1 Bahan Bacaan 4 : PENGEFRAISAN BATANG BERGIGI (RACK GEAR)
1.
Pengertian Rack dan Pinion Gear
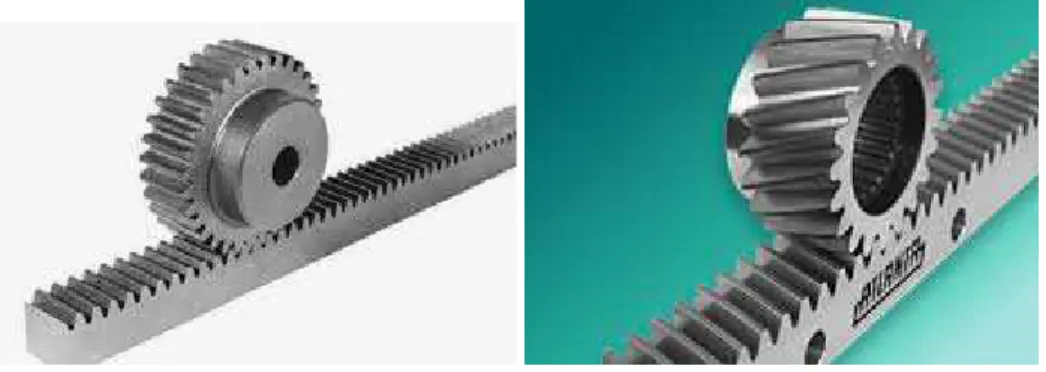
Pada rack gear ini salah satu bentuk giginya adalah lurus dan biasanya mempunyai sumbu pitchnya lurus juga. Rack dan pinion gear berfungsi untuk mengubah gerak putar menjadi gerak lurus atau sebaliknya mengubah gerak lurus menjadi gerak putar. biasanya pada kecepatan yang lambat atau kecepatan putaran tangan. Gerak putar dari suatu engkol, menggerakkan roda gigi pinion, roda gigi pinion menggerakkan batang bergerigi ini terdapat, misalnya pada mesin bor, press, dan sebagainya. seperti gambar dibawah ini
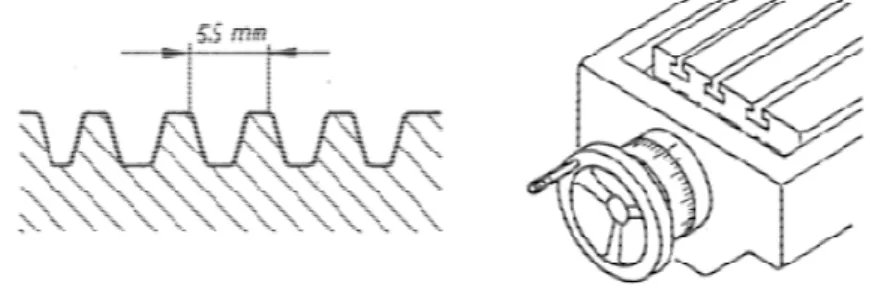
Gambar 5. 1 bentuk rack gear gigi lurus dan miring
Standar ukuran gigi rack sama dengan standar ukuran roda gigi, karena gigi rack selalu berpasangan dengan roda gigi, atau dapat dikatakan rack adalah roda gigi dengan radius tak terhingga. Di sini jarak antara pusat dua gigi yang berdekatan pada garis tusuk aksial = axial pitch = px. Bila tusuk pada roda gigi pinion (pt = transvese pitch) maka: px = pt = π . m.
2.
