
radiasi, dan mudah dalam perawatan (Lide, 2007; Sabol et al., 1989; Mardon
et al., 2000; Nikulina et al., 1996; Garde, 1991; Isobe dan Matsuo, 1991;
Jeong et al., 2006; Lustman dan Kerze, 1995; Millier, 1953).
Zirkonium memiliki nomor atom 40, nomor massa 91,244, dan densitas
(6,490 ± 0,001) g/cm3
. Bahan ini mempunyai warna putih keabu-abuan, dan berkilau seperti pada Gambar 2.1. Selain itu zirkonium juga bersifat ulet,
lunak, padat pada temperatur kamar, serta kekerasannya akan meningkat ketika kemurniannya lebih rendah (Emsley, 2001; Haley dan Danley, 1994; Becker, 1935). Dalam bentuk bubuk, zirkonium merupakan material yang
sangat mudah terbakar. Zirkonium tahan terhadap korosi ketika bertemu dengan material alkali, asam, air garam, dan penyebab korosi lainnya, kecuali
(Lide, 2007; Considine, 2005; Jaffee dan Campbell, 1952; Gee et al., 1949;
Golden et al., 1953). Zirkonium akan meleleh pada temperatur
185515
°C (Lide, 2007; Deardorff dan Hanges, 1956; Adenstedt, 1952) dan akanmendidih pada temperatur 3577°C (Rapperpart, 1955).
Gambar 2.1. Bentuk fisik zirkonium (Wikipedia A, 2012)
Zirkonium memiliki 2 jenis fasa utama yaitu fasa-α dengan struktur kristal heksagonal-padat (HCP) dan fasa-β dengan struktur body center cubic (BCC).
Namun pada kondisi tekanan di atas 2 GPa, zirkonium berkemungkinan membentuk fasa-ω dengan struktur kristal HCP. Diagram fasa zirkonium
dapat dilihat pada Gambar 2.2.
9
Pada Gambar 2.2 tampak bahwa fasa-α terbentuk sejak zirkonium berada
pada temperatur kamar. Transformasi fasa menjadi fasa-β mulai terjadi ketika
zirkonium dipanaskan sekitar temperatur
8635
°C hingga zirkoniummencapai titik lelehnya (ATI Wah Chang, 2003; Sugondo, 2009). Fasa-α
dengan struktur kristal HCP memiliki parameter kisi a
3,2300,002
Ådan c
5,1330,003
Å (Arkel, 1927) sedangkan fasa-β dengan strukturkristal BCC memiliki parameter kisi a3,620 Å (Burgers, 1932).
B. Zircaloy dan Zirlo
Paduan zirkonium yang dikenal dengan zircaloy adalah suatu paduan zirkonium yang mempunyai komposisi sekitar 95% zirkonium dan 5%-nya merupakan logam padatan seperti timah, niobium, besi, kromium, serta logam
lainnya yang ditambahkan untuk meningkatkan sifat mekanik serta ketahanan korosinya (Eagleson, 1994; Matsuo, 1991). Karena tingginya jumlah
zirkonium pada zircaloy, yaitu, sekitar 95% maka penampang serap neutronnya pun tidak berubah secara signifikan yaitu sekitar 0,18-0,2 barn. Nilai ini merupakan suatu nilai yang jauh lebih rendah jika dibandingkan
dengan logam pada umumnya, seperti besi dengan penampang serap neutron 2,4 barn dan nikel yang memiliki penampang serap neutron 4,5 barn (Brady
et al., 2002).
Beberapa contoh dari zircaloy yang digunakan sebagai kelongsong bahan bakar nuklir dan sesuai dengan ASTM B 811 adalah zircaloy-2 dan zircaloy-4
merupakan paduan zirkonium yang memiliki komposisi Zr, 1,2-1,7% Sn,
0,07-0,20% Fe, 0,05-0,15% Cr, dan 0,03-0,08% Ni. Unsur pemadu Sn, Fe, Cr, dan Ni yang ditambahkan pada paduan tersebut sangat berfungsi untuk
meningkatkan ketahanan korosi dari pengotor seperti nitrogen, aluminium, dan karbon, serta untuk menambah kekuatannya (Zima, 1959). Paduan
zircaloy ini banyak digunakan sebagai kelongsong bahan bakar pada reaktor
air mendidih (BWR) dan sebagai tabung kalandria dalam reaktor Canada
Deuterium Uranium (CANDU) karena tahan terhadap korosi hingga
temperatur 349°C (ATI Wah Cang, 2003; Lambert dan Strain, 1994).
Zircaloy-4 merupakan paduan zirkonium hasil pengembangan zircaloy-2
yang dibuat dengan tujuan utama untuk mereduksi penyerapan hidrogen.
Komposisi dari zircaloy-4 sama dengan zircaloy-2, kecuali jumlah nikel yang dibatasi sampai 0,007% dan besi dengan jumlah berkisar 0,12-0,18% (Whitmarsh, 1962). Zircaloy-4 memiliki temperatur ketahanan korosi yang
lebih tinggi mencapai 360-390°C sehingga dapat digunakan untuk reaktor PWR (Lambert dan Strain, 1994; Craig, 1995).
Zircaloy-2 dan zircaloy-4 memiliki struktur kristal berbentuk HCP pada
temperatur kamar sebagai fasa-α. Sedangkan fasa-β akan mulai terbentuk ketika terjadi pemanasan sekitar temperatur rekristalisasi zirkonium dan fraksinya akan terus meningkat hingga seluruhnya pada temperatur 980°C
(ATI Wah Cang, 2003).
11
berupa 0,5-2,0% Nb, 0,9-1,5% Sn, dan 0,09-0,11% Fe (Foster et al., 1993).
Keunggulan zirlo dibandingkan dengan zircaloy lain adalah nilai ketahanan korosinya yang sangat tinggi mencapai 58% lebih tinggi dibandingkan
zircaloy-4 dan tahan terhadap korosi di dalam air yang bercampur lithium.
Selain itu zirlo juga mampu bertahan hingga derajat bakar 60000 MWD/MTU. MWD/MTU adalah ukuran derajat bakar yang merupakan
akronim dari mega watt-days per metric ton of uranium (Harbottle dan Strasser, 1994; Kim et al., 2010; Teodoro et al., 2007; Westinghouse, 2004;
Delgado, 1999).
Melalui sifat-sifat unggulan tersebut maka zirlo sangat berpotensi untuk dijadikan kelongsong bahan bakar nuklir generasi baru. Beberapa reaktor
yang mulai menggunakan zirlo sebagai kelongsong bahan bakar adalah Westinghouse, reaktor PWR di Spanyol (Quecedo et al., 2009), dan beberapa reaktor PWR yang pada awalnya menggunakan zircaloy-4 demi peningkatan
efisiensi daya.
Sifat baik zirlo yang dapat dicapai tersebut tidak terlepas dari peranan unsur pemadu yang ditambahkan di dalam zirkonium, yaitu Sn, Nb, dan Fe. Unsur
pemadu Sn dalam zirlo berperan sebagai unsur yang dapat menstabilkan
fasa-α dalam zirkonium. Sn dapat membentuk larutan padat substitusi (IAEA,
1998) sehingga dapat memperbaiki sifat mekanik melalui pengerasan larutan
1993; Thomas, 1955). Berdasarkan penelitian McPherson dan Hansen (1953)
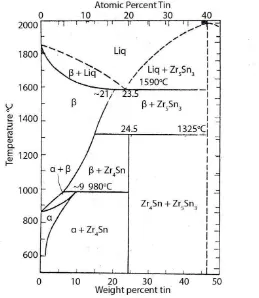
serta Okamoto (2010), diagram fasa Zr-Sn adalah seperti pada Gambar 2.3.
