BAB II
TINJAUAN PUSTAKA
2.1 PENDAHULUAN
Pada bab ini akan menjelaskan teori tentang metalorgrafi dan beberapa beberapa alat yang digunakan untuk membuat mesin polishing dijelaskan di bab ini.
2.2 METALOGRAFI
Metalografi merupakan disiplin ilmu yang mempalajari karakteristik mikrostruktur dan makrostruktur suatu logam, paduan lgam dan material lainnya serta hubungannya dengan sifat-sifat material atau biasa juga dikatakan suatu proses mengukur suatu material bahan secara kualitatif maupun kuantitatif berdasarkan informasi-informasi yang didapatkan dari material yang diamati. Dalam ilmu metalurgi struktur mikro merupakan hal yang sangat penting untuk dipelajari karena struktur mikro sangat berpengaruh pada sifat-sifat mekanik suatu logam. Struktur mikro yang kecil akan membuat kekerasan logam meningkat dan juga sebaiknya, struktur mikro yang besar akan membuat logam menjadi ulet atau kekerasannya menurun. Struktur mikro itu sendiri dipengaruhi oleh komposisi kimia dari logam tersebut serta yang dialaminya.
Metalografi bertujuan mendapatkan struktur makro dan mikro dari suatu logam sehingga dapat dianalisa sifat mekanik dari suatu logam tersebut. Pengamatan metalografi dibagi menjadi dua, yaitu:
1. Metalografi makro 2. Metalografi mikro
Untuk mengamati struktur mikro yang terbentuk pada logam yang diamati biasanya memakai mikroskop optik. Sebelum benda uji diamati dengan mikroskop optik, benda uji terebut harus melewati tahap-tahap preparasi. Tujuannya agar pada sat mengamati benda yang diuji, struktur mikronya terlihat dengan jelas. Semakin sempurna preparasi benda yang akan diuji, semakin sempurna gambar yang akan diperoleh.
Terdapat dua skala pengamatann yaitu:
1. Skala pengamatan makro, yaitu pengamatan dengan perbesaran 10 kali atau lebih kecil. Yang diamati: Porositas, segregasi pada produk cor, pengotor, jenis perpatahan, dan homogenitas struktur las.
2. Skala pengamatan mikro yaitu pengamatan 100 kali atau lebih besar. Yang diamati: fasa, besar butir dan endapan.
Alat yang digunakan: Mikroskop optik/cahaya ((kemampuan perbesarannya sampai dengan 1000 kali), Scanning Electron Microscope (SEM) kemampuan perbesarannya sampai dengan 100.000 kali, Transmission Electron Microscope (TEM) kemampuan perbesarannya sampai dengan 300.000 kali. (Rizaldi, A. 2014).
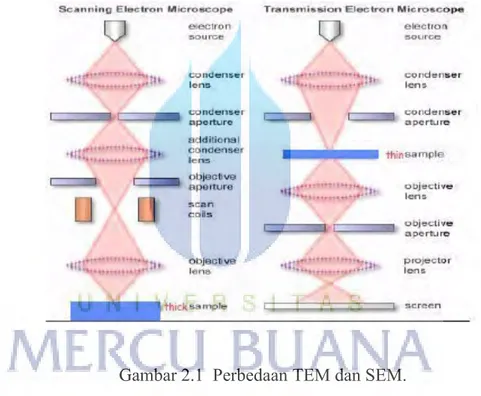
Perbedaan mendasar dari TEM dan SEM adalah pada cara bagaimana elektron yang ditembakkan oleh pistol elektron mengenai sampel. Pada TEM, sampel yang disiapkan sangat tipis sehingga elektron dapat menembusnya kemudian hasil dari tembusan elektron tersebut yang diolah menjadi gambar. Sedangkan pada SEM sampel tidak ditembus oleh elektron sehingga hanya pendaran hasil dari tumbukan elektron dengan sampel yang ditangkap oleh detektor dan diolah. Skema perbandingan kedua alat ini disajikan oleh gambar dibawah ini. (Purnomo, Chandra, 2015)
Gambar 2.1 Perbedaan TEM dan SEM.
Pada metalografi yang diperoleh dengan suatu analisa kimia dan metalografi logam atau paduannya dan potongannya. Disebabkan oleh pembawan heteroen dari logam tersebut. Pembawaan ketidak homogenan dalam suatu logam lebih ditentukan dengan macroetching dan pemasarannya dapat dilakukan dengan menggunakan luas power mikropis, ini dinotasikan olah jenis metalografi data yang diperlukan atau dibutuhkan.