Pengefraisan Roda Gigi Rack
Untuk pengefraisan roda gigi rack diperlukan langkah-langkah tertentu agar pembuatan roda gigi yang dikerjakan pada mesin frais sesuai dengan rencana yang ditentukan. Langkah-langkah pembuatan roda rack akan meliputi:
1. Penyiapan benda kerja termasuk penentuan dimensi 2. Pemasangan Benda kerja
3. Pemilihan, pemasangan dan setting pisau frais 4. Penentuan pitch dan kedalaman pemotongan 5. Pemotongan
1) Penyiapan Benda kerja
Pengefraisan roda gigi lurus dilakukan pada benda kerja dengan bentuk persegi. Proses pembuatan roda gigi merupakan kelanjutan dari pekerjaan frais terutama
▸ Baca selengkapnya: besarnya kedalaman pengefraisan (h) pada batang gigi rack gear dengan menggunakan pisau modul 2 adalah
(2)2 daklam menbuat bahan dasarnya (blank). Oleh karena itu diperlukan langkah cermat dalam menyiapkan bahasn dasar melalui proses frais
Dalam proses pembuatan bahan awal rack, factor penting yang haris diperhatikan adalah kelrataan, kelurusan dan ketegaklurusan masingmasing bidang . Ukuran bahan awal dari roda gigi rack sangat tergantung dari fungsi dan kegunaannya, sehingga dimungkinkan vareasi yang amat banyak.
Untuk pembuatan roda gigi rack dapat digunakan mesin frais horizontal, maupun universal. Mesin tersebut harus dilengkapi dengan beberapa kelengkapan antara lain: a) pisau frais dengan modul yang sama dengan modul giginya
b) alat-alat penjepit, klem dan alat-alat pembawa
c) alat-alat ukur, jangka sorong, jangka bengkok, penyiku dan lainnya d) blok gores dan semacamnya
2) Pemasangan Benda Kerja
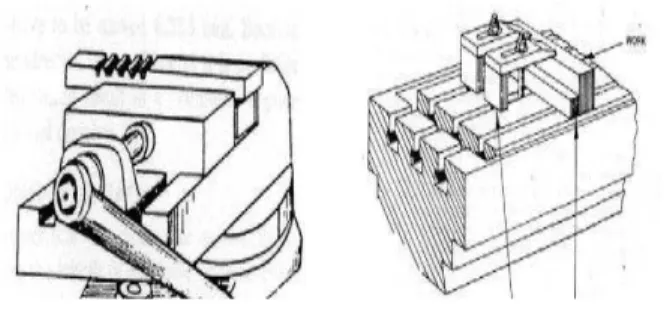
Dalam pengefraisan gigi rack, pencekaman benda kerja dapat dilakukan dengan menjepit benda kerja pada ragum, menggunakan fixture dan dapat pula diklem langsung di meja mesin.
Pada pencekaman dengan ragum, benda kerja dicekam melintang sebessar 90 0 terhadap meja. Sedangkan untuk pengefraisan dalam jumlah banyak dapat dilakukan dengan menggunakan fixture guna mengurangi waktu setting. Pencekaman dengan klem dapat dilakukan dengan dua klem yang didikatkan pada alur T meja mesin frais., seperti gambar dibawah ini
Gambar 5. 2 pencekaman benda kerja pada meja mesin 3) Pemilihan, pemasangan dan pensetingan pisau frais
Dalam pemilihan, pemasangan dan pensetingan pisau pada pengefraisan rack pada dasarnya sama dengan pemilihan, pemasangan maupun pensetingan pisau pada pengefraisan roda gigi lurus.
3 Kedalaman pemotongan harus ditentukan dan merupakan bahan pertimbangan dalam menseting pisau frais. Pada umunya kedalaman pemotongan untuk system modul dan Diametral pitch dapat dihitung sebagi berikut:
Kedalaman pemotongan = 2,25 x modul, Sedangkan untuk system diametral pitch: Kedalaman Pemotongan = 2.17 / DP
Cara menseting kedalaman pemotongan
a. Gerakkan meja hingga benda kerja yang telah dicekam pada tempatb yang akan disayat berada pada posisis tengah di bawah pisau.
b. Tempelkan kertas tipis yang telah dibasahi pada permukaan benda kerja c. Hidupkan mesin hingga pisau frais berputar dan siap menyayat d. Dekatkan benda kerja menuju pisau frais hingga menyentuh kertas tipis.
