1. Sejarah Perusahaan
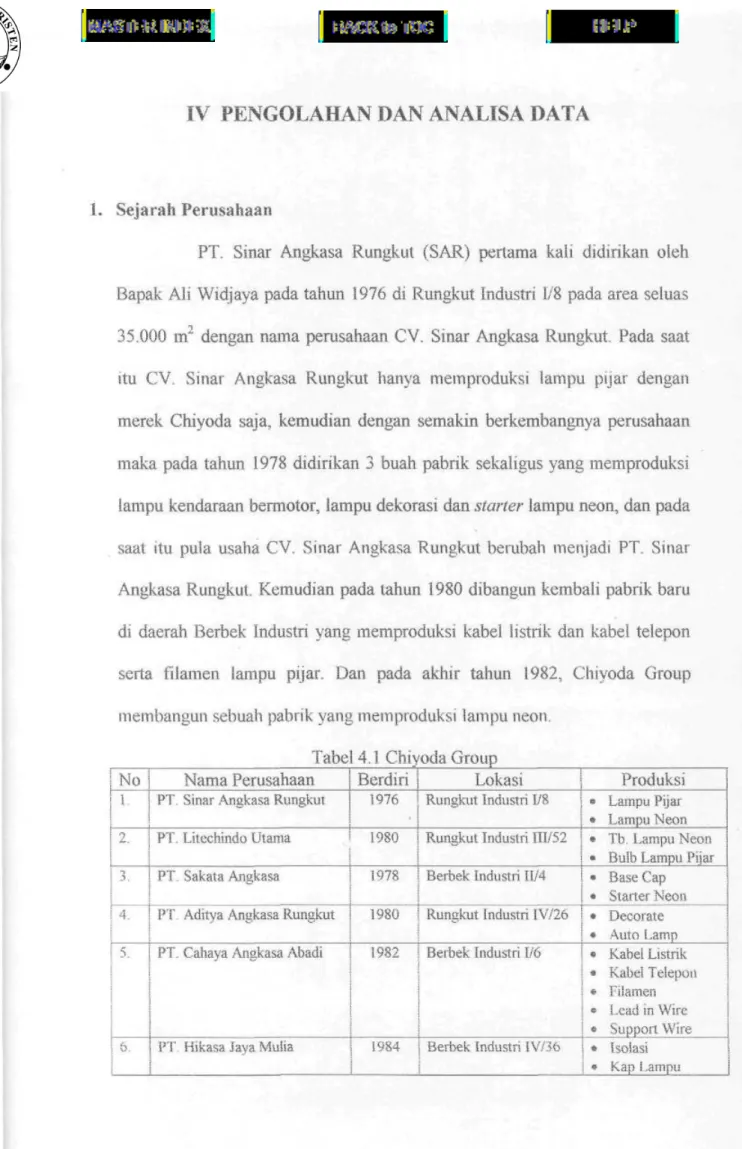
PT. Smar Angkasa Rungkut (SAR) pertama kali didirikan oleh Bapak Ali Widjaya pada tahun 1976 di Rungkut Industri 1/8 pada area seluas 35.000 m2 dengan nama perusahaan CV. Smar Angkasa Rungkut. Pada saat itu CV. Sinar Angkasa Rungkut hanya memproduksi lampu pijar dengan merek Chiyoda saja, kemudian dengan semakin berkembangnya perusahaan maka pada tahun 1978 didirikan 3 buah pabrik sekaligus yang memproduksi lampu kendaraan bermotor, lampu dekorasi dan starter lampu neon, dan pada saat itu pula usaha CV. Sinar Angkasa Rungkut berubah menjadi PT. Sinar Angkasa Rungkut. Kemudian pada tahun 1980 dibangun kembali pabrik baru di daerah Berbek Industri yang memproduksi kabel listrik dan kabel telepon serta filamen lampu pijar. Dan pada akhir tahun 1982, Chiyoda Group membangun sebuah pabrik yang memproduksi lampu neon.
Tabel 4.1 Chiyoda Group No
l
Nama Perusahaan
PT. Sinar Angkasa Rungkut 2. j PT. Litechindo Utama _v
4.
5.
6.
PT. Sakata Angkasa
PT. Aditya Angkasa Rungkut PT. Cahaya Angkasa Abadi
Berdiri
1976 1980 1978 1980 1982
PT. Hikasa Jaya Mulia j 1984
Lokasi
Rungkut Industri 1/8 Rungkut Industri 111/52 Berbek Industri II/4 Rungkut Industri IV/26 Berbek Industri 1/6
Berbek Industri IV/36
Produksi
» Lampu Pijar
• Lampu Neon
• Tb Lampu Neon
• Bulb Lampu Pijar
• Base Cap
• Starter Neon
• Decorate
• Auto Lamp
• Kabei Listrik
* Kabel Telepon
• Filamen
• Lead in Wire
* Support Wire
• Isolasi
• Kap ! .ampu
Untuk dapat meningkatkan mutu dan kualitas produknya, maka Chiyoda Group menggunakan teknologi dari luar negeri, antara lain :
• PT. Litechindo Utama menggunakan teknologi dari Nippon Electric Glass Co. Ltd Japan untuk memproduksi tabung neon bola lampu pijar.
