TUGAS AKHIR
PERANCANGAN MEJA KERJA KHUSUS RECYCLE SAMPAH ELEKTRONIK YANG ERGONOMIS MENGGUNAKAN METODE
ERGONOMIC FUNCTION DEPLOYMENT (EFD)
Tugas Akhir ini Disusun Guna Memenuhi Persyaratan untuk Mencapai Derajat Sarjana S-1
Oleh : RINA ASTUTIK
E12.2011.00528
PROGRAM STUDI TEKNIK INDUSTRI FAKULTAS TEKNIK
UNIVERSITAS DIAN NUSWANTORO SEMARANG
iv
KATA PENGANTAR
Assalamu’alaikum Wr. Wb.
Puji syukur Penulis panjatkan kehadirat Allah dengan
rahmatdanhidayah-Nyatelahmemberikankekuatanpikirandankesehatankepada Penulis sehingga
Penulis dapat menyelesaikan penyusunan Proposal Tugas Akhir yang
berjudul“PERANCANGAN MEJA KERJA KHUSUS RECYCLE SAMPAH
ELEKTRONIK YANG ERGONOMIS MENGGUNAKAN METODE
ERGONOMIC FUNCTION DEPLOYMENT (EFD)”initepat padawaktunya.
Dalam penyusunanproposalini, Penulis banyakmendapat pengarahan,
bimbingandan saranyang bermanfaatdariberbagaipihak.Makadariitu,dalam
kesempatan ini Penulis mengucapkan banyak terimakasih kepada:
1. Allah SWT, atas segala petunjuk-Nya sehingga Penulis dapat
melaksanakan Tugas Akhir dengan baik dan lancar.
2. BapakDr.EngYulimanPurwanto,M.EngselakuDekanFakultasTeknikUn
iversitas Dian Nuswantoro.
3. Ibu Dwi Nurul Izzhati, M.MT selaku ketua Program Studi
TeknikIndustriUniversitas DianNuswantoro.
4. BapakJazuli, S . T , M.EngdanBapak Rindra Yusianto S.Kom. MT
selakudosenpembimbingyangbersediameluangkanwaktuuntukmemberi
kanbimbingan,arahan,motivasidalamprosespelaksanaanTugasAkhirdan
v
5. Orang Tua, yang tak pernah lelah memberikan dukungan moril dan
pengawasan kepadaPenulis dalam setiap prosesyangdijalani oleh
Penulis.
6. Para pekerja di Home Industrirecycle sampah elektronik
Semarangtelah bersedia memberikan masukan dan informasi mengenai
penelitian.
7. Teman-temanTeknikIndustri,saudara,kerabatdansahabatyangselalu
memberikansuasanamenjadimenyenangkandalampenyusunanlaporan
sertamemberikan banyak informasi, semangat dan doauntuk Penulis.
PenulismenyadaribahwalaporanTugasAkhir jauh dari sempurna,
karenaitupenulismengharapkankritikmaupun sarandari pembaca
sekalian.SemogaLaporan TugasAkhir inidapatbermanfaatuntukmenambah
pengetahuantentang perancangan mejapada umumnya danmenjadireferensibagi
adik-adik kelas. Terimakasih.
Wassalamu’alaikum Wr. Wb.
Semarang, 21 April 2015 Penulis
vi
HALAMAN PERSEMBAHAN
Tugas Akhir ini saya persembahkan,
Untuk Kedua Orang Tuaku tercinta (Almh. Bapak Sya’roni dan Ibu Rohmah), sebagai penyemangatdan motivatorku untuk terus melangkah menuju mimpi dan cita-citaku,
Kakak-kakak kutercinta (Rony Siswati, AriYanto, dan Ernawati), sebagai saudara yang selalu ada untuk selalu menyemangatiku, menghibur dan membantu setiap waktu,
Biro Perencanaan dan Kerjasama Luar Negeri (BPKLN), yang telah memberikan kesempatan untuk menerima Beasiswa Unggulan sehingga memotivasi penulis untuk terus belajar menjadi mahasiswa yang unggul, Pak Jazuli dan Pak Rindra, sebagai dosen pembimbing yang telah bersedia meluangkan waktu dan memberikan semangat dalam penyelesaian Tugas Akhir ini,
Para Pelaku Home Industri Recycle Sampah Elektronik, sebagai sumber inspirasi dan mitra yang telah memberikan banyak informasi mengenai Tugas Akhir ini,
Feby Kumara Adi atau om Feby atau abang eby yang selalu membantu dan memotivasiku TA ku selalu dengan sabar, Titud yang juga selalu ada membantuku setiap saat tanpa kenal lelah,Janu Iteincut,Ichung,Upin Ipin (Eny dan Ely),Jedor,Rendra,Ilham sebagai sahabat-sahabat terbaik seperjuangan dalam suka dan duka semasa kuliah.
Tak lupa juga Sahabat SMA N 10 tercintaku Fitri Indah (Zpy),Isnaeni (Iis), Nando, Upil, Serut, Wowon, Arlika, Ayuk (Nyuk), Agus,
Sahabat-sahabat lainnya, teman-teman, adik tingkat dan orang-orang yang tidak bisa disebutkan disini, TERIMAKASIH untuk Semua.
Untuk Universitas Dian Nuswantoro, thanks for all.
Keep going, whatever it’s going to happen, trust your ambition waiting and waiting your steps to reach it. So, do not be afraid to try!!
vii DAFTAR ISI
HALAMAN PENGESAHAN ... Error! Bookmark not defined.
KATA PENGANTAR ... iError! Bookmark not defined.
DAFTAR ISI ... Error! Bookmark not defined.
DAFTAR GAMBAR ... x
DAFTAR TABEL ... xi
DAFTAR LAMPIRAN ... xiii
INTISARI ... xiv ABSTRACT ... xv BAB IPENDAHULUAN ... 1 1.1Latar Belakang ... 1 1.2Perumusan Masalah ... 3 1.3Tujuan Penelitian ... 4 1.4Manfaat Penelitian ... 4 1.5Pembatasan Masalah ... 5 1.6Keaslian Penelitian ... 6
BAB IITINJAUAN PUSTAKA ... 9
viii
2.1.1Pengertian Diferensiasi Produk ... 9
2.2Perancangan dan Pengembangan Produk ... 11
2.2.1Proses Pengembangan Produk ... 13
2.3Sampah Elektronik ... 18
2.3.1 Proses Pengolahan Sampah Elektronik ... 20
2.4Ergonomic Function Deploymen (EFD) ... 21
2.4.1Langkah-Langkah Metode Ergonomic Function Deployment (EFD) ... 22
2.5Ergonomi ... 27
2.5.1Maksud dan Tujuan Ergonomi ... 29
2.5.2 Sistem Kerja Menurut Ergonomi ... 29
2.6Anthropometri... 30 2.6.1Persentil ... 34 2.6.2Dimensi Tubuh ... 36 2.7 Teknik Sampling ... 37 2.8Uji Statistik ... 40 2.8.1Uji Validitas ... 40 2.8.2Uji Reliabilitas ... 42
BAB IIIMETODE PENELITIAN ... 44
3.1 Obyek dan Sumber Penelitian ... 44
ix
3.2.1Data Primer ... 44
3.2.2Data Sekunder ... 45
3.3Metode Pengumpulan Data ... 45
