EQUAL CHANNEL ANGULAR EXTRUSION (ECAE)
AN ALTERNATIVE METHOD TO IMPROVE
MECHANICAL PROPERTIES OF METALS
FX Catur Ari Setiyawan
Mechanical Metallurgy Laboratory, Dept. of Mechanical Engineering FTI – ITB Ganesha 10 Bandung 40132
e-mail : [email protected]
ABSTRACT
Equal Channel Angular Extrusion (ECAE) is an innovative process to improve metal properties through plastic deformation during cold working. This process was invented by Russian scientist Vladimir Segal in 1977. ECAE process makes possible the occurrence of large amounts of plastic deformation without causing significant change in the geometric shape or cross-section. The die angle is a determining factor that contributes to the magnitude of plastic strain. The occurence of large plastic strain causes an increasing material strength through a strain (or work) hardening mechanism.
One of the quick and economically methods that could be used to analyze the ECAE is a numerical method with a finite element approach. Simulate metal forming is not an easy task. It deals with many parameters involved and the non-linear characteristic of plastic deformation and requires a specific and powerful software such as MSC.Superform 2002. Using this software, the ECAE 2D Route-A process had been modeled with a combination of eight repeated process and varied extrusion angles (15°, 30°, 45°, 60°, 75°, and 90°). The model uses an aluminum billet (Al 1100 – O) that has a dimension of 10x10x30 mm as a worpiece, and a hydraulic extrusion machine with a constant speed of 1 mm/s as a pressing mechanism.
The data obtained from the model include : 1. Flowlines.
2. Equivalent plastic strain. 3. Yield Strength.
4. Grain size prediction using Hall-Petch equation.
Keywords : Equal Channel Angular Extrusion/Pressing (ECAE/ECAP), Severe Plastic Deformation (SPD).
EQUAL CHANNEL ANGULAR EXTRUSION (ECAE)
SEBAGAI METODE ALTERNATIF
UNTUK MEMPERBAIKI SIFAT MEKANIK LOGAM
FX Catur Ari Setiyawan
Laboratorium Metalurgi Mekanik, Departemen Teknik Mesin FTI – ITB Ganesha 10 Bandung 40132
e-mail : [email protected]
ABSTRAK
Equal Channel Angular Extrusion (ECAE) adalah sebuah proses inovatif untuk memperbaiki sifat logam melalui deformasi plastis pada pengerjaan dingin (cold working). Proses ini pertama kali dikemukakan oleh seorang ilmuwan Rusia bernama Vladimir Segal pada tahun 1977. Ekstrusi sudut pada ECAE memungkinkan terjadinya deformasi plastis yang besar tanpa mengakibatkan perubahan bentuk penampang. Sudut cetakan (die) merupakan faktor penentu besarnya regangan plastis yang terjadi. Regangan plastis yang besar ini akan mengakibatkan bertambahnya kekuatan material melalui mekanisme penguatan regangan atau strain-hardening.
Salah satu metode yang dapat digunakan untuk menganalisis proses ECAE secara cepat dan ekonomis adalah metode numerik dengan pendekatan elemen hingga (finite element). Banyaknya parameter yang terlibat dan faktor ketidaklinieran pada deformasi plastis menuntut digunakannya perangkat lunak yang khusus seperti MSC Superform 2002. Dengan menggunakan perangkat lunak ini, proses ECAE 2D rute-A telah dapat dimodelkan dengan kombinasi antara delapan kali tahapan proses dan sudut ekstrusi 15°, 30°, 45°, 60°, 75°, dan 90°. Pemodelan menggunakan billet dari aluminium (Al 1100 – O) yang memiliki dimensi 10x10x30 mm dengan memakai mesin ekstrusi hidrolik berkecepatan konstan sebesar 1 mm/s.
Data yang dapat diperoleh dari pemodelan meliputi : 1. Data aliran material (flowlines).
2. Regangan plastis total ekivalen.
3. Perubahan kekuatan luluh (yield strength).
4. Prediksi diameter butir menggunakan persamaan Hall-Petch.
Kata kuci : Equal Channel Angular Extrusion/Pressing (ECAE/ECAP), Severe Plastic Deformation (SPD).
