PRODUK SUSU UHT STROBERI
LAPORAN KERJA PRAKTEK
Diajukan untuk memenuhi sebagian dari syarat-syarat guna memperoleh gelar Sarjana Teknologi Pangan
Oleh:
Giovany Dea Christella Hendrawan 15.I1.0170
PROGRAM STUDI TEKNOLOGI PANGAN
FAKULTAS TEKNOLOGI PERTANIAN
UNIVERSITAS KATOLIK SOEGIJAPRANATA
SEMARANG
i
LAPORAN KERJA PRAKTEK
Diajukan untuk memenuhi sebagian dari syarat-syarat guna memperoleh gelar Sarjana Teknologi Pangan
Oleh:
Giovany Dea Christella Hendrawan 15.I1.0170
PROGRAM STUDI TEKNOLOGI PANGAN
FAKULTAS TEKNOLOGI PERTANIAN
UNIVERSITAS KATOLIK SOEGIJAPRANATA
SEMARANG
iii
Nya penulis dapat menyelesaikan Laporan Kerja Praktek dengan judul “PERSEPSI KONSUMEN TERHADAP PEWARNA ALAMI DAN PEWARNA SINTETIK PADA
PRODUK SUSU UHT STROBERI”. Laporan Kerja Praktek ini disusun berdasarkan hasil kegiatan kerja praktek yang telah dilakukan di PT. Frisian Flag Indonesia selama 42
hari. Penulisan laporan ini bertujuan untuk memenuhi salah satu syarat guna memperoleh
gelar Sarjana Teknologi Pangan Fakultas Teknologi Pertanian di Universitas Katolik
Soegijapranata Semarang.
Banyak sekali ilmu, pengalaman, keterampilan, dan pemahaman yang penulis dapatkan
selama kegiatan kerja praktek dan juga selama proses penulisan laporan kerja praktek ini
terutama mengenai produk susu di PT. Frisian Flag Indonesia. Penulis menyadari bahwa
selama pelaksanaan kerja praktek dan penyusunan laporan ini tentunya tidak lepas dari
bantuan, bimbingan, dan dukungan dari berbagai pihak. Oleh karena itu, pada kesempatan
ini penulis mengucapkan banyak terima kasih kepada:
1. Tuhan Yesus Kristus, atas berkat dan penyertaan-Nya yang senantiasa diberikan
kepada penulis.
2. Bapak Dr. R. Probo Y. Nugrahaedi, S.TP., M.Sc. selaku Dekan Fakultas Teknologi
Pertanian, Program Studi Teknologi Pangan Universitas Katolik Soegijapranata
Semarang.
3. Ibu Meiliana, S.Gz., M.S. selaku dosen pembimbing akademik serta dosen
Koordinator Kerja Praktek yang telah membantu memberikan saran dan
membimbing selama kegiatan kerja praktek dan penulisan laporan.
4. Bapak Aryono Bambang Ardhyo selaku manager corp. research and development
PT. Frisian Flag Indonesia yang telah memberikan ijin dan kesempatan kepada
penulis untuk kerja praktek di departemen R&D.
5. Ibu Astri Kusuma selaku koordinator kerja praktek di departemen R&D PT. Frisian
6. Bapak Ahmad Johari, S.Si. selaku pembimbing lapangan divisi liquid yang telah
memberi pengarahan dan bimbingan dalam proses kerja praktek dan penulisan
laporan kerja praktek.
7. Seluruh karyawan departemen R&D PT. Frisian Flag Indonesia: Mas Putra, Mas
Aswan, Pak Yuli, Mas Adit, Mba Nini, Mba Agatha, Mba Regina, Mas Rio, dan Mas
Ido.
8. Bapak Adi Saputra selaku laboran R&D PT. Frisian Flag Indonesia yang telah
membantu selama proses pelaksanaan kerja praktek.
9. Keluarga yang telah memberi dukungan baik dalam bentuk materiil maupun moril
kepada penulis selama pelaksanaan kerja praktek hingga terselesaikannya laporan
kerja praktek ini.
10. Jean Karmel, Yohanna Sofiani, Frida Marcia, Yasinta Apsarina, Ulfianiza Rachmah,
dan Muchammad Fathur yang telah bersama-sama dengan penulis melaksanakan
kerja praktek di PT. Frisian Flag Indonesia.
11. Seluruh sahabat, rekan, dan pihak-pihak Fakultas Teknologi Pertanian yang turut
mendukung penulis hingga terselesaikannya laporan kerja praktek.
12. Semua pihak yang telah memberikan bantuan dan bimbingan dalam pelaksanaan
kerja praktek maupun penulisan laporan yang tidak dapat penulis sebutkan satu per
satu.
Penulis menyadari bahwa laporan kerja praktek ini masih memiliki banyak kekurangan.
Oleh sebab itu, penulis terbuka akan adanya saran maupun kritik yang bersifat
membangun dari para pembaca. Akhir kata, penulis mengucapkan terima kasih kepada
para pembaca dan semoga laporan ini dapat bermanfaat dan menambah pengetahuan para
pembaca.
Semarang, 10 Mei 2018
HALAMAN PENGESAHAN ... Error! Bookmark not defined.
KATA PENGANTAR ... iii
DAFTAR ISI ... v
DAFTAR TABEL ... viii
DAFTAR GAMBAR ... ix
1. PENDAHULUAN ... 1
1.1. Latar Belakang ... 1
1.2. Tujuan... 2
1.3. Waktu dan Tempat Pelaksanaan ... 3
2. PROFIL PERUSAHAAN... 4
2.1. Sejarah ... 4
2.2. Visi dan Misi Perusahaan ... 7
2.3. Lokasi dan Tata Letak ... 7
2.4. Struktur Organisasi ... 9
2.5. Ketenagakerjaan ... 9
3. SPESIFIKASI PRODUK ... 11
3.1. Produk PT. Frisian Flag Indonesia ... 11
3.2. Sistem Pemasaran Produk ... 17
4. DEPARTEMEN RESEARCH AND DEVELOPMENT DIVISI LIQUID PT. FRISIAN FLAG INDONESIA ... 19
4.1. Shelf-Life ... 19
4.1.1. Uji pH... 20
4.1.2. Uji Viskositas ... 21
4.1.4. Pengamatan Sedimentasi ... 23
4.1.5. Uji Organoleptik Metode IDF (International Dairy Federation) ... 24
4.2. Lab Scale / Prototype ... 25
4.2.1. Bahan Baku ... 25
4.2.2. Proses Produksi ... 28
5. PERSEPSI KONSUMEN TERHADAP PEWARNA ALAMI DAN PEWARNA SINTETIK PADA PRODUK SUSU UHT STROBERI ... 31
5.1. Latar Belakang ... 31
5.2. Tujuan... 33
5.3. Metodologi ... 33
5.3.1. Penentuan Sampel ... 33
5.3.2. Penentuan Panelis ... 33
5.3.3. Pengumpulan Data ... 34
5.3.4. Analisa Data ... 36
5.4. Hasil Pengamatan ... 36
5.4.1. Hasil Sensori ... 36
5.4.2. Diagram Lingkaran (Pie Chart) ... 38
5.4.3. Tabel Perbedaan Perubahan Preferensi ... 39
5.5. Pembahasan ... 40
5.5.1. Metode Penelitian ... 40
5.5.2. Karakteristik Pewarna yang Terdapat di Produk ... 41
5.5.3. Perspektif Industri mengenai Pewarna... 43
5.5.4. Analisa Data ... 44
6. KESIMPULAN DAN SARAN ... 47
6.1. Kesimpulan... 47
8. LAMPIRAN ... 53
8.1. Perhitungan... 53
8.1.1. Perhitungan Persentase Rata-rata Hasil Sensori 1 ... 53
8.1.2. Perhitungan Persentase Rata-rata Hasil Sensori 2 ... 53
8.2. Scoresheet... 54
8.2.1. Scoresheet Blind Test ... 54
8.2.2. Scoresheet Informed Test...59
viii
DAFTAR TABEL
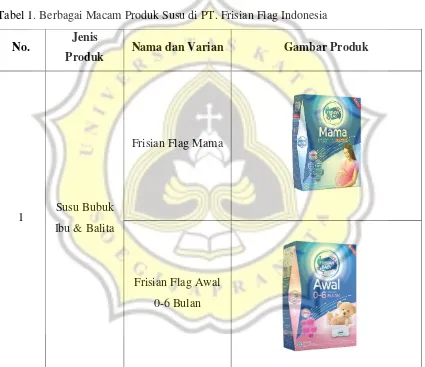
Tabel 1. Berbagai Macam Produk Susu di PT. Frisian Flag Indonesia...11
Tabel 2. Syarat Mutu Susu Segar...25
Tabel 3. Pewarna yang Digunakan pada Sampel...33
Tabel 4. Urutan Penyajian dan Kode Sampel...34
Tabel 5. Hasil Sensori Blind Test...37
Tabel 6. Hasil Sensori Informed Test...37
ix
Gambar 1. Perubahan Logo PT. Frisian Flag Indonesia...6
Gambar 2. Lokasi PT. Frisian Flag Indonesia Plant Pasar Rebo...8
Gambar 3. Struktur Organisasi Departemn R&D PT. Frisian Flag Indonesia...9
Gambar 4. Rantai Pemasaran Produk yang Dihasilkan PT. Frisian Flag Indonesia...18
Gambar 5. pH meter...20
Gambar 6. Viskometer Brookfield...21
Gambar 7. Spektrofotometer Hunterlab...22
Gambar 8. Proses Pengolahan Susu UHT (Ultra High Temperature)...29
Gambar 9. Bentuk Penyajian Pengujian Blind Test...35
Gambar 10. Bentuk Penyajian Pengujian Informed Test...35
Gambar 11. Contoh Scoresheet yang Digunakan...36
Gambar 12. Diagram Lingkaran (Pie Chart) Rata-Rata Hasil Sensori Blind Test...39
1
1. PENDAHULUAN
1.1. Latar Belakang
Indonesia adalah negara kepulauan yang juga dikenal sebagai negara agraris. Dengan
adanya tanah yang subur dan iklim tropis yang mendukung, Indonesia memiliki prospek
yang sangat baik dalam bidang pertanian. Sayangnya, walaupun Indonesia memiliki
sumber daya alam yang melimpah, tanah yang luas dan subur, kita masih belum bisa
memberdayakan hal-hal tersebut dengan maksimal, efektif, dan efisien.