• PT. SAR mengadopsi teknologi dari Jepang dan USA dan Falma Swiss.
a PT. Sakata merupakan joint venture antara PT. SAR dengan Sakata Manufacturing Industry Co. Ltd Japan untuk menjaga kualitas produk.
Sekarang ini, PT. Sinar Angkasa Rungkut memasarkan produknya untuk konsumen lokal dalam negeri maupun melakukan ekspor ke luar negeri, dengan perbandingan 60% untuk pasar dalam negeri, sedangkan sisanya di ekspor.
2. Struktur Organisasi
Struktur organisasi merapakan hal yang sangat penting dalam suatu perusabaan, terutama dalam pembagian tugas dan wewenang masing-masing bagian sehingga dapat membantu kelancaran perusahaan. Bagagan struktur organisasi dari PT. Sinar Angkasa Rungkut adalah sebagai berikut:
(Lihat Lampiran 1. Struktur Orgamsasi PT. Sinar Angkasa Rungkut) 3. Proses Produksi
Lampu pijar pertama kali diperkenalkan oleh Thomas Alfa Edison pada akhir abad ke-18. dimana cahaya yang dihasilkan oleh lampu pijar merupakan efek hasil pemanasan pada kawat filamen oleh arus listrik.
Pada awalnya lampu pijar menggunakan filamen karbon tetapi filamen karbon mudah putus pada suhu tinggi, sehingga pada perkembangan selanjutnya digunakan filamen tungsten karena memiliki temperatur 'iebur
yang iebih tinggi. mempunyai iaju pendinginan yang rendah pada temperatur tinggi, dan memiliki kerugian panas yang rendah. Selain itu filamen tungsten mudah dibentuk menjadi single helix untuk lampu dengan daya kecil dan donble helix untuk daya yang iebih besar.
Untuk dapat berpijar kawat filameri harus bebas dari udara iuar.
Bila terkena udara luar dapat berakibat filamen terbakar atau putus, karena itu kawat filamen dilindungi bola lampu dimana pada bagian dalamnya di vakum.
Gambar 4.1 Konstmksi iampu pijar menurut Standart GLS
Gambar 4.1 merupakan tipe Standart General Lightmg Service (GLS) Iampu pijar dengmfilamen tungsten (A), filamen disangga oleh anchor yang terbuat dari kawat molybdenum (B). Kontaktor listrik pada filamen dibuat dari nikel yang disebut lead in wire (C), pada bagian bawah lead in wire terdapat dumet (D). Kemudian pada bagian bawah dumet terdapat sekring (E) yang dilindungi oleh fiilse sleve (F), sekring dihubungkan dengan lead in
wire yang bagian ujungnya disolder (H). Komponen bagian dalam iampu disangga oieh glass pinch (J), pada bagian dalamnya terdapat exhaust tube (K) yang berfungsi sebagai saluran untuk pevakuman udara didalam glass bulb (L), yang direkatkan pada cap (M) dengan pemanasan cement (N) yang mana akan mengeras bila dipanaskan.
4. Bagan Proses Produksi
Proses produksi lampu pijar terdiri 5 proses permesinan, yaitu proses flare. stem. mounting. sealex dan basing dengan alur produksi sebagai benkut: (Lihat Lampiran 2. Bagan Proses Produksi).
5. Proses Produksi Lampu Pijar
Proses pembuatan lampu pijar melalui 5 proses permesinan, sebagai berikut:
1. Proses Flare
Proses produksi lampu pijar dimulai dari mesin flare yang terdiri dari 12 head. Pertama-tama flare batangan (tube) dimasukkan ke dalam head mesin flare, dengan kecepatan putaran head sekitar 1550 rpm.Batangan flare turun sesuai panjang yang diinginkan, kemudian ujung paling bawah dipanasi sebanyak empat tahap (sekitar 700°celcius). Pada pemanasan ditambahkan serbuk beierang untuk menurunkan titik Iebur coating dan mempermudah pembentukan ramer. Flare yang ujungnya telah dipanaskan itu dilewatkan pada alat yang beiputar sehingga ujungnya melebar membentuk ramer (bibir flare). Kemudian dilakukan pendinginan dengan blower sebanyak dua kali. Seteiah itu dilakukan proses penggoresan memakai cutter dan dilanjutkan pemotongan dengan
menggunakan panas api. Api potong menggunakan gas H2 dan 02.
