LAPORAN TUGAS BESAR
PRAKTIKUM PROSES PRODUKSI
Disusun Oleh :
Kurniawan Nugraha (1400019116)
Asisten : Ari Anggraini Yulianti
LABORATORIUM PROSES PRODUKSI
PROGRAM STUDI TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS AHMAD DAHLAN
HALAMAN PENGESAHAN
Laporan resmi praktikum proses produksi ini telah disetujui dan disahkan oleh asisten pengampu dan penguji pada tanggal 19 Desember 2015.
KATA PENGANTAR
Puji syukur kita panjatkan kehadirat Allah SWT karena atas segala rahmatNya, nikmatNya, serta hidayahNya penulis dapat menyelesaikan laporan ini dengan baik. Tidak lupa saya juga mengucapkan banyak terima kasih kepada orang tua yang telah mendukung baik secara moril maupun secara materil serta nasihat-nasihat yang banyak membantu penulis serta kepada rekan-rekan yang telah membantu dalam penyusunan laporan ini dan tak lupa kepada dosen pengampu / asisten pratikum proses produksi yang telah membantu penulis dalam proses pembelajaran dan yang telah membantu pembuatan laporan ini.
Penulis menyadari dengan adanya kekurangan di dalam penulisan laporan ini, oleh karena itu penulis memohon maaf serta mengharapkan kritik dan saran yang membangun dari semua pihak dan semoga laporan yang di buat dan di susun ini dapat berguna bagi diri saya sendiri, kampus dan siapa saja yang ingin memanfaatkannya sebagai referensi keilmuannya.
Yogyakarta, 12 Desember 2015
DAFTAR ISI
HALAMAN PENGESAHAN………
KATA PENGANTAR………
DAFTAR ISI……….
BAB I Pendahuluan………
A. Latar Belakang ……….. B. Tujuan ………
BAB II Kajian Pustaka……….
A. Pengertian dan Jenis Mesin CNC ……….. B. Pengoperasian Mesin CNC ……… C. Pemrograman Mesin CNC ………. D. Kode Numerik Mesin CNC ………..
BAB III Praktik dan Pembahasan………
A. Pengoperasian Mesin CNC TU 2A ……… B. Pengoperasian Mesin CNC TU 3A ……….
BAB IV Penutup………
A. Kesimpulan ………. B. Saran ……… C. Daftar Pustaka ………..
Gambar 1.1
Gambar 1.2
Gambar 2.1
Gambar 2.2
DAFTAR TABEL………..
Tabel 1.1
Tabel 1.2
PENDAHULUAN
A. Latar Belakang
Perkembangan dunia manufaktur semakin berkembang,salah satunya adalah penggunaan teknologi komputer ke dalam proses manufaktur di dunia industri saat ini. Penggunaan teknologi komputer yang mengalami kemajuan pesat diantaranya adalah penggunaan mesin CNC (Computer Numerically Controlled), yang Dimana sistem pengoperasiannya menggunakan program yang dikontrol langsung oleh komputer. Secara umum konstruksi mesin perkakas CNC dan sistem kerjanya lebih sinkron antara komputer dan mekaniknya. Maka jika dibandingkan dengan mesin perkakas konvensional yang setaraf dan sejenis, maka mesin CNC lebih teliti, lebih tepat, luwes, dan cocok untuk produk massal.
Dalam rangka menerapkan ilmu yang telah diperoleh dari mata kuliah Mesin CNC, dan untuk mengetahui bagaimana cara menggunakan serta lebih memahami mengenai Mesin CNC maka mahasiswa perlu mengikuti praktikum Mesin CNC yang lebih mendalam. Untuk dapat mengetahui bagian-bagian dari Mesin CNC TU-2A dan TU-3A, proses yang dapat dilakukan oleh Mesin CNC TU-2A dan TU- 3A, dan cara pengoperasiannya merupakan bagian dari proses pembelajaran praktikum Mesin CNC.
Dalam praktikum CNC ini mahasiswa diharapkan dapat merancang suatu profil yang dapat dikerjakan dengan Mesin CNC TU-2A dan TU-3A, yang menjadikan pembelajaran dari teori-teori yang didapat dari mata kuliah Mesin CNC. Sehingga mahasiswa mampu mengaplikasikan antara teori dengan praktek di lapangan.