3.3.1Observasi ... 45 3.3.2Wawancara ... 45 3.3.3Studi Pustaka ... 45 3.3.4 Kuesioner ... 46 3.4Alur Penelitian ... 47 3.4.1Studi Lapangan ... 49 3.4.2Identifikasi Masalah ... 49 3.4.3Studi Pustaka ... 49 3.4.4Pengumpulan Data ... 50
3.4.5Uji Reliabilitas dan Validitas ... 52
3.4.6Metode Ergonomic Function Deployment (EFD) ... 52
3.4.7Pendekatan Anthropometri ... 56
3.4.8 Perancangan dan Prototype Penduduk ... 59
3.4.9 Analisa dan Pembahan ... 59
3.4.10 Kesimpulan dan Saran ... 60
BAB IV HASIL DAN PEMBAHASAN ... 61
x
4.1.1Data Kuesioner ... 61
4.2Pengolahan Data ... 62
4.2.1 Olah Data Kuesioner ... 62
4.2.1.1Uji Kecukupan Data... 62
4.2.1.2Uji Validitas ... 64
4.2.1.3Uji Realibilitas ... 65
4.3Analisis Implementasi EFD ... 66
4.3.1Identifikasi Kebutuhan Konsumen ... 66
4.3.2Menentukan Tingkat Kepentingan Konsumen ... 66
4.3.3Menentukan Tingkat Kepentingan Konsumen ... 68
4.3.4Menentukan Goal (Target) ... 69
4.3.5Menentukan Rasio Perbaikan (Improvement Ratio) ... 70
4.3.6Menentukan Titik Jual (Sales Point) ... 72
4.3.7Menghitung Raw Weight ... 72
4.3.8Menghitung NormalizedRaw Weight ... 74
4.3.9Menentukan Respon Teknis ... 75
4.3.10Hubungan Respon Teknis dengan Kebutuhan Konsumen ... 76
4.3.11Menentukan Target Spesifikasi ... 84
4.3.12Analisis Benchmarking... 84
xi
4.4Data Anthropometri ... 87
4.5Perancangan Produk ... 91
4.5.1Penentuan Desain ... 92
4.5.2Gambar Kerja... 93
4.5.3 Daftar Kebutuhan Bahan ... 94
4.5.4 Analisis Biaya ... 96
4.6Analisis Implementasi Produk ... 97
BAB V KESIMPULAN DAN SARAN ... 99
5.1Kesimpulan ... 99
5.2Saran 99 DAFTAR PUSTAKA ... 101
xii
DAFTAR GAMBAR
Gambar 2.1Tahap Pengembangan konsep ……….……...………15
Gambar 2.2House of Ergonomic………...…….…... 21
Gambar 2.5Distribusi normal…….…………. ………...…...…..35
Gambar 2.6Dimensi Tubuh…….. ………...…..…..36
Gambar 2.7 Posisi Duduk Samping….………...…...39
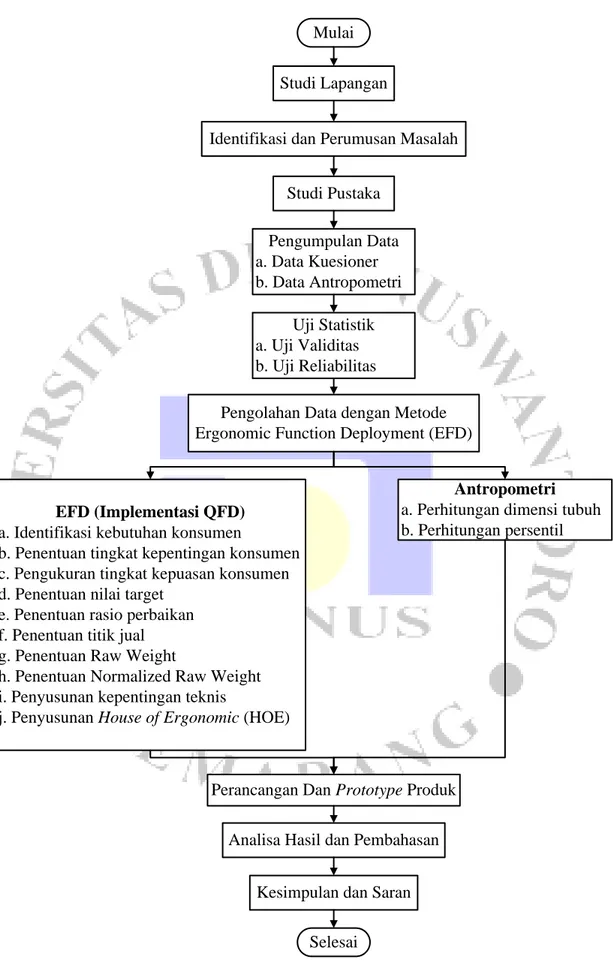
Gambar 3.1 Alur Penelitian………...……...48
Gambar 4.1 House of Ergonomic………..86
Gambar 4.2 Tampak Atas Meja Kerja ………...………...90
Gambar 4.3 Tampak Depan Meja Kerja ………...………91
Gambar 4.4 Tampak Samping Meja Kerja.…...………...91
Gambar 4.5 Desain Meja Kerja…...………...93
xiii
DAFTAR TABEL
Tabel 1.1 Keaslian Penelitian ………...………….6
Tabel 2.1 Dimensi tubuh untuk perancangan dengan antropometri ………...….36
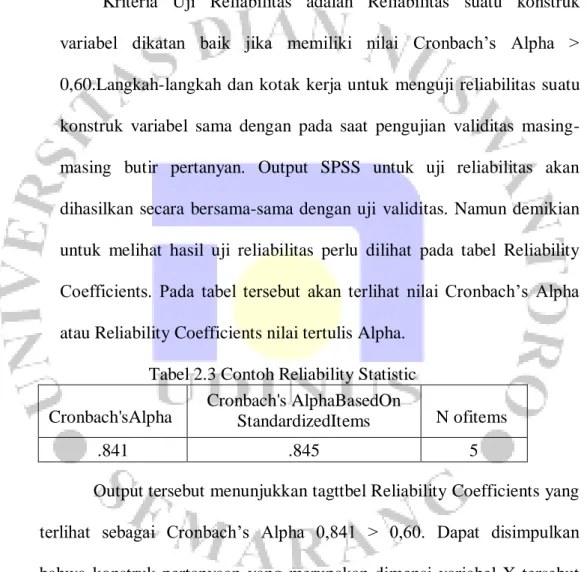
Tabel 2.3 Contoh Reliability Statistic……...……….……43
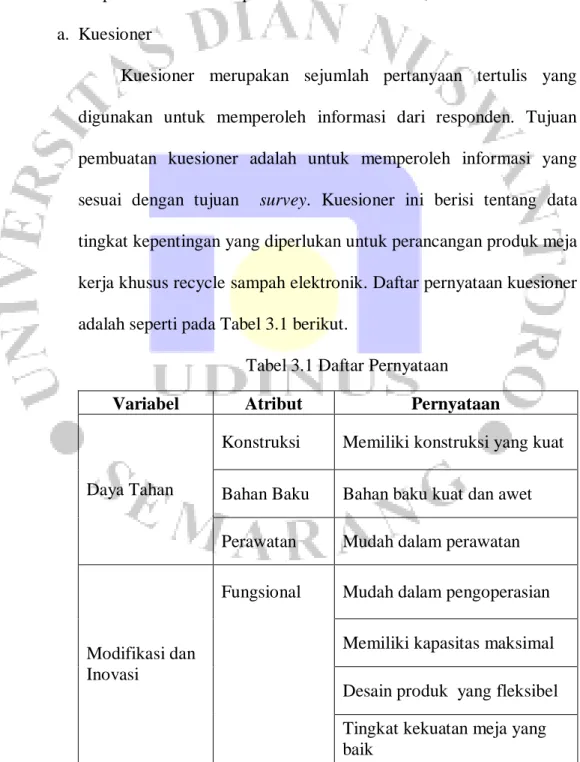
Tabel 3.1 Daftar Pertanyaan ……….…….50
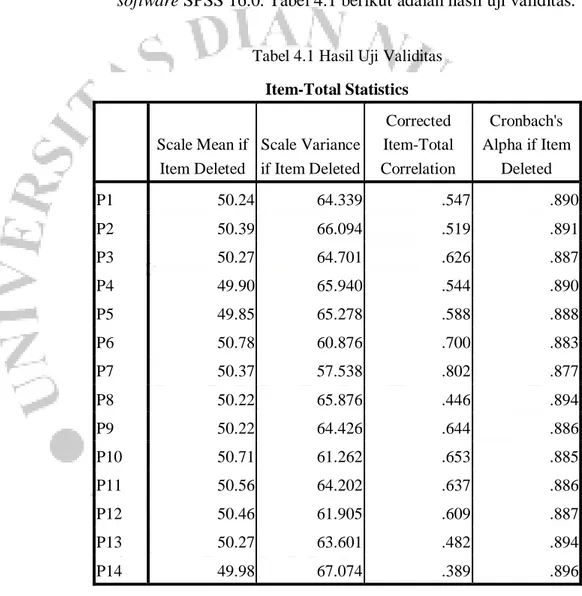
Tabel 4.1 Hasil Uji Validitas……….…….64
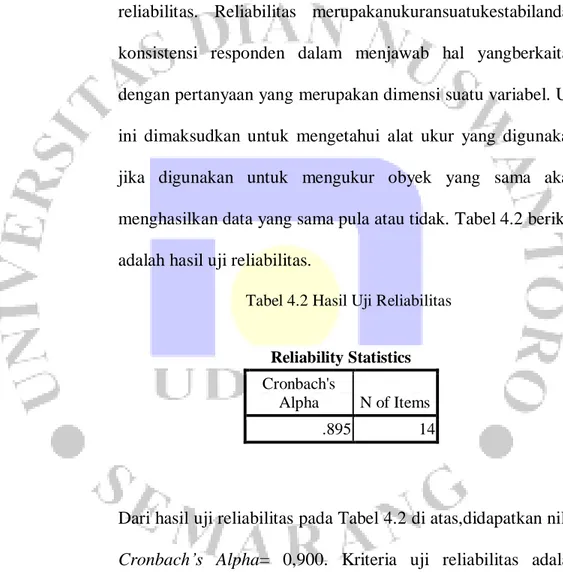
Tabel 4.2 Hasil Uji Reliabilitas………....……….…….65
Tabel 4.3 Rekap Data Hasil Tingkat Kepentingan………....……….66
Tabel 4.4 Rekap Data Hasil Tingkat Kepuasan…………....……….68
Tabel 4.5 Goal (Target)…………....……….69
Tabel 4.6Improvement Ratio…...……….71
Tabel 4.7Sales Point…...……….72
Tabel 4.8Raw Weight…...………73
Tabel 4.9 NormalizedRaw Weight…...………74
Tabel 4.10 Karakteristik Teknis…...………76
Tabel 4.11 Simbol Kekuatan Hubungan Karakteristik Teknis………77
xiv
Tabel 4.13 Perhitungan Kontribusi dan Urutan Prioritas……….…..79
Tabel 4.14 Target Spesifikasi………..……….…..84
Tabel 4.15 Produk Pesaing………..……….……..85
Tabel 4.16 Data Dimensi Anthropometri yang digunakan..……….……..88
Tabel 4.17 Daftar Kebutuhan Bahan Meja………...……….……..95
Tabel 4.18 Daftar Perlengkapan dan Aksesoris Meja………..………….……..96
Tabel 4.19 Perhitungan Harga Jual Meja Kerja………..………….…………...96
xv
DAFTAR LAMPIRAN
Lampiran 1. Kuesioner Terbuka ... 103
Lampiran 2. Kuesioner Tertutup ... 105
Lampiran 3. Rekap Kuesioner Tingkat Kepentingan ... 109
Lampiran 4. Rekap Kuesioner Tingkat Kepuasan ... 111
Lampiran 5. Kuesioner Benchmarking ... 113
Lampiran 6. Rekap Kuesioner Benchmarking ... 117
xvi
INTISARI
Daur ulang sampah elektronik sering dilakukan oleh sektor informal dengan biaya murah, seperti pengepul sampah elektronik bersakala home industry. Dalam prosesnya, pekerja banyak melakukan aktivitas membungkuk dan jongkok sambil jalan bergeser dalam waktu yang cukup lama. Melihat kondisi kerja di atas, perlu dilakukan perancangan alat bantu proses pengolahan sampah elektronik yang berupa meja kerja.Tujuan dari penelitian ini adalah merancang produk meja kerja khusus recycle sampah elektronik yang ergonomis sesuai dengan kebutuhan pekerja melalui pendekatan metode Ergonomic Function
Deployment (EFD). Pengolahan data dengan menggunakan metode EFD didapat
variabel yang perlu dikembangkan berdasar urutan prioritas yaitu bentuk meja kerja ergonomis, waktu pembongkaran lebih singkat, hasil bongkaran lebih banyak, meja kerja dapat mengurangi pegal pada punggung dan dimensi meja kerja sesuai dengan bentuk tubuh operator. Dimensi anthropometri yang digunakan adalah tinggi siku duduk (Tsd), tinggi polipteal duduk (Tpd), tinggi lutut duduk (Tld), tinggi bahu duduk (Tbd), rentang tangan ke samping ,rentang tangan ke depan, panjang lengan atas dan panjang lengan bawah. Berdasarkan metode tersebut dihasilkan rancangan meja kerja khusus recycle sampah elektronik dengan dimensi 142,5x100x76cm, berbahan multiplek dan kaki penyangga dari besi hollow. Total biaya yang dibutuhkan untuk pembuatan meja sebesar Rp 2.054.000,- dan dengan menggunakan meja ini dapat mempercepat proses pekerjaan rata-rata 2,36 menit.