e. Bila pisau telah menyentuh kertas tipis, hentikan mesin dan setinglah ukuran pada angka nol
f. Bebaskan benda kerja dengan menggerakkan lurus dan naikkan sesuai jedalaman yang disyaratkan
g. Lakukan pemakanan hingga tercapai kedalaman yang ditentukan dan jumlah gigi yang ditentukan
5) Pemotongan Gigi
Setelah pemasangan benda kerja, pengecekan kelurusan pahat, penentuan speed dan feed, setting dalam pemotoingan, siap maka langkah selanjutnya adalah operasional pemotongan.
a. sayatlah gigi pertama dengan poemakanan otomatis dan aturlah langkah meja sehingga akan berhenti apabila pahat telah sdsmapi di ujung benda kerja
b. Setelah satu kali penyatan telitilah ketepatan profil maupun ketepatan ukuran agar dapat dilakukan perbaikan bila masih kurang
c. Lakukan pemakanan pada gigi ke tiga dan selanjutnya hingga selesai.
Pitch pada pengefraisan rack pada dasarnya sama dengan pitch pada penegfraisan rooda gigi lurus. Pitch dapat dihitung dengan rumusan adalah Pitch = m x π mm.
Contoh 1 , Tentukan pergeseran meja frais pada pengefraisan rack (pitch) dengan modul 2.
Penyelesaian:
Hitung besar jarak , P itc h = m x π = 2 x 3,14 = 6,28 mm
4 Pitch = π/ D P
Contoh 2, Tentukan pergeseran meja frais pada pengefraisan rack (pitch) pada jarak rack = 12 DP
Penyelesaian:
3.
Metoda pengefraisan batang gigi (
rack gear
)
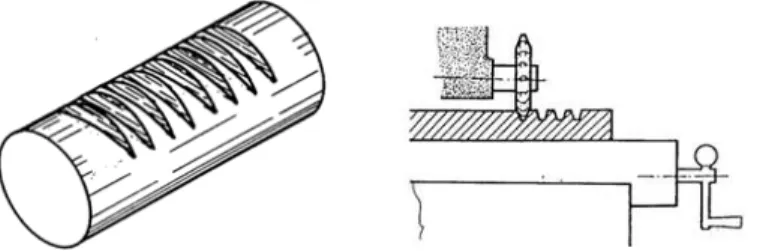
Sebagaimana prinsip kerja rack gear, yaitu Batang gigi berfungsi sebagai transmisi untuk merubah gerak lurus menjadi gerak putar atau sebaliknya Batang gigi umumnya berpasangan dengan roda gigi . Bentuk Alur gigi pada batang gigi ada yang lurus juga ada yang miring terhadap sumbu melintang batang, seperti gambar dibawah ini :
Gambar 5. 3 Batang gigi merubah gerak lurus menjadi gerak putar
Penampang batang gigi berbentuk bulat Dalam pengefraisan batang gigi pembagian pemotongan dapat dilakukan dengan menggeser meja sejauh π m dengan memutar langsung spindel meja.