Gambar 2.3. Diagram fasa Zr-Sn (McPherson dan Hansen, 1953)
Melalui Gambar 2.3, senyawa yang kemungkinan terbentuk dalam paduan
Zr-Sn adalah Zr4Zr-Sn. Zr4Zr-Sn adalah senyawa yang memiliki struktur tetragonal
dengan parameter kisi a6,90 Å dan c11,10 Å.
Penambahan paduan Nb dalam zircaloy dapat meningkatkan ketahanan terhadap korosi (Nikulina et al., 1996; Sabol et al., 1994; Etoh et al., 1996;
13
(Isobe dan Matsuo, 1991). Diagram fasa dari Zr-Nb tampak seperti pada
Gambar 2.4 (Okamoto, 1992; Rodgers dan Atkíns, 1995).
Gambar 2.4. Diagram fasa Zr-Nb (Rodgers dan Atkins, 1995)
Penambahan Fe dalam zirlo dilakukan karena Fe mampu meningkatkan ketahanan korosi dan kekuatan zircaloy (Sugondo, 2005). Hal ini dapat
dibuktikan melalui penelitian Gerge (1987) dimana teramati bahwa laju hidrasi dan penebalan oksida akan lebih rendah ketika unsur Fe ditambahkan dalam zircaloy. Adapun diagram fasa paduan Zr-Fe dapat dilihat pada
Gambar 2.5 (Hayes et al., 1951; Okamoto, 2006).
Melalui Gambar 2.5, dapat dilihat bahwa apabila terjadi senyawa antara Zr-Fe kemungkinan akan terbentuk ZrFe2 atau ZrFe3. ZrFe2 adalah suatu senyawa
040 , 7
a Å sedangkan ZrFe3 merupakan senyawa FCC dengan parameter
kisi a11,69Å (Hayes et al., 1951; Aubertin, 1987).
Gambar 2.5. Diagram fasa Zr-Fe (Hayes et al., 1951)
Pada dasarnya proses fabrikasi zirlo sama dengan proses fabrikasi zircaloy
lain yaitu meliputi proses peleburan, β-quenching, pengerolan panas, anil pertengahan, pengerolan dingin, dan anil akhir (Peréz, 2006; Foster,1993).
Proses fabrikasi itulah yang akan digunakan dalam pembuatan plat zirlo-Mo dalam penelitian ini.
C. Molibdenum
Molibdenum (Mo) adalah elemen yang memiliki nomor atom 42 dan nomor
massa 95,96. Nama molibdenum sesungguhnya diambil dari bahasa Yunani,
15
hampir sama dengan timbal seperti pada Gambar 2.6 (Craig, 2011; Lide,
1994).
Gambar 2.6. Molibdenum (Wikipedia B, 2012)
Pada saat molibdenum berada dalam keadaan elemen bebas, molibdenum
berwarna keperakan dengan titik leleh yang sangat tinggi mencapai 2896 K dan merupakan titik leleh tertinggi keenam dari seluruh elemen, dibawah tantalum, osmium, rhenium, tungsten, serta karbon (Lide, 1994). Secara fisik
molibdenum merupakan logam yang kuat dan stabil. Sehingga karena alasan inilah molibdenum banyak digunakan sebagai campuran baja kekuatan tinggi.
Selain itu, karena molibdenum mampu bertahan pada temperatur ekstrim tanpa mengalami pemuaian dan pelunakan yang signifikan maka molibdenum banyak digunakan sebagai bahan yang bekerja dalam keadaan panas seperti
pada armor, bagian-bagian pesawat, penghubung alat elektronik, industri motor, dan filamen (Emsley, 2001).
Molibdenum juga banyak digunakan sebagai campuran dalam paduan dengan
ketahanan korosi tinggi dan memiliki kemampuan pengelasan yang baik (Considine, 2005). Sebagai contoh dari penggunaan ini adalah material TZM
fluorida pada temperatur sekitar 1300°C (Smallwood, 1984). Karakteristik
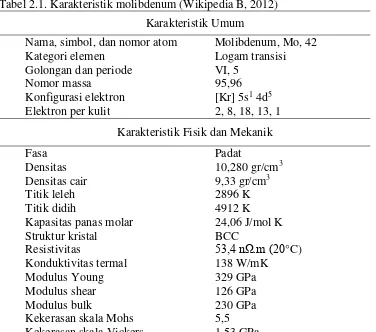
molibdenum dapat dilihat seperti pada Tabel 2.1.
Tabel 2.1. Karakteristik molibdenum (Wikipedia B, 2012) Karakteristik Umum
Nama, simbol, dan nomor atom Molibdenum, Mo, 42 Kategori elemen Logam transisi Golongan dan periode VI, 5
Nomor massa 95,96
Konfigurasi elektron [Kr] 5s1 4d5 Elektron per kulit 2, 8, 18, 13, 1
Kapasitas panas molar 24,06 J/mol K
Struktur kristal BCC Kekerasan skala Vickers 1,53 GPa
Di dalam reaktor nuklir, Mo merupakan unsur pemadu dalam zircaloy yang telah cukup banyak diteliti. Hal ini dilakukan berdasarkan sifat-sifat unggulan Mo yaitu memiliki kekerasan yang tinggi dan ketahanan korosi yang tinggi
pula (Thomas, 1955; Lee et al., 2001). Seperti diungkapkan oleh Lee dan Hwang (2003) yang menyatakan bahwa dengan melakukan penambahan Mo
17
yang lebih tinggi. Hal ini disebabkan oleh Mo yang dapat memperhalus butir
dan membentuk senyawa intermetalik (Herdiyanti dan Pribadi, 2010). Selain itu, Chubb (1956) menyatakan bahwa Mo dapat meningkatkan kekuatan tarik
zircaloy dan Pahutva serta Cadek (1975) juga menyatakan bahwa Mo mampu
meningkatkan ketahanan mulurnya. Sehingga dengan adanya unsur pemadu Mo dalam zircaloy akan menyebabkan zircaloy memiliki karakteristik yang
relatif lebih baik (Sungkono, 2004; Cheadle, 1977). Diagram fasa dari paduan Zr-Mo adalah seperti pada Gambar 2.7 (Okamoto, 2004; Zeinkevich dan
Mattern, 2002; Okamoto, 2003; Duwez dan Jordan, 1951)
Gambar 2.7. Diagram fasa Zr-Mo (Duwez dan Jordan, 1951)
Melalui Gambar 2.7, dapat dilihat bahwa paduan Zr-Mo apabila membentuk
senyawa dengan struktur kristal kubik dengan parameter kisi a7,59Å
(Domagala et al., 1953).
D. Peleburan
Peleburan merupakan proses awal dari suatu pengerjaan logam termasuk dalam pembuatan plat zirlo-Mo. Ada beberapa teknik yang lazim digunakan untuk melakukan peleburan zirkonium diantaranya dengan menggunakan
tungku resistor grafit/the graphite resistor furnace (Kroll et al., 1948), peleburan induksi/induction melting (Saller et al., 1954), dan tungku busur
listrik/arc melting furnace (Kroll, 1940).