Kata kunci: Sampah Elektronik, Recycle Sampah Elektronik, Meja Kerja Khusus.
xvii
ABSTRACT
Recycling of electronic waste is often carried out by the informal sector with low cost, such as electronic garbage collectors in home industry scale. In the process, workers do a lot of bending and squatting activities while the shift in a long time. See the above working conditions, it is necessary to design tools processing of electronic waste in the form workbench. The purpose of this study is to design products specifically work desk ergonomic recycle electronic waste in accordance with the needs of workers using Ergonomic Function Deployment (EFD)method. Data processing using EFD methods obtained variables that need to be developed based on the order of priorities that form an ergonomic work desk, shorter dismantling time, the result of more demolition, working table can reduce stiffness in the back and the dimensions of the work table according to the operator's body shape. Dimensional anthropometric used is elbow height sitting (TSD), high polipteal sitting (TPD), knee height sitting (TLD), shoulder height sitting (TBD), the range of hands to the side, the range of the hand to the front, long-sleeve top and long forearm , Under this method produced a special work table design recycle electronic waste with dimensions 142,5x100x76cm, multiplex and leg braces made of hollow steel. The total cost required to manufacture the table of Rp 2.054.000, - and by using this table can speed up the process of work on average 2.36 minutes.
1
BAB I PENDAHULUAN 1.1. Latar Belakang
Dewasa ini perkembangan teknologi perangkat elektronik sangat pesat
seiring dengan berkembangnya ilmu pengetahuan. Hal ini akan berdampak
pada banyaknya produksi perangkat elektronik yang selalu terbaharui guna
memenuhi tuntutan masyarakat yang semakin maju. Penggunaan perangkat
elektronik dipengaruhi faktor-faktor meningkatnya pertumbuhan ekonomi
suatu negara, populasi penduduk, dan daya beli masyarakat.
Menurut Osibanjo et al, (2006), pada kenyataannya barang-barang
elektronik biasanya tidak digunakan lagi meskipun masih dapat beroperasi
Sehingga barang-barang elektronik yang sudah tidak terpakai ini akhirnya
menjadi sampah yang sering disebut sebagai Sampah Elektronik (E-Waste)
dan mengalami peningkatan yang sangat cepat. Secara global, jumlah
timbulan sampah elektronik mencapai 20-50 Mt per tahun, yang setara
dengan 1-3% dari sampah dunia. (Gaidajis, 2010).
Menurut hasil penelitian Fishbein (2002);Scharnhorst et al (2005) yang
disitasi oleh Jang et al (2010), di dalam komponen penyusun barang-barang
elektronik ditemukan bahan toksik karena komponennya mengandung
logam yang termasuk sebagai bahan beracun dan berbahaya (B3) antara lain
timbal, berilium, merkuri, cadmium, kromium, arsenic, BFRs (Brominated
Flame Retardants) dan lain sebagainya. Beberapa bahan kimia tersebut
dapat terlepas ke lingkungan dan menyebabkan ancaman bagi kesehatan
Namun dibalik potensi bahaya yang ditimbulkan, sampah elektronik
tersebut juga dapat memberi nilai tambah dengan melakukan proses
recycle sehingga dapat menambah keuntungan. Di dalam sampah
elektronik terdapat suatu kandungan logam mulia yang dapat
dimanfaatkan untuk dijadikan bisnis pengolahan sampah elektronik.
Daur ulang sampah elektronik sering dilakukan oleh sektor informal
dengan biaya murah, seperti pengepul sampah elektronik bersakala home
industry. Berdasar hasil survey yang dilakukan dengan penyebaran
kuesioner pada pekerja recycle sampah elektronik, selama ini penanganan
sampah elektronik dilakukan dengan cara memisahkan tiap bagian dan
mengelompokkan sesuai jenis dan kandungan di dalamnya untuk
kemudian diambil secara manual. Ada pula di beberapa home industry
recycle tersebut yang hanya mengambil bagian terpenting yang ada dalam
kandungan sampah elektronuik tersebut. Dalam prosesnya, pekerja
banyak melakukan aktivitas membungkuk. Hal ini berarti kondisi kerja
tersebut tidak ergonomis dan akan menimbulkan kelelahan pada pekerja
serta waktu untuk megolah sampah elektronik menjadi lama.
Saat ini para pekerja masih menggunakan meja kerja lama yang
belum ergonomis, yaitu dengan dimensi 120 cm x 70 cm x 75 cm. Selain
itu meja kerja lama juga belum terdapat tempat penyimpanan perkakas,
tidak ada area khusus melakukan pembongkaran dan belum adanya laci
atau tempat untuk menyimpan hasil pembongkaran sehingga terlihat
Melihat kondisi kerja di atas, perlu dilakukan perancangan alat bantu
proses pengolahan sampah elektronik yang berupa meja kerja. Meja kerja
yang digunakan dalam kegiatan ini akan lebih membantu para pekerja
dalam mengelompokkan komponen berkaitan peletakan peralatan dan
perlengkapan meja kerja yang dibutuhkan. Berdasar uraian tersebut di atas,
penulis ingin memperbaiki sistem kerja yang ada di home industry recycle
sampah elektronik, yaitu dengan terciptanya sebuah rancangan meja kerja
yang ergonomis dimana tata letaknya tertata dengan rapi untuk mendaur
ulang sampah elektronik, berdasarkan letak-letak komponen-kompenen dari
sampah elektronik yang dibongkar atau dikelompokkan komponennya
sesuai dengan klasifikasi jenisnya dari sampah elektronik tersebut.
1.2 Perumusan Masalah
Berdasarkan latar belakang di atas, didapatkan perumusan masalah
bagaimana merancang produk meja kerja yang ergonomis khusus recycle
sampah elektronik yang sesuai dengan kebutuhan pekerja melalui pendekatan
1.3 Tujuan Penelitian
Berdasarkan rumusan masalah di atas, adapun tujuan dari penelitian ini
yaitu merancang produk meja kerja khusus recycle sampah elektronik yang
ergonomis sesuai dengan kebutuhan pekerja melalui pendekatan metode
Ergonomic Function Deployment (EFD).
1.4 Manfaat Penelitian
Adapun manfaat dari penelitian ini adalah sebagai berikut:
a. Bagi Peneliti
Menambah ilmu pengetahuan dan wawasan yang luas dalam proses
perancangan produk, dan mengimplementasikan ilmu pengetahuan
akademis yang telah didapat.
b. Bagi Akademik
Penelitian ini diharapkan dapat menambah referensi dan bahan analisis
untuk perbandingan penelitian lebih lanjut.
c. Bagi masyarakat dan dunia industri
Diharapkan dapat menjadi referensi untuk metode perancangan produk
agar produk yang dihasilkan sesuai dapat memenuhi kebutuhan dan
1.5 Pembatasan Masalah
Agar penelitian tidak menyimpang dari permasalahan yang akan
dibahas, maka pembatasan masalah dalam penelitian ini bertujuan untuk
mengurangi ruang lingkup permasalahan. Peneliti membatasi permasalahan
pada:
a. Penelitian ini hanya dilakukan pada pekerja di home industry recycle
sampah elektronik.
b. Dimensi barang yang diteliti adalah handphone,laptop,CPU,tablet.
c. Hasil penelitian berupa rancangan dan prototype produk.
d. Metode yang digunakan dalam ini yaitu metode Ergonomic Function
1.6 Keaslian Penelitian
Tabel 1.1 Keaslian Penelitian
Peneliti Metode Hasil
Herviyani
(2006)
QFD dan
Antrophometri
Perancangan meja dan kursi anak
menggunakan metode Quality
Function Deployment (Qfd) dengan
pendekatan athropometri dan bentuk
fisik anak. Hasil penelitian ini yaitu
berupa suatu perancangan dan
pengembangan meja dan kursi anak. Raymundus
(2013)
Antropometri rancang bangun meja tata cara
kerja yang ergonomis berdasarkan
data antropometri. Hasil akhir dari
penelitian ini adalah suatu produk
sesuai dengan desain.
Wibowo (2011) EFD perancangan ulang desain kursi
penumpang mobil land rover yang
ergonomis dengan metode
Ergonomic Function Deployment
(EFD) hasil penelitian dengan metode
ini untuk memudahkan proses
perancangan, pembuatan keputusan
“direkam” dalam bentuk matrik-matrik.
Meyharti (2013) EFD Usulan Rancangan Baby Tafel
Portable dengan Metode EFD
dihasilkan perancangan mempunyai
ukuran 95x63x85 cm. Data tersebut
didapatkan dari hasil perhitungan
antropometri pada saat
perancangan.
Adrianto (2014) EFD Usulan Rancangan Tas Sepeda Trial
Menggunakan Metode EFD
menghasilkan sebuah tas sepeda
dirancang agar pengguna tas sepeda
ini dapat semua prinsip ENASE
(efektif, nyaman, aman, sehat,
efisien).
Surya (2014) EFD Aplikasi Ergonomic Function
Deployment (EFD) pada redesign alat
parut kelapa untuk ibu rumah tangga
didapatkan hasil bahwa setelah
dilakukan perancangan ulang alat
parut kelapa sistem engkol
menunjukkan bahwa rancangan alat
parut kelapa sistem engkol yang
Juwono (2011) QFD Perancangan meja tulis multifungsi
menggunakan metode QFD
menghasilkan variable kebutuhan
konsumen yang memiliki prioritas
yaitu: meja tulis memiliki
multifungsi, kemiringan bias meja
yang bisa diatur, mempunyai
tingkat kenyaman yang baik, ada
tempat menyimpan, memiliki
tingkat keamanan yang baik.
Prasetyo (2012) QFD Rancang bangun meja setrika
multifungsi menggunakan metode
QFD diperoleh hasil prioritas yaitu
material kerangka meja seterika,
multifungsi, desain meja seterika,
alas meja seterika, alat bantu, tinggi
tegak meja seterika.
