Bab I
Pendahuluan
I.1 Latar BelakangWaktu dalam proses produksi merupakan hal terpenting bagi suatu perusahaan selain kualitas hasil produksi. Semakin sedikit waktu yang diperlukan untuk memproduksi suatu produk, maka semakin banyak produk yang dapat diproduksi. Ketepatan waktu dalam memenuhi order dengan kualitas yang baik merupakan kunci utama dalam kesuksesan suatu perusahaan. Setiap perusahaan dituntut untuk memberikan pelayanan yang sesuai dengan permintaan dengan tujuan untuk memenuhi kepuasan konsumen.
PT Pindad (Persero) merupakan perusahaan BUMN (Badan Usaha Milik Negara) yang bergerak dalam bidang Alat Utama Sistem Persenjataan (Alutsista) dan produk komersial. Divisi Mesin Industri dan Jasa (Mijas) adalah divisi yang memproduksi produk-produk komersial seperti mesin listrik, peralatan kapal laut, jasa pemesinan dan sistem pengereman kereta api (Air Brake System). Salah satu komponen Air Brake System yang diproduksi adalah komponen Isolating Cock yang terdiri atas komponen Baut Ventilasi, Penutup, Rumah Isolating Cock dan
Flens yang dapat dilihat pada lampiran H (PT. Pindad, 2014).
Gambar I-1 Komponen Isolating Cock
Dalam memproduksi komponen-komponen tersebut, perusahaan mengalami suatu kendala dalam waktu penyelesaian order yang tidak sesuai dengan perencanaan. Hal tersebut dapat diketahui dari Tabel I-1, yang menunjukkan ketepatan waktu dalam menyelesaikan order pada setiap periode order. Jika waktu penyelesaian
dikatakan terlambat. Dari seluruh order, terdapat 14 order yang mengalami keterlambatan dalam penyelesaian order.
Tabel I-1 Ketepatan Waktu Produksi Komponen Isolating Cock (PT. Pindad, 2014) Order Number Target (Days) Actual (Days)
Selisih Actual vs Target
(Days) Keterangan
1 32 31 (1) Lebih cepat 1 hari
2 31 21 (10) Lebih cepat 10 hari
3 56 79 23 Terlambat 23 hari
4 56 54 (2) Lebih cepat 2 hari
5 56 54 (2) Lebih cepat 2 hari
6 13 38 25 Terlambat 25 hari
7 13 38 25 Terlambat 25 hari
8 38 87 49 Terlambat 49 hari
9 38 17 (21) Lebih cepat 21 hari
10 38 87 49 Terlambat 49 hari
11 38 59 21 Terlambat 21 hari
12 38 17 (21) Lebih cepat 21 hari
13 30 33 3 Terlambat 3 hari 14 30 90 60 Terlambat 60 hari 15 30 126 96 Terlambat 96 hari 16 30 61 31 Terlambat 31 hari 17 10 88 78 Terlambat 78 hari 18 42 111 69 Terlambat 69 hari 19 42 111 69 Terlambat 69 hari 20 42 111 69 Terlambat 69 hari
Keterlambatan dalam penyelesaian order menyebabkan perusahaan tidak dapat memenuhi order komponen Isolating Cock sesuai dengan target yang telah ditentukan. Hal tersebut dapat diketahui dari data pada Gambar I-1 :
Gambar I-1 Jumlah Komponen Isolating Cock Yang di Produksi (PT. Pindad, 2014)
Gambar I-1 menunjukkan jumlah komponen Isolating Cock yang di produksi. Dari data tersebut dapat diketahui bahwa total requirement atau permintaan untuk komponen Isolating Cock belum dapat terpenuhi. Hal tersebut dapat diketahui dari jumlah produksi yang sudah terpenuhi (completed) lebih kecil dari total
requirement. Informasi gap (selisih) menunjukkan produksi yang belum
diselesaikan.