Dalam melakukan peleburan zirkonium, bahan krusibel merupakan faktor yang sangat mempengaruhi hasil peleburan. Hal ini dikarenakan zirkonium
cair merupakan material yang sangat reaktif sehingga krusibel yang digunakan untuk melebur zirkonium sangat berisiko untuk mengontaminasi hasil peleburan. Sampai Kroll (1949) menemukan bahwa grafit dapat
digunakan sebagai krusibel dengan kontaminasi karbon hanya sekitar 0,15%. Dari sinilah kemudian dikembangkan tungku lebur zirkonium yang diberi nama tungku resistor grafit.
Prinsip kerja dari tungku ini menggunakan panas yang berasal dari resistor yang dialiri listrik dan zirkonium diletakkan dalam suatu krusibel berbentuk tabung yang terbuat dari grafit. Salah satu desain tungku resistor grafit yang
19
kondisi vakum untuk meminimalisasi kontaminasi unsur yang tidak
diinginkan. Selain itu dalam tungku resistor grafit tidak diperkenankan menggunakan bahan keramik karena keramik merupakan material yang dapat
menyerap gas dan embun sehingga menyulitkan proses pemvakuman.
Gambar 2.8. Skema tungku resistor grafit (Rees dan Eborall, 1952).
Dalam peleburan dengan menggunakan teknik induksi digunakan tungku induksi listrik. Pada dasarnya panas yang dihasilkan dari tungku induksi listrik berasal dari proses induksi listrik yang berlangsung di dalam tungku
dengan prinsip seperti transformator dengan kumparan primer dialiri arus AC dari sumber tenaga dan kumparan sekunder. Kumparan sekunder yang
diletakkan didalam medan magnet kumparan primer akan menghasilkan arus induksi. Berbeda dengan transformator, kumparan sekunder digantikan oleh bahan baku peleburan serta dirancang sedemikian rupa agar arus induksi
tersebut berubah menjadi panas yang sanggup mencairkannya.
Untuk krusibel digunakan bahan grafit dengan alasan untuk meminimalisasi kontaminasi. Tungku induksi merupakan tungku peleburan yang sangat baik
Keterangan:
A = resistor grafit J = pelat atas
B = bagian dari ‘C’ K = lapisan penghubung C = konduktor elektrik L = jendela silika
D = pelat dasar M = lapisan Mo
E = neoprene N = lapisan nikel
F = batang penyangga P = lapisan SS G = selang pemvakuman R = cawan lebur grafit
H = penutup S = tabung pengaman alumina
untuk proses skala produksi karena dalam sekali peleburan dengan
menggunakan tungku ini dapat menghasilkan ingot seberat 40 lb (National
Lead Co., 1951).
Tungku busur listrik adalah tungku lebur yang memanfaatkan busur listrik
sebagai sumber panasnya. Busur listrik adalah arus listrik yang mengalir antara dua elektroda melalui ruang gas yang disebut plasma. Ruang antara
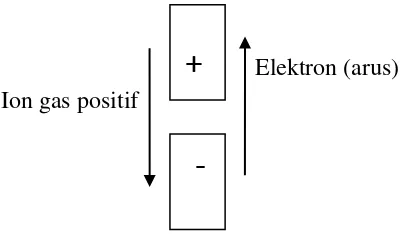
kedua elektroda dapat dibagi menjadi tiga daerah pembangkitan panas, yaitu katoda, anoda, dan arc plasma, seperti ditunjukkan pada Gambar 2.9.
Gambar 2.9. Daerah pembangkitan panas pada busur listrik
Semburan busur listrik menggunakan arus tinggi dan tegangan rendah yang membutuhkan elektron dengan konsentrasi yang tinggi untuk membawa arus.
Elektron dilepaskan dari katoda dan bergerak sejalan dengan ion negatif menuju anoda yang bermuatan positif. Ion positif bergerak pada arah yang berlawanan. Tetapi, sama halnya dengan bahan konduktor, aliran arus yang
utama pada busur listrik adalah dengan perpindahan elektron. Panas pada katoda sebagian besar dihasilkan oleh ion positif yang menumbuk permukaan
katoda. Panas pada anoda sebagian besar dihasilkan oleh elektron. Gerakan elektron dipercepat ketika melewati plasma oleh tegangan busur, dan elektron ini melepaskan energi dalam bentuk panas ketika menumbuk anoda. Plasma,
+
-
21
atau kolom busur, merupakan gabungan dari atom gas netral dan atom gas
yang tereksitasi. Pada pusat kolom plasma, elektron, atom, dan ion berada dalam keadaan bergerak yang dipercepat dan saling menumbuk satu sama
lain. Bagian terpanas pada plasma adalah pada kolom pusat, di mana terjadi tumbukan paling intens, sedangkan bagian luar plasma memiliki temperatur lebih rendah dan terdiri atas penggabungan kembali molekul gas yang
terpisah pada kolom pusat.
Temperatur busur listrik berkisar antara 5000 sampai 18000 K, bergantung pada sifat plasma dan arus yang dihantarkan oleh plasma tersebut. Pada busur
yang menggunakan gas inert murni, temperatur aksial maksimum dapat mencapai 18000 K. Biasanya temperatur busur diketahui dengan mengukur
spektrum radiasi yang dipancarkan. Gambar isotermal dari busur dengan arus 200 A menggunakan gas argon, antara tungsten (katoda) dengan tembaga (anoda) ditunjukkan oleh Gambar 2.10.
Gambar 2.10. Gambar isotermal busur listrik argon-tungsten (Kearns, 1981)
Untuk melakukan peleburan dengan tungku busur listrik ini
krusibel yang terbuat dari tembaga. Gas argon berfungsi untuk menghindari
adanya kontaminasi unsur lain (gas) yang mungkin ada di dalam tungku. Sedangkan air pendingin berfungsi untuk mendinginkan krusibel yang terbuat
dari tembaga sehingga krusibel tidak mencair akibat panas dari busur listrik. Peleburan dengan menggunakan tungku busur listrik ini merupakan peleburan yang menghasilkan ingot zirkonium dengan kualitas sangat baik karena
sedikitnya kontaminasi (Miller, 1957; Yatno, 2006; Gilbert et al., 1952; Kuhn, 1952; Gruber and Scheidig, 1956). Adapun skema dari tungku busur
listrik seperti pada Gambar 2.11.
Gambar 2.11. Skema tungku busur listrik (Rees dan Eborall, 1952)
Untuk melakukan peleburan suatu logam panas yang diberikan harus mencapai titik leleh logam tersebut. Apabila panas yang diberikan tidak sempurna maka dalam suatu paduan akan muncul aglomerat-aglomerat yang
menandakan bahwa logam belum melebur secara sempurna. Tabel 2.2 menyajikan data mengenai titik leleh dari unsur-unsur penyusun zirlo-Mo.
23
Dalam sains material quenching merupakan proses pengerjaan logam dengan pendinginan secara cepat. Sehingga melalui quenching akan mencegah adanya proses yang dapat terjadi pada pendinginan lambat seperti
pertumbuhan butir. Secara umum, quenching akan menyebabkan menurunnya ukuran butir dan dapat meningkatkan kekerasan dari suatu paduan logam
(Purboputro, 2009; Hariyanto, 2006; Hanguang et al., 2009; Oca et al., 2001; Rozzi et al., 1992).
Mekanisme pengerasan dalam quenching dapat dicapai melalui pelarutan
padat (solid solution) dan hadirnya fasa kedua (presipitasi). Pelarutan padat merupakan peristiwa terlarutnya atom-atom asing dalam base metal baik secara substitusi maupun secara interstisi. Menurut Hume-Rothery, larut
padat substitusi dapat terjadi jika perbedaan atom terlarut dengan atom pelarut kurang dari 15% dan jika perbedaannya lebih besar dari 15% maka
yang menyulitkan pergerakan dislokasi. Terhambatnya pergerakan dislokasi
ini mengartikan bahwa suatu paduan akan mengalami peningkatan kekerasan.