Dantes (2013) QFD Kajian awal pengembangan produk
dengan menggunakan metode QFD
menjadi hal penting dalam
pengembangan sebuah produk
otomotif tang jepit “Jaw Locking
9
BAB II
TINJAUAN PUSTAKA
2.1 Pengertian Produk
Pengertian produk menurut Kotler dan Keller (2007) bahwa :” Produk adalah segala sesuatu yang dapat ditawwarkan ke pasar untuk memuaskan
keinginan atau kebutuhan.” Produk-produk yang dipasarkan yang dipasarkan meliputi barang fisik, jasa, pengalaman, acara-acara, orang, tempat, property,
organisasi, dan gagasan.
Fandy Tjiptono (2008) mengatakan bahwa : “Produk merupakan segala
sesuatu yang dapat ditawarkan produsen untuk diperhatikan, diminta, dicari,
dibeli, digunakan, atau dikonsumsi pasar sebagai pemenuhan kebutuhan atau
keinginan pasar yang bersangkutan.”
2.1.1 Pengertian Diferensiasi Produk
Philip Kotler (2002) mengatakan bahwa: “Diferensiasi adalah tindakan
merancang serangkaian perbedaan yang berarti untuk membedakan
tawaran perusahaan dengan tawaran pesaing”.
Menurut Gunawan Adisaputro (2010) bahwa : Diferensiasi adalah
upaya untuk merancang seperangkat pembeda atau atribut produk fisik
untuk membedakan produk perusahaan dengan produk pesaingnya.
Variabel-variabel diferensiasi produk yang disebutkan Kotler dan
Keller (2007), diantaranya:
1. Bentuk
Banyak produk yang dapat didiferensiasi berdasarkan bentuk,
2. Fitur
Sebagian besar produk yang dapat ditawarkan dengan Fitur
(feature) yang berbeda-beda yang melengkapi fungsi dasar produk.
3. Mutu kinerja
Mutu kinerja adalah level berlakunya karakteristik dasar produk.
4. Mutu kesesuaian
Mutu kesesuaian (conformance quality) adalah tingkat kesesuaian
dan pemenuhan semua unit yang diproduksi terhadap spesifikasi
sasaran yang dijanjikan.
5. Daya tahan
Daya tahan (durability) ukuran usia yang diharapkan atas
beroperasinya produk dalam kondisi normal dan atau berat,
merupakan atribut yang berharga untuk produk-produk tertentu.
6. Keandalan
Keandalan (reability) adalah ukuran probabilitas bahwa produk
tertentu tidak akan rusak atau gagal dalam periode waktu tertentu.
7. Mudah diperbaiki
Kemudahan diperbaiki adalah ukuran kemudahan untuk
memperbaiki produk ketika produk itu rusak atau gagal.
8. Gaya
Gaya (style) menggambarkan penampilan dan perasaan yang
9. Rancangan : kekuatan pemaduan
Rancangan adalah totalitas fitur yang mempengaruhi penampilan
dan fungsi produk tertentu menurut yang diisyaratkan oleh
pelanggan.
2.2 Perancangan dan Pengembangan Produk
Perancangan dan pengembangan produk dapat diterjemahkan sebagai
serangkaian aktifitas yang saling berkaitan yang dimulai dari analisis
persepsi dan peluang pasar, sampai ke tahap produksi, penjualan serta
pengiriman produk. Selama ini dimensi laba bagi investor merupakan
dimensi yang banyak digunakan untuk menilai usaha pengembangan
produk. Akan tetapi terdapat lima dimensi spesifik antara lain dalam
perancangan dan pengembangan produk, antara lain (Ulrich&Eppinger,
2001):
a. Kualitas Produk
Hal ini meliputi seberapa baik produk yang dihasilkan, apakah produk
tersebut telah memuaskan keinginan pelanggan dan apakah produk
tersebut kuat serta handal.
b. Biaya Produk
Biaya produk ini merupakan biaya untuk modal peralatan dan alat
bantu serta biaya produksi setiap unit produk. Biaya ini akan
menentukan besanya laba yang dihasilkan pada volume penjualan dan
c. Waktu Pengembangan Produk
Dimensi ini akan menentukan kemampuan dalam berkompetisi yang
mana waktu dan pengembangan produk menunjukkan daya tanggap
terhadap perubahan teknologi dan pada akhirnya akan menentukan
kecepatan perusahaan untuk menerima pengembalian ekonomis dari
usaha pengembangan yang dilakukan.
d. Biaya Pengembangan
Biaya yang dikeluarkan untuk pengembangan produk dan merupakan
salah satu komponen yang penting dari investasi yang dibutuhkan
untuk mencapai profit.
e. Kapabilitas Pengembangan
Dimensi ini menunjukkan kemampuan pengembang yang lebih baik
untuk mengembangkan produk masa depan sebagai hasil pengalaman
yang diperoleh saat ini.
Menurut Ulrich&Eppinger (2001) terdapat tiga fungsi penting dalam
proyek pengembangan produk, yaitu:
1. Pemasaran
Fungsi pemasaran di dalam pengembangan produk adalah untuk
menjembatani antara tim pengembang produk dengan pelanggan.
Bentuk riilnya dengan memfasilitasi proses identifikasi peluang
produk, identifikasi segmen pasar dan identifikasi kebutuhan
pelanggan, menetapkan target produk, merancang peluncuran dan
2. Perancangan
Fungsi perancangan merupakan fungsi penting dalam mengidentifikasi
bentuk fisik produk agar dapat memenuhi keinginan pelanggan. Tugas
bagian perancangan ini meliputi desain engineering (mekanik, elektrik,
dll) dan desain industri (estetika, ergonomi, dll).
3. Manufaktur
Fungsi manufaktur bertanggung jawab untuk merancang dan
mengoperasikan sistem produksi pada proses produksi produk untuk
menghasilkan produk.
2.2.1 Proses Pengembangan Produk
Proses pengembangan produk merupakan serangkaian urutan atau
langkah kegiatan untuk menyusun, merancang dan mengkomersilkan
suatu produk. Proses pengembangan produk yang umum terdiri dari
enam tahap seperti dijelaskan dibawah ini (Ulrich & Epinger, 2001).
1. Perencanaan
Fase perencanaan ini merupakan fase nol, karena kegiatan
perencanaan ini merupakan kegiatan yang paling awal
mendahului proyek dan proses peluncuran pengembangan
produk actual.Pengembangan konsep Fase pengembangan
konsep ini terdapat kebutuhan pasar target diidentifikasikasi,
dan satu atau lebih konsep dipilih untuk pengembangan dan
percobaan lebih jauh. Konsep adalah uraian dari bentuk, dan
tampilan suatu produk dan biasanya disertai dengan
serangkaian spesifikasi, analisis produk-produk pesaing serta
pertimbangan ekonomis proyek.
2. Perancangan tingkat system
Fase ini berisikan definisi arsitektur produk dan uraian produk
menjadi subsistem-subsistem serta komponen-komponen.
3. Perancangan detail
Fase ini mencakup spesifikasi lengkap dari bentuk, material,
dan toleransi-toleransi dari seluruh komponen unik pada
produk dan identifikasi seluruh komponen standar yang dibeli
dari pemasok.
4. Pengujian dan perbaikan
Fase pengujian dan perbaikan melibatkan konstruksi dan
evaluasi dari bermacam-macam versi produksi awal produk.
5. Produksi awal
Pada fase produksi awal ini, produk-produk dibuat dengan
menggunakan system produksi yang sesungguhnya. Tujuan
dari produksi awal ini adalah untuk melatih tenaga kerja dalam
memecahkan permasalahan yang mungkin timbul pada proses
produksi sesungguhnya. Produk-produk yang dihasilkan selama
produksi awal kadang-kadang disesuiaikan dengan keinginan
mengidentifikasi kekurangan-kekurangan yang timbul
Pengembangan Konsep.
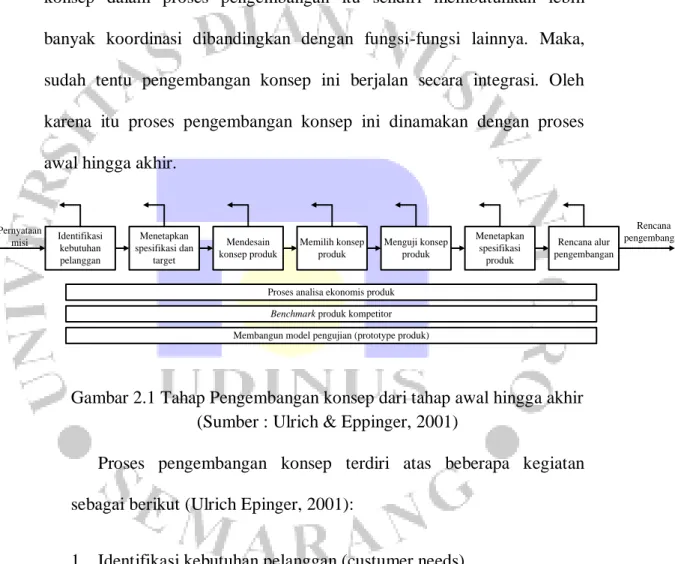
Tahap pengembangan konsep merupakan proses untuk
mengembangkan apa yang menjadi konsep pengembangan produk dengan
beberapa kegiatan yang saling berhubungan. Karena tahap pengembangan
konsep dalam proses pengembangan itu sendiri membutuhkan lebih
banyak koordinasi dibandingkan dengan fungsi-fungsi lainnya. Maka,
sudah tentu pengembangan konsep ini berjalan secara integrasi. Oleh
karena itu proses pengembangan konsep ini dinamakan dengan proses
awal hingga akhir.
Identifikasi kebutuhan pelanggan Menetapkan spesifikasi dan target Mendesain konsep produk Memilih konsep produk Menguji konsep produk Menetapkan spesifikasi produk Pernyataan
misi Rencana alur
pengembangan
Rencana pengembangan
Proses analisa ekonomis produk
Benchmark produk kompetitor
Membangun model pengujian (prototype produk)
Gambar 2.1 Tahap Pengembangan konsep dari tahap awal hingga akhir (Sumber : Ulrich & Eppinger, 2001)
Proses pengembangan konsep terdiri atas beberapa kegiatan
sebagai berikut (Ulrich Epinger, 2001):
1. Identifikasi kebutuhan pelanggan (custumer needs)
Sasaran kegiatan ini adalah untuk memahami kebutuhan pelanggan
mengkomunikasikan secara efektif kepada tim pengembangan.