Setelah pemotongan, flare yang sudah jadi turun ke dalam cawan annealing (sekitar 400°celcius) untuk mengembalikan tekstur, menghaluskan permukaan pemotongan, menyamakan suhu pada seluruh bagian flare dan menghilangkan tegangan pemiukaan. Hasil dari proses ini disebut dengan flare.
2. ProsesStem
Proses stem merupakan proses penggabungan antaraflare, exhaust tube dan lead-in wire. Proses ini diawali dengan masuknya flare pada chuck head, kemudian diberi 2 buah lead-in wire yang diletakkan di dalam flare,dan selanjutnya ditengah-tengah flare diberi exhaust tube yang sebelumnya telah dipotong-potong sesuai dengan panjang yang diinginkan. Proses selanjutnya adalah proses pengapian dengan 10 head pengapian (sekitar 900°celcius). Exliaust tube bagian atas dibakar untuk menghaluskan permukaan potong. Pada puncak pemanasan terdapat stern proses yang berfungsi untuk mengapit lead-in wire dan menggabungkan flare dan exhaust ft/Ae.Seianjutnya dilakukan proses peniupan proses dari atas yang berfungsi untuk membuat lubang pada e.xhaust tube fblow hole) dan setelah itu dilakukan proses pendinginan yang berfungsi untuk mengembalikan kekerasan setelah peiumeran. Akhir dan proses stem ini adalah proses cmnealmg yang menggunakan oven (200°celcius) dengan tujuan menyamakan suhu dan membuat bahan lebih bersifat homogen dan kuat sebab jika mendinginkan Iangsung dapat menimbulkan retak atau pecah pada stem.
3. Proses Mounting
Proses ini diawali dengan memasukkan stern kedalam head berupa konveyor yang menuju ke head mounting. Proses selanjutnya adalah pelurusan lead-in wire ke samping dan penekukan ujung lead-in wire sebagai tempat penjepit filament. Scttlahfilament dipasangkan pada kaitan tersebut dan kemudian kaitan tersebut ditutup. Proses pengapian dilakukan untuk membentuk ujung exhuust tube menjadi pipih. Ketika ujung ex.haust tube masih dalam keadaan lunak ditancapkan 4 buah molybdenum wire sebagai penyangga filament kemudian filament dikaitkan pada keempat penyangga tersebut. Akhir dari proses mounting ini adalah proses perapatan lead-m wire seperti posisi semula. Kemudian produk yang ada, diberi getter yang berfungsi mengikat gas-gas lain dalam lampu dan membuat bola iampu menjadi vacuum sehingga tidak ada gas-gas lain didalam lampu seperti 0 2 dan lain-lain. Proses getter diiakukan dengan mencelupkan hasil mounfing pada larutan getter selama beberapa detik dan setelah itu hasil mounting diletakkan dalam konveyor hasil akhir sambil menunggu keringnya getter sehingga melekat pada lampu. Getter yang digunakan adalah Phospor Redd&n Bariurn Acid. Phospor Red digunakan pada lampu dengan cara pencelupan oleh filament pada saat di proses di mesin automounting yang bertimgsi membuat iampu menjadi vacuum (bekerja pada saat penyalaan awal atau /7a.s/z;«g),sedangkan Barium Acid beketja memvacuumkan lampu yang dioleskan di exhaust tube seteiah produk meiewati mesm aulornounting. Burmm Acid ini bekerja seiring
dengan umur Iampu. Pada lampu yang baik atau siap pakai maka getter ini berwarna hitam dan jika ada kebocoran ada berwarna putih
4. Proses Seaiex (Sealmg dan Exhaiisfmgj
Hasii dari mounting dimasukkan kedalam mesin sealex, yaitu gabungan antara mesin sealing dan mesin exhausting. Proses sealing merupakan proses penggabungan hasil mounting dengan glass hulh. Proses ini diawali dengan pemasukkan hasil mounting pada head mesin sealing, kemudian dipasang glass bulb diluarnya. Sebelumnya bagian atas glass bulb diberi cap merk dan kemudian dipanaskan (100° celcius) supaya cap dapat tahan lama (tidak cepat hilang). Dilakukan pemanasan untuk menggabungkan hasil moimting dengan glass bnlb. Bagian bawah glass buib dipotong dengan cara dipanaskan dengan api, kemudian sisa potongannya ditiup keluar dari head. Kemudian hasil sealing masuk ke mesin exhausting.