1. PENDAHULUAN
Equal-channel angular extrusion (ECAE) merupakan salah satu metode yang
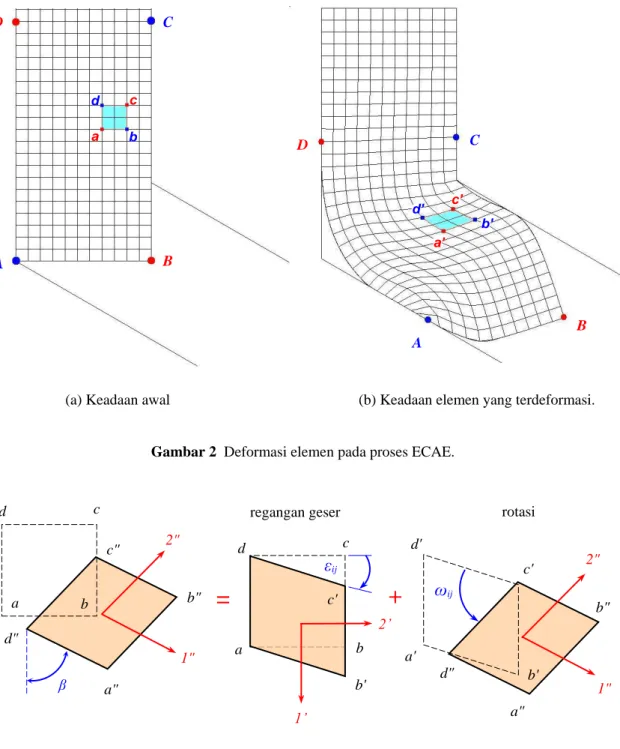
digunakan untuk meningkatkan kekuatan logam dengan cara deformasi plastis berulang-ulang (severe plastic deformation). Illustrasi dari proses ECAE dapat dilihat dalam Gbr.1.
Gambar 1 Illustrasi proses ECAE.
Cetakan ekstrusi dari proses ECAE terdiri dari dua jalur dengan bentuk dan luas penampang yang sama. Kedua jalur ini saling bertemu dan membentuk sudut ekstrusi
Φ satu sama lain. Untuk setiap ekstrusi, benda kerja yang berupa billet ditempatkan
pada jalur 1 dan kemudian diekstrusi oleh plunyer hingga keluar melewati jalur 2. Setelah proses ekstrusi dilakukan, benda kerja kemudian diputar terhadap sumbu vertikalnya sesuai dengan jenis rute ECAE yang diinginkan. Sudut rotasi tersebut untuk benda kerja yang berpenampang segi empat sama sisi adalah 0° untuk ECAE rute A, 90° atau -90° untuk ECAE rute B, dan 180° untuk ECAE rute C.
Perulangan Proses Φ ROTASI ECAE – A = 0° ECAE – B = 90° / -90° ECAE – C = 180° benda kerja plunyer jalur 1 jalur 2 P
Pada proses ECAE, cara yang digunakan untuk memperoleh regangan plastis yang besar adalah dengan memperkecil sudut Φ (Φmin = 90°) dan menambah jumlah
perulangan ekstrusi. Semakin besar regangan plastis yang terjadi maka semakin bertambah juga kekuatan logam (untuk logam yang memiliki kurva tegangan-regangan dengan karakteristik parabolic strain hardening). Bentuk dari deformasi elemen yang terjadi pada proses ECAE ditunjukkan dalam Gbr.2.
Gambar 2 Deformasi elemen pada proses ECAE.
Gambar 3 Regangan total pada proses ECAE.
A B C D a b c d A ’ B ’ C ’ D ’ a' c' b' d'
(a) Keadaan awal elemen.
(b) Keadaan elemen yang terdeformasi.
=
+
a" b" c" d" 2" 1" a b c d b' c' d' a' b' d" a" b" β ωij 1’ 2’ 1" 2"regangan geser rotasi
c d
a b c'
Deformasi yang ditunjukkan oleh Gbr.2 dibentuk dari dua jenis regangan plastis yang dialami elemen secara bersamaan. Kedua jenis regangan tersebut adalah regangan geser dan rotasi. Illustrasi dari regangan plastis yang terlibat dapat dilihat dalam Gbr.3. Sudut ekstrusi ECAE merupakan faktor utama yang memegang peranan penting dalam menentukan besar regangan total yang terjadi. Besar regangan total yang terjadi dapat dinyatakan dengan persamaan (1).