1. Pemotongan spesimen (sectioning). 2. Pembikaian (mounting).
3. Penggerindaan, abrasi dan pemolesan (grinding, abrasion and polishing). 4. Pengetsaan (etching).
5. Observasi pada mikroskop optik.
2.2.1 Pemotongan (Sectioning)
Proses Pemotongan merupakan pemindahan material dari sampel yang besar menjadi spesimen dengan ukuran yang kecil. Pemotongan yang salah akan mengakibatkan struktur mikro yang tidak sebenarnya karena telah mengalami perubahan.
Kerusakan pada material pada saaat proses pemotongan tergantung pada material yang dipotong, alat yang digunakan untuk memotong, kecepatan potong dan kecepatan makan. Pada beberapa spesimen, kerusakan yang ditimbulkan tidak terlalu banyak dan dapat dibuang pada saat pengamplasan dan pemolesan.
2.2.2 Pembingkaian ( Mounting)
Pembingkaian seringkali diperlukan pada persiapan spesimen metalografi, meskipun pada beberapa spesimen dengan ukuran yang agak besar, hal ini tidaklah mutlak. Akan tetapi untuk bentuk yang kecil atau tidak beraturan sebaiknya dibingkai untuk memudahkan dalam memegang spesimen pada proses pengamplasan dan pemolesan.
Sebelum melakukan pembingkaian, pembersihan spesimen haruslah dilakukan dan dibatasi hanya dengan perlakuan yang sederhana detail yang ingin kita lihat tidak hilang. Sebuah perbedaan akan tampak antara bentuk permukaan fisik dan kimia yang bersih. Kebersihan fisik secara tidak langsung bebas dari kotoran padat, minyak pelumas dan kotoran lainnya, sedangkan kebersihan kimia bebas dari segala macam kontaminasi. Pembersihan ini bertujuan agar hasil pembingkaian tidak retak atau pecah akibat pengaruh kotoran yang ada.
Dalam pemilihan material untuk pembingkaian, yang perlu diperhatikan adalah perlindungan dan pemeliharaan terhadap spesimen. Bingkai haruslah memiliki kekerasan yang cukup, meskipun kekerasan bukan merupakan suatu indikasi, dari karakteristik abrasif. Material bingkai juga harus tahan terhadap distorsi fisik yang disebabkan oleh panas selama pengamplasan, selain itu juga harus dapat melkukan penetrasi ke dalam lubang yang kecil dan bentuk permukaan yang tidak beraturan.
2.2.3 Pengerindaan, Pengamplasan dan Pemolesan
Pada proses ini dilakukan penggunaan partikel abrasif tertentu yang berperan sebagai alat pemotongan secara berulang-ulang. Pada beberapa proses, partikel-partikel tersebut dsisatukan sehingga berbentuk blok dimana permukaan yang ditonjolkan adalah permukan kerja. Partikel itu dilengkapi dengan partikel abrasif yang menonjol untuk membentuk titik tajam yang sangat banyak.
Perbedaan antara pengerindaan dan pengamplasan terletak pada batasan kecepatan dari kedua cara tersebut. Pengerindaan adalah suatu proses yang memerlukan pergerakan permukaan abrasif yang sangat cepat, sehingga menyebabkan timbulnya panas pada permukaan spesimen. Sedangkan pengamplasan adalah proses untuk mereduksi suatu permukaan dengan pergerakan permukaan abrasif yang bergerak relatif lambat sehingga panas yang dihasilkan tidak terlalu signifikan.
Dari proses pengamplasan yang didapat adalah timbulnya suatu sistim yang memiliki permukaan yang relatif lebih halus atau goresan yang seragam pada permukaan spesimen. Pengamplasan juga menghasilkan deformasi plastis lapisan permukaan spesimen yang cukup dalam.
Proses pemolesan menggunakan partikel abrasif yang tidak melekat kuat pada suatu bidang tapi berada pada suatu cairan di dalam serat-serat kain. Tujuannya adalah untuk menciptakan permukaan yang sangat halus sehingga bisa sehalus kaca sehingga dapat memantulkan cahaya dengan baik. Pada pemolesan biasanya digunakan pasta gigi, karena pasta gigi mengandung Zn dan Ca yang akan dapat mengasilkan permukaan yang sangat halus. Proses untuk pemolesan hampir sama dengan
pengamplasan, tetapi pada proses pemolesan hanya menggunakan gaya yang kecil pada abrasif, karena tekanan yang didapat diredam oleh serat-serat kain yang menyangga partikel.