Pada bagian exhaus(mg ini, dilakukan proses pemvakuman dengan cara menghisap udara yang berada dalam bulb melalui bagian tengah exhaust tube yang berlubang. Untuk mencegah masuknya kembali udara ke bulb pada saat mesin berotasi maka pada saat tidak terjadi proses pemvakuman terdapat bagian yang berisi minyak dengan kekentalan sampai dengan 1000 Kg/m.s.Tekanan yang terjadi sekitar 600-675 ramHg. Setelah itu sisa exhaust lube dipolong dengan menggunakan tiga api potong (sekitar 300°
sampai 400°ceIcius) sambil melakukan penutupan exhaust tube. Akhir dari proses exhausting ini adalah proses iipping yaitu menutup lubang-Iubang yang ada supaya tidak terkontaminasi dengan udara luar.
5. Proses Basing
Proses basing ini adalah proses penggabungan base yang dinding dalamnya telah diberi cement dengan buJb lampu setengah jadi pemberian cement pada base dilakukan secara terpisah pada cement filler. Bulb setengah jadi dibawa dengan konveyor ke mesin basing. Pada saat inilah base dipasangkan pada hulh setengah jadi. Kedua ujung bawah lead-in wire dimasukkan ke dalam buse, yang satu kebagian bawah base yang satu lagi kebagian samping base dengan catatan keduanya tidak boleh bersilangan. Setelah itu dilakukan pengetesan awal untuk menghilangkan sisa udara dalam bulb dengan menggunakan obat filament yaitu Phospor Red. Kemudian dilakukan pemanasan sekitar 200° celcius untuk melekatkan cement pada base dengan bulb, diikuti dengan proses pemotongan sisa tead-in wire dan disolder dengan ba.se. Setelah produk jadi keluar dari mesin basing, dilakukan lagi pengecekan ulang terhadap
hasil soideran dan hasil pemotongan 'lead-m wire.
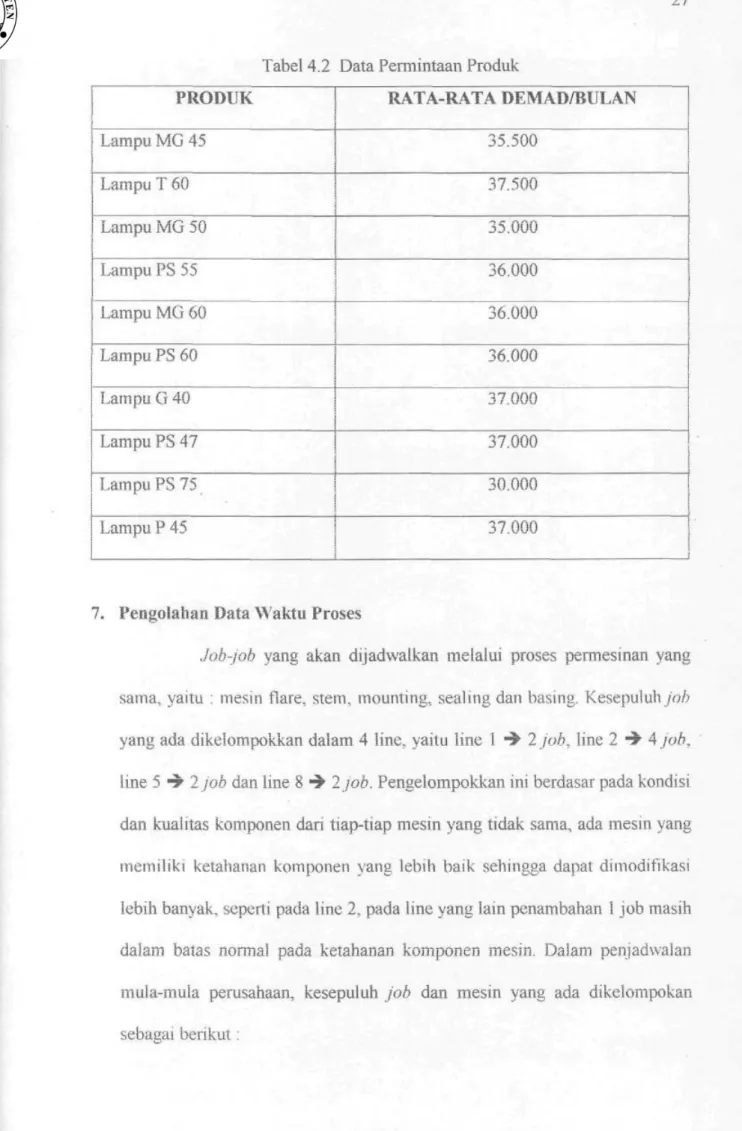
6. Pengolahan Data Permintaan
Dari hasil pengamatan yang dilakukan baik langsung maupun tidak langsung, data permintaan yang didapatkan berupa rata-rata demand perbulan, sesuai dengan kebijakan perusahaan. Data permintaannya adalah sebagai berikut:
PRODUK Lampu MG 45 Lampu T 60 Lampu MG 50 Lampu PS 55 Lampu MG 60 Lampu PS 60 Latnpu G 40 Lampu PS 47 Lampu PS 75 Lampu P 45
Tabel 4.2 Data Pemiintaan Produk
RATA-RATA DEMAD/BULAN 35.500
37.500 35.000 36.000 36.000
| 36.000 37.000
| 37.000 30.000 37.000
7. Pengolahan Data Waktu Proses
Job-job yang akan dijadwalkan melaiui proses permesinan yang sama, yaitu : mesin flare, stem, mounting, sealing dan basing. Kesepuluhyo/) yang ada dikelompokkan dalam 4 line, yaitu line 1 •¥ 2job, line 2 ^ ^job, Iine 5 •¥ 2 job dan line 8 ^ 2 job. Pengelompokkan ini berdasar pada kondisi dan kuaiitas kornponen dan tiap-tiap mesm yang tidak sama, ada mesm yang memiliki ketahanan komponen yang lebih baik sebingga dapat dimodifikasi lebih banyak. seperti pada line 2, pada line yang lain penambahan 1 job masih daiarn batas normal pada ketahanan komponen mesin. Dalam penjadwalan mula-mula perusahaan, kesepuluh job dan mesin yang ada dikelompokan sebagai berikut:
Line 1 Line 2
Line 5 Line 8
MESTN MESIN MESIN MESIN MESIN
1 2 4 5
•
e
e
•
•
•
[Ml]
[M2]
[M3]
[M4]
[M5]
JOB 1 [Jl]
JOB 2 [J2]
JOB 3 [J3]
JOB4[J4]
JOB 5 [.15]
JOB 6 [J6]
JOB 7 [J7]
JOB 8 [J8]
JOB 9 [J9]
JOB10[J10]
Mesin Flare Mesin Stem Mesin Mountini Mesin Sealing Mesin Basing
Lampu Lampu Lampu Lampu Lampu Lampu Lampu Lampu Lampu Lampu
r
MG45 T60 MG50 PS55 MG 60 PS60 G40 PS47 PS75 P45
Data waktu proses dari tiap-tiap job pada tiap mesin diambil sebanyak 30 data menggunakan metode pengukuran waktu kerja dengan jam henti (Lihal Lampiran 3. Data Waktu Proses Kesepuluh Produk) . Data performance rating yang ada diambil dari pengamatan langsung terhadap operator yang diukur dengan metode Westing House (Lihat Lampiran 4. Data Performance Rating), allowance yang digunakan dalam perhitungan sebesar 10% yang diletapkan oleh perusahaan. Berikut adalah data waktu proses dari job ldi mesin 1 :
JlfMl] : Produk Lampu MG 45 di mesin Flare
Mean(jc)= 1.980 Stdev (sd) = 0.233 Tes kenormalan data:
Ho: Data berdislribusi normal Hi : Data tidak berdistribusi norma;
rr Terima Ho bila Pvaiue ^ OL dengan asumsi a = 5%
=> Pvaiue = 0.121 > 0.05 «^ Terima Ho. .'. Data berdistribusi normal,
Tes keseragaman data :
BKA = jc + L96sd= 1.980+ 1.96(0.233) = 2.437 BKB = x -1.96sd= 1.980- 1.96(0.233)= 1.523
No.
1.
2.
3.
4.
5.
6.
7.
Q
9.
10.
Waktu Proses 2.08
1.90 2.02 1.88 1.76 2.25 2.41 1.79 2.38 1.90
No.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
Waktu Proses 1.97 1.89 1.96 1.96 2.20 2.01 1.97 1.97 2.03 1.65
No.
1.
2.
3.
4.
5.
6.
1.
Q
9.
10.
Waktu Proses 2.26
1.90 1.78 2.39 1.56 1.70 1.72 2.07 1.92 1.99 Skill
Effort Condition Consistencv Total
Good(Cl) Average (D)
Good (C) Average (D) Performance rating
+0.06 0.00 0.00 0.00 +0.06 1.06
.". Data sudah serasam.
Tes kecukupan data :
N'= ^ = J- = 21.469
.'. Data sudah cukup.
Perhitungan waktu baku:
Waktu Normal (Wn) = x . Performance rating = 1.980 (1.06) = 2.098 detik WaktuBaku (lVb)=iVn*{ 100%
1,100% -Vo \ = 2.332 detik
Data pengujian waktu proses dan perhitungan waktu baku dan dari tiap joh di inasing-masing mesin dapat dilihat dalam (Liliat Lampiran 5. Tabel Pengujian Data Waktu Proses dan Perhitungan Waktu Baku). Berikut adalah hasil perhitungan waktu baku dari tiap-tiap job pada masing-masing mesin setelah dikalikan dengan permintaan produk tersebut, waktu setup mesin diabaikan karena cukup kecil. Dari hasil tevsebut kemudian dilakukan penjadwalan dengan menggunakan metode Algoritma Genetika.