Output dari tahap ini adalah sekumpulan pernyataan kebutuhan
pelanggan yang tersusun rapi, diatur dalam daftar hierarki, dengan
2. Penetapan spesifikasi target
Spesifikasi merupakan terjemahan dari kebutuhan pelanggan
menjadi kebutuhan secara teknis. Maksud spesifikasi produk
adalah menjelaskan tentang hal-hal yang harus dilakukan oleh
sebuah produk.
3. Penyusunan konsep
Konsep produk ialah sebuah gambaran atau perkiraan mengenai
teknologi, prinsip kerja dan bentuk produk. Konsep produk
merupakan gambaran singkat bagaimana produk memuaskan
kebutuhan pelanggan.
4. Pemilihan konsep
Pemilihan konsep merupakan kegiatan di mana berbagai konsep
dianalisi dan secara berurut-urut dieliminasi untuk
mengidentifikasi konsep yang paling menjanjikan.
5. Pengujian Konsep
Pengujian konsep berhubungan erat dengan seleksi konsep, dimana
kedua aktifitas ini bertujuan untuk menyempitkan jumlah konsep
yang akan diproses lebih lanjut. Namun pengujian koonsep berbeda
karena aktifitas ini menitikberatkan pada pengumpulan data
langsung dari pelanggan potensial dan hanya melibatkan sedikit
penilaian dari tim pengembangan.
6. Penentuan Spesifikasi akhir
Spesifikasi target yang telah ditentukan di awal proses ditinjau
konsisten dengan nilai-nilai besaran spesifik yang mencerminkan
batasan-batasan pada konsep produk itu sendiri. Batasan-batasan
yang diidentifikasi melalui pemodelan secara teknis, serta pilihan
antara biaya dan kinerja.
7. Perencanaan proyek
Pada kegiatan akhir pengembangan konsep ini, tim membuat suatu
jadwal pengembangan secara rinci, menentukan srategi untuk
meminimasi ewaktu pengembangan dan mengidentifikasikan
sumber daya yang digunakan untuk menyesuaikan proyek.
8. Analisis Ekonomi
Analisis ekonomi digunakan untuk memastikan kelanjutan
program pengembangan menyeluruh dan memecahkan
tawar-menawar spesifik, misalnya antara biaya manufaktur dan biaya
pengembangan. Analisis ekonomi merupakan salah satu kegiatan
dalam tahap pengembangan. Analisis produk-produk pesaing
Pemahamanmengenai produk pasaing adalah penting untuk
menentukan posisi produk baru yang berhasil dan dapat menjadi
sumber ide yang kaya untuk rancangan produk ddan proses
produksi. Analisis pesaing dilakukan untuk mendukung banyak
kegiatan awal-akhir.
9. Pemodelan dan pembuatan prototype
Prototype merupakan alat bantu pembuktian konsep yang akan
membantu tim pengembangan dalam menunjukkan kelayakan,
yang menjadi perhatian. Prototype dapat diklasifikasikan menjadi 2
dimensi, yaitu prototype fisik dan prototype analitik. Prototype
fisik merupakan benda nyata yang dibuat untuk memperkirakan
produk, dimana aspek-aspek dari produk diminati oleh
pengembang secara nyata dibuat menjadi sebuah benda yang untuk
pengujian dan percobaan. Prototype analitik menampilkan produk
yang tidak nyata, biasanya secara matematis atau cara kerja.
Dalam pengembangan produk, prototype digunakan untuk
empat tujuan, yaitu:
1. Pembelajran, prototype digunakan untuk melihat apakah
produk dapat bekerja dan sejauh mana produk dapat memenuhi
kebutuhan pelanggan.
2. Komunikasi, prototype memperkaya komunikasi dengan
manajemen puncak, penjualan, mitra, tim pengembang,
pelanggan dan investor.
3. Penggabung, prototype digunakan untuk memastikan bahwa
komponen dan sub sistem produk bekerja bersamaan seperti
harapan.
4. Tonggak (millstone), prototype digunakan untuk
mendemonstrasikan bahwa produk tersebut telah mencapai
tingkat kegunaan yang diinginkan.
2.3 Sampah Elektronik
Sampah elektronik (E-Waste) merupakan suatu barang-barang yang
Komposisi bahan- bahan yang terkandung dalam sampah elektronik adalah
bahan plastik, bahan oksida, logam-logam seperti Cu, Pd, Fe, Ni, Sn, Pb, Al,
Zn, Ag dan Au. Keberadaan sampah elektronik semakin lama akan semakin
menumpuk sehingga diperlukan penanganan dan pengolahan yang ramah
lingkungan.
Benda-benda yang termasuk dalam ketegori limbah elektronik adalah
benda dari peralatan elektronik yang telah rusak atau tidak dikehendaki lagi.
Beberapa komponen dalam sampah elektronik membutuhkan pengelolaan
yang memenuhi syarat karena mengandung bahan berbahaya dan
beracun(B3). Sebagai contoh dalam sampah elektronik pada umumnya
terdapat PCB (Printed Circuit Board) mengandung logam berat seperti Cr,
Zn, Ag, Sn, Pb dan Cu. Selain itu terdapat pula CRT (Chatoda Ray Tube)
yang mengadung oksida logam. Sampah elektronik tersebut jika dibiarkan
menumpuk akan menjadi permasalahan yaitu terjadinya
pencemaran-pencemaran yang ditimbulkan oleh logam-logam berat yang terkadung dalam
sampah tersebut.
Sampah elektronik tidak dapat disamakan dengan sampah biasa. Sebagai
contoh sampah elektronik yang berasal dari komputer, satu unit komputer
terdiri dari komponen mejemuk yang mengandung beragam kombinasi zat
kimia. Semua substansi ini tergabung dalam komponen elektronik yang sulit
diuraikan oleh mesin pelebur sampah seperti insinerator. Salah satu contoh
logam tembaga yang merupakan logam dominan dalam sampah elektronik
dapat memicu polusi jika diinsinerasi melalui proses pembakaran. Logam
khususnya logam merkuri yang berbahaya bagi kesehatan. Di negara maju
seperti Amerika Serikat dan Kanada, dioksin yang berasal dari proses
insinerasi limbah komputer dianggap sebagai sumber utama polusi udara
yang merusak atmosfer (Mery Magdalena, 2003).
2.3.1 Proses Pengolahan Sampah Elektronik
Selain Amerika Serikat dan Kanada, negara yang terkenal dengan
proses pengolahan limbah elektronik adalah negara Jepang dan China.
Di Kota Guizu China terdapat 5500 industri rumahan yang mengolah
komponen-komponen yang berasal dari limbah elektronik. Proses
pengolahan limbah elektronik dengan memisah-misahkan tiap bagian
dan mengelompokkannya, kemudian mengambil logam timah, emas,
tembaga, perak dan jenis logam lainnya dari sirkuit kabel, chip, dan
bahan plastik. Tujuan pengolahan limbah elektronik ini antara lain
untuk pengambilan logam-logam bernilai ekonomi tinggi atau
logam berharga. Yang diutamakan adalah pengambilan logam
emas, perak dan tembaga.
Sebagai contoh perusaha Yokohama Metal Co Ltd menemukan
bahwa satu ton ponsel bekas dapat menghasilkan 150 g emas,
100 kg tembaga, 3 kg perak dan logam-logam lain.
Meskipun pengolahan limbah elektronik mampu menghasilkan
logam-logam berharga tetapi masih menimbulkan dampak terhadap
lingkungan dari proses pengolahannya dan proses pengambilan
logam-logam tersebut. Oleh karena itu diperlukan suatu pemikiran dan
berharga yang efektif dan ramah lingkungan. Tinjauan ini dapat
dilakukan dengan melihat kandungan logam-logam berharga dalam
limbah elektronik yang memungkinkan dapat dimanfaatkan kembali
dan proses recoverynya ditinjau dari aspek ekonomi dan ekologi.
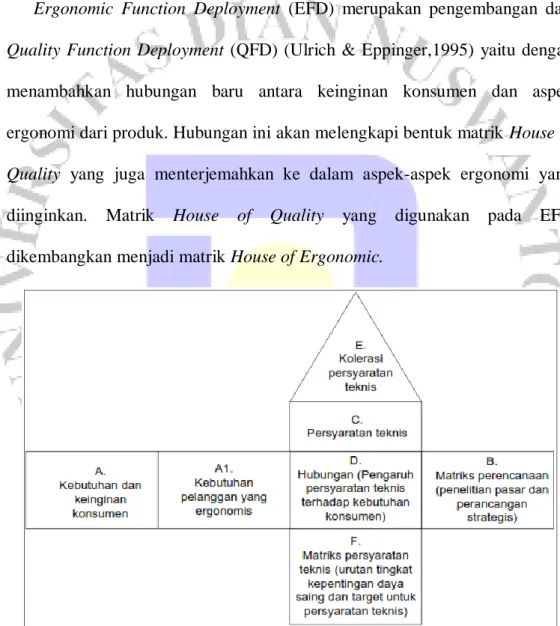
2.4 Ergonomic Function Deployment
Ergonomic Function Deployment (EFD) merupakan pengembangan dari Quality Function Deployment (QFD) (Ulrich & Eppinger,1995) yaitu dengan
menambahkan hubungan baru antara keinginan konsumen dan aspek
ergonomi dari produk. Hubungan ini akan melengkapi bentuk matrik House of
Quality yang juga menterjemahkan ke dalam aspek-aspek ergonomi yang
diinginkan. Matrik House of Quality yang digunakan pada EFD
dikembangkan menjadi matrik House of Ergonomic.