Tabel 2.3. Ukuran jari-jari atom penyusun zirlo-Mo dan jenis terlarutnya di dalam zirkonium (Moore et al., 2010)
Unsur Jari-Jari (pm) Jenis kelarutan dalam Zr Zr
Sedangkan pengerasan melalui presipitasi dicapai melalui adanya distribusi fasa kedua yang halus dan menyebar dalam base metal. Distribusi fasa kedua
ini akan menimbulkan tegangan. Seperti pada proses larut padat, adanya tegangan dalam paduan akan mempersulit pergerakan dislokasi sehingga terjadi peningkatan kekerasan. Fasa kedua dapat hadir dalam proses
quenching karena pendinginan yang dilakukan dalam proses ini berlangsung
secara cepat sehingga tercapai kondisi larut padat lewat jenuh yang memungkinkan terjadinya reaksi kimia (Smith, 1996).
Menurunnya ukuran butir dalam proses quenching juga dapat dijelaskan melalui peristiwa di atas. Adanya fasa kedua atau unsur asing akan menghambat terjadinya penggabungan butir sehingga pertumbuhan butir juga
akan terhambat. Terdapat hubungan antara ukuran butir dengan kekerasan suatu logam atau paduan dalam persamaan Hall-Petch, yaitu:
25
dengan, �� = kekerasan (Pa), �0� = konstanta (Pa), k = konstanta (N/m3/2),
dan d = ukuran butir (m). Sehingga melalui hubungan tersebut terlihat bahwa semakin rendah ukuran butir maka kekerasan suatu paduan akan semakin meningkat (Agrawal, 2000).
Adapun proses quenching yang digunakan dalam proses zirlo-Mo ini adalah
proses β-quenching. Proses quenching ini mengartikan bahwa proses
quenching dilakukan ketika zirkonium mencapai fasa-β yaitu pada temperatur
sekitar 980°C (Anthony dan Cline, 1981). Tujuan dari pencapaian pada fasa-β
ini karena kelarutan padat zirkonium pada fasa-β lebih tinggi dibandingkan dengan fasa-α. Ketika dilakukan proses quench maka distribusi fasa akan
semakin homogen dan butir yang terbentuk pun akan semakin kecil. Dalam
zircaloy distribusi ukuran partikel tersebut sangat mempengaruhi kekuatan
serta ketahanan korosinya, yaitu semakin kecil ukuran partikel maka akan semakin tinggi kekerasan dan ketahanan korosinya (Peréz, 2006; Barberis et
al., 2005; Yu dan Horng, 1985; Sugondo, 2009). Bangaru et al., (1987) telah membuktikan bahwa β-quenching akan menurunkan ukuran butir atau meningkatkan densitas jumlah butir dalam zircaloy.
Fasa-α yang sempat terbentuk ketika proses pendinginan cepat akan terbentuk
di dalam fasa-β zirkonium. Apabila hal ini terjadi maka mikrostruktur yang terbentuk akan membentuk mikrostruktur berbentuk jarum yang disebut
F. Anil
Anil adalah proses perlakuan panas pada logam dengan pemanasan dan
pendinginan secara lambat. Proses anil pada logam sering digunakan sebagai penambah keuletan, pelunakan, penghilang tegangan sisa, perbaikan
mikrostruktur, dan penambah ketahanan korosi (Davis, 1992; Al-Quraan dan Al-Itawi, 2009; Bello et al., 2007; Bartel, 2007; Adamczyk dan Grajcar,
2006; Vargas et al., 1980, Juarez-Islas et al., 2000; Yoshida, 1981).
Ada tiga tahapan dalam proses anil yaitu pemulihan fasa (recovery), rekristalisasi, dan pertumbuhan butir. Pada tahap pemulihan fasa terjadi penghapusan cacat kristal/dislokasi yang menyebabkan munculnya tegangan
internal. Pada tahap ini dimulai proses terjadinya pelunakan logam. Hubungan empiris antara kekerasan suatu logam dengan temperatur anil adalah:
H = A.e-B.T (2)
dengan H adalah nilai kekerasan, A dan B adalah konstanta yang bergantung
pada jenis material, dan T adalah temperatur anil (Sungkono dan Isfandi, 2010).
Tahap pemulihan mencakup semua proses anil sebelum munculnya regangan
baru pada butiran yang bebas (new strain-free grains). Tahap kedua, rekristalisasi merupakan tahapan dimana telah munculnya regangan baru pada butiran yang bebas kemudian butiran tersebut bernukleasi dan tumbuh untuk
27
antara 0,35-0,5 kali titik lelehnya (Raghavan, 2006; Huda, 2009). Apabila
proses anil dibiarkan terus menerus maka akan terjadi pertumbuhan butir, sehingga mikrostruktur mulai menjadi kasar dan dapat menyebabkan logam
memiliki sifat mekanik yang kurang baik (Verhouven, 1975).
Seperti pada logam lain, anil pada zirkonium atau paduan zirkonium memiliki efek yang sangat berpengaruh. Adapun beberapa tujuan yang umumnya
dilakukan pada proses pembuatan paduan zirkonium adalah sebagai proses untuk menghilangkan tegangan sisa sehingga meningkatkan ketahanan korosi (Sugondo dan Futichah, 2007; Garzarolli dan Weidinger, 1989; Garzarolli et
al., 1994; Anada et al., 1996; Anada et al., 1994), meningkatkan ketahanan mulur(Frenkel dan Weisz, 1974), memperbaiki butir/kristal (Godavarti et al.,
1988; Yang dan Adamson, 1989), dan menurunkan kekerasan untuk tujuan proses lebih lanjut (Hobson, 1976; Jovanović et al., 2001)
Adapun tujuan utama anil yang dilakukan pada penelitian ini adalah sebagai proses untuk menurunkan tegangan sisa, perbaikan butir, dan sebagai
pelunakan untuk proses lebih lanjut. Pemilihan temperatur untuk anil pertama dilakukan pada 760°C dan anil kedua 650°C karena temperatur tersebut
merupakan temperatur yang sangat efektif untuk mengurangi tegangan sisa dan pelunakan. Sedangkan temperatur anil terakhir dilakukan pada temperatur 500°C karena temperatur tersebut merupakan temperatur anil yang efektif
G. Pengerolan
Dalam pengerjaan suatu logam, pengerolan merupakan suatu proses penipisan
logam dimana logam awal yang berukuran tebal dilewatkan dalam suatu gulungan. Pengerolan dibagi berdasarkan temperatur yang digunakan pada
proses pengerolan. Apabila temperatur yang digunakan berada di sekitar temperatur rekristalisasi logam maka pengerolan tersebut disebut dengan
pengerolan panas dan jika temperatur yang digunakan pada proses pengerolan berada di bawah temperatur rekristalisasinya maka disebut dengan pengerolan dingin. Secara skematik proses dari pengerolan tampak seperti pada Gambar
2.12 (Degarmo et al., 2003).
Gambar 2.12. Skema proses pengerolan (Wikipedia C, 2012)
Pada rol panas dimana temperatur yang digunakan berada pada temperatur rekristalisasi, setelah butiran terdeformasi saat pemrosesan mereka akan
saling merekristalisasi secara equiaxial sehingga proses ini umumnya akan menghasilkan pengerasan pada logam. Maka selama proses pengerolan panas, temperatur harus tetap dijaga pada kondisi yang tepat yaitu selalu berada pada
29
logam tersebut harus dipanaskan kembali hingga temperatur rekristalisasi
kembali. Temperatur merupakan hal yang sangat penting di dalam proses pengerolan panas karena apabila temperatur logam ketika dilakukan
pengerolan tidak seragam (terdapat bagian yang lebih panas dan lebih dingin) maka hal tersebut dapat menyebabkan logam menjadi retak bahkan pecah (Degarmo et al., 2003).