ij ij ij
e (1)
dengan, e ij = tensor regangan total
ij
= tensor regangan geser
ij
= tensor rotasi
2. METODE PENELITIAN
Penelitian yang dilakukan adalah dengan melakukan simulasi pemodelan numerik proses ekstrusi ECAE, menggunakan perangkat lunak berbasis elemen hingga MSC.SuperForm 2002. Simulasi dilakukan dengan paramater-parameter berikut :
1. Rute ECAE : A dan C
2. Sudut Φ : 15°, 30°, 45°, 60°, 75°, dan 90° 3. Perulangan proses : 8 kali ekstrusi
4. Dimensi benda kerja : 10x10x30 mm 5. Jenis material : Aluminium 1100 – O
Hasil yang diinginkan dari pemodelan adalah : 1. Data aliran material (flowlines).
Dari hasil pemodelan yang berupa regangan plastis total ekivalen dapat digunakan untuk mencari :
1. Perubahan kekuatan luluh (yield strength) material.
2. Prediksi perubahan diameter butir material, menggunakan pendekatan persamaan Hall-Petch.
3. DATA DAN ANALISIS
3.1. DATA
3.1.1. Data Awal Pemodelan
Aluminium 1100 – O yang digunakan dalam pemodelan memiliki sifat mekanik sebagai berikut1 :
Rapat massa (ρ) : 2,71 gr/cm3
Modulus Elastis (E) : 69 GPa
Poisson Ratio (v) : 0,33
Yield Strength (σy) : 35 Mpa
Persamaan Kurva Tegangan Alir :
0,2.
180 t
t MPa
Sedangkan parameter pemodelan yang digunakan dalam MSC.SuperForm 2002 antara lain :
Menggunakan analisis 2D plane strain.
Analisis yang digunakan adalah analisis elastis-plastis dengan kriteria alir plastis berdasarkan kriteria von Mises.
Jumlah elemen awal 374 elemen, maksimum elemen setelah remeshing adalah 900 elemen.
Koefisien gesek yang digunakan adalah 0,15 untuk cetakan dan 0,4 untuk plunyer.
Menggunakan mesin press hidrolik dengan kecepatan konstan 1 mm/s.
Toleransi untuk kekonvergenan solusi adalah 10% (0,1).
3.1.2. Data Pola Aliran Material
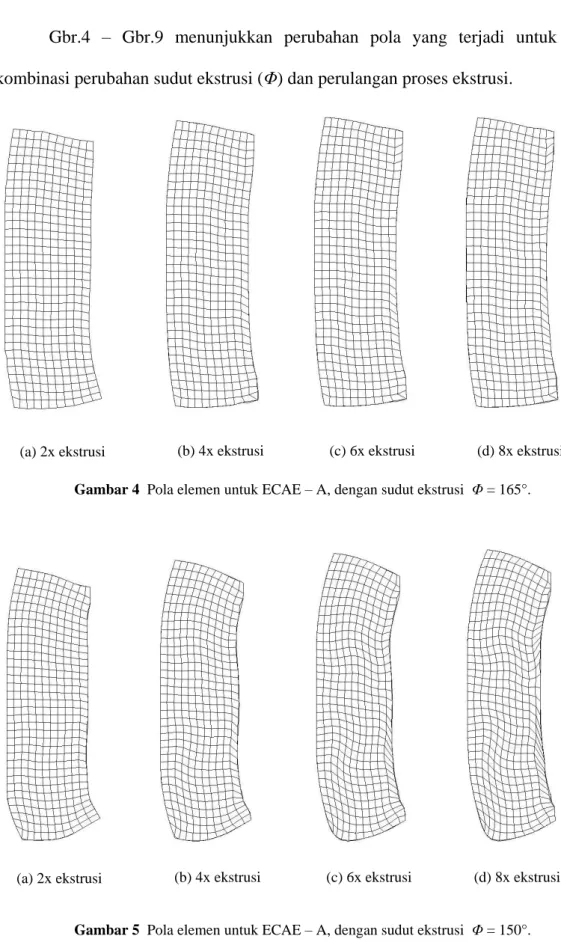
Gbr.4 – Gbr.9 menunjukkan perubahan pola yang terjadi untuk setiap kombinasi perubahan sudut ekstrusi (Φ) dan perulangan proses ekstrusi.
Gambar 4 Pola elemen untuk ECAE – A, dengan sudut ekstrusi Φ = 165°.