Gambar 5. 4 pengefraisan batang gigi dg menggeser langsung spindel meja
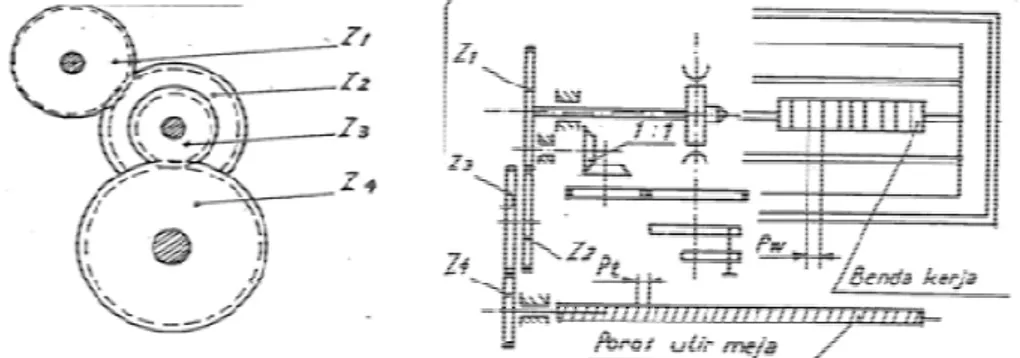
Untuk menggerakkan meja dapat juga dilakukan dengan menggunakan kepala pembagi yang dihubungkan ke spindel meja dengan perantara roda gigi. Bila pada meja terpasang kepala
5 pembagi, maka meja tersebut tidak dapat digerakkan langsung, kecuali dengan memutar engkol pada kepala pembagi., perhatikan gambar dibawah ini:
Gambar 5. 5 gerakkan meja dilakukan menggunakan kepala pembagi
Pada pengefraisan batang gigi lurus, yang pembagiannya digerakkan langsung oleh spindel,
panjang gerakkan
m
25.11
32.27
atau
m
.
.
π
=
Untuk pengefraisan yang pembagiannya menggunakan kepala pembagi, roda gigi transimisnya harus disesuaikan dengan hasil perhitungan.Gambar 5. 6 pengefraisan batang gigi lurus menggunakan kepala pembagi
Adapun Perhitungan rangkaian roda gigi, dpat menggunakan persamaan rumus sebagai berikut :
6 Digerakkan Penggerak nK.Pt iPw R Digerakkan Penggerak z2.z4 z1.z3 R = = = =
Sehingga persamaannya menjadi
z2.z4.i
K.pt
z1.z2.z3.n
Pw
=
Dimana :
a) R = Rasio roda gigi b) I = Rasio kepala pembagi c) Pw = Pitch benda kerja d) nK = Jumlah putaran engkol e) Pt = Pitch poros transportir
Jumlah putaran engkol untuk setiap pergeseran (nk), dipilih berdasarkan roda gigi yang tersedia pada unit kepala pembagi, perhatikan gambar dibawah ini :
Gambar 5. 8 Pergeseran (nk) ditentukan roda gigi yang tersedia
Hasil batang gigi yang baik adalah yang tepat terhadap roda gigi pinion sebagai pasangannya atau gaugenya.
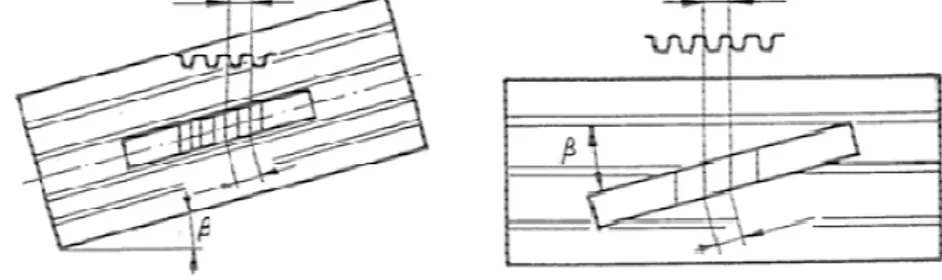
Dalam pembuatan batang gigi miring, terdapat dua macam Pitch yaitu Pitch normal (Pn) dan Pitch yang diukur sejajar sumbu batang (Ps), perhatikan gambar dibawah ini
Besarnya Ps =
β
cos
Pn
, dimanaβ = sudut kemiringan gigi., perhatikan gambar dibawah ini
7 Gambar 5. 9 Pitch normal (Pn) dan Pitch sejajar sumbu batang (Ps)
Contoh .1 Tentukan rangkaian gigi untuk pengefraisan batang gigi lurus bila diketahui : I = Rasio kepala pembagi = 40
Pw = Pitch benda kerja = 3,14 mm Pt = Pitch poros transporter = 6 mm m = modul = 1
Jawab :
Kita hitung R = Rasio roda gigi nK= Jumlah putaran engkol dengan rumus sebagai berikut
44
.
25
27
.