!
1
j
ti.il
t3j|
t-4.fi
LTNE 1 M G 45
.11 82773 88554 95841 ]15783 103637
T 60 .12 97755 100534 102799 114803 110583
M G 50 J3 ; 81921:
855811
. 9515T
= 115430;
! 1064651
LFNE 2
PS 55 1
.14 : 85564- 99632!
917121
115030 103010
M G 60
.15 i
89337i 93600:
90735!
1186425 93337;
PS 60 .16 96825 97178 102547 121535 99540
LTNE 5 G 40
.17 89727 97068 101483 100849 115601
PS 47 .18 88490 85610 96698 99] 95 101399
LfNE 8 PS 75
.19 80264 86459 69869 80999 82821
P 45 .110 97889 99249 89203 101377 99469
8. Penjadwaian menggunakan Algoritma Genetika
Pengolahan dengan Algoritma Genetika diawali dengan membentuk populasi awal yang terdiri dan 2 subpopulasi, dimana yang digunakan untuk membentuk populasi awai adaiah Algoritma CDS dan secara random.
• Algoritma CDS [Subpopulasi 1J Stage 1 [Sl]:
t'lj = tlj=ML t'2j=t5j = LINE 1
t'U
t'2j Sl •»
LINE
t'l.i t'2j Sl -*
LINE
t'U
t'2j Sl ^ LINE
i
t'U
f2j
1
1-2, Cmax = 609245 2
J3 ! 81921 1
| 106465 | 3-4-6-5. Cmax = 82723
5
i
8-7,Cmax = 593218 8
Jl ! 82771 1 103637 i
J4
85564j 103010
J5 89337 93337
i -\
J7 | 89727 115601 j
J9
80264 82821 i
J2
J8
J10
97755 110583
J6 96825 99540
88490j 101399
97889 99469 Sl -¥ 9-10, Cmax = 567451
Stage 2 [S2J:
t ' l j = t l j + t2j=Ml +M2, LINE 1
t'2j = t5j + t4j = M5 + M4
Jl J2
198289
|
219420 ! 225386
S2-$> 1-2. Cmax = 609245
LINE
flj 2
J3 167502
J4 185196
J5 | 182937 !
J6 194003
t'2j 221895 218040 211979 221075
S2 -* 3-4-6-5, Cmax = 827233 L I N E 5
I fij ! t'2j !
J7
202332 216450
J8
195893 200594
S2 • » 8-7, Cmax =• 593218
LINE 8 t'lj t'2j
J7
166723 163820
J8
197138 200846 S 2 - * 9-10, Cmax = 567451
Stage 3 [S3]:
t'lj = tlj + t2j + t3j = Ml + M2 + M3 t'2j = t5j + t4j + t3j = M5 + M4 + M3 LINE 1
t'lj t'2.j
Jl i
267166
315261 1
J2
301088 328185 S3 -¥ 1-2, Cmax = 609245
LINE
flj t'2j
2
!
j
i
.13 2 6 3 2 5 9 317652
J4 276908 309752
,15 273672 3^2714
J6 296550 323622 S3 -¥ 3-4-6-5, Cmax = 827233
LINE 5
,17 .18
2 8 8 2 7 8 !
t'2j 1!