Gambar 5 Pola elemen untuk ECAE – A, dengan sudut ekstrusi Φ = 150°.
(a) 2x ekstrusi (b) 4x ekstrusi (c) 6x ekstrusi (d) 8x ekstrusi
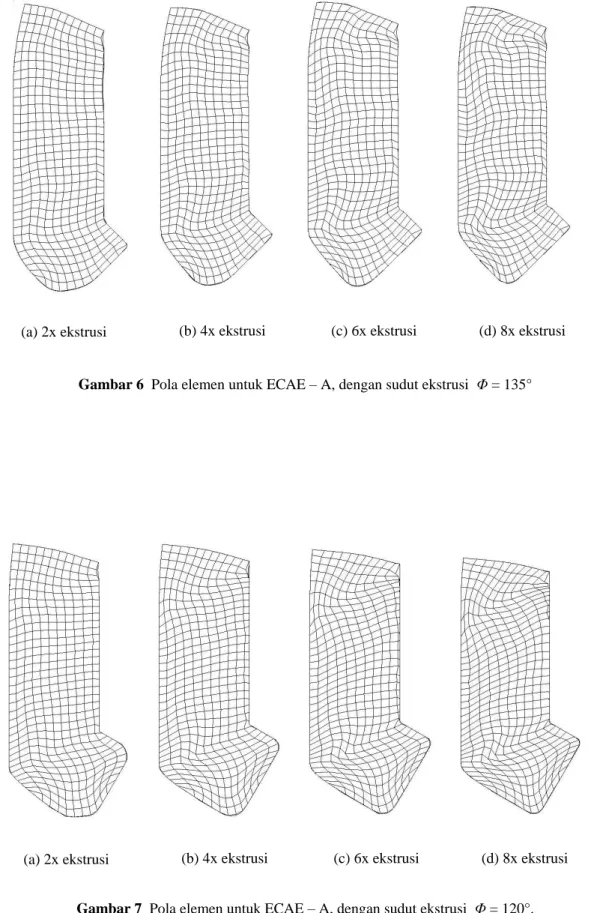
Gambar 6 Pola elemen untuk ECAE – A, dengan sudut ekstrusi Φ = 135°
Gambar 7 Pola elemen untuk ECAE – A, dengan sudut ekstrusi Φ = 120°.
(a) 2x ekstrusi (b) 4x ekstrusi (c) 6x ekstrusi (d) 8x ekstrusi
Gambar 8 Pola elemen untuk ECAE – A, dengan sudut cetakan Φ = 105°.
Gambar 9 Pola elemen untuk ECAE – C, dengan sudut cetakan Φ = 90°.
(a) 2x ekstrusi (b) 4x ekstrusi (c) 6x ekstrusi (d) 8x ekstrusi
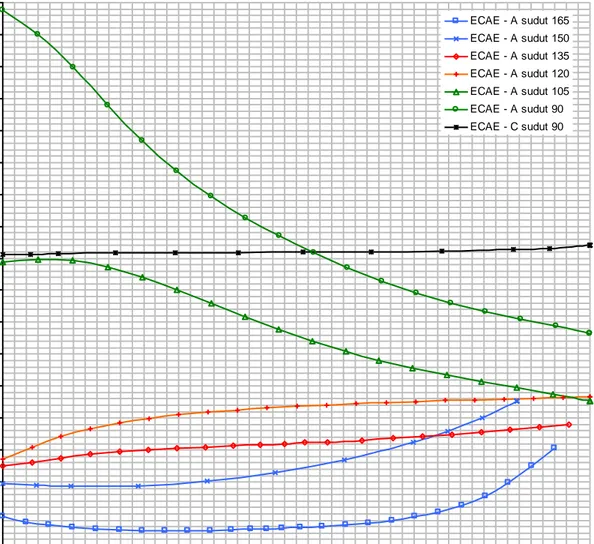
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 0 1 2 3 4 5 6 7 8 9 10 Posisi Elemen (mm) R e g a n g a n P la s ti s T o ta l ECAE - A sudut 165 ECAE - A sudut 150 ECAE - A sudut 135 ECAE - A sudut 120 ECAE - A sudut 105 ECAE - A sudut 90 ECAE - C sudut 90
3.1.3. Data Regangan Plastis Total Ekivalen
Gbr.10 menunjukkan daerah elemen yang dianalisis untuk diambil datanya sedangkan Gbr.11 menunjukkan grafik perbandingan regangan plastis total ekivalen untuk kombinasi perubahan sudut cetakan terhadap posisi elemen horisontal pada benda kerja (Gbr.10) setelah 8 kali ekstrusi.