32
6
.
11
.
25
.
10
=
=
→
=
40.32.27.1
10
diambil
nK
nK.Pt
i.Pw
n
25.11
32.27
n
=
Jadi Jumlah gigi yang dipasang pd rangkaian roda gigi adalah : z1 = 32, z1 = 25, z3 = 72, z4= 44
Pada mesin frais dengan perlengkapan standar, jarang dijumpai roda gigi z=25. sebagai gantinya dicari roda gigi lain yang tersedia misalnya z = 40. oleh karenanya, Jumlah putaran
engkol adalah
40
44
.
40
72
.
32
6
.
11
.
5
.
16
16
10
.
=
→
=
=
=
=
2z
40.32.27.1
R
Jadi
25
40
nK
Sebagai koreksi :, malka Pitch benda kerja
mm
t
z1.z2.nK.P
Pw
3
,
1418
40
.
44
.
40
6
.
16
.
27
.
32
.
4
.
2
=
=
=
i
z
z
8 Contoh 2, Tentukan rangkaian roda gigi pada soal nomor 1 bila modul 1,25; 1,5 ; 1,75 ; 2,00 dan 2,5 mm.. untuk modul 2,5 mm hitunglah koreksinya.
Jawab : Untuk m = 1 mm, R =
44
.
40
72
.
32
44 . 40 72 . 64 44 . 40 2,5.32.72 R 2,5 m 44 . 40 72 . 64 44 . 40 2,0.32.72 R 2,0 m 44 . 40 72 . 56 44 . 40 1,75.32.72 R 1,75 m 44 . 40 72 . 48 44 . 40 1,5.32.72 R 1,5 m 44 72 44 . 40 1,25.32.72 R 1,25 m = = → = = = → = = = → = = = → = = = → = Untuk m = 2,5 mm, Pq = 2,5.π = 7,85398 mm Selisih = 0,00056 mm setiap gigiContoh 3, Untuk pengefraisan batang gigi miring dengan modul normal Mn = 2 mm. kemiringan gigi β = 19020’
Pt = 5 mm; i = 40 dan nk = 10
Tentukan rangkaian roda giginya ? Jawab :
Cos β =
Ps Pn
9 z2.z4 z1.z3 28.24 56.64 28.24 112.32 24, dan 28 bilangan mengalikan dengan 1 . 1 4.1,3334 5 10 40.6,65873 Ps Pw nK.Pt i.Pw R mm 6,65873 9436 0 14159 3 2 β Cos Pn Ps = = = = = = → = = = = . , , . Koreksi : 6,66666mm 40 24 28 56.64.10.5 z2.z4.i nk.Pt z1.z3. Pw = = = . .
selisih = 0,00793 mm setiap gigi
Contoh 4, Pada pembuatan skala nominus suatu alat ukur yang mempunyai ketelitian 0,05 mm, dibuatlah skala yang panjangnya = 19 mm terdiri dari 20 bagian.
Digunakan mesin frais yang mempunyai Pt = 5 mm dan kepala pembagi i = 40 Tentukan :
a) Rangkaian roda gigi
b) Jumlah putaran engkol kepala pembagi (nk)
Jawab :
Suatu bagian nominus besarnya = 0,95mm 20
19 =
Perhitungan rangkaian roda gigi, bila (Pw = 0,01 mm) = (nk = 1/20)
.5
40.0,01
nk.Pt
i.Pw
R
20 1=
=
z2 z1 40 64 4 8 5 1 20 01 0 40 = = = = . . , .Untuk menggerakkan meja sejauh 0,85 mm, engkol diputar sebanyak 95
01 0 95 0 = , , jarak
10 Jadi nk = 20 15 4 20 95 + =
Artinya = 4 kali putar engkol ditambah 15 jarak lubang pada plat index 20.