Gambar 2.2 House of Ergonomic (Sumber: Ulrich & Eppinger, 1995)
2.4.1 Langkah-Langkah Metode Ergonomic Function Deployment (EFD)
1. Identifikasi Atribut Produk
Yaitu untuk mengetahui atribut produk yang akan
dikembangkan dan sesuai dengan keinginan konsumen, maka
diperlukan identifikasi produk. Atribut produk yang digunakan diturunkan dari aspek ergonomi, yaitu ENASE (Efektif,
Nyaman, Aman, Sehat, dan Efisien).
a. Efektif, adalah tercapainya sasaran atau target yang telah
ditentukan.
b. Nyaman, adalah suatu kondisi dimana seseorang
berada dalam kondisi tanpa kecemasan, dengan prilaku
yang dikondisikan untuk memberikan tingkat kinerja
stabil, biasanya bebas dari resiko.
c. Aman, adalah suatu kondisi dimana seseorang berada
dalam kondisi tanpa kecemasan, dengan prilaku yang
dikondisikan untuk memberikan tingkat stabil, biasanya
bebas dari resiko.
d. Sehat, adalah menghilangkan hal-hal yang bias
mengakibatkan gangguan kesehatan atau sakit.
e. Efisien, sasaran dapat dicapai dengan upaya, biaya,
pengorbanan yang rendah.
2. Desain kuesioner dilakukan untuk mengetahui atribut mana yang
3. Desain kuesioner penelitian yaitu data hasil penyebaran kuesioner
pendahuluan kepada responden digunakan sebagai input desain
kuesioner sebagai alat ukur.
4. Pembentukan House of Ergonomic dibentuk sesuai kebutuhan
dan keinginan konsumen. Kebutuhan konsumen dapat diperoleh
dari voice of customer yang dikumpulkan. Kebutuhan ini
diungkapkan dalam bentuk pertanyaan-pertanyaan dari
wawancara, kemudian diterjemahkan menjadi kebutuhan
konsumen yang disusun berdasarkan tingkatan yang diinginkan
dan dibutuhkan.Planinning matrix memiliki beberapa langkah
yaitu:
a. Tingkat kepentingan konsumen (Importance to Customer)
Penentuan tingkat kepentingan konsumen digunakan untuk mengetahui sejauh mana konsumen memberikan penilaian atau harapan dari kebutuhan konsumen yang ada.
b. Pengukuran tingkat kepuasan konsumen (Current
Statisfaction Performance)
Pengukuran tingkat kepuasan konsumen terhadap produk dimaksudkan untuk mengukur bagaimana tingkat kepuasan konsumen setelah pemakaian produk yang akan dianalisa. Dihitung dengan rumus:
c. Nilai Target (Goal)
Nilai target ditentukan oleh pihak perusahaan yang
menunjukkan target nilai target yang akan dicapai untuk tiap
kebutuhan konsumen.
d. Rasio Perbaikan (Improvement Ratio)
Rasio perbaikan yaitu perbandingan antara nilai target yang
akan dicapai (goal) pihak perusahaan dengan tingkat kepuasan
konsumen terhadap suatu produk. Rasio ini dihitung dengan
rumus:
e. Titik Jual (Sales Point)
Titik jual adalah kontribusi suatu kebutuhan konsumen
terhadap daya jual produk. Untuk penilaian terhadap titik
jual terdiri dari:
1 = Tidak ada titik jual
1.2 = Titik jual menengah
1.6 = Titik jual kuat
f. Raw Weight
Raw weight adalah nilai keseluruhan dari data-data yang
dimasukkan dalam Planning Matriks tiap kebutuhan
konsumen untuk proses perbaikan selanjutnya dalam
pengembangan produk. Dihitung dengan rumus:
g. Normalized Raw Weight
Merupakan nilai dari Raw weight yang dibuat dalam skala 0-1 atau dibuat dalam bentuk persentase. Dihitung dengan rumus:
h. Technical Responses
Technical response atau disingkat juga dengan matrik How’s berisi dataatau informasi teknis yang digunakan
perusahaan untuk mendeskriptifkan kinerja dari produk
atau jasa yang disediakannya. Matrik ini merupakan
translasi darikriteria kebutuhan pelanggan (voice of
customer) ke dalam gambaran bagaimana produk atau jasa
tersebut dikembangkan (voice of developer). Cara yang
dapat digunakan untuk menentukan isi dari matrik ini
adalah dengan menentukan dimensi dan cara mengukurnya,
dengan melihat fungsi produk atau jasa tersebut dan
subsistemnya. Sementara itu untuk ukuran kinerja di bidang
jasa dapat menggunakan pendekatan proses atau jalannya
proses dari pelayanan jasa tersebutdari awal hingga akhir
sampai ke konsumen.
i. Matrix Relationship
Matrik relationship menyatakan hubungan yang terjadi
antara Customerneed dan Technical Response. Setiap
hubungan menunjukkan kekuatan hubungan antara satu
ini disebut pengaruh (impact) dari technical response
terhadap VOC. Kemungkinan dalam Relationship Matrik
akan digambarkan oleh simbol-simbol untuk memudahkan
dalam visualisasi dengan pembagian atribut respon teknis
sangat kuat, kuat,sedang, atau tidak saling terhubung sama
sekali. Kekuatan hubungan tersebut dilambangkan dengan
angka 0, 1, 3, 9.
j. Technical Correlation
Korelasi teknis mengidentifikasikan hubungan yang terjadi
pada tiap bagian dari rekayasa teknis (design requirement)
yang dinyatakan dengan matrik korelasi. Penjelasan tentang
tingkat kepentingan hubungan serta keterkaitan antara
design requirement, dijelaskan dengan simbol tertentu yang
mengartikah apakah terjadi hubungan yang sangat positif,
positif, negatif, sangat negatif, atau tidak ada korelasi sama
sekali.
5. Pada tahap perancangan bertujuan untuk mengembangkan produk
untuk menentukan kebutuhan konsumen saat ini. 9. Hubungan Kuat
3. Hubungan Sedang
2.5 Ergonomi
Istilah ergonomi berasal dari bahasa Latin yaitu ergon (kerja) dan
nomos (hukum alam) dan dapat didefinisikan sebagai studi tentang
aspek-aspek manusia dalam lingkungan kerjanya yang ditinjau secara anatomi,
fisiologi, psikologi, engineering, manajemen dan desain perancangan.
Ergonomi berkenaan pula dengan optimasi, efisiensi, kesehatan,
keselamatan dan kenyamanan manusia di tempat kerja, di rumah dan tempat
rekreasi. Di dalam ergonomi dibutuhkan studi tentang sistem dimana
manusia, fasilitas kerja dan lingkungannya saling berinteraksi dengan tujuan
utama yaitu menyesuaikan suasana kerja dengan manusianya (Nurmianto,
2004).
Apabila ingin meningkatkan kemampuan manusia untuk melakukan tugas,
maka beberapa hal di sekitar lingkungan alam manusia seperti peralatan,
lingkungan fisik, posisi gerak (kerja) perlu direvisi atau dimodifikasi atau
redesain atau didesain disesuaikan dengan kemampuan dan keterbatasan
manusia. Dengan kemampuan tubuh yang meningkat secara optimal, maka
tugas kerja yang dapat diselesaikan juga akan meningkat. Sebaliknya,
apabila lingkungan alam sekitar termasuk peralatan yang tidak sesuai
dengan kemampuan alamiah tubuh manusia, maka akan boros
penggunaan energi dalam tubuh, cepat lelah, hasil tidak optimal
bahkan mencelakakan.
Tujuan dari ergonomi ini adalah untuk menciptakan suatu kombinasi yang
tenaga kerja. Tujuan utama ergonomi ada empat (Santoso, 2004;
Notoatmodjo, 2003), yaitu:
1. Memaksimalkan efisiensi karyawan.
2. Memperbaiki kesehatan dan keselamatan kerja.
3. Menganjurkan agar bekerja dengan aman, nyaman dan bersemangat.
4. Memaksimalkan bentuk kerja
Menurut Nurmianto (2004), peranan penerapan ergonomi antara lain:
a. Aktivitas rancang bangun (desain) ataupun rancang ulang (re-desain).
Hal ini dapat meliputi perangkat keras seperti misalnya perkakas kerja
(tools), bangku kerja (benches), platform, kursi, pegangan alat kerja
(workholders), sistem pengendali (controls), alat peraga (displays),
jalan/lorong (access ways), pintu (doors), jendela (windows) dan lain –
lain.
b. Desain pekerjaan pada suatu organisasi.
Misalnya: penentuan jumlah jam istirahat, pemilihan jadwal pergantian
waktu kerja (shift kerja), meningkatkan variasi pekerjaan dan lain – lain.
c. Meningkatkan faktor keselamatan dan kesehatan kerja.
Misalnya: desain suatu sistem kerja untuk mengurangi rasa nyeri dan
ngilu pada sistem kerangka dan otot manusia, desain stasiun kerja untuk
alat peraga visual (visual display unit station). Hal itu adalah untuk
mengurangi ketidaknyamanan visual dan postur kerja, desain suatu
perkakas kerja (handtools) untuk mengurangi kelelahan kerja,
desain suatu peletakan instrumen dan sistem pengendalian agar
2.5.1 Maksud dan Tujuan Ergonomi
Maksud dan tujuan ergonomi adalah untuk mendapatkan suatu
pengetahuan yang utuh tentang permasalahan interaksi manusia
dengan teknologi dan produk- produknya, sehingga memungkinkan
adanya suatu rancangan sistem manusia mesin (teknologi) yang
optimal.
Pendekatan disiplin ergonomi diarahkan pada upaya memperbaiki
performa kerja amanusia seperti menambah kecepatan kerja,
keselamatan kerja dan untuk mengurangi datangnya kelelahan yang
terlalu cepat. Disamping itu disiplin ilmu ergonomi diharapkan mampu
memperbaiki pendayagunaan sumberdaya manusia serta
meminimalkan kerusakan peralatan yang disebabkan kesalahan mesin-
mesin disini ialah kombinasi atara satu atau beberapa manusia
dengan satu atau beberapa mesin, dimana salah satu mesin
dengan lainnya saling berinteraksi untuk menghasilkan
keluaran-keluaran berdasarkan masukan-masukan yang diperoleh. Sedangkan
yang dimaksud dengan mesin dalam hal ini adalah mencakup semua
objek fisik seperti peralatan, perlengkapan, fasilitas dan benda-benda
yang bisa digunakan manusia dalam melakukan kegiatannya
(Wignjoesoebroto1995).