Pada era globalisasi saat ini, dunia berkembang sangat pesat dimana produk, pemikiran,
aspek kebudayaan dan informasi lainnya mudah diakses dari segala pejuru dunia. Era ini
memungkinkan kita untuk mengembangkan diri dalam berbagai kehidupan untuk
meningkatkan kualitas hidup masyarakat dunia. Peningkatan kualitas hidup ini ditunjang
dari berbagai aspek, mulai dari aspek teknologi terutama dalam bidang pangan. Hal ini
dikarenakan populasi masyarakat dunia semakin meningkat tetapi tidak diimbangi
dengan kecukupan kuantitas dan kualitas bahan pangan. Sebagai mahasiswa Program
Studi Teknologi Pangan Universitas Katolik Soegijapranata Semarang, kami dituntut
untuk memiliki pengetahuan dan pengalaman yang luas terhadap teknologi terkini dan
globalisasi terutama dalam bidang pangan dan gizi.
Pengetahuan mengenai bahan pangan beserta gizi telah kami dapatkan selama
perkuliahan, namun pengetahuan yang kami terima hanya berupa teori dan praktek dalam
bentuk kegiatan praktikum, serta Kuliah Kerja Lapangan (KKL). Namun kami menyadari
bahwa ilmu yang kami dapatkan selama perkuliahan, baik teori maupun praktek belum
cukup untuk memenuhi tuntutan perkembangan teknologi yang pesat terutama dalam
dunia kerja industri pangan. Oleh karena itu kami membutuhkan praktek yang
sesungguhnya melalui Kerja Praktek (KP) sehingga kami dapat mengetahui situasi yang
nyata saat dilapangan, mendapat tambahan pengetahuan dan pengalaman, serta wawasan
mengenai dunia kerja.
Kerja Praktek (KP) merupakan salah satu mata kuliah yang wajib di ambil untuk
Studi Teknologi Pangan Universitas Katolik Soegijapranata Semarang diharapkan
mampu menerapkan segala teori dasar yang telah diperoleh selama perkuliahan saat
bekerja di industri pangan, serta mampu mempersiapkan diri untuk memasuki dunia
kerja nantinya. Dengan mengikuti Kerja Praktek ini, diharapkan mahasiswa akan lebih
memahami lingkungan kerja dan dunia keprofesiannya dalam dunia pangan. Selama
Kerja Praktek, mahasiswa dapat menerapkan secara langsung teori dan ilmu-ilmu yang
telah didapatkan selama perkuliahan. Salah satu perusahan yang relevan minat kami di
bidang dairy products terutama pada pengolahan susu adalah PT. Frisian Flag Indonesia.
PT. Frisian Flag Indonesia adalah produsen produk dairy dengan merek dagang Frisian
Flag atau susu bendera. Selama lebih dari 90 tahun Frisian Flag telah mengembangkan
berbagai macam produk bernutrisi dan berkualitas untuk segala usia dan kalangan di
Indonesia. PT. Frisian Flag sendiri mempunyai program Gerakan Nusantara sejak tahun
2013 yang merupakan program tanggung jawab sosial Frisian Flag yang bekerja sama
dengan pemerintah untuk mengedukasi masyarakat Indonesia akan pentingnya
mengkonsumsi susu secara teratur. Program ini menunjukkan bahwa Frisian Flag juga
ingin memajukan pola pikir mayarakat Indonesia.
1.2. Tujuan
Tujuan dari Kerja Praktek ini, antara lain:
- Menerapkan dasar-dasar teori yang telah didapatkan selama masa perkuliahan di dunia
pekerjaan.
- Menambah wawasan dan ilmu terutama yang berkaitan dengan bidang pangan.
- Mendapatkan gambaran nyata mengenai dunia kerja.
- Menambah pengetahuan tentang mesin dan peralatan produksi serta prinsipnya dalam
pengolahan produk.
1.3. Waktu dan Tempat Pelaksanaan
Kerja praktek dilaksanakan di PT. Frisian Flag Indonesia yang bertempat di Jl. Raya
Bogor KM 05 Pasar Rebo, Jakarta Timur. Pelaksanaan kerja praktek dilakukan selama
41 hari yang dimulai dari tanggal 2 Januari 2018 dan berakhir pada 28 Februari 2018.
Kerja praktek ini dilakukan pada divisi Research and Development yang berfokus pada
4 2.1. Sejarah
Selama lebih dari 90 tahun, PT. Frisian Flag Indonesia telah menjadi bagian dari
pertumbuhan keluarga Indonesia dan berkontribusi membantu anak-anak Indonesia
meraih potensinya melalui produk-produk yang bernutrisi tepat. PT. Frisian Flag
Indonesia merupakan produsen produk nutrisi berbasis susu terkemuka di Indonesia yang
berada di bawah naungan lisensi Royal Friesland Campina. Friesland Campina
merupakan sebuah perusahaan multinasional yang berpusat di Belanda dan
beranggotakan lebih dari 12.000 peternak sapi perah di Belanda dan Jerman, serta
memiliki lebih dari 23.000 karyawan di 100 perusahaan yang tersebar di 34 negara. PT.
Frisian Flag Indonesia sendiri sekarang menaungi lebih dari 6.000 karyawan yang
tersebar di seluruh Indonesia.
Sejarah Royal Friesland Campina sendiri dimulai sejak tahun 1871 ketika para peternak
sapi perah bergabung dan membentuk koperasi karena keterbatasan mesin pendingin
sehingga harus menjalin kerjasama dengan pihak lokal agar dapat mendistribusikan
produk susu mereka secara cepat ke tangan konsumen. Namun, seiring dengan
meningkatnya produksi susu, peternak mencari cara terbaik agar produk mereka bisa
tahan lebih lama, karena harus melalui jalur distribusi yang panjang. Pada tahun 1913,
sekitar 30 koperasi memutuskan untuk mendirikan suatu perusahaan dan pabrik
pengolahan susu di Leeuwarden yang bernama De Cooperatieve Condensfabriek
Friesland (CCF). CCF mengolah susu yang dihasilkan oleh peternak menggunakan
metode penguapan dan memasarkannya secara nasional maupun internasional. Pada
tahun 1922, namanya berubah menjadi Friesland Campina. Di tahun yang sama,
“Friesche Vlag” terdaftar sebagai merk dagang mereka dengan unsur visual dan nama
yang diambil dari bendera di daerah Friesland, Belanda Utara. Selain itu, pada tahun 1922
pula produk susu kaleng Friesche Vlag pertama kali diekspor ke Hindia Belanda, salah
satunya adalah Batavia, Indonesia. Sejak saat itu, sejarah Frisian Flag mulai berkembang
Susu kental manis dan produk susu Friesche Vlag lainnya dipromosikan dan dijual oleh
para mitra bisnis di seluruh penjuru Indonesia. Produk-produk Friesche Vlag kemudian
lebih dikenal dengan nama “Soesoe Tjap Bendera” atau Susu Bendera. Namun, peredaran
Susu Bendera sempat terhenti ketika Belanda terusir oleh penjajahan Jepang. Hal ini
menyebabkan produk Susu Bendera tidak dapat dikirim ke Indonesia karena terjadi
blokade kapal asing oleh pihak Jepang.
Setelah Indonesia merdeka, sekitar tahun 1950-an, produk susu kental manis Friesche
Vlag didatangkan kembali dari Belanda dan mulai dipasarkan secara lokal. Hingga
kemudian pada tahun 1968, PT. Friesche Vlag Indonesia didirikan melalui kemitraan
CCF dan sebuah perusahaan lokal. Pada tahun 1969, pabrik di Pasar Rebo mulai dibangun
dan memproduksi susu kental manis pertama pada tahun 1971 yang kemudian
didistribusikan ke seluruh penjuru Indonesia. Pada tahun 1976, PT. Foremost Indonesia
dan pabrik di Ciracas diambil alih sehingga PT. Friesche Vlag Indonesia memiliki dua
pabrik yaitu di Pasar Rebo dan Ciracas. PT. Friesche Vlag Indonesia mulai memproduksi
susu bubuk di tahun 1979. Selanjutnya pada tahun 1985, dilakukan pemasangan jalur
penerimaan susu murni dan pada tahun berikutnya dipasang jalur spray dried. Sehingga
pada tahun 1988, susu pertumbuhan (GUM) dan infant milk formula (IMF) mulai
diproduksi di pabrik Pasar Rebo. Pemasangan jalur susu cair steril Ultra High
Temperature (UHT) kemasan karton pack dan sterilized kemasan botol dilakukan di
pabrik Ciracas pada tahun 1993, dan pada tahun yang sama, diadakan pemasangan jalur
susu kental manis kedua di Ciracas.