B. Tujuan
Tujuan dari penulisan laporan ini adalah sebagai persyaratan untuk lulus dalam praktikum proses produksi di Program Studi Teknik Industri Universitas Ahmad Dahlan. Selain sebagai syarat untuk kelulusan tersebut penulis berharap agar kelak laporan ini bisa menjadi acuan dalam penggunaan mesin CNC bagi para pembaca. Dan dalam penulisan makalah ini juga bertujuan untuk mengetahui pengertian mesin CNC, jenis-jenis mesin CNC, dan mengetahui cara menjalankan mesin CNC.
BAB II
A. Pengertian dan Jenis Mesin CNC
Pengertian singkat mesin CNC (Computer numerically‐Controlled) adalah suatu mesin yang dikontrol oleh komputer dengan menggunakan bahasa numerik (perintah gerakan dengan menggunakan kode angka dan huruf). Misal pada layar monitor mesin kita tulis M03, maka spindel mesin akan berputar, dan apabila kita tulis M05, maka spindel mesin akan mati.
Secara umum, mesin CNC terbagi dua golongan yaitu: Training Unit dan Producion unit. Keduanya memiliki fungsi yang berbeda.
1. Mesin CNC Training Unit
Mesin CNC Training Unit ini biasanya digunakan untuk penyayatan pada logam-logam lunak, dan sesuai dengan namanya mesin ini sering digunakan untuk latihan Mesin Perkakas CNC dan praktikum.
2. Mesin CNC Production Unit
Mesin CNC Production Unit ini digunakan untuk memproduksi benda kerja dalam jumlah besar, memiliki kecepatan dan kapasitas yang besar, sehingga digunakan dalam industri produksi benda kerja. Seluruh aktifitas dan gerakan Mesin CNC ini sudah terkontrol dengan baik oleh program komputer, sehingga tingkat ketelitian, akurasi dan presisi sangat tinggi pada waktu pembuatan proses produksi.
1. Mesin CNC TU‐2A (2 sumbu).
Proses pemakanan atau penyayatan benda kerja mesin ini adalah dilakukan dengan cara memutar benda kerja kemudian dikenakan pada pahat yang digerakan secara translasi sejajar dengan sumbu putar dari benda kerja.
2. Mesin CNC TU‐3A (3 sumbu).
Proses pemakanan atau penyayatan benda kerja mesin ini adalah dilakukan dengan menggunakan pahat yang diputar oleh poros spindle mesin.
B. Pengoperasian Mesin CNC
Secara garis besar dari karakteristik cara mengoperasikan mesin CNC dapat dilakukan dengan dua macam cara, yaitu :
1. Sistem Absolut
Pada sistem ini titik awal penempatan alat potong yang digunakan sebagai acuan adalah menetapkan titik referensi yang berlaku tetap selama proses operasi mesin berlangsung. Untuk mesin bubut, titik referensinya diletakkan pada sumbu (pusat) benda kerja yang akan dikerjakan pada bagian ujung. Sedangkan pada mesin frais, titik referensinya diletakkan pada pertemuan antara dua sisi pada benda kerja yang akan dikerjakan.
Pada sistem ini titik awal penempatan yang digunakan sebagai acuan adalah selalu berpindah sesuai dengan titik actual yang dinyatakan terakhir. Untuk mesin bubut maupun mesin frais diberlakukan cara yang sama. Setiap kali suatu gerakan pada proses pengerjaan benda kerja berakhir, maka titik akhir dari gerakan alat potong itu dianggap sebagai titik awal gerakan alat potong pada tahap berikutnya.
C. Pemrograman Permesinan
Yaitu berupa input data yang tersusun dan teratur sebagai perintah gerakan pahat untuk di olah pada software komputer sesuai bahasa pemrograman mesin yang selanjutnya di teruskan kebagian unit pengendali, yang berfungsi mengubah sinyal elektronik menjadi gerakan mekanis kemdian gerakan tersebut diteruskan kebagian mesin perkakas, untuk mengeksekusi bagian pahat berupa operasi permesinan.