Pengerolan dingin yaitu pengerolan ketika logam berada di bawah temperatur rekristalisasi (biasanya berada pada temperatur kamar) bersifat mampu untuk menaikkan kekerasan melalui pengerasan regang hingga 20%. Pengerolan
dingin pada umumnya digunakan dalam pembuatan akhir suatu lembaran dan batangan suatu logam yang memiliki ukuran lebih kecil dibandingkan pada
pengerolan panas. Hal ini dilakukan karena logam dengan ukuran lebih kecil memiliki kekerasan yang lebih tinggi. Namun, rol dingin tidaklah mampu mereduksi sebanyak dengan hasil reduksi pada rol panas.
Mekanisme peningkatan kekerasan setelah proses rol dapat dijelaskan oleh
mekanisme pengerasan regang (strain hardening). Pengerasan ini dapat dicapai karena pada proses pengerolah terjadi deformasi plastis yang
menyebabkan peningkatan kerapatan dislokasi. Dislokasi yang semakin rapat ini akan membuat dislokasi itu sendiri akan semakin sulit bergerak. Pergerakan dislokasi yang semakin sulit ini menandakan bahwa kekerasan
suatu bahan mengalami peningkatan (Smith, 1996).
meningkatkan kekerasan (Marjono, 1991; Bandriyana, 2007). Sehingga
melalui pengerolan ini diharapkan didapat zircaloy yang memiliki sifat unggul.
H. Metalografi
Metalografi adalah ilmu yang berkaitan dengan penyusun dari mikrostruktur
logam dan paduan yang dapat dilihat langsung oleh mata maupun dengan bantuan peralatan seperti mikroskop optik, mikroskop elektron (SEM), dan
difraksi sinar-X. Metalografi tidak hanya berkaitan dengan struktur logam tetapi juga mencakup pengetahuan yang diperlukan untuk preparasi awal permukaan bahan. Sampel metalografi harus memenuhi kriteria berikut
(Noviani, 2010): 1. Mewakili sampel
2. Cacat dipermukaan minimum
3. Bebas dari goresan, lubang, dan cairan lengket 4. Inklusi, presipitat, dan fasa terlihat jelas
5. Permukaan sampel datar sehingga perbesaran maksimum mampu dicapai 6. Permukaan sampel bagian pinggir tidak rusak
Preparasi sampel untuk pengujian mikroskopik dilakukan melalui 5 tahapan
yaitu (Geels, 2006): 1. Pemotongan
Sampel untuk pengujian metalografi biasanya diambil dari material
31
diperoleh sampel dengan dimensi sesuai dengan yang dikehendaki. Dan
sampel yang dipotong tersebut harus memenuhi kriteria persyaratan untuk metalografi.
2. Pembingkaian
Tujuan utama pembingkaian adalah untuk kenyamanan dalam menangani sampel dengan bentuk dan ukuran yang sulit selama proses
penggerindaan, pemolesan, dan pengamatan metalografi. Tujuan kedua adalah melindungi ujung-ujung ekstrim dan cacat permukaan selama
proses metalografi. Selain itu pembingkaian juga digunakan sebagai sarana untuk menangani sampel radioaktif.
3. Penggerindaan
Penggerindaan dilakukan untuk mengeliminasi sisi-sisi tajam dan goresan dari permukaan sampel akibat proses pemotongan. Proses penggerindaan dilakukan dengan menggunakan kertas gerinda dari grade
kasar ke grade halus dengan penggantian bertahap. Dan ketika dilakukan penggantian kertas gerinda posisi sampel harus diputar 90° dari posisi
sampel ketika menggunakan kertas gerinda grade sebelumnya. Perlakuan ini ditujukan untuk menghilangkan goresan yang mungkin terbentuk
ketika dilakukan penggerindaan. 4. Pemolesan
Pemolesan merupakan tahapan yang dilakukan untuk menyempurnakan
hasil dari proses penggerindaan. Pada proses ini akan terjadi penghapusan goresan-goresan halus yang mungkin tersisa dari proses
sampel yang bebas dari goresan yang dapat menyebabkan hasil tidak
maksimal pada metalografi. Pada umumnya pemolesan dilakukan dengan pasta abrasif seperti dengan menggunakan pasta alumina dan pasta intan.
5. Pengetsaan
Pengetsaan adalah suatu proses yang dilakukan untuk menampakkan batas-batas butir yang terbentuk pada logam. Prinsip dasar pengetsaan
adalah melalui proses korosi terkendali. Pengendalian ini dapat berupa pengendalian waktu dan pengendalian bahan korosif yang digunakan.
I. Uji Kekerasan
Pada umumnya kekerasan diartikan sebagai ketahanan terhadap deformasi, sedangkan nilai kekerasan pada logam adalah ukuran ketahanan logam
terhadap deformasi permanen atau plastis. Ada tiga tipe umum pengukuran kekerasan tergantung bagaimana pengujian tersebut dilakukan, yaitu:
1. Scratch Hardness
Pengukuran didasarkan pada kemampuan logam terhadap goresan. Pengukuran ini didasarkan pada skala Mohs.
2. Indentation Hardness
Pengukuran didasarkan pada kedalaman atau lebar goresan yang dibuat oleh suatu indentor pada permukaan logam dengan beban tertentu.
3. Rebound atau Dynamic Hardness
Pengukuran dijatuhkan pada permukaan logam dan kekerasan dinyatakan
33
Pada saat ini teknik pengukuran dengan indantasi (indentation) merupakan
teknik pengukuran yang banyak dilakukan karena mudah untuk dilakukan dan tidak merusak spesimen secara berlebihan. Adapun beberapa teknik
pengukuran kekerasan dengan indentasiyang banyak dilakukan adalah: 1. Pengujian kekerasan Rockwell
Pengujian kekerasan Rockwell dilakukan dengan menggunakan indentor
berupa bola baja bulat dan intan yang berbentuk kerucut untuk spesimen dengan kekerasan yang sangat tinggi. Pengukuran kekerasan ditentukan
oleh perbedaan kedalaman penetrasi yang dihasilkan dari penggunaan sebuah beban kecil yang diikuti oleh beban utama yang lebih besar. Dan berdasarkan beban yang digunakan kekerasan Rockwell dibagi menjadi
dua yaitu, Rockwell dan Rockwell dangkal (superficial Rockwell). Untuk Rockwell, beban yang digunakan adalah 60, 100, hingga 150 kg dan Rockwell dangkal memiliki beban mulai dari 15, 30, dan 45 kg. Dengan
setiap skala diwakili oleh huruf alfabet yang sesuai dengan jenis indentor dan beban yang telah ditetapkan (ASTM Standard, E-18).