Pada tahun 2000, seluruh produk PT. Friesche Vlag Indonesia mendapat sertifikan halal
dari LPPOM-MUI. Pada tahun 2002 mendapatkan sertifikat HACCP untuk produk susu
cair dan susu kental manis, dan ditahun yang sama, PT. Friesche Vlag Indonesia berubah
nama menjadi PT. Frisian Flag Indonesia. Kemudian di tahun 2003, PT. Frisian Flag
Indonesia di Pasar Rebo dijadikan kantor pusat. Tahun 2005, PT. Frisian Flag Indonesia
meluncurkan produk Omela. Pada tanggal 10 Desember 2010, PT. Frisian Flag Indonesia
melakukan pembaharuan logo perusahaan. Perubahan logo PT. Frisian Flag Indonesia
Gambar 1. Perubahan Logo PT. Frisian Flag Indonesia
Pembaharuan logo tersebut dilakukan untuk menyesuiakan logo dengan perkembangan
masyarakat Indonesia yang semakin modern, pola pikir semakin maju, dan pendapatan
yang kian meningkat. Logo baru dari Frisian Flag Indonesia sendiri tetap melestarikan
karakteristik dari Frisian Flag yaitu bendera dan warna biru cerah. Dalam logo baru,
lambang bendera Frisian Flag dibuat dengan ukuran yang lebih besar sehingga lebih
terlihat. Logo baru Frisian Flag dikelilingi oleh cincin berbentuk pendaran yang
diibaratkan seperti pendaran air dengan harapan bahwa produk-produk dan inovasi
Frisian Flag dapat berdampak positif di masyarakat.
Tahun 2012 menjadi momen penting PT. Frisian Flag Indonesia karena menandai 90
tahun keberadaan produk Frisian Flag di Indonesia. Pada tahun 2013, produk FRISO
mulai dipasarkan di Indonesia, dan pada tahun 2016, produk susu cair coconut delight
diluncurkan. Hal ini membuktikan bahwa hingga kini PT. Frisian Flag Indonesia masih
terus melanjutkan komitmennya untuk berkontribusi menyediakan produk bergizi bagi
keluarga Indonesia.
Sebagai bagian dari Friesland Campina, PT. Frisian Flag Indonesia mengacu pada
pengalaman global dan kemitraan secara jangka panjang dengan peternak sapi perah lokal
agar dapat menghasilkan susu dengan nutrisi terbaik. Dalam produksi dan distribusinya,
menerapkan Good Manufacturing Practices (GMP). Selain itu dalam hal pengendalian
mutu produknya sampai ke tangan konsumen, PT. Frisian Flag Indonesia menerapkan
HACCP (Hazard Analysis Critical Control Point) dan OHSAS (Occupational Health and
Safety Assessment Series. Hingga saat ini, PT. Frisian Flag Indonesia telah mendapat
berbagai penghargaan seperti Indonesia Most Influential Brand tahun 2016, Penghargaan
Industri Hijau 2016 dan 2017, Penghargaan Lingkungan Hidup 2016, Penghargaan
Implementasi Kawasan Bebas Rokok di Lingkungan Kerja tahun 2014, Asia
Sustainability Excellence Award 2014 for Dairy Development Program, dan masih
banyak penghargaan lainnya. Selain itu, PT. Frisian Flag Indonesia telah memiliki
sertifikat ISO 9001:2008 untuk Sistem Manajemen Mutu, sertifikat ISO 14001:2004
untuk Sistem Manajemen Lingkungan, ISO 22000:2005 untuk Total Quality
Management, dan ISO 17025 untuk laboratory. Pada tahun 2013, PT. Frisian Flag
Indonesia mendapatkan penghargaan World Class yang menunjukkan bahwa PT. Frisian
Flag Indonesia merupakan salah satu produsen produk susu yang terdepan.
2.2. Visi dan Misi Perusahaan
PT. Frisian Flag Indonesia memiliki visi dan misi sebagai bentuk dari komitmen
perusahaan. Visi perusahaan ini adalah untuk menjadi perusahaan nutrisi berbasis susu
nomor satu di Indonesia dan menyediakan produk bergizi bagi seluruh keluarga
Indonesia. Untuk memenuhi visi tersebut, PT. Frisian Flag Indonesia menjalankan misi
perusahaan. Misi dari PT. Frisian Flag Indonesia adalah untuk menyediakan produk
bergizi dan yang terjangkau bagi keluarga Indonesia, mendukung peningkatan kualitas
kehidupan peternak, dan berkontribusi pada kelangsungan hidup generasi masa depan
yang lebih baik.
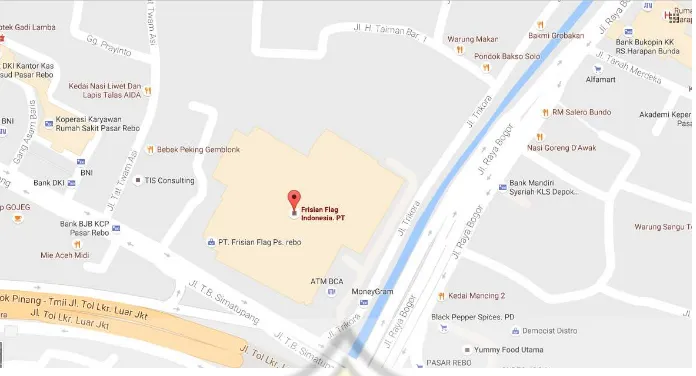
2.3. Lokasi dan Tata Letak
PT. Frisian Flag Indonesia Plant Pasar Rebo terletak di Jalan Raya Jakarta-Bogor Km 5,
Pasar Rebo, Jakarta Timur. Area pabrik ini seluas 49.650 m2 dengan status kepemilikan
dan hak guna bangunan dengan sertifikat HGB No. 3 Desa Gedong. Gambar lokasi PT.
Gambar 2.Lokasi PT. Frisian Flag Indonesia Plant Pasar Rebo
(sumber: https://www.frisianflag.com/tentang-kami/frisian-flag-indonesia)
Area pabrik terbagi menjadi tiga bangunan. Bangunan pertama terdiri dari ruang kantor
dan staff untuk administrasi perusahaan, gudang, dan laboratorium departemen
pengendalian mutu (QC). Bangunan kedua berisi ruang proses produksi susu kental manis
(SCM processing), ruang pengemasan susu kental manis (SCM packaging), ruang
evaporasi, ruang CIP (Clean in Place), penerimaan susu murni, gudang, kantor, ruang
spray dryer (powder processing), ruang pengemasan susu bubuk (powder packaging),
dan laboratorium kecil untuk uji kualitas susu murni. Bangunan ketiga terdiri dari power
house, kantin, ruang binatu (laundry), ruang ganti pakaian, toilet, dan mushola.
Secara geografis, batas-batas sekitar lokasi Pabrik PT. Frisian Flag Indonesia Plant Pasar
Rebo adalah:
Sebelah utara : Pemukiman penduduk
Sebelah selatan : Jalan TB Simatupang
Sebelah barat : Rumah Sakit Umum Daerah Pasar Rebo
Sebelah timur : Jalan Raya Bogor
PT. Frisian Flag Indonesia sudah memenuhi kategori persyaratan Perusahaan Olahan
Pangan menurut peraturan menteri Perindustrian dalam CPPOB. PT. Frisian Flag
banyak sampah, dan lingkungan terbuka di luar banguan pabrik tidak digunakan untuk
kegiatan produksi.
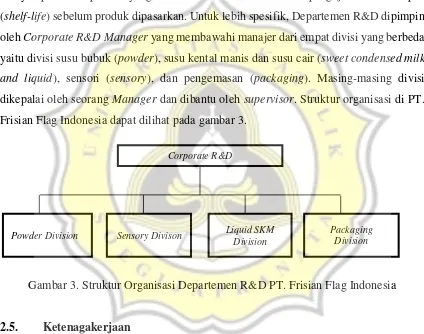
2.4. Struktur Organisasi
Di PT. Frisian Flag Indonesia, jabatan kepemimpinan tertinggi dipegang oleh presiden
direktur yang dibawahnya terdapat lima orang direktur untuk setiap departemennya.
Pelaksanaan kerja praktek dilakukan di Departemen Research and Development (R&D)
yang bertugas untuk melakukan berbagai riset dan pengembangan produk baru maupun
menyempurnakan produk yang telah beredar serta melakukan pengujian umur simpan
(shelf-life) sebelum produk dipasarkan. Untuk lebih spesifik, Departemen R&D dipimpin
oleh Corporate R&D Manager yang membawahi manajer dari empat divisi yang berbeda
yaitu divisi susu bubuk (powder), susu kental manis dan susu cair (sweet condensed milk
and liquid), sensori (sensory), dan pengemasan (packaging). Masing-masing divisi
dikepalai oleh seorang Manager dan dibantu oleh supervisor. Struktur organisasi di PT.
Frisian Flag Indonesia dapat dilihat pada gambar 3.
Gambar 3. Struktur Organisasi Departemen R&D PT. Frisian Flag Indonesia
2.5. Ketenagakerjaan
Hingga saat ini, PT. Frisian Flag Indonesia memiliki setidaknya 2500 pekerja yang
sebagian besar merupakan tenaga kerja domestik, tetapi terdapat juga beberapa tenaga
kerja asing. Sistem hubungan kerja kepegawaiannya terbagi menjadi dua kelompok yaitu
karyawan tetap dan karyawan tidak tetap. Karyawan tetap tidak memiliki tenggang waktu
untuk hubungan kerja, mengikuti hari dan jam kerja yang berlaku, sedangkan karyawan
tidak tetap memiliki tenggang waktu untuk hubungan kerja, mengikuti hari dan jam kerja
yang berlaku. Karyawan tidak tetap biasanya adalah karyawan yang masih dalam masa
Corporate R&D
Powder Division Sensory Divison Liquid SKM Division
dengan posisi yang ditentukan atau tidak.