2.2.4 Pengetsaan (Etching)
Etsa dilakukan dalam proses metalografi adalah untuk melihat struktur mikro dari sebuah spesimen dengan menggunakan mikroskop optik. Spesimen yang cocok untuk proses etsa harus mencakup daerah yang dipoles dengan hati-hati, yang bebas dari deformasi plastis karena deformasi plastis akan mengubah struktur mikro dari spesimen tersebut. Proses etsa untuk mendapatkan kontras dapat diklasifikasikan atas proses etsa tidak merusak (non disctructive etching) dan proses etsa merusak (disctructive etching).
a. Etsa Tidak Merusak (Non Discructive Etching)
Etsa tidak merusak terdiri atas etsa optik dan perantaraan kontras dari struktur dengan pencampuran permukaan secara fisik terkumpul pada permukaan spesimen yang telah dipoles. Pada etsa optik digunakan teknik pencahayaan khusus untuk menampilkan struktur mikro. Beberapa metode etsa optik adalah pencahayaan gelap (dark field illumination), polarisasi cahaya mikroskop (polarized light microscopy) dan differential interfence contrast.
Pada penampakan kontras dengan lapisan perantara, struktur mikro ditampilkan dengan bantuan interfensi permukaan tanpa bantuan bahan kimia. Spesimen dilapisi dengan lapisan transparan yang ketebalannya kecil bila dibandingkan dengan daya pemisah dari mikroskop optik. Pada mikroskop interfensi permukaan, cahaya ynag terjadi pada sisa-sisa film dipantulkan ke permukaan perantara spesimen.
b. Etsa Merusak (Desctructive Etching)
Etsa merusak adalah proses perusakan permukaan spesimen secara kimia agar terlihat kontras atau perbedaan intensitas dipermukaan spesimen. Etsa merusak terbagi dua metode yaitu etsa elektrokimia (electochemical etching) dan etsa fisik (phisical etching). Pada etsa elektrokimia dapat diasumsikan korosi terpaksa, dimana terjadi reaksim serah terima elektron akibat adanya beda potensial daerah katoda dan anoda. Beberapa proses yang termasuk etsa elektokimia adalah etsa endapan (precipitation etching), metode pewarnaan panas (heat tinting), etsa kimia (chemical etching) dan etsa elektrolite (electrolytic etching).
Pada etsa fisik dihasilkan permukaan yang bebas dari sisa zat kimia dan menawarkan keuntungan jika etsa elektrokimia sulit dilakukan. Etsa ion dan etsa termal adalah teknik etsa fisik yang mengubah morfologi permukaan spesimen yang telah dipoles.(Rizaldi, A.2014)
2.3 Motor Listrik AC (Alternating Current)
Motor listrik AC adalah sebuah motor yang mengubah arus listrik menjadi energi gerak maupun mekanik daripada rotor yang ada di dalamnya. Motor listrik AC tidak terpengaruh kutub positif maupun negatif, dan bersumber tenaga listrik.
2.3.1 Prinsip kerja Motor AC Satu Fasa
Motor AC satu fasa berbeda cara kerjanya dengan motor AC tiga fasa, dimana pada motor AC tiga fasa untuk belitan statornya terdapat tiga belitan yang menghasilkan medan putar dan pada rotor sangkar terjadi induksi dan interaksi torsi yang
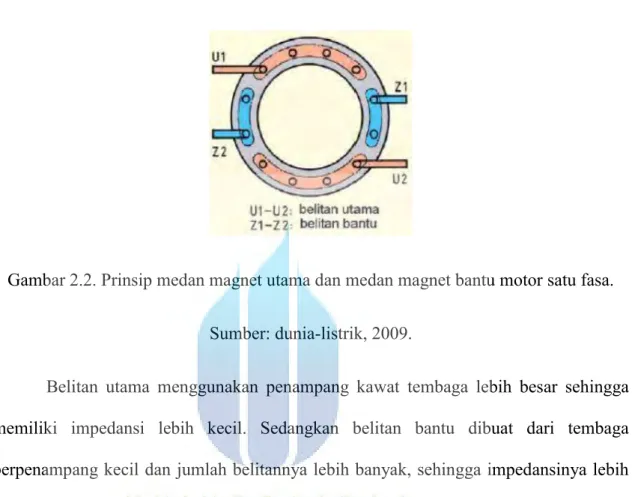
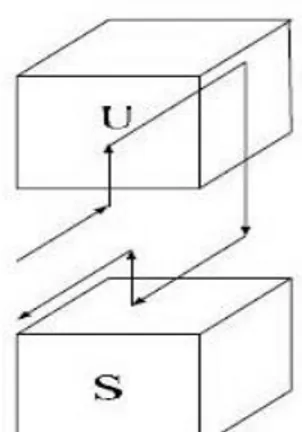
menghasilkan putaran. Sedangkan pada motor satu fasa memiliki dua belitan stator, yaitu belitan fasa utama (belitan U1-U2) dan belitan fasa bantu (belitan Z1-Z2), lihat gambar1.