2. Pengujian kekerasan Brinell
Seperti pada pengujian kekerasan Rockwell, kekerasan Brinell juga
menggunakan indentor berupa bola dengan kekerasan tinggi. Selama proses pengujian indentor tersebut diberi beban selama waktu tertentu. Dan kekerasan Brinell didefinisikan sebagai fungsi dari beban yang
digunakan dengan diameter lekukan yang dihasilkan. Sehingga untuk mencapai bentuk bulatan yang baik spesimen harus memiliki permukaan
3. Pengujian kekerasan Vickers
Pengujian kekerasan Vickers menggunakan indentor berupa intan yang berbentuk piramida. Pengujian ini merupakan jenis pengujian kekerasan
mikro (microhardness) karena indentor yang sangat kecil harus dipaksa masuk ke dalam spesimen dengan beban yang jauh lebih kecil daripada pengujian kekerasan Rockwell dan Brinell, yaitu berkisar antara 1-1.000
gram. Karena bentuk indentor yang digunakan berupa piramida maka bentuk jejakannya pun akan berbentuk belah ketupat apabila dilihat dari
atas. Untuk menentukan kekerasan dari Vickers ini digunakan fungsi panjang diagonal-diagonal yang terbentuk dengan beban yang digunakan. Kelebihan dari teknik pengujian Vickers ini adalah dapat digunakan
untuk menghitung kekerasan dari spesimen yang berbentuk sangat kecil (ASTM Standard E-92).
Sebagai perbandingan, Tabel 2.4 menggambarkan secara sederhana
35
Tabel 2.4. Perbandingan uji kekerasan (Callister, 2007)
Pengujian Indentor Bentuk Indentor Beban Rumus Kekerasan
digunakan untuk mengamati dan menganalisis karakteristik mikrostruktur
dari bahan padat seperti logam, keramik, polimer dan komposit. SEM memiliki resolusi (daya pisah) dan ketajaman gambar yang tinggi, selain itu
cara analisis SEM tidak akan merusak bahan.
SEM mempunyai daya pisah sekitar 0,5 nm dengan perbesaran maksimum sekitar 500.000 kali (Griffin dan Riessen, 1991). Kemampuan daya pisah ini
Pada prinsipnya SEM terdiri dari beberapa komponen yaitu kolom elektron
(electron column), ruang sampel (specimen chamber), sistem pompa vakum
(vacuum pumping system), kontrol elektronik dan sistem bayangan (Goldstein
et al., 1981)
Kolom elektron terdiri dari electron gun dan beberapa lensa. Bagian dari
electron gun adalah katoda, yaitu filamen berbentuk V yang dibuat dari bahan
tungsten atau Lanthanum Hexaboride (LaB6), dan plat anoda. Electron gun berfungsi sebagai sumber untuk menghasilkan berkas elektron atau elektron primer yang dipancarkan dari katoda dan digunakan untuk menganalisis
bahan.
Berkas elektron tersebut dipercepat oleh medan listrik dan difokuskan pada gambar pertama dari sumber, yaitu sebuah lensa magnetik yang terdiri dari dua buah lensa kondensor, sehingga bentuk dan ukuran sampel terlihat dalam
bentuk sinar bayangan (imaging beam). Faktor yang menentukan penampilan dan resolusi dari SEM adalah arus dan berkas pemercepat (Sampson, 1996).
K. X-Ray Diffraction (Difraksi Sinar-X)
Suatu material dapat dipelajari kisi-kisi ruang dari intensitasnya secara cepat dan akurat dengan menggunakan difraksi sinar-X (Brindley dan Brown,
1980). Sinar-X ditemukan pertama kali oleh Wilhelm Rontgent pada tahun 1895, ketika elektron yang dipercepat dengan tegangan yang tinggi dalam
37
karena setelah penemuannya oleh Rontgent, sinar-X masih merupakan
misteri. Hingga kemudian diketahui bahwa sinar-X mempunyai penetrasi yang tinggi, dapat menghitamkan pelat film, dapat membuat mineral
terfluoresensi dan tidak dapat dibelokkan oleh medan listrik dan medan magnet (Keller et al., 1993).
Fenomena tidak dipengaruhinya sinar-X oleh medan listrik dan medan
magnet, diindikasikan sebagai akibat bahwa sinar-X bukan partikel bermuatan, dan mempunyai panjang gelombang yang sangat pendek (Giancoli, 1984). Hal ini menyebabkan sinar-X mempunyai tingkat resolusi
yang lebih baik dalam mengamati atom-atom dan molekul-molekul mikroskopik.
Menurut Cullity (1978), sinar-X merupakan gelombang elektromagnetik dengan panjang gelombang sekitar 0,5-2,5 Å. Bila seberkas sinar-X dengan
panjang gelombang λ diarahkan pada permukaan kristal dengan sudut datang
θ, maka sinar tersebut akan dihamburkan oleh bidang atom kristal dan
menghasilkan puncak-puncak difraksi yang dapat diamati dengan peralatan difraktometer.
Pada difraktometer terdapat sumber radiasi yang berasal dari Cu, Mo, Co, Cr
Sistem kerja difraktometer sinar-X didasarkan pada Hukum Bragg. Pola
difraksi, intensitas dan sudut difraksi 2θ berbeda-beda untuk setiap bahan.
Interferensi berupa puncak-puncak intensitas diperoleh sebagai hasil proses
difraksi dimana terjadi interaksi antara sinar-X dengan atom-atom pada bidang kristal (Vlack, 1994). Gambar 2.13 menunjukkan hamburan sinar-X oleh elektron-elektron di dalam atom suatu material.
Gambar 2.13. Sinar-X yang dihamburkan oleh atom-atom kristal yang berjarak d (Richman, 1967).
Dari Gambar 2.13 terlihat bahwa gelombang pertama memiliki panjang yang
sama yaitu AB + BC, begitu pula dengan gelombang kedua yaitu DF + FH. Gelombang kedua berjalan lebih jauh dari gelombang pertama, dan selisihnya
adalah:
∆ = (DF + FH) – (AB + BC) (3)
jika dari titik B ditarik garis ke DF dan FH, diberi tanda E dan G, maka:
DE = AB, GH = BC (4)
perbedaan antara dua gelombang tersebut adalah:
39
Diketahui bahwa EF + FG merupakan λ (panjang gelombang) dan panjang
EF sama dengan panjang FG yaitu sebesar d sin θ, sehingga hubungan interferensi dari sinar dengan sudut datang θ akan memenuhi persamaan
Bragg sebagai berikut:
λ = d sin θ (6)
dengan λ = panjang gelombang (m), d = jarak antar kisi (m), dan θ = sudut
III. METODOLOGI PENELITIAN
A. Waktu dan Tempat Penelitian
Penelitian ini dilaksanakan pada bulan Mei-Agustus 2012 di Instalasi Elemen Bakar Eksperimental (IEBE), Pusat Teknologi Bahan Bakar Nuklir (PTBN)-Badan Tenaga Nuklir Nasional (BATAN), Kawasan Puspiptek, Serpong,
Tangerang Selatan, Banten.
B. Alat dan Bahan
Alat yang digunakan pada penelitian ini adalah tungku busur listrik, tungku
tabung, tungku perlakuan panas, kawat SS, mesin bor, batu tahan api, mesin rol, jangka sorong, neraca digital, mesin pemotong accustom Struers, cetakan pembingkaian, engraver, mesin gerinda DAP-U Struers, kertas gerinda grade
180, 320, 500, 800, 1.000, 1.200, 1.500, 2.000, dan 2.400, pasta alumina 1
μm, pencuci ultrasonik, drybox, beaker glass, gelas ukur, sendok ukur,
mikroskop optik beserta kamera, lilin, penekan sampel, serta micro hardness
Vickers tester.
Sedangkan bahan yang digunakan antara lain, logam Zr (99%), Sn (99,89%),
41
(potongan kecil-kecil), gas argon, resin (clarocit kit powder dan clarocit kit
liquid), aquades, HNO3, dan HF 10%.