Masukkan berupa input data pemrograman di proses pada bagian penyimpanan data kemudian keluaran data melalui prossesor. Bila dilakukan proses dengan menekan tombol start, maka pada bagian memori Eprom akan memberikan sinyal ke prosesor untuk diteruskan ke memori Ram. Setelah data tersimpan pada Ram diteruskan ke prosesor yang berfungsi mengontrol dan mengkoordinir data, selanjutnya diteruskan ke unsur keluaran antar komponen berupa sinyal elektronik yang diubah menjadi gerakan mekanis yang tertentu sesuai data pemrograman, seperti besar dan arah putaran spindel utama, pergerakan eretan membawa pahat dan seterusnya, yaitu titik-titik koordinat sumbu X dan Y untuk mesin turning, atau koordinat sumbu X, Y, dan Z untuk mesin milling.
1. Fungsi G
G00 : Gerak lurus cepat (tidak boleh menyayat).
G01 : Gerak lurus penyayatan.
G02 : Gerak melengkung cekung.
G03 : Gerak melengkung cembung.
G04 : Gerakan penyayatan berhenti sesaat.
G21 : Baris blok sisipan dibuat dengan meneka tombol ~ dan INP.
G25 : Memanggil program subrountine.
G27 : Perintah meloncat ke nomor blok yang dituju.
G33 : Pembuatan ulir tunggal.
G64 : Mematikan arus step motor.
G65 : Operasi disket (menyimpan atau menggil program).
G73 : Siklus pengeboran dengan pemutusan total.
G78: Siklus pembuatan ulir.
G81 : Siklus pengeboran langsung.
G82 : Siklus pengeboran dengan berhenti sesaat.
G83 : Siklus pengeboran dengan penarikan total.
G84 : Siklus pembubutan memanjang.
G86 : Siklus pembuatan alur.
G88 : Siklus pembubutan melintang.
G89 : Siklus penghalusan lubang dengan waktu diam sesaat.
G90 : Program absolut.
G91 : Program inkremental.
G92 : Peneta pan posisi pahat secara absolut.
2. Fungsi M
M00 : Program berhenti.
M03 : Spindel searah jarum jam (CW).
M05 : Putaran spindel berhenti.
M06 : Perintah ganti tool.
M17 : Perintah kembali ke program utama.
M30 : Program berakhir.
BAB III
A. Pengoperasian Mesin CNC TU 2A
Mesin bubut CNC TU-2A mempunyai gerakan dasar ke arah melintang dan horizontal dengan koordinat sumbu x dan sumbu z.
Gambar 1.1
Prinsip kerja mesin bubut CNC TU-2A :
1. Benda kerja yang terpasang pada chuck berputar sedang alat potong diam
2. Sumbu x untuk arah gerakan melintang tegak lurus sumbu putar
3. Sumbu z untuk arah gerakan horizontal yang sejajar sumbu putar
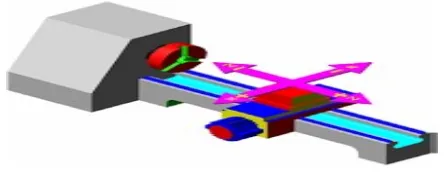
Mesin milling CNC TU-3A ini menggunakan sistem persumbuan dengan dasar sistem koordinat kartesius. Untuk menjelaskan sistem persumbuan dapat dilihat pada gambar dibawah ini .
Gambar 1.2
Prinsip kerja mesin CNC TU-3A adalah pisau berputar sedangkan benda kerja yang terpasang pada meja bergerak kearah horizontal atau melintang. Untuk arah persumbuan tersebu diberi lambang persumbuan sebagai berikut :
1. Sumbu X bergerak kearah horizontal
2. Sumbu Y bergerak kearah melintang
3. Sumbu Z bergerak kearah vertikal
C. Langkah – Langkah Proses Manufaktur dengan Mesin CNC
1) Klik “Application” 2) Plih “Accesoris”
3) Pilih “Gradit Text Editor”
4) Kemudian masukan kode – kode yang telah dibuat untuk membuat pola yang nantinya akan dibaca oleh mesin CNC, kode programnya terlampir
5) Setelah semua kode dimasukan kemudian klik save 6) Pilih save in folder pilih yang document
b) Setelah data yang dibuat selesai, selanjutnya kita harus membuka data yang telah disimpan agar terbaca mesin dan bisa melakukan perubahan data apabila terjadi kesalahan bentuk pola yang tidak sesuai keinginan dengan cara :