Gambar 2.2. Prinsip medan magnet utama dan medan magnet bantu motor satu fasa. Sumber: dunia-listrik, 2009.
Belitan utama menggunakan penampang kawat tembaga lebih besar sehingga memiliki impedansi lebih kecil. Sedangkan belitan bantu dibuat dari tembaga berpenampang kecil dan jumlah belitannya lebih banyak, sehingga impedansinya lebih besar dibanding impedansi belitan utama.
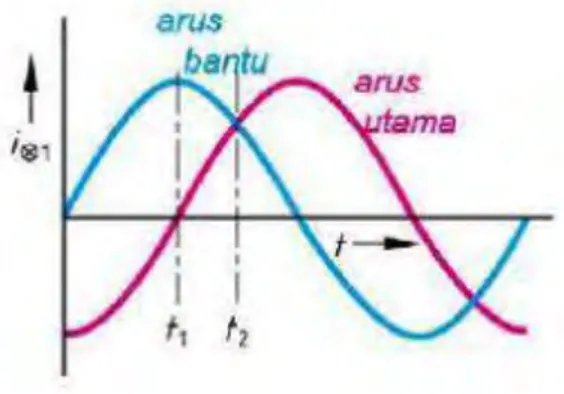
Grafik arus belitan bantu Ibantu dan arus belitan utama Iutama berbeda fasa sebesar φ, hal ini disebabkan karena perbedaan besarnya impedansi kedua belitan tersebut. Perbedaan arus beda fasa ini menyebabkan arus total, merupakan penjumlahan vektor arus utama dan arus bantu. Medan magnet utama yang dihasilkan belitan utama juga berbeda fasa sebesar φ dengan medan magnet bantu.
Gambar 2.3 Grafik gelombang arus medan bantu dan arus medan utama. Sumber: dunia-listrik, 2009.
Gambar 2.4 Medan magnet pada stator motor satu fasa. Sumber: dunia-listrik, 2009.
Belitan bantu Z1-Z2 pertama dialiri arus Ibantu menghasilkan fluks magnet Φ tegak lurus, beberapa saat kemudian belitan utama U1-U2 dialiri arus utama Iutama. yang bernilai positip. Hasilnya adalah medan magnet yang bergeser sebesar 45° dengan arah berlawanan jarum jam. Kejadian ini berlangsung terus sampai satu siklus sinusoida, sehingga menghasilkan medan magnet yang berputar pada belitan statornya.
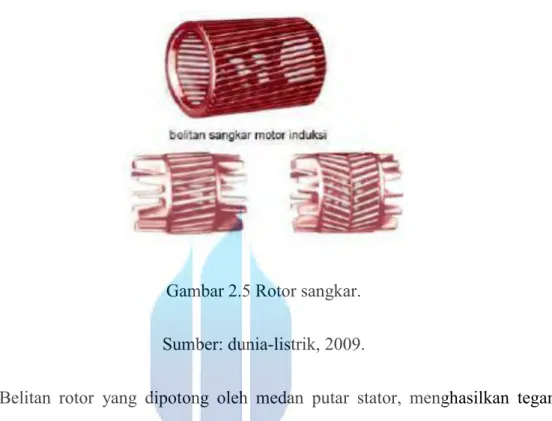
Rotor motor satu fasa sama dengan rotor motor tiga fasa yaitu berbentuk batang-batang kawat yang ujung-ujungnya dihubung singkatkan dan menyerupai bentuk sangkar tupai, maka sering disebut rotor sangkar.
Gambar 2.5 Rotor sangkar. Sumber: dunia-listrik, 2009.