Regulasi bagi seluruh karyawan disusun untuk tetap menjaga budaya disiplin di PT.
Frisian Flag Indonesia. Setiap pelanggaran yang terjadi akan disikapi dengan tegas
melalui surat peringatan lisan atau tertulis tingkat satu, dua, dan tiga. PT. Frisian Flag
Indonesia juga memberikan uang pensiun kepada karyawan yang telah mencapai usia
pensiun dan juga menyediakan berbagai tunjangan untuk karyawannya seperti tunjangan
hari raya, tunjangan akhir tahun, dan asuransi kecelakaan 24 jam. Selain itu juga terdapat
fasilitas kesehatan dan keselamatan kerja, tunjangan transportasi, makan pagi dan siang,
dan kesehatan. Setiap bulannya perusahaan juga memberikan jatah susu hasil
produksinya kepada karyawan sesuai dengan ketentuan perusahaan.
Jumlah jam kerja bagi seluruh karyawan PT. Frisian Flag Indonesia adalah 40 jam kerja
per minggu. Karyawan kantor di PT. Frisian Flag Indonesia bekerja secara reguler dari
hari Senin hingga Jumat mulai jam 08.00 – 16.30 dan hari Sabtu hingga Minggu libur. Karyawan yang berkaitan dengan kegiatan operasional produksi seperti karyawan
produksi, warehouse, dan logistik terbagi ke dalam 3 shift per hari. Bagi karyawan yang
bekerja melebihi 40 jam kerja dalam satu minggu akan mendapat upah lembur sesuai
dengan ketentuan perusahaan. Selain itu, setiap karyawan berhak mendapatkan jatah cuti
tahunan sebanyak 12 hari kerja yang tidak dapat diakumulasikan. Karyawan wanita juga
11 3. SPESIFIKASI PRODUK
3.1. Produk PT. Frisian Flag Indonesia
PT. Frisian Flag Indonesia memproduksi berbagai jenis produk olahan susu seperti susu
bubuk, susu cair (ready to drink), dan susu kental manis. PT. Frisian Flag Indonesia
memiliki dua pabrik, yang pertama terletak di Pasar Rebo dan yang kedua terletak di
Ciracas. Varian produk yang dihasilkan oleh PT. Frisian Flag Indonesia dapat dilihat pada
tabel 1.
Tabel 1. Berbagai Macam Produk Susu di PT. Frisian Flag Indonesia
No. Jenis
Produk Nama dan Varian Gambar Produk
1 Susu Bubuk Ibu & Balita
Frisian Flag Mama
Frisian Flag Awal
11 Frisian Flag
Langkah
6-12 Bulan
Frisian Flag Jelajah
1-3 Tahun
Frisian Flag Karya
4-6 Tahun
Susu Frisomum
11 Susu Friso Gold 3
Susu Friso Gold 4
2 Susu Bubuk Keluarga
Frisian Flag
Purefarm Full
Cream
Frisian Flag
11 Frisian Flag
Purefarm Instant
Frisian Flag Susu
Bubuk Instant
Madu
Frisian Flag Susu
Bubuk Instant
Cokelat
3 Susu Siap Minum
Purefarm Full
11 Purefarm Flavour
Milk
Purefarm Low Fat
Milky Kotak
11 Kids
4 Susu Kental Manis
Frisian Flag Full
Cream Gold
Frisian Flag
Bendera Kental
Manis
Frisian Flag
11 Omela Krimer
Kental Manis
Frisian Flag Mut
Mut
3.2. Sistem Pemasaran Produk
PT. Frisian Flag Indonesia membagi sistem pemasaran produk menjadi beberapa bagian.
Hal tersebut dilakukan dengan tujuan untuk meningkatkan efisiensi pemasaran, mulai
dari tahap pembelian bahan baku, peluncuran produk, hingga produk terdistribusi secara
merata dan diterima oleh konsumen. PT. Frisian Flag Indonesia tidak secara langsung
mendistribusikan produknya ke konsumen, tetapi melewati distributor cabang yang
tersebar hampir di seluruh wilayah Indonesia terlebih dahulu. PT. Frisian Flag Indonesia
memiliki tujuh kantor pemasaran dan kantor perwakilan di seluruh Indonesia. Daerah
pemasaran dibagi menjadi beberapa daerah untuk mempermudah pendistribusian produk
ke pemasok, distributor, grosir, serta pengecer. Pengiriman ke distributor dilakukan di
gudang PT. Frisian Flag Indonesia yang terletak di Cibitung. PT. Frisian Flag Indonesia
memasarkan produknya sesuai permintaan dalam skala lokal, kemudian untuk produk
tertentu akan diekspor sesuai dengan prosedur yang sudah ditetapkan. Selain itu, PT.
Frisian Flag Indonesia juga memasarkan produknya secara on line sehingga konsumen
dapat dengan mudah membeli produk. Tahapan pemasaran dan penjualan produk dapat
11
PT Frisian Flag Indonesia
Distributor Ekspor
Grosir
Supermarket Pengecer
Konsumen Konsumen
Gambar 4. Rantai Pemasaran Produk yang Dihasilkan PT. Frisian Flag Indonesia
Tahapan pemasaran produk tersebut dinilai cukup efisien dikarenakan alurnya perjalanan
produk dari pabrik hingga ke tangan konsumen tidak terlalu panjang sehingga mutu
19
4. DEPARTEMEN RESEARCH AND DEVELOPMENT DIVISI LIQUID PT. FRISIAN FLAG INDONESIA
Departemen Research and Development (R&D) memiliki tugas untuk melakukan riset
dan pengembangan produk baik produk baru maupun produk yang telah beredar di
pasaran. Selama kerja praktek di R&D PT. Frisian Flag Indonesia, penulis ditempatkan
di divisi liquid atau susu cair. Pekerjaan rutin yang harus dilakukan selama kerja praktek
ini adalah untuk menguji umur simpan (shelf-life) produk yang akan dirilis ke pasaran
dan untuk membuat prototype produk yang akan dirilis ke pasaran (dapat berupa produk
baru maupun penyempurnaan produk yang sudah ada) dalam skala laboratorium (lab
scale) sebelum dilanjutkan ke trial skala pabrik.
4.1. Shelf-Life
Susu merupakan cairan berwarna putih yang disekresi oleh kelenjar susu (glandula
mammae) pada mamalia betina untuk bahan makanan dan sumber gizi anaknya (Bylund,
1995). Karena kandungan gizinya yang sangat beragam, susu menjadi mudah rusak.
Pengolahan pada industri secara komersial bertujuan untuk memperpanjang umur simpan
produk tersebut. Pengujian umur simpan (shelf-life) harus dilakukan sebelum produk
dirilis ke pasaran untuk memastikan produk masih aman dikonsumsi hingga batas waktu
tertentu (Herawati, 2008). Pengujian umur simpan susu dilakukan untuk mengetahui
kondisi produk setiap periode waktu. Dalam pengujian umur simpan susu cair, parameter
yang diamati adalah uji organoleptik, pH, viskositas, dan warna.
Pengujian umur simpan biasanya menggunakan sampel yang disimpan pada suhu 5oC
(refrigerator), 30oC (suhu ruang), 40oC (inkubator). Pada kondisi penyimpanan suhu
40oC, susu akan mengalami penurunan kualitas lebih cepat dibanding suhu ruang maupun
refrigerator. Hal ini dikarenakan meningkatnya energi kinetik pada suhu tinggi sehingga
gerakan partikel dan molekul dalam susu terganggu, seperti protein lebih cepat
terdenaturasi dan stabilizer kehilangan kemampuannya (Arpah, 2001). Penyimpanan
pada suhu 40oC ini disebut sebagai metode accelerated shelf life testing (ASLT). Salah
satu keuntungan penggunaan metode ASLT ini adalah mempersingkat waktu pengujian
20
produk yang disimpan pada suhu 40oC selama satu minggu.
4.1.1. Uji pH
Nilai pH atau derajat keasaman digunakan untuk menyatakan tingkat keasaman yang
dimiliki oleh suatu zat atau larutan. Nilai pH menunjukkan kadar ion hydrogen (H+)
dalam suatu zat atau larutan (Mulja & Suharman, 1995). Alat yang digunakan untuk
mengukur nilai pH pada produk susu cair di PT. Frisian Flag Indonesia adalah pH meter.
Alat pH meter yang digunakan dapat dilihat pada gambar 5.
Gambar 5. pH meter
(Sumber: Dokumentasi Pribadi)
Sebelum dilakukan pengujian, alat pH meter dikalibrasi terlebih dahulu menggunakan
larutan buffer pH 4 dan pH 7. Setelah itu, pengukuran pH dilakukan dengan mencelupkan
elektroda ke dalam sampel yang akan diuji hingga nilai pH yang tertera di layar stabil.