2.5.2 Sistem Kerja Menurut Ergonomi
Sistem kerja adalah suatu kasatuan yang berunsurkan manusia,
peralatan, bahan dan lingkungan. Unsur ini secara bersama-sama
Disebuah pabrik misalnya, dapat dijumpai seorang pekerja
mengoperasikan dan memproses bahan disuatu tempat tertentu
dilantai pabrik terhadap sistem kerja yang terbentuk bermisikan
menghasilkan bahan usi proses dengan sasaran yang telah ditetapkan,
dinyatakan dengan satu atau gabungan dari hal-hal jumlah, waktu dan
mutu.
Setiap hari manusia selalu terlibat dengan kegiatan-kegiatan
apakah itu bekerja atau bergerak yang semuanya memerlukan tenaga.
Yang penting untuk diperhatikan adalah bagaimana mengatur
kegiatan ini sedemikian rupa sehingga posisi saat bekerja atau
bergerak berada dalam keadaan nyaman tanpa mempengaruhi hasil
kerja.
Kemampuan manusia dalam melakukan bermacam-macam
kegiatan tersebut tergantung pada struktur fisik tubuhnya yang terdiri
struktur tulang, otot-otot, kerangka, sistem syaraf dan proses
metabolisme. Pada tubuh manusia terdapat dua ratus enam tulang
pembentuk rangka yang berfungsi untuk melindungi dan
melaksanakan kegiatan fisik.
2.6 Antropometri
Antropometri berasal dari kata antropos dan metricos. Antropos berarti
manusia dan metricos berarti ukuran. Antropometri adalah ukuran –
ukuran tubuh manusia secara alamiah baik dalam melakukan aktivitas
statis (ukuran sebenarnya) maupun dinamis (disesuaikan dengan
berhubungan dengan pengukuran dimensi dan karakteristik tubuh manusia
lainnya seperti volume, pusat gravitasi dan massa segmen tubuh manusia.
Ukuran-ukuran tubuh manusia sangat bervariasi, bergantung pada umur,
jenis kelamin, ras, pekerjaan dan periode dari masa ke masa.
Pengukuran dimensi-dimensi tubuh manusia merupakan bagian yang
terpenting dari antropometri karena akan menjadi data dasar untuk
mempersiapkan desain berbagai peralatan, mesin, proses dan tempat kerja
(Harrianto, 2008).
Ukuran tubuh yang penting untuk penerapan ergonomi, yaitu:
a. Pada sikap berdiri: tinggi badan berdiri, tinggi mata, tinggi
bahu, tinggi siku, tinggi pinggul, tinggi pangkal jari tangan, tinggi
ujung-ujung jari.
b. Pada sikap duduk : tinggi duduk, tinggi posisi mata, tinggi bahu,
tinggi siku, tebal paha, jarak bokong-lutut, jarak bokong-lekuk
lutut, tinggi lutut, lebar bahu, lebar pinggul (Harrianto, 2008).
Penerapan data antropometri dapat dilakukan jika tersedia nilai
rata-rata ( ) dan standar deviasi (SD) dari suatu distribusi normal.
Sedangkan persentil adalah suatu nilai yang menyatakan bahwa
persentase tertentu dari sekelompok orang yang ukurannya sama atau lebih
rendah dari nilai tersebut (setelah perhitungan persentil). Misalnya 95
persentil akan menunjukkan 95% populasi akan berada pada atau berada
di bawah ukuran tersebut; sedangkan 5 persentil akan menunjukkan
5% populasi akan berada pada atau di bawah ukuran itu (Wignjosoebroto,
Antropometri dibagi atas dua bagian, yaitu:
a. Antropometri statis, di mana pengukuran dilakukan pada tubuh
manusia yang berada dalam posisi diam. Dimensi yang diukur pada
Anthropometri statis diambil secara linier (lurus) dan dilakukan
pada permukaan tubuh. Agar hasil pengukuran representatif, maka
pengukuran harus dilakukan dengan metode tertentu terhadap
berbagai individu, dan tubuh harus dalam keadaan diam.
b. Antropometri dinamis, di mana dimensi tubuh diukur dalam
berbagai posisi tubuh yang sedang bergerak, sehingga lebih
kompleks dan lebih sulit diukur.
Faktor-faktor yang mempengaruhi variasi dimensi tubuh manusia,
diantaranya (Wieckens et al, 2004):
a. Usia
Ukuran tubuh manusia (stature) akan berkembang dari saat lahir
sampai kira-kira berumur 20-25 tahun (Roche & Davila, 1972;
VanCott &Kinkade,1972) dan mulai menurun setelah usia 35-40
tahun. Bahkan, untuk wanita kemungkinan penyusutannya lebih
besar. Sementara untuk berat dan circumference chest akan
berkembang sampai usia 60 tahun.
b. Jenis Kelamin
Pada umumnya pria memiliki dimensi tubuh yang lebih besar
kecuali dada dan pinggul.
c. Suku Bangsa (Etnis) dan Ras
mempunyai perbedaan yang signifikan. Orang kulit hitam
cenderung mempunyai lengan dan kaki yang lebih panjang
dibandingkan orang kulit putih.
d. Pekerjaan
Aktivitas kerja sehari-hari juga menyebabkan perbedaan ukuran
tubuh manusia.Pemain basket professional biasanya lebih t inggi
dari orang biasa. Pemain baletbiasanya lebih kurus disbanding
rata-rata orang.
Beberapa pengolahan data yang harus dilakukan pada data
antropometri (Nurmianto, 1996 & Tayyari, 1997) adalah :
1. Kecukupan data
K = Tingkat kepercayaan
Bila tingkat kepercayaan 99%, maka k = 2,58 ≈ 3 Bila tingkat kepercayaan 95%, maka k = 1,96 ≈ 2
Bila tingkat kepercayaan 68%, maka k ≈ 1 N = Jumlah semua data
s = derajat ketelitian
apabila N’ < N, maka data dinyatakan cukup. 2. Uji Normalitas Data
Pengolahan Data Normalitas dan Percentile dengan SPSS:
a. Input data nilai dimensi pada data view.
dengan namadimensi.
c. Pengolahan data :
i. Klik analyze, pilih descriptive statistics, kemudian explore.
ii. Masukkan semua variabel sebagai dependent variables.
iii. Checklist both pada toolbox display.
iv. Pilih statistic: checklist descriptive, percentiles, kemudian
continue.
v. Pilih plots: checklist none pada boxplots, stem dan leaf pada
descriptive.
vi. Checklist normality plots with test, kemudian continue.
vii. Pilih options: checklist exclude cases listwise, kemudian
continue.
viii. Klik continue. Hasil pengolahan data ditampilkan pada
output.
3. Keseragaman Data
Batas Kontrol Atas/Batas Kontrol Bawah (BKA/BKB)
BKA =X k BKB =X k
= standar deviasi
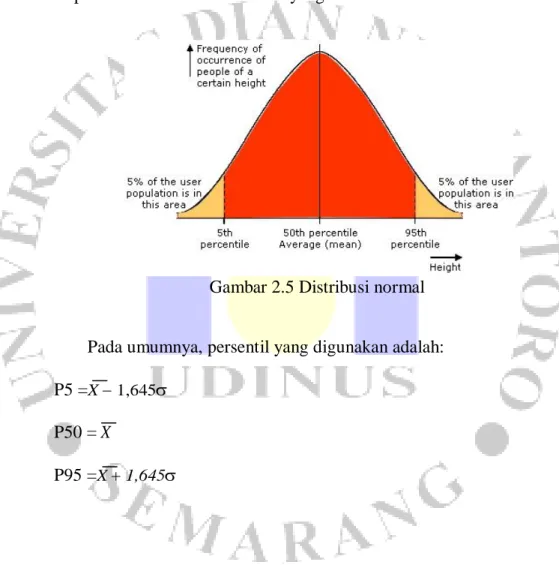
2.6.1 Persentil
Percentil adalah suatu nilai yang menunjukkan presentase
tertentu dari orang-orang yang memiliki ukuran di bawah atau pada
nilai tersebut (Tayyari & Smith 1997). Sebagai contoh, 95th
bawah nilai dari suatu data yang diambil. Untuk penetapan data
antropometri digunakan distribusi normal di mana distribusi ini dapat
diformulasikan berdasarkan harga rata-rata (mean) dan simpangan
bakunya (standar deviasi) dari data yang diperoleh. Dari nilai yang
ada tersebut, dapat ditentukan nilai persentil sesuai dengan tabel
probabilitas distribusi normal yang ada.