Belitan rotor yang dipotong oleh medan putar stator, menghasilkan tegangan induksi, interaksi antara medan putar stator dan medan magnet rotor akan menghasilkan torsi putar pada rotor.
2.3.2 Prinsip Kerja Motor DC
Pada motor dc, daerah kumparan medan yang dialiri arus listrik akan menghasilkan medan magnet yang melingkupi kumparan jangkar dengan arah tertentu. Konversi dari energi listrik menjadi energi mekanik (motor) maupun sebaliknya berlangsung melalui medan magnet, dengan demikian medan magnet disini selain berfungsi sebagai tempat untuk menyimpan energi, sekaligus sebagai tempat berlangsungnya proses perubahan energi, daerah tersebut dapat dilihat pada gambar di bawah ini :
Gambar 2.6 Prinsip kerja motor DC. Sumber: teorick, 2012.
Agar proses perubahan energi mekanik dapat berlangsung secara sempurna, maka tegangan sumber harus lebih besar daripada tegangan gerak yang disebabkan reaksi lawan. Dengan memberi arus pada kumparan jangkar yang dilindungi oleh medan maka menimbulkan perputaran pada motor. (Herdiansyah, 2012).
2.4 MOTOR KAPASITOR
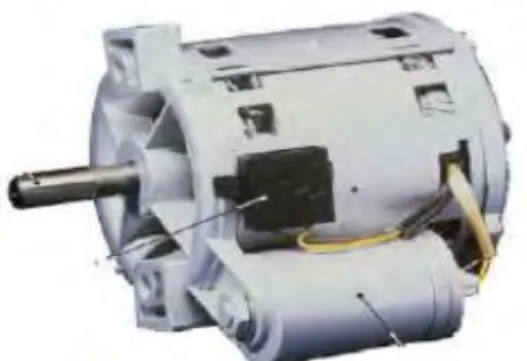
Motor kapasitor satu phasa banyak digunakan dalam peralatan rumah tangga seperti motor pompa air, motor mesin cuci, motor lemari es, motor air conditioning. Konstruksinya sederhana dengan daya kecil dan bekerja dengan tegangan suplai PLN 220 V, oleh karena itu menjadikan motor kapasitor ini banyak dipakai pada peralatan rumah tangga.
Gambar 2.7 Motor kapasitor. Sumber: dunia-listrik, 2009.
Belitan stator terdiri atas belitan utama dengan notasi terminal U1-U2, dan belitan bantu dengan notasi terminal Z1-Z2 Jala-jala L1 terhubung dengan terminal U1, dan kawat netral N terhubung dengan terminal U2. Kondensator kerja berfungsi agar perbedaan sudut phasa belitan utama dengan belitan bantu mendekati 90°.
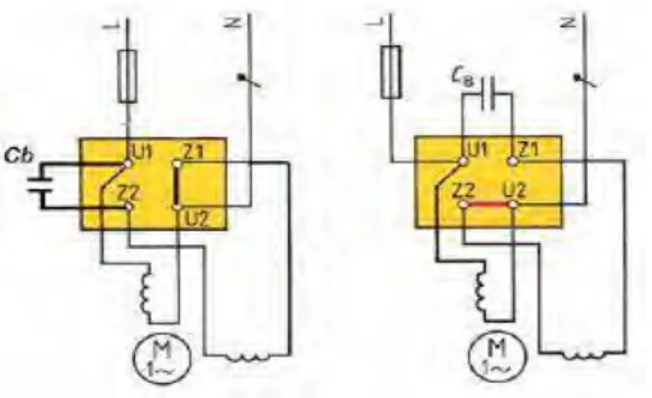
Pengaturan arah putaran motor kapasitor dapat dilakukan dengan (lihat gambar6): • Untuk menghasilkan putaran ke kiri (berlawanan jarum jam) kondensator kerja CB disambungkan ke terminal U1 dan Z2 dan terminal Z1 dikopel dengan terminal.
• Putaran ke kanan (searah jarum jam) kondensator kerja disambung kan ke terminal Z1 dan U1 dan terminal Z2 dikopel dengan terminal U1.
Gambar 2.8 Pengawatan motor kapasitor dengan pembalik putaran. Sumber: dunia-listrik, 2009.