6. Setelah itu klik open dan pilih nama file yang telah disimpan tadi.
c) Apabila terjadi kesalahan dalam penginputan kode kita dapat merubahnya agar hasil pola yang dihasilkan sempurna dengan cara :
1. Kilik “edit” pada program
2. Pilih “place” dan pilih dokumen yang telah disimpan tadi untuk diedit.
d) Setelah semua data benar selanjutnya kita dapat melakukan simulasi pembuatan pola yang akan ditampilkan pada layar monitor dengan cara :
2. Atur dulu satu per satu sumbu X, Y, Z dan A pada posisi 0.0 yang kemudian pilih “Home Axis” pada setiap pengaturan sumbu
Setelah semua sumbu terletak pada posisi 0.0 simulasi sudah bisa dilakukan dengan menekan tombol power atau F2.
1. Secara umum, mesin CNC terbagi dua golongan yaitu:
a. Training Unit. b. Producion unit.
2. Secara garis besar dari karakteristik cara mengoperasikan mesin CNC dapat dilakukan dengan dua macam cara, yaitu :
a. Absolut
b .Inkremental
3. Prinsip kerja mesin bubut CNC TU-2A :
Mesin bubut CNC TU-2A mempunyai prinsip gerakan dasar seperti halnya mesin bubut konvesional yaitu gerakan arah melintang dan horizontal dengan sistem koordinat sumbu X dan Y. Prinsip kerja mesin bubut CNC TU-2A juga sama dengan mesin bubut konvensional yaitu benda kerja yang dipasang pada cekam bergerak sedangkan alat potong diam. Untuk arah gerak diberi lambang seperti berikut:
a. Sumbu x untuk arah gerakan melintang tegak lurus sumbu putar
b. Sumbu z untuk arah gerakan horizontal yang sejajar sumbu putar
4. Sedangkan prinsip kerja mesin CNC TU – 3A ini adalah:
mesin frais CNC TU-3A tersebut diberi laambang persumbuan sebagai berikut:
a.Sumbu X bergerak horizontal.
b.Sumbu Y bergerak melintang.
c.Sumbu Z untuk arah gerak certical.
B. Saran
1. Bahan yang digunakan untuk mesin perkakas CNC seharusnya menggunakan bahan dengan harga murah tetapi memiliki spesifikasi yang bagus untuk kategori mesin perkakas.
2. Pengembangan mesin perkakas CNC harus lebih ditingkatkan agar proses produksi bisa menggunakan lebih banyak menggunakan mesin CNC yang dimana membantu proses produksi.
3. Mata bor yang digunakan sebaiknya menggunakan logam dengan kualitas baik agar tidak sering terjadi kerusakan atau kasus patahnya mata bor saat penggunaan.
4. Penggunaan listrik yang digunakan seharusnya menggunakan daya dan tegangan yang rendah agar proses produksi lebih efisien dan ekonomis.
5. Perlunya pengembangan bentuk aplikasi program yang digunakan pada mesin CNC ke bentuk yang lebih sederhana.
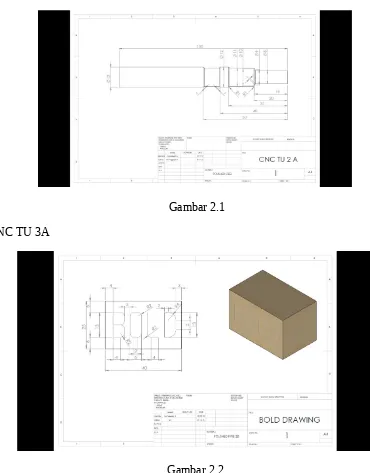
CNC TU 2A
Gambar 2.1
CNC TU 3A
G0 X31 Y19
G1 Z-3 F50
G1 X31 Y6
G1 X33 Y6
G3 X37 Y10
G1 X37 Y15
G3 X33 Y19
G1 X31 Y19
G0 Z5
G0 X0 Y0
M02
Tabel 1.2 (Lanjutan)
Kristanto Agung.(2015).PETUNJUK PRAKTIKUM PROSES PRODUKSI.Yogyakarta
www.geocities.com/hari_seputro/mesin_cnc
Diakses 12 Desember 2014.
http://id.wikipedia.org/wiki/CNC.