Gambar 2.5 Distribusi normal
Pada umumnya, persentil yang digunakan adalah:
P5 =X 1,645
P50 = X
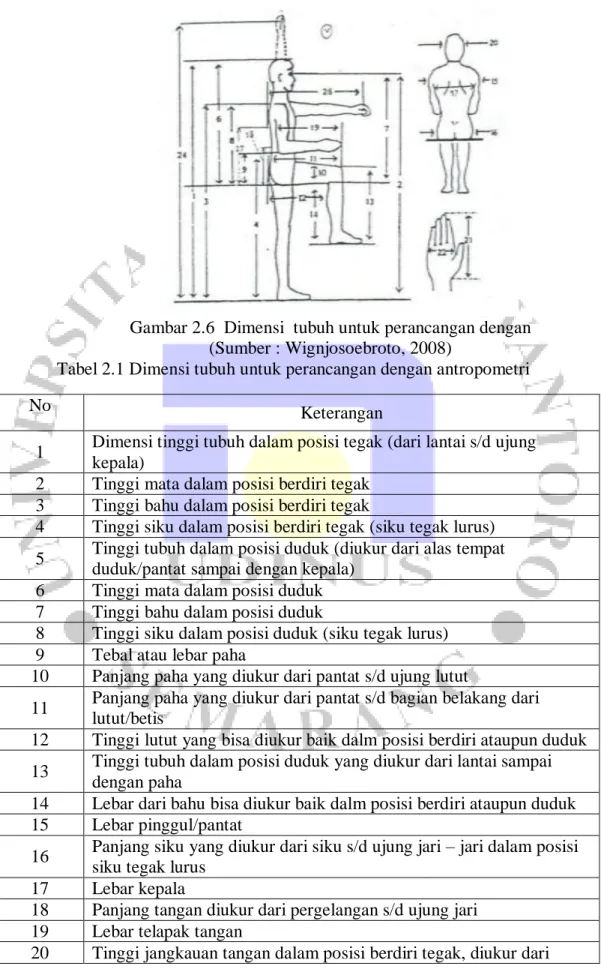
2.6.2 Dimensi Tubuh
Gambar 2.6 Dimensi tubuh untuk perancangan dengan (Sumber : Wignjosoebroto, 2008)
Tabel 2.1 Dimensi tubuh untuk perancangan dengan antropometri
No Keterangan
1 Dimensi tinggi tubuh dalam posisi tegak (dari lantai s/d ujung kepala)
2 Tinggi mata dalam posisi berdiri tegak 3 Tinggi bahu dalam posisi berdiri tegak
4 Tinggi siku dalam posisi berdiri tegak (siku tegak lurus) 5 Tinggi tubuh dalam posisi duduk (diukur dari alas tempat
duduk/pantat sampai dengan kepala) 6 Tinggi mata dalam posisi duduk 7 Tinggi bahu dalam posisi duduk
8 Tinggi siku dalam posisi duduk (siku tegak lurus) 9 Tebal atau lebar paha
10 Panjang paha yang diukur dari pantat s/d ujung lutut
11 Panjang paha yang diukur dari pantat s/d bagian belakang dari lutut/betis
12 Tinggi lutut yang bisa diukur baik dalm posisi berdiri ataupun duduk 13 Tinggi tubuh dalam posisi duduk yang diukur dari lantai sampai
dengan paha
14 Lebar dari bahu bisa diukur baik dalm posisi berdiri ataupun duduk 15 Lebar pinggul/pantat
16 Panjang siku yang diukur dari siku s/d ujung jari – jari dalam posisi siku tegak lurus
17 Lebar kepala
18 Panjang tangan diukur dari pergelangan s/d ujung jari 19 Lebar telapak tangan
lantai s/d telapak tangan yang terjangkau lurus ke atas
21 Jarak jangkauan tangan yang terjulur ke depan diukur dari bahu sampai ujung jari tangan
(Sumber: Wignjosoebroto, 2008)
2.7 Teknik Sampling
Data yang akan dipakai dalam penelitian belum tentu merupakan
keseluruhan dari suatu populasi. Hal ini patut dimengerti mengingat adanya
beberapa kendala seperti populasi yang tidak terdefinisikan, seperti kendala
biaya, waktu, tenaga serta masalah heterogenitas atau homogenitas dari
elemen populasi tersebut. Dengan alasan ini maka di dalam penelitian tugas
akhir ini menggunakan sampel. Sampel adalah prosedur dimana hanya
sebagian dari populasi saja yang diambil dan dipergunakan untuk menentukan
sifat serta ciri yang dikehendaki dari populasi (Nazir, 2003). Secara garis
besar, teknik pengambilan sampel terdiri atas dua jenis, yaitu:
1. Pengambilan Sampel Probabilitas/Acak
Pengambilan sampel secara acak adalah suatu metode penelitian
sampel dimana setiap anggota populasi memiliki peluang yang sama
untuk dipilih menjadi anggota sampel, sehingga metode ini seting
disebut sebagai prosedur yang terbaik. Ada beberapa jenis
pengambilan sampel acak yang banyak digunakan di antaranya:
a. Sampel Acak Sederhana (Simple Random Sampling)
1) Cara Undian
Cara ini member nomor-nomor pada seluruh anggota populasi,
lalu secara acak dipilih nomor-nomor sesuai dengan banyaknya
a Sistematis/Ordinal
Cara ini merupakan teknik untuk memilih anggota sampel melalui
peluang dan sistem tertentu, dimana pemilihan anggota sampel
dilakukan setelah dimulai dengan pemilihan secara acak untuk
data pertama dan berikutnya setiap internal tertentu.
b. Cara Stratifikasi (Stratified Random Sampling)
Suatu populasi yang dianggap heterogen menurut suatu
karakteristik tertentu dikelompokkan dalam beberapa subpopulasi,
sehingga tiap kelompok akan memiliki anggota sampel yang relatif
homogen. Lalu dari tiap sub populasi ini secara acak diambil
anggota sampelnya.
c. Cara Kluster (Cluster Sampling)
Pengambilan cara ini mirip dengan cara stratifikasi di atas, bedanya
jika cara stratifikasi mengakibatkan adanya subpopulasi yang
unsurnya homogen, sedangkan dengan cara kluster
unsur-unsurnya heterogen. Selanjutnya dari tiap kluster dipilih sampel
secara random sebanyak yang dibutuhkan.
2. Pengambilan Sampel Non Probablitas/Non Acak
Dengan cara ini semua elemen populasi belum tentu memiliki
peluang yang sama untuk dipilih menjadi anggota sampel. Hal ini
terjadi, misalnya karena ada bagian tertentu secara sengaja tidak
dimasukkan dalam pemilihan untuk mewakili populasi.
Ada lima cara pengambilan sampel dengan cara non acak seperti
a. Judgment Sampling (cara keputusan)
Cara ini dianggap sama dengan Purposive Sampling, misalnya
diapakai pada saat kita ingin mengetahui pendapat karyawan
tentang produk yang akan dibuat. Peneliti beranggapan bahwa
karyawan akan lebih banyak mengetahui dari pada orang-orang
lain.
b. Quota Sampling (cara kuota)
Jika riset dilakukan untuk mengkaji suatu fenomena dari beberapa
sisi, responden yang akan dipilih adalah orang-orang yang
diperkirakan dapat menjawab semua sisi itu.
c. Convenience Sampling (cara dipermudah)
Sampel ini nyaris tidak dapat diandalkan, tetapi biasanya paling
murah dan cepat dilakukan karena peneliti memiliki kebebasan
untuk memilih siapa saja yang mereka temui.
d. Snowball Sampling (cara bola salju)
Cara ini adalah teknik penentuan sampel yang mula-mula
jumlahnya kecil kemudian sampel ini disuruh memilih responden
lain untuk dijadikan sampel lagi, begitu seterusnya sehingga
e. Area Sampling
Pada prinsipnya cara ini menggunakan ‘perwakilan bertingkat’. Populasi ini dibagi atas beberapa bagian populasi, dimana bagian
populasi ini dapat dibagi-bagi lagi.
2.8 Uji Statistik
2.8.1 Uji Validitas
Sugiyono (2008) menyatakan bahwa validitas merupakan suatu
ukuran yang menunjukkan kevalidan atau kesahihan suatu instrument.
Jadi pengujian validitas itu mengacu pada sejauh mana suatu instrument
dalam menjalankan fungsi. Instrument dikatakan valid jika instrument
tersebut dapat digunakan untuk mengukur apa yang hendak diukur
Sebagai contoh, ingin mengukur kemampuan siswa dalam matematika.
Kemudian diberikan soal dengan kalimat yang panjang dan yang
berbelit-belit sehingga sukar ditangkap maknanya. Akhimya siswa tidak
dapat menjawab, akibat tidak memahami pertanyaannya. Contoh lain,
peneliti ingin mengukur kemampuan berbicara, tapi ditanya mengenai
tata bahasa atau kesusastraan seperti puisi atau sajak. Pengukur tersebut
tidak tepat (valid). Validitas tidak berlaku universal sebab bergantung
pada situasi dan tujuan penelitian. Instrumen yang telah valid untuk
suatu tujuan tertentu belum otomatis akan valid untuk tujuan yang lain.
Suryabrata (2000) menyatakan bahwa validitas tes pada dasarnya
menunjuk kepada derajat fungsi pengukurnya suatu tes, atau derajat
kecermatan ukurnya sesuatu tes. Validitas suatu tes mempermasalahkan
Maksudnya adalah seberapa jauh suatu tes mampu mengungkapkan
dengan tepat ciri atau keadaan yang sesungguhnya dari obyek ukur,
akan tergantung dari tingkat validitas tes yang bersangkutan. Sudjana
(2004) menyatakan bahwa validitas berkenaan dengan ketepatan alat
penilaian terhadap konsep yang dinilai sehingga betul-betul menilai apa
yang seharusnya dinilai.
Ada dua macam validitas sesuai dengan cara pengujiannya, yaitu
sebagai berikut:
a. Validitas Eksternal, instrument dicapai bila data yang dicapai sesuai
dengan data dan atau informasi lain mengenai variabel penelitian
yang dimaksud. Misalnya, hasil penelitian Mr. Bob menyatakan
bahwa pelayanan bank X sangat memuaskan, namun di sisi lain
banyak keluhan dari nasabah tentang pelayanan bank tersebut,
sehingga hasil penelitian Mr. Bob diragukan keraguannya.
b. Validitas Internal, instrument diacapai bila terdapat kesesuaian
antara bagian-bagian instrument dengan instrument secara
keseluruhan.
Pengujian validitas internal sebuah instrument dapat dilakukan
dengan dua cara:
a. Analisis faktor, diuji apakah item yang membentuk variabel
memiliki keeratan satu sama lain.
b. Analisis butir, dilakukan dengan mengkorelasikan skor pada item
Kriteria pengujian tes validitas adalah sebagai berikut:
1. Jika koefisien korelasi product moment melebihi0,3.
2. Jika koefisien korelasi product moment >r tabel.
3. Nilai sig ≤ α.
2.8.2 Uji Reabilitas
Reliabilitas adalah ketetapan atau keajegan alat tersebut dalam
mengukur apa yang diukurnya. Artinya, kapan pun alat ukur tersebut
digunakan akan memberikan hasil ukur yang sama. Contoh paling nyata
adalah timbangan atau meteran. Hal yang sama terjadi untuk alat ukur
suatu gejala, tingkah laku, ciri atau sifat individu dan lain-lain.
Misalnya alat ukur prestasi belajar seperti tes hasil belajar, alat ukur
sikap, kuesioner dan lain-lain, hendaknya meneliti sifat keajegan
tersebut.
Azwar (2003) menyatakan bahwa reliabilitas merupakan
salah-satu ciri atau karakter utama instrumen pengukuran yang baik.Arifin
(1991:) menyatakan bahwa suatu tes dikatakan reliabel jikaselalu
memberikan hasil yang sama bila diteskan pada kelompok yang sama
pada waktu atau kesempatan yang berbeda.
Konsep reliabilitas dalam arti reliabilitas alat ukur berkaitan erat dengan
masalah kekeliruan pengukuran. Kekeliruan pengukuran sendiri
menunjukkan sejauh mana inkonsistensi hasil pengukuran terjadi
apabila dilakukan pengukuran ulang terhadap kelompok subyek yang
sama. Sedangkan konsep reliabilitas dalam artireliabilitas hasil ukur