Maka langkah langkah pembuatan Batang Gigi Lurus Latihan no.1
Direncanakan pembuatan Batang Gigi Lurus, dengan data data sebagai berikut M = 1,75 mm; dan Pt = 6 mm, ratio i = 40
Maka langkah langkah nya sebagai berikut : 1) Hitung harga Pitch benda kerja
Pw = ∏ . 1,75 = 5,4977 mm = 5,5 mm
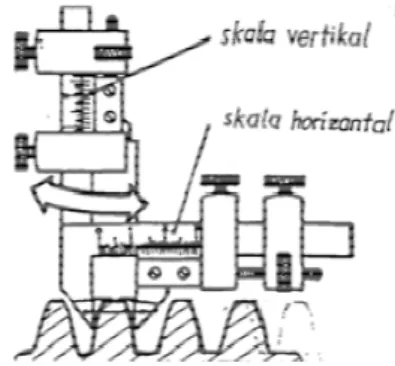
2) Selanjutnya dalam proses Pembagian bisa di lakukan tanpa menggunakan kepala pembagi, melainkan langsung dengan skala spindel meja., perhatikan gambar dibawah ini :
Gambar 5. 10 proses Pembagian langsung dengan skala spindel meja
3) Siapkan mesin frais Universal dan pasang benda kerja pada meja mesin juga pasang pisau frais modul 1,75 mm (m = 1.75).
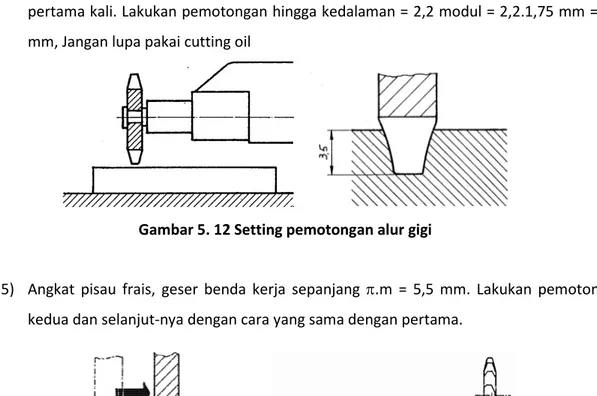
11 4) Atur posisi pisau frais terhadap benda kerja tepat pada alur gigi yang akan dipotong pertama kali. Lakukan pemotongan hingga kedalaman = 2,2 modul = 2,2.1,75 mm = 3,5 mm, Jangan lupa pakai cutting oil
Gambar 5. 12 Setting pemotongan alur gigi
5) Angkat pisau frais, geser benda kerja sepanjang π.m = 5,5 mm. Lakukan pemotongan kedua dan selanjut-nya dengan cara yang sama dengan pertama.
Gambar 5. 13 Lakukan pengefraian alur.
6) Setelah selesai kikir segitiga pemotongan sejumlah alur gigi yang diinginkan hilangkan tajam semua sudut gigi dengan kikir segitiga
Gambar 5. 14 hilangkan tajam sudut gigi dengan kikir
12 Gambar 5. 15 Periksa ketebalan gigi dengan jangka sorong.
Latihan no.2
Direncanakan pembuatan Membuat Batang Gigi Lurus dengan data data sebagai berikut M = 1,5 mm; Pt = 6 mm i = 40,
Maka langkah yang harus dilakukan adalah :
1) Pada latihan ini, Pw = ∏ . m = 4,71239. Jadi pembagian yang tepat menggunakan kepala pembagi.