Umumnya, semakin lama umur simpan susu, maka derajat keasamannya semakin tinggi
(semakin asam) yang menunjukkan menurunnya kualitas susu. Keasaman pada susu
dapat memicu koagulasi dan pembentukan gel pada susu. pH pada susu segar berkisar
21 4.1.2. Uji Viskositas
Nilai viskositas atau kekentalan menggambarkan besarnya hambatan atau resistensi
cairan terhadap aliran, pengadukan atau shaker. Apabila cairan dipaksa bergerak melalui
suatu tabung, partikel dalam cairan tersebut akan bergerak lebih cepat di dekat sumbu
tabung tersebut dan lebih lambat di dekat dindingnya (Boda et al., 2015). Alat yang
digunakan untuk mengukur viskositas produk susu cair di PT. Frisian Flag Indonesia
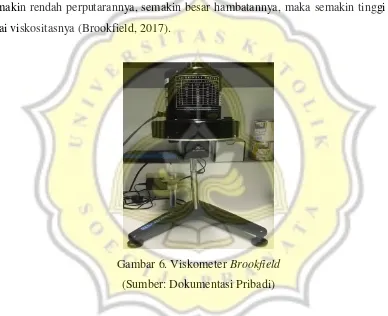
adalah viscometer Brookfield yang dapat dilihat pada gambar 6. Viskometer Brookfield
merupakan salah satu viskometer gasing atau kumparan yang dicelupkan ke dalam
sampel uji untuk mengukur ketahanan gerak. Prinsip kerja dari viskometer adalah
semakin rendah perputarannya, semakin besar hambatannya, maka semakin tinggi pula
nilai viskositasnya (Brookfield, 2017).
Gambar 6. Viskometer Brookfield
(Sumber: Dokumentasi Pribadi)
Dalam pengujian viskositas susu cair, spindle yang digunakan adalah spindle nomor 1.
Sampel dituang ke dalam wadah yang telah disediakan kemudian spindle dicelupkan ke
dalam wadah tersebut sampai tanda garis spindle tertutup. Selanjutnya clamp lever
dilepaskan kemudian pembacaan skala dilakukan ketika jarum penunjuk skala sudah
stabil. Nilai viskositas diperoleh dari skala yang terbaca dikalikan dengan faktor konversi.
Besarnya faktor konversi tergantung dari nomor spindle dan kecepatan putar spindle.
Apabila menggunakan spindle nomor 1 dengan kecepatan putar 12 rpm, maka hasil yang
22
Viskositas dari susu cair lebih besar dibandingkan dengan air karena susu mengandung
padatan yang terdispersi ke dalam bentuk larutan. Besarnya viskositas pada susu
tergantung dari komposisi susu, suhu, dan umur susu. Semakin banyak konsentrasi gula
dalam susu maka semakin tinggi pula nilai viskositasnya karena gula akan mengikat air
sehingga kadar padatan terlarut akan meningkat. Viskositas susu pada suhu rendah lebih
tinggi dibandingkan pada suhu tinggi. Semakin lama susu disimpan, viskositasnya akan
meningkat karena terjadi perubahan protein susu (Anema et al., 2014).
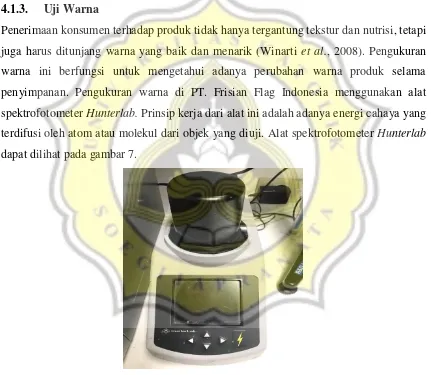
4.1.3. Uji Warna
Penerimaan konsumen terhadap produk tidak hanya tergantung tekstur dan nutrisi, tetapi
juga harus ditunjang warna yang baik dan menarik (Winarti et al., 2008). Pengukuran
warna ini berfungsi untuk mengetahui adanya perubahan warna produk selama
penyimpanan. Pengukuran warna di PT. Frisian Flag Indonesia menggunakan alat
spektrofotometer Hunterlab. Prinsip kerja dari alat ini adalah adanya energi cahaya yang
terdifusi oleh atom atau molekul dari objek yang diuji. Alat spektrofotometer Hunterlab
dapat dilihat pada gambar 7.
Gambar 7.Spektrofotometer Hunterlab
(Sumber: Dokumentasi Pribadi)
Alat Hunterlab dapat mengukur intensitas perubahan warna susu berdasarkan skala L*,
23
pantul yang menghasilkan warna akromatik putih, abu-abu, dan hitam. Nilai L* memiliki
skala 0 menyatakan warna hitam gelap hingga 100 yang menyatakan warna putih terang.
Nilai a* menunjukkan warna kromatik merah – hijau, nilai a* positif memiliki skala 0 sampai +80 dan menyatakan tingkat kemerahan sampel, nilai a* negatif memiliki skala 0
sampai -80 dan menyatakan tingkat kehijauan sampel. Nilai b* menunjukkan warna
kromatik kuning – biru, nilai b* positif memiliki skala 0 sampai +70 dan menyatakan tingkat kekuningan sampel, nilai b* negative memiliki skala 0 sampai -70 dan
menyatakan tingkat kebiruan sampel (Arpah & Syarief, 2000).
Sebelum melakukan pengujian sampel, alat hunterlab dikalibrasi terlebih dahulu
menggunakan plat standar berwarna hitam dan putih. Selanjutnya sampel dituang ke
dalam kuvet hingga batas karet, kemudian diletakkan pada tempat pembacaan kuvet, lalu
ditutup dengan tutup kuvet. Tombol read selanjutnya ditekan yang akan menyebabkan
sensor memancarkan cahaya yang akan dipantulkan oleh sampel sampai sudut tertentu
lalu pantulan tersebut diteruskan ke sensor spectral dan skala warna akan terbaca di layar.
Secara umum, produk yang umur simpannya lebih lama akan mengalami pemudaran
warna. Hal ini terjadi karena adanya interaksi antar komponen dalam produk yang
menyebabkan kestabilan dan mutu produk menurun (Herawati, 2008). Selain itu,
penyimpanan pada suhu 40oC juga dapat menurunan intensitas warna. Hal ini
dikarenakan pada suhu yang lebih tinggi akan mempercepat kerusakan gugus kromofor
pada pigmen yang berdampak pada kerusakan warna (Winarti et al., 2008).
4.1.4. Pengamatan Sedimentasi
Sedimentasi merupakan suatu endapan yang dihasilkan akibat denaturasi protein. Selama
penyimpanan, protein dan komponen penyusun susu lainnya yang tidak stabil terhadap
panas akan mengalami koagulasi. Semakin tinggi suhu penyimpanan, semakin banyak
protein yang terdenaturasi sehingga partikel susu-susu tersebut mengendap dan
menyebabkan sedimentasi pada susu. Faktor lain yang mempengaruhi pembentukan
sedimen adalah jenis dan konsentrasi stabilizer, ukuran partikel pewarna, lama
penyimpanan, dan bahan baku penyusun susu lainnya (Bohren & Wenner, 1961).
24
menambahkan bahwa penambahan garam kalsium dalam pembuatan produk dapat
meningkatkan kecepatan sedimentasi produk, sedangkan penambahan trisodium sitrat
dan disodium hidrogen fosfat dapat mengurangi pembentukan sedimentasi.
Pengamatan sedimentasi dilakukan secara visual. Sedimen yang terbentuk di bagian
bawah kemasan susu cair dibandingkan dengan standar penilaian sedimen yang telah
ditetapkan oleh PT. Frisian Flag Indonesia. Semakin lama susu disimpan, semakin banyak
endapan yang terbentuk dikarenakan sedimen dapat terbentuk karena adanya padatan
yang tidak terlarut sempurna dan apabila suatu sistem dispersi didiamkan dalam kurun
waktu tertentu padatan tersebut dapat terpisah dari larutan (Moller et al., 2012).
4.1.5. Uji Organoleptik Metode IDF (International Dairy Federation)
Uji organoleptic atau uji sensori merupakan salah satu analisa mutu yang penting karena
tidak semua atribut mutu dalam bahan pangan dapat dianalisa menggunakan alat maupun
instrument (Resurreccion, 1998). Pengujian organoleptik yang dilakukan di PT. Frisian
Flag Indonesia mengacu pada standar internasional ISO 22935-3: 2009 dan IDF
(International Dairy Federation) 99-3:2009 mengenai “Milk and milk-products- Sensory analysis- Part 3: Guidance on a method for evaluation of compliance with product
specifications for sensory properties by scoring”. Pengujian organoleptik ini dapat memberikan indikasi kebusukan, penurunan mutu, dan kerusakan lain dari produk
(Lawless & Heymann, 2010).
Secara prinsip, karakteristik sensori pada masing-masing sampel akan diuji seorang
panelis. Setiap panel akan mengevaluasi sampel menggunakan skala interval yang terdiri
dari 5 poin penilaian untuk memperkirakan kemungkinan adanya penyimpangan produk
yang diuji dari produk standar. Nilai 5 untuk sampel yang memiliki karakteristik yang
sama dengan standar, nilai 4 menunjukkan sampel memiliki rasa yang sedikit berbeda
dengan standar, nilai 3 menunjukkan sampel memiliki rasa yang berbeda nyata dengan
standar, nilai 2 menunjukkan sampel memiliki rasa yang sangat berbeda nyata dengan
standar, dan nilai 1 menunjukkan sampel memiliki rasa yang sangat berbeda nyata sekali
25 4.2. Lab Scale / Prototype
Pembuatan prototype merupakan tahapan awal dalam pengembangan produk pangan.