Gambar 11 Grafik perbandingan regangan plastis total ekivalen setelah 8x ekstrusi.
Elemen yang dianalisis
0 10 (mm)
Gambar 10 Daerah elemen yang dianalisis.
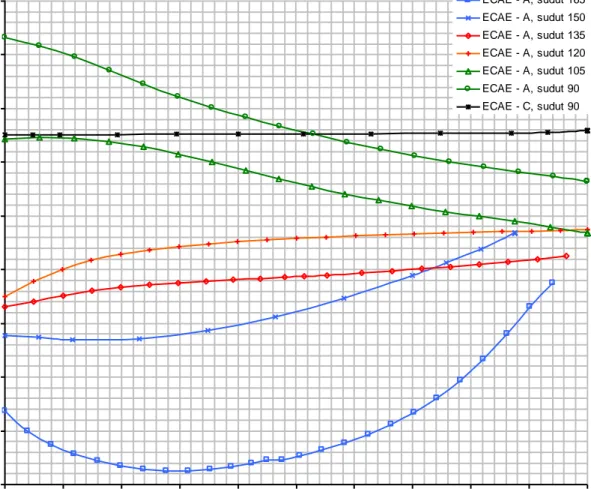
150 170 190 210 230 250 270 290 310 330 0 1 2 3 4 5 6 7 8 9 10 Posisi Elemen (mm) K e k u a ta n L u lu h (M Pa ) ECAE - A, sudut 165 ECAE - A, sudut 150 ECAE - A, sudut 135 ECAE - A, sudut 120 ECAE - A, sudut 105 ECAE - A, sudut 90 ECAE - C, sudut 90
3.1.4. Data Kekuatan Luluh (Yield Strength)
Gbr.12 menunjukkan grafik perbandingan kekuatan luluh Al – 1100 untuk kombinasi perubahan sudut cetakan terhadap posisi elemen horisontal pada benda kerja (Gbr.10) setelah 8 kali ekstrusi. Kekuatan luluh awal aluminium 1100 – O adalah 35 MPa.
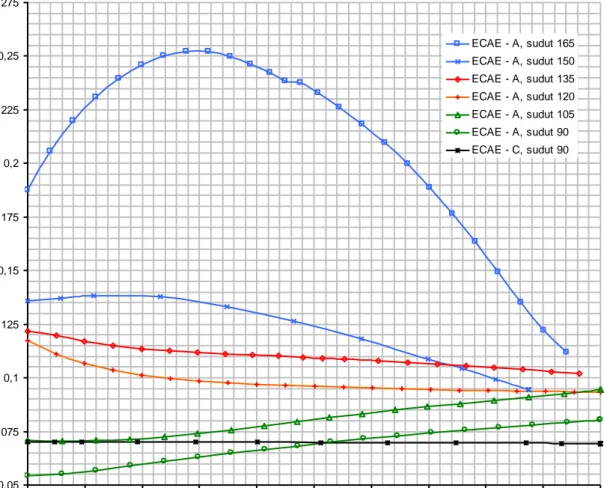
0,05 0,075 0,1 0,125 0,15 0,175 0,2 0,225 0,25 0,275 0 1 2 3 4 5 6 7 8 9 10 Posisi Elemen (mm) D ia m ete r B u ti r (μ m ) ECAE - A, sudut 165 ECAE - A, sudut 150 ECAE - A, sudut 135 ECAE - A, sudut 120 ECAE - A, sudut 105 ECAE - A, sudut 90 ECAE - C, sudut 90
3.1.5. Data Prediksi Perubahan Diameter Butir
Gbr.13 menunjukkan grafik prediksi perbandingan diameter butir Al – 1100 untuk kombinasi perubahan sudut cetakan terhadap posisi elemen horisontal pada benda kerja (Gbr.10) setelah 8 kali ekstrusi. Diameter butir awal aluminium 1100 – O adalah 13,14 μm.