Berdasarkan data keterlambatan tersebut, maka dilakukan pengamatan dan wawancara kepada pihak yang bersangkutan seperti operator dan kepala produksi. Pengamatan dan wawancara dilakukan untuk dapat mengetahui faktor-faktor penyebab terjadinya keterlambatan dalam penyelesaian order. Hasil wawancara tersebut menunjukkan bahwa faktor penyebab keterlambatan dalam memproduksi komponen Isolating Cock adalah waktu setup yang lama, kondisi area kerja yang tidak baik, dan penjadwalan yang belum optimal. Ketiga permasalahan tersebut akan diselesaikan oleh tiga peneliti, yang dapat dilihat pada tabel I-2 :
Tabel I-2 Penelitian Yang Dilakukan
No. Faktor Peneliti
1 Waktu setup yang lama Rahayu Novita Tanzil
2 Kondisi area kerja yang tidak baik Angela Merici Dinda Larasati
BAUT VENTILASI PENUTUP RUMAH ISOLATING COCK FLENS Total Requirement 1040 1250 1155 1400 Completed 1040 1250 955 981 Gap 0 0 200 419 0 200 400 600 800 1000 1200 1400 1600
Jumlah Komponen Isolating Cock Yang Diproduksi di Divisi Permesinan
Proses setup merupakan persiapan awal yang dilakukan untuk memproduksi suatu produk. Setup yang dilakukan dalam memproduksi komponen Isolating Cock adalah setup fixture (alat bantu), setup benda kerja (komponen) dan setup tools (pahat). Berdasarkan faktor yang mempengaruhi masalah keterlambatan dalam penyelesaian order komponen Isolating Cock, waktu setup dianggap mempengaruhi keterlambatan dalam penyelesaian order. Hal tersebut dapat diketahui berdasarkan data berikut:
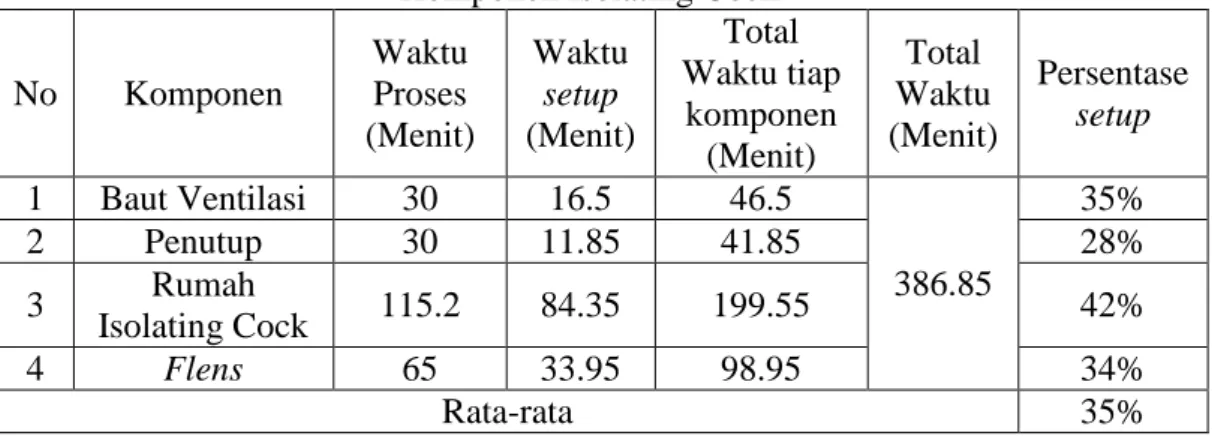
Tabel I-3 Waktu Proses Dan Waktu Setup Pada Pembuatan Komponen Isolating Cock
No Komponen Waktu Proses (Menit) Waktu setup (Menit) Total Waktu tiap komponen (Menit) Total Waktu (Menit) Persentase setup 1 Baut Ventilasi 30 16.5 46.5 386.85 35% 2 Penutup 30 11.85 41.85 28% 3 Rumah Isolating Cock 115.2 84.35 199.55 42% 4 Flens 65 33.95 98.95 34% Rata-rata 35%
Tabel I-3 menunjukkan waktu proses dan waktu setup pada pembuatan komponen Isolating Cock. Berdasarkan data tersebut, dapat diketahui bahwa total waktu untuk memproduksi komponen Isolating Cock adalah 386,85 menit atau 6,45 jam. Rata-rata persentase setup pada pembuatan komponen Isolating Cock adalah 35%. Hal tersebut menunjukkan bahwa 35% dari total waktu pengerjaan komponen Isolating Cock dihabiskan untuk melakukan setup. Jika waktu tersebut dapat diminimasi, maka akan semakin banyak produk yang dapat diproduksi oleh perusahaan.
Komponen yang dapat diproduksi dipengaruhi oleh waktu kerja efektif. Jam kerja efektif operator di PT. Pindad dalam satu hari kerja adalah 6,5 jam atau 390 menit (PT.Pindad, 2014). Berdasarkan jam kerja tersebut dapat diketahui periode setup yang dapat dilakukan jika jumlah order untuk komponen Isolating Cock berubah-ubah. Hal tersebut dapat diketahui dari Tabel I-4.
Tabel I-4 Periode Setup Dengan Jumlah Order Yang Berubah-ubah No Jumlah order Komponen Kapasitas Produksi Dalam Satu Hari Waktu Penyelesaian (Hari) Periode set up 1 10
Baut Ventilasi 13 1 1 kali dalam 1 hari
Penutup 13 1 1 kali dalam 1 hari
Rumah
Isolating Cock 3 4 1 kali dalam 4 hari
Flens 6 2 1 kali dalam 2 hari
2 20
Baut Ventilasi 13 2 1 kali dalam 2 hari
Penutup 13 2 1 kali dalam 2 hari
Rumah
Isolating Cock 3 7 1 kali dalam 7 hari
Flens 6 4 1 kali dalam 4 hari
3 30
Baut Ventilasi 13 3 1 kali dalam 3 hari
Penutup 13 3 1 kali dalam 3 hari
Rumah
Isolating Cock 3 10 1 kali dalam 10 hari
Flens 6 5 1 kali dalam 5 hari
4 40
Baut Ventilasi 13 4 1 kali dalam 4 hari
Penutup 13 4 1 kali dalam 4 hari
Rumah
Isolating Cock 3 14 1 kali dalam 14 hari
Flens 6 7 1 kali dalam 7 hari
Tabel I-4 menunjukkan periode waktu setup yang dilakukan jika terdapat jumlah
order untuk masing-masing komponen Isolating Cock berubah-ubah yaitu mulai
dari 10 komponen sampai dengan 40 komponen. Tabel tersebut menunjukkan bahwa jumlah order sangat mempengaruhi periode setup yang akan dilakukan untuk masing-masing komponen. Semakin sedikit jumlah order maka semakin sering proses setup dilakukan. Jika proses setup diminimasi maka akan lebih banyak komponen yang dapat diproduksi.