270798 i 297292 I S3 -^ 8-7, Cmax = 593218
LlftE 8
i
t'li ! t'2> |
j? i
236592 S 233689 !
J8
286341 290049 S3-» 9-10, Cmax = 567451
Stage 4 [S4]:
t'ij = tlj + t2j + t3j + t4j = Ml + M2 + M3 + M4 t'2j = t5j + i4j + t3j + t2j = M5 + M4 + M3 + M2 LINE 1
t'lj t'2j S3->
LINE t'lj t'2j S 3 * LINE t'lj
! t'2j S3-*
LINE
jt'lj
jt'2j
1-2, 2
i
i
|
C m a x = 609245
! J 3 i
! 378689 | 1 403233 S 3-4-6-5, C m a x = 827233
5
8-7, 8
i ii
j
Cmax = 593218
! ii 1 j
Ji
J4
382949J 403815
J2
391938 409384
J7
J7
J5 | 392314 i 396314 |
J8
389127 j 415001 i
1 J8
317591 | 320148 |
415891 428719
J6
418085 420800
369993 382902
387718 389298 S3 •* 9-10. Cmax = 567451
.-. Job terbaik adalah 1-2-3-4-6-5-8-7-9-10, Cmax = 695816
Random [Subpopulasi 2]
JADVVAL 8 6 2 1 3 5 9 7 4 10 8 2 6 1 3 5 9 7 4 1 0 8 6 2 5 3 1 9 7 4 10 8 6 2 14 5 9 7 3 10 8 6 2 1 3 7 9 5 4 10 8 1 2 6 3 5 9 7 4 10 8 6 2 1 3 10 9 7 4 5
| 8 6 2 1 3 5 10 7 4 9 8 6 9 1 3 5 2 7 4 10 8 4 2 1 3 5 9 7 6 10
MAKESPAN 716419 716419 711203 719874 716419 716419 716419 716419 702437 719454
.-. Job terbaik adalah 8-6-9-1-3-5-2-7-4-10, Craax = 702437
Setelah didapat hasil dari metode Algoritma CDS dan secara random, selanjutnya dibentuk populasi awal dengan menukar job secara random, sehingga terbentuklah populasi awal sebagai berikut:
POPLLASI AWAL (NGEIS - 0) SUBPOPULASI
1 1 1 1 1 1 1 1
l l
2 2 2 2 9 2 2 2 2 2
3 1 8 3 3 4 3
4 4 4 4 4 4 ->
7 4 10
6 6 6 7 6 6 6 6 9 4
5 5 5 5 5
8 8 3 8 8 10 5 5 5 6
8 8 8 5
7 7 7 6 7 8
7 4 7 8
9 9 9 9 2 7
9 9 6 7
1 10 10 10 10 10 9 5 10 10 10 9 3
MAKESPAN 695816 695816 711426 702437 722717 712203 695816 705596 702437 726379
SUBPOPULASI 2 8
8 8 8 8 8 8 8 8 8
6 2 6 6 6 1 6 6 6 4
2 6 2 2 2 2 2 2 9
?
1 3 5 1 3 5 5 3 1
1 45 137 63 5
9 9 9 9 9 9 1 3 10 1 3 5 1 35 1 35
7 7 7 7 5 7 9 10 2 9
7 7 4 4 4 3 4 4 7 7
4
6 10 10 10 10 10 10 4 5 4 9
•10
10
MAKESPAN 716419 716419 711203 ' 719874 716419 716419 716419 736419 702437 719454
Kemudian masing-masing kromosom dicari makespan-nya, dan didapai makespan terkecil adalah job 1-2-3-4-6-5-8-7-9-10, Cmax = 695816, kemudian dibentuk populasi 1 dengan mengenerate populasi awai menggunakan operasi PMX iPermuiuallv Maiched Crossover), Sehingga didapat hasil sebagai benkut:
POPULASI 1 (NGEN = 1) SUBPOPULASI 1
1 6 5 6 8 1 8 1 4
2 6 2 4 8 2 7 2 6 3 1 2 2 4 6 2 2 3 10
4 1 1 1 4 4 6 7 6 2
3
J>
9 4 9 6 3 3 9 1
5 9 5 8 4 6 5 3 5 1 10 10 5 1 5 8 3 5
7 8 7 9 7 3 9 8 7 2 8 7 8 7 4 9 7 4 8 7
10 10 10 10 10 9 5 9 5 10
10 9 6
MAKESPAN 711426 711426 687502 708764 688882 712203 705294 719631 702437 731655
SUBPOPULASl 9
8
ii
8
^ 8 1 8 8
3 2 9 9 9 3 3 3 4 1
2 1 3 4 8 4 7 6 2 8 1 6 2 1 6 8 9 1
10 6 6 6 1 2 6 2 3 4
5 5 5 5 7 5 5 5 5 6
8 7 4 97 1 3 7 1 8 4 2 6 5 4 9 7 4 9 7 4 10 7 ' 2 7 6 5 9 7
[ 2 10 10 10 10 10 10 10
\9 10 32
MAKESPAN 715371 711426 711426 698177 701656 702437 702437 702437 702437 735966 Chromosome Terbaik: 5-8-2-1-9-4-6-7-3-10, Cmax = 687502
Kemudian dibentuk lagi populasi selanjutnya dengan menggunakan kromosom childs dari generasi sebelumnya, operasi yang digunakan adalah PMX, tetapi pada saat generasi ke 10 operasi yang digunakan untuk membentuk popuiasi ke-10 adalab mutation operator. Dengan menggunakan kromosom childs pada generasi ke-9 sebagai kromosom parents. Hasil yang didapat adalah
sebagai berikut:
POPULASI 10(NGEN= 10)
SUBPOPULASI 1 MAKESPAN SUBPOPULASI 2 8 2 6 9 1 0 5 1 7 4 3 7 0 6 6 7 5 1 1 0 2 8 6 5 4 7 9 3 1 2 8 5 4 9 3 7 6 1 0 7 1 9 0 5 4 i 3 2 4 8 1 9 6 7 5 1 0 1 5 6 8 9 3 2 7 4 10 691357 ! 6 9 5 3 2 1 4 7 8 10 8 3 7 6 4 5 1 9 2 10 j 719105
6 4 8 9 2 5 3 7 M 0 \ 711426 4 3 7 6 9 5 8 2 1 10 711426 8 4 9 3 6 5 2 7 1 10 : 716751
7 8 3 9 6 5 2 4 1 10 8 4 1 6 3 7 2 5 9 1 0 8 3 4 9 7 10 1 2 6 5 2 6 4 8 3 10 1 7 9 5 1 3 2 9 6 5 4 8 10 7 ; 713781 1 4 6 3 1 2 5 7 9 8 10 2 8 9 6 3 7 4 5 1 1 0 692687
MAKESPAN 726379 706451 709823 716751 710018 728796 745847 710018
4 1 3 2 9 7 8 5 6 10 701656 9 2 4 6 1 5 3 7 1 0 8 - 711174 3 6 2 9 8 5 107 1 4 715371
Chromosome Terbaik: 1-5-6-8-9-3-2-7-4-10, Craax = 691357
Pada generasi yang ke-l I kembali digunakan operator PMX. kemudian hasii yang terbaik dari generasi ke-11 digenerate dengan melakukan penukaran job
secara random untuk menghasilkan generasi ke-12, sehingga didapat populasi 12 sebagai berikut.
POPULASI 12(AKHIR)
CHROMOSOME MAKESPAN
1 5 6 3 9 8 2 7 4 10 687454
6 5 1 3 9 8 2 7 4 10 687454
1 3 6 5 9 8 2 7 4 10 687454
1 5 6 3 7 8 2 9 4 10 700224
1 5 6 3 9 2 8 7 4 10 692377
1 5 6 3 9 8 2 7 104 700184
1 5 6 7 9 8 2 3 4 10 692377
9 5 6 3 1 8 2 7 4 1 0 686022
1 4 6 3 9 8 2 7 5 10 687454
5 1 6 3 9 8 2 7 4 1 0 687454
Chromosome Terbaik : 9-5-6-3-1-8-2-7-4-10, Cmax = 686022
Hasil terbaik dari populasi ke-12 digunakan sebagai hasil dari Algoritma Genetika, dan iterasi berhenti. Hasil perhitungan tiap generasi dari Algoritma Genetika dapat dilihat pada (Lihat Lampiran 6. Tabel Hasil Perhitungan Algoritma Genetika dan Lampiran 7. Tabel Iterasi Algoritma Genetika).
8. Anaiisa Hasil Perhitungan
Dari pengujian dan pengolahan data waktu proses didapatkan data waktu baku, yang digunakan untuk perhitungan penjadwaian yang menggunakan Aigoritma Genetika dengan subpopulasi Algoritma CDS dan Random. Total waktu penyelesaian atau makespan (Cmax) yang didapat dari penjadwalan mula-mula yang dilakukan perusahaan menghasilkan Cmax sebesar 833.436 detik. Pada sistem ini job yang dijadwalkan tidak memperhatikan urutan pengerjaan dan perusahaan sudah cukup lama belum mengoptimalkan sistem ini. sehingga menyebabkan ketidak teraturan urutan
pengerjaan job pada tiap line yang berakibat meningkatnya makespan yang dihasilkan.
Berdasarkan makespan yang diperoleh, Algoritma CDS dan Random pada subpopulasi menghasilkan makespan yang lebih keciL yaitu : 695.186 detik dan 702.437 detik. Makespan yang didapat dari kedua algontma tersebut perlu dioptimaikan lagi dengan Algoritma Genetika seliingga makespan yang diperoleh sebesar 686.022 detik (Lihat Lampiran 8. Tabel Hasil Penjadwalan).
Pengurangan makespan yang diperoleh dengan menggunakan Algoritma CDS dibandingkan dengan makespan hasii penjadwalan muia- m.ula sebesar 16,58%. Pengurangan makespcm yang diperoleh dengan menggunakan Algoritma Random dibandingkan dengan makespan hasil penjadwalan mula-mula sebesar 15,72%. Pengurangan makespan yang diperoleh dengan menggunakan Algoritma Genetika dibandingkan dengan makespan hasil penjadwalan mula-mula sebesar 17,69%.
Dalam kasus ini, makespan yang diperoieh dari Algoritma Genetika lebih kecil dari makespan yang diperoleh dari Algoritma CDS, Random dan penjadwalan muia-mula di pemsahaan.