Motor kapasitor dengan daya diatas 1 KW di lengkapi dengan dua buah kondensator dan satu buah saklar sentrifugal. Belitan utama U1-U2 dihubungkan dengan jala-jala L1 dan Netral N. Belitan bantu Z1-Z2 disambungkan seri dengan kondensator kerja CB, dan sebuah kondensator starting CA diseri dengan kontak normally close (NC) dari saklar sentrifugal, lihat gambar 7.
Awalnya belitan utama dan belitan bantu mendapatkan tegangan dari jala-jala L1 dan Netral. Kemudian dua buah kondensator CB dan CA, keduanya membentuk loop tertutup sehingga rotor mulai berputar, dan ketika putaran mendekati 70% putaran nominalnya, saklar sentrifugal akan membuka dan kontak normally close memutuskan kondensator bantu CA.
Gambar 2.9 Pengawatan dengan dua kapasitor. Sumber: dunia-listrik, 2009.
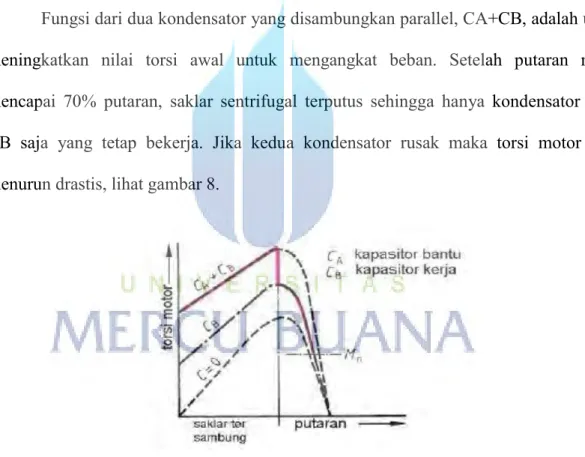
Fungsi dari dua kondensator yang disambungkan parallel, CA+CB, adalah untuk meningkatkan nilai torsi awal untuk mengangkat beban. Setelah putaran motor mencapai 70% putaran, saklar sentrifugal terputus sehingga hanya kondensator kerja CB saja yang tetap bekerja. Jika kedua kondensator rusak maka torsi motor akan menurun drastis, lihat gambar 8.
Gambar 2.10 Karakteristik torsi motor kapasitor. Sumber: dunia-listrik, 2009
2.5 MOTOR UNIVERSAL
Motor Universal termasuk motor satu phasa dengan menggunakan belitan stator dan belitan rotor. Motor universal dipakai pada mesin jahit, motor bor tangan. Perawatan rutin dilakukan dengan mengganti sikat arang yang memendek atau pegas sikat arang yang lembek. Kontruksinya yang sederhana, handal, mudah dioperasikan, daya yang kecil, torsinya yang cukup besar motor universal dipakai untuk peralatan rumah tangga.
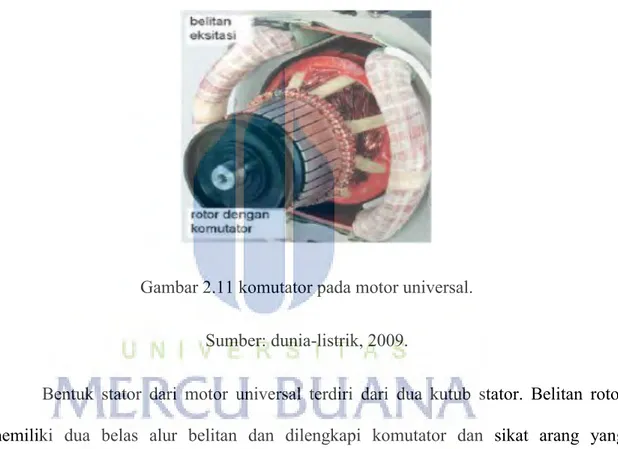
Gambar 2.11 komutator pada motor universal. Sumber: dunia-listrik, 2009.
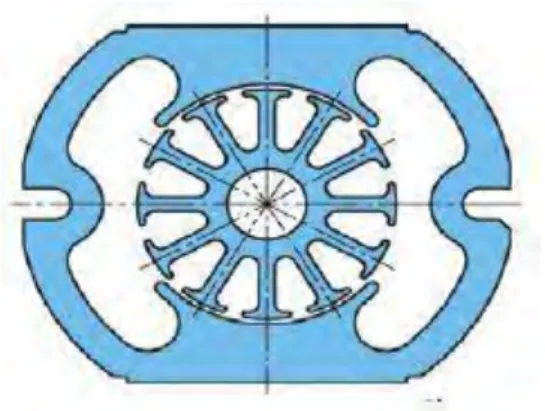
Bentuk stator dari motor universal terdiri dari dua kutub stator. Belitan rotor memiliki dua belas alur belitan dan dilengkapi komutator dan sikat arang yang menghubungkan secara seri antara belitan stator dengan belitan rotornya. Motor universal memiliki kecepatan tinggi sekitar 3000 rpm.