C. Metode Penelitian
Metode penelitian yang dilakukan pada penelitian ini terdiri dari beberapa tahapan yaitu, peleburan, β-quenching, pengerolan panas dan dingin, anil,
pengamatan metalografi (mikroskop optik dan SEM), analisis difraksi sinar-X (XRD), serta uji kekerasan micro hardness Vickers. Secara terperinci
tahapan-tahapan dari proses tersebut adalah sebagai berikut.
1. Peleburan
Sebelum dilakukan proses peleburan terlebih dahulu dilakukan
penimbangan bahan dengan neraca digital. Adapun bahan-bahan yang digunakan dalam pembuatan zirlo-Mo beserta kode sampelnya dapat dilihat pada Tabel 3.1.
Tabel 3.1. Kandungan unsur utama dan pemadu dalam sampel zilo-Mo Kode Sampel Kandungan unsur utama dan pemadu
Zr Sn Nb Fe Mo
Setelah dilakukan penimbangan maka proses peleburan pun dapat
merupakan tungku lebur yang dapat menghasilkan paduan zirkonium
dengan kualitas baik. Untuk menghindari adanya oksidasi atau kontaminasi dari unsur lain maka selama proses peleburan tungku busur
listrik selalu dalam keadaan terisi gas argon.
Cara kerja untuk peleburan ini terdiri dari proses pengisian gas argon dan proses peleburan dengan busur listrik. Proses pengisian argon diawali
dengan pemvakuman dengan menggunakan pompa mekanik hingga tekanan dalam tungku turun sampai ± 101 kPa. Setelah tekanan sampai pada batas yang ditentukan, katup vakum ditutup dan katup gas argon
dibuka. Gas argon dibiarkan mengisi ruang hingga katup pengeluaran
(relief valve) bergerak keluar pada tekanan sekitar 13,8 kPa. Proses ini
diulangi sebanyak 3 kali dan pada pengulangan terakhir, tungku dibiarkan teraliri gas argon dengan katup pengeluaran terbuka.
Setelah tungku busur listrik berada dalam keadaan teraliri gas argon maka peleburan pun dapat dilakukan. Untuk melakukan peleburan terlebih
dahulu arus pada catu daya disetel sebesar 150 A. Kemudian posisi elektroda diatur agar dekat dengan sampel yang diletakkan pada krusibel.
Setelah itu pedal arus diinjak hingga arus terhubung kemudian elektroda disentuhkan pada sampel untuk memulai munculnya busur listrik. Panjang busur listrik dapat diubah dengan cara mengatur jarak antara elektroda
dengan sampel. Agar homogenitas yang dicapai cukup baik maka selama proses peleburan setelah semua unsur telah melebur, elektroda diputar
43
kembali dilakukan untuk bagian bawah sampel (sisi lain sampel) dengan
metode yang sama. Proses pengulangan peleburan (re-melting) ini dilakukan sebanyak 5 kali agar dicapai hasil yang cukup baik.
2. β-quenching
Proses β-quenching dilakukan dengan cara memanaskan sampel di dalam tungku tabung yang dialiri dengan gas argon untuk mencegah terjadinya
oksidasi. Untuk proses pemanasannya, sampel dipanaskan hingga mencapai temperatur 900°C dengan kecepatan peningkatan temperatur 600°C/jam. Apabila sampel telah mencapai temperatur 900°C kemudian
dilanjutkan hingga mencapai temperatur 980 °C secara perlahan dan
di-holding (ditahan) selama 2 jam. Adapun tujuan dari proses pemanasan
secara perlahan ini adalah untuk mencegah terjadinya keretakan pada sampel yang dipanaskan.
Apabila sampel telah ditahan selama 2 jam maka sampel didinginkan secara cepat dengan cara mencelupkan sampel beserta chamber yang berisi
argon ke dalam air. Setelah sampel mencapai temperatur yang cukup dingin barulah sampel dikeluarkan dari chamber yang berisi argon
sehingga proses oksidasi zirlo akibat berada pada temperatur tinggi dapat terhindarkan seminimal mungkin.
3. Pengerolan Panas dan Dingin
Untuk melakukan pengerolan panas, proses yang dilakukan adalah proses
Nabertherm, yang dialiri dengan gas argon untuk menghindari terjadinya
oksidasi dan sampel diletakkan di dalamnya dengan menggunakan batu tahan api. Temperatur pemanasannya adalah 850°C dengan kecepatan
kenaikan temperatur 850°C/jam lalu ditahan selama 1 jam.
Apabila sampel telah ditahan selama 1 jam maka proses pengerolan dapat dimulai. Pengerolan dilakukan dengan mesin rol pada saat sampel berada
dalam kondisi panas. Adapun ketebalan sampel yang diharapkan dicapai melalui proses rol panas ini adalah sekitar 2 mm.
Sedangkan untuk melakukan pengerolan dingin, cara yang digunakan sama dengan pengerolan panas hanya saja sampel tidak dipanaskan
terlebih dahulu. Dengan kata lain, sampel langsung saja dirol dalam kondisi temperatur kamar. Pengerolan dingin yang dilakukan dalam penelitian ini terdiri dari 2 tahap, yaitu pengerolan dingin pertama dengan
ketebalan yang ingin dicapai sebesar 1,5 mm dan pengerolan dingin kedua dengan ketebalan yang ingin dicapai sebesar 1 mm. Adapun alasan
pengerolan dingin dilakukan 2 tahap adalah agar sampel tidak pecah karena deformasi yang sangat tinggi.
4. Anil
Proses anil dilakukan dengan menggunakan tungku tabung. Pemanasan dilakukan dalam kondisi gas argon untuk mencegah terjadinya oksidasi. Tujuan dari perlakuan anil pada penelitian ini adalah untuk menurunkan
45
dilakukan pasca pengerolan. Anil tahap pertama dilakukan pada
temperatur 760°C, tahap kedua pada 650°C dan tahap ketiga pada 500°C.
Pada anil tahap pertama pemanasan sampel dilakukan dengan kecepatan kenaikan temperatur 600°C/jam menuju ke temperatur 700°C. Setelah
mencapai temperatur 700°C kemudian temperatur barulah ditingkatkan secara perlahan hingga mencapai 760°C dan ditahan selama 2 jam.
Pemanasan secara perlahan ini dimaksudkan untuk mencegah keretakan pada sampel. Apabila waktu penahanan telah selesai maka temperatur akan turun secara perlahan lalu ketika sampel telah cukup dingin barulah aliran
gas argon dihentikan dan tungku tabung dimatikan.
Anil tahap kedua, yaitu pada temperatur 650°C sampel dipanaskan dengan kecepatan kenaikan temperatur 600°C/jam mencapai temperatur 600°C terlebih dahulu dan dilanjutkan menuju ke temperatur 650 °C secara
perlahan. Setelah mencapai temperatur 650°C kemudian sampel ditahan selama 1,5 jam. Untuk pendinginannya dilakukan seperti pada anil tahap
pertama yaitu dengan proses pendinginan di dalam tungku.
Sedangkan untuk anil tahap ketiga, yaitu pada temperatur 500°C pemanasan sampel dilakukan dengan kecepatan kenaikan temperatur
5. Metalografi
Metalografi adalah suatu proses yang bertujuan untuk melihat mikrostruktur dari suatu logam. Proses ini terdiri dari tahapan preparasi
dan pengamatan metalografi. Pada penelitian ini teknik metalografi yang digunakan ada 2 jenis, yaitu dengan menggunakan mikroskop optik dan menggunakan SEM/EDS. Penggunaan metalografi dengan menggunakan
mikroskop optik bertujuan untuk mengamati bentuk butir dalam paduan sedangkan metalografi dengan menggunakan SEM/EDS bertujuan untuk
mengetahui homogenitas paduan.