Gambar 5. 16 Tentukan PW menggunakan kepala pembagi
2) Pasang kepala pembagi universal pada mesin frais, dan siapkan perkakas serta Siapkan kotak roda gigi. Pasang kotak roda gigi dan susun roda gigi sesuai hasil perhitungan
nk.Pt i.Pw R=
Gambar 5. 17 Pasang kepala pembagi dan susun roda gigi
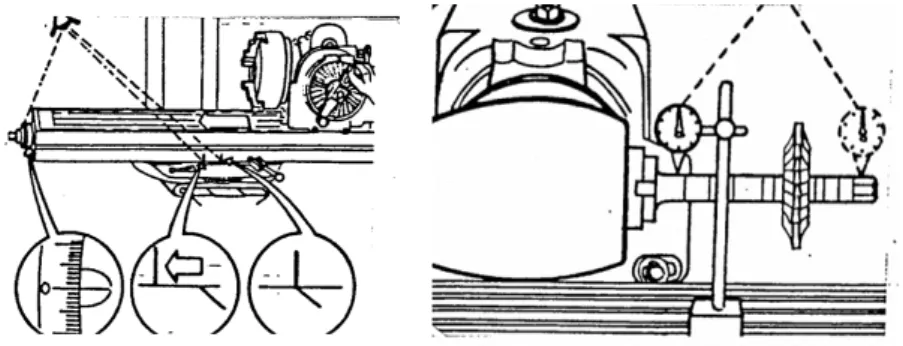
3) Periksa perbandingan putaran nk terhadap gerak Pw. nk = Pw (sesuai perhitungan) , Pasang pisau frais , Putar kepala mesin 900. Periksa kesejajaran-nya terhadap meja. Atur putaran mesin untuk proses pengefraian.
13 Gambar 5. 18 Pasang pisau frais dan Periksa kesejajaran-nya
4) Cekam benda kerja yang sudah dipersiapkan dengan klem atau ragum, Atur posisi pisau frais terhadap benda kerja tepat pada bagian yang akan disayat.Lakukan penyayatan hingga kedalaman 2,2 modul.
Gambar 5. 19 Atur posisi pisau frais terhadap benda kerja
5) Setelah penyayatan alur pertama selesai, geser benda kerja sejauh Pw dengan memutar engkol = nk. Lakukan penyayatan alur kedua dan Selanjutnya lakukan penyayatan alur ketiga dan seterusnya sesuai yang dikehendaki.
Gambar 5. 20 Penyayatan alur lurus dengan pisau Frais
14 Gambar 5. 21 Periksa ketebalan gigi dengan jangka sorong roda gigi
15 Latihan NO.3
Direncanakan pembuatan Batang Gigi Lurus, dengan data data sebagai berikut : m = 1,25 mm; Pt = 6 mm β = 450 i = 40
Maka tahapan proses yang harus dilakukan sama dengan adalah sebagai berikut
1) Dalam latihan ini Pw = 1,25 . ∏ = 3,92699 mm. Jadi pembagiannya harus menggunakan kepala pembagi
Gambar 5. 22 Tentukan PW batang dengan kemiringan (β)
2) Pada pembuatan batang gigi miring ini, bila batang dipasang sejajar meja, maka Pw = Ps. Tentukan bila batang dipasang miring (β) terhadap meja maka Pw = Pn.
16 3) Agar mudah pelaksanaannya, dalam latihan ini batang dipasang miring terhadap meja.
Pasang kepala pembagi universal pada mesin frais.
Gambar 5. 24 posisikan batang dipasang miring (β) terhadap meja
4) Pasang juga kotak dan roda gigi transmisinya sesuai hasil perhitungan. Pasang pisau frais dan periksa kesejajarannya terhadap meja.Atur putaran mesin, dengan penggunakan parameter Kecepatan potong yang digunaka 1/3 dari Vc normal
Gambar 5. 25 Periksa kesejajaran pisau frais terhadap meja
5) Atur posisi pisau frais terhadap benda kerja tepat pada bagian yang akan disayat, Lakukan penyayatan pertama hingga kedalaman 2,2 m, gunakan cutting oil untuk pendingin
Gambar 5. 26 posisi pisau frais terhadap benda kerja
6) Geser benda kerja sejauh Pw, dengan memutar engkol sebanyak nk. Lakukan penyayatan kedua. Kemudian Lakukan penyayatan berikutnya dengan cara yang sama, hingga jumlah gigi yang diinginkan.
17 Gambar 5. 27 Penyayatan alur lurus dengan pisau Frais
7) Periksa ketebalan gigi yang telah dihasilkan dengan jangka sorong roda gigi.