Gambar 2.12 Stator dan rotor motor universal. Sumber: dunia-listrik, 2009.
Aplikasi motor universal untuk mesin jahit, untuk mengatur kecepatan dihubungkan dengan tahanan geser dalam bentuk pedal yang ditekan dan dilepaskan.(Guntoro, Hanif.2009)
2.6 PULLY
Pully adalah sebuah mekanisme yang terdiri dari roda pada sebuah poros atau batang yang memiliki alur diantara dua pinggiran di sekelilingnya. Sebuah tali, kabel, atau sabuk biasanya digunakan pada alur puli untuk memindahkan daya. Puli digunakan untuk mengubah arah gaya yang digunakan, meneruskan gerak rotasi, atau memindahkan beban yang berat. Puli merupakan salah satu dari enam mesin sederhana.
Sistem puli dengan sabuk terdiri dua atau lebih puli yang dihubungkan dengan menggunakan sabuk. Sistem ini memungkinkan untuk memindahkan daya, torsi, dan kecepatan, bahkan jika puli memiliki diameter yang berbeda dapat meringankan pekerjaan untuk memindahkan beban yang berat. (Fahmi, Mohammad, 2010)
Gmbar 2.13 Sistem puli dengan menggunakan sabuk. Sumber: fahmi0026, 2010.
2.7 POMPA
Pompa adalah suatu alat pengangkut untuk memindahkan zat cair dari suatu tempat ke tempat lain dengan memberikan gaya tekan terhadap zat yang akan dipindahkan,seperti misalnya pemindahan crude oil dari tanki penambungan bahan baku yang akan dialirkan ke kolom Destilasi. Pada dasarnya gaya tekan yang diberikan untuk mengatasi friksi yang timbul karena mengalirnya cairan di dalam pipa saluran karena beda evevasi (ketinggian) dan adanya tekanan yang harus dilawan.
Gambar 2.14 Pompa akuarium. Sumber: akuariumhiasku.co.id, 2014.
Perpindahan zat cair dapat terjadi menurut ara horizontal maupun vertical, seperti zat cair yang berpindah secara mendatar akan mendapatkan hambatan berupa gesekan dan turbulensi, sedangkan zat. Pada zat cair dengan perpindahan ke arah vertical, hambatan yang timbul terdiri dari hambatan-hambatan yang diakibatkan dengan adanya perbedaan tinggi antara permukaan isap (suction) dan permukaan tekan (discharge)
2.8 Pengelasan SMAW (Shielded Metal Arc Welding)
Proses pengelasan SMAW yang umumnya disebut Las Listrik adalah proses pengelasan yang menggunakan panas untuk mencairkan material dasar dan elektroda. Panas tersebut ditimbulkan oleh lompatan ion listrik yang terjadi antara katoda dan anoda (ujung elektroda dan permukaan plat yang akan dilas ) dengan kata lain teknik pengelasan ini memanfaatkan panas busur listrik yang timbul karena perbedaan tegangan antara elektroda terbungkus dengan material yang akan disambung.
Gambar 2.15 Pengelasan SMAW sumber: Lasantha. 2010. Fabrikasi
Prinsip kerja pengelasan busur elektroda terbungkus SMAW adalah pengelasan busur listrik terumpan yang menggunakan elektroda yang terbungkus fluks sebagai
pembangkit busur dan sebagai bahan pengisi. Panas yang timbul diantara elektroda dan bahan induk mencairkan ujung elektroda (kawat) las dan bahan induk, sehingga membentuk kawah las yang cair, yang kemudian membeku membentuk lasan. Bungkus (coating) elektroda yang berfungsi sebagai fluks akan terbakar pada waktu proses berlangsung, gas yang terjadi akan melindungi proses terhadap pengaruh udara luar (Oksidasi) yang sekaligus berfungsi memantapkan busur. Gas pelindung (Shielded Gas) timbul dari lapisan pembungkus elektroda atau fluks yang terurai (decomposition). (Lasantha.2010, Fabrikasi).