Preparasi untuk metalografi dengan menggunakan mikroskop optik terdiri dari pemotongan sampel, pembingkaian, pelabelan, penggerindaan,
pemolesan, pencucian ultrasonik, dan pengetsaan. Pemotongan dilakukan dengan menggunakan alat pemotong accutom-Struers. Selama proses pemotongan sampel terus menerus dialiri dengan air. Hal ini bertujuan
untuk menghindari terjadinya transformasi fasa akibat adanya panas yang ditimbulkan pada proses pemotongan dan menghindari percikan api karena bahan zirkonium merupakan bahan yang mudah terbakar.
Apabila sampel telah dipotong maka sampel tersebut siap untuk dibingkai. Proses pembingkaian yang digunakan pada penelitian ini adalah pembingkaian dingin dengan bahan serbuk-cair. Untuk bahan serbuknya
digunakan clarocit kit powder dan bahan cairnya digunakan clarocit kit
liquid dengan perbandingan 5 : 2. Adapun kandungan utama bahan bingkai
47
dicampurkan serta diaduk kemudian dituangkan pada cetakan dengan
sampel telah diletakkan di dalamnya. Apabila bingkai telah mengeras maka hasil pembingkaian tersebut dikeluarkan dari cetakan dan diberi
label (dinamai) dengan menggunakan engraver (alat grafir).
Sampel yang telah dibingkai dan dinamai kemudian digerinda. Proses penggerindaan dilakukan dengan menggunakan mesin gerinda DAP-U,
Struers beserta dengan kertas gerindanya. Dalam melakukan penggerindaan, kertas gerinda yang digunakan diganti secara bertahap dimulai dari kertas gerinda yang kasar menjadi semakin halus yaitu
dimulai dari grade 180, 320, 500, 800, 1000, 1200, 1500, 2000, hingga 2400. Ketika dilakukan penggantian kertas gerinda dari grade kasar ke
grade yang lebih halus, posisi sampel diputar 90° dari posisi sebelumnya.
Hal ini dilakukan dengan tujuan agar goresan-goresan dari grade sebelumnya akan terhapus oleh grade yang lebih halus. Hasil
penggerindaan yang baik ditandai dengan tidak nampaknya lagi goresan pada permukaan sampel.
Apabila sampel telah selesai digerinda kemudian dilakukan proses
pemolesan pada sampel. Proses pemolesan dilakukan dengan menggunakan kain katun yang diberi bahan abrasif berupa pasta alumina
ukuran 1 μm.
Setelah sampel selesai dipoles kemudian dicuci dengan aquades
menggunakan drybox. Apabila sampel telah kering maka proses preparasi
dilanjutkan dengan pengetsaan.
Untuk melakukan etsa digunakan larutan aquades sebanyak 45 ml, HNO3 sebanyak 45 ml, dan HF 10% sebanyak 10 ml. Sedangkan teknik etsa yang
digunakan adalah teknik usap. Teknik usap adalah teknik pengetsaan yang dilakukan dengan cara mengusapkan kapas yang telah dibasahi dengan
larutan etsa pada permukaan sampel. Adapun waktu yang digunakan untuk proses etsa pada penelitian ini adalah sekitar 30 detik.
Setelah melalui proses etsa yang dilanjutkan dengan pencucian dan pengeringan maka sampel telah siap untuk diamati mikrostrukturnya
dengan menggunakan mikroskop optik beserta kamera. Proses metalografi dengan mikroskop optik dikatakan berhasil ketika permukaan sampel telah tampak jelas batasan antara butir dengan butir lainnya.
Sedangkan proses metalografi dengan SEM/EDS terdiri dari tahapan preparasi dan pengamatan mikrostrukturnya. Untuk tahapan preparasi pada metalografi dengan SEM/EDS sama dengan yang dilakukan dengan
preparasi pada metalografi dengan menggunakan mikroskop optik.
Untuk melakukan pengamatan dengan SEM/EDS, sebelumnya SEM/EDS telah divakumkan terlebih dahulu. Untuk melakukan pengamatannya,
sampel diletakkan/dimasukkan dalam chamber. Setelah sampel berada dalam chamber dilakukan pengaturan tegangan dan perbesaran sesuai
49
diperoleh kemudian ditentukan fokus dan daerah yang akan diamati.
Setelah proses tersebut selesai maka proses pengambilan foto dan analisis unsur pun dapat dilakukan.
6. Difraksi Sinar-X (XRD)
Karakterisasi XRD merupakan karakterisasi yang dilakukan dengan tujuan untuk mengetahui fasa yang terbentuk pada sampel. Preparasi untuk
melakukan karakterisasi ini sama dengan preparasi yang dilakukan pada proses metalografi. Melalui XRD akan dihasilkan suatu spektrum (grafik)
yang menggambarkan puncak pada setiap sudut 2θ. Puncak-puncak yang
terbentuk tersebut akan digunakan untuk menentukan fasa yang terbentuk dalam sampel karena setiap fasa memiliki karakteristik puncak yang khas.
Untuk penentuan fasa yang terbentuk tersebut dilakukan dengan membandingkan puncak-puncak hasil XRD sampel dengan puncak-puncak hasil XRD pada data standar JCPDF.
Melalui data XRD juga dapat ditentukan ukuran kristal yang terbentuk.
Penentuan ukuran kristal tersebut dapat dilakukan dengan menggunakan persamaan Scherrer (Scherrer, 1918):
� � = .cos �.� (5)
dengan B(2θ) = FWHM/Full Widht at Half Maximum (rad), K = konstanta Scherrer yang bernilai 1, λ = panjang gelombang sinar-X (m), θ = sudut
7. Uji Kekerasan
Untuk dapat melakukan uji kekerasan pada penelitian ini digunakan alat
micro hardness Vickers tester. Untuk preparasi sampel pada uji kekerasan
sama seperti yang dilakukan pada proses metalografi. Proses pengujian diawali dengan perataan permukaan sampel yang dilakukan dengan cara menekan sampel pada suatu alas yang telah diberi lilin. Setelah permukaan
sampel rata kemudian micro hardness Vickers tester diberi beban dan dilakukan penjejakan pada sampel. Jejak yang terbentuk kemudian diamati
dengan mikroskop. Bentuk jejakan yang baik pada sampel berupa belah ketupat yang memiliki 2 diagonal dengan ukuran yang hampir sama atau sama. Kedua diagonal yang telah terukur tersebut kemudian dihitung nilai
rata-ratanya dan dihitung nilai kekerasannya dengan menggunakan persamaan (Evans dan Charles, 1976; ASTM-E 384):
�� = , 8 × �
�2 (6)
dengan HV = nilai kekerasan Vickers (GPa), P = beban (N), D = diagonal rerata (mm).
D. Diagram Alir Penelitian
Secara sederhana diagram alir dari metode penelitian ini tampak seperti pada
51
Gambar 3.1. Diagram alir penelitian zirlo-Mo Mulai
Penimbangan bahan paduan
Pembuatan ingot zirlo-Mo dengan peleburan
Pemotongan dan finishing
β-Quenching 980°C, selama
2 jam
Rol panas 850°C
Anil 760°C selama 2 jam
Rol dingin tahap 1
Anil 650°C selama 1,5 jam
Rol dingin tahap 2
Anil 500°C selama 3 jam
Karakterisasi: Uji kekerasan, mikroskop optik dan SEM, XRD