3.2. ANALISIS
Sudut cetakan ECAE memegang peranan yang penting untuk membentuk pola aliran material. Semakin kecil sudut Φ (Φmin = 90°) maka pola aliran yang
terbentuk semakin rumit (Gbr.4 – Gbr.9). Hal ini terlihat jelas untuk geometri cetakan dengan Φ < 150°. Regangan plastis total yang terjadi juga akan bertambah besar dengan semakin kecilnya sudut ekstrusi Φ (Gbr.11). Bertambah besarnya regangan plastis untuk proses ECAE yang menggunakan sudut ekstrusi Φ lebih kecil mengakibatkan Al – 1100 akan memiliki kekuatan luluh yang lebih besar (Gbr.12) dan diameter butir yang lebih kecil (Gbr.13).
Jumlah perulangan proses ECAE terutama mempengaruhi kerumitan pola aliran dan besar regangan plastis total. Semakin banyak jumlah perulangan proses maka semakin rumit pola aliran dan semakin besar regangan plastis. Dengan semakin besarnya regangan plastis maka kekuatan Al – 1100 akan semakin tinggi sedangkan diameter butirnya akan semakin kecil (hingga batas tertentu).
Rute perulangan ekstrusi selain mempengaruhi kerumitan pola, juga mempengaruhi kehomogenan regangan plastis yang terjadi. Ini ditunjukkan dengan bentuk kurva ECAE rute C pada Gbr.11 yang mendekati garis lurus (bandingkan dengan bentuk kurva ECAE rute A). Regangan plastis yang lebih homogen untuk ECAE rute C mengakibatkan distribusi perubahan kekuatan dan diameter butir Al – 1100 juga akan lebih homogen (Gbr.12 dan Gbr.13).
4. KESIMPULAN
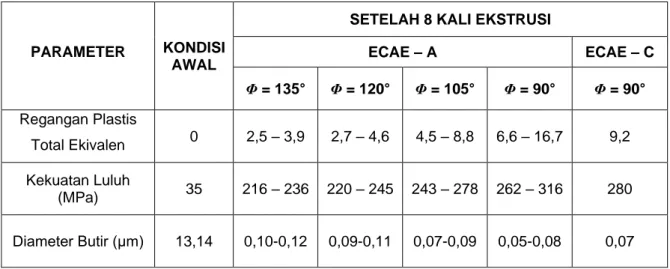
Berdasarkan hasil pemodelan dari proses Equal Channel Angular Extrusion (ECAE) maka dapat diambil kesimpulan bahwa proses ini dapat memperbaiki sifat mekanik logam terutama dengan meningkatkan kekuatan logam, tanpa melibatkan adanya perubahan bentuk penampang. Sudut cetakan, jumlah perulangan proses, dan rute perulangan ekstrusi merupakan faktor utama yang mempengaruhi hasil yang diperoleh. Data hasil pemodelan secara kuantitatif ditunjukkan dengan Tabel 1.
Tabel 1 Data Hasil Pemodelan ECAE
PARAMETER KONDISI AWAL
SETELAH 8 KALI EKSTRUSI
ECAE – A ECAE – C Φ = 135° Φ = 120° Φ = 105° Φ = 90° Φ = 90° Regangan Plastis Total Ekivalen 0 2,5 – 3,9 2,7 – 4,6 4,5 – 8,8 6,6 – 16,7 9,2 Kekuatan Luluh (MPa) 35 216 – 236 220 – 245 243 – 278 262 – 316 280 Diameter Butir (μm) 13,14 0,10-0,12 0,09-0,11 0,07-0,09 0,05-0,08 0,07
5. REFERENSI
[1] Meyers, Marc A., Mechanical Metallurgy : Principles and Applications, Prentice-Hall, Inc., New Jersey, 1984.
[2] S. Kalpakjian, Manufacturing Process for Engineering Materials, Addison-Wesley Publishing Co., 1984.
[3] Segal VM, Materials Processing by Simple Shear, Materials Science and Engineering A (Switzerland), vol. 197, no.2, pp. 157-164, 1 July 1995.
[4] Cui HJ, Goforth, Hartwig KT, The Three – Dimensional Simulation of Flow Pattern in Equal –
Channel Angular Extrusion, JOM vol. 50, no. 8, August 1998.
[5] STWW-IWT project, Ultra Fine Structured MetallicMaterials, Department of Metallurgy and Materials Engineering, Katholieke Universiteit Leuven 1999.