Pembuatan dalam skala kecil (lab scale) bertujuan untuk memberikan gambaran produk
akhir sesuai dengan konsep setiap proyek sebelum dilanjutkan dalam skala besar. Selain
itu, keuntungan lain dari pembuatan prototype adalah untuk mengetahui produk yang
akan dikembangkan sudah sesuai dengan konsep yang diinginkan, baik dari segi sensori
maupun kestabilannya.
4.2.1. Bahan Baku
Berikut ini merupakan bahan baku pembuatan susu cair secara umum:
a. Susu Segar
Susu segar merupakan bahan baku utama produksi susu cair. Susu segar yang digunakan
oleh PT. Frisian Flag Indonesia merupakan susu yang telah melalui tahap pasteurisasi
sehingga kualitasnya terjamin. Syarat mutu susu segar dapat dilihat pada Tabel 2.
Tabel 2.Syarat Mutu Susu Segar
Komponen Utama Kadar (%)
Air merupakan komponen utama dalam susu, yaitu sekitar 84-89%. Kandungan air ini
berfungsi untuk melarutkan zat-zat yang terkandung di dalam susu dan untuk
mempertahankan bentuk susu sebagai larutan sehingga mudah dicerna (Hung & Zayas,
1992). Dalam proses pembuatan susu UHT cair, air yang digunakan jenisnya sama tetapi
treatment-nya berbeda. Air yang digunakan selama proses pembuatan adalah air biasa
sebagai bahan baku, dan air untuk standarisasi yang sebelumnya melalui beberapa
treatment. Air untuk bahan baku disaring dan dipanaskan hingga suhunya mencapai 70oC
26
untuk standarisasi sebelumnya telah di-treatment secara filtrasi dan kemudian
didinginkan lalu treatment menggunakan UV sehingga kandungan mikroorganismenya
berkurang. Air standarisasi ditambahkan ketika susu cair telah tercampur namun belum
memenuhi standar produk Frisian Flag.
c. Susu Bubuk Skim atau Skimmed Milk Powder (SMP)
Skimmed Milk Powder (SMP) merupakan produk susu yang diperoleh dengan
menghilangkan komponen air dan lemak dengan cara pengeringan tetapi masih
mengandung galaktosa, protein, mineral, dan vitamin. Penambahan SMP berfungsi untuk
meningkatkan total solid susu bukan lemak (milk solid non fat atau MSNF) karena SMP
memiliki kandungan padatan 9,25% dari total padatan yang terdapat pada susu dan
kandungan lemaknya kurang dari 1,5%. Penambahan MSNF ini bertujuan untuk
mencapai standar produk tanpa perlu menambahkan susu segar. Selain itu, SMP juga
berfungsi sebagai sumber protein tambahan pada susu cair dan memperbaiki tekstur
produk akhir (Bylund, 1995).
d. Gula
Gula dalam industri pangan biasanya digunakan untuk menyatakan sukrosa. Sukrosa
sebagian besar didapat dari tebu (Hartel et al., 2018). Di PT. Frisian Flag sendiri terdapat
beberapa jenis gula yang digunakan pada produksi susu. Secara umum, gula yang
digunakan merupakan gula kristal yang telah dirafinasi. Penambahan gula pada
pembuatan susu cair adalah untuk meningkatkan rasa manis pada produk dan untuk
meningkatkan tekstur creamy pada susu.
e. Stabilizer dan Emulsifier
Stabilizer merupakan senyawa penstabil yang membuat senyawa fase lemak dan air susu
cair tetap stabil sampai produk berada di tangan konsumen (Schmidt, 1994). Stabilizer
dan emulsifier ini perlu ditambahkan agar selama penyimpanan produk, tampilan produk
tetap terjaga (tidak terjadi pemisahan). Emulsifier yang ditambahkan pada produk susu
27 f. Anhydrous Milk Fat (AMF)
Anhydrous Milk Fat (AMF) merupakan produk lemak susu murni yang didapatkan dari
susu segar, krim, atau mentega tanpa tambahan penetral. AMF diperoleh dari proses
separasi, deodorisasi, bleaching, dan pengeringan sehingga diperoleh lemak susu tidak
berbau. Dalam pembuatan susu cair, AMF berfungsi sebagai sumber lemak sehingga
kadar lemak produk akhir sesuai dengan standar. AMF digunakan sebagai sumber lemak
karena memiliki rasa khas susu sehingga tidak akan mengubah rasa produk. Selain itu,
lemak susu juga mudah tercampur selama proses pencampuran (Bylund, 1995).
g. Pewarna Makanan
Pewarna makanan merupakan bahan tambahan pangan yang dapat memberikan maupun
memperbaiki warna pada produk. Pewarna makanan sintetik sering digunakan karena
harganya lebih ekonomis dan warnanya lebih stabil selama penyimpanan dibandingkan
pewarna alami. Pada produk susu cair stroberi, pewarna yang digunakan adalah Ponceau
4R CI 16255, sedangkan untuk produk susu cair cokelat tidak ditambahkan pewarna
karena warna cokelat didapatkan dari penambahan bubuk kakao.
h. Flavor (Perisa)
Flavor (perisa) merupakan bahan tambahan pangan yang dapat memperkuat dan
mempertegas rasa dan aroma produk. Pada produk susu cair stroberi, ditambahkan flavor
stroberi, pada produk susu cair cokelat ditambahkan flavor cokelat untuk meningkatkan
rasa cokelat produk.
i. Vitamin dan Mineral
Vitamin merupakan senyawa kompleks yang diperlukan tubuh dalam jumlah kecil
(mikronutrien) untuk membantu kelancaran penyerapan gizi dan proses metabolisme
tubuh. Vitamin ditambahkan pada produk dengan tujuan untuk meningkatkan nilai nutrisi
produk. Vitamin yang sering ditambahkan untuk fortifikasi produk adalah vitamin A, B1,
B2, B3, B12, dan D3. Vitamin tersebut biasanya ditambahkan dalam bentuk bubuk
premix. Sedangkan mineral merupakan logam-logam yang diperlukan oleh tubuh untuk
menjaga metabolisme tubuh. Mineral juga ditambahkan untuk meningkatkan nilai gizi
28 sering ditambahkan ke dalam susu adalah kalsium.
4.2.2. Proses Produksi
Proses pembuatan prototype lab scale dikondisikan semirip mungkin dengan proses
produksi susu di pabrik. Mulai dari rasio bahan baku, urutan pencampuran, dan juga
perlakuan/ treatment. Langkah pertama yang harus dilakukan dalam pembuatan prototype
ini adalah menimbang bahan baku sesuai dengan resep atau formulasi. Bahan yang
digunakan sudah dijelaskan pada bab 4.2.1. tetapi untuk mineral dan vitamin sangat
jarang ditambahkan dalam pembuatan prototype karena jumlahnya yang terlalu sedikit.
Pembuatan prototype dilakukan menggunakan alat pencampur berkecepatan tinggi.
Bahan yang telah ditimbang kemudian dimasukkan ke alat. Air yang digunakan harus
bersuhu 70-75oC. Hal ini bertujuan untuk melarutkan stabilizer yang ditambahkan
sehingga dapat bekerja secara optimal. Jika stabilizer tidak larut seluruhnya maka
kestabilan produk akhir akan terganggu. Selanjutnya bubuk susu dimasukkan, diikuti
dengan bahan-bahan lainnya sesuai dengan urutan penambahan. Setelah semua bahan
tercampur, produk kemudian disaring menggunakan saringan biasa untuk memisahkan
padatan yang belum terlarut maupun pengotor. Tahap terakhir dari pembuatan prototype
ini adalah pemanasan produk akhir menggunakan oven microwave yang bertujuan untuk
menstabilkan seluruh komponen produk akhir susu. Walaupun secara garis besar mirip,
tetapi tidak semua proses pembuatan susu dapat terealisasikan secara sempurna dalam
pembuatan prototype. Beberapa proses dilakukan dengan alat minimalis yang dianggap
merepresentasikan proses yang sesungguhnya.
Proses pembuatan susu UHT skala pabrik melewati beberapa tahapan yaitu pencampuran
bahan baku, penyaringan, pendinginan, standarisasi dalam storage tank, homogenisasi,
sterilisasi, cooling, penyimpanan dalam aseptic tank, dan aseptic filling. Susu UHT
dibuat dengan proses pemanasan pada suhu tinggi dalam waktu singkat yang bertujuan
untuk membunuh seluruh mikroorganisme. Pemanasan secara singkat bertujuan untuk
meminimalisir kerusakan yang signifikan pada susu. Proses pengolahan susu UHT dapat
29
Gambar 8.Proses Pengolahan Susu UHT (Ultra High Temperature)
Tahap pertama dalam pembuatan susu UHT adalah pencampuran bahan baku (mixing).
Mixing dilakukan di dumping room dan pencampuran menggunakan dissolver tank yang
dilengkapi dengan agitator (pengaduk). Selanjutnya terdapat proses penyaringan untuk
memisahkan produk dengan pengotor maupun benda asing yang tidak diinginkan seperti
sisa bahan baku atau material yang tidak terlarut sempurna. Kemudian terjadi proses
pendinginan dengan suhu maksimal 15oC. Proses pendinginan berfungsi untuk mencegah
pertumbuhan mikroorganisme yang tahan terhadap panas. Proses ini sering disebut
sebagai thermal shock.