Oleh karena itu, dibutuhkan suatu perbaikan dalam meminimasi waktu proses setup pada pembuatan komponen Isolating Cock. Dengan adanya perbaikan dalam meminimasi waktu proses setup tersebut, diharapkan divisi mesin industri dan jasa
PT Pindad (Persero) dapat meningkatkan kecepatan proses produksi, sehingga jumlah order dapat terpenuhi sesuai dengan target yang telah direncanakan. I.2 Perumusan Masalah
Berdasarkan latar belakang yang telah disebutkan maka dapat dilakukan perumusan masalah yaitu bagaimana usulan rancangan proses setup pada pembuatan komponen Isolating Cock?
I.3 Tujuan Penelitian
Tujuan penelitian adalah membuat usulan rancangan proses setup pada pembuatan komponen Isolating Cock.
I.4 Batasan Penelitian
Agar memfokuskan pembahasan masalah agar sesuai dengan tujuan yang ingin dicapai, maka ditetapkan beberapa batasan masalah sebagai berikut:
1. Pengukuran waktu setup dilakukan pada stasiun kerja yang digunakan untuk memproduksi komponen Isolating Cock.
2. Tahapan penelitian hanya sampai usulan rancangan proses setup.
3. Tidak memperhitungkan biaya dalam perancangan usulan yang akan dilakukan. 4. Usulan penerapan penggunaan pengunci dengan handle tidak memperhitungkan
ukuran detail desain.
5. Usulan penerapan operasi paralel tidak sampai pada pengaturan pengalokasian operator.
6. Kondisi pahat diasumsikan baik, tidak memperhitungkan umur penggunaan pahat dan penggunaan pahat satu kali setiap order.
I.5 Manfaat Penelitian
Manfaat penelitian ini adalah :
1. Sebagai usulan bagi PT Pindad dalam merancang proses setup pada pembuatan komponen Isolating Cock.
2. Mempercepat waktu dalam melakukan setup, sehingga waktu yang pada awalnya dihabiskan untuk melakukan setup sekarang dapat dimanfaatkan untuk melakukan produksi.
3. Meningkatkan kenyamanan kondisi kerja pada divisi mesin industri dan jasa dalam proses setup pada pembuatan komponen Isolating Cock.
I.6 Sistematika Penulisan
Penelitian ini diuraikan dengan sistematika penulisan sebagai berikut: BAB I Pendahuluan
Bab ini berisi uraian mengenai latar belakang penelitian, perumusan masalah, tujuan penelitian, batasan penelitian, manfaat penelitian dan sistematika penulisan yang memberikan gambaran umum tentang penelitian.
BAB II Landasan Teori
Berisi dasar teori yang berhubungan dengan permasalahan pada penelitian ini. Tujuan dari bab ini adalah membentuk kerangka berpikir dan landasan teori yang akan digunakan dalam pelaksanaan penelitian dan perancangan hasil akhir dalam melakukan perancangan perbaikan.
BAB III Metodologi Penelitian
Pada bab ini berisi model konseptual dan metodologi penelitian yang digunakan untuk menyelesaikan penelitian sesuai tujuan dari permasalahan. Metodologi penelitian merupakan langkah-langkah penelitian yang sistematis dan terstruktur yang disusun
BAB IV Pengumpulan dan Pengolahan Data
Pada tahap pengumpulan data akan dijelaskan data primer dan data sekunder yang dibutuhkan untuk menyelesaikan masalah sesuai dengan konsep SMED. Data yang dikumpulkan bersumber dari hasil observasi, wawancara, dan data lainnya yang dimiliki perusahaan. Selanjutnya data – data tersebut akan diolah berdasarkan metodologi penelitian pada Bab III dan dianalisis untuk menghasilkan perbaikan.
BAB V Analisis
Bab ini berisi tentang analisis dan strategi perbaikan yang akan dilakukan untuk menyelesaikan masalah. Selain itu, dijelaskan juga kelebihan dan kelemahan hasil improvement apabila diimplementasikan. Hasil perbaikan serta solusi yang didapatkan adalah hasil dari analisis dan pengolahan data menggunakan konsep SMED. Hasil analisis tersebut akan menjelaskan apakah tujuan dari penelitian ini telah tercapai atau belum.
BAB VI Kesimpulan dan Saran
Bab ini berisi tentang kesimpulan yang dapat diambil dari penelitian ini dan saran yang dapat digunakan untuk penelitian selanjutnya.