Produk selanjutnya masuk ke dalam storage tank untuk distandarisasi. Standarisasi ini
bertujuan untuk mengecek apakah susu yang akan diproduksi sudah sesuai dengan
standar yang ditetapkan sebelum masuk ke proses selanjutnya. Apabila produk telah
distandarisasi, produk masuk ke tahap homogenisasi. Homogenisasi bertujuan untuk
menyamakan ukuran partikel-partikel susu menggunakan tekanan 230 bar pada suhu
30
sterilization pada suhu 138-142oC selama 2-4 detik. Selama proses sterilisasi, dilakukan
pengontrolan suhu dan waktu berlangsungnya sterilisasi di holding tube. Pengontrolan ini
merupakan faktor kritis dalam menentukan cita rasa susu UHT dan efektivitas sterilisasi
dalam menghilangkan bakteri thermofilic spore. Setelah sterilisasi selesai, susu dialirkan
menuju storage aseptic tank. Selama dialirkan, susu dijaga suhunya agar tidak lebih dari
30oC. Selanjutnya susu akan dikemas ke dalam kemasan multilayer tetrapack secara
aseptics (aseptic filling). Pengepakan secara aseptis ini bertujuan untuk meminimalisir
kontaminasi mikroorganisme ke dalam produk. Susu yang telah dikemas kemudian
31
5. PERSEPSI KONSUMEN TERHADAP PEWARNA ALAMI DAN PEWARNA SINTETIK PADA PRODUK SUSU UHT STROBERI
5.1. Latar Belakang
Warna makanan merupakan suatu parameter penting dalam evaluasi sensori. Persepsi
visual, terutama warna, merupakan penilaian awal mengenai kualitas produk tersebut
(Stich, 2016). Pewarna makanan sering ditambahkan ke dalam produk pangan untuk
membuat produk lebih menarik dan menggugah selera (Chen et al., 1998). Selain itu
penambahan pewarna juga berguna untuk mengembalikan warna bahan awal yang hilang
selama proses produksi (Abbey et al., 2014). Menurut Amchova et al. (2015),
penggunaan pewarna makanan antara lain karena:
1. Mengembalikan warna yang hilang akibat paparan cahaya, udara, suhu dan kondisi
penyimpanan;
2. Meminimalisir perbedaan warna produk antara batch satu dengan lainnya;
3. Meningkatkan warna alami dari produk sehingga produk semakin menarik;
4. Memberi warna pada produk yang tidak berwarna;
5. Memudahkan konsumen dalam membedakan berbagai macam produk.
Pewarna makanan dapat dibedakan menjadi beberapa kategori pembeda, yaitu asal
(alami, identik dengan alami, atau sintetik; organik dan inorganik), solubilitas (soluble
dan insoluble), dan kemampuan memberi warna (transparan dan opaque). Pewarna alami
biasanya diekstrak dari tanaman dan bisa juga dari sumber lain seperti serangga, alga,
cyanobacteria, dan jamur. Pewarna alami dapat dikelompokkan menjadi beberapa kelas
seperti tetrapirol (contoh: klorofil), tetraterpenoid (contoh: karotenoid), flavonoid
(contoh: antosianin), anthraquinone (contoh: karmin, lac, kirmizi, dan madder), dan
betalain (contoh: ubi bit merah) (Amchova et al, 2015). Pewarna alami dapat memicu
perubahan tekstur, aroma, dan flavor yang tidak diharapkan di produk. Pewarna alami
juga lebih tidak stabil dan konsisten, serta dapat berubah karakteristiknya bergantung
pada pH, vitamin, flavor, dan kandungan garam pada produk. Pewarna alami sendiri
mudah terkontaminasi trace metal yang tidak diharapkan, insektisida, herbisida, dan
bakteri (Griffiths, 2005). Pewarna identik dengan alami adalah pewarna buatan yang
senyawa pewarna azo. Pewarna sintetik banyak digunakan karena dapat memberikan
warna yang lebih intens dan permanen dibandingkan pewarna alami, selain itu juga tidak
mempengaruhi flavor produk dan lebih stabil (Amchova et al., 2015). Pewarna sintetik
lebih mudah untuk diproduksi, murah, dan kepekatan warnanya tinggi sehingga hanya
membutuhkan jumlah yang sedikit. Pewarna sintetik mudah larut dan tercampur ke dalam
produk serta tidak menimbulkan flavor yang tidak diharapkan (Downham & Collins,
2000).
Penggunaan pewarna sendiri sudah dilegalkan sejak tahun 1880-an, dan hingga dekade
ini, sebagian besar industri masih menggunakan pewarna sintetik sebagai pewarna utama
produk pangan mereka. Jika dibandingkan dengan pewarna alami, pewarna sintetik
memang lebih stabil, tidak menimbulkan reaksi-reaksi yang tidak diinginkan, harga
produk dapat lebih murah karena jumlah yang digunakan sedikit dan harga pewarna
sintetik lebih murah dibandingkan pewarna alami. Selain itu, range warna dari pewarna
sintetik lebih besar dibandingkan pewarna alami dan warna yang dihasilkan oleh pewarna
sintetik lebih pekat dan terang, pewarna alami cenderung menghasilkan warna yang lebih
tipis, kusam dan pastel (Griffiths, 2005). Seiring berjalannya waktu banyak pewarna yang
sudah tidak diperbolehkan lagi karena ada beberapa bukti yang menunjukkan efek
samping dan toksisitas pada jangka panjang. Bukan hanya pewarna sintetik saja
melainkan pewarna yang berasal dari tumbuhan maupun hewan juga tidak diperbolehkan
(Martins et al., 2016).
Beberapa tahun belakangan, kepuasan konsumen tidak hanya didapatkan dari rasa,
penampilan, aroma, dan kemenarikan produk, melainkan juga dari sisi kesehatan.
Konsumen lebih memilih untuk mengkonsumsi produk yang menggunakan pewarna
alami dibandingkan pewarna sintetik. Konsumen merasa bahwa penggunaan natural
products lebih menyehatkan. Selain itu, ada penelitan yang menunjukkan bahwa pewarna
alami dapat berperan sebagai antioksidan dan juga pengawet (Martins et al., 2016).
Meskipun begitu, anak-anak dan remaja masih menyukai produk dengan warna yang
pekat dan terang (Griffiths, 2005). Hal ini menyebabkan industri berlomba-lomba
menarik (Martins et al., 2016). Walaupun begitu, informasi mengenai tingkat preferensi
konsumen mengenai pewarna alami dan pewarna sintetik yang digunakan industri
terutama pada produk susu masih sangat terbatas.
5.2. Tujuan
Mengetahui adanya perbedaan persepsi konsumen dari berbagai kalangan terhadap
penggunaan pewarna alami dan pewarna sintetis pada produk susu UHT stroberi yang
beredar di pasaran.
5.3. Metodologi
5.3.1. Penentuan Sampel
Sampel susu UHT stroberi dibeli di supermarket yang terletak di daerah Jakarta Timur.
Untuk mengurangi adanya bias dalam pengujian, sampel yang dipilih memiliki tanggal
kadaluarsa yang kurang lebih sama. Pengujian ini menggunakan 6 sampel dengan merek
yang berbeda-beda, antara lain Ultra Milk, Zee, Vidoran, Clevo, Frisian Flag, dan
Indomilk. Pewarna yang digunakan pada sampel dapat dilihat pada tabel 3.
Tabel 3.Pewarna yang Digunakan pada Sampel
Sampel Jenis Pewarna Keterangan
Ultra Milk Karmin (CI 75470) Pewarna Alami
Zee Karmin (CI 75470) Pewarna Alami
Ponceau 4R (CI 16255) Pewarna Sintetik
Vidoran Karmin (CI 75470) Pewarna Alami
Beta Karoten (CI 75130) Pewarna Alami Ponceau 4R (CI 16255) Pewarna Sintetik
Clevo Karmoisin (CI 14720) Pewarna Sintetik
Ponceau 4R (CI 16255) Pewarna Sintetik Frisian Flag Ponceau 4R (CI 16255) Pewarna Sintetik Indomilk Ponceau 4R (CI 16255) Pewarna Sintetik Karmoisin (CI 14720) Pewarna Sintetik
5.3.2. Penentuan Panelis
Panelis pada proyek kali ini berjumlah 15 orang. Panelis dipilih secara acak dan sebagian
besar merupakan orang yang berada di departemen R&D PT. Frisian Flag Indonesia.
Panelis dapat dikelompokkan ke dalam 3 golongan pendidikan yang berbeda. Golongan
orang. Golongan kedua merupakan panelis dengan tingkat pendidikan menengah dimana
panelis sedang menempuh pendidikan Diploma dan Sarjana. Panelis golongan kedua
berjumlah 5 orang. Golongan ketiga merupakan panelis dengan tingkat pendidikan
rendah dimana panelis merupakan lulusan SMA ke bawah. Panelis golongan ketiga
berjumlah 2 orang.
5.3.3. Pengumpulan Data
Data dikumpulkan menggunakan uji organoleptik ranking hedonik untuk menentukan
tingkat kesukaan panelis terhadap produk. Sampel yang disajikan diurutkan menurut
tingkat kepekatan warna dari paling terang hingga warna paling pekat sehingga tidak
terjadi contrast effect. Selain itu, setiap sampel dilabeli dengan tiga digit angka acak untuk
menghilangkan bias dan persepsi urutan. Urutan penyajian beserta kode sampel dapat
dilihat pada tabel 4.
Tabel 4.Urutan Penyajian dan Kode Sampel
Urutan Penyajian Merek Kode Sampel
1 Ultra Milk 976
Pengujian ranking hedonik ini dilakukan sebanyak dua kali dan setiap panelis diberi satu
nampan berisi enam sampel dan dua scoresheet. Pengujian pertama merupakan blind test
dimana panelis hanya diminta untuk mengurutkan tingkat preferensi mereka terhadap
warna sampel tanpa mengetahui jenis pewarna yang digunakan. Selanjutnya pada
pengujian kedua merupakan informed test dengan panelis yang sama, panelis akan
diberitahu mengenai jenis pewarna yang digunakan baik itu pewarna alami maupun
pewarna sintetik setelah itu panelis akan diminta untuk mengurutkan kembali tingkat
preferensi mereka terhadap warna sampel tersebut. Tingkat preferensi diurutkan
berdasarkan skala 1 (TIDAK SUKA) hingga 6 (SANGAT SUKA). Bentuk penyajian
Gambar 9.Bentuk Penyajian Pengujian blind test
(Sumber: Dokumentasi Pribadi)
Gambar 10. Bentuk Penyajian Pengujian informed test
Gambar 11.Contoh Scoresheet yang Digunakan
(Sumber: Dokumentasi Pribadi)
5.3.4. Analisa Data
Data sensori pertama dan kedua yang telah didapatkan dimasukkan ke dalam tabel yang
berisikan skor ranking yang diberikan panelis ke setiap sampel. Skor tersebut kemudian
dirata-rata sehingga didapatkan skor akhir setiap sampel. Skor akhir kemudian disajikan
dalam bentuk diagram lingkaran (pie chart). Diagram itulah yang akan digunakan untuk
membandingkan apakah terjadi perubahan persepsi orang terhadap sampel setelah
diberitahu mengenai pewarna yang digunakan.
5.4. Hasil Pengamatan 5.4.1. Hasil Sensori
Data hasil sensori 1 dapat dilihat pada tabel 5.
Tabel 5.Hasil Sensori Blind Test
Panelis Merk Susu Stroberi
976 805 135 495 234 516
1 2 1 3 4 5 6
2 3 1 2 5 4 6
3 3 2 1 6 5 4
4 3 1 2 4 6 5
5 5 1 2 6 4 3
6 6 1 2 5 4 3
8 3 1 2 6 4 5
Hasil sensori blind test pada tabel 5 dapat dilihat bahwa nilai preferensi yang paling tinggi
secara berturut-turut adalah sampel 495, sampel 516, sampel 234, sampel 976, sampel
135, dan sampel 805. Sampel 495 (Clevo) memiliki tingkat preferensi paling tinggi yaitu
5, namun nilai ini tidak terlalu jauh jika dibandingkan dengan sampel 516 (Indomilk)
yaitu 4,933. Sampel 805 (Zee) memiliki tingkat preferensi terendah yaitu 1,267. Sampel
135 (Vidoran) memiliki tingkat preferensi sebesar 2,2, lalu sampel 976 (Ultra Milk)
memiliki tingkat preferensi sebesar 3,067, dan sampel 234 (Frisian Flag) memiliki tingkat
preferensi sebesar 4,533.
Data hasil sensori informed test dapat dilihat pada tabel 6.
Tabel 6.Hasil Sensori Informed Test
Rata-rata 4,866667 2,133333 3,133333 4,466667 3,266667 3,133333
Hasil sensori informed test pada tabel 6 dapat dilihat bahwa nilai preferensi yang paling
tinggi secara berturut-turut adalah sampel 976, sampel 495, sampel 234, sampel 135 dan
sampel 516, dan sampel 805. Sampel 976 (Ultra Milk) memiliki tingkat preferensi paling
tinggi yaitu 4,867, namun nilai ini tidak terlalu jauh jika dibandingkan dengan sampel
495 (Clevo) yaitu 4,467. Sampel 805 (Zee) memiliki tingkat preferensi terendah yaitu
2,133. Sampel 234 (Frisian Flag) memiliki tingkat preferensi sebesar 3,267, sementara
sampel 135 (Vidoran) dan sampel 516 (Indomilk) memiliki tingkat preferensi yang sama
yaitu sebesar 3,133
5.4.2. Diagram Lingkaran (Pie Chart)
Dari data hasil sensori blind dan informed test, data rata-rata diubah menjadi data
persentase dengan menggunakan rumus:
Persentase tingkat preferensi = rata−rata tingkat preferensi
nilai rata−rata total sampel x 100%
Perhitungan persentase tingkat preferensi dapat dilihat pada Lampiran. Diagram
Gambar 12. Diagram Lingkaran (Pie Chart) Rata-rata Hasil Sensori Blind Test
Gambar 13. Diagram Lingkaran (Pie Chart) Rata-rata Hasil Sensori Informed Test
5.4.3. Tabel Perbedaan Perubahan Preferensi
Dari diagram lingkaran (pie chart), dapat dibuat tabel perubahan persentase preferensi
yang dapat dilihat pada tabel 7.
14,60%
6,03%
10,48%
23,81% 21,59%
23,49%
Rata-rata Preferensi 1
976 805 135 495 234 516
23,18%
10,16%
14,92% 21,27%
15,56% 14,92%
Rata-rata Preferensi 2
Kode Sampel Persentase Preferensi 1 Persentase Preferensi 2 Perubahan
mengalami kenaikan, sedangkan sampel 495, 234, dan 516 mengalami penurunan.
Sampel 976 mengalami kenaikan persentase paling besar yaitu sebanyak 8.53%. Sampel
516 mengalami penurunan persentase paling besar yaitu sebanyak 8.57%.
5.5. Pembahasan 5.5.1. Metode Penelitian
Pada proyek ini, metode sensori yang digunakan adalah uji ranking hedonik. Menurut
Wahyudi (2006), pengujian organoleptik secara hedonik merupakan uji untuk
menentukan tingkat kesukaan atau penerimaan panelis terhadap produk. Uji hedonik
dibagi menjadi 3 kategori yaitu uji rating, uji kesukaan berpasangan, dan uji ranking
(Lawless & Heymann, 2010). Uji ranking hedonik bertujuan untuk menentukan produk
yang paling disukai dan umumnya dilakukan oleh panelis yang sudah terlatih maupun
belum terlatih (Wahyudi, 2006). Oleh karena itu, metode yang digunakan adalah uji
ranking.
Untuk mengetahui adanya perbedaan persepsi konsumen dilakukan dua jenis pengujian
sensori yaitu blind test dan informed test. Blind test merupakan suatu pengujian sensori
dimana panelis menguji sampel tanpa mengetahui informasi lebih lanjut mengenai sampel
tersebut. Pengujian ini sering dilakukan untuk menghindari bias yang bisa terjadi apabila
panelis mengetahui informasi tentang produk tersebut, seperti merek, komposisi, harga,
perbedaan antar sampel, dan lain-lain. Informasi lebih lanjut mengenai produk tersebut
dapat menimbulkan persepsi dan ekspektasi panelis yang menyebabkan hasil sensori
menjadi tidak valid. Informed test merupakan suatu pengujian sensori dimana panelis
diberikan informasi lebih lanjut mengenai produk tersebut seperti merek, komposisi,
mengetahui pengaruh informasi tersebut terhadap preferensi konsumen (Lawless &
Heymann, 2010). Pada proyek kali ini dilakukan kedua pengujian tersebut untuk
mengetahui tingkat preferensi konsumen secara blind test dan perubahan preferensi ketika
mengetahui jenis pewarna yang digunakan (informed test).
5.5.2. Karakteristik Pewarna yang Terdapat di Produk
Pada sampel yang diuji, pewarna alami yang digunakan antara lain karmin dan beta
karoten, sedangkan pewarna sintetik yang digunakan antara lain ponceau 4R dan
karmoisin. Karmin (carmine) merupakan pewarna merah alami yang sering digunakan
dalam industri kosmetik dan makanan. Karmin tergolong dalam pewarna alami atau
pewarna dari sumber alami menurut The European Union (EU) dan Food and Drug
Administration (FDA) (Henry, 1996). Karmin didapatkan dari aqueous extraction
senyawa cochineal yang kemudian dipresipitasi menggunakan senyawa aluminium sulfat
bebas besi (Schweppe & Roosen-Runge, 1986). Senyawa cochineal sendiri didapatkan
dari serangga betina kering jenis Dactylopius coccus costa (Coccus cactii L.) yang hidup
di tanaman kaktus. Senyawa karmin secara kimiawi memiliki warna yang stabil dan tidak
mudah rusak oleh oksigen, cahaya, panas, kandungan air, dan sulfur dioksida. Warna
yang dihasilkan karmin dipengaruhi oleh pH larutan. Pewarna ini dapat mengendap pada
pH rendah dan menyebabkan warnanya menjadi oranye kecokelatan. Penggunaan karmin
pada larutan pH 7 memberikan warna merah ceri dan akan berkurang intensitasnya seiring
menurunnya nilai pH. Pewarna karmin yang beredar di pasaran berbentuk bubuk larut air
yang mengandung asam karminat berkisar antara 40-60% dan memiliki intensitas warna
yang lebih rendah dibandingkan pewarna merah alami lainnya seperti beetroot dan
antosianin (Henry, 1986). Batas penggunaan maksimum karmin berbeda-beda di tiap
negara, di Indonesia sendiri menurut BPOM No. 37 tahun 2013 mengenai Batas
Maksimum Penggunaan BTP Pewarna, batas konsumsi harian yang diperbolehkan adalah
0-5 mg/kg berat badan, dan penggunaan dalam produk minuman berbasis susu maksimum
sebanyak 70 mg/kg dalam bentuk asam karminat.
Beta karoten (β-carotene) merupakan pewarna merah alami dan pewarna identik dengan
alami menurut EU dan FDA. Pewarna ini larut minyak dan didapatkan dari ekstraksi